PHYSICAL METALLURGY OF SOME IMPORTANT NON-FERROUS METALS AND ALLOYS Sridhar Gudipati Scientist National Metallurgical Laboratory Jamshedpur - 831 007 It is the purpose of this lecture to discuss some of the important non-ferrous metals and alloys from the aspect of physical metallurgy. Particular emphasis is placed on their commercial importance. Portions of tentative equilibrium diagrams are presented for a number of non- ferrous alloys. Numerous photomicrographs have been used to illustrate typical structures. For complete understanding, the reader is requested to consult the references given at the end of the notes. METALLIC MATERIALS \ au Ferrous Non-Ferrous Iron and its alloys the other metallic elements (some 70 in number and their alloys) Iron —> abundant availability Out of all the non-ferrous metals —> low cost —> forms very useful range of alloys with only —> a few carbon and other elements Aluminium Copper Lead produced in Steels and cast iron (94% Magnesium moderately world of total consumption of Nickel large quantities metallic materials) Tin Titanium Zinc Other non-ferrous metals & alloys Cadmium Molybdenum Cobalt Zirconium Beryllium Tantalum The precious metals Gold Silver Platinum group

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PHYSICAL METALLURGY OF SOME IMPORTANT NON-FERROUS METALS AND ALLOYS
Sridhar Gudipati
Scientist National Metallurgical Laboratory
Jamshedpur - 831 007
It is the purpose of this lecture to discuss some of the important non-ferrous metals and alloys from the aspect of physical metallurgy. Particular emphasis is placed on their commercial importance. Portions of tentative equilibrium diagrams are presented for a number of non-ferrous alloys. Numerous photomicrographs have been used to illustrate typical structures. For complete understanding, the reader is requested to consult the references given at the end of the notes.
METALLIC MATERIALS \au
Ferrous Non-Ferrous
Iron and its alloys the other metallic elements (some 70 in number and their alloys)
Iron —> abundant availability Out of all the non-ferrous metals —> low cost —> forms very useful
range of alloys with only —> a few carbon and other elements Aluminium
Copper Lead produced in
Steels and cast iron (94% Magnesium moderately world of total consumption of Nickel large quantities metallic materials) Tin
Titanium Zinc
Other non-ferrous metals & alloys
Cadmium Molybdenum Cobalt Zirconium Beryllium Tantalum
The precious metals
Gold Silver Platinum group
L COPPER AND COPPER ALLOYS
Copper > one of the oldest metals known to man
Pure Copper —> Properties
Melting point Crystal structure Density Young's modulus,E Tensile strength Electrical resistivity Corrosion resistance
1083°C face centered cubic 8.93 x 103 kg/m3 122.5 GPa 220 MPa 1.67 x 10-8 f2m at 20°C Very good
* High electrical conductivity, * High thermal conductivity, * Good corrosion resistance,
* Good machinability, * Good strength,
* Ease of fabrication * Non-magnetic
* Has a pleasing colour *Pure copper is red
* Zinc additions produce a yellow colour * Nickel addition produce a silver colour
* Can be welded, soldered, brazed * Is easily finished by plating or lacquering
Applications —> Pure copper —> extensively used for —>
o Sheet, for architectural cladding
o Tubes, for heat exchangers and domestic installations
o Cables; wires—> for electrical windings
o electrical contacts o wide variety of other parts that
are required to pass electrical current —> i.e. electrical
conductors
99.9% Cu ->
0.02 to 0.05% oxygen
combined with copper as the compound cuprous oxide (Cu20)
This is electrolytic tough-pitch copper (ETP)
or oxygen-free high conductivity copper (OFHC)
As cast, copper oxide and copper form an interdendritic eutectic mixture (Fig.1).
After working and annealing, the interdendritic network is destroyed and the strength in improved (Fig.2).

. _ _. ..• -4 ••, • -- 0 •,,,F «V , .. a„k
•-.3',...."...: . li, • •
0 4 t'll$,-
•
.• -A.', 1. :;.:.;"4'' .. ::. ' . 1h ' • it • •••'....,.. • 7.- • .4 . ilb....., : * i:r. 0
'...' Ar' ..Z''..;•'*;.;i'±.....-:', . •%.' • .4 • ' 45>%... *:4'ir
s7r? -''',-7.̀ :"..r.e?" ;1(-::,2;":.:i. :.- ., „ • • W. tcp-.? . .'4,
-.3.=,1*-"4r:',--- 7 '''''.......r:-: : 4.!,••••••0/* .. ••::',-"t'N le, It •••' •• V -_, t • • ...,...a, .....` . '.."\A*4
*AZ,'......7•44;?..e.0*--2-PA. .• 0....• .i,-...) 'J..... - .
- _ • ••••:"..':'?... ..":137 •
Fig.1 Copper-copper oxide eutectic in cast tough-pitch copper. Lightly etched with sodium dichromate
r1:72,4Arq6.!:'."77-ver-0-••• Ivai..r4,-nat- -e-n. -«.3,---......--,r• ■ • - • --.44.->,'11.1:.'' ' . • '-k ., 'd.i.n-c ' 1,., ••::-?, ".•- ,. "Tr--.; -•• ,•:-...--- j -1 i C.: c-77:71''
,.31'-" .:olet.r.-•?.1- '',.?:- 1-7-1".i4 .:? s724!'% sr:':: r-+.',':41:11S-::•:!--'r-1-',.. 17,-•-k';'k :-.. ;!'.....:-.. .?. ,1.- -- 1: •7*. ... .. „ ...c r..,.... -,,..e. 1: • • ' ..: ; ' # -• ,,..: ' • .. , . ••.. . -:. .1. : ,et - :,-' 4-;•. ; c)-;:it,-.:: ;Ff. vIT,1/2-44::.).......1-:r ,-..4.,.........,_,,..,,,;:: .....,.:.:z1:„ ...;,,,,,...:4:„. . -, - , I ... .... ▪ ..: . 31;••- :-7' ,;.1i ..--:;-4.,;a) t7.-1:-4
-7-4.6,. -.. ..f.:4 -- 7, .....: - , ,i,*.,- •r
-:;e ..• - ,,:"•'..
...-..-• • .. i . . . • .1" .!
a- .3,1...:-..,-. ,.,t-_- ,,'",.. 5.4- il, ..-4-s- :-... ..• ,,,,:,-, - - A:: ..- - -.:. - ...:- -. . : . •
-5-'77--,.:::::;$?......:1e;I....i.-• -,.-.::-.%... I..- 7t6:,-11',...!--1,.1:•:!:':- . :;'.-:!,..:,.... "-;• #r.-...::i.-:; ' '---.' 4----,..r.. sv • - -:, .-,7t , ...--.-..-....,!-:• .„ r,,....,-„ .,.; ,„....t 7
-7-,.,. i-. v4-..t7-4- ' -,-,3•1',..'''`",t,; -:' --7 ".."4."..- -k:4-''.e..-4 . '," •--. . .----. I •-• _.--' • • • . 4 "Ce.--..--. ..fr..,..7:t 4 er- - '."..-c-r-w-'1741:031.; 71....'-_, - -.7....2;%"4:.%.--;'4- %•- ..:•-'. .s.:Z4..':-. ' • • "47. A.- ;1.-- . ' .. , .0fp_ ,.--,..,, 1;: .1. . ',-9 4. •.‘,..,^ ',.:7.. !..; .'.."-: ±,.."....„4-", ..4 -,..-',. " .-T .:"/ tk .,...- -.. i- 'T
1 . S . ,-..-r '*ft, '7- I '14-7f2-. ......i;t1442 -r :.(= . -.4:5,-7-74'-i,-.....- :-.....1:. ,..:44-;? • :.- *, 1 • -' - • -,.....,--- . •-,.--- g•.g. ." ••••‘ • • ••,wo - • •••• „,,...'• • •••• ......• ,g; •g: ...., ..1 .4 . ..... ..:- ,- ,...):%-b." •-•••••-ve-- - • 'A ' (-'.-.1.- .,•&-..,'", ..1.:1- -.-.:..--r • - - .t. e:." - ,•• .,..i , .7. : .,;:g. ,, *--A-,,,,-.4., .-- 4 ' -;,' :...7.%,..) ; - , -r•-‘ , -...;,.--... . . -.-.. ‘1,-----.&z..- , 4.. 4 ; .::..:
• 7
.7.,..t-,41-1-!:-..‘,.::1,-..-7.::74'..,......,.--r:,:.),...1:::11-..'::1:_;T.IL ::...17.1::"...‘"„-......'.r," :".si:.-1-..V.:•:'-"-:;.*:-;.....:-: !•: r.. vs*.;--'..• • 4 -ti' . k .. '''./,'4 - • . . • '•• ' ' .." • ••• • ' • -• .- '7'4' •
' . , ' i * ''..... t (1‘..l..;.*: -• - : h....i., 4., '.... -v
• . • '...••• ''' ‘ - .•-•-• - • 1 . • , . C. .,••-• " . t , 217:*:1--.*-2v1- * ,•,,,•,..• - • , • •- • -4- ... 4 . - ..•. • . • - •••••••• • •• ...t--:'4 :
--.1 . t• • 4` . . - • .: .. - - tr • , . -r - - -• :7 '' . ":"- ...4 ' $.•
-. .... - ^ ' ;"--- :-: ..:.Z.-.:::-..-.."' '. ",---. --;1..... , -:'..7. - ! `,"' -- . - - - - • ' "*"' - ,,. - - , . ..". • #_._-• " l''.4",:',:t-:.f. -.,* -C.'. "'"1---... N-) ; -1,..4-'; ::. t.t,-.. -: - - - ... ,. .-.:. . , , - , . . . . -„,
- - A.,••• • ,-- ..• A .- Z:
iot..-_-_,-;„ r t s , ...•5 ,...... • ' • • • . ....
r - - .- • 1- - '',.....t-5_: -37, "7•3'-'..-14•,-..4,• ::4: 1- :::::.. •-•::::4..1!"...1"'-':1za---;7.
