DIFFERENCE BETWEEN CURRENT AND BRAZED HARDFACING • Inhomogeneous microstructure – very hard particles embedded in a soft matrix • Soft matrix wears off – dislodging hard particles WALL COLMONOY Alloy 88 (Current Hardfacing) • Brazed hardfaced coating has a more uniform microstructure • Expected to have superior wear resistance Brazed WC Hardfacing 1328 HVN 988 HVN 1018 HVN 964 HVN 0.002” 907 HVN 374 HVN Novel Brazed Hardfacing ◆ Fine powders of WC or Tribaloy T-800 and braze alloy are mixed together with a binder to form a slurry ◆ Parts are either sprayed with or dipped in the slurry (for complex shapes or ID bores) at room temperature ◆ Coated parts are exposed to brazing temperature in vacuum to fuse the braze alloy and produce a metallurgically bonded coating ◆ By selecting the braze alloy, hardfacing and heat treating can be accomplished in the same operation www.brucediamond.com

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

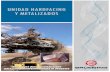
DIFFERENCE BETWEEN CURRENT AND BRAZED HARDFACING
• Inhomogeneous microstructure – very hard particles embedded in a soft matrix• Soft matrix wears o� – dislodging hard particles
WALL COLMONOY Alloy 88 (Current Hardfacing)
• Brazed hardfaced coating has a more uniform microstructure• Expected to have superior wear resistance
Brazed WC Hardfacing
1328 HVN988 HVN
1018 HVN
964 HVN
0.002”
907 HVN
374 HVN
Novel Brazed Hardfacing
◆ Fine powders of WC or Tribaloy T-800 and braze alloy are mixed together with a binder to form a slurry
◆ Parts are either sprayed with or dipped in the slurry (for complex shapes or ID bores) at room temperature
◆ Coated parts are exposed to brazing temperature in vacuum to fuse the braze alloy and produce a metallurgically bonded coating
◆ By selecting the braze alloy, hardfacing and heat treating can be accomplished in the same operation
www.brucediamond.com

Advantages of Brazed Hardfaced WCCompared to Thermal Sprayed WC
◆ Fully dense; no porosity – will not require sealing of surface pores as needed for thermal sprayed WC to improve corrosion resistance
◆ WC particles are embedded in a corrosion and wear-resistant Ni-Cr matrix
◆ Higher ductility and toughness compared to thermal sprayed WC; can be used for flexible substrates
◆ Expected to be more cost-e�ective than thermal spray (less over-spray and less capital intensive)
Brazed WC allows for hardfacing of inner diameters and complex shapes.The slurry can be applied by either dipping or spraying. The resulting surface is very smooth and close to the base substrate.
0
10
20
30
40
50
60
Wea
r vol
ume,
mm
3
ASTM G-65 Abrasion Resistance Test Wear Volume6000 revolutions, 9” diameter wheel and 30 lb. load
WeldoverlayWC
16.5
Stellite-6
55.0
LasercladColmonoy 88
21.2
Brazed WC
13.6
SUPERIOR WEAR RESISTANCE
Novel Brazed Hardfacing
1231 County St.Attleboro, MA 02730
TEL (800) 346-8802FAX (800) 552-7823
www.brucediamond.com
Related Documents