/// Perfektion als Prinzip B.Ivanov © EWM AG 2015/01 www.ewm-group.com Seite 1 Neuere Entwicklungen in der Lichtbogenschweißtechnik

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

/// Perfektion als Prinzip
B.Ivanov © EWM AG 2015/01 www.ewm-group.com Seite 1
Neuere Entwicklungen in der Lichtbogenschweißtechnik

www.ewm-group.com 2015/02 Seite 2 © EWM AG B.Ivanov
MIG/MAG - innovative Lichtbögen
Spa
nnun
g [V
]
Drahtvorschub [m/min]
Stromstärke [A]
www.ewm-group.com 2015/02 Seite 3 © EWM AG B.Ivanov
Kurzlichtbogen
Eigenschaften und Anwendung
� Spritzerbehaftet
☺ Niedrige Leistungen
☺ Dünnblech
☺ Wurzellagen
☺ Beschichtete Werkstoffe
www.ewm-group.com 2015/02 Seite 4 © EWM AG B.Ivanov
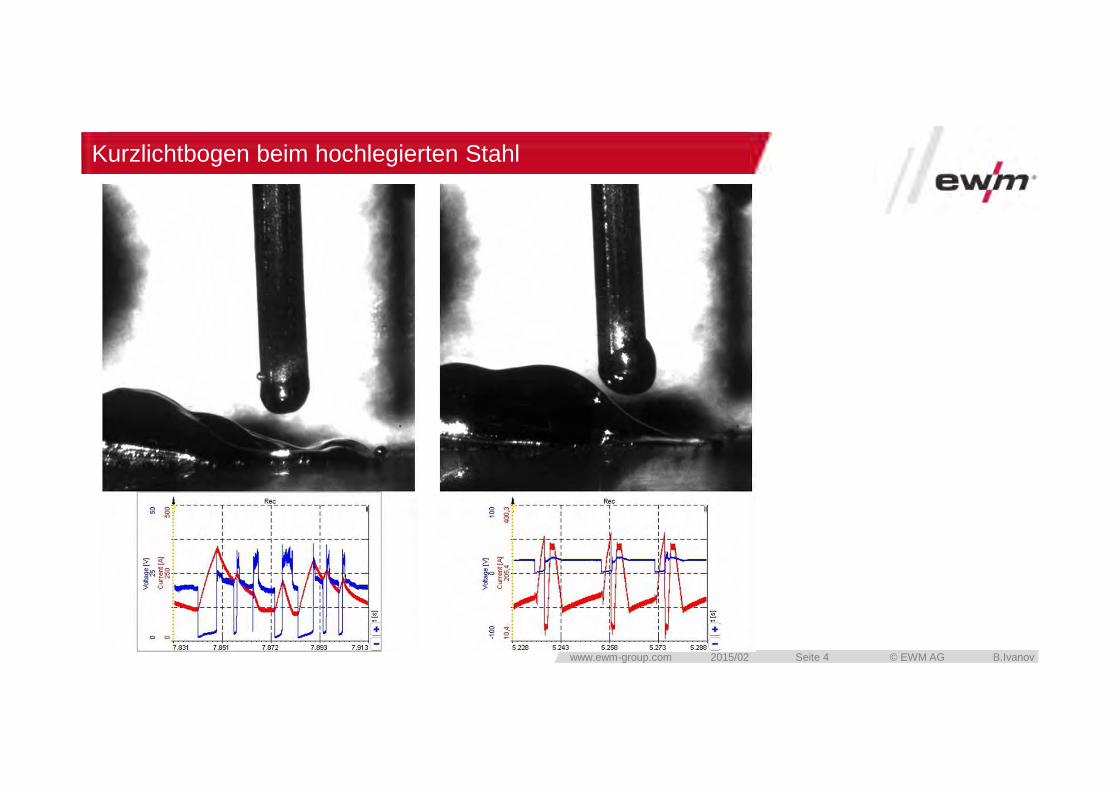
Kurzlichtbogen beim hochlegierten Stahl
www.ewm-group.com 2015/02 Seite 5 © EWM AG B.Ivanov
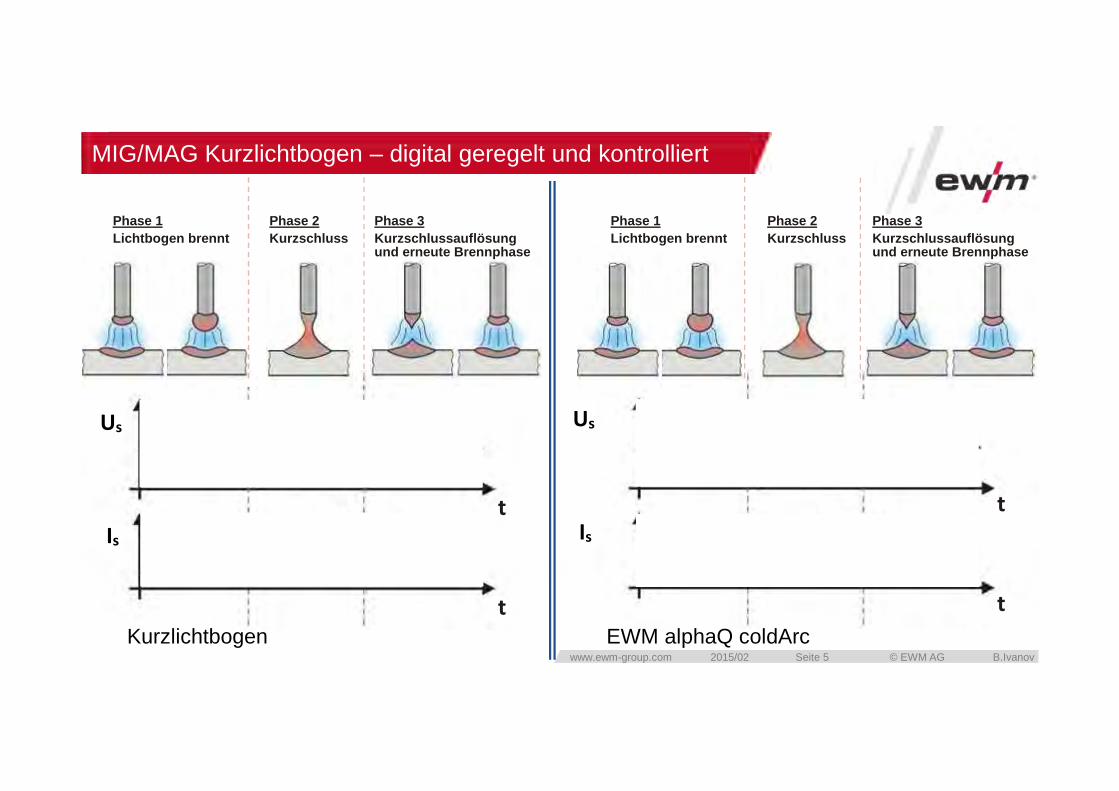
MIG/MAG Kurzlichtbogen – digital geregelt und kontrolliert
t
t
Us
Is
t
t
Us
Is
Kurzlichtbogen EWM alphaQ coldArc
Phase 1Lichtbogen brennt
Phase 2Kurzschluss
Phase 3Kurzschlussauflösung und erneute Brennphase
Phase 1Lichtbogen brennt
Phase 2Kurzschluss
Phase 3Kurzschlussauflösung und erneute Brennphase
www.ewm-group.com 2015/02 Seite 6 © EWM AG B.Ivanov
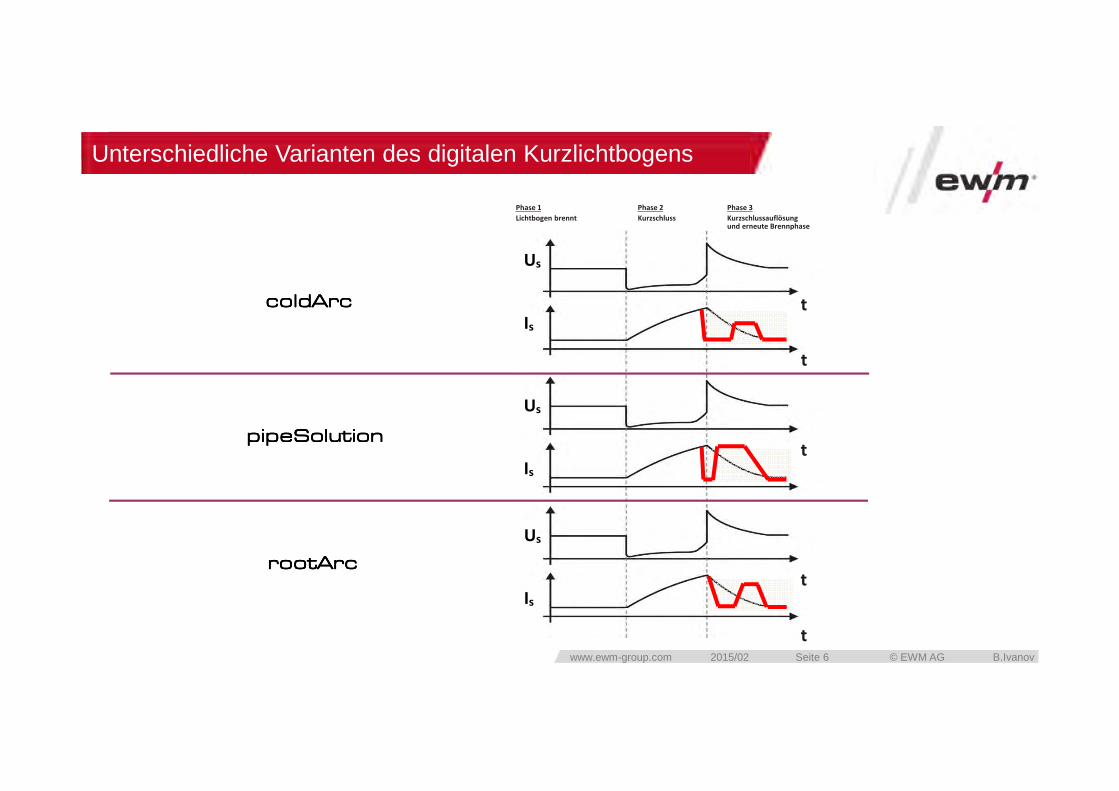
Phase 1
Lichtbogen brennt
Phase 2
Kurzschluss
Phase 3
Kurzschlussauflösung und erneute Brennphase
t
t
Us
Is
t
t
Us
Is
coldArccoldArccoldArccoldArc
pipeSolutionpipeSolutionpipeSolutionpipeSolution
t
t
Us
Is
rootArcrootArcrootArcrootArc
Unterschiedliche Varianten des digitalen Kurzlichtbogens