Z1,7: . t.-,,Li.:
--. --' "--i-4--ts..1. ,--.:. .-,--;:::-.4. f.....:; ..,...,.... ....3, •••••
i?1,%,..-fb::t.... -.11'"!•-''...:-.‘-' ‘..,i.:4",. .4°.,-;̀ ,... .Z-, n'-- .1. c...✓...r....,-;7.',..:;1-; ,..." -. :-. ....7-7-' i- # 4-1.'1.- -i-- l''Ve' -4.̀.,:',.'.:';'' '- .*:;, 7 .,..e.,.... • '. 7%.',7" - ?".. • ,„,.. 4, •, d' , $, 4 .--,• .-(•;- -.- -,-- ..-.- • 0„. • - •.:•.-.- "$.4% -in+ '1•;.' ' 1
, • .... • gro z.- ...,-... ---,...:1----_,.....* 1.......3*1-- •ve - - .. - v . . - . - . . ..*- . ..r .• ...v.- 44" ;).=• :.:-.A.̀ -'..4.-:-13-:44....,'"`'t ." ..; .r tf, ,--, '..:"..-^,'F.";*1.-t.,:•," ,. -... ....%.4. ...4-tr-,....., - . 7.---4 .-1,:- -7. -. 1,. - - • 1 .7.-.',4 :„:•-n. "7.1+ •:-1- . • ..-0--. f,- ..,-• .., 4 - f...:„ 1„., .-...i .„ ,--t......,-;--- . ..-: L....:- (z ,y. k7--i., t1., .....si.tys",....,....' z.,•... "7.....„:12-.,.-.-, t„.. • -,.., I -r./.1.1.;'-t; . • ,'. `,17--:5_,7:',.--,C. g-, - .2* .......„.-..:.?-••-.., -••a.,,..45-7.-•-• s:4, • „ _. 2•. .: .. - . • . ......„, - 2., -. ., - _
Fig.2: Particles of copper oxide (black spots) in wrought tough-pitch copper. Lightly etched in ammonium
hydroxide and hydrogen peroxide
Types of Copper
Arsenical copper Free-cutting copper Silver-bearing copper about 0.3% arsenic 0.6% tellurium 7 to 30 oz per ton
Copper may be alloyed with a number of elements to provide a range of useful alloys.
100x - 160)a -
159xx 199xx 2xxxx 3,ocxx 4xxxx 5xxxx 6xxxx 7xxxx
Cast alloys
800xx - 811xx 813xx - 828xx 833xx 899xx
9xxxx
Brasses - general
Most important commercial copper alloys
1. Brasses - alloys of copper and zinc A. Alpha brasses - alloys containing up to 36% zinc
i) Yellow alpha brasses - 20 to 36% zinc ii) Red brasses - 5 to 20% zinc
B. Alpha plus beta brasses - 54 to 62% copper
2. Bronzes - up to 12% of alloying element A Tin bronzes B Silicon bronzes C Aluminium bronzes D Beryllium bronzes
3. Cupronickels - alloys of copper and nickel
4, Nickel silvers - alloys of copper, nickel, and zinc.
Designations system for copper-base alloys
Wrought alloys
Commercially pure Cu Nearly pure Cu but age hardenable due to Cd, Be or Cr Cu-Zn (brass) Cu-Zn-Pb (leaded brass) Cu-Zn-Sn (tin bronze) Cu-Sn and Cu-Sn-Pb (phosphor bronze) Cu-Al (aluminium bronze) Cu-Ni (cupronickel), Cu-Ni-Zn (nickel silver)
Commercially pure Cu 95-99% Cu Cu-Zn alloys containing Sn, Pb, Mn, or Si Other copper alloys, including tin bronze, aluminium bronze, cupronickel and nickel silver
• Commercially important alloys of copper and zinc • Have composition up to 40% Zn • Addition of zinc to copper increases in strength because zinc
enters into solid solution in the copper. • Unusual feature : ductility also increases with dissolved zinc
content, reaches a maximum ductility value at a zinc content of 30%
• Zinc in cheaper than copper, so brasses are more economical than pure copper.
• Brasses are widely used in a variety of applications • where electrical conductivity is important, pure Cu is used.
Atomic percent zinc
10 20 30 40 50 60
70 80 90
- .s.
- •
.7:-•:. -,,,• -• - -a
08A;p, . -r ' ,,::
.
-1=f --,
st.,...':!: = Liquid .? ..._.1-i.,-
."- ..; -
::i'-'-'4 Boiling
--: '
,..:, 1." point 966° --
? ' ,
44- p. . ,....
1= ,...... -: 2: . ... •"-y
.,.. , .o...,* •-•-‘
903° . - 38
P..TT.
- ''''' . .: - /3+ L
4,, .
-1. -;:l'aZ' . '-'7. 45111"- 7 '-r — --IrAtk■ .., jr
li. 69.8 -e.:, 700°
73 80.5 -..,.. .....-...
,
,...,, a .
, _ , 8+ L 58. - s 76.5 8.4—
98.3
--„:,,-,,,, .."-,- +
,-‘-r,...-yssTa ,<.. '''' 3 ,
fi y
-,..,41,..4-. -, 0 •.,„.,
•,:. • IA
`456%
. 1. --7-z.-1 0.5
% ,. . 78.5 --,,,
, e+ . > I
1 424° 4,6 (.2
L
f, .? 45 -1 rk...,
4.§r _ t, 58 : - _ _-_'•%.
,9•1_,..,-r.-.,„,. . %/36.
_.‘ 1-
•., 5: 1,i t/3
c̀ • + 5
- 13' ÷ •,.. ,, i
87.5
97:3 _ •:.
- - .4C 'NA: 71.
il""t rte t --- - '•-•
%., '11k- L.
,4. • '
2000
1800
1600
1400
a 1200
g- 1coo
800
420°
600
11
300
800
700
600
500
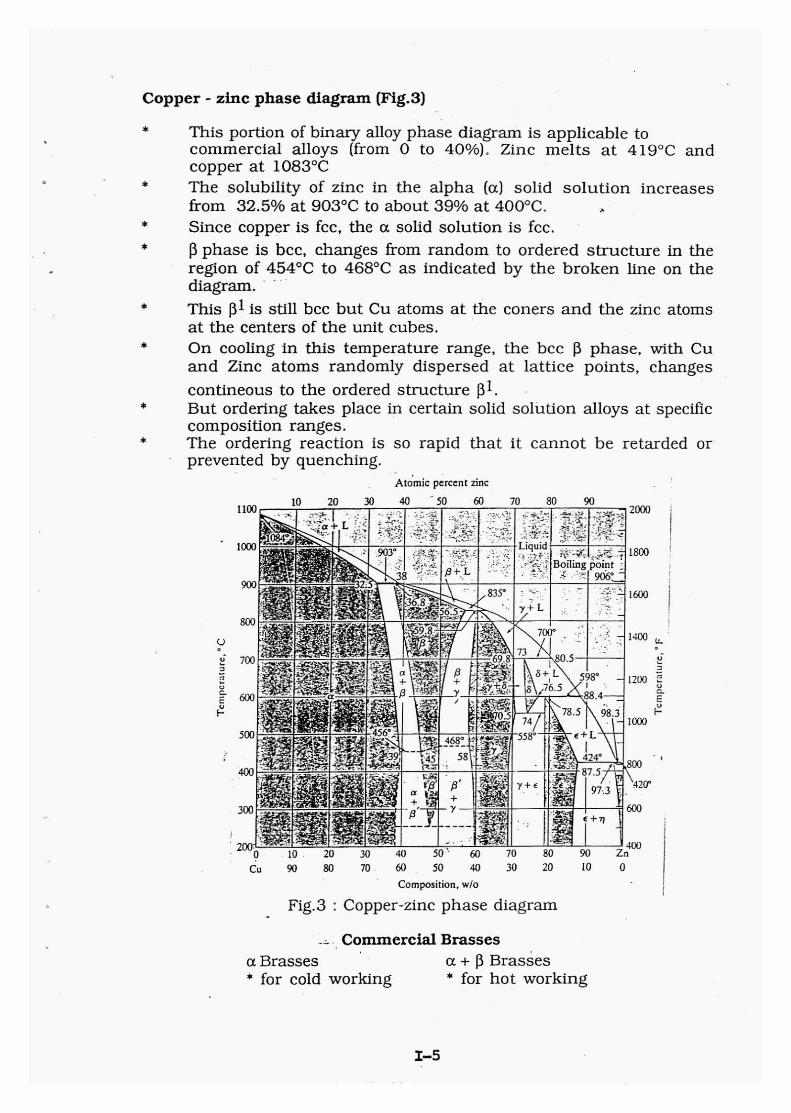
Copper - zinc phase diagram (Fig.3)
• This portion of binary alloy phase diagram is applicable to commercial alloys (from 0 to 40%). Zinc melts at 419°C and copper at 1083°C
• The solubility of zinc in the alpha (a) solid solution increases from 32.5% at 903°C to about 39% at 400°C.
