SCM GROUP ASIA - Singapore Office 9 lnternational Business Park TÐ(MACO Building 02-01 STNGAPORE 609915 Ph. +65/6-566.64.55 Fax +65/6-562.13.56 E-mail: [email protected] SCM GROUP ASIA PTE LTD. Hong Kong Suite 1303 - 13/F Bangkok Bank Build. 18 Bonham Strand West Sheung Wan Ph. +85/2-28.96.37.33 Fax +85/2-25.05.90.33 (crNA) E-mail : [email protected] SCM COOPER & HORTON LTD 796 BoulGuimond Longueil Quebec J4G 1T5 MONTREAL (CANADA) Ph. +1/45-06.74.61.8O Fax +1/45-06.70.O7.97 E-mail : [email protected] SCM COOPER & HORTON LTD 1180 Lorimar Drive Missisauga Ontario LsS I N1 TORONTO (CANADA) Ph. +1/9-056.70.51 .10 Fax +1/9-056.70.39.88 SCM GROUP FRANCE S.a.r.l. 2 à 6 Rue Marius Chardon B.P. 61 F 69492 PTERRE BENTTE (FRANCÐ Ph. +33/4-72.66.23.23 Fax +33/4-78.50.25.90 E-mail: [email protected] SCM GROUP Deutschland GmbH Sattelstrasse 7 72622 NUERTINGEN (DEUTSCHLAND) Ph. +49/7002.921515 Fax +49/7OO2.921525 E-mail: [email protected] SCM GROUP MEXICO Av. Tepeyac 719-7 Col. Chapalita Zapopan, Jal. 45050 (MEXTCO) Ph. +52133-36.47 .7 6.95 F ax +52 / 33- 31 .22.84.26 E-mail : [email protected] SCM NOHOMA GROEP B.V. Antillenstraat l 1521 AT WORMERVEER (NEDERLAND) Ph. +31/75-647.84.78 Fax +31/75-647.84.99 E-mail : [email protected] SCM GROUP POLSKA Sp.zo.o Ul. Syrenia 4 PL 61-017 POZNAN (POLSKA) Ph. +4816-18.73.51.7O Fax +48/6-18.73.51.71 E-mail: [email protected] scM GROUP (UK) LTD Dabell Avenue Blenheim lndustrial Estate Bulwell NOTTINGHAM NG6 8WA (UK) Ph. +44/115-977.O9.46 Fax +44/115-977.O9.46 E-mail: [email protected] SCM GROUP Moscow Office Ul. Novorogozhskaya32 109554 MOSCOW (RUSSTA) Ph. +7 /095-7 85.527 / -2,-3,-4 Fax +7/095-785.53.34 E-mail : [email protected] SCM IBERICA S.A Avda. RagullTS-80 08190 Sant Cugat del Vallès BARCELONA (ESPANA) Ph. +34193- 590.27.10 Fax +34/93- 675.56.60 E-mail: scmiberica@scmgroup. com SCM GROUP USA INC. 2475 Satellite Blvd. Suile B DULUTH, GA 30136 (USA) Ph. +1/77O- 813.88.19 Fax +1 /77O- 81 3.88.I I E-mail : webmaster@scmgroup-usa,com I Multifunction work centre for drilling, rout¡ng and edge banding MOnHDELLI Boring machines and CNC work centres for the furniture industry SCM GROUP spa - MORBIDELLI - Strada Montefeltro, 81/3 - 61100 Pesaro - ltalia TeL +39/0721/4451 - Fax +39/0721/445264 - www.scmgroup.com - E-mail: [email protected] PEr¡ïsl l MOnBIDELLI Scott+Sargeant Woodworking Machinery Ltd 1 Blatchford Road, Horsham, West Sussex RH13 5QR ENGLAND Tel +44 (0) 1403 273000 Web www.scosarg.com

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
SCM GROUP ASIA - Singapore Office9 lnternational Business ParkTÐ(MACO Building02-01 STNGAPORE 609915Ph. +65/6-566.64.55Fax +65/6-562.13.56E-mail: [email protected]
SCM GROUP ASIA PTE LTD.Hong KongSuite 1303 - 13/F Bangkok Bank Build. 18Bonham Strand West Sheung WanPh. +85/2-28.96.37.33Fax +85/2-25.05.90.33(crNA)E-mail : [email protected]
SCM COOPER & HORTON LTD796 BoulGuimondLongueil Quebec J4G 1T5MONTREAL (CANADA)Ph. +1/45-06.74.61.8OFax +1/45-06.70.O7.97E-mail : [email protected]
SCM COOPER & HORTON LTD1180 Lorimar DriveMissisauga Ontario LsS I N1
TORONTO (CANADA)Ph. +1/9-056.70.51 .10Fax +1/9-056.70.39.88
SCM GROUP FRANCE S.a.r.l.2 à 6 Rue Marius Chardon B.P. 61 F
69492 PTERRE BENTTE (FRANCÐPh. +33/4-72.66.23.23Fax +33/4-78.50.25.90E-mail: [email protected]
SCM GROUP Deutschland GmbHSattelstrasse 772622 NUERTINGEN (DEUTSCHLAND)Ph. +49/7002.921515Fax +49/7OO2.921525E-mail: [email protected]
