Moisture diffusivity and shrinkage of broad beans during bulk drying in an inert medium fluidized bed dryer assisted by dielectric heating G. Hashemi a , D. Mowla b, * , M. Kazemeini c a Science and Research Branch, Islamic Azad University, Tehran, Iran b Department of Chemical Engineering, Shiraz University, Zand Street, Shiraz, Iran c Department of Chemical Engineering, Sharif University of Technology, Tehran, Iran article info Article history: Received 7 September 2008 Received in revised form 8 December 2008 Accepted 10 December 2008 Available online 24 December 2008 Keywords: Fluidized bed Drying Inert particle Diffusivity Shrinkage abstract Drying behavior of broad beans (Vicia faba) was studied in a pilot scaled fluidized bed dryer with inert particles assisted by dielectric heating. The effective diffusion coefficient of moisture transfer was deter- mined by Fickian method at four different air drying temperatures of 35, 45, 55 and 65 °C. Correlations for moisture diffusivity as a function of moisture content and temperature of the drying medium were devel- oped. The values of moisture diffusivity were obtained within the range of 1.27 10 9 –6.48 10 9 m 2 /s and the activation energies for FBD and FBD + DE were found to be 27.71 and 17.10 kJ/mol, respectively. The shrinkage behavior of the broad beans was also investigated by considering the volume ratio of (V/V O ) to be function of moisture content alone and fitting a polynomial of the third order. The dielectric heating power was also found to be effective on the rate of drying. Ó 2008 Elsevier Ltd. All rights reserved. 1. Introduction Broad beans, also known as faba or horse beans, are among the oldest crops in the world. Today broad beans are major crop in many countries including China, Ethiopia, and Egypt and are widely grown for human food throughout the Mediterranean region, Middle East countries, such as Iran and in parts of Latin America (Askar, 1983). Much of the beans and crops are dried and only small amount are consumed fresh and broad bean is not an exception. The uses of dried broad beans, which have decreased in mass, urge the necessity of developing an efficient and effective method for dehydrating of broad beans. One crucial feature of the drying process, particularly in food industries is to keep un-changed the size, appearance and shape of the foodstuffs as much as possible. Different methods of drying could have different effects on the effective moisture diffusivity, shrinkage and other physical properties of the drying material. One of the most interesting methods of drying is fluidized bed dry- ing. This method offers the advantages of good mixing, high heat and mass transfer coefficients and hence increased drying rates resulting in shorter drying times (Tatemoto et al., 2001; Wang and Chen, 2000). One of the undesirable changes which occur simultaneously within moisture diffusion in drying process is the reduction of vol- ume or shrinkage; modifying physical properties, heat and mass exchange area and in particular affecting the diffusion coefficient of the materials. In general, shrinkage occurs as a result of volume reduction due to evaporation of the moisture contained in the so- lid. Heating and loss of water cause stresses in the cellular struc- ture of the food and lead to changes in shape and decrease in dimensions (Mayor and Sereno, 2004). Fruits and vegetables have high initial moisture contents and suffer alterations to their origi- nal form during the drying process due to significant shrinkage. Animal and vegetables cells exhibit a property called ‘‘turgor”, where liquid contained in the cell wall creates pressure on the cell, compressing the liquid inside the cell. During the drying process, water escapes the cell causing a decrease in tension that the liquid exerts against the cell wall. This decrease in tension causes shrink- age of the materials. The quantification of this phenomenon is important because it allows the analysis of the drying kinetics and consequently of the whole drying phenomenon. Shrinkage considerations in drying models are hindered because there is no pertinent information about shrinkage coefficient or functional relationships between shrinkage and available moisture diffusivi- ties in available literature (Prado, 1998). Recent publications reporting on the shrinkage of various foodstuffs using different drying methods include Hatamipour and Mowla (2002, 2003), Abbasi and Mowla (2007), Talla et al. (2004), Corzo and Bracho (2004). Another important parameter in drying is the moisture diffusiv- ity which could be affected by shrinkage phenomenon. It’s role is 0260-8774/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2008.12.004 * Corresponding author. Tel.: +98 7112303071. E-mail address: [email protected] (D. Mowla). Journal of Food Engineering 92 (2009) 331–338 Contents lists available at ScienceDirect Journal of Food Engineering journal homepage: www.elsevier.com/locate/jfoodeng

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Journal of Food Engineering 92 (2009) 331–338
Contents lists available at ScienceDirect
Journal of Food Engineering
journal homepage: www.elsevier .com/locate / j foodeng
Moisture diffusivity and shrinkage of broad beans during bulk drying in aninert medium fluidized bed dryer assisted by dielectric heating
G. Hashemi a, D. Mowla b,*, M. Kazemeini c
a Science and Research Branch, Islamic Azad University, Tehran, Iranb Department of Chemical Engineering, Shiraz University, Zand Street, Shiraz, Iranc Department of Chemical Engineering, Sharif University of Technology, Tehran, Iran
a r t i c l e i n f o a b s t r a c t
Article history:Received 7 September 2008Received in revised form 8 December 2008Accepted 10 December 2008Available online 24 December 2008
Keywords:Fluidized bedDryingInert particleDiffusivityShrinkage
0260-8774/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.jfoodeng.2008.12.004
* Corresponding author. Tel.: +98 7112303071.E-mail address: [email protected] (D. Mowla).
Drying behavior of broad beans (Vicia faba) was studied in a pilot scaled fluidized bed dryer with inertparticles assisted by dielectric heating. The effective diffusion coefficient of moisture transfer was deter-mined by Fickian method at four different air drying temperatures of 35, 45, 55 and 65 �C. Correlations formoisture diffusivity as a function of moisture content and temperature of the drying medium were devel-oped. The values of moisture diffusivity were obtained within the range of 1.27 � 10�9–6.48 � 10�9 m2/sand the activation energies for FBD and FBD + DE were found to be 27.71 and 17.10 kJ/mol, respectively.The shrinkage behavior of the broad beans was also investigated by considering the volume ratio of(V/VO) to be function of moisture content alone and fitting a polynomial of the third order. The dielectricheating power was also found to be effective on the rate of drying.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Broad beans, also known as faba or horse beans, are among theoldest crops in the world. Today broad beans are major crop inmany countries including China, Ethiopia, and Egypt and arewidely grown for human food throughout the Mediterraneanregion, Middle East countries, such as Iran and in parts of LatinAmerica (Askar, 1983). Much of the beans and crops are driedand only small amount are consumed fresh and broad bean isnot an exception. The uses of dried broad beans, which havedecreased in mass, urge the necessity of developing an efficientand effective method for dehydrating of broad beans.