www.ewm-group.com 2015/02 Seite 7 © EWM AG B.Ivanov
Digitaler Kurzlichtbogen mit verzinktem Material
Grundwerkstoff S235
Zusatzwerkstoff G3Si1 – 1,0mm
Materialdicke 2,0mm
Schutzgas M12 – ArC – 2,5
Vorteile:� deutlich weniger Spritzer� weniger Verzug� weniger Zinkabbrand
www.ewm-group.com 2015/02 Seite 8 © EWM AG B.Ivanov
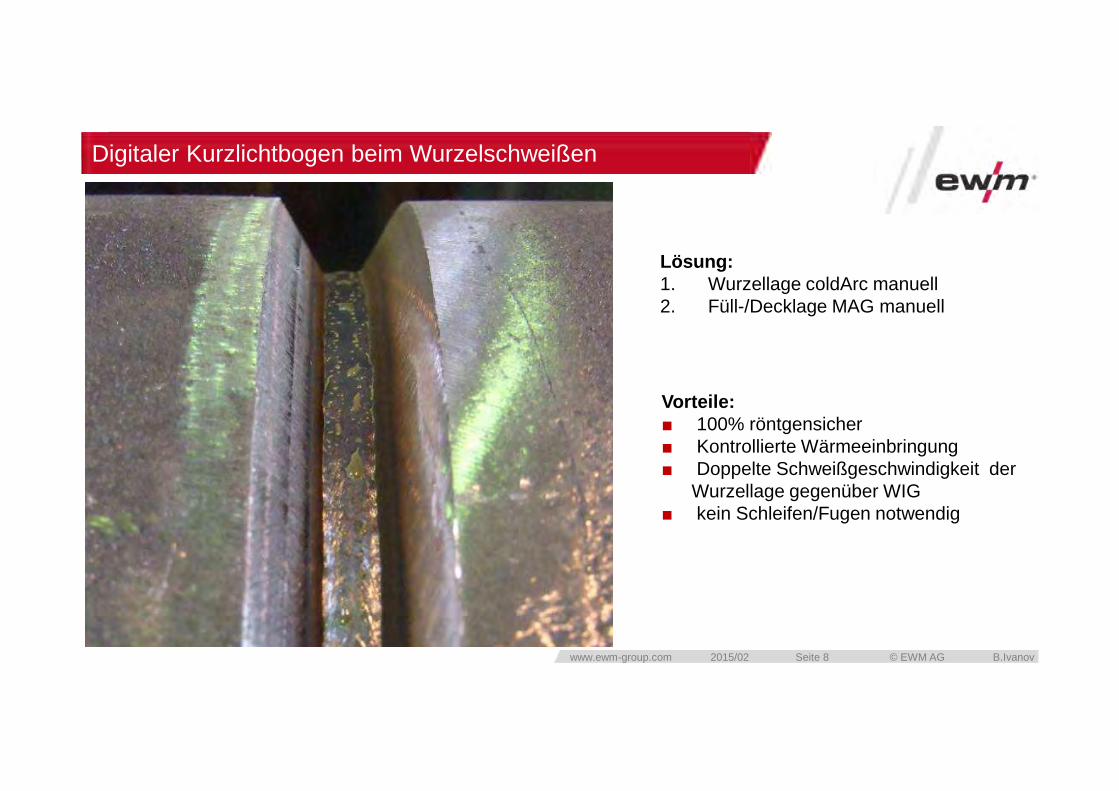
Digitaler Kurzlichtbogen beim Wurzelschweißen
Lösung:1. Wurzellage coldArc manuell2. Füll-/Decklage MAG manuell
Vorteile:■ 100% röntgensicher■ Kontrollierte Wärmeeinbringung■ Doppelte Schweißgeschwindigkeit der
Wurzellage gegenüber WIG■ kein Schleifen/Fugen notwendig
www.ewm-group.com 2015/02 Seite 9 © EWM AG B.Ivanov
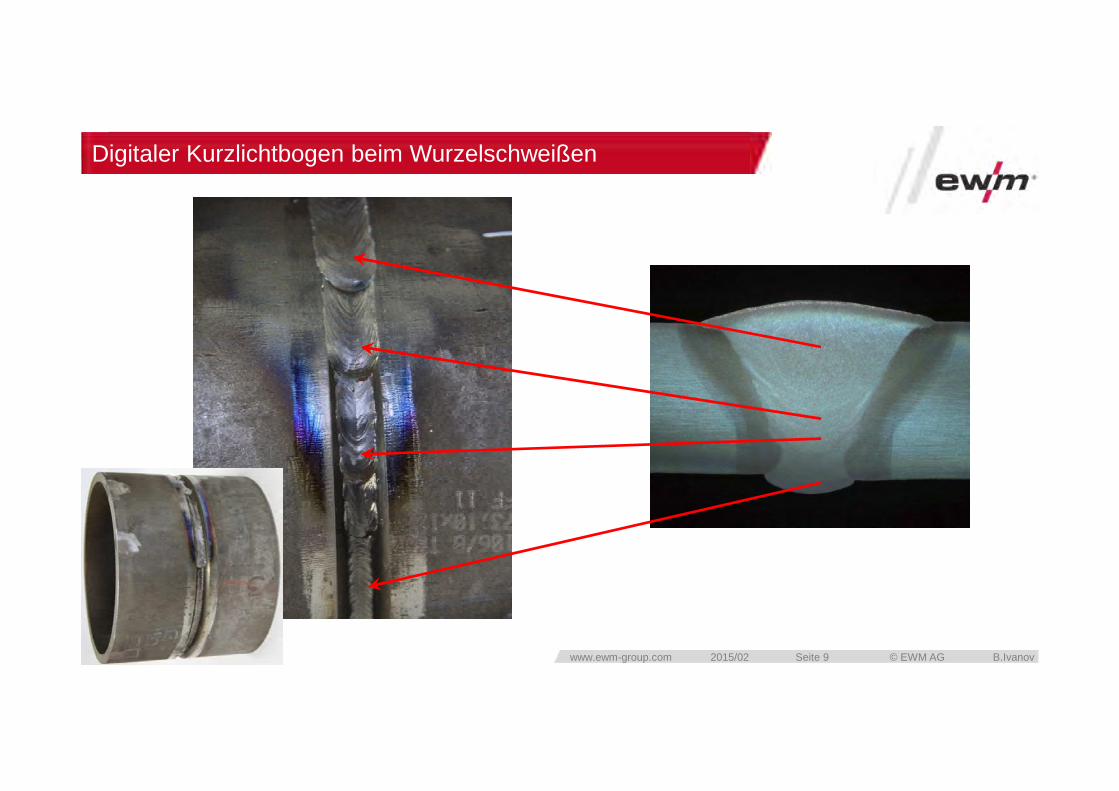
Digitaler Kurzlichtbogen beim Wurzelschweißen
www.ewm-group.com 2015/02 Seite 10 © EWM AG B.Ivanov
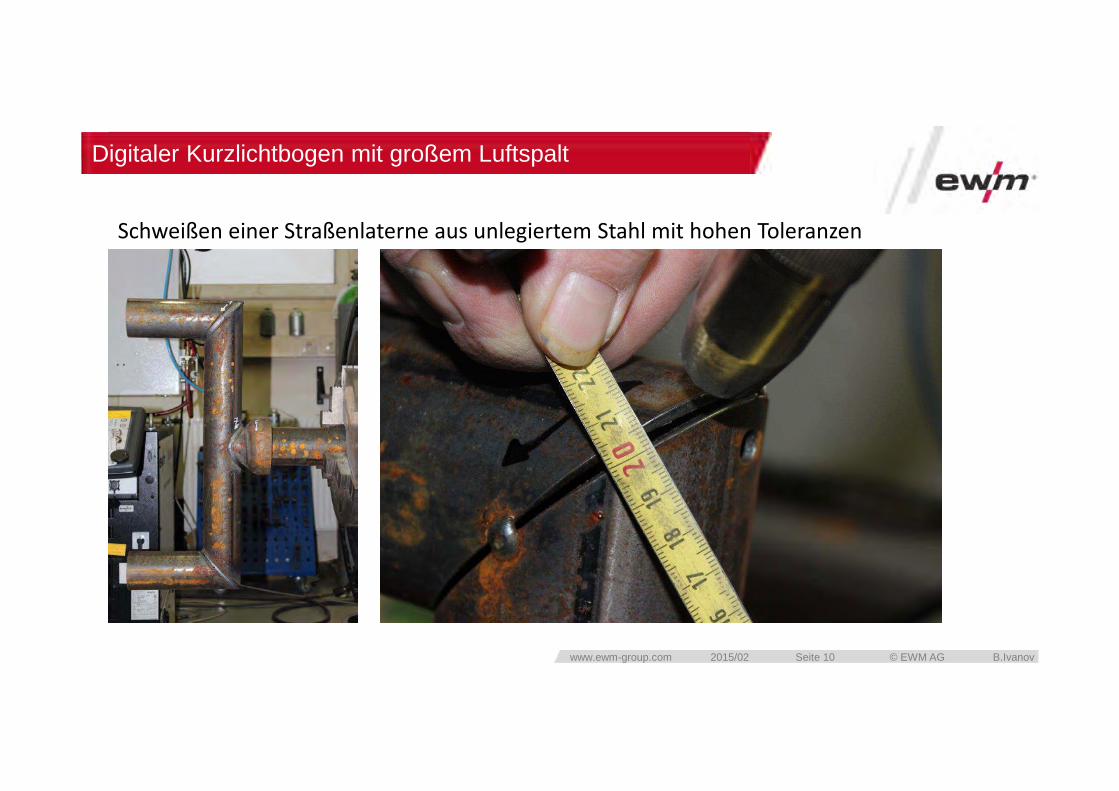
Digitaler Kurzlichtbogen mit großem Luftspalt
Schweißen einer Straßenlaterne aus unlegiertem Stahl mit hohen Toleranzen