• Since copper is fcc, the a solid solution is fcc. • 0 phase is bcc, changes from random to ordered structure in the
region of 454°C to 468°C as indicated by the broken line on the diagram. This 01 is still bcc but Cu atoms at the coners and the zinc atoms at the centers of the unit cubes.
• On cooling in this temperature range, the bcc 0 phase, with Cu and Zinc atoms randomly dispersed at lattice points, changes contineous to the ordered structure i31. But ordering takes place in certain solid solution alloys at specific composition ranges.
• The ordering reaction is so rapid that it cannot be retarded or prevented by quenching.
0 10 20 30 40 50 - 60 70 80 90 Zn Cu 90 80 70 60 50 40 30 20 10 0
Composition, w/o
Fig.3 : Copper-zinc phase diagram
- Commercial Brasses a Brasses a + 0 Brasses * for cold working * for hot working
Yellow a Brasses • Contain 20 to 36% zinc • Good strength & high ductility
Common practice : Stress relief anneal after cold working to prevent season cracking/stress corrosion cracking. This is because of high residual stresses left in the brass as a result --")1,/ ti/
P .
.. , , : • , ''.t 1 ':'' ( -' i " t
- 47 11
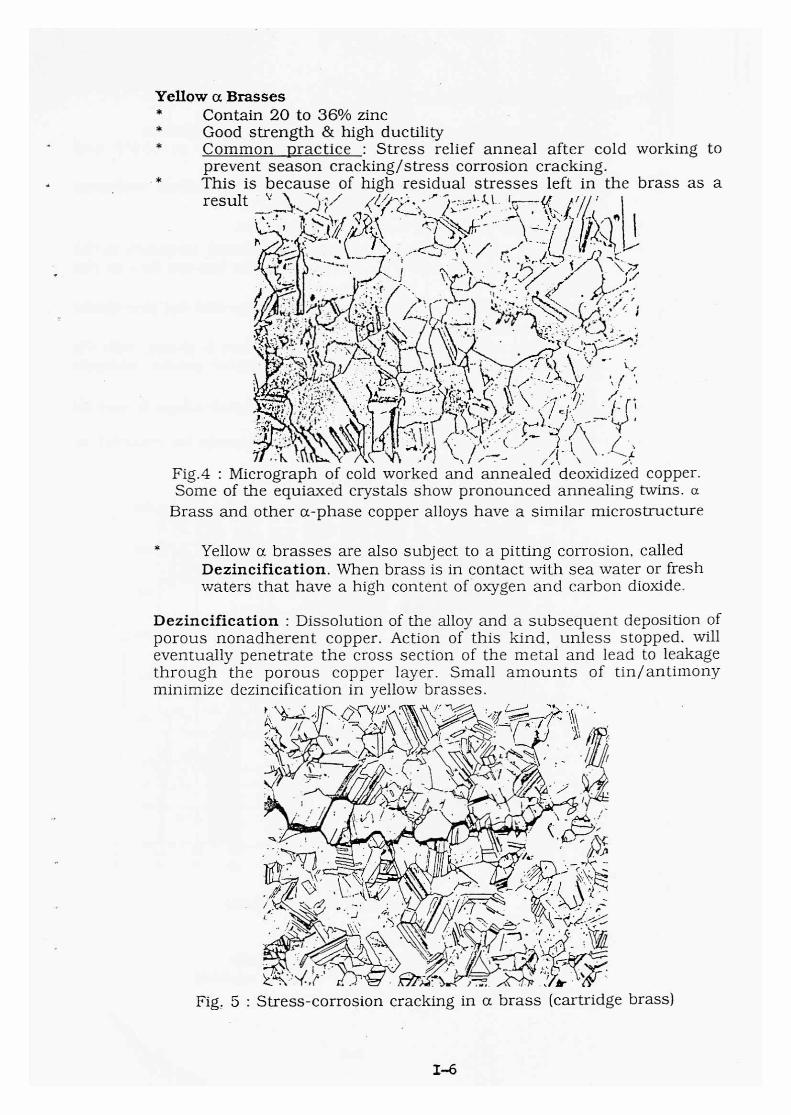
Fig.4 : Micrograph of cold worked and annealed deoXidized copper. Some of the equiaxed crystals show pronounced annealing twins. a
Brass and other a-phase copper alloys have a similar microstructure
• Yellow a brasses are also subject to a pitting corrosion, called Dezincification. When brass is in contact with sea water or fresh waters that have a high content of oxygen and carbon dioxide.
Dezincification : Dissolution of the alloy and a subsequent deposition of porous nonadherent copper. Action of this kind, unless stopped. will eventually penetrate the cross section of the metal and lead to leakage through the porous copper layer. Small amounts of tin/antimony minimize dezincification in yellow brasses.
LY• •
-
Fig. 5 : Stress-corrosion cracking in a brass (cartridge brass)
1-6
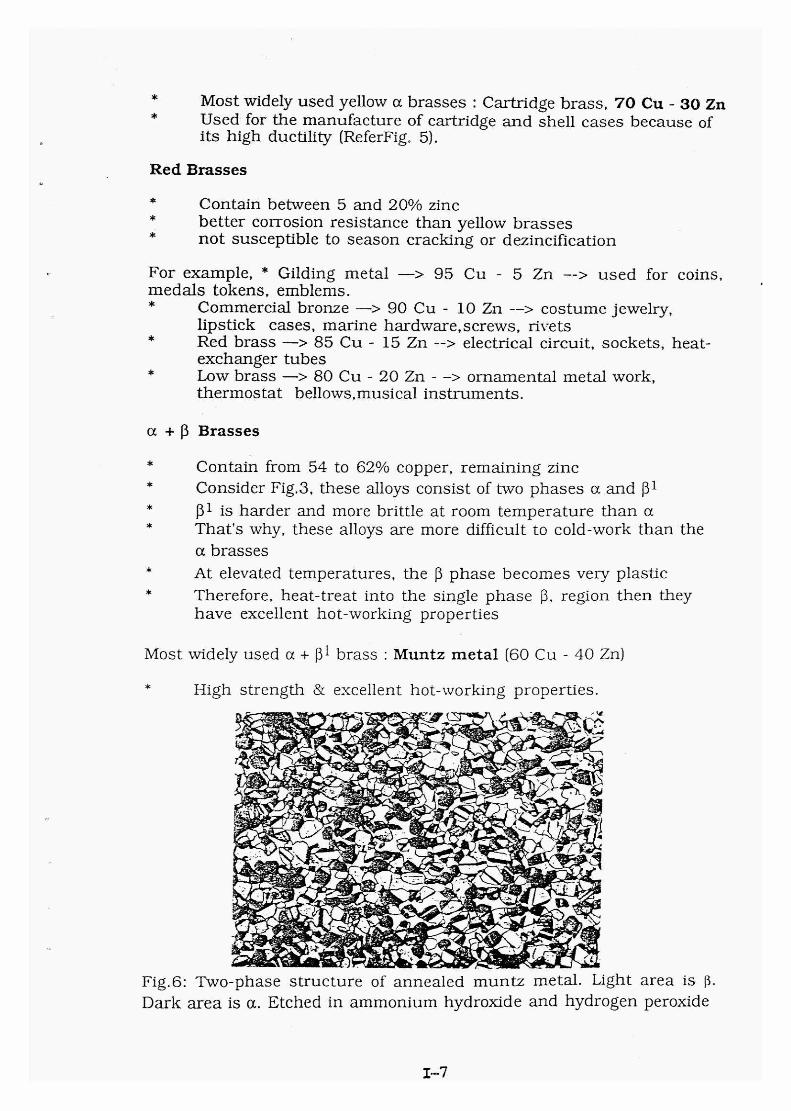
Most widely used yellow a brasses : Cartridge brass, 70 Cu - 30 Zn Used for the manufacture of cartridge and shell cases because of its high ductility (ReferFig. 5).
Red Brasses
Contain between 5 and 20% zinc better corrosion resistance than yellow brasses not susceptible to season cracking or dezincification
For example, * Gilding metal —> 95 Cu - 5 Zn --> used for coins, medals tokens, emblems.
Commercial bronze —> 90 Cu - 10 Zn --> costume jewelry, lipstick cases, marine hardware,screws, rivets Red brass —> 85 Cu - 15 Zn --> electrical circuit, sockets, heat- exchanger tubes Low brass —> 80 Cu - 20 Zn - -> ornamental metal work, thermostat bellows,musical instruments.
