Dunkelberg / Mazurek ENERGETISCHE ANALYSE EINER VOLLELEKTRISCHEN SPRITZGUSSMASCHINE AUSWIRKUNGEN DER MATERIALART AUF DEN ENERGIEBEDARF

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Dunkelberg / Mazurek 1
ENERGETISCHE ANALYSE EINER VOLLELEKTRISCHEN SPRITZGUSSMASCHINE AUSWIRKUNGEN DER MATERIALART AUF DEN ENERGIEBEDARF

Dunkelberg / Mazurek 2
Fachgebiet umweltgerechte Produkte und Prozesse Lehrstuhlinhaber Prof. Dr.-Ing. Jens Hesselbach
Universitäre Lehre • Life Cycle Engineering • Messen von Stoff- und Energieströmen • Energieeffiziente Produktion • Energiemanagementsysteme • Simulationsgestützte Steuerung
vernetzter Systeme • Simulation und Steuerung von
Produktions- und Energiesystemen
Forschungsschwerpunkte 1. Klima-, energie- und
ressourceneffiziente Produktion 2. Modellierung, Simulation und
Steuerung von Produktion und Umfeld 3. Dezentrale Energieversorgung und
Erneuerbare Energien 4. Life Cycle Engineering

Dunkelberg / Mazurek 3
Simulation Potentialermittlung
Steuerung
Forschungsvorgehen und -ansätze
Zuständiger Doktorand: Heiko Dunkelberg
Ansatz
Prozess
Maschine
TGA-Infrastruktur
Dezentrale Energie
Net
zver
sorg
un
gEn
ergi
ebe
dar
f
EProzess
EMaschine
ETGA
EDezE
ENetz
Eges
Quelle: angelehnt an Smart Consumer, 2014
Dunkelberg / Mazurek 4
• Hintergrund
• Messaufbau
• Ergebnisse
• Ausblick
Agenda
Dunkelberg / Mazurek 5
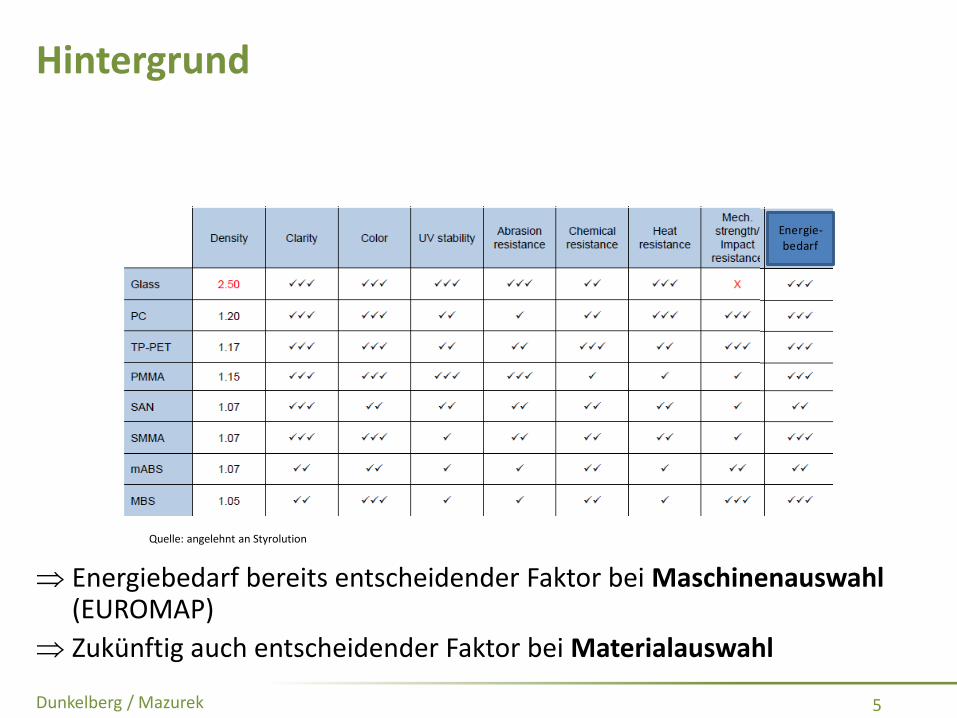
Energiebedarf bereits entscheidender Faktor bei Maschinenauswahl (EUROMAP)
Zukünftig auch entscheidender Faktor bei Materialauswahl
Hintergrund
Quelle: angelehnt an Styrolution
Energie-bedarf