www.ewm-group.com 2015/02 Seite 11 © EWM AG B.Ivanov
Digitaler Kurzlichtbogen mit großem Luftspalt
Vorteile:� deutlich weniger Spritzer� ein Parametersatz� konstante Pendelbreite� sehr gut automatisierbar

www.ewm-group.com 2015/02 Seite 12 © EWM AG B.Ivanov
Sprühlichtbogen
Eigenschaften und Anwendung
� Instabil in engen Räumen
☺ Hohe Leistungen
☺ Dünnblech bei hohen
Schweißgeschwindigkeiten
☺ Dickblech
☺ Mehrlagenschweißungen

www.ewm-group.com 2015/02 Seite 13 © EWM AG B.Ivanov
Richtungsstabilität des Lichtbogens
www.ewm-group.com 2015/02 Seite 14 © EWM AG B.Ivanov
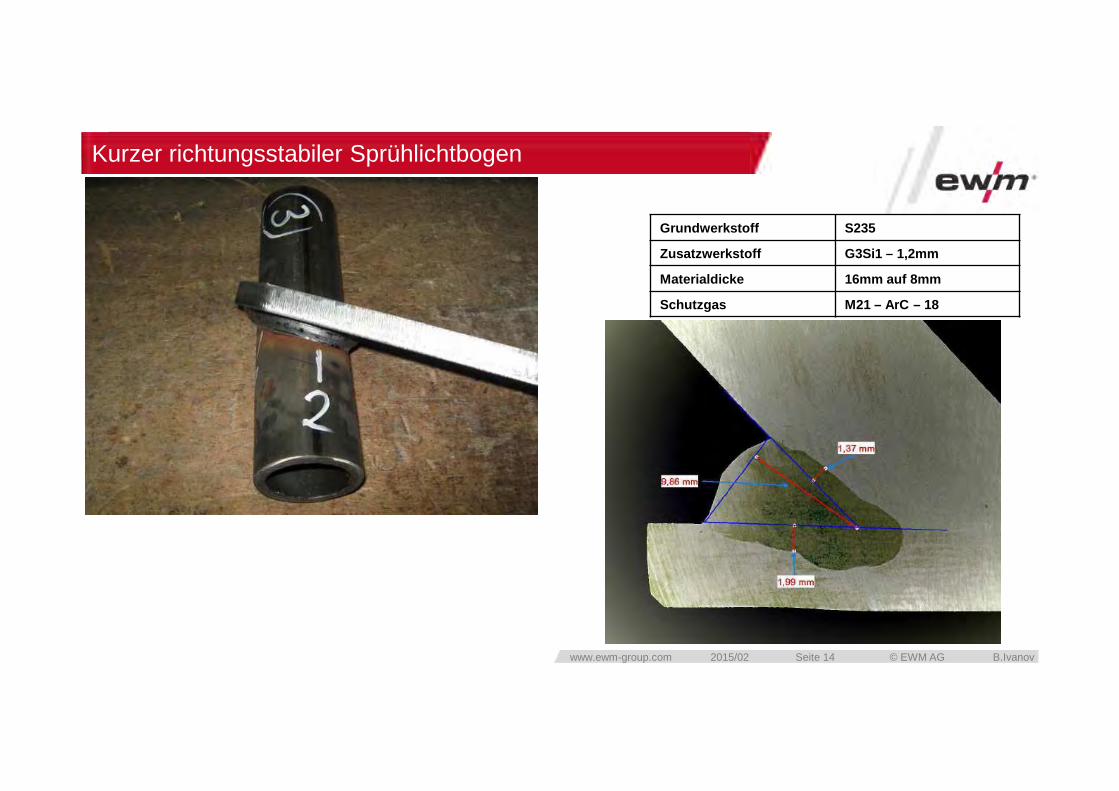
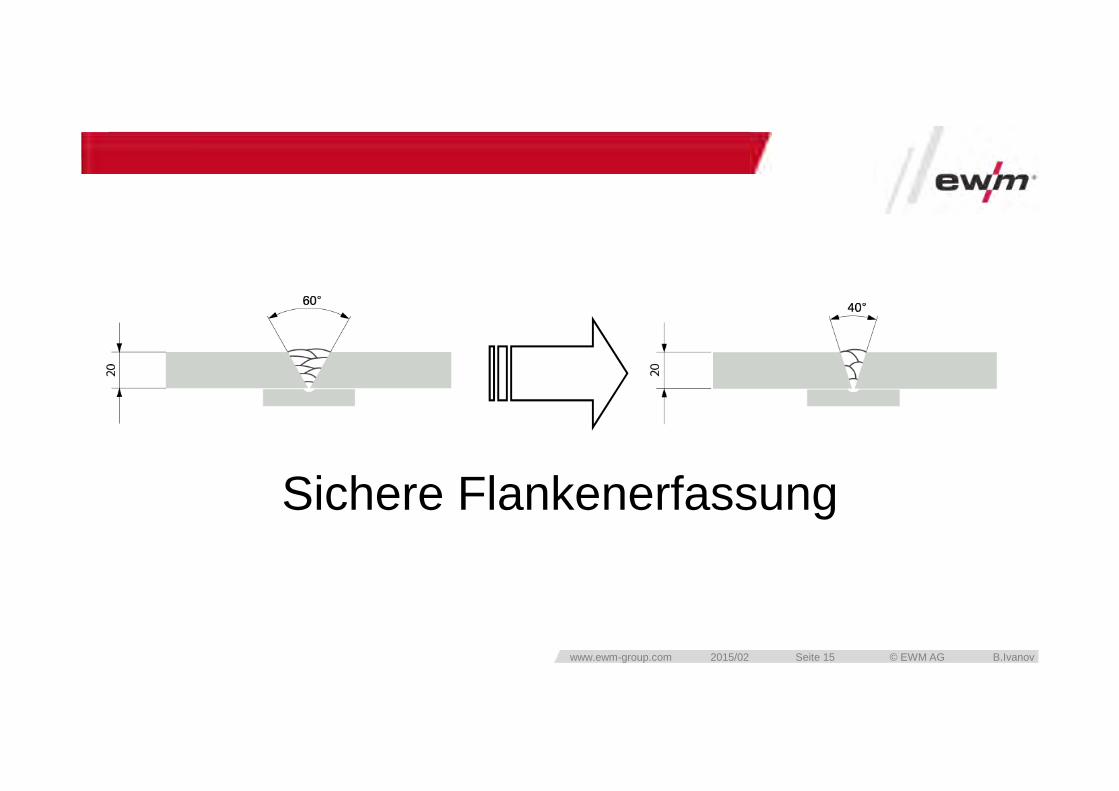
Kurzer richtungsstabiler Sprühlichtbogen
Grundwerkstoff S235
Zusatzwerkstoff G3Si1 – 1,2mm
Materialdicke 16mm auf 8mm
Schutzgas M21 – ArC – 18
www.ewm-group.com 2015/02 Seite 15 © EWM AG B.Ivanov
Sichere Flankenerfassung
www.ewm-group.com 2015/02 Seite 16 © EWM AG B.Ivanov
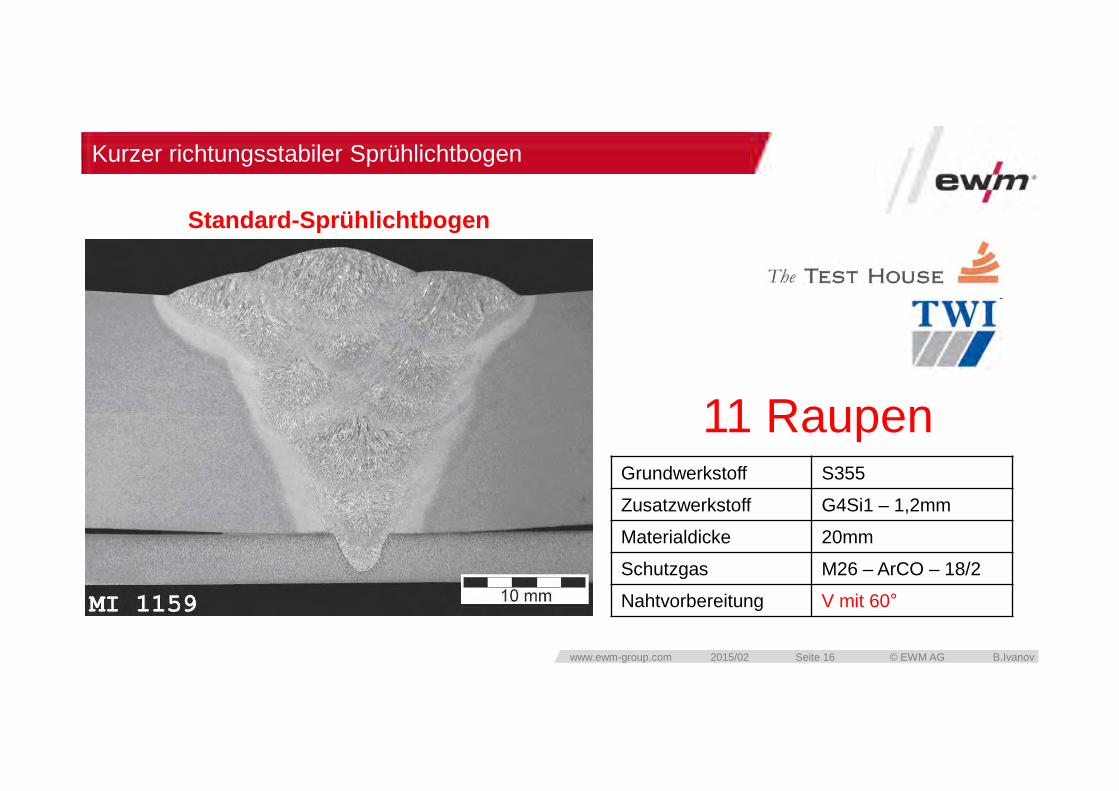
Standard-Sprühlichtbogen
11 RaupenGrundwerkstoff S355
Zusatzwerkstoff G4Si1 – 1,2mm
Materialdicke 20mm
Schutzgas M26 – ArCO – 18/2
Nahtvorbereitung V mit 60°
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 17 © EWM AG B.Ivanov
forceArc ®
5 RaupenGrundwerkstoff S355
Zusatzwerkstoff G4Si1 – 1,2mm
Materialdicke 20mm
Schutzgas M26 – ArCO – 18/2
Nahtvorbereitung V mit 40°
