Noncatalytic gasification of isooctane in supercritical water: A Strategy for high-yield hydrogen production Ratna F. Susanti a,b , Agung Nugroho a,b , Jihye Lee a , Yunje Kim a , Jaehoon Kim a,b, * a Clean Energy Center, Energy Division, Korea Institute of Science and Technology (KIST), 39-1 Hawolgok-dong, Seoungbuk-gu, Seoul 136-791, Republic of Korea b Department of Clean Energy and Chemical Engineering, University of Science and Technology (UST), 113 Gwahangno, Yuseong-gu, Daejeon 305-333, Republic of Korea article info Article history: Received 13 August 2010 Received in revised form 11 December 2010 Accepted 19 December 2010 Available online 22 January 2011 Keywords: Hydrogen production Supercritical water gasification Haynes Ò 230 Ò alloy Isooctane abstract Continuous supercritical water gasification of isooctane, a model gasoline compound, is investigated using an updraft gasification system. A new reactor material, Haynes Ò 230 Ò alloy, is employed to run gasification reactions at high temperature and pressure (763 2 C; 25 MPa). A large-volume reactor is used (170 mL) to enable the gasification to be run at a long residence time, up to 120 s. Various gasification experiments are performed by changing the residence time (60e120 s), the isooctane concentration (6.3e14.7 wt%), and the oxidant concentration (equivalent oxidant ratio 0e0.3). The total gas yield and the hydrogen gas yield increase with increasing residence time. At 106 s and an isooctane concentration of 6.3 wt%, a very high hydrogen gas yield of 12.4 mol/mol isooctane, which is 50% of the theoretical maximum hydrogen gas yield and 92% of the equilibrium hydrogen gas yield under the given conditions, is achieved. Under these conditions, supercritical water partial oxidation does not increase the hydrogen gas yield significantly. The produced gases are hydrogen (68 mol%), carbon dioxide (20 mol%), methane (9.8 mol%), carbon monoxide (1.3 mol%), and ethane (0.9 mol%). The carbon gasification efficiency is in the range 75e91%, depending on the oxidant concentration. A comparison of supercritical water gasification with other conventional methods, including steam reforming, auto- thermal reforming, and partial oxidation, is also presented. Crown Copyright ª 2010, Hydrogen Energy Publications, LLC. Published by Elsevier Ltd. All rights reserved. 1. Introduction Supercritical water gasification (SCWG) has recently received much attention as a potential alternative to conventional reforming methods for hydrogen production; this is because of the unique physical properties of supercritical water [1,2]. Noncatalytic reforming reactions are possible because of the high reactivity of supercritical water. The low dielectric constant (2e20, depending on the temperature and pressure [3]) and low degree of hydrogen bonding of water in its supercritical state can lead to high solubilities of hydrocarbon feeds. The produced gases are also soluble in supercritical water. Thus, a single-phase reforming reaction can be carried out in super- critical water. The high density, high thermal conductivity, and high heat/mass transfer associated with supercritical water are beneficial in developing a compact reformer system. Over the last ten years, there has been considerable interest in the use of biomass as a renewable energy source. * Corresponding author. Clean Energy Center, Energy Division, Korea Institute of Science and Technology (KIST), 39-1 Hawolgok-dong, Seoungbuk-gu, Seoul 136-791, Republic of Korea. Tel.: þ82 2 958 5874; fax: þ82 2 958 5205. E-mail address: [email protected] (J. Kim). Available at www.sciencedirect.com journal homepage: www.elsevier.com/locate/he international journal of hydrogen energy 36 (2011) 3895 e3906 0360-3199/$ e see front matter Crown Copyright ª 2010, Hydrogen Energy Publications, LLC. Published by Elsevier Ltd. All rights reserved. doi:10.1016/j.ijhydene.2010.12.095

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6
Avai lab le a t www.sc iencedi rec t .com
journa l homepage : www.e lsev ier . com/ loca te /he
Noncatalytic gasification of isooctane in supercritical water:A Strategy for high-yield hydrogen production
Ratna F. Susanti a,b, Agung Nugroho a,b, Jihye Lee a, Yunje Kim a, Jaehoon Kim a,b,*aClean Energy Center, Energy Division, Korea Institute of Science and Technology (KIST), 39-1 Hawolgok-dong, Seoungbuk-gu,
Seoul 136-791, Republic of KoreabDepartment of Clean Energy and Chemical Engineering, University of Science and Technology (UST), 113 Gwahangno, Yuseong-gu,
Daejeon 305-333, Republic of Korea
a r t i c l e i n f o
Article history:
Received 13 August 2010
Received in revised form
11 December 2010
Accepted 19 December 2010
Available online 22 January 2011
Keywords:
Hydrogen production
Supercritical water gasification
Haynes� 230� alloy
Isooctane
* Corresponding author. Clean Energy CenteSeoungbuk-gu, Seoul 136-791, Republic of K
E-mail address: [email protected] (J.0360-3199/$ e see front matter Crown Copyri
doi:10.1016/j.ijhydene.2010.12.095
a b s t r a c t
Continuous supercritical water gasification of isooctane, a model gasoline compound, is
investigated using an updraft gasification system. A new reactor material, Haynes� 230�
alloy, is employed to run gasification reactions at high temperature and pressure
(763 � 2 �C; 25 MPa). A large-volume reactor is used (170 mL) to enable the gasification to be
run at a long residence time, up to 120 s. Various gasification experiments are performed by
changing the residence time (60e120 s), the isooctane concentration (6.3e14.7 wt%), and
the oxidant concentration (equivalent oxidant ratio 0e0.3). The total gas yield and the
hydrogen gas yield increase with increasing residence time. At 106 s and an isooctane
concentration of 6.3 wt%, a very high hydrogen gas yield of 12.4 mol/mol isooctane, which
is 50% of the theoretical maximum hydrogen gas yield and 92% of the equilibrium
hydrogen gas yield under the given conditions, is achieved. Under these conditions,
supercritical water partial oxidation does not increase the hydrogen gas yield significantly.
The produced gases are hydrogen (68 mol%), carbon dioxide (20 mol%), methane (9.8 mol%),
carbon monoxide (1.3 mol%), and ethane (0.9 mol%). The carbon gasification efficiency is in
the range 75e91%, depending on the oxidant concentration. A comparison of supercritical
water gasification with other conventional methods, including steam reforming, auto-
thermal reforming, and partial oxidation, is also presented.
Crown Copyright ª 2010, Hydrogen Energy Publications, LLC. Published by Elsevier Ltd. All
rights reserved.
1. Introduction and lowdegreeofhydrogenbondingofwater in its supercritical
Supercritical water gasification (SCWG) has recently received
much attention as a potential alternative to conventional
reformingmethods for hydrogen production; this is because of
the unique physical properties of supercritical water [1,2].
Noncatalytic reforming reactions are possible because of the
high reactivity of supercritical water. The low dielectric
constant (2e20,dependingonthetemperatureandpressure [3])
r, Energy Division, Koreaorea. Tel.: þ82 2 958 5874Kim).ght ª 2010, Hydrogen Ene
state can lead to high solubilities of hydrocarbon feeds. The
produced gases are also soluble in supercritical water. Thus,
a single-phase reforming reaction can be carried out in super-
criticalwater. Thehigh density, high thermal conductivity, and
highheat/mass transfer associatedwith supercriticalwater are
beneficial in developing a compact reformer system.
Over the last ten years, there has been considerable
interest in the use of biomass as a renewable energy source.
Institute of Science and Technology (KIST), 39-1 Hawolgok-dong,; fax: þ82 2 958 5205.
rgy Publications, LLC. Published by Elsevier Ltd. All rights reserved.

i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63896
Many studies have demonstrated that supercritical water is
an excellent reaction medium for producing hydrogen from
biomass and its model compounds [4e8]. In the presence of
homogeneous or heterogeneous catalysts, high hydrogen gas
yields, up to the theoretical value, can be achieved. Hydrogen
produced from biomass may be used in the future in renew-
able energy sources. For a seamless transition from a fossil
fuel economy to a hydrogen economy, it may be necessary to
explore hydrogen production from fossil oil sources. In spite
of the advantages of SCWG, only a few studies have focused
on hydrogen production from long-chain hydrocarbons (>C6)
using SCWG [9e11]. It is more difficult to reform longer-chain
hydrocarbons because many competing reactions take place,
so, in some cases, catalysts are needed to achieve high
hydrogen gas yields [10,11]. In such cases, the catalyst deac-
tivation associated with the sulfur compounds present in
fossils fuels [12] and coke/tar formation [2] can cause major
problems. Development of a noncatalytic SCWG system that
can generate high hydrogen gas yields is therefore highly
desirable. Our group has worked on noncatalytic SCWG of
isooctane (C8H18) as a model gasoline compound [9,13]. The
first work was carried out using a downdraft tubular reactor
system, made from Hastelloy� C-276, at temperatures of
593e694 �C, residence times of 8e16 s, concentrations of
15e23 wt%, and a pressure of 25 MPa [13]. Hydrogen peroxide
(H2O2) was used as an oxidant source to enhance the hydrogen
gas yield by running partial oxidation in supercritical water.
The maximum hydrogen yield achieved using the downdraft
reactorconfigurationwasvery low:1.68molH2/mol isooctaneat
664 �C, 25 MPa, a residence time of 15 s, an isooctane concen-
tration of 22 wt%, and a H2O2 concentration of 1560.2 mmol/L.