SCM GROUP MEXICOAv. Tepeyac 719-7Col. Chapalita Zapopan, Jal. 45050(MEXTCO)
Ph. +52133-36.47 .7 6.95F ax +52 / 33- 31 .22.84.26E-mail : [email protected]
SCM NOHOMA GROEP B.V.Antillenstraat l1521 AT WORMERVEER(NEDERLAND)Ph. +31/75-647.84.78Fax +31/75-647.84.99E-mail : [email protected]
SCM GROUP POLSKA Sp.zo.oUl. Syrenia 4 PL61-017 POZNAN (POLSKA)Ph. +4816-18.73.51.7OFax +48/6-18.73.51.71E-mail: [email protected]
scM GROUP (UK) LTDDabell AvenueBlenheim lndustrial Estate BulwellNOTTINGHAM NG6 8WA (UK)Ph. +44/115-977.O9.46Fax +44/115-977.O9.46E-mail: [email protected]
SCM GROUP Moscow OfficeUl. Novorogozhskaya32109554 MOSCOW (RUSSTA)
Ph. +7 /095-7 85.527 / -2,-3,-4Fax +7/095-785.53.34E-mail : [email protected]
SCM IBERICA S.AAvda. RagullTS-8008190 Sant Cugat del VallèsBARCELONA (ESPANA)Ph. +34193- 590.27.10Fax +34/93- 675.56.60E-mail: scmiberica@scmgroup. com
SCM GROUP USA INC.2475 Satellite Blvd. Suile BDULUTH, GA 30136 (USA)Ph. +1/77O- 813.88.19Fax +1 /77O- 81 3.88.I IE-mail : webmaster@scmgroup-usa,com
I
Multifunction work centrefor drilling, rout¡ng and edge banding
MOnHDELLIBoring machines and CNC work centres for the furniture industry
SCM GROUP spa - MORBIDELLI - Strada Montefeltro, 81/3 - 61100 Pesaro - ltaliaTeL +39/0721/4451 - Fax +39/0721/445264 - www.scmgroup.com - E-mail: [email protected]
PEr¡ïsl
l
MOnBIDELLISco
tt+Sarg
eant Woodwork
ing Mach
inery Lt
d
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
PlanetMONHDELLI
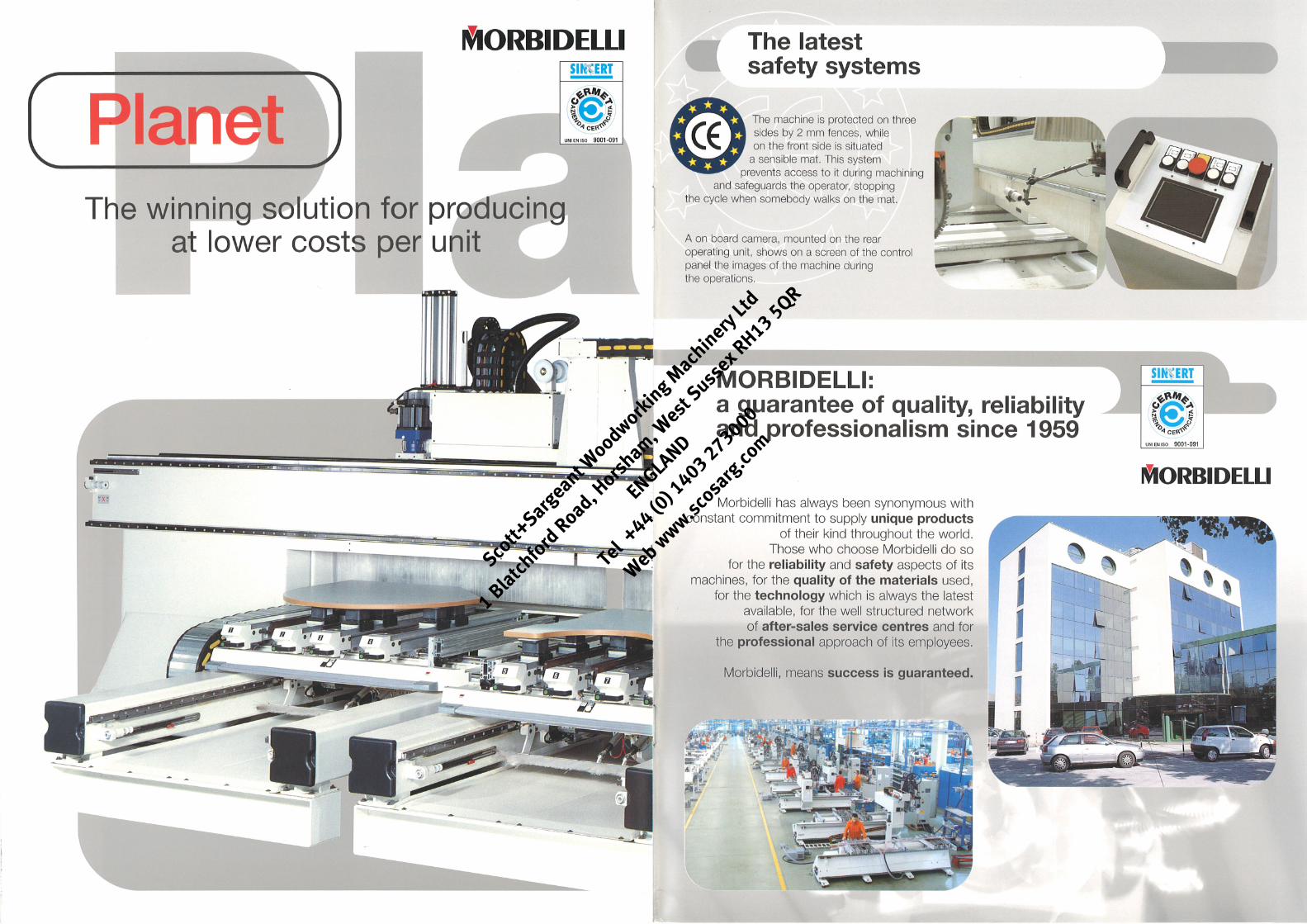
The winning solution for producingat lower costs per unit
The latestsafety systems
å"ffiuNr EN rso 9001-09'l
SIITJERT
4a
The machine is protected on threesides by 2 mm fences, whileon the front side is situated
a sensible mat. This systemprevents access to it during machining
and safeguards the operator, stoppingthe cycle when somebody walks on the mat
A on board camera, mounted on the rearoperating unit, shows on a screen of the controlpanel the images of the machine duringthe operations.
----
Morbidelli has always been synonymous withconstant commitment to supply unique products
of their kind throughout the world.Those who choose Morbidelli do so
for the reliability and safety aspects of itsmachines, for the quality of the materials used,
for the technology which is always the latestavailable, for the well structured networkof after-sales service centres and for
the professional approach of its employees.
Morbidelli, means success is guaranteed.
\
o MORBIDELLI:a guarantee of quality, reliabilityand profess¡onalism since 1959
.f"rf.s,! Id-ll.o" <-n:;.¡i""=
uNr EN rso 9001 -091
$llN.'Fih¿'f,'
MonerDEru
\,!-.Êa:F
IttË
4I
,a
I
isls
1rõæСt+Flr
-
a rÍlo 0
EI n
\>rlt
',f r3
J.#
-
-
Eg
E
il
Ë
>
..:
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
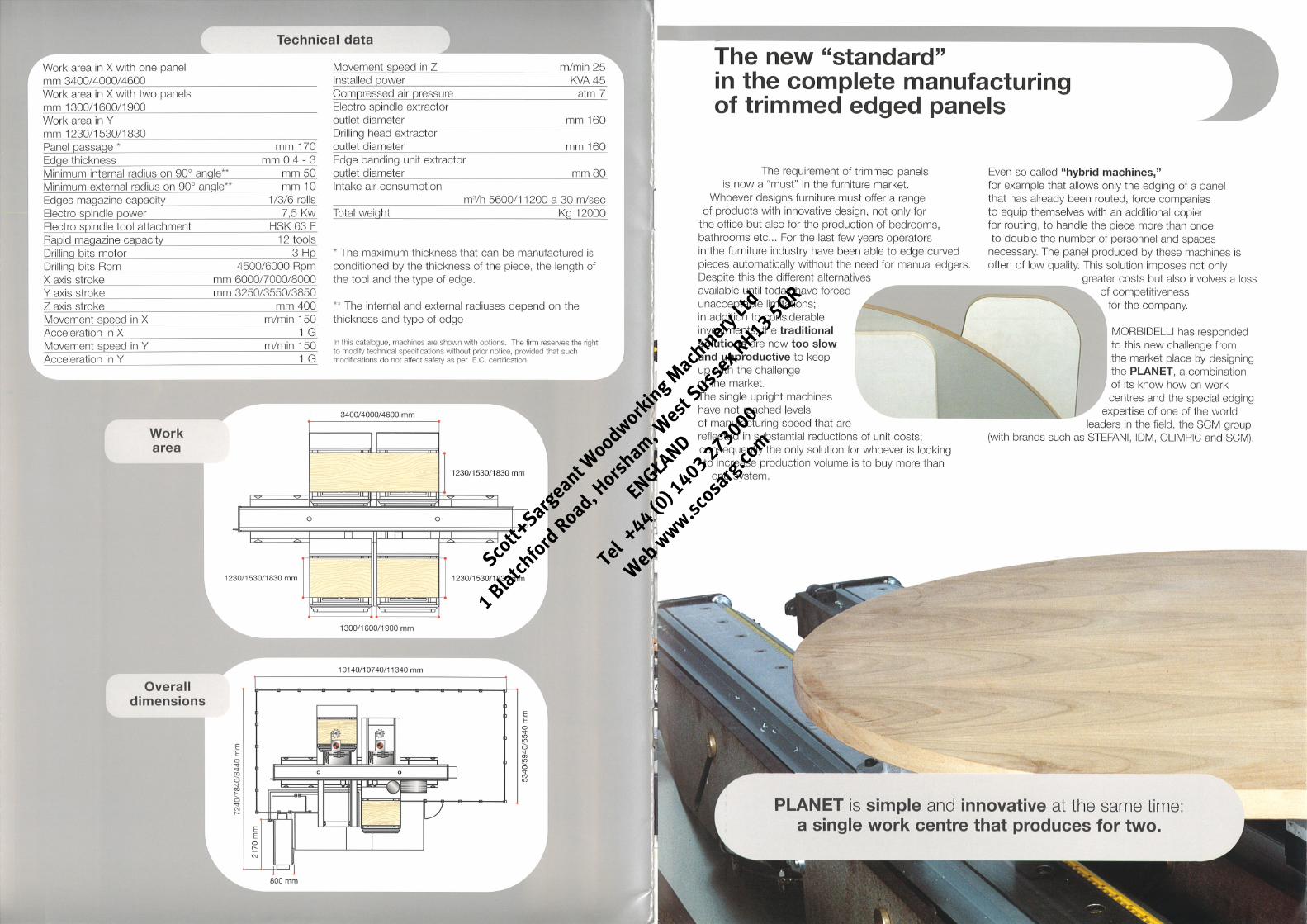
Work area in X with one panelmnr 3400/4000i4600
Technical data
Movenrent speed in Z m/min 25The new "standa td"in the complete manufacturingof trimmed edged panels
lnstalled oower KVA 45Work area in X with two panelsmm 1300/1600i1900
Conrpressed air pressure atrr 7Electro spindle extractoroutlet dianreter mnr I60Work area in Y
nrnr 1230/1530/1830Panel passaqe' nrrn I70
Drilling head extractoroutlet diameter nrnr 160
Edge thicknessMinlmurrn internal radius on 90" anqle--
nrm 0 /DI - !) Edge banding unit extractor
outlet dianreterN¡lininrum external radius on 90' anqle-- nrm 10 lntake air consurlption
The requirenrent of trinrmed panelsis now a "nrust" in the furniture nrarket.
