Numerical Prediction of Weld Bead Geometry in Plasma Arc Welding of Titanium Sheets Using COMSOL V. Dhinakaran*, Suraj Khope, N. Siva Shanmugam & K. Sankaranarayanasamy Department of Mechanical Engineering, National Institute of Technology, Tiruchirappalli -620 015, Tamil Nadu, India,*[email protected] Abstract: Plasma Arc Welding (PAW) is one of the important arc welding processes used in electronics, medical, automotive and aerospace industries due its high accuracy and ability of welding any hard materials. Though PAW is more complex and requires more expensive equipment compared to other commercial arc welding processes, it finds application in automotive sectors. In automotive applications, t itanium metal is used particularly in motorcycle racing, where weight reduction is critical while maintaining high strength and rigidity. Titanium is in the group of reactive metals, which means that they have a good affinity for oxygen and readily forms an oxide layer leads to oxygen embrittlement. Therefore, the welding of titanium sheets is still an emerging technology in automotive sectors. The present investigation deals with the numerical simulation of plasma arc welding of 2 mm thick Ti-6Al-4V alloy using Finite Element code COMSOL. A Modified Three Dimensional Conical (MTDC) heat source model and a newly developed heat source model are considered for performing the numerical simulation to predict the temperature distribution on thin sheets of titanium alloy. The temperature dependent material properties of Ti-6Al-4V such as thermal conductivity, specific heat and density are used for performing the numerical analysis. Based on the results, it is observed that the predicted weld bead geometry from the temperature distribution plots using newly developed heat source model is in good agreement with the corresponding experimental result. Keywords: Plasma Arc Welding (PAW), Heat source Model, COMSOL, Titanium 1. Introduction Ti–6Al–4V is an alpha–beta alloy has excellent combination of properties such as low density, high specific strength and corrosion resistance, and it has been considered as one of preferred engineering materials extensively used in many industrial fields, accounting for more than 50% of all titanium tonnage in the world. Till date, no other titanium alloy threatens its dominant position. The aerospace industry accounts for more than 80% of this usage. The next largest application of Ti-6Al-4V is medical prostheses,

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Numerical Prediction of Weld Bead Geometry inPlasma Arc Welding of Titanium Sheets Using
COMSOLV. Dhinakaran*, Suraj Khope, N. Siva Shanmugam & K.
Sankaranarayanasamy
Department of Mechanical Engineering, National Institute ofTechnology,
Tiruchirappalli -620 015, Tamil Nadu,India,*[email protected]
Abstract: Plasma Arc Welding (PAW)is one of the important arc weldingprocesses used in electronics,medical, automotive and aerospaceindustries due its high accuracy andability of welding any hardmaterials. Though PAW is morecomplex and requires more expensiveequipment compared to othercommercial arc welding processes, itfinds application in automotivesectors. In automotive applications,titanium metal is used particularlyin motorcycle racing, where weightreduction is critical whilemaintaining high strength andrigidity. Titanium is in the groupof reactive metals, which means thatthey have a good affinity for oxygenand readily forms an oxide layerleads to oxygen embrittlement.Therefore, the welding of titaniumsheets is still an emergingtechnology in automotive sectors.The present investigation deals withthe numerical simulation of plasmaarc welding of 2 mm thick Ti-6Al-4Valloy using Finite Element codeCOMSOL. A Modified Three DimensionalConical (MTDC) heat source model anda newly developed heat source modelare considered for performing thenumerical simulation to predict the
temperature distribution on thinsheets of titanium alloy. Thetemperature dependent materialproperties of Ti-6Al-4V such asthermal conductivity, specific heatand density are used for performingthe numerical analysis. Based onthe results, it is observed that thepredicted weld bead geometry fromthe temperature distribution plotsusing newly developed heat sourcemodel is in good agreement with thecorresponding experimental result.