a + f3 Brasses
• Contain from 54 to 62% copper, remaining zinc Consider Fig.3, these alloys consist of two phases a and 131 J31 is harder and more brittle at room temperature than a
• That's why, these alloys are more difficult to cold-work than the a brasses
At elevated temperatures, the 13 phase becomes very plastic • Therefore, heat-treat into the single phase [3, region then they
have excellent hot-working properties
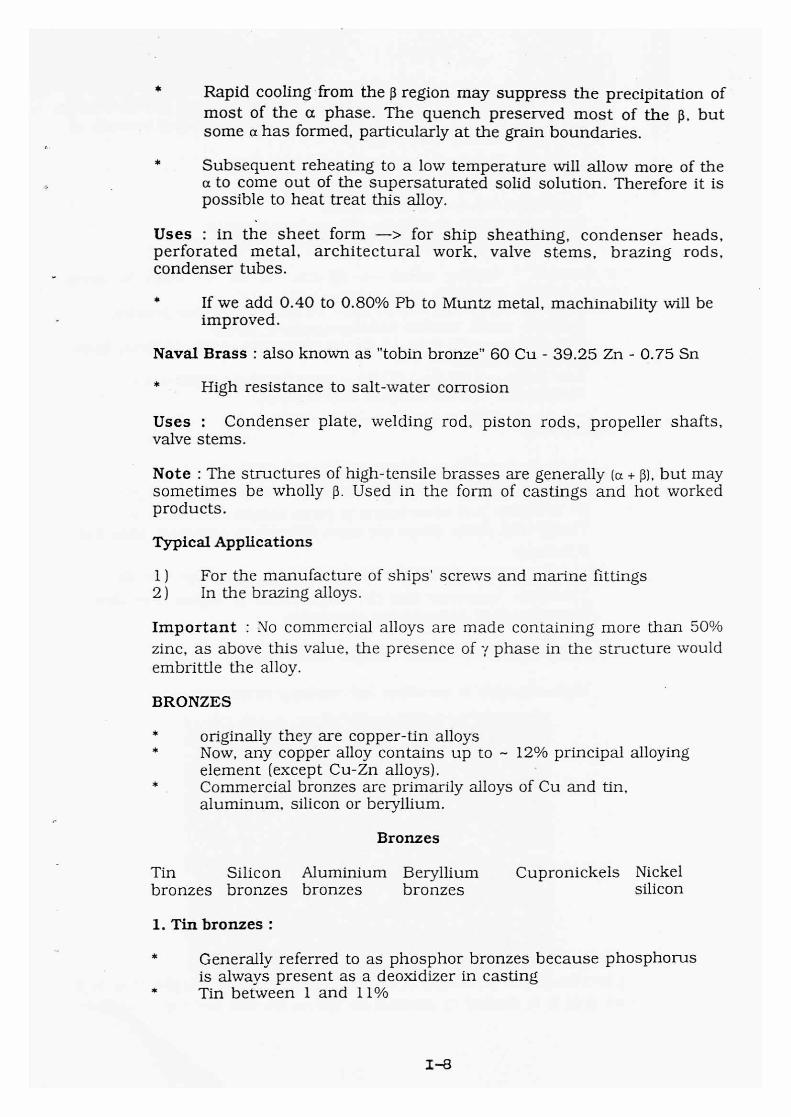
Most widely used a + [31 brass : Muntz metal (60 Cu - 40 Zn)
• High strength & excellent hot-working properties.
Fig.6: Two-phase structure of annealed muntz metal. Light area is R. Dark area is a. Etched in ammonium hydroxide and hydrogen peroxide
• Rapid cooling from the p region may suppress the precipitation of most of the a phase. The quench preserved most of the p, but some a has formed, particularly at the grain boundaries.
• Subsequent reheating to a low temperature will allow more of the a to come out of the supersaturated solid solution. Therefore it is possible to heat treat this alloy.
Uses : in the sheet form —> for ship sheathing, condenser heads, perforated metal, architectural work, valve stems, brazing rods, condenser tubes.
• If we add 0.40 to 0.80% Pb to Muntz metal, machinability will be improved.
Naval Brass : also known as "tobin bronze" 60 Cu - 39.25 Zn - 0.75 Sn
• High resistance to salt-water corrosion
Uses : Condenser plate, welding rod, piston rods, propeller shafts, valve stems.
Note : The structures of high-tensile brasses are generally (a + p), but may sometimes be wholly 13. Used in the form of castings and hot worked products.
Typical Applications
1) For the manufacture of ships' screws and marine fittings 2) In the brazing alloys.
Important : No commercial alloys are made containing more than 50% zinc, as above this value, the presence of y phase in the structure would embrittle the alloy.
BRONZES
• originally they are copper-tin alloys • Now, any copper alloy contains up to - 12% principal alloying
element (except Cu-Zn alloys). Commercial bronzes are primarily alloys of Cu and tin, aluminum, silicon or beryllium.
Bronzes
Tin Silicon Aluminium Beryllium Cupronickels Nickel bronzes bronzes bronzes bronzes silicon
1. Uri bronzes :
• Generally referred to as phosphor bronzes because phosphorus is always present as a deoxidizer in casting
• Tin between 1 and 11%
I-8
Atomic percent tin
to 20 30 40 50 60 7 11
1
2000
1800
1400
1200
1000
00
Tem
p era
ture
, `I' 70(
600
5(X)
400
300
200
I 1084°
a ± -s-
L I
72 f II
Liquid
...,.... A 798°
5.5 /9+ L
, I 756° ,13.5
..--ti;:rif ''z' 30.6 t _ _
;-.3■X:c1( 6, gl-7..!."
ieZ'' a +$ ."7"4''1?-1 y L - Ai 58 6 iiiiry+E ,640°
1;47' •
... . .
- tl.,:e....
15.8
15.8
586' rintlign. ....t
520' 4 !
E + L-411111111111 27.0
tzfrrk, ,?.4....o:
s- i ,1 I i
38.2 59 415' 9 .4—
-' -,...i....ir — -•
+
,.... a + f
7)-1 f 8.2 189°
227° -,t10
-- 6 I 991
I
E + 7j` i
,i 186' - T-0
0 ---
10
20
30
40
50
70
80
90
Sn 90
80
70
60
50
40
30
20
10
0
00
800
1001)
Cu
1600
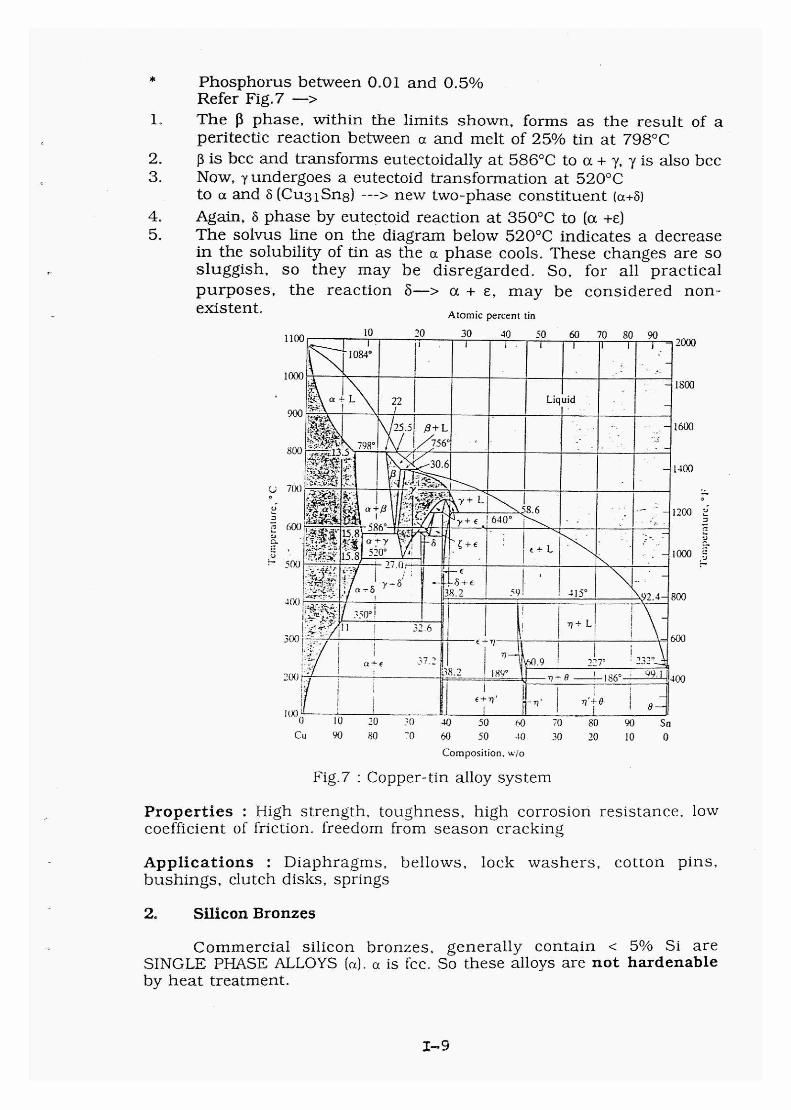
Phosphorus between 0.01 and 0.5% Refer Fig.7 —>
1. The 13 phase, within the limits shown, forms as the result of a peritectic reaction between a and melt of 25% tin at 798°C
2. is bcc and transfoiins eutectoidally at 586°C to a + y, y is also bcc 3. Now, 7undergoes a eutectoid transformation at 520°C
to a and 8(Cu31Sn8) ---> new two-phase constituent (a+6) 4. Again, 8 phase by eutectoid reaction at 350°C to (a +e) 5. The solvus line on the diagram below 520°C indicates a decrease
in the solubility of tin as the a phase cools. These changes are so sluggish, so they may be disregarded. So, for all practical purposes, the reaction 5—> a ÷ c, may be considered non-existent.
Composition. wio
Fig.7 : Copper-tin alloy system
Properties : High strength. toughness, high corrosion resistance, low coefficient of friction. freedom from season cracking
Applications : Diaphragms, bellows, lock washers, cotton pins, bushings, clutch disks, springs
2. Silicon Bronzes
Commercial silicon bronzes, generally contain < 5% Si are SINGLE PHASE ALLOYS (a). a is fcc. So these alloys are not hardenable by heat treatment.
1-9

110 Beryllium Bronzes
100
900
800
700
.7? 500
500
400
300
t L
i 1
1. .1
I —
_/-----"
q t F t. , ,
........
; 1, i
I
i 1 t _.
0 1- t 1 1----1--------
— •1—
a i
I— ■
1,
a- + a i
1 i I
—4
_
I
r : 0 + Y . —
I i
I _
1 !