The experimentally obtained maximum hydrogen gas yield
corresponds to only 7% of the theoretical maximum hydrogen
gas yield (24.2 mol/mol isooctane). In our second study of non-
catalytic SCWG of isooctane, a significant modification of the
gasification system was made to enhance the hydrogen gas
yield. This included tilting of the gasification reactor to 75� fromthe vertical position, positioning the reactor inlet at the bottom
and the reactor outlet at the top (updraft configuration), and
installing an insulation zone and a cooling zone [9]. A higher
hydrogengasyieldof6.13molH2/mol isooctanewasachievedat
637 �C, 25MPa, 18 s, an isooctane concentration of 9.9 wt%, and
a H2O2 concentration of 2701.1 mmol/L. Under similar gasifica-
tion conditions, the updraft configuration resulted in a higher
hydrogen gas yield, approximately four times higher than that
obtained with the downdraft gasification system. The gasifica-
tion efficiency also increased dramatically. However, the
maximum hydrogen yield of 6.13 mol H2/mol isooctane is still
low. This value only corresponds to 28% of the theoretical
maximum yield of hydrogen (21.9 mol/mol isooctane). Even
though previouswork suggests that higher hydrogen gas yields
can be achieved at higher reaction temperatures and/or longer
residence times, it was not possible to explore noncatalytic
SCWG further because the temperature was limited to 640 �C,and because the reactor volume was small.
In this paper, we demonstrate that a much higher
hydrogen gas yield of 12.6 mol H2/mol isooctane can be ach-
ieved, in the presence of a small amount of oxidant, using the
updraft gasification configuration. This value corresponds to
56% of the theoretical maximum (22.4 mol/mol isooctane), or
to 98% of the equilibrium hydrogen gas yield, under given
conditions. A new SCWG reactor was developed to enable the
investigation to be carried out at higher reaction temperatures
and longer residence times. The reactormaterial was changed
from Hastelloy� C-276 to Haynes� 230� alloy, to enable the
SCWG to be run at a temperature of 763 �C and a pressure of
25 MPa. In addition, the reactor volume was enlarged 5.7-fold
to examine long residence time conditions. The Haynes� 230�
alloy retains a higher strength and has a longer lifetime at
elevated temperatures and pressures than those achieved by
other alloy materials, including Hastelloy� C-276 [14e16]. The
use of the Haynes� 230� alloy for SCWG was pioneered by Lee
et al. [10,17]. The following sections describe the gasification
apparatus and process, and the effects of temperature, feed
concentration, residence time, and oxidant concentration on
the gas yields, gas compositions, and total content of polar
compounds in the liquid effluent. A comparison of the
hydrogen gas yields obtained by steam reforming, auto-
thermal reforming, and partial oxidation of isooctane with the
yields obtained by noncatalytic SCWG of isooctane will also be
presented.
2. Experimental method
2.1. Materials and analysis
Details of the materials and analytical tools (gas chromato-
graphy (GC) for gas analysis and total organic carbon (TOC) for
liquid analysis) were given in our previouswork in Ref. [9]. The
compositions of liquid products were analyzed using a GC
Agilent 6890N (Agilent, Palo Alto, CA, USA)/TOF-MS LECO
Pegasus III (LECO, St. Joseph, MI, USA) with high-purity helium
(>99.9999%) as the carrier gas. The column was an Ultra-2 (5%
phenylmethylsiloxane) of length of 25 m, inner diameter (ID)
0.2 mm, and thickness 0.25 mm. The temperature of the
column was first maintained at 100 �C for 1 min, then ramped
up to 300 �C at a rate of 20 �C/min, and held at 300 �C for 7min.
The injector port temperature was 280 �C and the injection
volume was 2 mL.
2.2. Apparatus and procedure
The supercritical water gasification was carried out using
a custom-built, continuous-flow tubular reactor system. A
schematic diagram of the gasification apparatus is shown in
Fig. 1. The apparatus consists of a tubular reactor (R); a water
pre-heater (WP); a feed pre-heater (FP); several heat furnaces,
including pre-heater furnaces (PF); a mixing part furnace (MF);
a reactor furnace (RF); an insulation part furnace (IF); three
high-pressure pumps (P-01, P-02, and P-03); cooling units (CT
and C-01); a metal filter (F); a back-pressure regulator (BPR);
a gaseliquid separator (S); a container for liquids (L); feed
tanks (T-01, T-02, T-03, and T-04); isolation and safety valves
(V1, V2, V3, and V4), pressure gauges (P); and thermocouples
(T). The details of the gasification apparatus and the gasifica-
tion procedure were described in our previous work in Ref. [9].
Only modifications of the previous system will be described
here. The reactor (R) was tubular and made from Haynes�
230� alloy. The size of the reactor was ID 2 cm and length

Fig. 1 e Schematic diagram of supercritical water gasification apparatus. R, reactor; M, mixing part; MF, mixing furnace; RF,
reactor furnace; WP, water pre-heater; FP, feed pre-heater; PF, pre-heater furnaces; IF, insulation furnace; RZ, reaction zone;
IZ, insulation zone; CT, cooling tube; C, condenser; F, metal filter; BPR, back-pressure regulator; P-01, high-pressure
isooctane pump; P-02 and P-03, high-pressure water pumps; S, gaseliquid separator; P, pressure gauge; T, thermocouple;
V1, needle valve; V2, relief valve; V3, three-way valve; V4, safety valve; T-01, isooctane feed tank; T-02 and T-03, DDI water
feed tanks; T-04, oxidant feed tank; L, container for liquid; GC, gas chromatograph; WG, wet gas meter.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6 3897
54 cm, giving an effective volume of 170 mL. All the cooling
work was done by an air-cooled tube (CT) and C-01. The
condenser (C-01) was a shell and tube type heat exchanger
consisting of seven tubes enclosed in a cylindrical shell. The
shell had an outer diameter (OD) of 6 cm, an ID of 3.55 cm, and
a length of 24 cm. Each tube had an OD of 0.95 cm and an ID of
0.5 cm. The high-pressure pumps P-01 and P-02 were model
HKS-600 digital metering pumps, manufactured by Hanyang
Accuracy (Seoul, Korea). P-01 was used to deliver isooctane at
a maximum flow rate of 162 mL/h, and P-02 was used to
deliver water to replace isooctane feed during heating and
cooling of the system. The flow-rate range of the water pump
was 60e600 mL/h. Pump P-03 was a model HKS-3000 high-
pressure digital metering pump (Hanyang Accuracy) with
a maximum flow rate of 3000 mL/h; it was used as the main
distilled de-ionized (DDI) water pump.
In this paper, total gas yield is defined as the volume (L) of
total gaseous products at room temperature (25 �C) and
pressure (0.1 MPa) per weight (g) of feed, estimated by real-
time volumetric flow-rate measurements and feed concen-
trations. Carbon gasification efficiency (CE) is defined as the
total number of moles of carbon in the produced gases per
total number ofmoles of carbon in the feed. The individual gas
yields in the produced gases are defined as the number of
moles of each produced gas per mole of isooctane fed to the
reactor. The number of moles of each produced gas was
estimated by real-time volumetric flow-rate measurements
and the gas compositions as determined by GC. The dry gas
composition is defined as the mole per cent of each produced
gas in the sample. Oxygen (O2), which may be present in the
gaseous product when the oxidant effect is explored, and
nitrogen (N2), which was used to pressurize the feed tanks T-
01 and T-03, were not included in the number ofmoles of each
gas produced by the gasification. The oxygen equivalent ratio
(ER) is defined as the amount of oxidant added per oxidant
required for complete oxidation. For example, an ER of 1
indicates that the amount of oxidant is equivalent to complete
oxidation estimated by stoichiometry calculations. The stan-
dard error (SD of the mean) is used to describe statistically the
uncertainties in the measurements from four samplings. In
the experimental results, the standard errors are shown as
error bars.
3. Results and discussion
3.1. Chemical reactions
Supercritical water gasification of organic compounds is
a very complex process and various chemical reactions can
take place. The major chemical reactions can include steam
reforming, the wateregas shift reaction, pyrolysis, partial
oxidation if an oxidant is present, andmethanation. Themost
important reaction in SCWG is steam reforming. The steam
reforming reaction of isooctane is
C8H18 þ 8H2O 4 8CO þ 17H2 ΔH298 K ¼ 1274.47 kJ/mol (1)
The large and positive value of the heat of enthalpy indi-
cates that steamreformingof isooctane is highly endothermic.
i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63898
A higher reaction temperature can therefore enhance steam
reforming, leading to higher yields of hydrogen gas.
Since the steam reforming reaction produces carbon
monoxide, and a large amount of water exists under typical
SCWG conditions, the wateregas shift reaction can take place.
CO þ H2O 4 CO2 þ H2 ΔH298 K ¼ �41.15 kJ/mol (2)
This is a highly desirable reaction because the forward
reaction can increase the hydrogen gas yield. The wateregas
shift reaction is exothermic and the forward reaction is
thermodynamically favored at temperatures lower than
815 �C [18].