Whoever designs furniture must offer a rangeof products with innovative design, not only for
the office but also for the production of bedrooms,bathroorns etc... For the last few years operatorsin the furniture industry have been able to edge curvedpieces automatically witlrout the need for manual edgersDespite this the different alternativesavailable until today have forcedunacceptable limitations;in addition to considerableinvestments, the traditionalsolutions are now too slowand unproductive to keepup with the challengeof the nrarket.The single upright machineshave not reached levelsof nranufacturing speed that arereflected in substantial reductions of unit costs;consequently the only solution for whoever is lookingto increase production volurnre is to buy more than
one system.
Even so called "hybrid machines,"for example that allows only the edging of a panelthat has already been routed, force cornpaniesto equip themselves with an additional copierfor routing, to handle the piece more than once,to double the nunrber of personnel and spaces
necessary. The panel produced by these nrachines isoften of low quality. This solution imposes not only
greater costs but also involves a lossof conrpetitiveness
for the conrpany.
N/ORBIDELLI has respondedto this new challenge fronrthe market place by designingthe PLANET, a combinationof its know how on workcentres and the special edging
expeftise of one of the worldleaders in the field, the SCM group
(with brands such as STEFANI, lDM, OLIN/PIC and SCM)
nrm 50 mr-lr B0
Edqes magazrne capacity 1/3/6 rolls m"/h 5600/11200 a 30 n/sec-r^^¡,-^ ^^1.^!l^IIUUIIU ùIJII IUIU UUVVCI
a E t/,,, T^+^t ..,^i^k+/ ,J l\vv ltrtcil vvut\..lt tL Kq 12000Electro spindle tool attachrlent HSK 63 F
Rapid magazineDrillinq bits motor
I2 tools3Hp - The nraxinrunr thickness that can be manufactured is
conditioned by the thickness of the piece, the length ofthe tool and the type of edge.
-'' The internal and external radiuses depend on thethickness and type of edge
lf tlr s c?tiìlogLre, l]ì¿rcir nes ars slro\'/n \^J tlr ol]t ùf s. The firm reserves the rlgiltto tìoclil, technical sl-ìeCificatiorrS tvitlrrrLtt prior notice. flrovitle.l that Srrchf rocl f catiors (lo f ot ¿ìffe.t s?fet), as ¡rer E.C. cefiificatiof .
3400/4000/4600 mm
.1230/1 530/1 830 mm
1 230/1 530/1 830 mm
1300/1600/1900 mm
10140/1074O/1134O mm
Drillinq bits Rpm 4500/6000 RprnX axis stroke mnr 6000/7000/8000
r.nm 3250/3550/3850Y axis strokeZ axis stroke nrnr 400Movement speeQAcceleration in X
inX m/nrin I50
Movement speed in Y1G
m/min I50Acceleration in Y I (:
II
Workarea
Overalldimensions
I
III
1 230/1 530/1 830 mm
l
r' VàL.:
EEOç@OooOOo
EEO
@o@NONr PLANET is simple and innovat¡ve at the same time:
a single work centre that produces for two.EEOt\N
tiltt il
oo
l
800 mm
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
Maximumquality
The portal structure is made up of a welded steel single block wìth stiffenrng ribs that allows
for very high stiffness and solldity even when working with 1 G of acceleration and traversespeed of up to 150 m/min. This solution allows high quality panels to be produced
with production schedules never seen before.
!
Maximumsimplicity
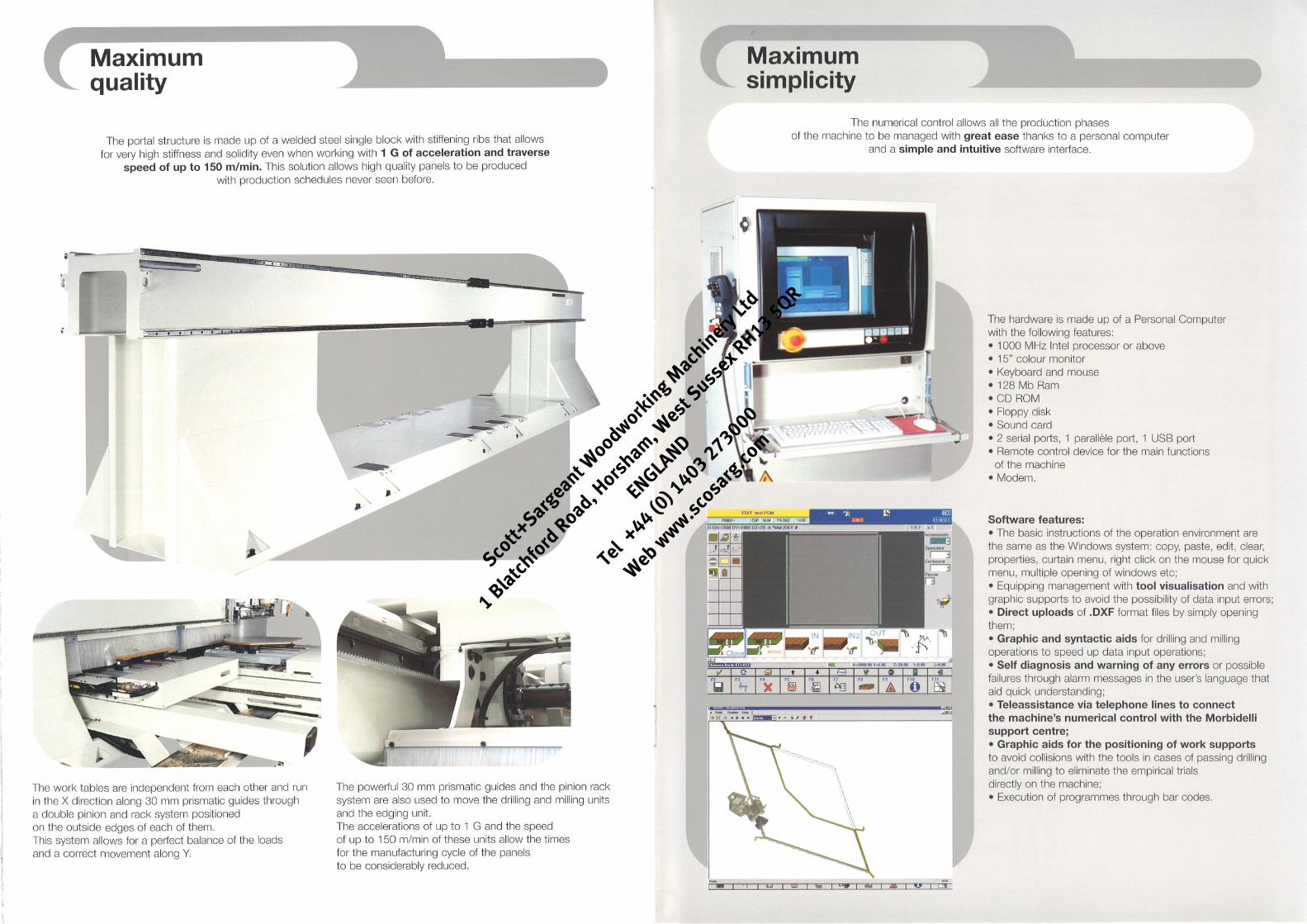
The numerical control allows all the production phasesof the machine to be managed with great ease thanks to a personal cor-r-rputer
and a simple and intuitive software interface.