Dunkelberg / Mazurek 6
Analyse des Energiebedarfes beim Spritzgießen bei der Verarbeitung unterschiedlicher Materialien
- unter der Berücksichtigung von Parametervariationen und der Materialfeuchte -
Zielstellung der Untersuchungen

Dunkelberg / Mazurek 7
MESSAUFBAU

Dunkelberg / Mazurek 8
Der Zyklusablauf beim Spritzgießen
Quelle: angelehnt an Wortberg, 2013
Dunkelberg / Mazurek 9
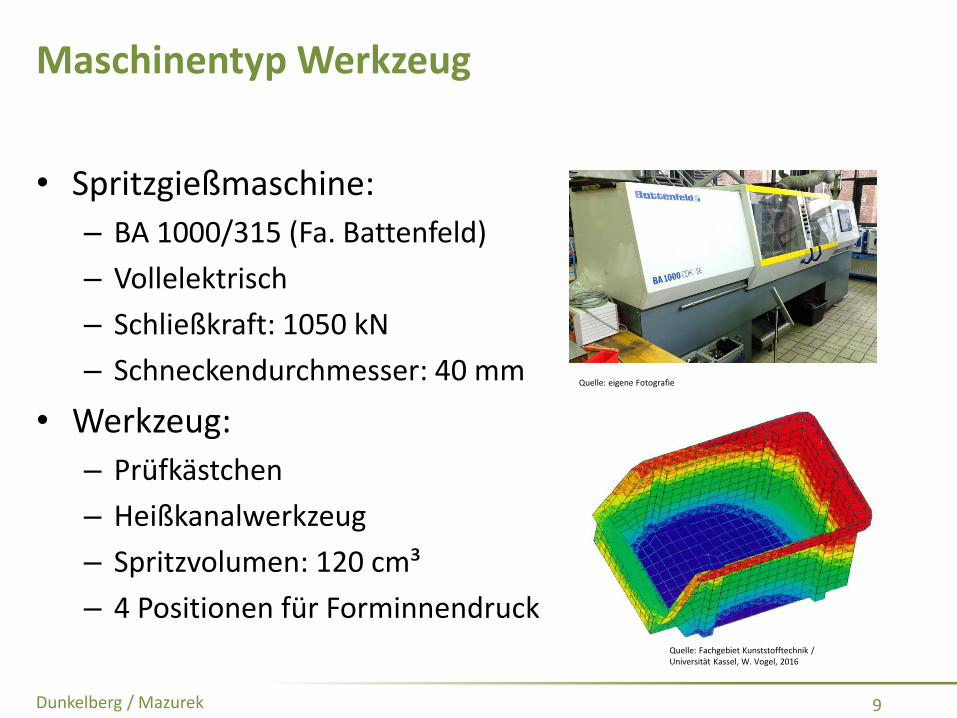
• Spritzgießmaschine:
– BA 1000/315 (Fa. Battenfeld)
– Vollelektrisch
– Schließkraft: 1050 kN
– Schneckendurchmesser: 40 mm
• Werkzeug:
– Prüfkästchen
– Heißkanalwerkzeug
– Spritzvolumen: 120 cm³
– 4 Positionen für Forminnendruck
Maschinentyp Werkzeug
Quelle: Fachgebiet Kunststofftechnik / Universität Kassel, W. Vogel, 2016
Quelle: eigene Fotografie