When the steam reforming reaction and the wateregas
shift reaction are combined, the overall reaction is
C8H18 þ 16H2O 4 8CO2 þ 25H2 ΔH298 K ¼ 945.27 kJ/mol (3)
If all the isooctane is steam reformed, and all the CO
generated by steam reforming is consumed by the wateregas
shift reaction, the maximum hydrogen gas yield that can
theoretically be obtained from isooctane is 25 mol/mol
isooctane. Any of the other competing reactions, including
pyrolysis, partial oxidation, and methanation, that can occur
during SCWG would lead to a decrease in the hydrogen gas
yield. The combined reaction for the maximum hydrogen gas
yield is highly endothermic, so a high reaction temperature
may be favorable in enhancing the hydrogen gas yield.
Pyrolysis (or cracking) can take place during the SCWG of
isooctane. Complete pyrolysis produces hydrogen and solid
compounds such as coke and tar. In the course of pyrolysis,
cracked light gaseous compounds such as methane and
ethane can be formed.
C8H18 4 8C þ 9H2 ΔH298 K ¼ 224.1 kJ/mol (4)
C8H18 4 CxHy þ zH2 (5)
Pyrolysis is also endothermic, but the heat of enthalpy is
much smaller than that of steam reforming. When an oxidant
is used in SCWG, partial oxidation or total oxidation can take
place, depending on the amount of oxidant fed into the
system.
Partial oxidation:
C8H18 þ 4O2 4 8CO þ 9H2 ΔH298 K ¼ �748.13 kJ/mol (6)
Total oxidation:
C8H18 þ 25/2O2 4 8CO2 þ 9H2O
ΔH298 K ¼ �5100.53 kJ/mol (7)
The partial oxidation reaction is desirable because it can
generate hydrogen and carbon monoxide. The generated
carbon monoxide can react with water, yielding hydrogen by
the wateregas shift reaction. In addition, the exothermic
oxidation reaction can help to reduce coke or tar formation by
rapid internal heating of the reactants and reduce the external
energy required for the steam reforming reaction [19,20]. The
rapid internal heating by the partial oxidation can often lead to
an increase in thegasificationreaction.Note that themaximum
hydrogen yield that can be produced by the combined partial
oxidation and wateregas shift reactions is smaller than that of
the combined steam reforming and wateregas shift reactions.
In fact, the theoretical hydrogen gas yield in the presence of an
oxidant can be calculated as below:
C8H18 þ xO2 þ (16 � 2x)H2O 4 8CO2 þ (25 � 2x)H2 (8)
Thus the higher the amount of oxidant added, the lower
the theoretical hydrogen gas yield. For example, the
maximum hydrogen yield of isooctane is estimated to be 22.4
at ER 0.1, 19.8 at ER 0.2, and 17.5 at ER 0.3. At large values of ER,
the total oxidation can be a dominant reaction pathway,
producing the undesirable compounds carbon dioxide and
water.
Methane can be produced during SCWG by reaction of
carbon monoxide, carbon dioxide, or carbon with hydrogen.
Methanation of CO:
CO þ 3H2 4 CH4 þ H2O ΔH298 K ¼ �206.17 kJ/mol (9)
Methanation of CO2:
CO2 þ 4H2 4 CH4 þ 2H2O ΔH298 K ¼ �165.01 kJ/mol (10)
Methanation of C: C þ 2H2 4 CH4 ΔH298 K ¼ �74.87 kJ/mol
(11)
Methanation is undesirable because it consumes hydrogen
produced by SCWG and decreases the hydrogen gas yield.
Methane formation increases with decreasing temperature or
increasing amounts of reactants (H2, CO, CO2, or C). A high
reaction temperature is therefore favorable as it avoids
methanation. The methanation of CO and CO2 can be cata-
lyzed by ruthenium, iridium, rhodium, nickel, cobalt, osmium,
platinum, iron, palladium (group VIII), and molybdenum
(group VI), or silver (group I) [21,22]. Supercritical water reactor
materials such as Hastelloy� C-276, Inconel�, and Haynes�
230� contain nickel as the major component. It is well known
that nickel is a good catalyst for methanation [21] and for
steam reforming [23], suggesting that the presence of nickel in
the reactor wall can catalyze methanation or steam reform-
ing. Wall effects in SCWG have been studied in Refs. [24,25].
3.2. Equilibrium calculation
The equilibrium composition of isooctane gasification under
supercritical water conditions was calculated using Gibbs free
energy minimization and the PengeRobinson equation of
state. The calculation indicates that the formation of solid
carbon is not observed and that C2eC4 gases are formed in
negligible quantities (10�4e10�10 mol/mol isooctane), so these
are not discussed in the results. At feed concentrations of less
than 15 wt%, the isooctane is consumed completely. Trace
amounts of isooctane are found in the output at feed
concentrations of 15e30 wt%.
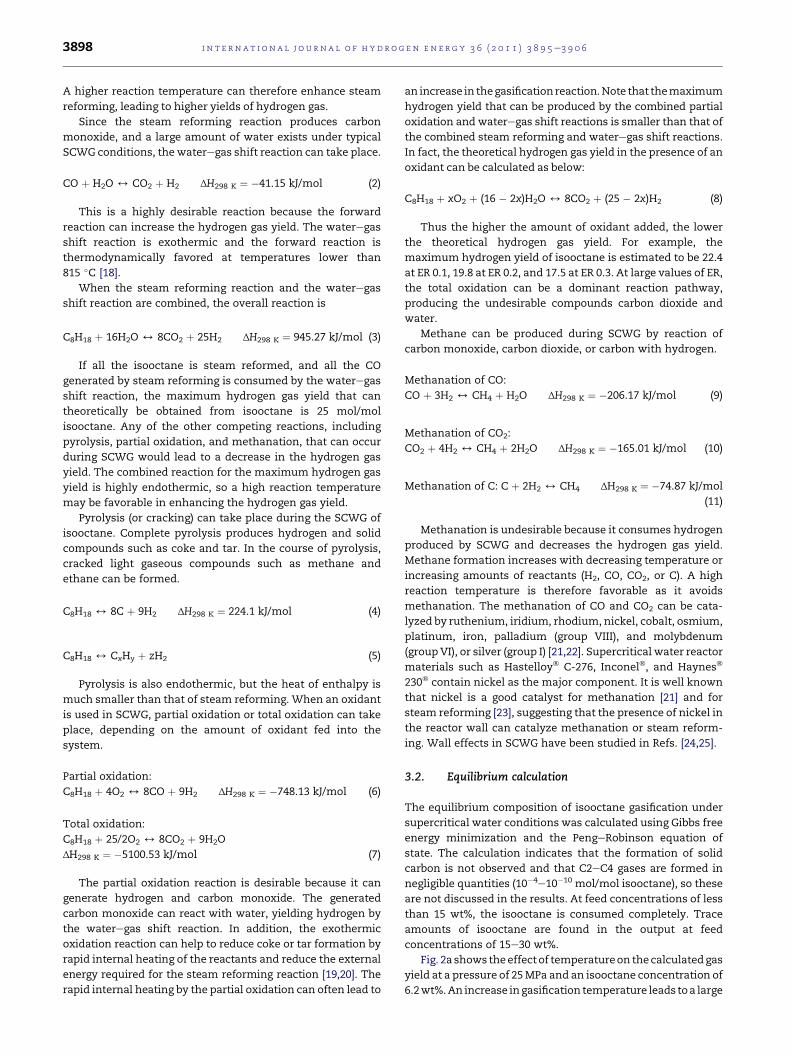
Fig. 2a shows theeffect of temperatureon thecalculatedgas
yield at a pressure of 25MPa and an isooctane concentration of
6.2wt%.An increase ingasification temperature leads toa large
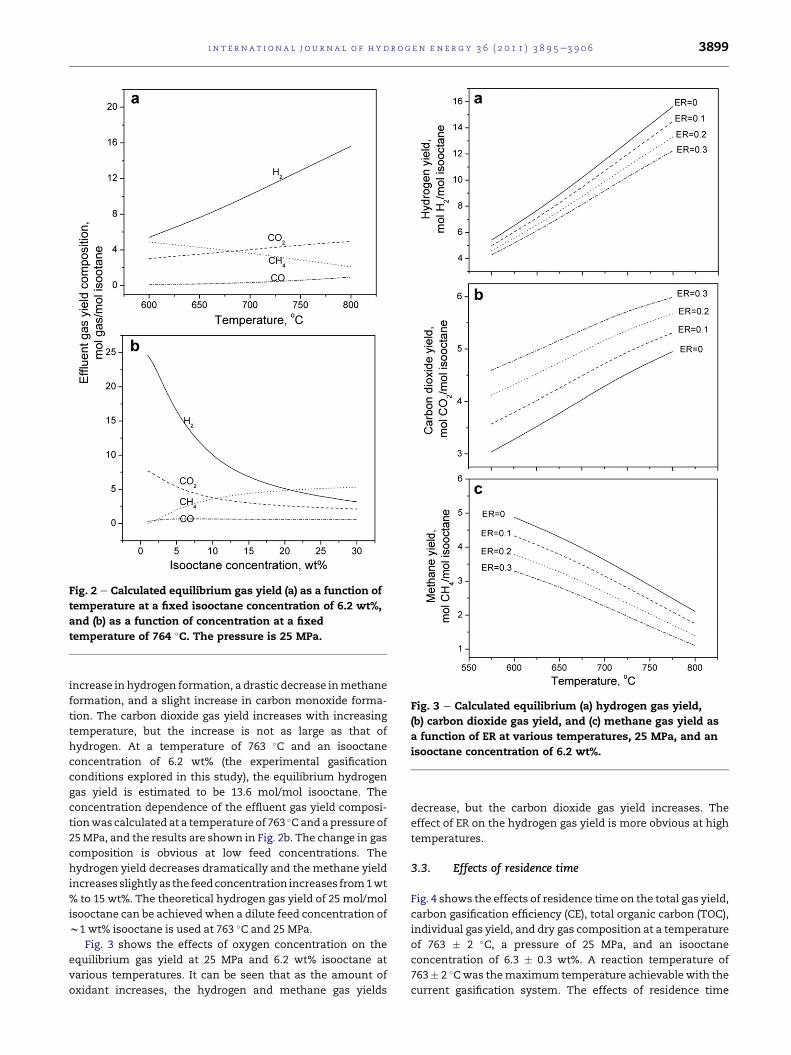
Fig. 2 e Calculated equilibrium gas yield (a) as a function of
temperature at a fixed isooctane concentration of 6.2 wt%,
and (b) as a function of concentration at a fixed
temperature of 764 �C. The pressure is 25 MPa.