1 + Y i
—
c 000
1800
'600
• 1400 4
1200
1000
BOO
BOO
Properties :
1. Silicon bronzes are the strongest of the work-hardenable copper alloys.
2. Mechanical properties comparable to those of mild steel & corrosion resistance comparable to that of copper.
Applications:, Tanks, pressure vessels, marine construction, hydraulic pressure lines
3. Aluminum Bronzes
Most commercial aluminium bronzes —> contain 4 to 11% AI
Single phase Al-bronzes
Properties : 1. Good cold working properties 2. Good strength combined with corrosion resistance
to atmospheric and water attack
Uses : Condenser tubes, corrosion-resistant vessels, nuts, bolts, for protecting sheathing in marine applications.
Two-phase Al-bronzes :
1. They can be heat-treated to obtain structures similar to those in steel.
2. Cold-working properties are not good 3. ct+ p, Al-bronzes are quench hardenable
water quenched from 815 - 870°C and Tempered at 370 -590°C to increase strength and hardness
4. 10.7% Al bronze quenched (13) —> martensite 13 5. On furnace cooling from above the eutectoid temperature, 13 will
transform to a lamellar structure resembling pearlite in steel.
Uses : Heat treated ones; gears. propeller hubs, blades. pump parts. bearings. bushings. nonsparking tools. drawing and forming dies.
2 4 5 6
10 ■.ye.qht cement terythum
Fig.8 : Copper-rich portion of the copper-beryllium alloy system
I-10
Alloy 2
Alloy 3
Atop Alloy 1 4
eutectic m.ture_.-1, 0 4 tuleCti: m:xt ore
I T Ll iqutd
Tj
4 0 !0 <0 50 60 70 =
Coo, osi'l■on, weight percent
Fig.9: Phase diagram illustrating partial solid solubility
(b) (c)
/3 particles (ccteally submicroscopic) a groins
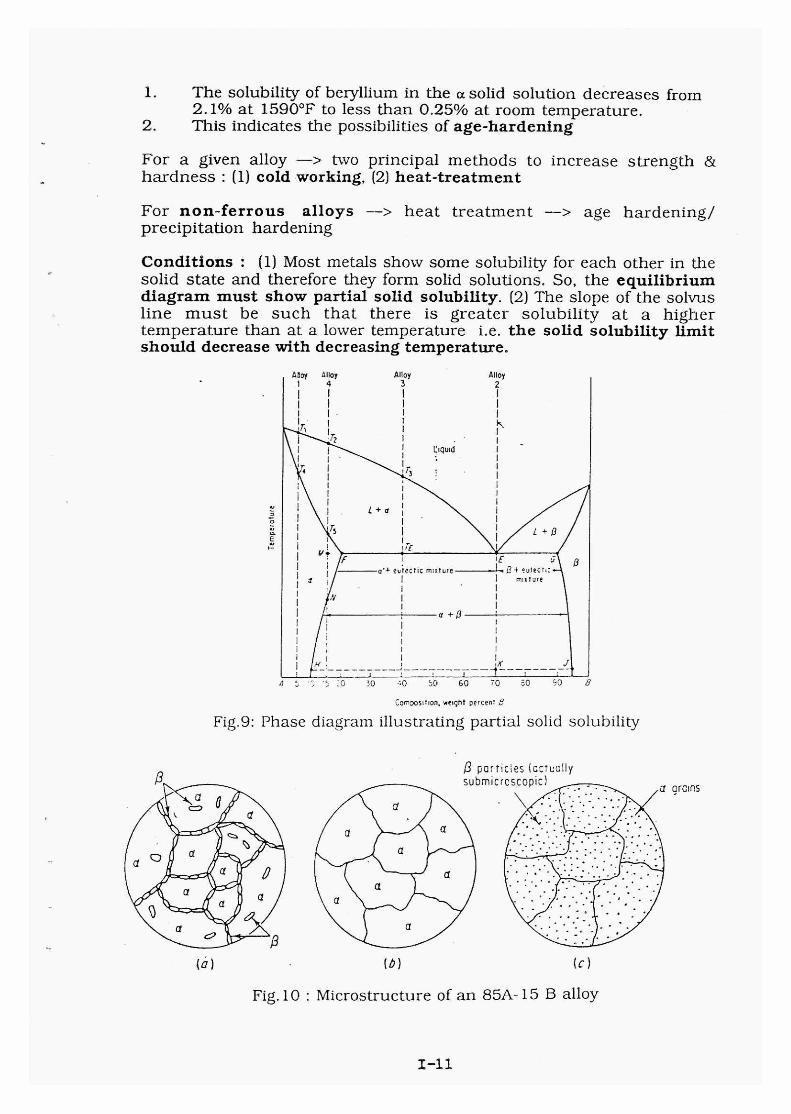
1. The solubility of beryllium in the a solid solution decreases from 2.1% at 1590°F to less than 0.25% at room temperature.
2. This indicates the possibilities of age-hardening
For a given alloy —> two principal methods to increase strength & hardness : (1) cold working, (2) heat-treatment
For non-ferrous alloys —> heat treatment --> age hardening/ precipitation hardening
Conditions : (1) Most metals show some solubility for each other in the solid state and therefore they form solid solutions. So, the equilibrium diagram must show partial solid solubility. (2) The slope of the solvus line must be such that there is greater solubility at a higher temperature than at a lower temperature i.e. the solid solubility limit should decrease with decreasing temperature.
Fig.10 Microstructure of an 85A-15 B alloy
Solution Treatment
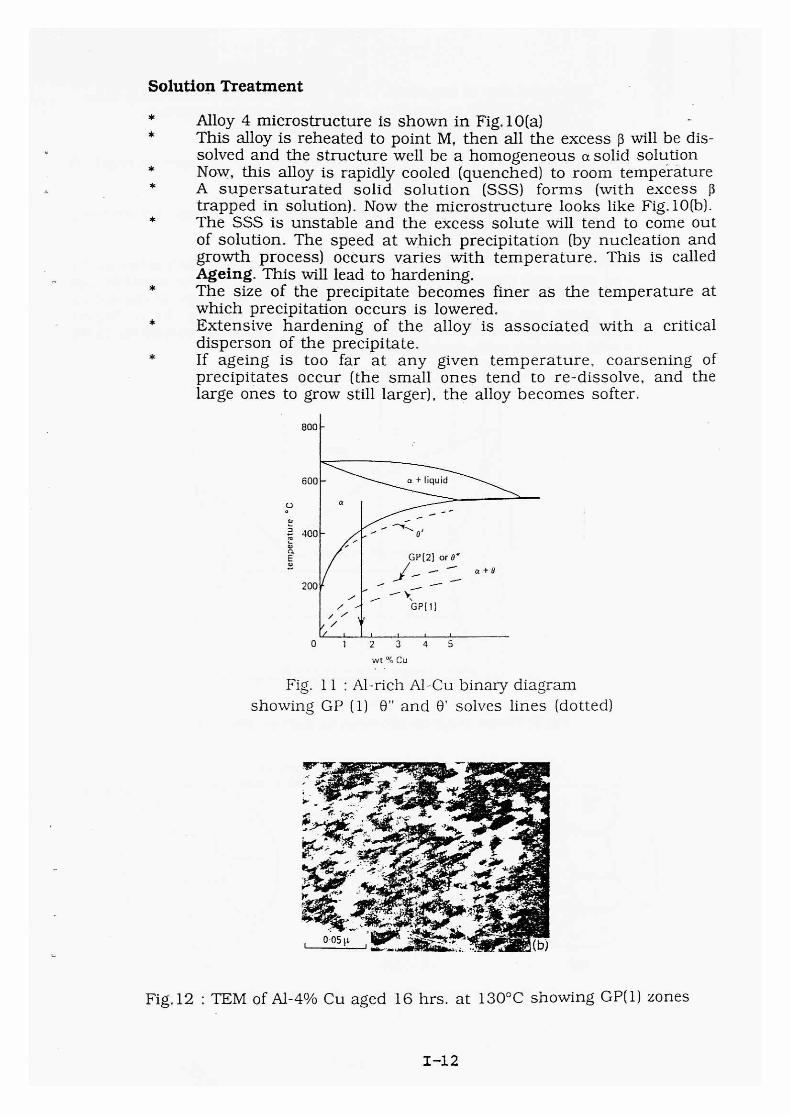
Alloy 4 microstructure is shown in Fig.10(a) This alloy is reheated to point M, then all the excess p will be dis-solved and the structure well be a homogeneous a solid solution Now, this alloy is rapidly cooled (quenched) to room temperature A supersaturated solid solution (SSS) forms (with excess 13 trapped in solution). Now the microstructure looks like Fig.10(b). The SSS is unstable and the excess solute will tend to come out of solution. The speed at which precipitation (by nucleation and growth process) occurs varies with temperature. This is called Ageing. This will lead to hardening. The size of the precipitate becomes finer as the temperature at which precipitation occurs is lowered. Extensive hardening of the alloy is associated with a critical disperson of the precipitate. If ageing is too far at any given temperature, coarsening of precipitates occur (the small ones tend to re-dissolve, and the large ones to grow still larger), the alloy becomes softer.