One crucial feature of the drying process, particularly in foodindustries is to keep un-changed the size, appearance and shapeof the foodstuffs as much as possible. Different methods of dryingcould have different effects on the effective moisture diffusivity,shrinkage and other physical properties of the drying material.One of the most interesting methods of drying is fluidized bed dry-ing. This method offers the advantages of good mixing, high heatand mass transfer coefficients and hence increased drying ratesresulting in shorter drying times (Tatemoto et al., 2001; Wangand Chen, 2000).
One of the undesirable changes which occur simultaneouslywithin moisture diffusion in drying process is the reduction of vol-
ll rights reserved.
ume or shrinkage; modifying physical properties, heat and massexchange area and in particular affecting the diffusion coefficientof the materials. In general, shrinkage occurs as a result of volumereduction due to evaporation of the moisture contained in the so-lid. Heating and loss of water cause stresses in the cellular struc-ture of the food and lead to changes in shape and decrease indimensions (Mayor and Sereno, 2004). Fruits and vegetables havehigh initial moisture contents and suffer alterations to their origi-nal form during the drying process due to significant shrinkage.Animal and vegetables cells exhibit a property called ‘‘turgor”,where liquid contained in the cell wall creates pressure on the cell,compressing the liquid inside the cell. During the drying process,water escapes the cell causing a decrease in tension that the liquidexerts against the cell wall. This decrease in tension causes shrink-age of the materials. The quantification of this phenomenon isimportant because it allows the analysis of the drying kineticsand consequently of the whole drying phenomenon. Shrinkageconsiderations in drying models are hindered because there is nopertinent information about shrinkage coefficient or functionalrelationships between shrinkage and available moisture diffusivi-ties in available literature (Prado, 1998). Recent publicationsreporting on the shrinkage of various foodstuffs using differentdrying methods include Hatamipour and Mowla (2002, 2003),Abbasi and Mowla (2007), Talla et al. (2004), Corzo and Bracho(2004).
Another important parameter in drying is the moisture diffusiv-ity which could be affected by shrinkage phenomenon. It’s role is

Nomenclature
C, D constantsDeff effective moisture diffusivity (m2/s)Do a constant (m2/s)DE dielectricEa activation energy (kJ/mol)FBD fluidized bed dryerL slab thickness of the particle (m)Lio initial dimensions of the particle in x, y and z directionsLi final dimensions of the particle in x, y and z directionsMR moisture ratio of the drying Sample (dimensionless)MRexp experimental moisture ratio (dimensionless)MRpred predicted moisture ratio (dimensionless)N a positive integerR gas law constant (kJ/kg mol K)
R2 correlation coefficientrc cylindrical radius (m)rs spherical radius (m)t time (s)Tabs absolute temperature (K)X moisture content (kg water/kg dry solid)X� equilibrium moisture content (kg water/kg dry solid)Xo initial moisture content (kg water/kg dry solid)Vo original volume (m3)V volume after shrinkage (m3)Wb weight of material before drying (kg)Wd weight of dry material (kg)Ww weight of water (kg)bn roots of Bessel function
Table 1The operating conditions for drying of broad beans in a fluidized bed.
ExperimentNo.
Amount ofsample (g)
Velocity ofair (m/s)
Inlet airtemperature
Power of DEenergy (W)
332 G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338
essential in simulation and optimization of the drying process,since water vapor transfer rate inside the materials is controlledby diffusion of moisture toward the outer surface (Senadeeraet al., 2000, 2003) then the water vapor concentration on outer sur-face of the material reaches equilibrium or very close to equilib-rium values. Drying rate increases as a result of equilibriumconcentration of the water vapor on the surface of the materialsat higher temperature. This produces a migration of moisture fromwithin the solid to the surface, which occurs through one or moremechanisms namely, molecular diffusion, capillary flow, Knudsenflow, hydrodynamic flow or surface diffusion. As a result, analysisof the mass transfer phenomenon is based on the assumption thatthe effective moisture diffusivity represents all parameters influ-encing the process rate. In this respect certain amount of theoret-ical and experimental studies on the drying behavior of differentmaterials and the measurement of their moisture diffusivity in dif-ferent drying conditions have been carried out (Sharma and Prasad,2004; Doymaz, 2004; Rossello et al., 1997; Senadeera et al., 2000;Hatamipour and Mowla, 2003; Abbasi and Mowla, 2007).
Thus any attempt to characterize the drying behavior of thematerials, must inevitably address the physical parameters of thematerial such as shrinkage and moisture diffusivity. Since thereare not much drying data for broad beans in the literature, in thiswork it is expected to study the properties of shrinkage and mois-ture diffusivity of broad beans during its drying in a fluidized beddryer containing inert particles and equipped with sources of bothconvection and dielectric heating.
(�C)
1 250 5 35 –2 250 5 45 –3 250 5 55 –4 250 5 65 –5 250 5 35 1206 250 5 45 1207 250 5 55 1208 250 5 65 1209 3.38 3.5 35 –
10 3.36 3.5 45 –11 3.16 3.5 55 –12 2.88 3.5 65 –13 3.65 3.5 35 12014 2.96 3.5 45 12015 3.90 3.5 55 12016 2.74 3.5 65 12017 2.84 5 35 8018 2.82 5 45 8019 4.03 5 55 8020 3.06 5 35 20021 3.46 5 45 20022 2.94 5 55 200
2. Materials and methods
2.1. Biological materials
Broad beans with initial moisture content (70–75%) on a wetbasis were obtained from local market and stored in a refrigeratorfor 24 h at 4 ± 1 �C. Prior to the drying experiment, the weight ofbroad beans determined by means of an electronic balance (RAD-WAG Wagi Elektroniczne Witold Poland) with an accuracy of0.001 g. A given amount of inert material of glass beads of diameter3 mm was placed inside the dryer and then the amount of broadbeans was added to it. In each run at different times the weightof the bulk of samples, surface and central temperatures of thesample, air velocity and power of dielectric heater were measuredand recorded according to Table 1. In each run, the averageddimensions of the dried samples in three directions were deter-mined by means of a sliding gauge. Experiments to determinethe influence of process variables on shrinkage and moisture diffu-
sivity in the fluidized bed dryer, with and without the source ofdielectric heating were performed.