Fig. 3 e Calculated equilibrium (a) hydrogen gas yield,
(b) carbon dioxide gas yield, and (c) methane gas yield as
a function of ER at various temperatures, 25 MPa, and an
isooctane concentration of 6.2 wt%.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6 3899
increase in hydrogen formation, a drastic decrease inmethane
formation, and a slight increase in carbon monoxide forma-
tion. The carbon dioxide gas yield increases with increasing
temperature, but the increase is not as large as that of
hydrogen. At a temperature of 763 �C and an isooctane
concentration of 6.2 wt% (the experimental gasification
conditions explored in this study), the equilibrium hydrogen
gas yield is estimated to be 13.6 mol/mol isooctane. The
concentration dependence of the effluent gas yield composi-
tionwas calculated at a temperature of 763 �Candapressureof
25 MPa, and the results are shown in Fig. 2b. The change in gas
composition is obvious at low feed concentrations. The
hydrogen yield decreases dramatically and the methane yield
increasesslightlyas the feedconcentration increases from1wt
% to 15 wt%. The theoretical hydrogen gas yield of 25 mol/mol
isooctane can be achieved when a dilute feed concentration of
w1 wt% isooctane is used at 763 �C and 25 MPa.
Fig. 3 shows the effects of oxygen concentration on the
equilibrium gas yield at 25 MPa and 6.2 wt% isooctane at
various temperatures. It can be seen that as the amount of
oxidant increases, the hydrogen and methane gas yields
decrease, but the carbon dioxide gas yield increases. The
effect of ER on the hydrogen gas yield is more obvious at high
temperatures.
3.3. Effects of residence time
Fig. 4 shows the effects of residence time on the total gas yield,
carbon gasification efficiency (CE), total organic carbon (TOC),
individual gas yield, and dry gas composition at a temperature
of 763 � 2 �C, a pressure of 25 MPa, and an isooctane
concentration of 6.3 � 0.3 wt%. A reaction temperature of
763� 2 �Cwas themaximum temperature achievable with the
current gasification system. The effects of residence time
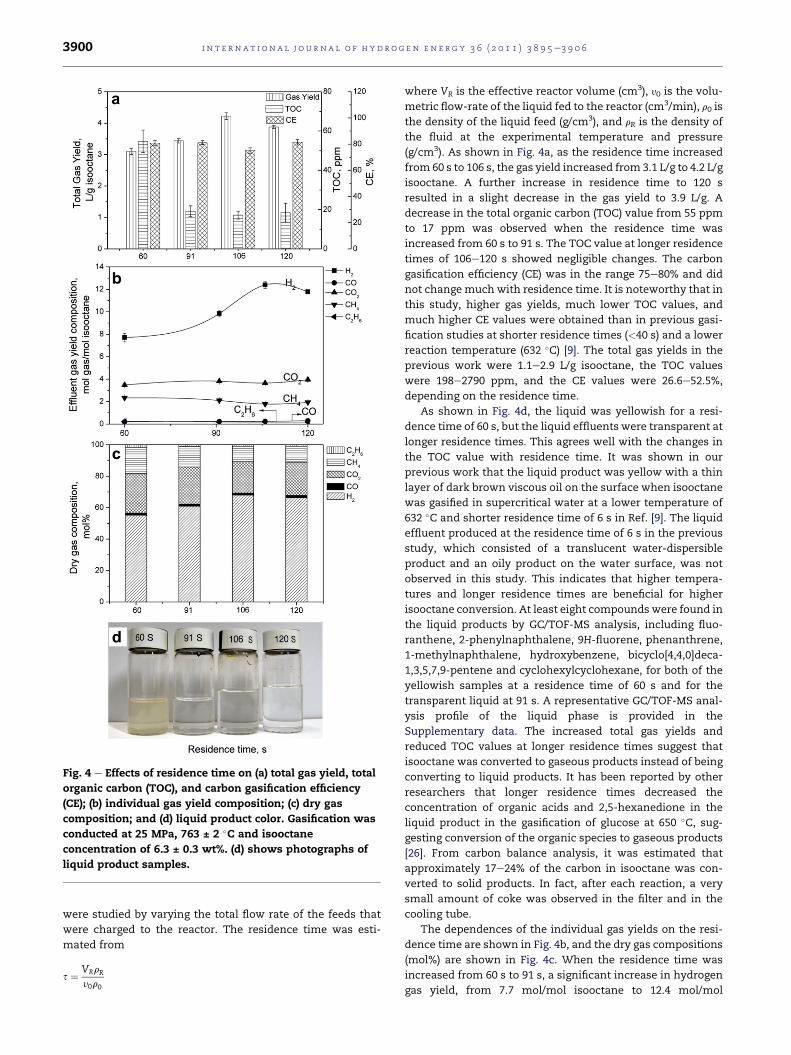
Fig. 4 e Effects of residence time on (a) total gas yield, total
organic carbon (TOC), and carbon gasification efficiency
(CE); (b) individual gas yield composition; (c) dry gas
composition; and (d) liquid product color. Gasification was
conducted at 25 MPa, 763 ± 2 �C and isooctane
concentration of 6.3 ± 0.3 wt%. (d) shows photographs of
liquid product samples.
i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63900
were studied by varying the total flow rate of the feeds that
were charged to the reactor. The residence time was esti-
mated from
s ¼ VRrR
y0r0
where VR is the effective reactor volume (cm3), y0 is the volu-
metric flow-rate of the liquid fed to the reactor (cm3/min), r0 is
the density of the liquid feed (g/cm3), and rR is the density of
the fluid at the experimental temperature and pressure
(g/cm3). As shown in Fig. 4a, as the residence time increased
from 60 s to 106 s, the gas yield increased from 3.1 L/g to 4.2 L/g
isooctane. A further increase in residence time to 120 s
resulted in a slight decrease in the gas yield to 3.9 L/g. A
decrease in the total organic carbon (TOC) value from 55 ppm
to 17 ppm was observed when the residence time was
increased from 60 s to 91 s. The TOC value at longer residence
times of 106e120 s showed negligible changes. The carbon
gasification efficiency (CE) was in the range 75e80% and did
not changemuch with residence time. It is noteworthy that in
this study, higher gas yields, much lower TOC values, and
much higher CE values were obtained than in previous gasi-
fication studies at shorter residence times (<40 s) and a lower
reaction temperature (632 �C) [9]. The total gas yields in the
previous work were 1.1e2.9 L/g isooctane, the TOC values
were 198e2790 ppm, and the CE values were 26.6e52.5%,
depending on the residence time.
As shown in Fig. 4d, the liquid was yellowish for a resi-
dence time of 60 s, but the liquid effluents were transparent at
longer residence times. This agrees well with the changes in
the TOC value with residence time. It was shown in our
previous work that the liquid product was yellow with a thin
layer of dark brown viscous oil on the surface when isooctane
was gasified in supercritical water at a lower temperature of
632 �C and shorter residence time of 6 s in Ref. [9]. The liquid
effluent produced at the residence time of 6 s in the previous
study, which consisted of a translucent water-dispersible
product and an oily product on the water surface, was not
observed in this study. This indicates that higher tempera-
tures and longer residence times are beneficial for higher
isooctane conversion. At least eight compoundswere found in
the liquid products by GC/TOF-MS analysis, including fluo-
ranthene, 2-phenylnaphthalene, 9H-fluorene, phenanthrene,
1-methylnaphthalene, hydroxybenzene, bicyclo[4,4,0]deca-
1,3,5,7,9-pentene and cyclohexylcyclohexane, for both of the
yellowish samples at a residence time of 60 s and for the
transparent liquid at 91 s. A representative GC/TOF-MS anal-
ysis profile of the liquid phase is provided in the
Supplementary data. The increased total gas yields and
reduced TOC values at longer residence times suggest that
isooctane was converted to gaseous products instead of being
converting to liquid products. It has been reported by other
researchers that longer residence times decreased the
concentration of organic acids and 2,5-hexanedione in the
liquid product in the gasification of glucose at 650 �C, sug-gesting conversion of the organic species to gaseous products
[26]. From carbon balance analysis, it was estimated that
approximately 17e24% of the carbon in isooctane was con-
verted to solid products. In fact, after each reaction, a very
small amount of coke was observed in the filter and in the
cooling tube.