Keywords: Plasma Arc Welding (PAW),Heat source Model, COMSOL, Titanium
1. IntroductionTi–6Al–4V is an alpha–beta alloy hasexcellent combination of propertiessuch as low density, high specificstrength and corrosion resistance,and it has been considered as one ofpreferred engineering materialsextensively used in many industrialfields, accounting for more than 50%of all titanium tonnage in theworld. Till date, no other titaniumalloy threatens its dominantposition. The aerospace industryaccounts for more than 80% of thisusage. The next largest applicationof Ti-6Al-4V is medical prostheses,
which accounts for 3% of the market.The automotive, marine and chemicalindustries also use small amounts ofTi-6Al-4V [1]. In order tounderstand the concept of arcwelding of titanium, a thoroughliterature survey has been made.There are several methods used tojoin titanium and titanium alloys inautomotive sectors. Since Plasma arcwelding is capable of producing deeppenetration and low cost joints, itis being used to join titanium andtitanium alloys. Developing a heatsource for reflecting the thermo-mechanical process in plasma arcwelding is key problem in FiniteElement Simulation. C.S.Wu et al.developed a Modified Three dimensionconical heat source model and Quasisteady state PAW heat source toreflect the thermo mechanicalprocess of PAW. MTDC heat sourcemodel was implemented for thematerial having higher thickness[2]. A conical heat source model wasused to simulate the relationshipbetween welding parameters andwelding efficiency and proposed thatthe relationship is useful forselecting combination of weldparameters and keyhole welding [3].Short et al developed parametricenvelope for Keyhole PAW of Ti-6Al-4V of sheet thickness of 2.1 mm [4].Based on the literature survey, itis inferred that only limited amountof research work has been carriedout by the researchers in the areasof numerical simulation andexperimental studies related toplasma arc welding of thin titaniumalloy sheets. Hence, an attempt ismade through this research work todevelop a new heat source model andsimulate the plasma arc welding oftitanium alloy sheets. The
simulation results are compared withthe experimental outcomes forvalidation.
2. Numerical ModelingThe regular procedure of arriving atwelding parameters throughexperimental welding trials may notbe suitable for costly materialssuch as titanium. Numerical modelingusing FEM to simulate the weldingconditions is one of the bestalternatives to these costly trials.Numerical prediction of weld beadgeometry i.e. bead width and depthof penetration of Plasma Arc WeldedTi-6-Al-4V sheet is presented here.
2.1Assumption
Some simple assumptions areconsidered to develop the FiniteElement Model i) The plasma arc is moving with aconstant speed over the work piece ii) Material properties like thermalconductivity, specific heat anddensity are temperature dependent.
2.2. Governing Equation
A heat transfer model is developedin order to simulate the plasma arcwelding process in a movingcoordinate system. The transientnonlinear thermal heat conductionequation given below describes thetemperature (T) of the weld plate asa function of time (t) and spatialcoordinates (x, y, z)
Where k thermal conductivity in
W/m.K, is density in kg/m3, isspecific heat in J/kg.K, Q isintensity of heat source , v is the

speed with which heat source ismoving on the plate in mm/s.
2.3. Heat Source model
In finite element simulation primaryimportance is to be given inselecting the appropriate heatsource model to simulate the weldingprocess. The plasma arc weldingprocess is a high density weldingprocess like laser beam welding andElectron beam welding. The ModifiedThree Dimensional Conical heatsource proposed by CS.Wu [2] and anewly developed heat source modelare used in this study to simulatethe plasma arc welding process. The heat flux distribution at anyplane perpendicular to the z axis[2] can be represented as
Where
is the maximum heatintensity value, r0 is thedistribution parameter along radialdirection.
In MTDC heat source model, thedistribution parameter r0 is given by
Where
Where re is the top radius, ri is thebottom radius of the volumetric heatsource, ze and zi are the z
coordinates of the top surface andbottom surface respectively.
The value of maximum heat intensityis given by
Where
and ,
Hence the expression for thedistribution parameter is given as
The new model proposed in thisresearch assumes the value of r0 (z)to be parabolic and is given by
Hence the value of maximum heatintensity for newly developed heatsource model is given by
Where
2.4. Initial and Boundary Condition
The initial condition and boundarycondition have to be specified tosolve the governing differentialequation. The heat is exchangedbetween the weld plates andsurrounding and consequently the
welded plate is cooled by conventionand radiation.
Initial condition is represented asa function of spatial coordinatesonly.