2.2. Drying apparatus
A pilot scaled fluidized bed dryer with inert particles assisted bya dielectric heating source was set up to perform the drying exper-iments. The schematic diagram and a photo of the experimentalapparatus are shown in Fig. 1a and b, respectively. The fluidizedbed dryer is made of a cylindrical Pyrex column of diameter77.8 mm with a height of 0.5 m which is fitted with a perforatedplate at the bottom as an air distributor. As the source of dielectricenergy, use is made of domestic microwave ovens with frequencyof 2450 MHz. Since most of the domestic microwave ovens existedin the market could not have a height of more than 0.35 m, there-fore, in order to place the bed of height 0.5 m vertically inside thecavity, two similar domestic microwave ovens (Type Alonso)should have been fixed one on top of the other with certain precau-tions to prevent exposure of electromagnetic waves. The total vol-ume of the cavity is 0.030 m3 with outside dimensions of the
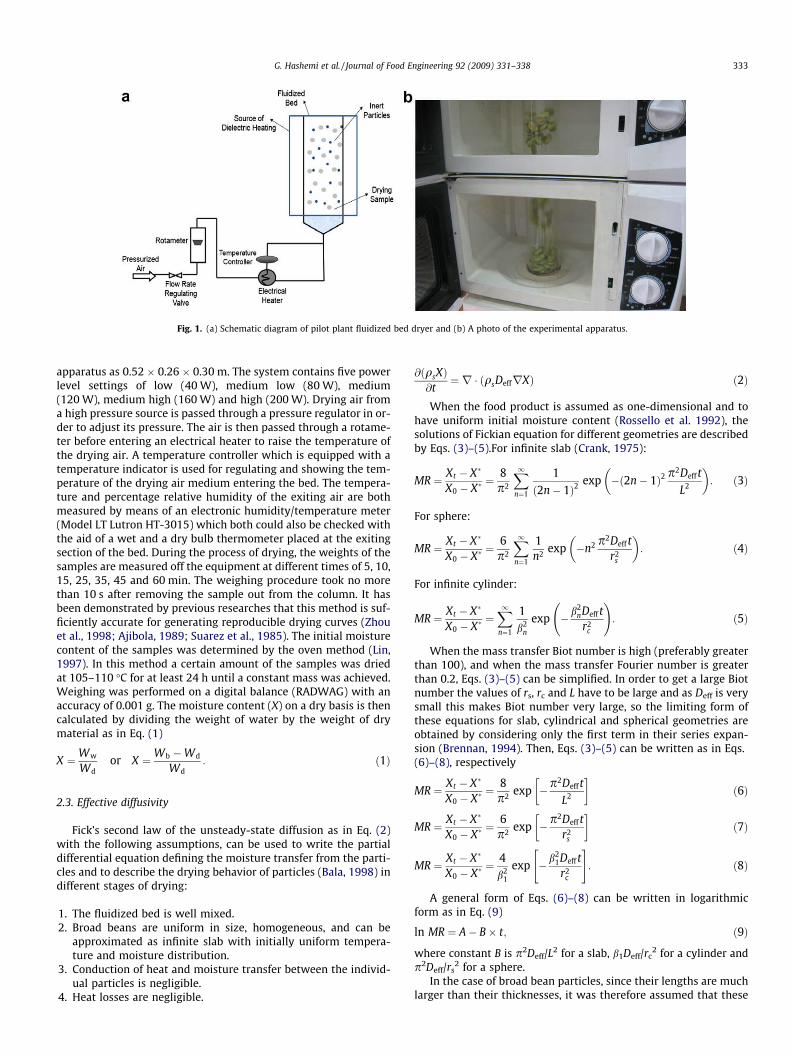
Fig. 1. (a) Schematic diagram of pilot plant fluidized bed dryer and (b) A photo of the experimental apparatus.
G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338 333
apparatus as 0.52 � 0.26 � 0.30 m. The system contains five powerlevel settings of low (40 W), medium low (80 W), medium(120 W), medium high (160 W) and high (200 W). Drying air froma high pressure source is passed through a pressure regulator in or-der to adjust its pressure. The air is then passed through a rotame-ter before entering an electrical heater to raise the temperature ofthe drying air. A temperature controller which is equipped with atemperature indicator is used for regulating and showing the tem-perature of the drying air medium entering the bed. The tempera-ture and percentage relative humidity of the exiting air are bothmeasured by means of an electronic humidity/temperature meter(Model LT Lutron HT-3015) which both could also be checked withthe aid of a wet and a dry bulb thermometer placed at the exitingsection of the bed. During the process of drying, the weights of thesamples are measured off the equipment at different times of 5, 10,15, 25, 35, 45 and 60 min. The weighing procedure took no morethan 10 s after removing the sample out from the column. It hasbeen demonstrated by previous researches that this method is suf-ficiently accurate for generating reproducible drying curves (Zhouet al., 1998; Ajibola, 1989; Suarez et al., 1985). The initial moisturecontent of the samples was determined by the oven method (Lin,1997). In this method a certain amount of the samples was driedat 105–110 �C for at least 24 h until a constant mass was achieved.Weighing was performed on a digital balance (RADWAG) with anaccuracy of 0.001 g. The moisture content (X) on a dry basis is thencalculated by dividing the weight of water by the weight of drymaterial as in Eq. (1)
X ¼Ww
Wdor X ¼Wb �Wd
Wd: ð1Þ
2.3. Effective diffusivity
Fick’s second law of the unsteady-state diffusion as in Eq. (2)with the following assumptions, can be used to write the partialdifferential equation defining the moisture transfer from the parti-cles and to describe the drying behavior of particles (Bala, 1998) indifferent stages of drying:
1. The fluidized bed is well mixed.2. Broad beans are uniform in size, homogeneous, and can be
approximated as infinite slab with initially uniform tempera-ture and moisture distribution.