0
|'
.--
,
a
The powedul 30 mm prismatic guides and the pinion racksystem are also used to move the drilling and milling unitsand the edging unit.The accelerations of up to 1 G and the speedof up to 150 m/nrin of these units allow the timesfor the manufacturing cycle of the panelsto be considerably reduced.
F-.tr-* r.5*.ñ
The hardware is made up of a Personal Computerwith the following features:o 1000 MHz lntel processor or aboveo I5" colour monitor. Keyboard and mouse. 128 Mb Ram. CD ROM. Floppy disk. Sound card. 2 serial ports, 1 parallèle port, 1 USB porlr Remote control device for the main functions
of the machine. Modem.
Software features:. The basic instructions of the operation environment arethe same as the Windows system: copy, paste, edit, clear,propedies, cuftain menu, right click on the mouse for quickmenu, multiple opening of windows etc;. Equipping management with tool visualisation and withgraphic supporls to avoid the possìbility of data input errors;o Direct uploads of .DXF format files by simply openingthem;. Graphic and syntactic aids for drilling and millingoperations to speed up data input operations;. Self diagnosis and warning of any errors or possiblefailures through alarm messages in the user's language thataid quick understanding;. Teleassistance via telephone lines to connectthe machine's numerical control with the Morbidellisupport centre;. Graphic aids for the positioning of work supportsto avoid collisions with the tools in cases of passing drillingand/or milling to eliminate the empirical trialsdirectly on the machine;¡ Execution of programmes through bar codes.
0
I
I\
iIi
\:\/^
I
äk.\l'
,
H DX=t00û oY-1000 D2.20 A'MM DEFa
ri,
i;lrl
ÐJi
ñ t--_l
tJf
r
I.ì2
The work tables are independent from each other and run
in the X direction along 30 mm prismatic guides througha double pinion and rack system positionedon the outside edges of each of them.This system allows for a perfect balance of the loadsand a correct movement along Y.
:noAtæÐàgFIì4tdx
F3
J+
TScott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
Maximumproductivity )
Maximumedging adherence
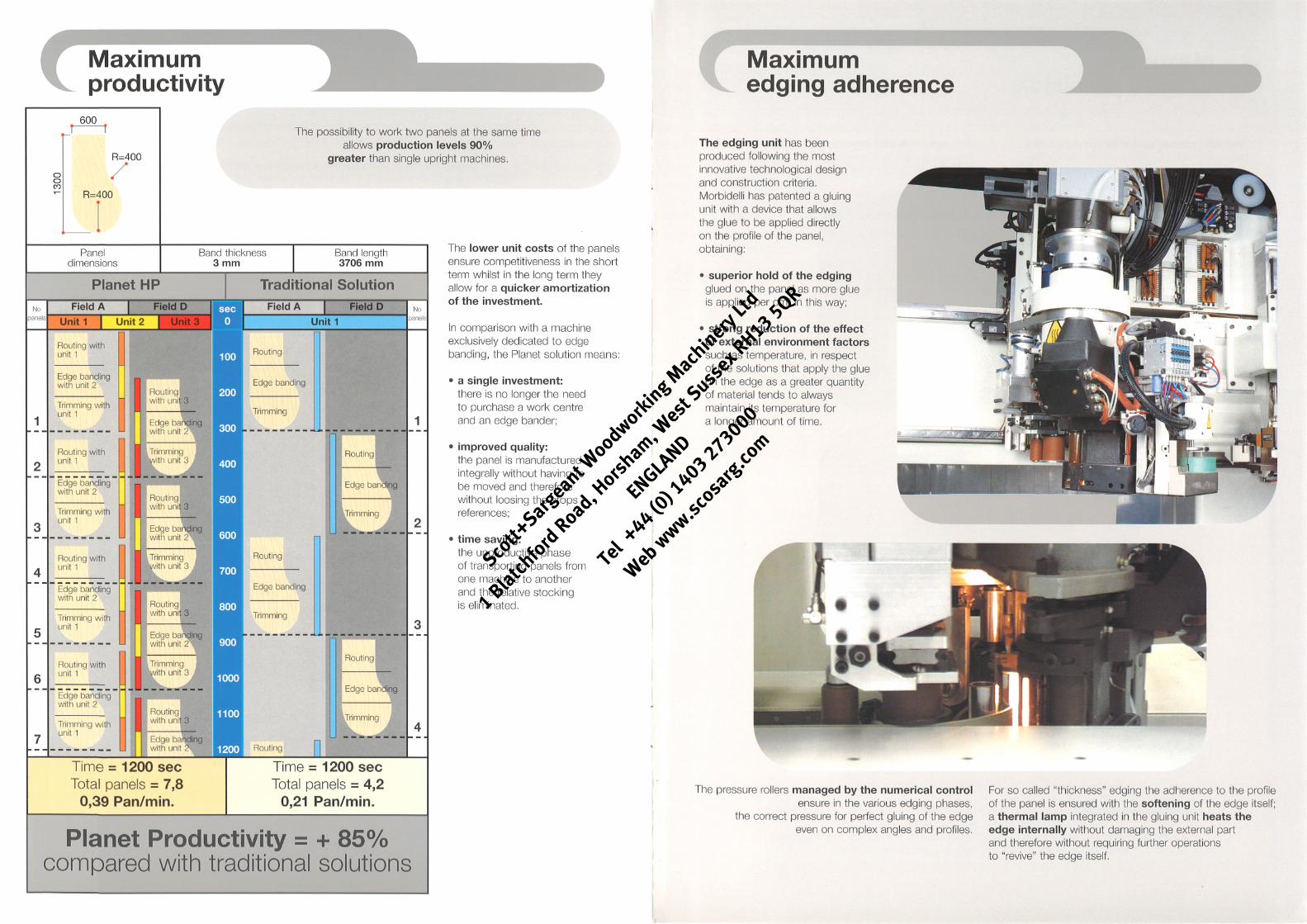
The possibility to work two panels at the same timeallows production levels g0%
greater than single upright machines.