800
600
2 400 0
E V
200
wt % Cu
Fig. 11 : Al-rich Al-Cu binary diagram showing GP (1) 0" and 0' solves lines (dotted)
Fig.12 : 1E,M of A1-4% Cu aged 16 hrs. at 130°C showing GP(1) zones
1-12
5. Cupronickels : 1500
1400
e- 1300
1200
1100
2600
U- 2400
TT;
2200 t
2000
a
IWO Ni 10 20 30 40 50 60 70 80 90 Cu
Weight percent. copper
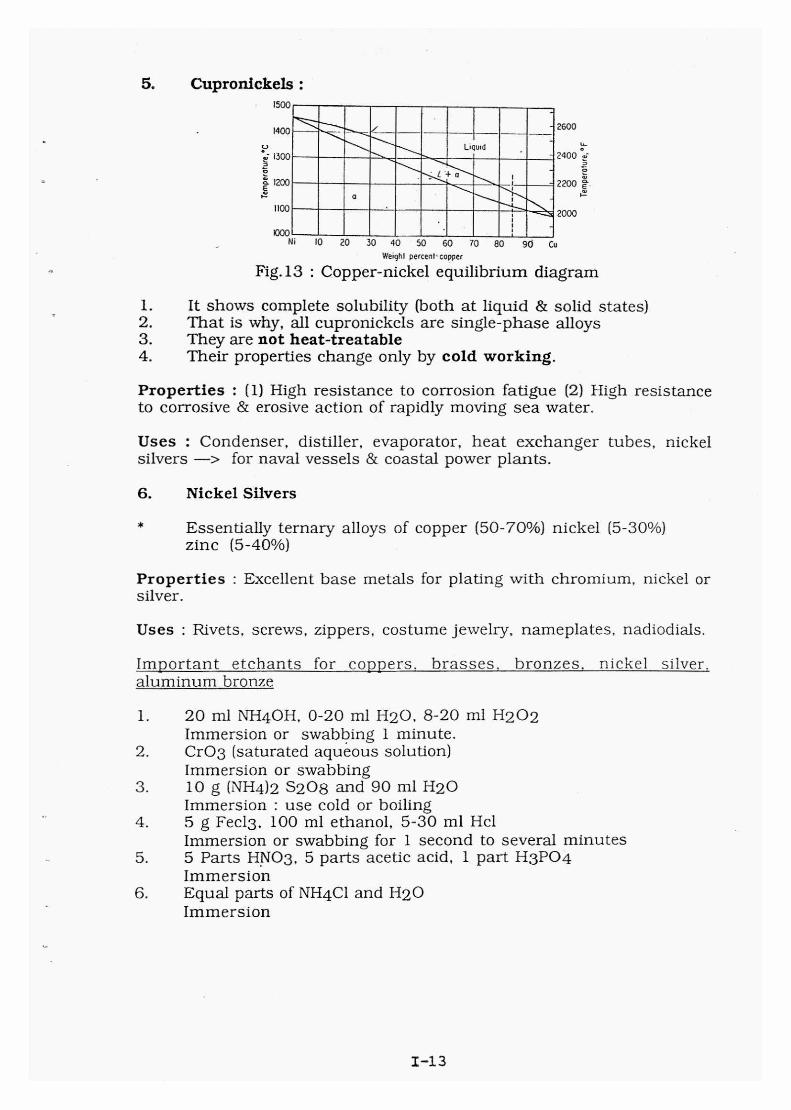
Fig.13 : Copper-nickel equilibrium diagram
1. It shows complete solubility (both at liquid & solid states) 2. That is why, all cupronickels are single-phase alloys 3. They are not heat-treatable 4. Their properties change only by cold working.
Properties : (1) High resistance to corrosion fatigue (2) High resistance to corrosive & erosive action of rapidly moving sea water.
Uses : Condenser, distiller, evaporator, heat exchanger tubes, nickel silvers —> for naval vessels & coastal power plants.
6. Nickel Silvers
Essentially ternary alloys of copper (50-70%) nickel (5-30%) zinc (5-40%)
Properties : Excellent base metals for plating with chromium, nickel or silver.
Uses : Rivets, screws, zippers, costume jewelry, nameplates, nadiodials.
Important etchants for coppers. brasses, bronzes. nickel silver. aluminum bronze
1. 20 ml NH4OH, 0-20 ml H2O, 8-20 ml H202 Immersion or swabbing 1 minute.
2. Cr03 (saturated aqueous solution) Immersion or swabbing
3. 10 g (NH4)2 S208 and 90 ml H2O Immersion : use cold or boiling
4. 5 g Fec13, 100 ml ethanol, 5-30 ml Hcl Immersion or swabbing for 1 second to several minutes
5. 5 Parts HNO3, 5 parts acetic acid, 1 part H3PO4 Immersion
6. Equal parts of NH4CI and H2O Immersion
1 20 100% Sn
C% Pb 0% Sn
100% Pb 50 40 60
Composition (% Pb)
T inman's solder
Liquid 300 —
Pi umber's solder
a + Liquid 2C0i-
a
100
IL LEAD AND LEAD ALLOYS
Properties
• Melting point : 327°C • Crystal structure: face centered cubic • Density : 11.34 x 103 kg/m3 • E : 16.5 GPa • Electrical resistivity : 2.1 x 10-7 S2 m at 20°C • corrosion resistance : very good • Heavy weight, High density, Softness, Malleability, Low melting
point, Low strength, Lubricating property, Low electrical conductivity, High co-efficient of expansion, High corrosion resistance
Uses : In the manufacture of storage batteries, In the high-grade points as lead compounds, As a shielding material against p rays/r rays/neclear waste (because of its high density), Because of its softness, for gaskets,Because of its flexibility, for cable sheathing,In chemical industry, because of its high corrosion resistance, As a roofing material, Bearing metals, Solders
Common Etchant : 3 Parts acetic acid, 4 parts nitric acid (cone), 16 parts distilled water. Procedure : Use freshly prepared solution at 40-42°C Immerse specimen for 4-30 min : clean with cotton in running water.
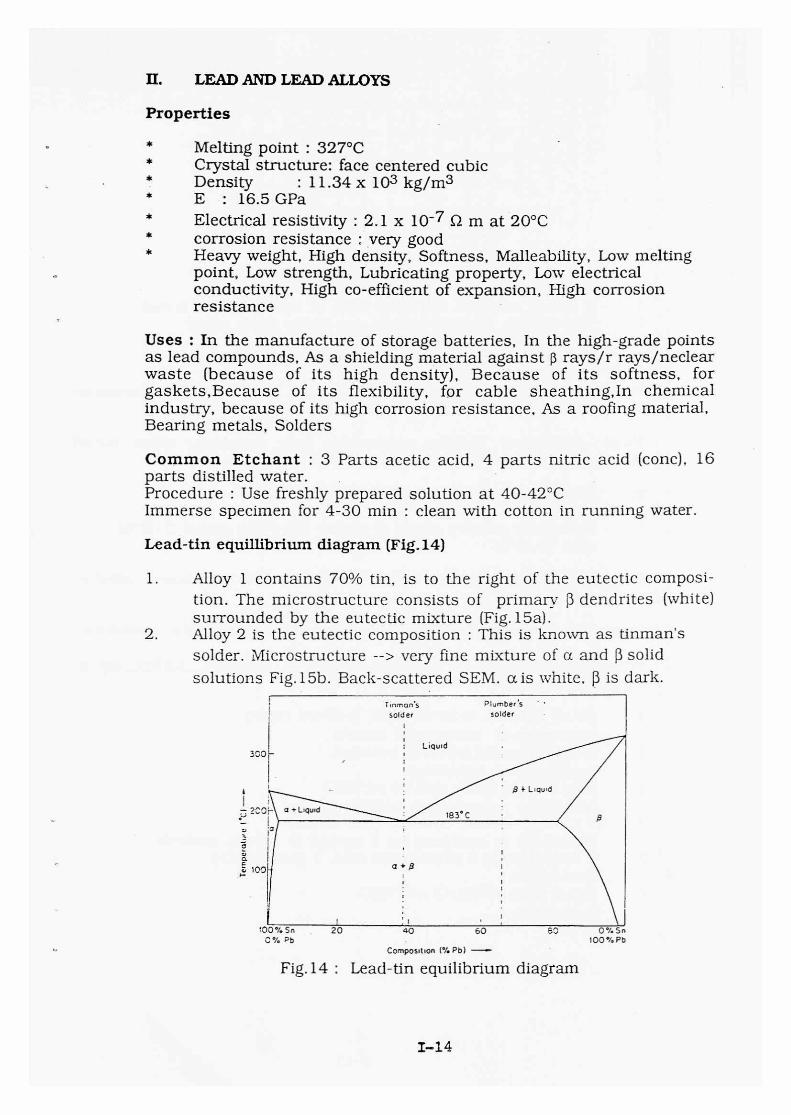
Lead-tin eviiiihrium. diagram (Fig.14)
1. Alloy 1 contains 70% tin, is to the right of the eutectic composi-tion. The microstructure consists of primary 3 dendrites (white) surrounded by the eutectic mixture (Fig.15a).
2. Alloy 2 is the eutectic composition : This is known as tinman's
solder. Microstructure --> very fine mixture of a and (3 solid
solutions Fig.15b. Back-scattered SEM. a is white, 13 is dark.