3. Conduction of heat and moisture transfer between the individ-ual particles is negligible.
4. Heat losses are negligible.
@ðqsXÞ
@t¼ r � ðqsDeffrXÞ ð2Þ
When the food product is assumed as one-dimensional and tohave uniform initial moisture content (Rossello et al. 1992), thesolutions of Fickian equation for different geometries are describedby Eqs. (3)–(5).For infinite slab (Crank, 1975):
MR ¼ Xt � X�
X0 � X�¼ 8
p2
X1n¼1
1
ð2n� 1Þ2exp �ð2n� 1Þ2 p2Deff t
L2
� �: ð3Þ
For sphere:
MR ¼ Xt � X�
X0 � X�¼ 6
p2
X1n¼1
1n2 exp �n2 p2Deff t
r2s
� �: ð4Þ
For infinite cylinder:
MR ¼ Xt � X�
X0 � X�¼X1n¼1
1b2
n
exp � b2nDeff tr2
c
!: ð5Þ
When the mass transfer Biot number is high (preferably greaterthan 100), and when the mass transfer Fourier number is greaterthan 0.2, Eqs. (3)–(5) can be simplified. In order to get a large Biotnumber the values of rs, rc and L have to be large and as Deff is verysmall this makes Biot number very large, so the limiting form ofthese equations for slab, cylindrical and spherical geometries areobtained by considering only the first term in their series expan-sion (Brennan, 1994). Then, Eqs. (3)–(5) can be written as in Eqs.(6)–(8), respectively
MR ¼ Xt � X�
X0 � X�¼ 8
p2 exp �p2Deff t
L2
� �ð6Þ
MR ¼ Xt � X�
X0 � X�¼ 6
p2 exp �p2Deff tr2
s
� �ð7Þ
MR ¼ Xt � X�
X0 � X�¼ 4
b21
exp �b21Deff tr2
c
" #: ð8Þ
A general form of Eqs. (6)–(8) can be written in logarithmicform as in Eq. (9)
ln MR ¼ A� B� t; ð9Þ
where constant B is p2Deff/L2 for a slab, b1Deff/rc2 for a cylinder and
p2Deff/rs2 for a sphere.
In the case of broad bean particles, since their lengths are muchlarger than their thicknesses, it was therefore assumed that these
500 1000 1500 2000 2500 3000 3500 4000
0.5
1
1.5
2
2.5
Time (s)
Moi
stur
e C
onte
nt X
(kg
wat
er /k
g dr
y so
lid)
Convection Drying + Dielectric Drying
Air Temp.35 oC+120W
Air Temp.45 oC+120W
Air Temp.55 oC+120W
Air Temp.65 oC+120W
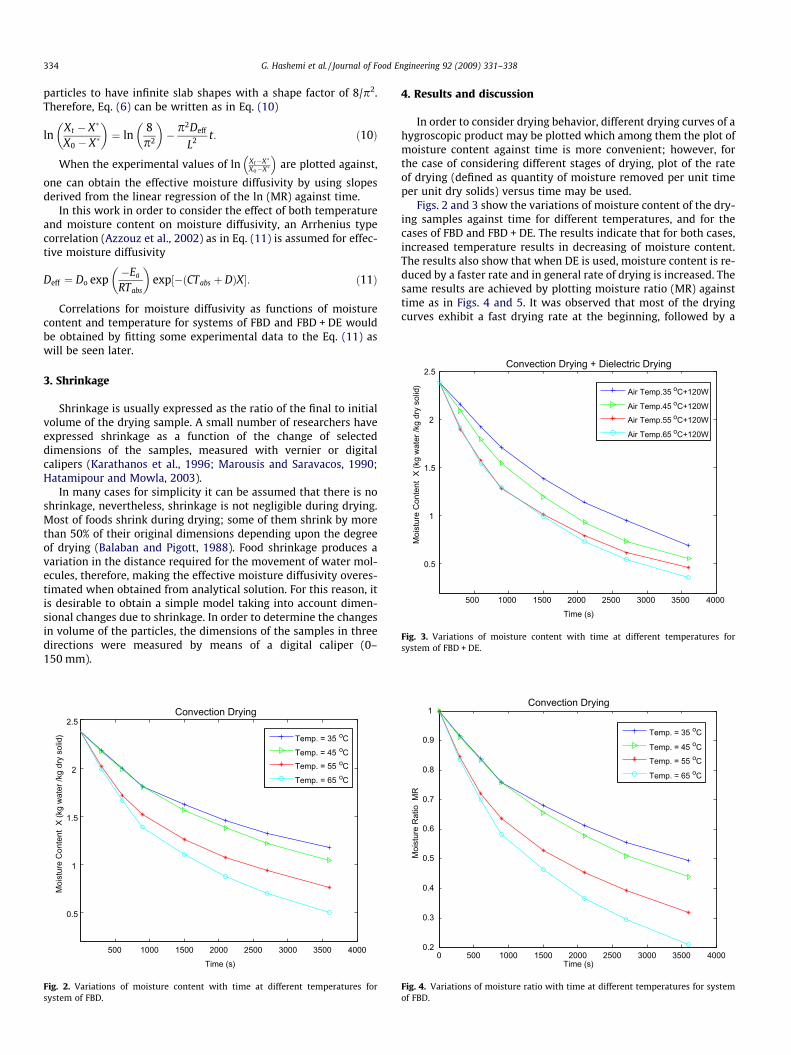
Fig. 3. Variations of moisture content with time at different temperatures forsystem of FBD + DE.
334 G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338
particles to have infinite slab shapes with a shape factor of 8/p2.Therefore, Eq. (6) can be written as in Eq. (10)
lnXt � X�
X0 � X�
� �¼ ln
8p2
� �� p2Deff
L2 t: ð10Þ
When the experimental values of ln Xt�X�
Xo�X�
� �are plotted against,
one can obtain the effective moisture diffusivity by using slopesderived from the linear regression of the ln (MR) against time.
In this work in order to consider the effect of both temperatureand moisture content on moisture diffusivity, an Arrhenius typecorrelation (Azzouz et al., 2002) as in Eq. (11) is assumed for effec-tive moisture diffusivity
Deff ¼ Do exp�Ea
RTabs
� �exp½�ðCTabs þ DÞX�: ð11Þ
Correlations for moisture diffusivity as functions of moisturecontent and temperature for systems of FBD and FBD + DE wouldbe obtained by fitting some experimental data to the Eq. (11) aswill be seen later.