The dependences of the individual gas yields on the resi-
dence time are shown in Fig. 4b, and the dry gas compositions
(mol%) are shown in Fig. 4c. When the residence time was
increased from 60 s to 91 s, a significant increase in hydrogen
gas yield, from 7.7 mol/mol isooctane to 12.4 mol/mol

Fig. 5 e Effects of isooctane concentration on (a) total gas
yield, total organic carbon (TOC), and carbon gasification
efficiency (CE); (b) individual gas yield composition; and
(c) dry gas composition. The gasification was conducted at
25 MPa, 764 ± 1 �C and a residence time of 106 s.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6 3901
isooctane, was observed, and a slight decrease to 11.8mol/mol
isooctane was seen at the longer residence time of 120 s. The
higher hydrogen gas yields at longer residence times observed
in this study agree well with the results of previous work on
the supercritical water gasification of wood sawdust, glucose,
aviation fuel, andmicroalgae in Refs. [5,7,10,27]. The hydrogen
gas yield of 12.4 mol/mol isooctane almost reached the value
of 13.6 mol/mol isooctane predicted using the equilibrium
calculation described in Section 3.2. Note that this hydrogen
gas yield of 12.4 mol/mol isooctane is comparable to the yield
obtained by steam reforming of isooctane at 900 �C with
a molybdenum carbide catalyst (w12.6 mol/mol isooctane) in
Ref. [28]. This value is much higher than the hydrogen gas
yield from autothermal reforming (ATR) of isooctane at 800 �Cwith platinum/doped ceria (w9.5 mol/mol isooctane) in
Ref. [29] and that from partial oxidation (POX) of isooctane at
750 �C with noble metal and base metal/alumina (w8.4 mol/
mol isooctane) in Ref. [30]. Details of the hydrogen gas yield
comparison will be given later. Themethane gas yield showed
the opposite trend to the hydrogen gas yield; the methane gas
yield decreased from 2.33 mol/mol isooctane to 1.78 mol/mol
isooctane with an increment in residence time from 60 s to
106 s, and increased to 1.93 mol/mol isooctane at the longer
residence time of 120 s. The decrease in the hydrogen gas yield
and the increase in the methane yield at the longer residence
timemay indicate that the hydrogen producedwas consumed
by methanation reactions (Eqs. 9e11). Byrd et al. [31] also
reported an increase in methane and a decrease in hydrogen
at higher residence times (�2 s at 700 �C and �6 s 800 �C) at221 bar in the gasification of ethanol in supercritical water. As
shown in Fig. 4b, very small amounts of carbonmonoxide and
ethane were produced. The carbonmonoxide gas yield was in
the range 0.19e0.29 mol/mol isooctane and the ethane gas
yield was in the range 0.17e0.23 mol/mol isooctane.
The gas composition analysis (Fig. 4c) showed that the
amount of hydrogen in the produced gas increased with
increasing residence time. At 106 s, the composition of the
produced gases was H2 (68.0%), CO (1.3%), CO2 (20.0%), CH4
(9.8%), and C2H6 (0.9%). In contrast to the previous results at
shorter residence times (6e33 s) and a lower temperature
(632 �C) in Ref. [9], hydrocarbon gas products with a carbon
number higher than C2 (e.g., propane, propylene, butane,
butylenes) were not detected in this work. This clearly indi-
cates that the current gasification system and the reaction
conditions were favorable for cracking of longer-chain
hydrocarbons to shorter-chain species. The cracking reaction
is an endothermic process (Eqs. 4 and 5), so higher reaction
temperatures can enhance cracking. The longer residence
time can lead to better conversion to hydrogen. In fact, the
hydrogen composition of 68.0% is much higher than the
maximum hydrogen composition (56.5%) observed in our
previous work in Ref. [9]. Note that the carbon monoxide
concentration in the gaseous products was extremely low, in
the range 87e107 ppm. These values are comparable to the
allowable carbon monoxide concentration for proton
exchange membrane fuel cell applications (in the range
10e100 ppm) in Ref. [32]. The wateregas shift reaction under
supercritical water conditions, i.e. formation of hydrogen and
carbon dioxide with the consumption of carbon monoxide
(Eq. (2)), may be responsible for the low carbon monoxide
content. The kinetics of the noncatalytic wateregas shift
reaction under supercritical conditions has been reported by
other researchers in Refs. [33e35].
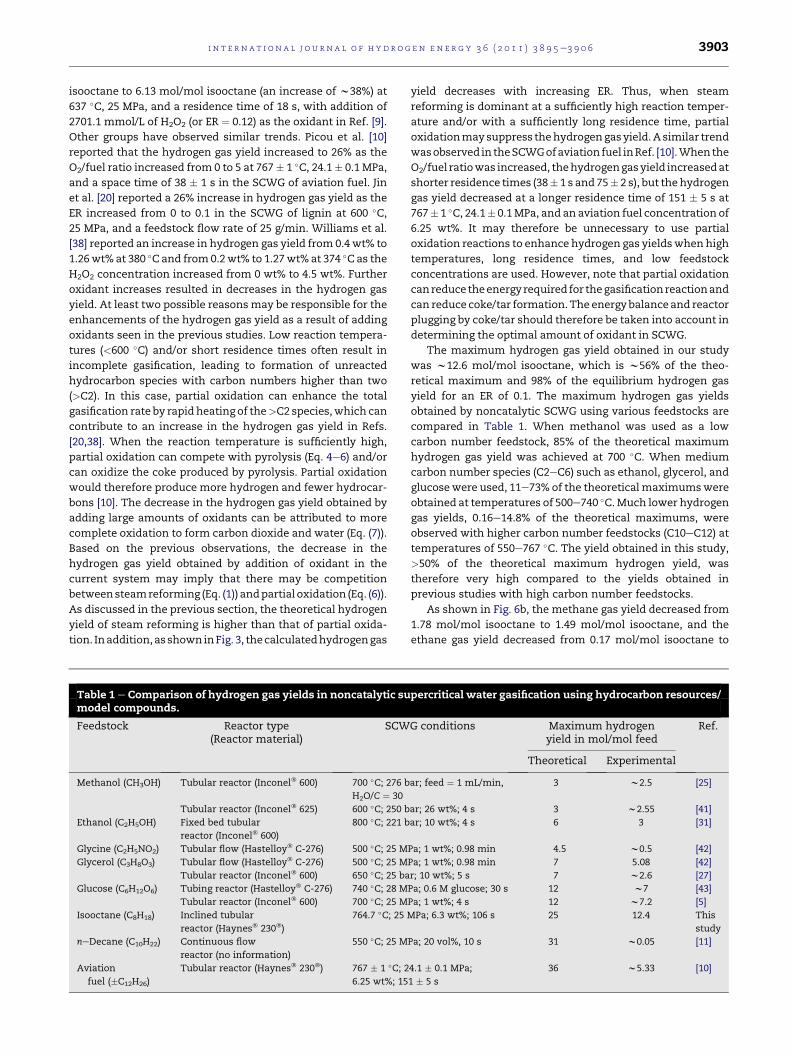
3.4. Effects of feed concentration
Fig. 5 shows the effects of isooctane concentration on the total
gas yield, CE, TOC, individual gas yields, and dry gas compo-
sition at a pressure of 25 MPa, a temperature of 764 � 1 �C and
a residence time of 106 s. When the concentration was
increased from 6.3 wt% to 14.7 wt%, the total gas yield
decreased from 4.2 L/g to 2.8 L/g, CE decreased from 75.1% to
65.5%, and TOC increased from 17 ppm to 38.5 ppm. Similar
trends were observed in the supercritical water gasification of
wood sawdust [36]. The lower total gas yield and the higher
TOC value at higher concentrations are caused by a shortage
of water as a reactant. Compared to previous results at a lower
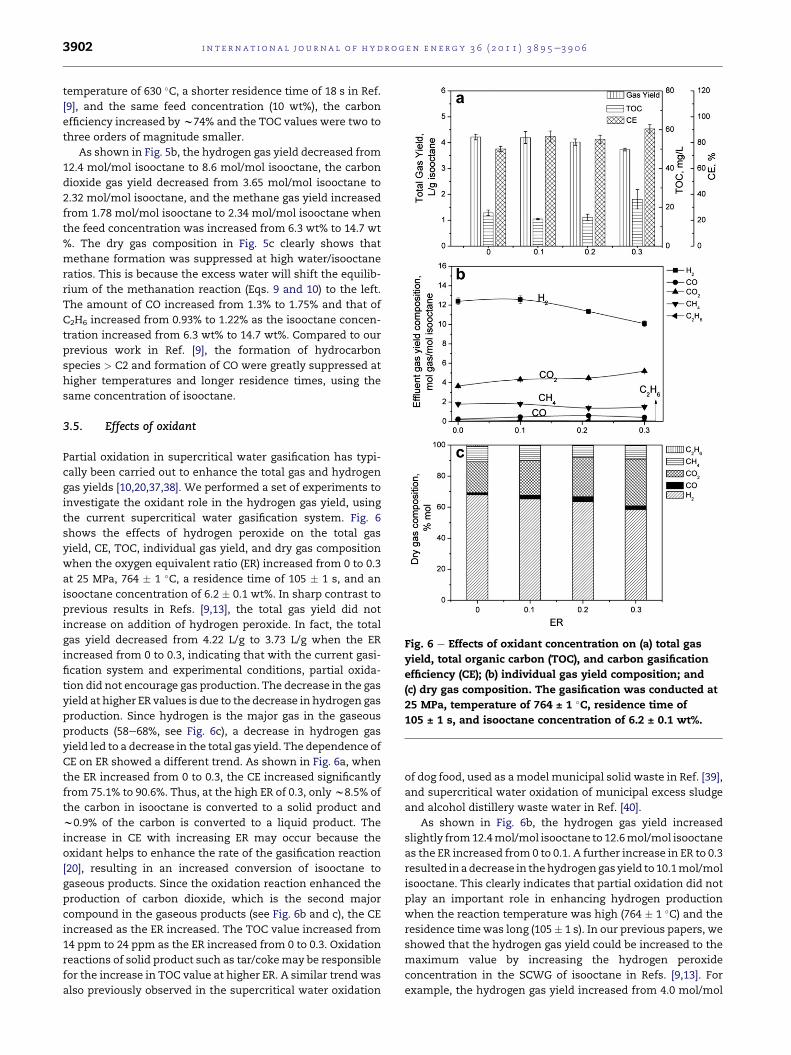
Fig. 6 e Effects of oxidant concentration on (a) total gas
yield, total organic carbon (TOC), and carbon gasification
efficiency (CE); (b) individual gas yield composition; and
(c) dry gas composition. The gasification was conducted at
25 MPa, temperature of 764 ± 1 �C, residence time of
105 ± 1 s, and isooctane concentration of 6.2 ± 0.1 wt%.
