TMMOB Metalurji ve Malzeme Mühendisleri Odas ı E ğ itim Merkezi Bildiriler Kitab ı 1177 19. Uluslararas ı Metalurji ve Malzeme Kongresi | IMMC 2018 Mould Design Optimisation of Sand Cast Magnesium İlhan Aygün¹, Erhan Körpe¹, Özen Gürsoy², Eray Erzi², Derya Dışpınar² ¹VIG Metal, Kütahya, Turkey ²Istanbul University, Faculty of Engineering, Department of Metallurgical and Materials Engineering, İstanbul, Turkey Abstract Magnesium and its alloys are very difficult to cast due its affinity to oxygen. The casting has to be carried out under protective atmosphere. Yet, the selection of casting method by itself is not good enough to produce good quality cast parts. The runner and sprue design have to be calculated in accordance with Ten Rules of Casting so that defect free cast magnesium parts can be obtained. In this work, various mould designs were investigated with MagmaSoft optimisation tool was used. The correlation between experimental castings and simulation was found to be over 90%. 1. Introduction Casting of magnesium alloys is always a challenge. Its significantly high affinity to oxygen makes it difficult to control during melting and pouring processes. Magnesium is the lightest metal almost half of density of aluminum [1]. The alloying of magnesium with various elements improves its mechanical properties which may become close to aluminum alloys. Therefore, magnesium alloys are still the attractive choice of metals and research on casting of these alloys have increased over the past decade. It has high ductility and damping properties. Thus, combined with its specific strength, major application areas are automotive and aerospace parts [2]. The current alloys are expensive and have not reached the desired mechanical properties. Therefore, high pressure die casting, particularly hot chamber applications are quite common [3-4]. In this work, Zr grain refined ZE41 alloy was sand cast and its castability and mechanical properties were evaluated. 2. Experimental Procedure The chemical composition of ZE41 alloy used in casting trials is given in Table 1. The cylindrical part geometry was selected which is given in Figure 1. Table 1. Chemical composition of ZE41 (wt. %). Zn Zr Rare Earth Mg 3.7 0.7 0.8 Rem. Figure 1. Schematic drawing of the cast part. Casting experiments were carried out in an air tight- sealed unit where the melting furnace is on top with a stopper at the bottom of the crucible, and the cast part is placed underneath the stopper connected with the runner system to the sand mould as seen in Figure 2. This original design was proposed by Prof.Ali Kalkanli (METU, Ankara, Turkey). Figure 2. The casting unit. The casting temperatures were selected as 675 and 710 o C. Alphaset resin binder was used with silica sand. Magmasoft Simulation was used for optimization of casting parameters. 3. Results and Discussion

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TMMOB Metalurj i ve Malzeme Mühendisleri Odas ı Eğ i t im MerkeziBildir i ler Kitab ı
117719. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2018
Mould Design Optimisation of Sand Cast Magnesium
İlhan Aygün¹, Erhan Körpe¹, Özen Gürsoy², Eray Erzi², Derya Dışpınar²
¹VIG Metal, Kütahya, Turkey²Istanbul University, Faculty of Engineering, Department of Metallurgical and Materials Engineering, İstanbul, Turkey
Abstract
Magnesium and its alloys are very difficult to cast due its affinity to oxygen. The casting has to be carried out under protective atmosphere. Yet, the selection of casting method by itself is not good enough to produce good quality cast parts. The runner and sprue design have to be calculated in accordance with Ten Rules of Casting so that defect free cast magnesium parts can be obtained. In this work, various mould designs were investigated with MagmaSoft optimisation tool was used. The correlation between experimental castings and simulation was found to be over 90%.
1. Introduction
Casting of magnesium alloys is always a challenge. Its significantly high affinity to oxygen makes it difficult to control during melting and pouring processes. Magnesium is the lightest metal almost half of density of aluminum [1]. The alloying of magnesium with various elements improves its mechanical properties which may become close to aluminum alloys. Therefore, magnesium alloys are still the attractive choice of metals and research on casting of these alloys have increased over the past decade. It has high ductility and damping properties. Thus, combined with its specific strength, major application areas are automotive and aerospace parts [2].
The current alloys are expensive and have not reached the desired mechanical properties. Therefore, high pressure die casting, particularly hot chamber applications are quite common [3-4]. In this work, Zr grain refined ZE41 alloy was sand cast and its castability and mechanical properties were evaluated.
2. Experimental Procedure
The chemical composition of ZE41 alloy used in casting trials is given in Table 1. The cylindrical part geometry was selected which is given in Figure 1.
Table 1. Chemical composition of ZE41 (wt. %). Zn Zr Rare Earth Mg 3.7 0.7 0.8 Rem.
Figure 1. Schematic drawing of the cast part.
Casting experiments were carried out in an air tight-sealed unit where the melting furnace is on top with a stopper at the bottom of the crucible, and the cast part is placed underneath the stopper connected with the runner system to the sand mould as seen in Figure 2. This original design was proposed by Prof.Ali Kalkanli (METU, Ankara, Turkey).
Figure 2. The casting unit.
The casting temperatures were selected as 675 and 710oC. Alphaset resin binder was used with silica sand. Magmasoft Simulation was used for optimization of casting parameters.