Dunkelberg / Mazurek 10
• Spritzgießmaschine:
– Allrounder 520 E
– Vollelektrisch
– Schließkraft: 1500 kN
– Schneckendurchmesser: 45 mm
• Werkzeug:
– Prüfplatte
– Spritzvolumen: variabel
– 2 Positionen für Forminnendruck
Maschinentyp Werkzeug
Quelle: eigene Fotografie
Quelle: Arburg, 2016
Dunkelberg / Mazurek 11
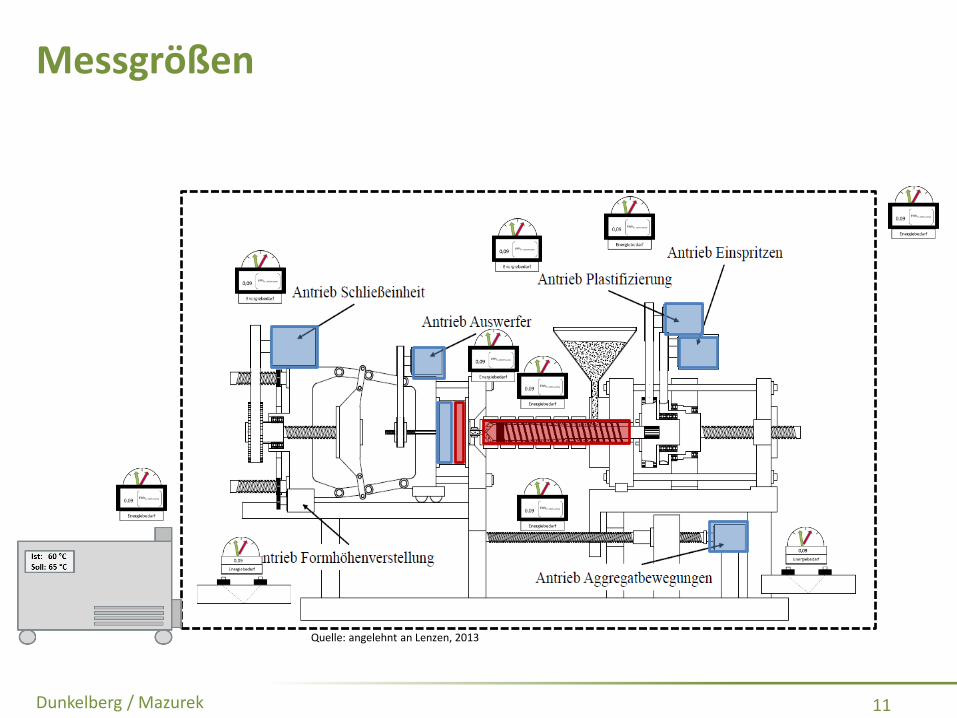
Messgrößen
Quelle: angelehnt an Lenzen, 2013
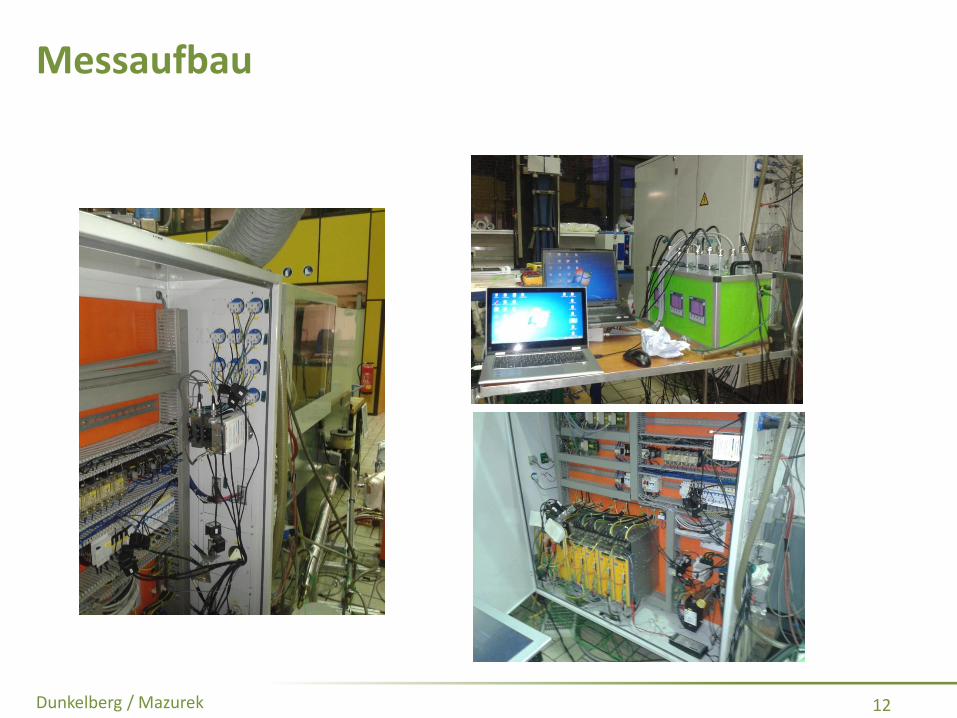
Dunkelberg / Mazurek 12
Messaufbau
Dunkelberg / Mazurek 13
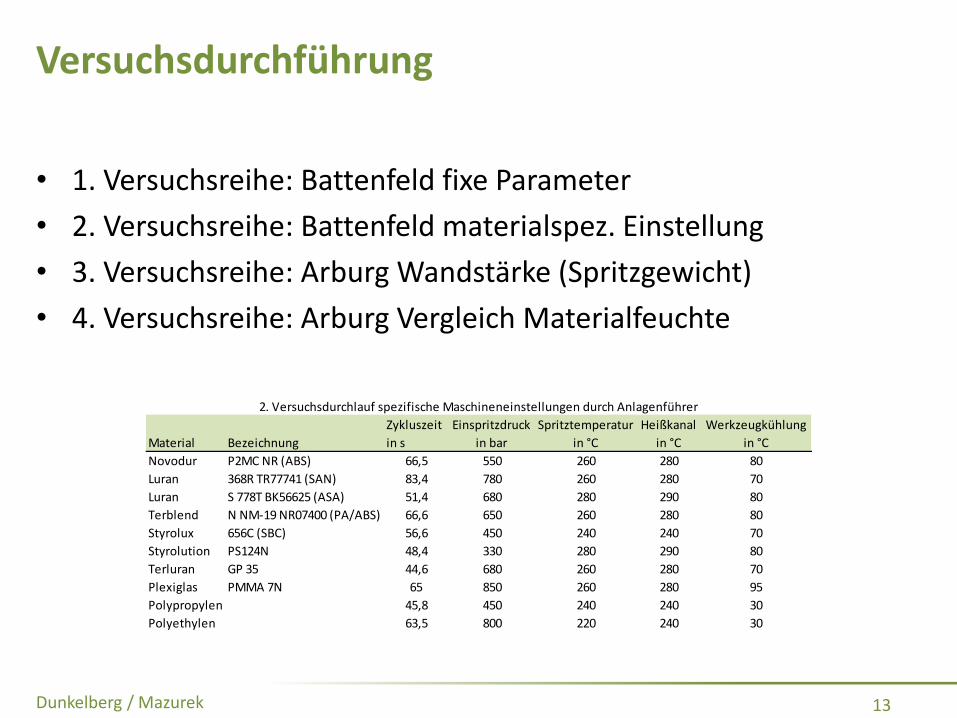
• 1. Versuchsreihe: Battenfeld fixe Parameter