i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63902
temperature of 630 �C, a shorter residence time of 18 s in Ref.
[9], and the same feed concentration (10 wt%), the carbon
efficiency increased by w74% and the TOC values were two to
three orders of magnitude smaller.
As shown in Fig. 5b, the hydrogen gas yield decreased from
12.4 mol/mol isooctane to 8.6 mol/mol isooctane, the carbon
dioxide gas yield decreased from 3.65 mol/mol isooctane to
2.32 mol/mol isooctane, and the methane gas yield increased
from 1.78 mol/mol isooctane to 2.34 mol/mol isooctane when
the feed concentration was increased from 6.3 wt% to 14.7 wt
%. The dry gas composition in Fig. 5c clearly shows that
methane formation was suppressed at high water/isooctane
ratios. This is because the excess water will shift the equilib-
rium of the methanation reaction (Eqs. 9 and 10) to the left.
The amount of CO increased from 1.3% to 1.75% and that of
C2H6 increased from 0.93% to 1.22% as the isooctane concen-
tration increased from 6.3 wt% to 14.7 wt%. Compared to our
previous work in Ref. [9], the formation of hydrocarbon
species > C2 and formation of CO were greatly suppressed at
higher temperatures and longer residence times, using the
same concentration of isooctane.
3.5. Effects of oxidant
Partial oxidation in supercritical water gasification has typi-
cally been carried out to enhance the total gas and hydrogen
gas yields [10,20,37,38]. We performed a set of experiments to
investigate the oxidant role in the hydrogen gas yield, using
the current supercritical water gasification system. Fig. 6
shows the effects of hydrogen peroxide on the total gas
yield, CE, TOC, individual gas yield, and dry gas composition
when the oxygen equivalent ratio (ER) increased from 0 to 0.3
at 25 MPa, 764 � 1 �C, a residence time of 105 � 1 s, and an
isooctane concentration of 6.2 � 0.1 wt%. In sharp contrast to
previous results in Refs. [9,13], the total gas yield did not
increase on addition of hydrogen peroxide. In fact, the total
gas yield decreased from 4.22 L/g to 3.73 L/g when the ER
increased from 0 to 0.3, indicating that with the current gasi-
fication system and experimental conditions, partial oxida-
tion did not encourage gas production. The decrease in the gas
yield at higher ER values is due to the decrease in hydrogen gas
production. Since hydrogen is the major gas in the gaseous
products (58e68%, see Fig. 6c), a decrease in hydrogen gas
yield led to a decrease in the total gas yield. The dependence of
CE on ER showed a different trend. As shown in Fig. 6a, when
the ER increased from 0 to 0.3, the CE increased significantly
from 75.1% to 90.6%. Thus, at the high ER of 0.3, onlyw8.5% of
the carbon in isooctane is converted to a solid product and
w0.9% of the carbon is converted to a liquid product. The
increase in CE with increasing ER may occur because the
oxidant helps to enhance the rate of the gasification reaction
[20], resulting in an increased conversion of isooctane to
gaseous products. Since the oxidation reaction enhanced the
production of carbon dioxide, which is the second major
compound in the gaseous products (see Fig. 6b and c), the CE
increased as the ER increased. The TOC value increased from
14 ppm to 24 ppm as the ER increased from 0 to 0.3. Oxidation
reactions of solid product such as tar/cokemay be responsible
for the increase in TOC value at higher ER. A similar trend was
also previously observed in the supercritical water oxidation
of dog food, used as amodel municipal solid waste in Ref. [39],
and supercritical water oxidation of municipal excess sludge
and alcohol distillery waste water in Ref. [40].
As shown in Fig. 6b, the hydrogen gas yield increased
slightly from12.4mol/mol isooctane to 12.6mol/mol isooctane
as the ER increased from 0 to 0.1. A further increase in ER to 0.3
resulted in adecrease in thehydrogengas yield to 10.1mol/mol
isooctane. This clearly indicates that partial oxidation did not
play an important role in enhancing hydrogen production
when the reaction temperature was high (764 � 1 �C) and the
residence timewas long (105� 1 s). In our previous papers, we
showed that the hydrogen gas yield could be increased to the
maximum value by increasing the hydrogen peroxide
concentration in the SCWG of isooctane in Refs. [9,13]. For
example, the hydrogen gas yield increased from 4.0 mol/mol
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6 3903
isooctane to 6.13 mol/mol isooctane (an increase of w38%) at
637 �C, 25 MPa, and a residence time of 18 s, with addition of
2701.1 mmol/L of H2O2 (or ER ¼ 0.12) as the oxidant in Ref. [9].
Other groups have observed similar trends. Picou et al. [10]
reported that the hydrogen gas yield increased to 26% as the
O2/fuel ratio increased from 0 to 5 at 767� 1 �C, 24.1� 0.1 MPa,
and a space time of 38 � 1 s in the SCWG of aviation fuel. Jin
et al. [20] reported a 26% increase in hydrogen gas yield as the
ER increased from 0 to 0.1 in the SCWG of lignin at 600 �C,25 MPa, and a feedstock flow rate of 25 g/min. Williams et al.
[38] reported an increase in hydrogen gas yield from 0.4 wt% to
1.26wt% at 380 �C and from0.2wt% to 1.27wt% at 374 �C as the
H2O2 concentration increased from 0 wt% to 4.5 wt%. Further
oxidant increases resulted in decreases in the hydrogen gas
yield. At least two possible reasonsmay be responsible for the
enhancements of the hydrogen gas yield as a result of adding
oxidants seen in the previous studies. Low reaction tempera-
tures (<600 �C) and/or short residence times often result in
incomplete gasification, leading to formation of unreacted
hydrocarbon species with carbon numbers higher than two
(>C2). In this case, partial oxidation can enhance the total
gasification rate by rapidheating of the>C2 species,which can
contribute to an increase in the hydrogen gas yield in Refs.
[20,38]. When the reaction temperature is sufficiently high,
partial oxidation can compete with pyrolysis (Eq. 4e6) and/or
can oxidize the coke produced by pyrolysis. Partial oxidation
would therefore produce more hydrogen and fewer hydrocar-
bons [10]. The decrease in the hydrogen gas yield obtained by
adding large amounts of oxidants can be attributed to more
complete oxidation to form carbon dioxide and water (Eq. (7)).
Based on the previous observations, the decrease in the
hydrogen gas yield obtained by addition of oxidant in the
current system may imply that there may be competition
betweensteamreforming (Eq. (1)) andpartial oxidation (Eq. (6)).
As discussed in the previous section, the theoretical hydrogen
yield of steam reforming is higher than that of partial oxida-
tion. Inaddition,asshowninFig. 3, thecalculatedhydrogengas
Table 1 e Comparison of hydrogen gas yields in noncatalytic sumodel compounds.