3. Shrinkage
Shrinkage is usually expressed as the ratio of the final to initialvolume of the drying sample. A small number of researchers haveexpressed shrinkage as a function of the change of selecteddimensions of the samples, measured with vernier or digitalcalipers (Karathanos et al., 1996; Marousis and Saravacos, 1990;Hatamipour and Mowla, 2003).
In many cases for simplicity it can be assumed that there is noshrinkage, nevertheless, shrinkage is not negligible during drying.Most of foods shrink during drying; some of them shrink by morethan 50% of their original dimensions depending upon the degreeof drying (Balaban and Pigott, 1988). Food shrinkage produces avariation in the distance required for the movement of water mol-ecules, therefore, making the effective moisture diffusivity overes-timated when obtained from analytical solution. For this reason, itis desirable to obtain a simple model taking into account dimen-sional changes due to shrinkage. In order to determine the changesin volume of the particles, the dimensions of the samples in threedirections were measured by means of a digital caliper (0–150 mm).
500 1000 1500 2000 2500 3000 3500 4000
0.5
1
1.5
2
2.5
Time (s)
Moi
stur
e C
onte
nt X
(kg
wat
er /k
g dr
y so
lid)
Convection Drying
Temp. = 35 oC
Temp. = 45 oCTemp. = 55 oC
Temp. = 65 oC
Fig. 2. Variations of moisture content with time at different temperatures forsystem of FBD.
4. Results and discussion
In order to consider drying behavior, different drying curves of ahygroscopic product may be plotted which among them the plot ofmoisture content against time is more convenient; however, forthe case of considering different stages of drying, plot of the rateof drying (defined as quantity of moisture removed per unit timeper unit dry solids) versus time may be used.
Figs. 2 and 3 show the variations of moisture content of the dry-ing samples against time for different temperatures, and for thecases of FBD and FBD + DE. The results indicate that for both cases,increased temperature results in decreasing of moisture content.The results also show that when DE is used, moisture content is re-duced by a faster rate and in general rate of drying is increased. Thesame results are achieved by plotting moisture ratio (MR) againsttime as in Figs. 4 and 5. It was observed that most of the dryingcurves exhibit a fast drying rate at the beginning, followed by a
0 500 1000 1500 2000 2500 3000 3500 40000.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Time (s)
Moi
stur
e R
atio
MR
Convection Drying
Temp. = 35 oC
Temp. = 45 oC
Temp. = 55 oC
Temp. = 65 oC
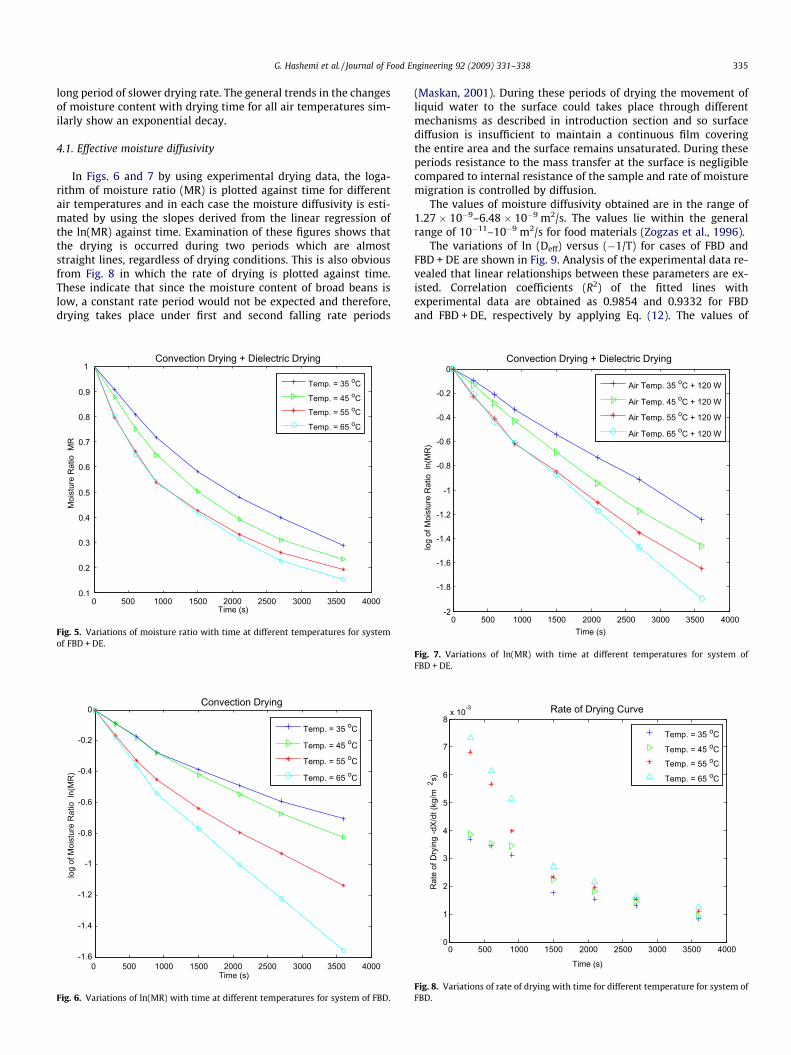
Fig. 4. Variations of moisture ratio with time at different temperatures for systemof FBD.
G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338 335
long period of slower drying rate. The general trends in the changesof moisture content with drying time for all air temperatures sim-ilarly show an exponential decay.
4.1. Effective moisture diffusivity
In Figs. 6 and 7 by using experimental drying data, the loga-rithm of moisture ratio (MR) is plotted against time for differentair temperatures and in each case the moisture diffusivity is esti-mated by using the slopes derived from the linear regression ofthe ln(MR) against time. Examination of these figures shows thatthe drying is occurred during two periods which are almoststraight lines, regardless of drying conditions. This is also obviousfrom Fig. 8 in which the rate of drying is plotted against time.These indicate that since the moisture content of broad beans islow, a constant rate period would not be expected and therefore,drying takes place under first and second falling rate periods
0 500 1000 1500 2000 2500 3000 3500 40000.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Time (s)
Moi
stur
e R
atio
MR
Convection Drying + Dielectric Drying
Temp. = 35 oC
Temp. = 45 oC
Temp. = 55 oC
Temp. = 65 oC
Fig. 5. Variations of moisture ratio with time at different temperatures for systemof FBD + DE.