Fig.14 : Lead-tin equilibrium diagram
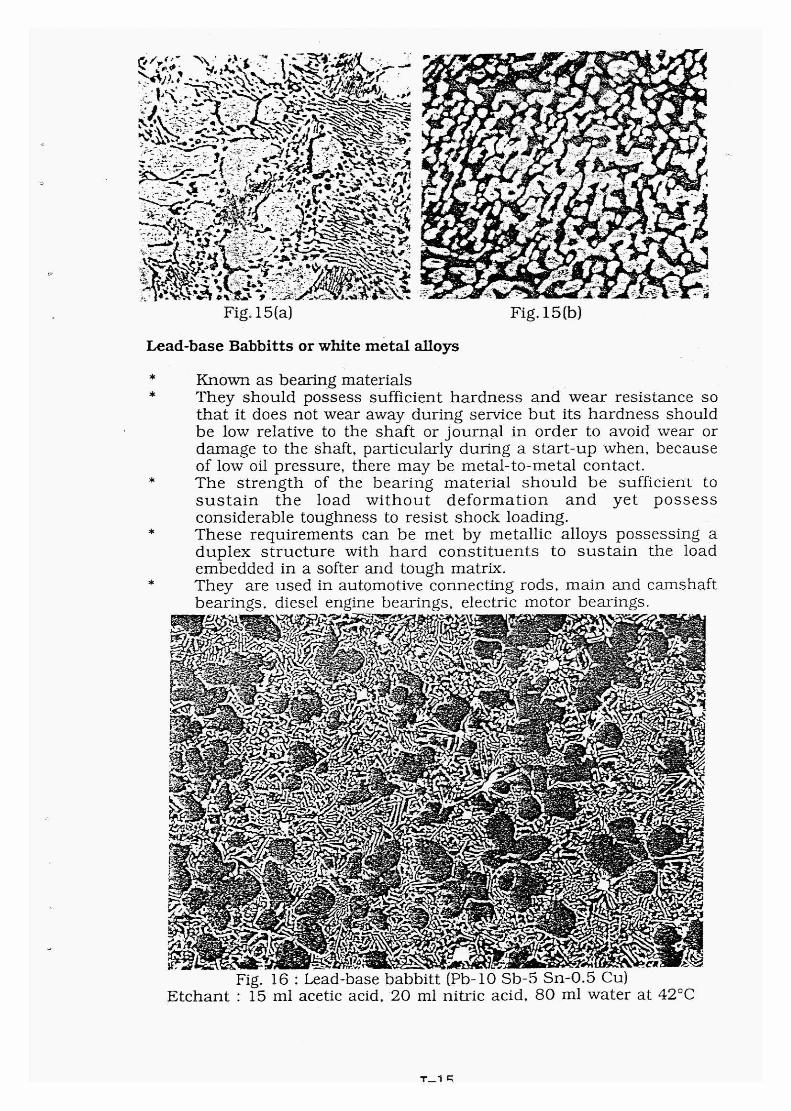
Fig.15(b)
Lead-base Babbitts or white metal alloys
Known as bearing materials They should possess sufficient hardness and wear resistance so that it does not wear away during service but its hardness should be low relative to the shaft or journal in order to avoid wear or damage to the shaft, particularly during a start-up when, because of low oil pressure, there may be metal-to-metal contact. The strength of the bearing material should be sufficient to sustain the load without deformation and yet possess considerable toughness to resist shock loading. These requirements can be met by metallic alloys possessing a duplex structure with hard constituents to sustain the load embedded in a softer and tough matrix. They are used in automotive connecting rods, main and camshaft bearings, diesel engine bearings, electric motor bearings.
^
'1/44• Fig. 16 : Lead-base babbitt (Pb-10 Sb-5 Sn-0.5 Cu)
Etchant : 15 ml acetic acid, 20 ml nitric acid, 80 ml water at 42°C
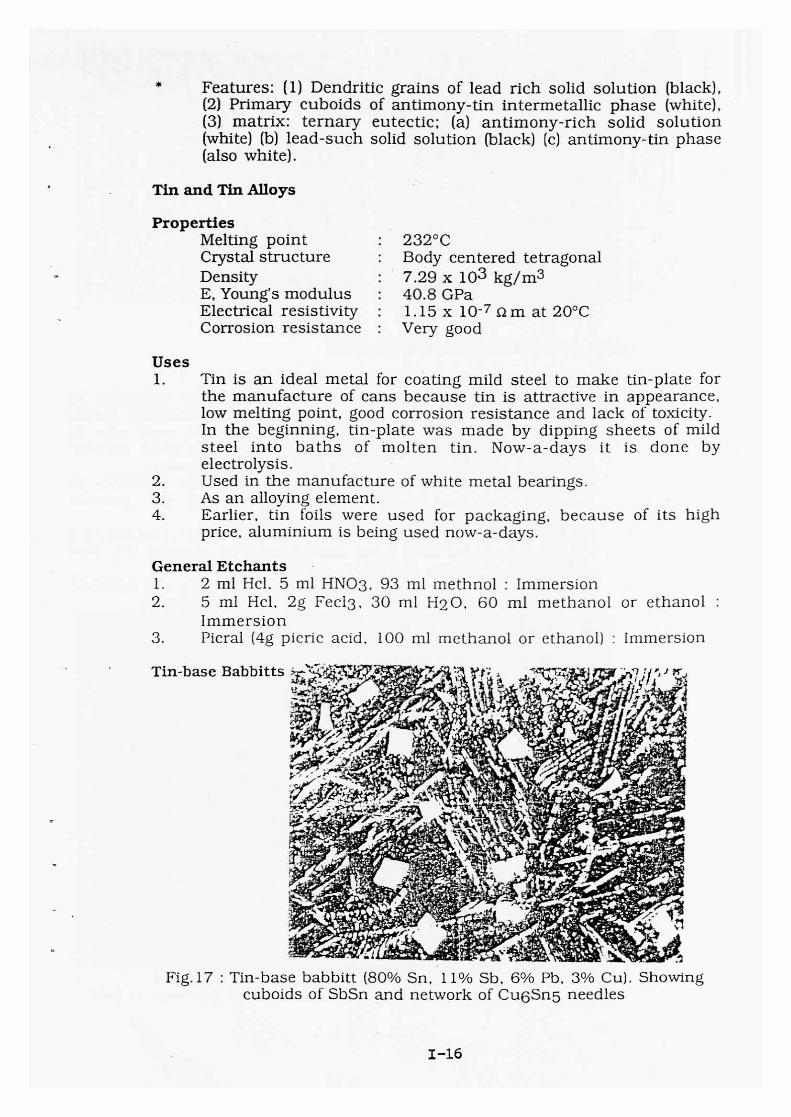
Features: (1) Dendritic grains of lead rich solid solution (black), (2) Primary cuboids of antimony-tin intermetallic phase (white), (3) matrix: ternary eutectic; (a) antimony-rich solid solution (white) (b) lead-such solid solution (black) (c) antimony-tin phase (also white).
Tin and Tin Alloys
Properties Melting point Crystal structure Density E, Young's modulus Electrical resistivity Corrosion resistance
232°C Body centered tetragonal 7.29 x 103 kg/m3 40.8 GPa 1.15 x 10-7 S2 m at 20°C Very good
Uses 1.
2. 3. 4.
Tin is an ideal metal for coating mild steel to make tin-plate for the manufacture of cans because tin is attractive in appearance, low melting point, good corrosion resistance and lack of toxicity. In the beginning, tin-plate was made by dipping sheets of mild steel into baths of molten tin. Now-a-days it is done by electrolysis. Used in the manufacture of white metal bearings. As an alloying element. Earlier, tin foils were used for packaging, because of its high price, aluminium is being used now-a-days.
General Etchants 1. 2 ml Hcl. 5 ml HNO3, 93 ml methnol : Immersion 2. 5 ml Hcl, 2g Fecl3, 30 ml 1-120, 60 ml methanol or ethanol :
Immersion 3. Picral (4g picric acid, 100 ml methanol or ethanol) : Immersion
Tin-base Babbitts
Fig.17 : Tin-base babbitt (80% Sn, 11% Sb, 6% Pb, 3% Cu). Showing cuboids of SbSn and network of Cu6Sn5 needles