Feedstock Reactor type(Reactor material)
SCW
Methanol (CH3OH) Tubular reactor (Inconel� 600) 700 �C; 276 b
H2O/C ¼ 30
Tubular reactor (Inconel� 625) 600 �C; 250 b
Ethanol (C2H5OH) Fixed bed tubular
reactor (Inconel� 600)
800 �C; 221 b
Glycine (C2H5NO2) Tubular flow (Hastelloy� C-276) 500 �C; 25 M
Glycerol (C3H8O3) Tubular flow (Hastelloy� C-276) 500 �C; 25 M
Tubular reactor (Inconel� 600) 650 �C; 25 ba
Glucose (C6H12O6) Tubing reactor (Hastelloy� C-276) 740 �C; 28 M
Tubular reactor (Inconel� 600) 700 �C; 25 M
Isooctane (C8H18) Inclined tubular
reactor (Haynes� 230�)
764.7 �C; 25 M
neDecane (C10H22) Continuous flow
reactor (no information)
550 �C; 25 M
Aviation
fuel (�C12H26)
Tubular reactor (Haynes� 230�) 767 � 1 �C; 26.25 wt%; 15
yield decreases with increasing ER. Thus, when steam
reforming is dominant at a sufficiently high reaction temper-
ature and/or with a sufficiently long residence time, partial
oxidationmaysuppress thehydrogengasyield.A similar trend
wasobserved in theSCWGofaviationfuel inRef. [10].Whenthe
O2/fuel ratiowas increased, thehydrogengasyield increasedat
shorter residence times (38� 1 s and 75� 2 s), but thehydrogen
gas yield decreased at a longer residence time of 151 � 5 s at
767� 1 �C, 24.1� 0.1MPa, and an aviation fuel concentration of
6.25 wt%. It may therefore be unnecessary to use partial
oxidation reactions to enhance hydrogen gas yieldswhenhigh
temperatures, long residence times, and low feedstock
concentrations are used. However, note that partial oxidation
canreduce theenergyrequired for thegasificationreactionand
can reduce coke/tar formation. The energybalanceand reactor
plugging by coke/tar should therefore be taken into account in
determining the optimal amount of oxidant in SCWG.
The maximum hydrogen gas yield obtained in our study
was w12.6 mol/mol isooctane, which is w56% of the theo-
retical maximum and 98% of the equilibrium hydrogen gas
yield for an ER of 0.1. The maximum hydrogen gas yields
obtained by noncatalytic SCWG using various feedstocks are
compared in Table 1. When methanol was used as a low
carbon number feedstock, 85% of the theoretical maximum
hydrogen gas yield was achieved at 700 �C. When medium
carbon number species (C2eC6) such as ethanol, glycerol, and
glucosewere used, 11e73% of the theoretical maximumswere
obtained at temperatures of 500e740 �C.Much lower hydrogen
gas yields, 0.16e14.8% of the theoretical maximums, were
observed with higher carbon number feedstocks (C10eC12) at
temperatures of 550e767 �C. The yield obtained in this study,
>50% of the theoretical maximum hydrogen yield, was
therefore very high compared to the yields obtained in
previous studies with high carbon number feedstocks.
As shown in Fig. 6b, the methane gas yield decreased from
1.78 mol/mol isooctane to 1.49 mol/mol isooctane, and the
ethane gas yield decreased from 0.17 mol/mol isooctane to
percritical water gasification using hydrocarbon resources/
G conditions Maximum hydrogenyield in mol/mol feed
Ref.
Theoretical Experimental
ar; feed ¼ 1 mL/min, 3 w2.5 [25]
ar; 26 wt%; 4 s 3 w2.55 [41]
ar; 10 wt%; 4 s 6 3 [31]
Pa; 1 wt%; 0.98 min 4.5 w0.5 [42]
Pa; 1 wt%; 0.98 min 7 5.08 [42]
r; 10 wt%; 5 s 7 w2.6 [27]
Pa; 0.6 M glucose; 30 s 12 w7 [43]
Pa; 1 wt%; 4 s 12 w7.2 [5]
Pa; 6.3 wt%; 106 s 25 12.4 This
study
Pa; 20 vol%, 10 s 31 w0.05 [11]
4.1 � 0.1 MPa;
1 � 5 s
36 w5.33 [10]
Table 2 e Comparison of hydrogen gas yields by reforming of isooctane using various methods.
Reformingmethod
Reactor type Condition Catalyst Oxidant TheoreticalH2 yield
H2 yieldobtained
Ref.
Supercritical
water
gasification
Inclined
tubular reactor
764.7 �C, 25 MPa, s ¼ 106 s,
6.3 wt%
No No 25 12.4 This
study
763 �C, 25 MPa, s ¼ 106 s,
6.2 wt%
ER ¼ 0.1 22.4 12.6
Steam reforming Fixed bed tubular
(quartz) reactor
H2O/C ¼ 1.3; T ¼ 1000 �C Molybdenum
carbide (Mo2C)
No 25 w17b [44]
H2O/C ¼ 0.73; T ¼ 900 �C O2/C ¼ 0.12 24.97 w12.6b
Autothermal
reforming
NAa GHSV ¼ 15 000 h�1;
T ¼ 800 �CPlatinum/
doped ceria
O2/C8H18 ¼ 3.7 17.6 w9.5 [29]
Partial oxidation Fixed bed
single pass
T ¼ 750 �C Alumina/
noble metal
and base metal
O2/C ¼ 0.59 9 w8.4b [30]
a Not available.
b Calculated to give the same hydrogen gas yield unit using the definition provided in the literatures.
i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63904
0.08 mol/mol isooctane, but the carbon dioxide gas yield
increased from 3.65 mol/mol isooctane to 5.2 mol/mol isooc-
tane, when the ER increased from 0 to 0.3. This may be
because the pyrolysis products (methane and ethane) react
with oxygen, producing carbon dioxide via the total oxidation
reaction (Eq. (7)). The oxidant can reactwith solid products (tar
and char), producing carbon dioxide via C þ O2 / CO2. The
compositions of the produced gases are illustrated in Fig. 6c.
The amount of hydrogen in the gaseous products decreased
from 68.0% to 58.4%, carbon dioxide increased from 20.0% to
30.0%, methane decreased from 9.8% to 8.6%, carbon
monoxide increased from 1.3% to 2.5%, and ethane decreased
from 0.9% to 0.5% when the ER was increased from 0 to 3. This
gas yield trendwith changing ER is similar to that predicted by
the equilibrium calculation in Fig. 3.
3.6. Comparison with other reforming methods
Steam reforming (SR), autothermal reforming (ATR), and
partial oxidation (POX) methods have been used to reform
isooctane to hydrogen in Refs. [28e30]. Each method has
different theoretical hydrogen gas yields. The addition of
oxygen in ATR or POX can drive the endothermic reforming
reaction; this is beneficial in lowering the reforming energy
consumption. In contrast, the presence of oxygen decreases
the theoretical hydrogen gas yield that can be achieved by
isooctane reforming. The SR reaction and the ATR reaction,
assuming all carbon monoxide is converted to hydrogen by
the wateregas shift reaction, and the POX reaction can be
described as shown below.
Combination of SR and WGS reactions:
C8H18 þ 16H2O / 8CO2 þ 25H2 (12)
ATR reaction:
CnHmOp þ x(O2 þ 3.7N2) þ (2n � 2x � p)
H2O / nCO2 þ [2n � 2x e p þ (1/2m)]H2 þ 3.7xN2 (13)
POX reaction:
C8H18 þ 4O2 / 8CO þ 9H2 (14)
A comparison of the hydrogen gas yields from isooctane
reforming using the various reforming methods are given in
Table 2. SR or SCWG give the highest theoretical hydrogen gas
yields, a value of 25 mol H2/mol isooctane. The theoretical
hydrogen gas yield using ATR is dependent on the amount of
oxygen used. The lower the amount of oxygen used, the
higher the theoretical hydrogen gas yield that can be ach-
ieved. The hydrogen gas yield by SR was w17 mol/mol isooc-
tane at a very high temperature (1000 �C) in the presence of
a molybdenum carbide (Mo2C) catalyst. ATR achieved a yield
of up to w9.5 mol/mol isooctane at 800 �C using a platinum/
doped ceria catalyst. POX gave a relatively lower hydrogen gas
yield of w8.4 mol/mol isooctane in the presence of noble
metal and basemetal/alumina catalysts. Therefore, compared
to the other reforming methods, our noncatalytic SCWG
system resulted in a relatively higher hydrogen gas yield of
12.4 mol H2/mol isooctane at a much lower temperature
(764.7 �C). Note that the typical residence time of a catalytic
reformer in operation is very small. For example, the resi-
dence time of a reactor of volume 170 mL, operating at a gas
hourly space velocity of 15 000 h�1, is 0.24 s.
4. Conclusion
Continuous noncatalytic supercritical water gasification of
isooctanewas investigated using an updraft configuration and
a 170-mL gasification reactor, with Haynes� 230� alloy as the
reactor material, to run gasification at a high temperature of
763 � 2 �C. The hydrogen gas yield increased with increasing
residence time and decreasing feed concentration. At a resi-
dence time of 106 s and an isooctane concentration of 6.3 wt%,
a very high hydrogen gas yield of 12.4 mol/mol isooctane,
which corresponds to 50% of the theoretical maximum
hydrogen gas yield and 92% of the equilibrium hydrogen gas
yield, was achieved without using oxidants. Under these
conditions, the gas yield was 4.2 L/g isooctane, the carbon
gasification efficiency was 75.1%, and the TOC value of the
liquid effluent was 17 ppm. The produced gas consisted of
hydrogen (68.0 mol%), carbon dioxide (20.0 mol%), methane
(9.8 mol%), carbon monoxide (1.3 mol%), and ethane (0.9 mol
%). Gaseous products with carbon numbers higher than three
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 6 3905
(>C3) were not produced. As the oxidant concentration
increased, methane/ethane decreased and carbon dioxide/
carbonmonoxide increased, as a result of oxidation reactions.
The carbon gasification efficiency increased to 91% at the
higher oxidant concentration of ER ¼ 0.3. The noncatalytic
SCWG of isooctane achieved higher hydrogen gas yields at
lower gasification temperatures than the yield obtained by
steam reforming, autothermal reforming, and partial oxida-
tion methods.