The lower unit costs of the panelsensure competitiveness in the shorlterm whilst in the long term theyallow for a quicker amortizationof the investment.
ln comparison with a machineexclusively dedicated to edgebanding, the Planet solution means:
. a single investment:there is no longer the needto purchase a work centreand an edge bander;
. improved quality:the panel is manufacturedintegrally without having tobe moved and thereforewithout loosing the stopsreferences;
. time saving:the unproductive phaseof transporting panels fromone machine to anotherand the relative slockingis eliminated.
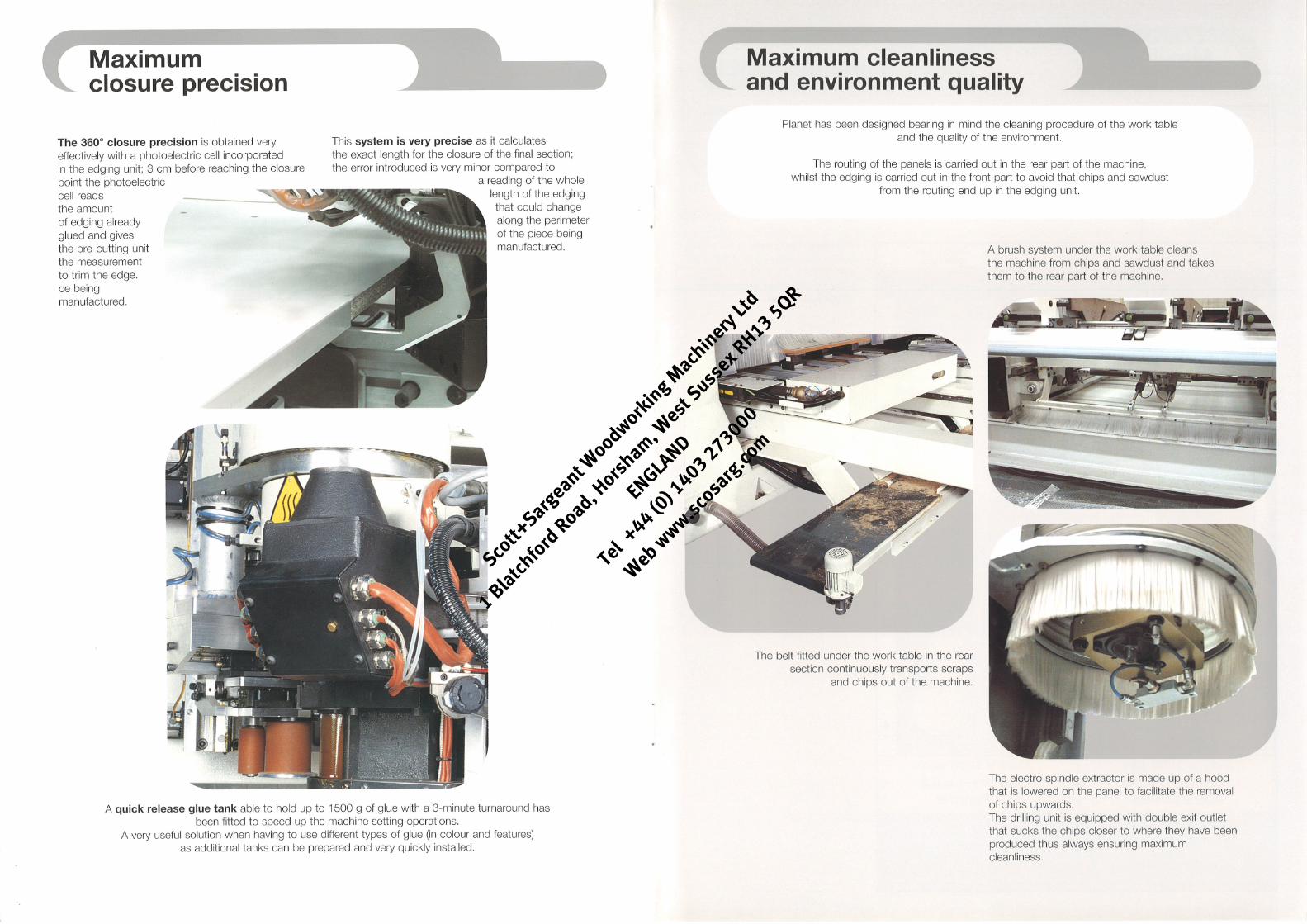
The edging unit has beenproduced following the mostinnovative technological designand construction criteria.Morbidelli has patented a gluingunit with a device that allowsthe glue to be applied directlyon the profile of the panel,obtaining:
. superior hold of the edgingglued on the panel as more glueis applied per cm' in this way;
o strong reduction of the effectof external environment factorssuch as temperature, in respectof the solutions that apply the glueon the edge as a greater quantityof materialtends to alwaysmaintain its temperature fora longer amount of time.
The pressure rollers managed by the numerical controlensure in the various edging phases,
the correct pressure for perfect gluing of the edgeeven on complex angles and profiles.
r 23a5a
For so called "thickness" edging the adherence to the profileof the panel is ensured with the softening of the edge itself;a thermal lamp integrated in the gluing unit heats theedge internally without damaging the external partand therefore without requiring further operationsto "revive" the edge itself.
Planet Product¡compared with
i.',': . j'--:-:,'::, j.
= + 85;"o1o
Time = 1200 secTotal panels = 4,2
0,21 Pan/min.
Time = 1200 secTotal panels =7,8
0,39 Pan/min.
Routing
Edge banding
Tr¡mming
1
Routing
Edge
?
Bouting
Edge banding
Trimming
9
Routing
Edge
!Routing
Unit 2
Routing withunit 1
Edge bandingwith unit 2
Trimming withunit 1
with
Routing with
I
I
eunit 1
Edge bandingwith unit 2
Trimming withunit 1
with
Routing withunit 1 J
Edge bandingwith unit 2
Trimming wilhunit 1
with
Rout¡ng withunit 1 3
2
Tr¡mming w¡th with
unit 1
1
?
9
4
5
9
7
Field A NoField ANo
Traditisnal Solu onPla-net HP
Band length3706 mm
Band thickness3mm
Paneldimensions
600
R=400
Õocr)
- R=400
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
Maximumclosure precision
The 360" closure precision is obtained very
effectively with a photoelectric cell incorporatedin the edging unit; 3 cm before reaching the closurepoint the photoelectriccell readsthe amountof edging alreadyglued and givesthe pre-cutting unitthe measurementto trim the edge.ce beingmanufactured.
Maximum cleanlinessand env¡ronment quality
This system is very precise as it calculatesthe exact length for the closure of the final section;the error introduced is very minor compared to
a reading of the wholelength of the edgingthat could changealong the perimeterof the piece beingmanufactured.