The boundary condition for the topsurface for convention and radiationis given by
Where is the emissivity of thesurface and is taken as 0.8 for Ti-6Al-4V alloy, is Steffen –Boltzmannconstant and is taken as 5.67 x 10-8
W/m2K4,Tamb is the ambient temperatureand is taken as 303 K, h is theconvective heat transfercoefficient.
Table 1.Temperature Dependentmaterial properties [5]
Temp.(K)
K(W/m.K)
Cp
(J/kgK) (kg/m3)
298 7 546 4420373 7.45 562 4406473 8.75 584 4395573 10.15 606 4381673 11.35 629 4366773 12.6 651 4350873 14.2 673 4336973 15.5 694 43241073 17.8 714 43091173 20.2 734 42941273 22.7 643 42821473 22.9 678 42521573 23.7 696 42401673 24.6 714 42251773 25.8 732 42051873 27 750 41981923 28.4 759 4050
1973 33.4 830 38862100 34.6 830 38182200 34.6 830 37503500 34.6 830 3750
2.5. Material Model
The candidate material for thepresent investigation is Ti-6Al-4Vsheet. During plasma arc weldingtemperature gradient is developed inthe weldment from beginning to endof the process. Use of temperaturedependent material properties willgive the better temperaturedistribution in the process [6]. TheFE code COMOSL has provision to addthe temperature dependent materialproperties for simulation.
3. Experimental Work
Ti-6Al-4V alloy with the dimensionof 200 x 100 x 2 mm is used toconduct the experimental trials.The chemical composition of theabove said material is given inTable 2. Oxide layers andcontaminations are removed from thesurface of the plate by wire brushbefore welding and it is furthercleaned with acetone.
Table 2.Material Properties
Component
Al Fe O V Remaining
Weight % 6 0.25