0 500 1000 1500 2000 2500 3000 3500 4000-1.6
-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
Time (s)
log
of M
oist
ure
Rat
io l
n(M
R)
Convection Drying
Temp. = 35 oC
Temp. = 45 oC
Temp. = 55 oC
Temp. = 65 oC
Fig. 6. Variations of ln(MR) with time at different temperatures for system of FBD.
(Maskan, 2001). During these periods of drying the movement ofliquid water to the surface could takes place through differentmechanisms as described in introduction section and so surfacediffusion is insufficient to maintain a continuous film coveringthe entire area and the surface remains unsaturated. During theseperiods resistance to the mass transfer at the surface is negligiblecompared to internal resistance of the sample and rate of moisturemigration is controlled by diffusion.
The values of moisture diffusivity obtained are in the range of1.27 � 10�9–6.48 � 10�9 m2/s. The values lie within the generalrange of 10�11–10�9 m2/s for food materials (Zogzas et al., 1996).
The variations of ln (Deff) versus (�1/T) for cases of FBD andFBD + DE are shown in Fig. 9. Analysis of the experimental data re-vealed that linear relationships between these parameters are ex-isted. Correlation coefficients (R2) of the fitted lines withexperimental data are obtained as 0.9854 and 0.9332 for FBDand FBD + DE, respectively by applying Eq. (12). The values of
0 500 1000 1500 2000 2500 3000 3500 4000-2
-1.8
-1.6
-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
Time (s)
log
of M
oist
ure
Rat
io l
n(M
R)
Convection Drying + Dielectric Drying
Air Temp. 35 oC + 120 W
Air Temp. 45 oC + 120 W
Air Temp. 55 oC + 120 W
Air Temp. 65 oC + 120 W
Fig. 7. Variations of ln(MR) with time at different temperatures for system ofFBD + DE.
0 500 1000 1500 2000 2500 3000 3500 40000
1
2
3
4
5
6
7
8x 10
-3
Time (s)
Rat
e of
Dry
ing
-dX/
dt (k
g/m
2 s)
Rate of Drying Curve
Temp. = 35 oC
Temp. = 45 oC
Temp. = 55 oC
Temp. = 65 oC
Fig. 8. Variations of rate of drying with time for different temperature for system ofFBD.

336 G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338
activation energies for FBD and FBD + DE are obtained as 27.71 and17.10 kJ/mol, respectively
R2 ¼ 1�PN
i¼1ðMRpred;i �MRexp;iÞ2PNi¼1ðMRpred �MRpred;iÞ2
: ð12Þ
When considering moisture diffusivity to be a function of tem-perature and moisture content, correlations for systems of FBD andFBD + DE as in Eqs. (13) and (14) could be predicted with correla-tion coefficients of 0.9147and 0.8928, respectively
Deff ¼ 6:415� 10�5 expð�27436=RTabsÞexp½�ð2:010� 10�3Tabs � 0:901ÞX� ð13Þ
Deff ¼ 2:071� 10�6 expð�17340=RTabsÞexp½�ð3:571� 10�3Tabs � 1:335ÞX�: ð14Þ
0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.2 2.41
1.5
2
2.5
3
3.5
4
4.5
5x 10-9
Moisture Content X(kg water/kg dry solid)
Moi
stur
e D
iffus
ivity
Def
f (m
2/s)
Convection
Temp. = 35 oC
Temp. = 45 oC
Temp. = 55 oC
Temp. = 65 oC
Fig. 10. Variations of moisture diffusivity with moisture content for system of FBD.
-3.25 -3.2 -3.15 -3.1 -3.05 -3 -2.95
x 10-3
-20.4
-20.2
-20
-19.8
-19.6
-19.4
-19.2
-19
Inverse of Temperature -1/T (K-1)
Log
of m
oist
ure
Diff
usiv
ity l
n(D
-eff)
Comparison of FBD and FBD + Dielectric
ConvectionFitted Conv.DielectricFitted Dielectric
Fig. 9. Variations of logarithms of moisture diffusivity with (�1/T) for system ofFBD + DE.
In Figs. 10 and 11 the values of moisture diffusivity are plottedagainst moisture content for different temperatures and for sys-tems of FBD and FBD + DE, the results indicates that by increasingthe temperatures of the drying gas the values of moisture diffusiv-ity is increased followed by a decrease for both systems. For a giventemperature, these figures show that the value of moisture diffu-sivity is decreased as moisture content is lowered down.
Fig. 12 shows the variations of MR versus time for differentpower of electromagnetic energy set at medium low (80 W), med-ium (120 W) and high power (200 W). The curves show an expo-nential decay of MR with time for different powers and clearlyindicating the positive effect of dielectric energy and its poweron the reduction of drying time. This contribution was most likelydue to the elevated internal temperature of the particles wellabove the drying air temperature resulting in a greater vapor pres-sure hence the driving force within the particles as observed byFeng et al. (2001).
0 500 1000 1500 2000 2500 3000 3500 40000.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
Time (s)
Moi
stur
e R
atio
(M
R)
Effect of Power on Moisture Ratio
Drying Air at 55 oCcombined with power 80Wcombined with power 120Wcombined with power 200W
Fig. 12. Variations of moisture ratio (MR) with time for different power of dielectricenergy combined by convectional drying.
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.22.5
3
3.5
4
4.5
5
5.5
6
6.5x 10-9
Moisture Content X(kg water/kg dry solid)
Moi
stur
e D
iffus
ivity
Def
f(m2/
s)
Convection + Dielectric Energy
Air Temp.35 oC+120W
Air Temp.45 oC+120W
Air Temp.55 oC+120W
Air Temp.65 oC+120W
Fig. 11. Variations of moisture diffusivity with moisture content for system ofFBD + DE.
0 500 1000 1500 2000 2500 3000 3500 40002.5
3
3.5
4
4.5
5
5.5
6
6.5
7x 10-9
Time (s)
Moi
stur
e Di
ffusi
vity
(Def
f m2/
s)
Effect of Power on Moisture Diffusivity
Drying Air at 55 oCcombined with power 80Wcombined with power 120Wcombined with power 200W
Fig. 13. Variations of moisture diffusivity with time for different power of dielectricenergy combined by convectional drying.