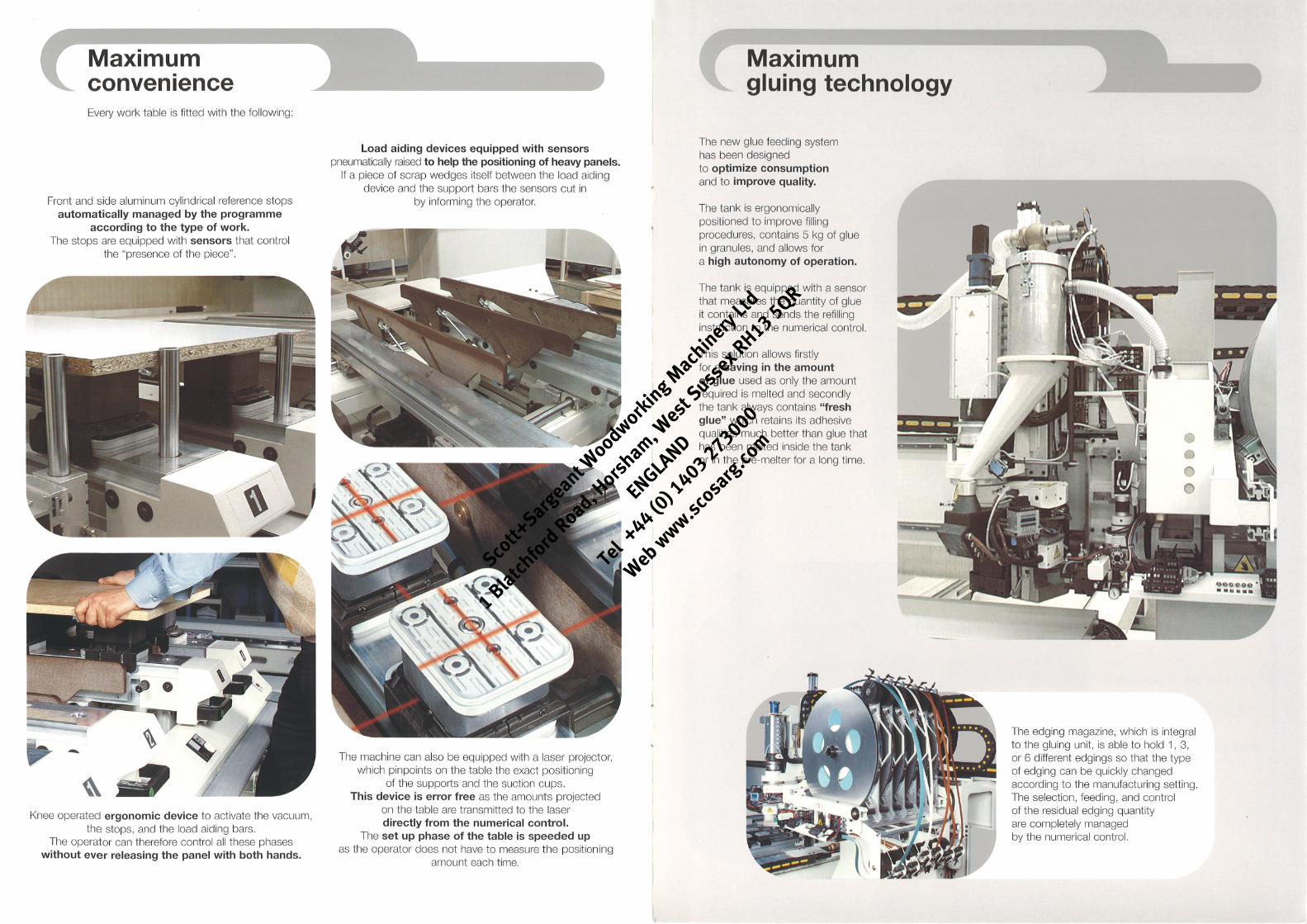
Planet has been designed bearing in mind the cleaning procedure of the work tableand the quality of the environment.
The routing of the panels is carried out in the rear paft of the machine,whilst the edging is carried out rn the front part to avoid that chips and sawdust
from the routing end up in the edging unit.
The belt fitted under the work table in the rearsection continuously transports scraps
and chips out of the machrne.
A brush system under the work table cleansthe machine from chips and sawdust and takesthem to the rear part of the machine.
¡ib:;.t
w3''-'
The electro spindle extractor is made up of a hoodthat is Iowered on the panel to facilitate the removalof chips upwards.The drilling unìt is equrpped with double exìt outletthat sucks the chips closer to where they have beenproduced thus always ensuring maximumcleanliness.
ft2
e
A quick release glue tank able to hold up to 1500 g of glue with a 3-minute turnaround hasbeen fitted to speed up the machìne setting operations.
A very useful solution when having to use different types of glue (in colour and features)as additional tanks can be prepared and very quickly installed.
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
MaximumconvenienceEvery work table is fitted with the following
Front and side aluminum cylindrical reference stopsautomatically managed by the programme
according to the type of work.The stops are equipped with sensors that control
ihe "presence of the piece".
\;
{,Knee operated ergonomic device to activate lhe vacuum,
the stops, and the load aiding bars.The operator can therefore control all these phases
without ever releasing the panel with both hands.
Maximumgluing technology
Load aiding devices equipped with sensorspneumaticdly raised to help the positioning of heavy panels.
lf a piece of scrap wedges itself between the load aidingdevice and the support bars the sensors cut in
by informing the operator.
The new glue feeding systemhas been designedto optimize consumptionand to improve quality.
The tank is ergonomicallypositioned to improve fillingprocedures, contains 5 kg of gluein granules, and allows fora high autonomy of operation.
The tank is equipped with a sensorthat measures the quantity of glueit contains and sends the refillinginstruction to the numerical control.
This solution allows firstlyfor a saving in the amountof glue used as only the amountrequired is melted and secondlythe tank always contains "freshglue" which retains its adhesivequalities much better than glue thathas been melted inside the tankor in the pre-melter for a long time.
rl
900 00s¡¡ù¡a¡
? The machine can also be equipped with a laser projector,which pinpoints on the table the exact positioning
of the supporls and the suction cups.This device is error free as the amounts projected
on the table are transmitted to the laserdirectly from the numerical control.
The set up phase of the table is speeded upas the operator does not have to measure the positioning
amount each time.
The edging magazine, which is integralto the gluing unit, is able to hold 1 , 3,or 6 different edgings so that the lypeof edging can be quickly changedaccordìng to the manufacturing setting.The selectìon, feeding, and controlof the residual edging quantityare completely managedby the numerical control.
r-Er!f - -!