0.2
4 Ti
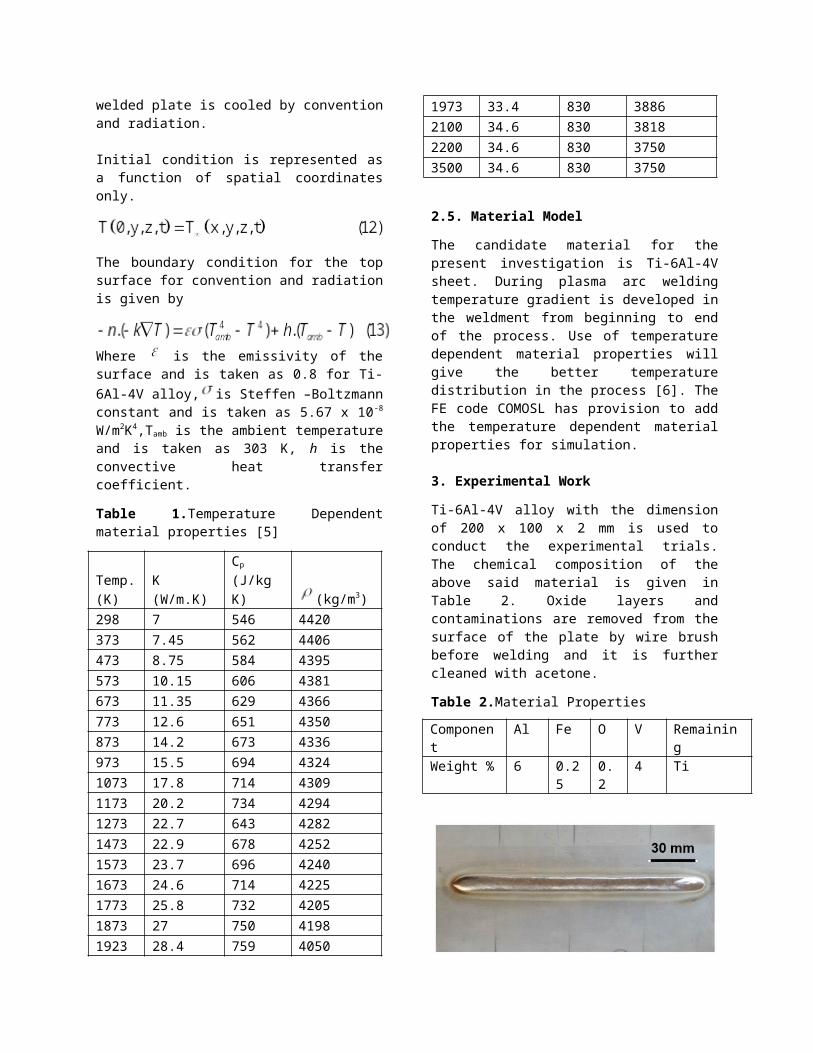
Figure 1. Plasma arc welded Ti-6Al-4V sheet – bead-on plate
Bead-on plate experiment trial isconducted using Fronius magic wave4000 plasma arc welding machine withDirect Current Electrode Negative(DCEN) mode. The welding speed iscontrolled by CNC work station whichgives uniform welding speed. Thesubstrate material is clamped in aspecial fixture which has provisionto provide an inert atmosphere underthe substrate (bottom purging).Titanium has great affinity ofinterstitial elements like oxygen,nitrogen and absorbs them readily atelevated temperature. To avoid thereaction with environment the moltenpool is protected with a specialcustom made fixture which isattached with the plasma torch andacts as trailing shields. Industrialpure Argon (99.9%) is used as ashielding gas to prevent atmosphericcontamination of weld metal duringplasma arc welding process. Thecolor of the titanium weld providesan indication of the effectivenessof the inert gases on protection ofthe solidified weld metal from theatmospheric gases. Figure 1 showsthe top surface of bead-on platetrial of plasma arc welding of Ti-6Al-4V sheet. It is evident fromthe figure that the weld looks likebright silver indicates that thereis no reaction with atmosphericgases during the cool down periodand during the actual welding. Thewelding input process parametersused for producing a bright silverweld are listed in Table 3.
Titanium alloy has relatively verylow thermal conductivity comparedwith other materials which cause