0 0.5 1 1.5 2 2.5
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
Moisture Content X (kg moisture/kg dry solid)
Vol
ume
Con
tract
ion
(V/V
0)
Effect of Air Temp. on Shrinkage
Air Temp. = 35 oC
Air Temp. = 45 oC
Air Temp. = 55 oC
Air Temp. = 65 oC
Prediction at 55 oC
Fig. 14. Variations of shrinkage (V/V0) with moisture content at different temper-atures for system of FBD.
0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.2 2.4
0.4
0.5
0.6
0.7
0.8
0.9
1
Moisture Content X (kg moisture/kg dry solid)
Volu
me
Con
tract
ion
(V/V
0)
Effect of Combined Convection and DE Power on Shrinkage
Air Temp. 35 oC + 120WAir Temp. 45 oC + 120WAir Temp. 55 oC + 120WAir Temp. 65 oC + 120WPrediction at 45 oC
Fig. 15. Variations of shrinkage (V/V0) with moisture content at different temper-atures for system of FBD + DE.
0.8 1 1.2 1.4 1.6 1.8 2 2.2 2.4 2.6
0.4
0.5
0.6
0.7
0.8
0.9
1
Moisture Content X (kg moisture/kg dry solid)
Volu
me
Con
tract
ion
(V/V
0)
Effect of Power on Shrinkage
power = 80Wpower = 120 Wpower = 200 W
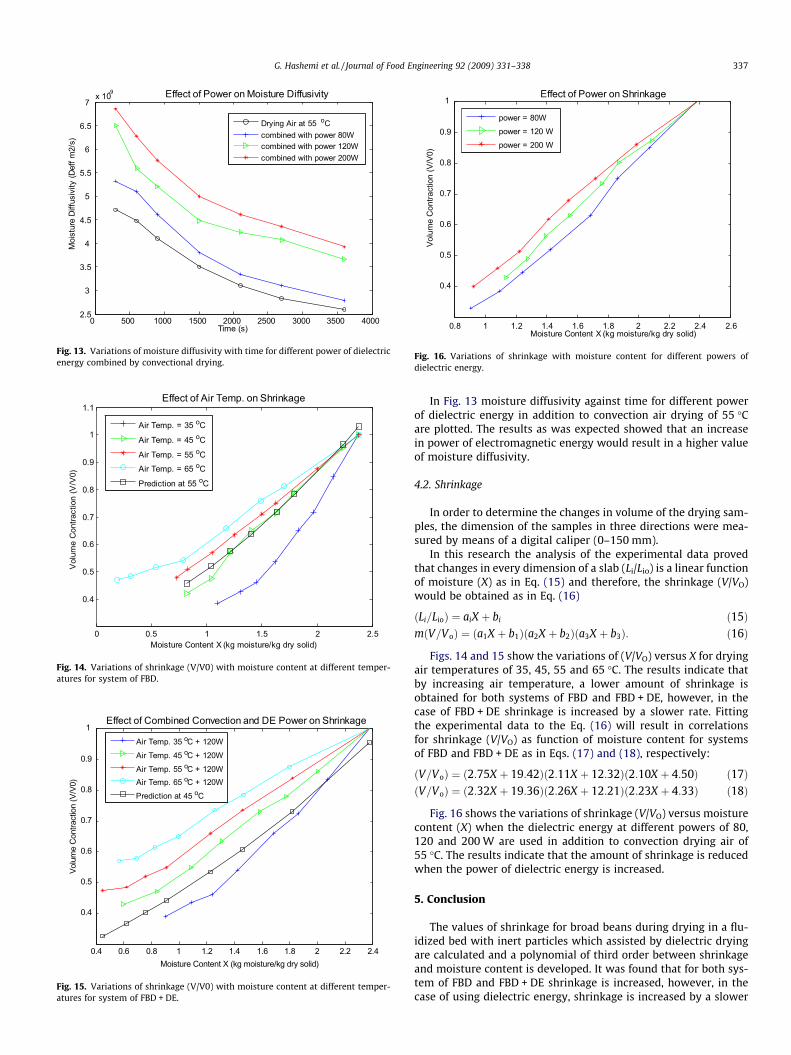
Fig. 16. Variations of shrinkage with moisture content for different powers ofdielectric energy.
G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338 337
In Fig. 13 moisture diffusivity against time for different powerof dielectric energy in addition to convection air drying of 55 �Care plotted. The results as was expected showed that an increasein power of electromagnetic energy would result in a higher valueof moisture diffusivity.
4.2. Shrinkage
In order to determine the changes in volume of the drying sam-ples, the dimension of the samples in three directions were mea-sured by means of a digital caliper (0–150 mm).
In this research the analysis of the experimental data provedthat changes in every dimension of a slab (Li/Lio) is a linear functionof moisture (X) as in Eq. (15) and therefore, the shrinkage (V/VO)would be obtained as in Eq. (16)
ðLi=LioÞ ¼ aiX þ bi ð15ÞmðV=VoÞ ¼ ða1X þ b1Þða2X þ b2Þða3X þ b3Þ: ð16Þ
Figs. 14 and 15 show the variations of (V/VO) versus X for dryingair temperatures of 35, 45, 55 and 65 �C. The results indicate thatby increasing air temperature, a lower amount of shrinkage isobtained for both systems of FBD and FBD + DE, however, in thecase of FBD + DE shrinkage is increased by a slower rate. Fittingthe experimental data to the Eq. (16) will result in correlationsfor shrinkage (V/VO) as function of moisture content for systemsof FBD and FBD + DE as in Eqs. (17) and (18), respectively:
ðV=VoÞ ¼ ð2:75X þ 19:42Þð2:11X þ 12:32Þð2:10X þ 4:50Þ ð17ÞðV=VoÞ ¼ ð2:32X þ 19:36Þð2:26X þ 12:21Þð2:23X þ 4:33Þ ð18Þ
Fig. 16 shows the variations of shrinkage (V/VO) versus moisturecontent (X) when the dielectric energy at different powers of 80,120 and 200 W are used in addition to convection drying air of55 �C. The results indicate that the amount of shrinkage is reducedwhen the power of dielectric energy is increased.