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 18 © EWM AG B.Ivanov
forceArc ®
5 Raupen50% kürzere Schweißzeit
Grundwerkstoff S355
Zusatzwerkstoff G4Si1 – 1,2mm
Materialdicke 20mm
Schutzgas M26 – ArCO – 18/2
Nahtvorbereitung V mit 30°
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 19 © EWM AG B.Ivanov
60° 40° 30°
Härte: 150-235 HV Härte: 146-274 HV Härte: 142-287 HV
Kerbschlagarbeit SG (-20°): 65 (Soll 27) Joule Kerbs chlagarbeit SG (-20°): 35 (Soll 27) Joule Kerbschlag arbeit SG (-20°): 46 (Soll 27) Joule
Kerbschlagarbeit WEZ (-20°): 133 (Soll 27) Joule Ker bschlagarbeit WEZ (-20°): 151 (Soll 27) Joule Kerbsc hlagarbeit WEZ (-20°): 157 (Soll 27) Joule
Zugfestigkeit: 551 (Soll 470) MPa Zugfestigkeit: 554 (Soll 470) MPa Zugfestigkeit: 559 (Soll 470) MPa
Grundwerkstoff S355
Zusatzwerkstoff G4Si – 1,2mm
Materialdicke 20mm
Schutzgas M26 – ArCo – 18/2
Nahtvorbereitung V mit 60 °, 40° und 30°
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 20 © EWM AG B.Ivanov
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 21 © EWM AG B.Ivanov
30 mm
Davor Danach
25°
beidseitiges Schweißen(innen E-Hand)
einseitiges Schweißenmit forceArc
Kurzer richtungsstabiler Sprühlichtbogen
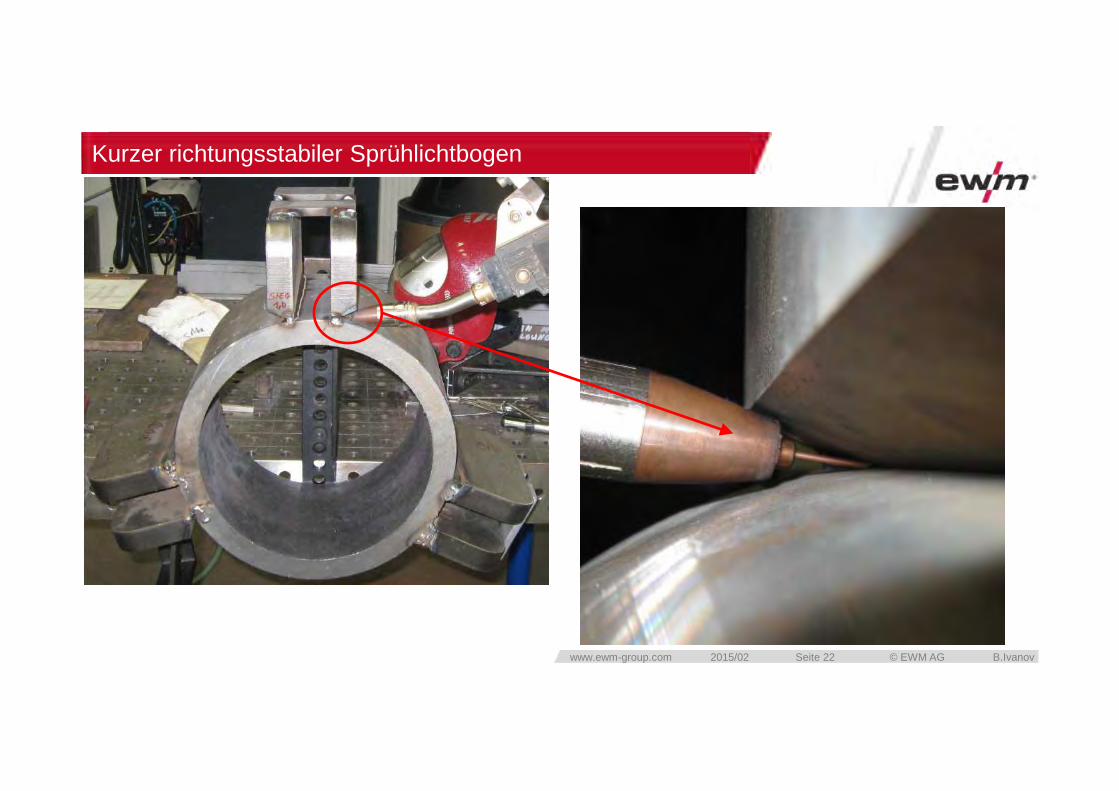
www.ewm-group.com 2015/02 Seite 22 © EWM AG B.Ivanov
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 23 © EWM AG B.Ivanov
Kurzer richtungsstabiler Sprühlichtbogen