local overheating. To prevent thelocal heating effort should be takenwhile cutting the titanium specimen.Cutting is done with ElectricDischarge wire cut machine whichuses water cooling to prevent localoverheating. Standard mechanicalpolishing procedure is used furtherto prepare metallographic sample andetched with Kroll’s agent which isthe excellent etchant for titaniumand its alloy. The volumetriccombination of etchant is of 2% ofHF, 3% of HNO3 and 95% of water. Themacrostructure of the weld seam ischaracterized by welding Expertsystem and software.
Table 3.Welding input Parameters
Current (A) 60 A
Voltage(V) 20.8
Travel Speed 300 mm/min
Arc Length 80 mm
Torchshielding gasflow rate
12 LPM
Trailingshielding gasflow rate
20 LPM
4. Finite Element Analysis
In this work, a finite element modelis developed using finite elementcode COMOSL multiphysics similar tothe plate dimension 200 x 100 x 2 mmused for experimentation. Figure 2shows the Finite Element model of 2mm thin Ti-6Al-4V sheet (35893 nodesand 8047 elements). The centerportion of the mesh model (along thelength direction) is selected as the
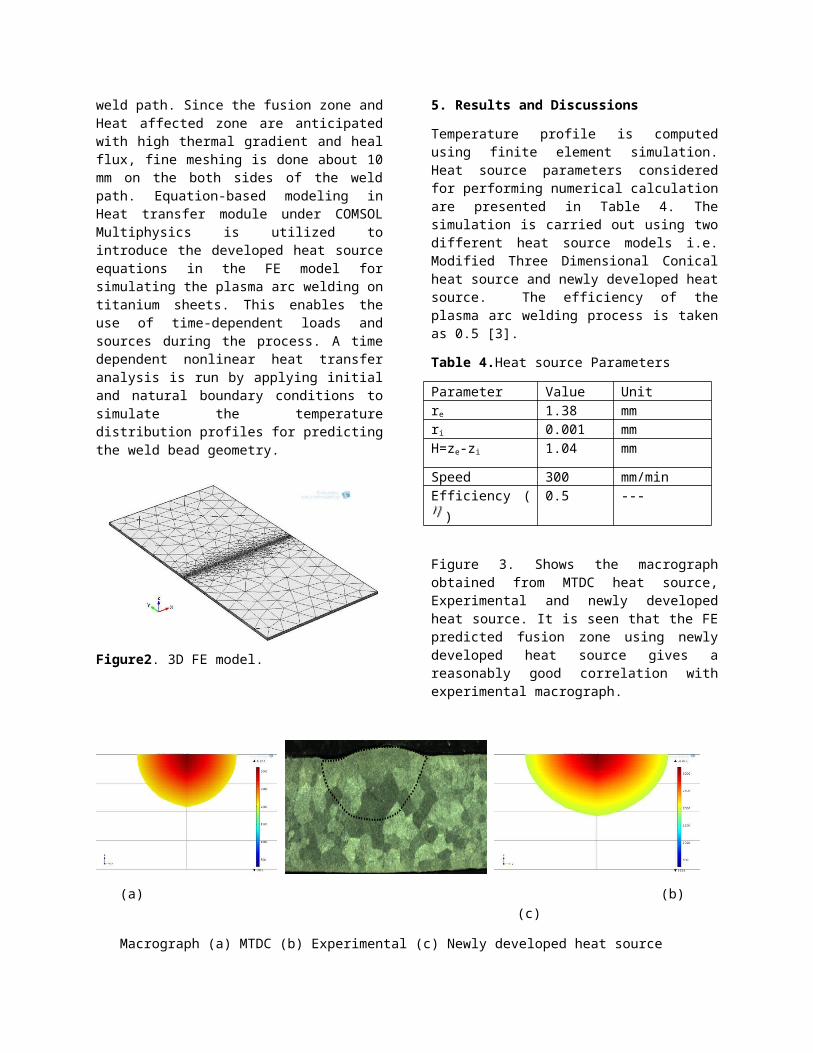
weld path. Since the fusion zone andHeat affected zone are anticipatedwith high thermal gradient and healflux, fine meshing is done about 10mm on the both sides of the weldpath. Equation-based modeling inHeat transfer module under COMSOLMultiphysics is utilized tointroduce the developed heat sourceequations in the FE model forsimulating the plasma arc welding ontitanium sheets. This enables theuse of time-dependent loads andsources during the process. A timedependent nonlinear heat transferanalysis is run by applying initialand natural boundary conditions tosimulate the temperaturedistribution profiles for predictingthe weld bead geometry.