I
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
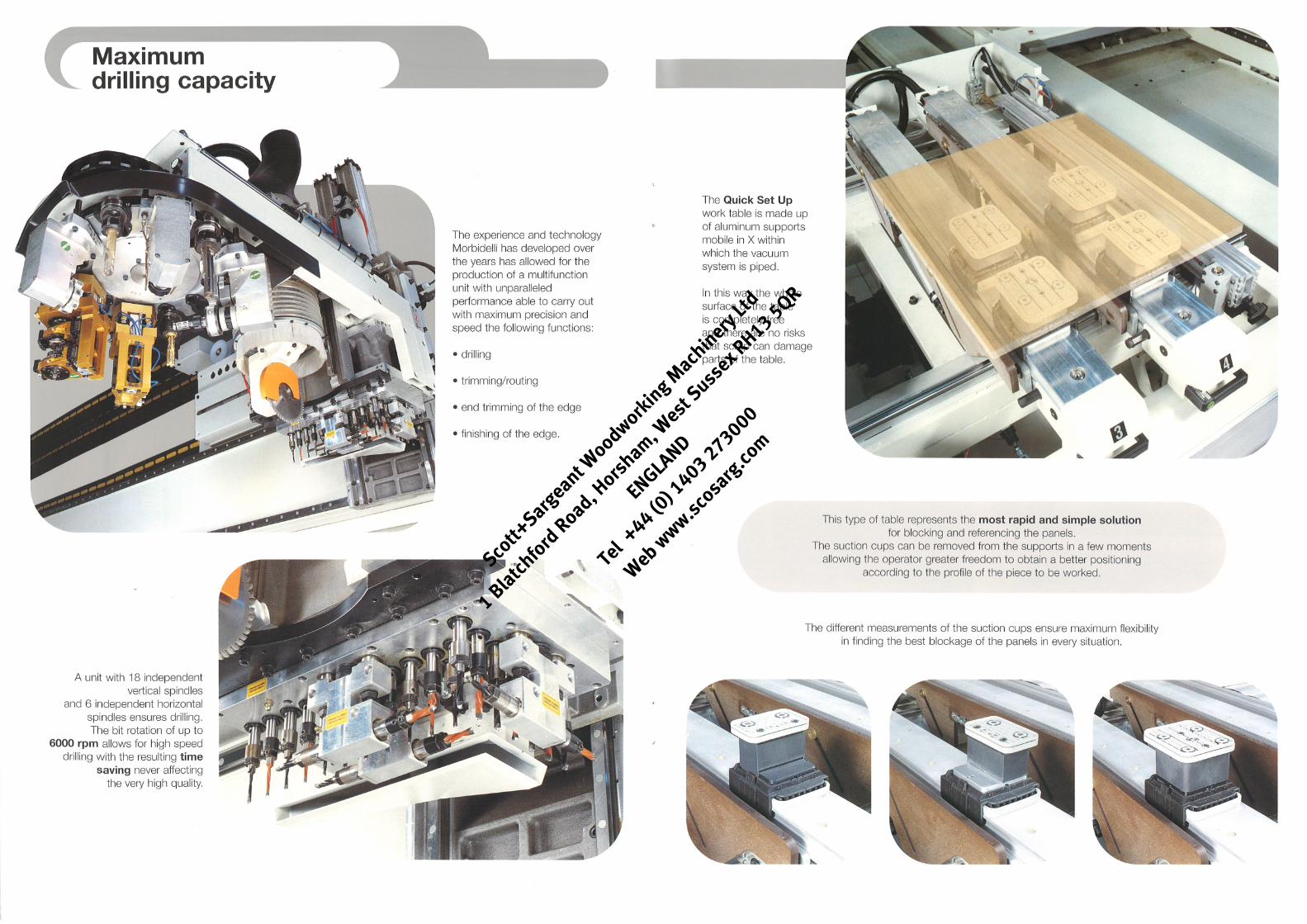
Maximumdrilling capacity
a
A unit with 1B independentveriical spindles
and 6 independent horizontalspindles ensures drilling.The bit rotation of up to
6000 rpm allows for high speeddrilling with the resulting time
saving never affectingthe very high quality.
The experience and technologyMorbidelli has developed overthe years has allowed for theproduction of a multifunctionunit with unparalleledpedormance able to carry outwith maximum precision andspeed the following functions:
. drilling
. trimming/routing
¡ end trimming of the edge
o finishing of the edge
The Quick Set Upwork table is made upof aluminum supporlsmobile in X withinwhich the vacuumsystem is piped.
ln this way the wholesudace of the tableis completely freeand there are no risksthat scrap can damageparts of the table.t
t
\'
b
I
This type of table represents the most rapid and simple solutionfor blocking and referencing the panels.
The suction cups can be removed from the supporls in a few momentsallowing the operator greater freedom to obtain a better positioning
according to the profile of the piece to be worked.
The different measurements of the suction cups ensure maximum flexibilityin finding the best blockage of the panels in every situation.
,g
€ i--
^*ð
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
Maximumconvenience
"
Maximumrouting power
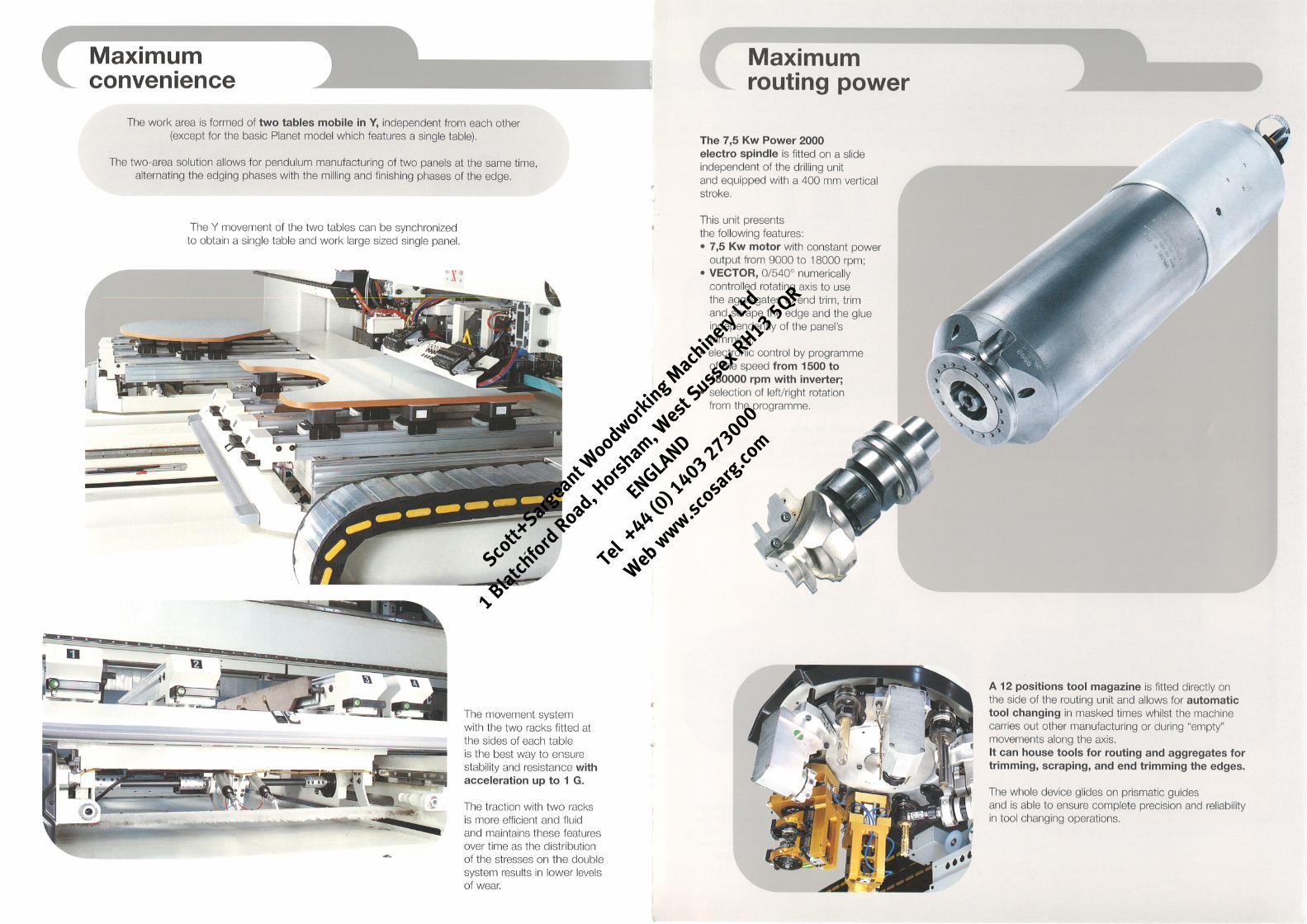
The work area is formed of two tables mobile in I independent from each other(except for the basic Planet model which features a single table).