www.ewm-group.com 2015/02 Seite 24 © EWM AG B.Ivanov
Kurzer richtungsstabiler Sprühlichtbogen

/// Perfektion als Prinzip
B.Ivanov © EWM AG 2015/01 www.ewm-group.com Seite 25
Prozesse WIG
www.ewm-group.com 2015/02 Seite 26 © EWM AG B.Ivanov
WIG manuell
Eigenschaften und Anwendung
� Oft unwirtschaftlich und teuer
☺ Höchste Qualität

www.ewm-group.com 2015/02 Seite 27 © EWM AG B.Ivanov
Einteilung der Schweißverfahren nach DIN ISO 857-1
Benennung Kurzzeichen
Bespiele Schutzgasschweißen Bewegungs-/ Arbeitsabläufe
WIG MSGBrenner/
WerkstoffführungZusatz-
vorschubWerkstück-handhabung
Handschweißen (Manuelles Schweißen)
m
Nicht möglich, da verfahrens- bedingt
Zusatz von Rollevon Hand von Hand von Hand
Teilmechanisches Schweißen
tvon Hand mechanisch von Hand
Vollmechanisches Schweißen
vmechanisch mechanisch von Hand
Automatisches Schweißen
amechanisch mechanisch mechanisch
Vergleich des Mechanisierungsgrad beim WIG und MSG Schweißen
www.ewm-group.com 2015/02 Seite 28 © EWM AG B.Ivanov
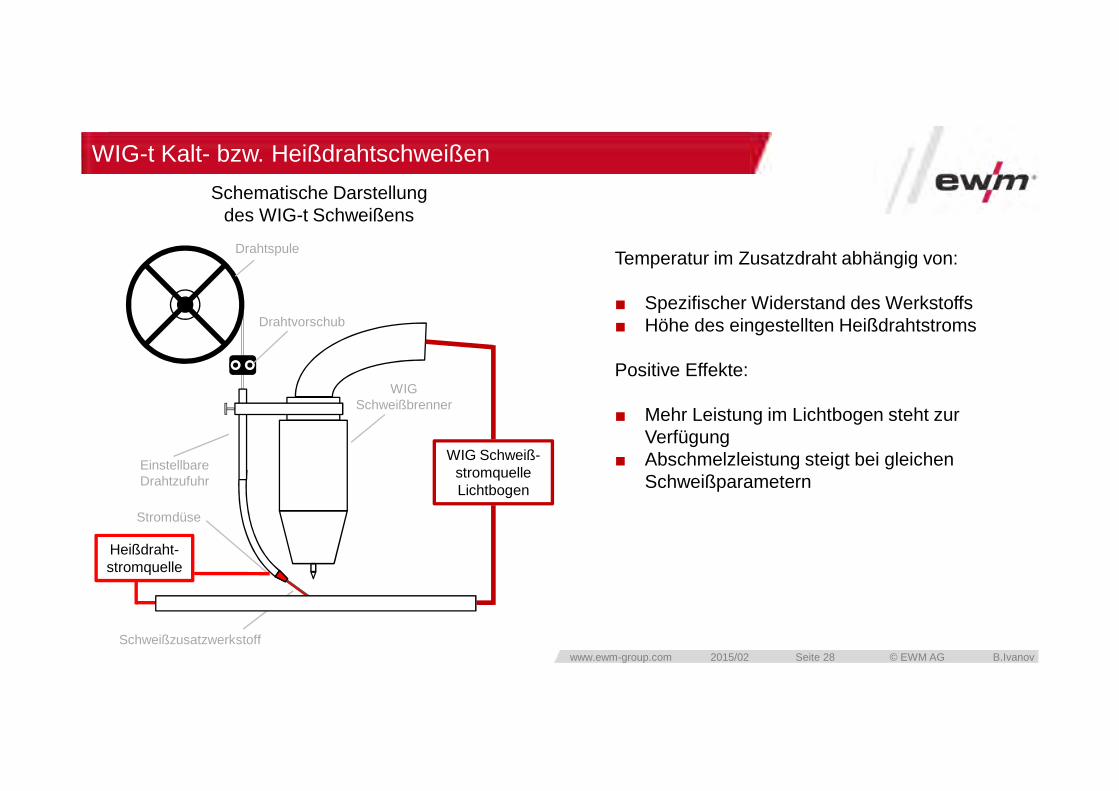
WIG-t Kalt- bzw. Heißdrahtschweißen
Drahtspule
Drahtvorschub
WIG Schweißbrenner
Stromdüse
Schweißzusatzwerkstoff
EinstellbareDrahtzufuhr
Temperatur im Zusatzdraht abhängig von:
■ Spezifischer Widerstand des Werkstoffs■ Höhe des eingestellten Heißdrahtstroms
Positive Effekte:
■ Mehr Leistung im Lichtbogen steht zur Verfügung
■ Abschmelzleistung steigt bei gleichen Schweißparametern
Schematische Darstellung des WIG-t Schweißens
WIG Schweiß-stromquelleLichtbogen
Heißdraht-stromquelle
www.ewm-group.com 2015/02 Seite 29 © EWM AG B.Ivanov
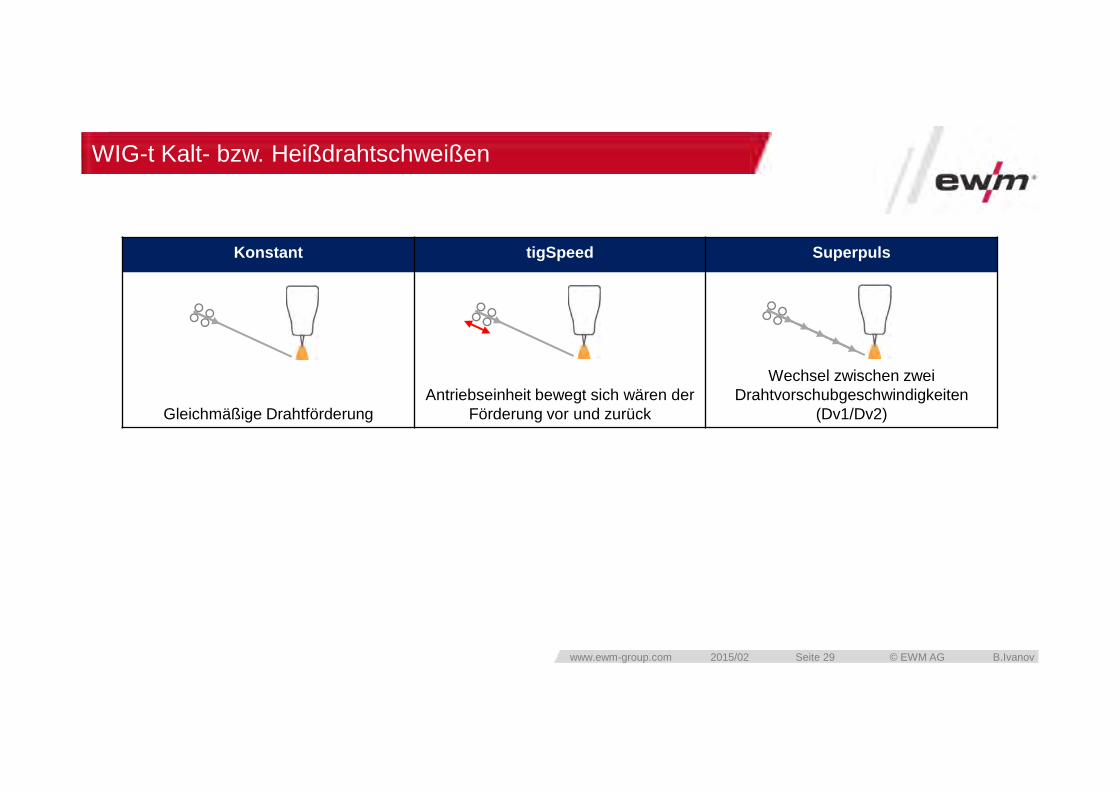
Konstant tigSpeed Superpuls
Gleichmäßige DrahtförderungAntriebseinheit bewegt sich wären der
Förderung vor und zurück
Wechsel zwischen zwei Drahtvorschubgeschwindigkeiten
(Dv1/Dv2)
WIG-t Kalt- bzw. Heißdrahtschweißen
www.ewm-group.com 2015/02 Seite 30 © EWM AG B.Ivanov
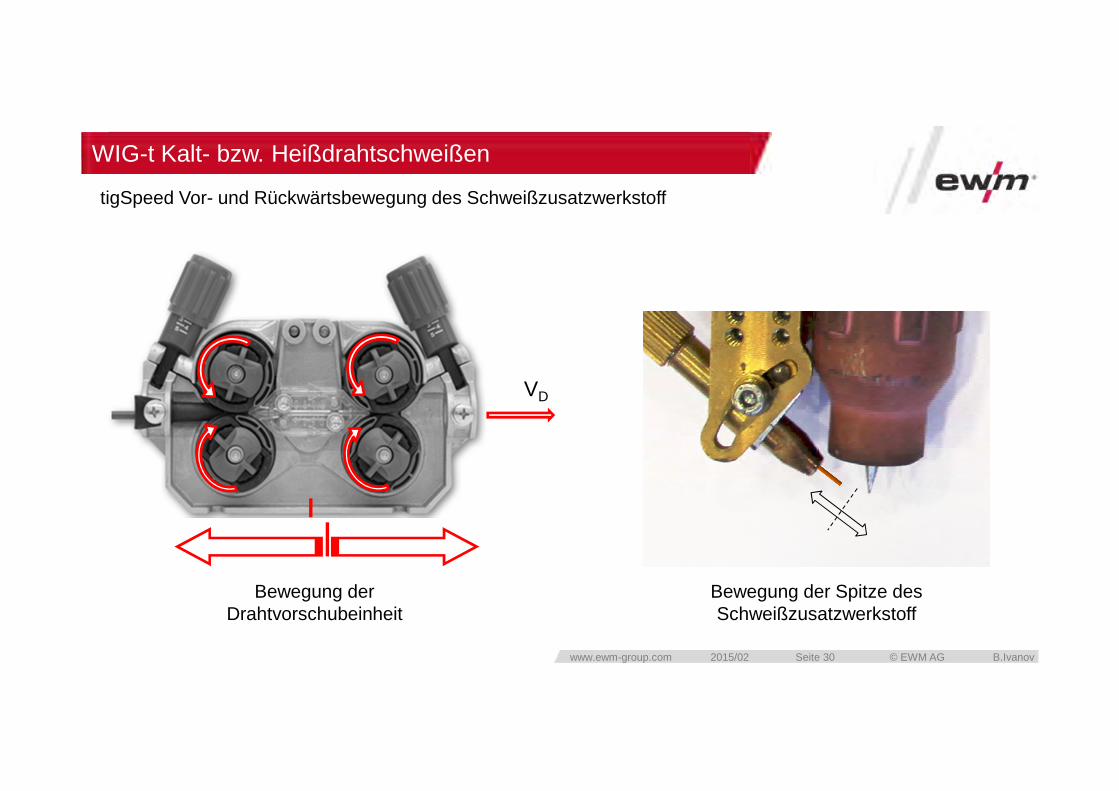
WIG-t Kalt- bzw. Heißdrahtschweißen
Bewegung der Drahtvorschubeinheit
Bewegung der Spitze des Schweißzusatzwerkstoff
VD
tigSpeed Vor- und Rückwärtsbewegung des Schweißzusatzwerkstoff

www.ewm-group.com 2015/02 Seite 31 © EWM AG B.Ivanov
WIG-t Kalt- bzw. Heißdrahtschweißen
tigSpeed Vor- und Rückwärtsbewegung des Schweißzusatzwerkstoff
Schweißparameter
Schweißstrom: 270 A
Drahtvorschub: 3,2 m/min
Heißdraht: 80 A
Frequenz der Vor- und Rückwärtsbewegung: 16 Hz
Bildfrequenz der Aufnahme: 2500 Bilder / Sekunde

www.ewm-group.com 2015/02 Seite 32 © EWM AG B.Ivanov
tigSpeed
Rohrleitungsbau, Wurzelschweißen Zwangslagen, steigend schweißen
Zwangslage, horizontal Schweißen langer Nähte

www.ewm-group.com 2015/02 Seite 33 © EWM AG B.Ivanov
tigSpeed
tigSpeed drive 45 coldwire hotwire
Drahtgeschweindigkeit 0,5m/min – 15 m/min
Netzsicherung (träge) 1 x 16 A
Netspannung (Tolleranzen) 1 x 230V (-40% -+ 15%)
Heißdrahtstrom - 40 A – 180 A
Einschaltdauer 40°C (Heißdrahtstrom) - 180 A 35 %
- 150 A 60 %
- 130 A / 100 %
Frequenz tigSpeed 1Hz – 16 Hz
Maße Drahtvorschub LxBxH in mm 625 x 342 x 480
Gewicht Drahtvorschub 29 kg 33 kg