• 2. Versuchsreihe: Battenfeld materialspez. Einstellung
• 3. Versuchsreihe: Arburg Wandstärke (Spritzgewicht)
• 4. Versuchsreihe: Arburg Vergleich Materialfeuchte
Versuchsdurchführung
Material Bezeichnung
Zykluszeit
in s
Einspritzdruck
in bar
Spritztemperatur
in °C
Heißkanal
in °C
Werkzeugkühlung
in °C
Novodur P2MC NR (ABS) 66,5 550 260 280 80
Luran 368R TR77741 (SAN) 83,4 780 260 280 70
Luran S 778T BK56625 (ASA) 51,4 680 280 290 80
Terblend N NM-19 NR07400 (PA/ABS) 66,6 650 260 280 80
Styrolux 656C (SBC) 56,6 450 240 240 70
Styrolution PS124N 48,4 330 280 290 80
Terluran GP 35 44,6 680 260 280 70
Plexiglas PMMA 7N 65 850 260 280 95
Polypropylen 45,8 450 240 240 30
Polyethylen 63,5 800 220 240 30
2. Versuchsdurchlauf spezifische Maschineneinstellungen durch Anlagenführer
Dunkelberg / Mazurek 14
ERGEBNISSE
Dunkelberg / Mazurek 15
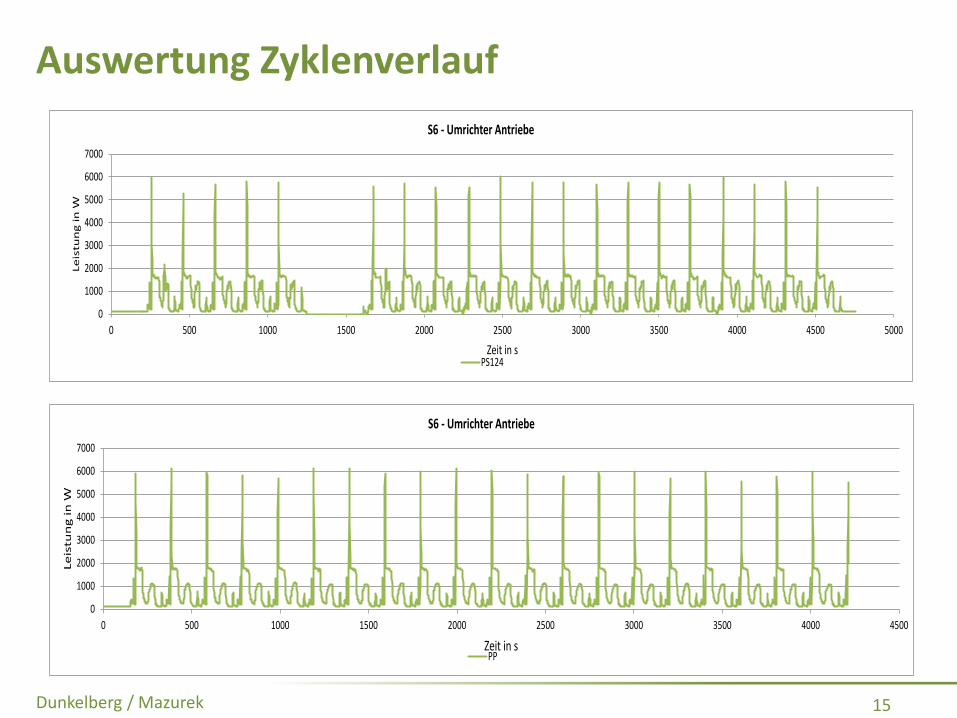
Auswertung Zyklenverlauf
0
1000
2000
3000
4000
5000
6000
7000
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Le
istu
ng
in
W
Zeit in s
S6 - Umrichter Antriebe
PS124
0
1000
2000
3000
4000
5000
6000
7000
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Le
istu
ng
in
W
Zeit in s
S6 - Umrichter Antriebe
PP