The two-area solution allows for pendulum manufacturing of two panels at the same time,alternating the edging phases with the milling and finishing phases of the edge.
The Y movenrent of the two tables can be synchronizedto obtain a single table and work large sized single panel
The 7,5 Kw Power 2000electro spindle is fitted on a slideindependent of the drilling unitand equipped with a 400 mm verlicalstroke.
This unit presentsthe following features:. 7,5 Kw motor with constant power
output from 9000 to 18000 rpm;. VECTOR, 0/540' numerically
controlled rotating axis to usethe aggregates to end trim, trimand scrape the edge and the glueindependently of the panel'strimming;
. electronic control by programmeof the speed from 1500 to180000 rpm with inverter;
r selection of left/right rotationfrom the programme.
.-I
\O
O
¡¡
O
A 12 positions tool magazine is fitted directly onthe side of the routing unit and allows for automatictool changing in masked times whilst the machinecarries out other manufacturing or during "empty"movements along the axis.It can house tools for routing and aggregates fortrimming, scraping, and end trimming the edges.
The whole device glìdes on prismatic guidesand is able to ensure complete precision and reliabilityin tool changing operations.
*:...-
1l
À.
'f I År
t*t
n
t<
The movement systen-rwith the two racks fitted atthe sides of each tableis the best way to ensurestability and resistance withacceleration up to 1 G.
The traction with two racksis more etficient and fluidand maintains these featuresover time as the distributionof the stresses on the doublesystem results in lower levelsof wear.
¡I EI
B \I Er
I
¡
':E-loI
l:' - lL---\¡r',.¡lt
v
EA
r!¡D
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
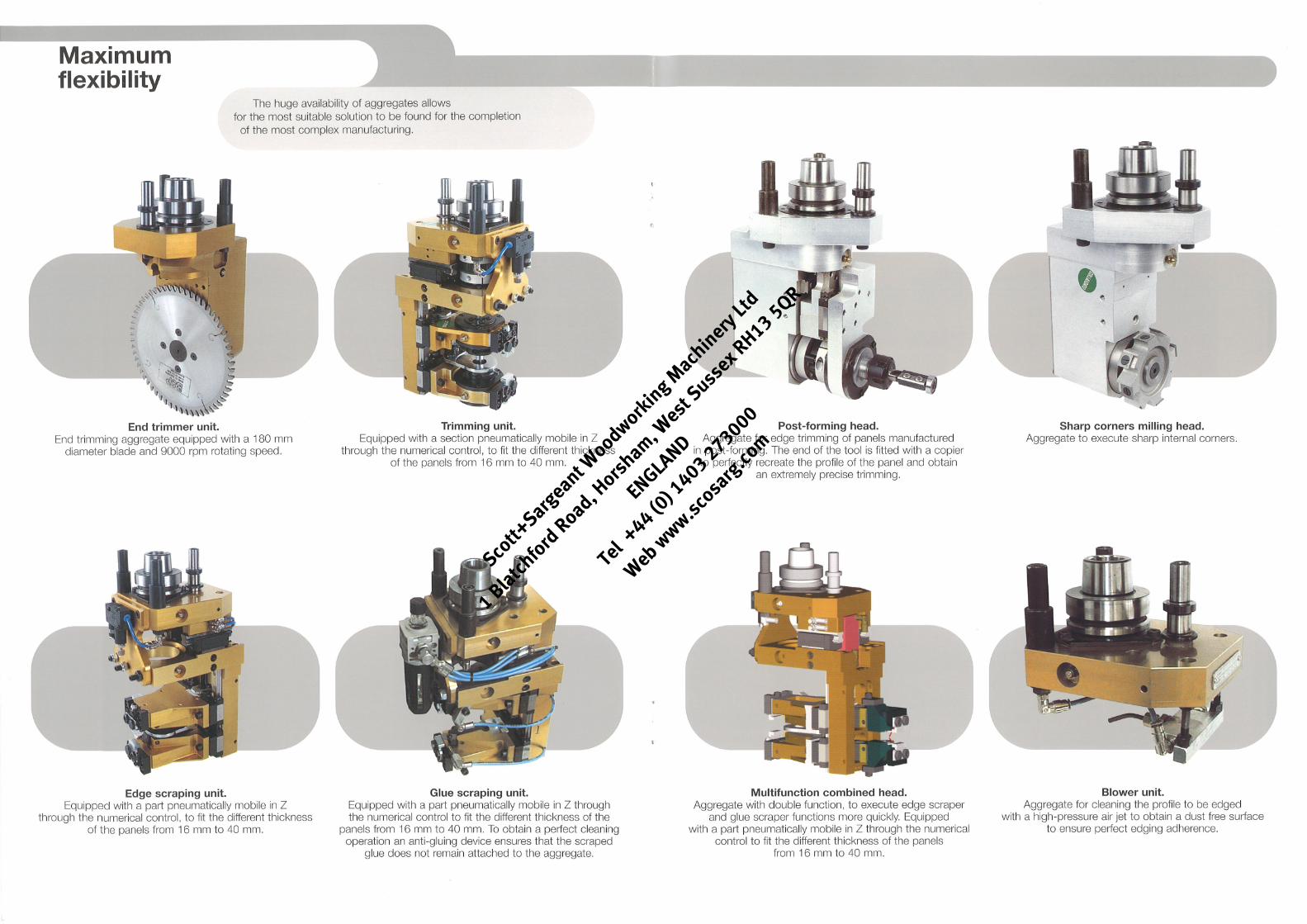
Maximumflexibility
The huge availability of aggregates allowsfor the most suitable solution to be found for the completion
of the most complex manufacturing.
End trimmer unit.End trimrning aggregate equipped with a 180 mm
diameter blade and 9000 rpm rotating speed.
Edge scraPing unit.Equipped with a pad pneumatically mobile in Z
through the numerical control, to fit the different thicknessof the panels from 16 mm to 40 mm.
Trimming unit.Equipped with a section pneumatically mobile in Z
through the numerical control, to fit the different thicknessof the panels from 16 mm to 40 mm.
Glue scraping unit.Equipped with a part pneumatically mobile in Z throughthe numerical control to fit the different thickness of the
panels from 16 mm to 40 mm. To obtain a perJect cleaningoperation an anti-gluing device ensures that the scraped
glue does not remain attached to the aggregate.
-.-- :?4 -
Post-forming head.Aggregate for edge trimming of panels manufactured
in post-forming. The end of the tool is fitted with a copierto pedectly recreate the profile of the panel and obtain
an extremely precise trimnring.
Multifunction combined head.Aggregate with double function, to execute edge scraper
and glue scraper functions more quickly. Equippedwith a pad pneumatically nrobile in Z through the numerical
control to fit the different thickness of the panelsfrom 16 mm to 40 mm.
II
Sharp corners milling head.Aggregate to execute sharp internal corners
.D
,ÊGs.':,.-t
,
tÇ3
I ã
ì
Blower unit.Aggregate for cleaning the profile to be edged
with a high-pressure air jet to obtain a dust free surfaceto ensure perfect edging adherence,
Ë::
E H
Scott+
Sargeant W
oodworking M
achinery
Ltd
1 Blatch
ford
Road, Hors
ham, West S
ussex RH13 5QR
ENGLAND
Tel +44 (0
) 1403 273000
Web w
ww.scosarg
.com
Related Documents