www.ewm-group.com 2015/02 Seite 34 © EWM AG B.Ivanov
WIG tigSpeed drive 45 cold / hotwire Brenner
mini
„flex2“
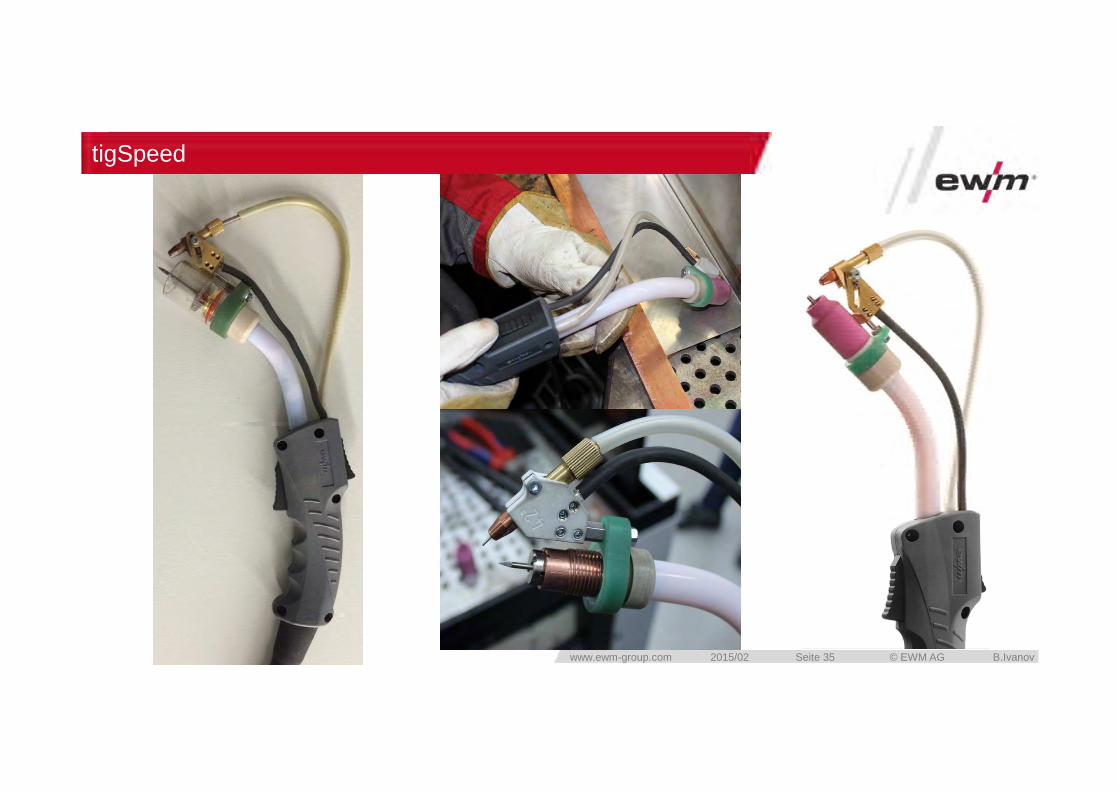
www.ewm-group.com 2015/02 Seite 35 © EWM AG B.Ivanov
tigSpeed

www.ewm-group.com 2015/02 Seite 36 © EWM AG B.Ivanov
tigSpeed

www.ewm-group.com 2015/02 Seite 37 © EWM AG B.Ivanov
WIG automatisiert
Eigenschaften und Anwendung
� Kompliziert in der Einstellung
� Wiederholbarkeit der Ergebnisse
☺ Höchste Qualität

www.ewm-group.com 2015/02 Seite 38 © EWM AG B.Ivanov
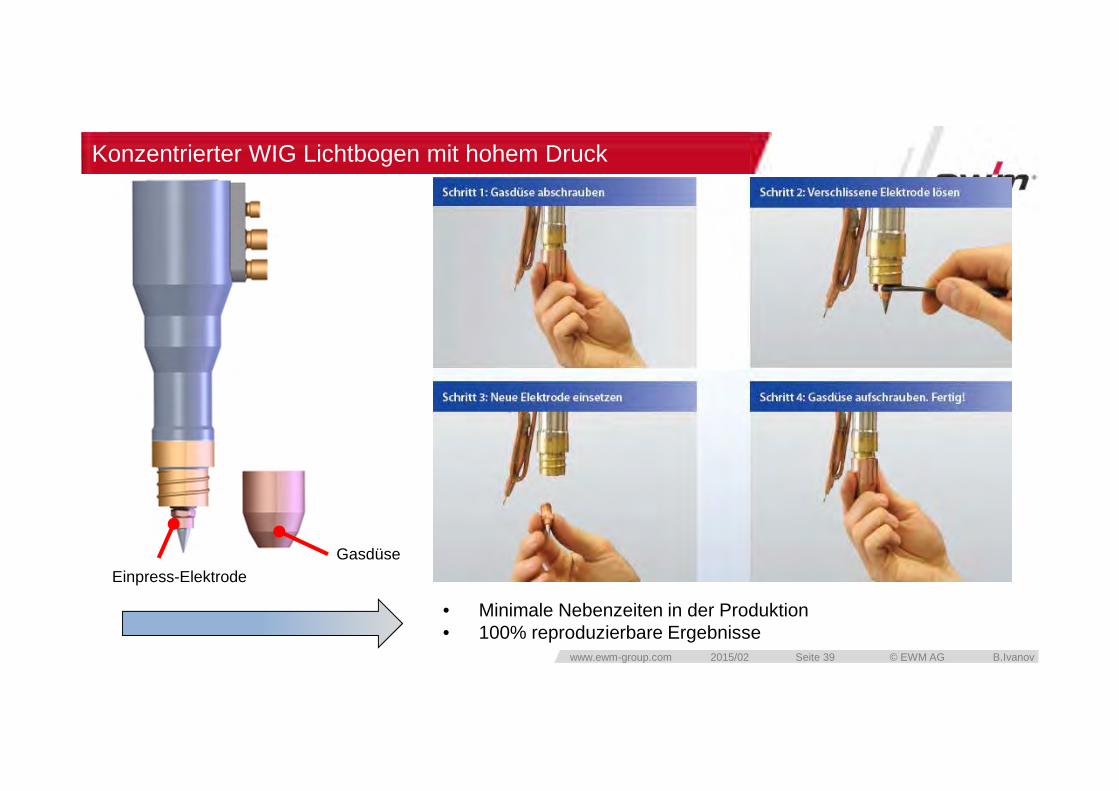
Konzentrierter WIG Lichtbogen mit hohem Druck
Lösungsansatz:
1. Verkleinerung der thermisch emittierenden
Elektrodenoberfläche
forcierte Kühlung der Anode und damit:
2. Erhöhung der Wärmestromdichte, sowie der elektrischen
Stromdichte
3. Erhöhung der Strömungsgeschwindigkeit des