Dunkelberg / Mazurek 16
Reproduzierbarkeit Versuchsreihe 1
0
2000
4000
6000
8000
10000
12000
14000
0 10 20 30 40 50 60 70 80 90 100
Leis
tung
in W
Zeit in s
Antriebe PMMA @ 980 bar
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10
0
1000
2000
3000
4000
5000
6000
7000
0 10 20 30 40 50 60 70 80 90 100
Leis
tung
[W]
Zeit [s]
Antriebe PP @ 700 bar
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10

Dunkelberg / Mazurek 17
Reproduzierbarkeit Versuchsreihe 2
0
500
1000
1500
2000
2500
0 10 20 30 40 50 60
Leis
tung
inW
Zeit in s
Antriebe PP @ 450 bar
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10
0
1000
2000
3000
4000
5000
6000
7000
0 10 20 30 40 50 60 70 80
Leist
ung
in W
Zeit in s
Antriebe PMMA @ 850 bar
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10

Dunkelberg / Mazurek 18
Gesamtleistungsaufnahme am Beispiel PS 124
0
1000
2000
3000
4000
5000
6000
7000
0 10 20 30 40 50 60 70 80 90 100
Leis
tun
g [W
]
Zeit [s]
S6 - Umrichter Antriebe
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 10 20 30 40 50 60 70 80 90 100
Leis
tun
g [W
]
Zeit [s]
S2 - Zylinderheizung
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10
0
2000
4000
6000
8000
10000
12000
14000
16000
0 10 20 30 40 50 60 70 80 90 100
Leis
tun
g [W
]
Zeit [s]
S5 - Gesamtleistung SGM
Datenreihen1
Datenreihen2
Datenreihen3
Datenreihen4
Datenreihen5
Datenreihen6
Datenreihen7
Datenreihen8
Datenreihen9
Datenreihen10
+
Dunkelberg / Mazurek 19
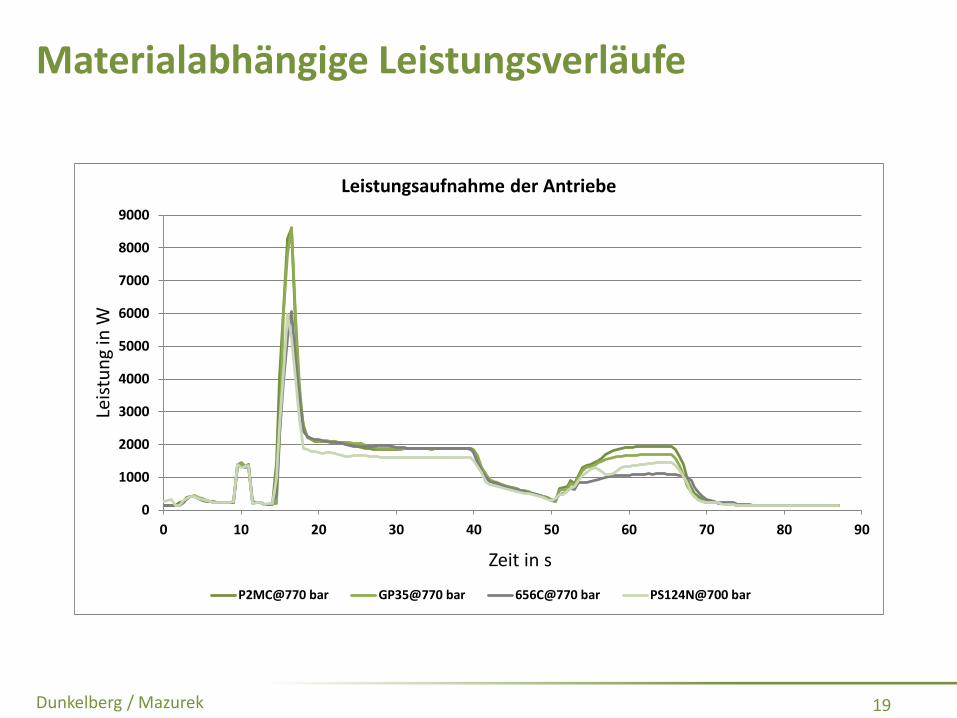
Materialabhängige Leistungsverläufe
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 10 20 30 40 50 60 70 80 90
Leis
tun
g in
W
Zeit in s
Leistungsaufnahme der Antriebe
P2MC@770 bar GP35@770 bar 656C@770 bar PS124N@700 bar