3. Results and Discussion
UCTEA Chamber of Metallurgical & Materials Engineers’s Training Center Proceedings Book
1178 IMMC 2018 | 19th International Metallurgy & Materials Congress
In the initial mould design, cylindrical down sprue was used with the cast part being filled by 4 ingates from the outside with a C shaped runner that surrounds the cast piece as seen in Figure 3.
Figure 3. The initial runner design.
However, this design had resulted in misrun, cold shots and porosity. Such examples can be seen in Figure 4 and 5. X-ray results had shown that the cast piece had Grade 8 and 9 porosity, gas hole, shrinkage and foreign materials.
Figure 4. Porosity observed on top surface (left) and after machining (right).
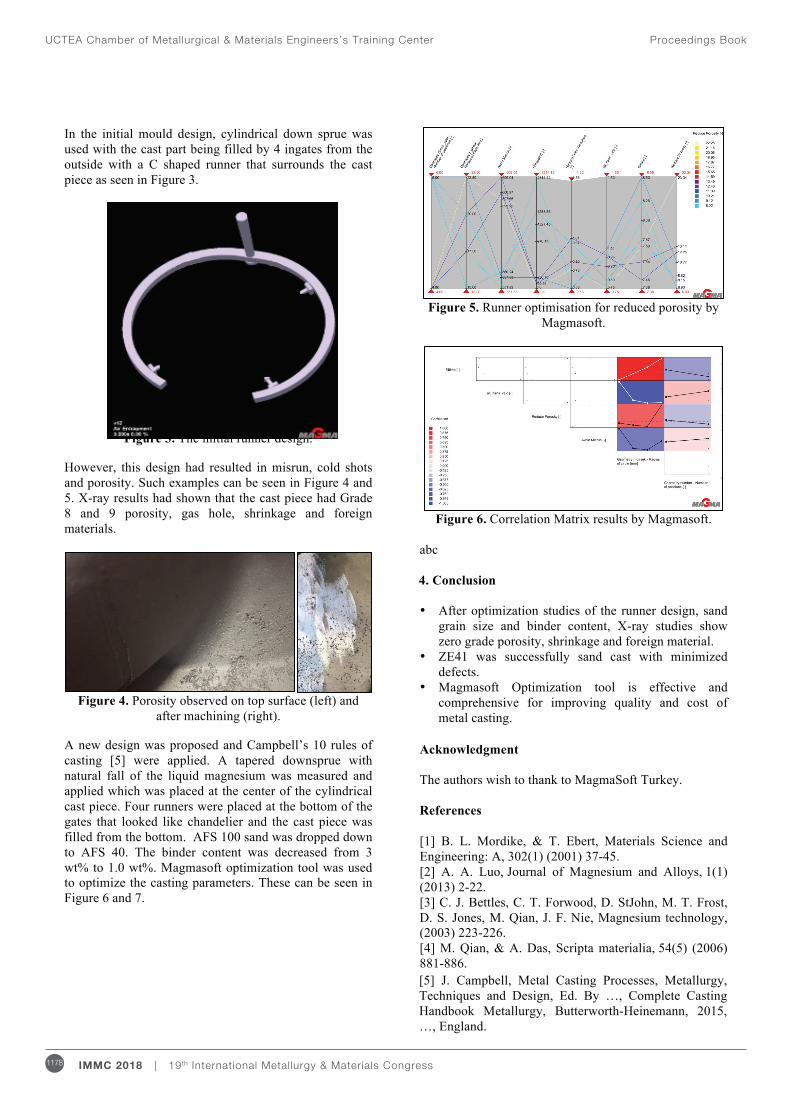
A new design was proposed and Campbell’s 10 rules of casting [5] were applied. A tapered downsprue with natural fall of the liquid magnesium was measured and applied which was placed at the center of the cylindrical cast piece. Four runners were placed at the bottom of the gates that looked like chandelier and the cast piece was filled from the bottom. AFS 100 sand was dropped down to AFS 40. The binder content was decreased from 3 wt% to 1.0 wt%. Magmasoft optimization tool was used to optimize the casting parameters. These can be seen in Figure 6 and 7.
Figure 5. Runner optimisation for reduced porosity by Magmasoft.
Figure 6. Correlation Matrix results by Magmasoft.
abc
4. Conclusion
• After optimization studies of the runner design, sand grain size and binder content, X-ray studies show zero grade porosity, shrinkage and foreign material.
• ZE41 was successfully sand cast with minimized defects.
• Magmasoft Optimization tool is effective and comprehensive for improving quality and cost of metal casting.
Acknowledgment
The authors wish to thank to MagmaSoft Turkey.
References
[1] B. L. Mordike, & T. Ebert, Materials Science and Engineering: A, 302(1) (2001) 37-45. [2] A. A. Luo, Journal of Magnesium and Alloys, 1(1) (2013) 2-22. [3] C. J. Bettles, C. T. Forwood, D. StJohn, M. T. Frost, D. S. Jones, M. Qian, J. F. Nie, Magnesium technology, (2003) 223-226. [4] M. Qian, & A. Das, Scripta materialia, 54(5) (2006) 881-886.[5] J. Campbell, Metal Casting Processes, Metallurgy, Techniques and Design, Ed. By …, Complete Casting Handbook Metallurgy, Butterworth-Heinemann, 2015, …, England.
Related Documents