Lichtbogenplasmas → Richtungsstabilität
4. Erhöhung des Lichtbogendrucks
5. Erhöhung der Einbrandtiefe
WIG forceTig®
www.ewm-group.com 2015/02 Seite 39 © EWM AG B.Ivanov
Einpress-Elektrode Gasdüse
• Minimale Nebenzeiten in der Produktion• 100% reproduzierbare Ergebnisse
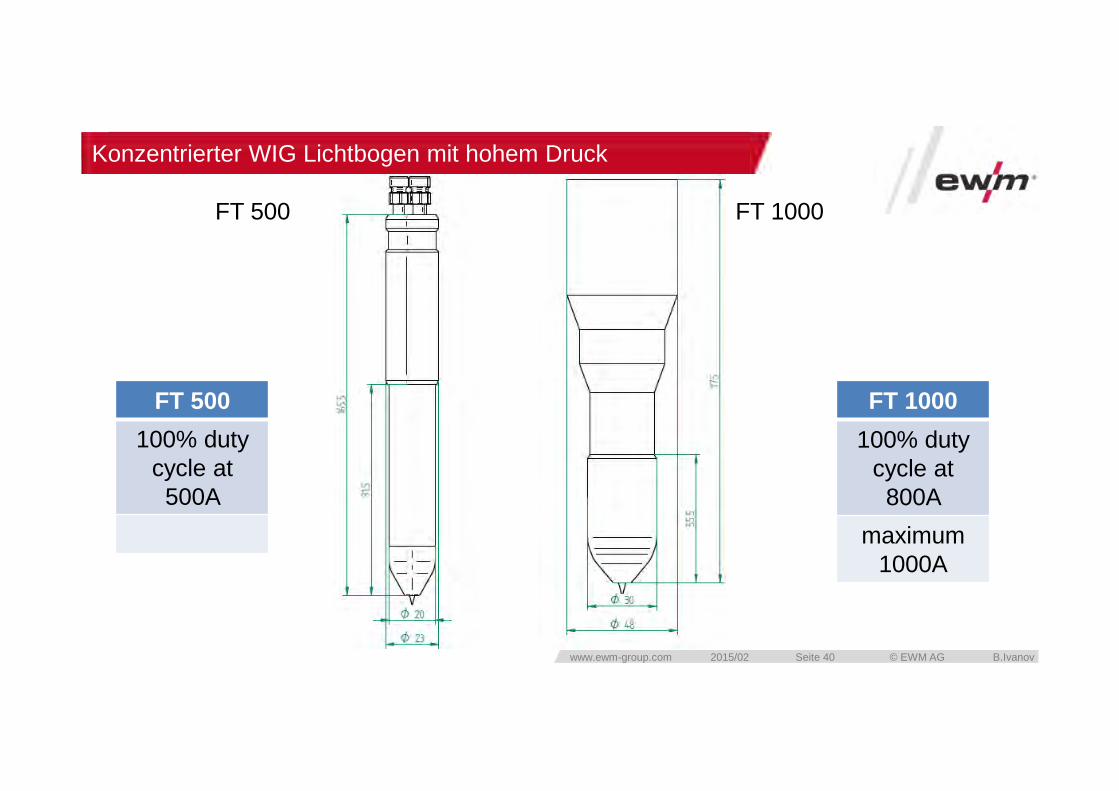
Konzentrierter WIG Lichtbogen mit hohem Druck
www.ewm-group.com 2015/02 Seite 40 © EWM AG B.Ivanov
FT 500 FT 1000
FT 500
100% dutycycle at500A
FT 1000
100% dutycycle at800A
maximum1000A
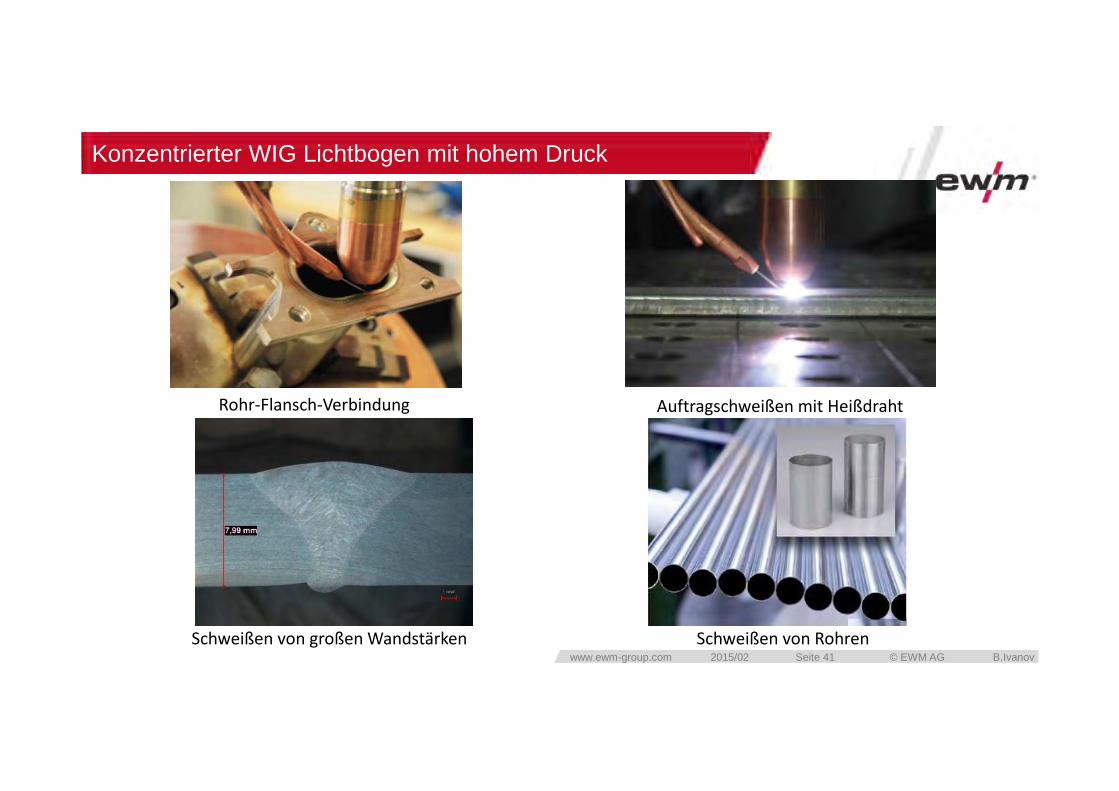
Konzentrierter WIG Lichtbogen mit hohem Druck
www.ewm-group.com 2015/02 Seite 41 © EWM AG B.Ivanov
Rohr-Flansch-Verbindung Auftragschweißen mit Heißdraht
Schweißen von großen Wandstärken Schweißen von Rohren
Konzentrierter WIG Lichtbogen mit hohem Druck