5. Conclusion
The values of shrinkage for broad beans during drying in a flu-idized bed with inert particles which assisted by dielectric dryingare calculated and a polynomial of third order between shrinkageand moisture content is developed. It was found that for both sys-tem of FBD and FBD + DE shrinkage is increased, however, in thecase of using dielectric energy, shrinkage is increased by a slower

338 G. Hashemi et al. / Journal of Food Engineering 92 (2009) 331–338
rate. The values of moisture diffusivity which were obtained are inthe range of 1.27 � 10�9–6.48 � 10�9 m2/s. Correlations for mois-ture diffusivity as functions of temperature and moisture contentwere developed. The values of activation energies for FBD andFBD + DE are obtained as 27.71 and 17.10 kJ/mol, respectively. Byincreasing the power of the dielectric heating, the temperature ofthe drying particles is increased which resulted in a higher mois-ture diffusivity and clearly indicating the positive effect of dielec-tric energy and its power on the rate of drying.
Acknowledgement
The authors wish to thank Iran National Science Foundation(INSF) for it’s partial financial support of this research work.
References
Abbasi Souraki, B., Mowla, D., 2007. Axial and radial moisture diffusivity incylindrical fresh green beans in a fluidized bed dryer with energy carrier:modeling with and without shrinkage. Journal of Food Engineering 88, 9–19.
Ajibola, O.O., 1989. Thin-layer drying of melon seed. Journal of Food Engineering 9,305–320.
Askar, A., 1983. Faba Beans (Vicia faba L.) and Their Role in the Human Diet.Department of Food Science and Technology, Faculty of Agriculture, Suez CanalUniversity, Ismailia, Egypt.
Azzouz, S., Guizani, A., Jomaa, W., Belghith, A., 2002. Moisture diffusivity and dryingkinetic equation of convective drying of grapes. Journal of Food Engineering 55,323–330.
Bala, B.K., 1998. Drying and Storage of Cereal Grains. Oxford and IBH Publishing Co.,New Delhi, India.
Balaban, M., Pigott, G.M., 1988. Mathematical model of simultaneous heat and masstransfer in food with dimensional changes and variable transport parameters.Journal of Food Science 53 (3), 935–939.
Brennan, J.G., 1994. Food Dehydration: A Dictionary and Guide. ButterworthHeinemann Series on Food Control, Oxford, UK.
Corzo, O., Bracho, N., 2004. Shrinkage of osmotically dehydrated sardine sheets atchanging moisture contents. Journal of Food Engineering 65, 333–339.
Crank, J., 1975. The Mathematics of Diffusion. Oxford University Press, Oxford UK.Doymaz, J., 2004. Convective air drying characteristic of thin layer carrots. Journal of
Food Engineering 61 (3), 359–364.Feng, H., Tang, J., Cavalieri, R.P., Plumb, O.A., 2001. Heat and mass transport in
microwave drying of porous materials in a spouted bed. AICHE Journal 47 (7),1499–1511.
Hatamipour, M.S., Mowla, D., 2002. Shrinkage of carrots during drying in an inertmedium fluidized bed. Journal of Food Engineering 55, 247–252.
Hatamipour, M.S., Mowla, D., 2003. Correlations for shrinkage, density anddiffusivity for drying of maize and green peas in a fluidized bed with energycarrier. Journal of Food Engineering 59, 221–227.
Karathanos, V.T., Kanellpoulos, N.K., Belessiotis, V.G., 1996. Development of porousstructure during air drying of agriculture plant products. Journal of FoodEngineering 29, 167–183.
Lin, Zheng-Xiang, 1997. Analysis Handbook of Food Component. Bejing ChineseLight Industry Publisher.
Marousis, S.N., Saravacos, G.D., 1990. Density and porosity in drying starchmaterials. Journal of Food Science 55, 1367–1372.
Maskan, M., 2001. Drying, shrinkage and rehydration characteristics of kiwifruitsduring hot air and microwave drying. Journal of Food Engineering 48, 177–182.
Mayor, L., Sereno, A.M., 2004. Modeling shrinkage during convective drying of foodmaterial: a review. Journal of Food Engineering 18, 373–386.
Prado, M.E.T., 1998. Drying of Dates (Phoenix dactyulifera L.) to Obtain Dried Date(passa). Campinas, UNICAMP, Master Degree Thesis.
Rossello, C., Canellas, J., Simal, S., Berna, A., 1992. Simple mathematical model topredict the drying rates of potato. Journal of Agricultural and Food Chemistry 40(12), 2374–2378.
Rossello, C., Simal, SanJuan, N., Mullet, A., 1997. Nonisotropic mass transfer modelfor green bean drying. Journal of Agricultural and Food Chemistry 45, 337–342.
Senadeera, W., Bhandari, B.G., Wijesinghe, B., 2000. Physical properties andfluidization behavior of fresh green bean particulates during fluidized beddrying. Trans I ChemE 78 Part C, 43–47.
Senadeera, W., Bhandari, B.G., Wijesinghe, B., 2003. Influence of shapes of selectedvegetables materials on drying kinetics during fluidize bed drying. Journal ofFood Engineering 58, 277–283.
Sharma, G.P., Prasad, S., 2004. Effective moisture diffusivity of garlic clovesundergoing microwave convective drying. Journal of Food Engineering 65 (4),609–617.
Suarez, C., Violaz, P.E., Chirife, J., 1985. Diffusion analysis of air drying of grainsorghum. Food Technology 15, 523–531.
Talla, A., Puiggali, J.R., Jomaa, W., Jannot, Y., 2004. Shrinkage and density evolutionduring drying of tropical fruits: application to banana. Journal of FoodEngineering 64, 103–109.
Tatemoto, Y., Bando, Y., Yasuda, K., Senda, Y., Nakamura, M., 2001. Effect offluidizing particle on drying characteristics of porous material in fluidized bed.Drying Technology 19 (7), 1305–1318.
Wang, Z.H., Chen, G., 2000. Heat and mass transfer in batch fluidized bed drying ofporous particles. Chemical Engineering Science 55 (11), 1857–1869.
Zhou, S.J., Mowla, D., Wang, F.Y., Rudolph, V., 1998. Experimental investigation offood drying processes in dense phase fluidized bed with energy carrier,CHEMICA 98. Port Doulas, North Queensland, Australia.
Zogzas, N.P., Maroulis, Z.B., Marinos-Kouris, D., 1996. Moisture diffusivity datacompilation in foodstuffs. Drying Technology 14 (10), 2225–2253.
Related Documents