Figure2. 3D FE model.
5. Results and Discussions
Temperature profile is computedusing finite element simulation.Heat source parameters consideredfor performing numerical calculationare presented in Table 4. Thesimulation is carried out using twodifferent heat source models i.e.Modified Three Dimensional Conicalheat source and newly developed heatsource. The efficiency of theplasma arc welding process is takenas 0.5 [3].
Table 4.Heat source Parameters
Parameter Value Unitre 1.38 mmri 0.001 mmH=ze-zi 1.04 mm
Speed 300 mm/minEfficiency ()
0.5 ---
Figure 3. Shows the macrographobtained from MTDC heat source,Experimental and newly developedheat source. It is seen that the FEpredicted fusion zone using newlydeveloped heat source gives areasonably good correlation withexperimental macrograph.
(a) (b)
(c)
Macrograph (a) MTDC (b) Experimental (c) Newly developed heat source
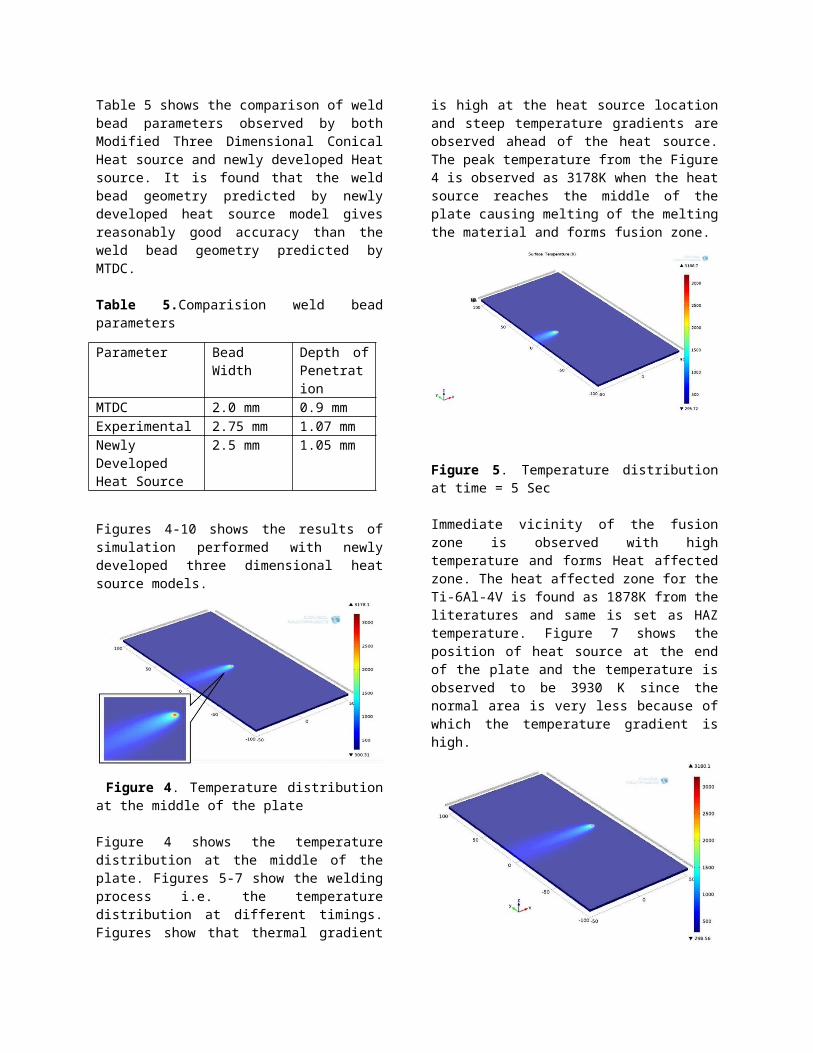
Table 5 shows the comparison of weldbead parameters observed by bothModified Three Dimensional ConicalHeat source and newly developed Heatsource. It is found that the weldbead geometry predicted by newlydeveloped heat source model givesreasonably good accuracy than theweld bead geometry predicted byMTDC.
Table 5.Comparision weld beadparameters
Parameter BeadWidth
Depth ofPenetration
MTDC 2.0 mm 0.9 mmExperimental 2.75 mm 1.07 mmNewlyDevelopedHeat Source
2.5 mm 1.05 mm