www.ewm-group.com 2015/02 Seite 42 © EWM AG B.Ivanov
Grundwerkstoff 1.4828 Rohr /1.4301 Flansch
Zusatzwerkstoff 1.4829 – 0,8mm
Materialdicke 1,2mm auf 7,0mm
Schutzgas 95%Ar 5%H
Konzentrierter WIG Lichtbogen mit hohem Druck

www.ewm-group.com 2015/02 Seite 43 © EWM AG B.Ivanov
Grundwerkstoff 1.4301
Zusatzwerkstoff 1.4576 – 1,0mm
Materialdicke 10,0mm
Schutzgas I1 – 100%Ar
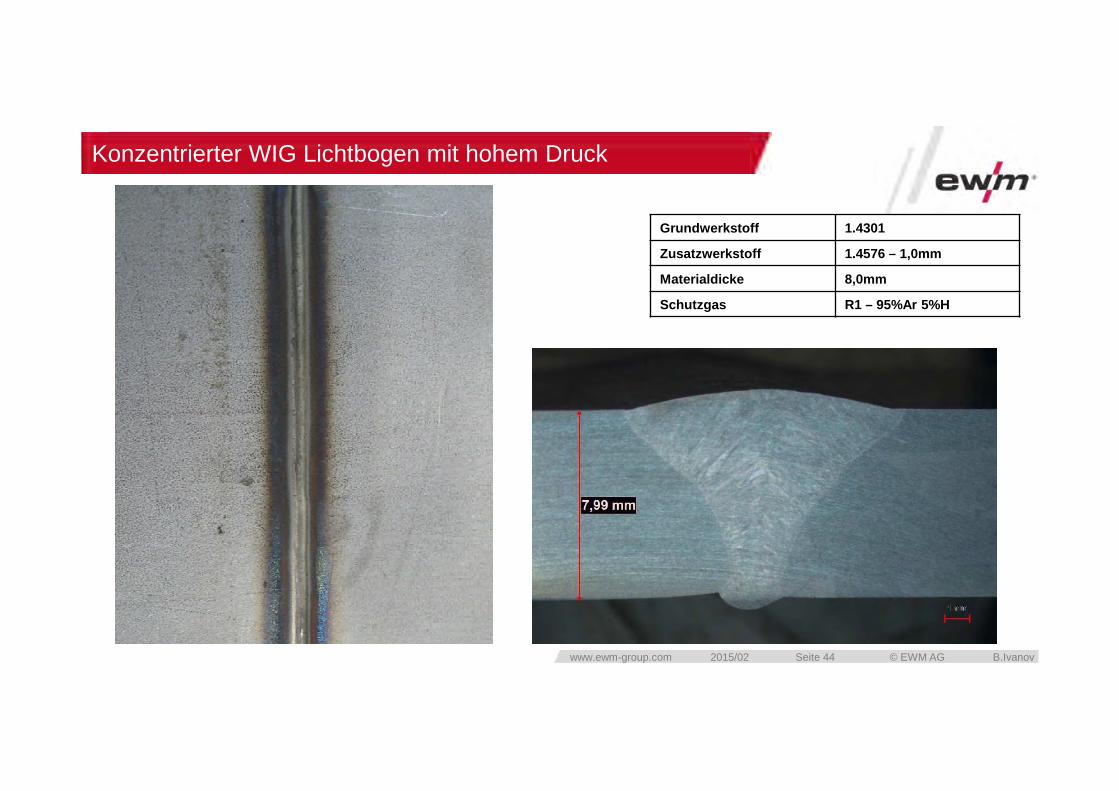
Konzentrierter WIG Lichtbogen mit hohem Druck
www.ewm-group.com 2015/02 Seite 44 © EWM AG B.Ivanov
Grundwerkstoff 1.4301
Zusatzwerkstoff 1.4576 – 1,0mm
Materialdicke 8,0mm
Schutzgas R1 – 95%Ar 5%H
Konzentrierter WIG Lichtbogen mit hohem Druck

www.ewm-group.com 2015/02 Seite 45 © EWM AG B.Ivanov
Grundwerkstoff 1.4301
Zusatzwerkstoff 1.4576 – 1,0mm
Materialdicke 10,0mm
Schutzgas R1 – 95%Ar 5%H
Konzentrierter WIG Lichtbogen mit hohem Druck

/// Perfektion als Prinzip
B.Ivanov © EWM AG 2015/01 www.ewm-group.com Seite 46
Vielen Dank für Ihre Aufmerksamkeit
Related Documents