Acknowledgment
This project is supported by the Korea Ministry of the Envi-
ronment as a “Converging technology project”. Additional
support from the Korea Research Council of Fundamental
Science and Technology (KRCF) and the Korea Institute of
Science and Technology (KIST) for the “National Agenda
Program (NAP)” is appreciated.
Appendix. Supplementary data
Supplementary data associated with this article can be found
in the online version at doi:10.1016/j.ijhydene.2010.12.095
r e f e r e n c e s
[1] Andrea K. Supercritical water gasification. Biofuels BioprodBiorefin 2008;2:415e37.
[2] Guo Y, Wang SZ, Xu DH, Gong YM, Ma HH, Tang XY. Reviewof catalytic supercritical water gasification for hydrogenproduction from biomass. Renewable Sustainable Energy Rev2010;14:334e43.
[3] Fernandez DP, Goodwin ARH, Lemmon EW, Sengers JMHL,WilliamsRC.A Formulation for the Static Permittivity ofwaterand steamat temperatures from238K to 873K at pressures upto 1200 MPa, including derivatives and DebyeeHuckelCoefficients. J Phys Chem Ref Data 1997;26:1125e66.
[4] Yanik J, Ebale S, Kruse A, Saglam M, Yuksel M. Biomassgasification in supercritical water: Part 1. Effect of the natureof biomass. Fuel 2007;86:2410e5.
[5] Byrd AJ, Pant KK, Gupta RB. Hydrogen production fromglucose using Ru/Al2O3 catalyst in supercritical water. IndEng Chem Res 2007;46:3574e9.
[6] Williams PT, Onwudili J. Subcritical and supercritical watergasification of cellulose, starch, glucose, and biomass waste.Energy Fuels 2006;20:1259e65.
[7] Guo LJ, Lu YJ, Zhang XM, Ji CM, Guan Y, Pei AX. Hydrogenproduction by biomass gasification in supercritical water:a systematic experimental and analytical study. Catal Today2007;129:275e86.
[8] Antal MJ, Allen SG, Schulman D, Xu X, Divilio RJ. Biomassgasification in supercritical water. Ind Eng Chem Res 2000;39:4040e53.
[9] Susanti RF, Veriansyah B, Kim J-D, Kim J, Lee Y-W. Continuoussupercritical water gasification of isooctane: a promisingreactor design. Int J Hydrogen Energy 2010;35:1957e70.
[10] Picou JW,Wenzel JE,LantermanHB,LeeS.Hydrogenproductionby noncatalytic autothermal reformation of aviation fuel usingsupercritical water. Energy Fuels 2009;23:6089e94.
[11] Pinkwart K, Bayha T, Lutter W, Krausa M. Gasification ofdiesel oil in supercritical water for fuel cells. J Power Sources2004;136:211e4.
[12] Gadhe JB, Gupta RB. Hydrogen production by methanolreforming in supercritical water: Catalysis by in-situ-generated copper nanoparticles. Int J Hydrogen Energy 2007;32:2374e81.
[13] Veriansyah B, Kim J, Kim JD, Lee YW. Hydrogen productionby gasification of isooctane using supercritical water. Int JGreen Energy 2008;5:322e33.
[14] Safety in the operation of laboratory reactors and pressurevessels. Moline, Illinois, USA: Parr Instrument Company;2009.
[15] Factor MJ, Lanterman HB, Wenzel JE, Lee S. Use haynes alloy230 for supercritical water reactors. In: AIChE annualmeeting. Salt Lake City, Utah, USA: American Institute ofChemical Engineers; 2007.
[16] Haynes� 230� alloy. Kokomo, IN, USA: Haynes International,Inc.; 2007.
[17] Picou J, Wenzel J, Stever M, Bouquet J, Lee S. Noncatalyticreformation of sucrose in supercritical water. In: AIChEAnnual meeting. Philadelphia, PA, USA: American Instituteof Chemical Engineers; 2008.
[18] Lee S. Alternative fuels. Washington, D C: Taylor and Francis;1996.
[19] Matsumura Y, Minowa T, Potic B, Kersten SRA, Prins W, vanSwaaij WPM, et al. Biomass gasification in near- and super-critical water: Status and prospects. Biomass Bioenergy 2005;29:269e92.
[20] Jin H, Lu Y, Guo L, Cao C, Zhang X. Hydrogen production bypartial oxidative gasification of biomass and its modelcompounds in supercritical water. Int J Hydrogen Energy2010;35:3001e10.
[21] Fischer F, Tropsch H, Dilthey P. Brennst Chem 1925;6:265.[22] Seglin L, Geosits R, Franko BR, Gruber G. Survey of
methanation chemistry and processes. In: Methanation ofsynthesis gas. , Washington, DC: American Chemical Society;1975. p. 1e30.
[23] Rostrup-Nielsen JR. Activity of nickel catalysts for steamreforming of hydrocarbons. J Catal 1973;31:173e99.
[24] Yu D, Aihara M, Antal MJ. Hydrogen production by steamreforming glucose in supercritical water. Energy Fuels 1993;7:574e7.
[25] Gadhe JB, Gupta RB. Hydrogen production by methanolreforming in supercritical water: suppression of methaneformation. Ind Eng Chem Res 2005;44:4577e85.
[26] Goodwin AK, Rorrer GL. Conversion of glucose to hydrogen-rich gas by supercritical water in a microchannel reactor. IndEng Chem Res 2008;47:4106e14.
[27] Chakinala A, Brilman D, Swaaij W, Kersten S. Catalytic andnon-catalytic supercritical water gasification of microalgaeand glycerol. Ind Eng Chem Res 2010;49:1113e22.
[28] Marin Flores OG, Ha S. Study of the performance of Mo2C foriso-octane steam reforming. Catal Today 2008;136:235e42.
[29] Krumpelt M, Krause TR, Carter JD, Kopasz JP, Ahmed S. Fuelprocessing for fuel cell systems in transportation andportable power applications. Catal Today 2002;77:3e16.
[30] Cheekatamarla PK, Finnerty CM. Synthesis gas productionvia catalytic partial oxidation reforming of liquid fuels. Int JHydrogen Energy 2008;33:5012e9.
[31] Byrd AJ, Pant KK, Gupta RB. Hydrogen production fromethanol by reforming in supercritical water using Ru/Al2O3catalyst. Energy Fuels 2007;21:3541e7.
[32] Amphlett JC, Mann RF, Peppley BA. On board hydrogenpurification for steam reformation/PEM fuel cell vehiclepower plants. Int J Hydrogen Energy 1996;21:673e8.
[33] Holgate HR, Webley PA, Tester JW, Helling RK. Carbonmonoxide oxidation in supercritical water: the effects of heat

i n t e rn a t i o n a l j o u r n a l o f h y d r o g e n en e r g y 3 6 ( 2 0 1 1 ) 3 8 9 5e3 9 0 63906
transfer and the water-gas shift reaction on observedkinetics. Energy Fuels 1992;6:586e97.
[34] Rice SF, Steeper RR, Aiken JD. Water density effects onhomogeneous water-gas shift reaction kinetics. J Phys ChemA 1998;102:2673e8.
[35] Sato T, Kurosawa S, Smith RL, Adschiri T, Arai K. Water gasshift reaction kinetics under noncatalytic conditions insupercritical water. J Supercrit Fluids 2004;29:113e9.
[36] Lu YJ, Guo LJ, Ji CM, Zhang XM, Hao XH, Yan QH. Hydrogenproduction by biomass gasification in supercritical water:a parametric study. Int J Hydrogen Energy 2006;31:822e31.
[37] Youssef EA, Chowdhury MBI, Nakhla G, Charpentier P. Effectof nickel loading on hydrogen production and chemicaloxygen demand (COD) destruction from glucose oxidationand gasification in supercritical water. Int J Hydrogen Energy2010;35:5034e42.
[38] Williams PT, Onwudili J. Composition of products from thesupercritical water gasification of glucose: a model biomasscompound. Ind Eng Chem Res 2005;44:8739e49.
[39] Mizuno T, Goto M, Kodama A, Hirose T. Supercritical wateroxidation of a model municipal solid waste. Ind Eng ChemRes 2000;39:2807e10.
[40] Goto M, Nada T, Ogata A, Kodama A, Hirose T. Supercriticalwater oxidation for the destruction of municipal excesssludge and alcohol distillery wastewater of molasses.J Supercrit Fluids 1998;13:277e82.
[41] Boukis N, Diem V, Habicht W, Dinjus E. Methanolreforming in supercritical water. Ind Eng Chem Res 2003;42:728e35.
[42] Xu D, Wang S, Hu X, Chen C, Zhang Q, Gong Y. Catalyticgasification of glycine and glycerol in supercritical water. IntJ Hydrogen Energy 2009;34:5357e64.
[43] Lee I-G, Kim M-S, Ihm S-K. Gasification of glucose insupercritical water. Ind Eng Chem Res 2002;41:1182e8.
[44] Cheekatamarla PK, Thomson WJ. Hydrogen generation from2,2,4-trimethylpentane reforming over molybdenum carbideat low steam-to-carbon ratios. J Power Sources 2006;156:520e4.
Related Documents