Figures 4-10 shows the results ofsimulation performed with newlydeveloped three dimensional heatsource models.
Figure 4. Temperature distributionat the middle of the plate
Figure 4 shows the temperaturedistribution at the middle of theplate. Figures 5-7 show the weldingprocess i.e. the temperaturedistribution at different timings.Figures show that thermal gradient
is high at the heat source locationand steep temperature gradients areobserved ahead of the heat source.The peak temperature from the Figure4 is observed as 3178K when the heatsource reaches the middle of theplate causing melting of the meltingthe material and forms fusion zone.
Figure 5. Temperature distributionat time = 5 Sec
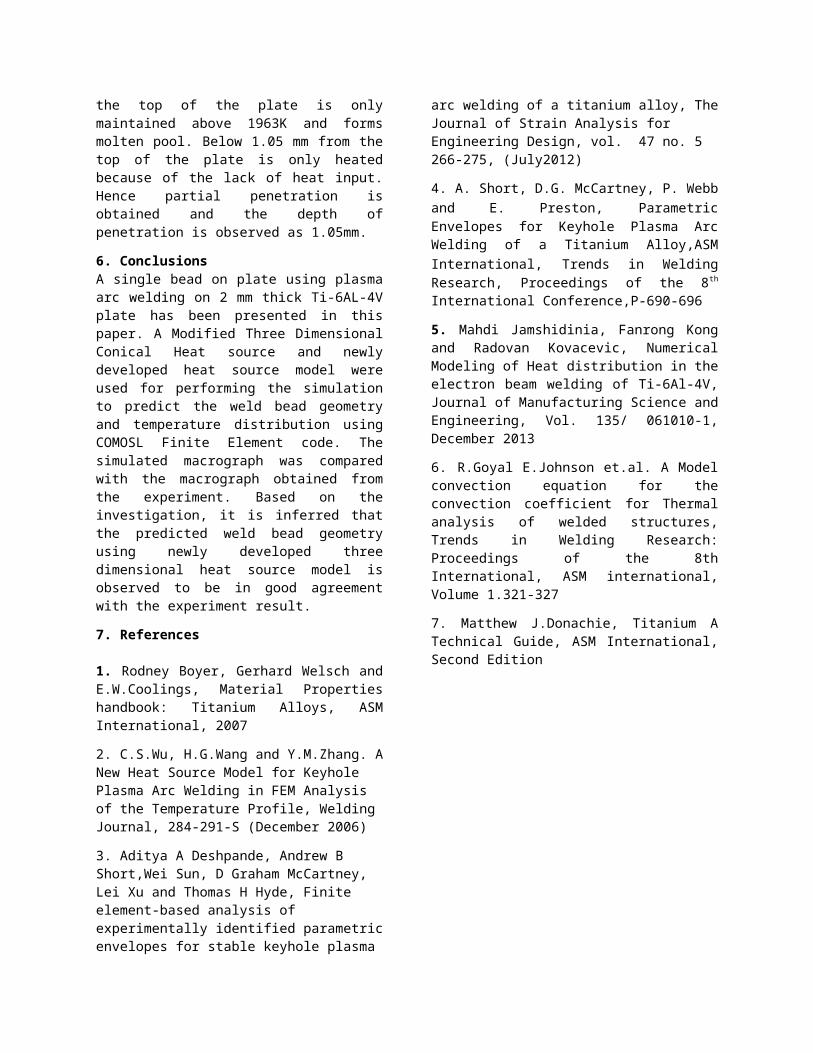
Immediate vicinity of the fusionzone is observed with hightemperature and forms Heat affectedzone. The heat affected zone for theTi-6Al-4V is found as 1878K from theliteratures and same is set as HAZtemperature. Figure 7 shows theposition of heat source at the endof the plate and the temperature isobserved to be 3930 K since thenormal area is very less because ofwhich the temperature gradient ishigh.
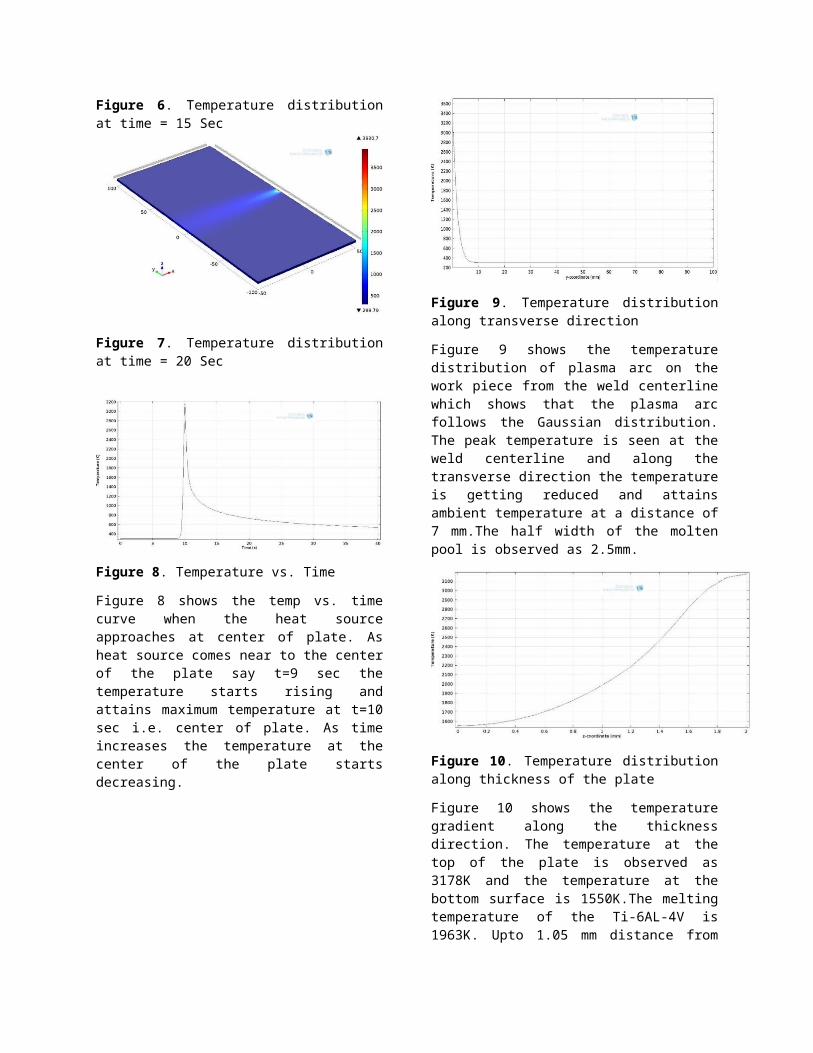
Figure 6. Temperature distributionat time = 15 Sec
Figure 7. Temperature distributionat time = 20 Sec
Figure 8. Temperature vs. Time
Figure 8 shows the temp vs. timecurve when the heat sourceapproaches at center of plate. Asheat source comes near to the centerof the plate say t=9 sec thetemperature starts rising andattains maximum temperature at t=10sec i.e. center of plate. As timeincreases the temperature at thecenter of the plate startsdecreasing.