1-16
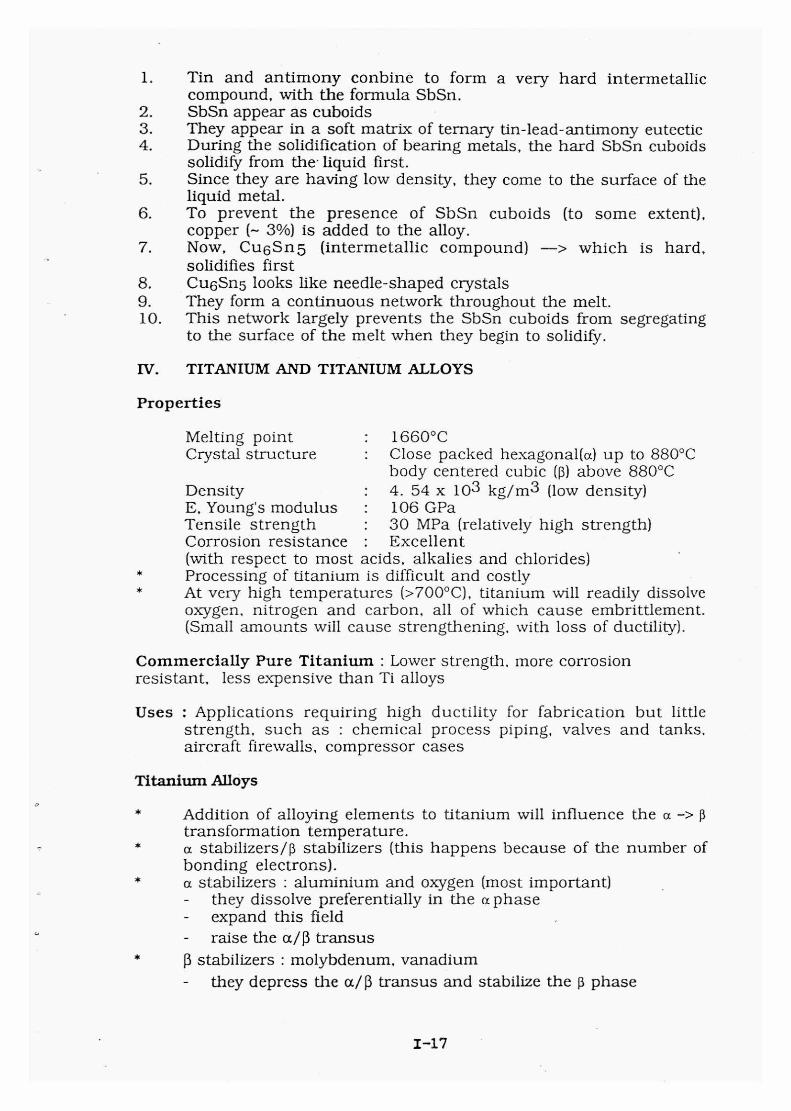
1. Tin and antimony conbine to form a very hard intermetallic compound, with the formula SbSn.
2. SbSn appear as cuboids 3. They appear in a soft matrix of ternary tin-lead-antimony eutectic 4. During the solidification of bearing metals, the hard SbSn cuboids
solidify from the liquid first. 5. Since they are having low density, they come to the surface of the
liquid metal. 6. To prevent the presence of SbSn cuboids (to some extent),
copper (- 3%) is added to the alloy. 7. Now, Cu6Sn5 (intermetallic compound) —> which is hard,
solidifies first 8. Cu6Sn5 looks like needle-shaped crystals 9. They form a continuous network throughout the melt. 10. This network largely prevents the SbSn cuboids from segregating
to the surface of the melt when they begin to solidify.
IV. TITANIUM AND TITANIUM ALLOYS
Properties
Melting point • 1660°C Crystal structure • • Close packed hexagonal(a) up to 880°C
body centered cubic (13) above 880°C Density 4. 54 x 103 kg/m3 (low density) E, Young's modulus : 106 GPa Tensile strength : 30 MPa (relatively high strength) Corrosion resistance : Excellent (with respect to most acids, alkalies and chlorides)
• Processing of titanium is difficult and costly • At very high temperatures (>700°C), titanium will readily dissolve
oxygen. nitrogen and carbon, all of which cause embrittlement. (Small amounts will cause strengthening. with loss of ductility).
Commercially Pure Titanium : Lower strength, more corrosion resistant, less expensive than Ti alloys
Uses : Applications requiring high ductility for fabrication but little strength, such as : chemical process piping, valves and tanks. aircraft firewalls, compressor cases
Titanium Alloys
• Addition of alloying elements to titanium will influence the a -> transformation temperature. a stabilizers/13 stabilizers (this happens because of the number of bonding electrons). a stabilizers : aluminium and oxygen (most important)
they dissolve preferentially in the a phase expand this field raise the a/13 transus
13 stabilizers : molybdenum, vanadium
- they depress the cc/13 transus and stabilize the 13 phase
1-17
• Neutral element Zirconium, tin and silicon - they do not have effect on either a or (3 phases
Alpha Alloys The compositions of these alloys are balanced by high aluminium content so that the alloys are essentially one-phase alpha.
• Because of the one-phase microstructure, weldability is very good. • Because of the aluminium, retention of strength at high
temperature is obtained. They cannot be strengthened by heat treatment (Ti-5 Al- 2.5 Sn).
Applications : Aircraft tail pipe assemblies, formed sheet components operating up to 900°F, missile fuel tanks and structural parts operating for short times up to 1100°F.
Alpha -Beta Alloys Contain enough beta-stabilizing elements to cause the f3 phase to persist down to room temperature. These alloys are stronger than a alloys. They can be further strengthened by heat treatment Quench from a temperature in the (a+(3) phase field and age at moderately at elevated temperature (homogeneous (3 solid solution . is not formed here which is very common in age-hardening procedure).
* Quenching suppresses the transformation of the elevated- temperature beta phase that would occur on slow cooling. Aging at elevated temperatures causes precipitation of fine a . So. thin fine structure is stronger than a+ (coarse, annealed).
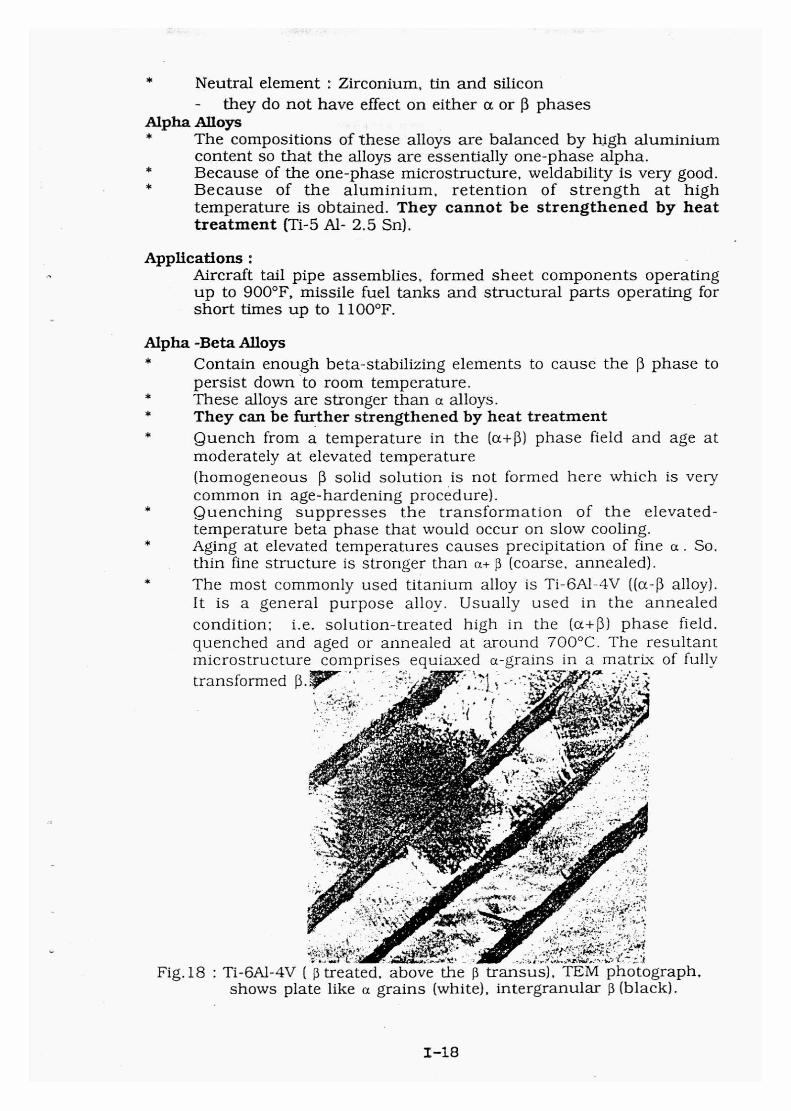
The most commonly used titanium alloy is Ti-6A1-4V ((a-( alloy). It is a general purpose alloy. Usually used in the annealed
condition: i.e. solution-treated high in the (a+13) phase field. quenched and aged or annealed at around 700°C. The resultant microstructure comprises equiaxed a-grains in a matrix of fully
transformed fi.Vr"
Fig.18 : Ti-6A1-4V ( p treated. above the p transus), TEM photograph. shows plate like a grains (white), intergranular f3 (black).
1-18
Typical application of Ti-6 Al-4V
Aircraft gas turbine compressor blades and disks, forged airframe fittings, sheet metal airframe parts.
General Etchant : Kroll's reagent : 10 ml HF, 5 ml HNO3, 85 ml H2O Immerse for 10 seconds.
Beta Alloys
•
Can be strengthened by heat treatment
•
Ti- 13V-11Cr-3A1 • Structure consists of equiaxed grains of metastable fa.
• Ageingleads to a precipitates in 13 grains
Uses : High strength fasteners, Aerospace components requiring high strength at moderate temperatures.
BIBLIOGRAPHY
1. Introduction to Physical Metallurgy (Second Edition) by Sidney H.Avner, McGraw-Hill Kogakusha Ltd. (Chapter 12, p.461. Nonferrous Metals and Alloys).
2. Introduction to Engineering Materials (Third Edition) by V.B.John, ELBS with Macmillan (Chapter 15. p. 195, Non-ferrous Metals and Alloys).
3. The Science and Engineering of Materials (1984 by Wadworth, Inc., Belmont, California) by Donald R.Askeland, Chapter 12, p.313, Non-ferrous Alloys.
4. Materials Science and Engineering (Third Edition) by V.Raghavan, Prentice-Hall of India Pvt.Ltd. New Delhi-1 10001. 1993. Chapter 9, p.191, Phase Transformations.
5. Elements of Materials Science and Engineering (Sixth Edition) by Lawrence H.Van Vlack, Addison-Wesley Publishing Company. 1989. Chapter 7. P.215, Microstructures.
6. Metals Hand Book, Vol.9, Ninth Edition. Metallographv and Microstructures: pp.440-470.
7. G.Kehl. Metallurgical Laboratory Practices McGraw-Hill, 1949. 8. W.Hoffman, Lead and Lead Alloys, 2nd Edition, Springer-Verlag,
1970. 9. Modern Physical Metallurgy by R.E.Smallman (Fourth Edition)
Butterworth & Coltd,1985. Chapter 11, Precipitation Hardening, p.380.
Related Documents