Dunkelberg / Mazurek 20
PP Zyklusvergleich
0
1000
2000
3000
4000
5000
6000
7000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95
Leist
ung
in W
Zeit in s
PP
Schließen [W] Dosieren [W] Einspritzen ges [W] Verfahren ges [W] Auswerfer [W]
0
1000
2000
3000
4000
5000
6000
7000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95
Leist
ung i
n W
Zeit in s
PP
Schließen [W] Dosieren [W] Einspritzen ges [W] Verfahren ges [W] Auswerfer [W]
Versuchsreihe 1
Versuchsreihe 2
0
1000
2000
3000
4000
5000
6000
7000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95
Leis
tung
in
W
Zeit in s
PP
Schließen [W] Dosieren [W] Einspritzen ges [W] Verfahren ges [W] Auswerfer [W]

Dunkelberg / Mazurek 21
Spezifischer Energiebedarf - Beispiel
Vorgang in Wh/Zyklus Versuch 1 Versuch 2 Versuch 1 Versuch 2
Schließen 1,8 1,5 1,8 1,4
Dosieren 5,8 5,2 5,4 4,7
Einspritzen ges 15,1 6,8 14,7 6,9
Verfahren ges 4,8 2,6 5,5 2,4
Auswerfer 0,1 0,1 0,1 0,1
Heizgerät 16,9 17,1 17,4 8,3
Heißkanal 1,7 1,0 1,7 0,7
Zylinderheizung 30,2 27,4 33,1 20,4
Düsenheizung 2,4 2,1 2,6 1,4
P2MC GP35Vorgang in Wh/Zyklus Versuch 1 Versuch 2 Versuch 1 Versuch 2
Schließen 1,8 1,5 1,8 1,4
Dosieren 5,8 5,2 5,4 4,7
Einspritzen ges 15,1 6,8 14,7 6,9
Verfahren ges 4,8 2,6 5,5 2,4
Auswerfer 0,1 0,1 0,1 0,1
Heizgerät 16,9 17,1 17,4 8,3
Heißkanal 1,7 1,0 1,7 0,7
Zylinderheizung 30,2 27,4 33,1 20,4
Düsenheizung 2,4 2,1 2,6 1,4
P2MC GP35

Dunkelberg / Mazurek 22
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
PP VS.1 PS VS.1 P2MC VS. 1
Ener
gie
in W
h je
Zyk
lus
Antriebe [Wh] Heizung [Wh] Summe in Wh
Energiebedarf Versuch 1 und 2
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
PP PS P2MC
Ge
sam
ten
erg
ieb
ed
arf
in W
h/k
g
Versuchsreihe 1 Versuchsreihe 2
+ 0,7 Wh + 3,3 Wh
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
PP VS.2 PS VS.2 P2MC VS. 2
Ener
gie
in W
h je
Zyk
lus
Antriebe [Wh] Heizung [Wh] Summe in Wh
+ 0,5 Wh + 10,5 Wh

Dunkelberg / Mazurek 23
Energiebedarf beim Aufschmelzen
Material Bezeichnung
1S778T
(ASA)
2PS124
(GPPS)
3P2MC
(ABS)
4GP35
(ABS)
5NNM19
(ABS/PA)
6368R
(SAN)
7PMMA7N
(PMMA)
8656C
(SBC)
9 PP
10PE
(LDPE)
280 °C
240 °C