Figure 9. Temperature distributionalong transverse direction
Figure 9 shows the temperaturedistribution of plasma arc on thework piece from the weld centerlinewhich shows that the plasma arcfollows the Gaussian distribution.The peak temperature is seen at theweld centerline and along thetransverse direction the temperatureis getting reduced and attainsambient temperature at a distance of7 mm.The half width of the moltenpool is observed as 2.5mm.
Figure 10. Temperature distributionalong thickness of the plate
Figure 10 shows the temperaturegradient along the thicknessdirection. The temperature at thetop of the plate is observed as3178K and the temperature at thebottom surface is 1550K.The meltingtemperature of the Ti-6AL-4V is1963K. Upto 1.05 mm distance from
the top of the plate is onlymaintained above 1963K and formsmolten pool. Below 1.05 mm from thetop of the plate is only heatedbecause of the lack of heat input.Hence partial penetration isobtained and the depth ofpenetration is observed as 1.05mm.
6. ConclusionsA single bead on plate using plasmaarc welding on 2 mm thick Ti-6AL-4Vplate has been presented in thispaper. A Modified Three DimensionalConical Heat source and newlydeveloped heat source model wereused for performing the simulationto predict the weld bead geometryand temperature distribution usingCOMOSL Finite Element code. Thesimulated macrograph was comparedwith the macrograph obtained fromthe experiment. Based on theinvestigation, it is inferred thatthe predicted weld bead geometryusing newly developed threedimensional heat source model isobserved to be in good agreementwith the experiment result.
7. References
1. Rodney Boyer, Gerhard Welsch andE.W.Coolings, Material Propertieshandbook: Titanium Alloys, ASMInternational, 2007
2. C.S.Wu, H.G.Wang and Y.M.Zhang. ANew Heat Source Model for Keyhole Plasma Arc Welding in FEM Analysis of the Temperature Profile, Welding Journal, 284-291-S (December 2006)
3. Aditya A Deshpande, Andrew B Short,Wei Sun, D Graham McCartney, Lei Xu and Thomas H Hyde, Finite element-based analysis of experimentally identified parametricenvelopes for stable keyhole plasma
arc welding of a titanium alloy, TheJournal of Strain Analysis for Engineering Design, vol. 47 no. 5 266-275, (July2012)
4. A. Short, D.G. McCartney, P. Webband E. Preston, ParametricEnvelopes for Keyhole Plasma ArcWelding of a Titanium Alloy,ASMInternational, Trends in WeldingResearch, Proceedings of the 8th
International Conference,P-690-696
5. Mahdi Jamshidinia, Fanrong Kongand Radovan Kovacevic, NumericalModeling of Heat distribution in theelectron beam welding of Ti-6Al-4V,Journal of Manufacturing Science andEngineering, Vol. 135/ 061010-1,December 2013
6. R.Goyal E.Johnson et.al. A Modelconvection equation for theconvection coefficient for Thermalanalysis of welded structures,Trends in Welding Research:Proceedings of the 8thInternational, ASM international,Volume 1.321-327
7. Matthew J.Donachie, Titanium ATechnical Guide, ASM International,Second Edition
Related Documents