Dunkelberg / Mazurek 24
0,0
5,0
10,0
15,0
20,0
25,0
Antriebe in Wh Heizung in Wh
Ener
gie
in W
h je
Zyk
lus
2,1 mm 3,05 mm 3,35 mm 3,9 mm
Wandstärkenvariation Arburg
0,0
10,0
20,0
30,0
40,0
50,0
60,0
Antriebe in Wh Heizung in Wh Maschine in Wh
Ener
gie
in W
h je
Zyk
lus
2,1 mm 3,05 mm 3,35 mm 3,9 mm
Wandstärke
in mm
Durchsatz in
kg/h
2,1 1,7
3,05 2,2
3,35 2,4
3,9 2,7
Dunkelberg / Mazurek 25
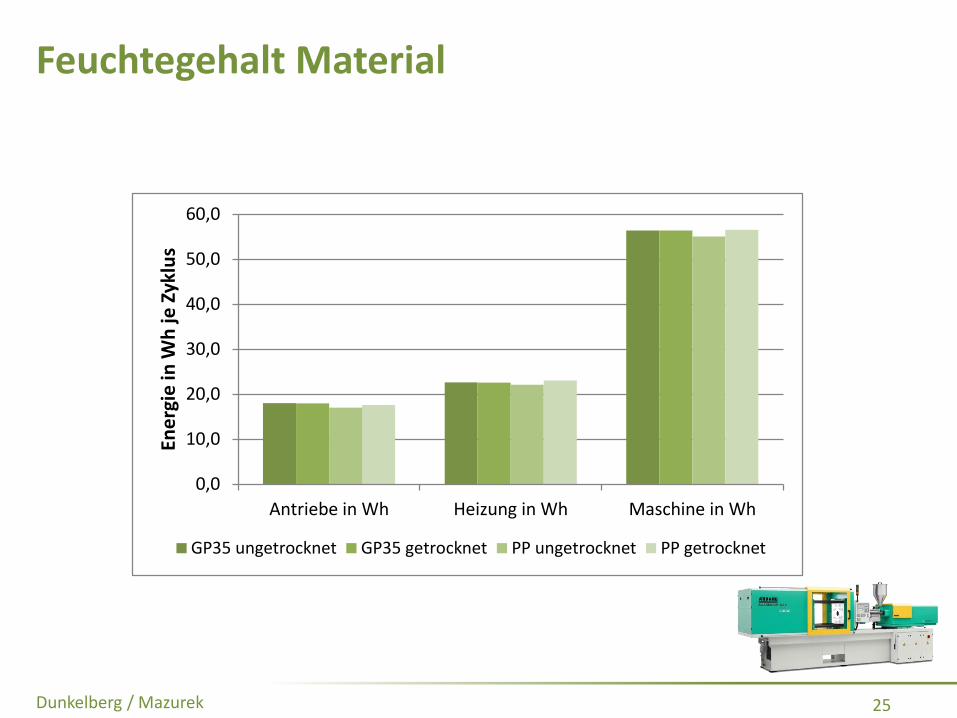
Feuchtegehalt Material
0,0
10,0
20,0
30,0
40,0
50,0
60,0
Antriebe in Wh Heizung in Wh Maschine in Wh
Ene
rgie
in W
h je
Zyk
lus
GP35 ungetrocknet GP35 getrocknet PP ungetrocknet PP getrocknet

Dunkelberg / Mazurek 26
• Forschunsgvorhaben
• Materialien mit gleichen Eigenschaften untersuchen
• Spezialmaterialien untersuchen
Ausblick
Dunkelberg / Mazurek 27
• Lenzen, Marco: Antriebsmodul zur Rekuperation bei hydraulischen Linearaktoren an Kunststoffspritzgießmaschinen, Dissertation, Universität Duisburg-Esssen, 2013
• Wortberg, J.; Michels, R.; Neumann, M.: Energieeinsparpotentiale in der kunststoffverarbeitenden Industrie, Fachartikel im Rahmen der Initiative „Energie effizient nutzen – Schwerpunkt Strom“
• „Smart Consumer“, Verbundvorhaben: Energieeffizienz im maschinenbestand durch systemische Kopplung von Energieströmen mittels intelligenter Mess,- Steuer-, und Regeltechnik; Teilvorhaben: Energieeffizienzsteiegerung in der Produktion und TGA, FKZ: 03ET1180, 2014
Quellen
Dunkelberg / Mazurek 28
Ansprechpartner
Heiko Dunkelberg
R. 2115, Kurt-Wolters-Str. 3
+49.561.804.7230
Related Documents





![NanoQuant Plate - Tecanww3.tecan.com/mandant/files/doc/219/NanoQuant_FAQ... · (4a) Sample 260 Ref = OD 260 Sample – OD 340_Sample – Blank 260 Ref [OD] (4b) Sample 280 Ref = OD](https://static.cupdf.com/doc/110x72/5f6ae723e649c37b8621ec5d/nanoquant-plate-4a-sample-260-ref-od-260-sample-a-od-340sample-a-blank.jpg)





