MODUL VIII SEJARAH, KONSEPTOR, DASAR KENDALI MUTU SECARA STATISTIK, DAN TOTAL KENDALI MUTU (TQM) Dalam bab ini, akan dibahas sejarah, konseptor, dan dasar tentang: a) Kendali Mutu secara Statistik atau Statistical Quality Control (SQC). b) Total Kendali Mutu atau Total Quality Management yang disebut juga dengan Manajemen Mutu Terpadu. Hal ini perlu diketahui agar para pembaca lebih memahami sekaligus menghayati kedua pokok bahasan di atas. A. SEJARAH DAN KONSEPTOR PENGGUNAAN STATISTIK DALAM KENDALI MUTU Sesuai dengan urutannya, pembahasan tentang Kendali Mutu secara Statistik (Statistical Quality Control atau SQC) dirinci sebagai berikut. a) Sejarah pengendalian mutu dengan cars statistik (statistical quality control). b) Teknik dan alai pengendali mutu. c) Pengertian sampel dan populasi. d) Peta kendali mutu. e) Keragaman variasi dari berbagai sampel. I. Sejarah dan Konseptor Anda perlu mengetahui sejarah tentang penggunaan analisis statistik di bidang pengendalian mutu. Analisis ini dikenal sejak PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
MODUL VIII
SEJARAH, KONSEPTOR, DASAR KENDALI MUTU SECARA
STATISTIK, DAN TOTAL KENDALI MUTU (TQM)
Dalam bab ini, akan dibahas sejarah, konseptor, dan dasar
tentang:
a) Kendali Mutu secara Statistik atau Statistical Quality
Control (SQC).
b) Total Kendali Mutu atau Total Quality Management yang
disebut juga dengan Manajemen Mutu Terpadu.
Hal ini perlu diketahui agar para pembaca lebih memahami
sekaligus menghayati kedua pokok bahasan di atas.
A. SEJARAH DAN KONSEPTOR PENGGUNAAN STATISTIK DALAM KENDALI MUTU
Sesuai dengan urutannya, pembahasan tentang Kendali Mutu secara
Statistik (Statistical Quality Control atau SQC) dirinci sebagai
berikut.
a) Sejarah pengendalian mutu dengan cars statistik (statistical
quality control).
b) Teknik dan alai pengendali mutu.
c) Pengertian sampel dan populasi.
d) Peta kendali mutu.
e) Keragaman variasi dari berbagai sampel.
I. Sejarah dan Konseptor
Anda perlu mengetahui sejarah tentang penggunaan analisis
statistik di bidang pengendalian mutu. Analisis ini dikenal sejak
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 1
tahun 1924 yang dikemukakan oleh Dr. Wolter Shewhart dari
perusahaan Bell Telephone Laboratories. Pemikiran dari Dr.
Shewhart tersebut diterbitkan dalam buku berjudul Economic
Control of Quality of Manufactured Product yang merupakan konsep
dasar dari pengendalian mutu suatu barang di perusahaan
manufaktur. Dasarnya adalah untuk mengetahui produk yang dapat
diterima (accepted) atau produk yang ditolak karena rusak.
Tujuannya agar produk yang rusak tidak dijual kepada konsumen,
tetapi harus dimusnahkan.
Di sini tercermin bahwa produk yang sudah jadi (finished goods)
yang diperiksa, kemudian diseleksi harga produk yang memenuhi
standar yang telah direncanakan boleh dijual kepada konsumen.
Selain itu, bila secara statistik ternyata banyak produk yang
rusak (defect product) maka proses produksi dihentikan untuk
dianalisis faktor yang menyebabkan produk rusak. Bila kemudian
diketahui faktor penyebabnya maka faktor penyebab tersebut yang
diperbaiki. Setelah itu, proses produksi berikutnya dapat
dilakukan lebih lanjut, tetapi tetap saja diawasi secara
statistik.
Pada permulaannya, kendali mutu dengan bantuan statistik ini
merupakan terobosan baru. Namun, ternyata metode pengawasan mutu
secara statistik ini tetap digunakan sampai saat ini, khususnya
untuk industri yang mass production (produksi massal).
2. Sampel dan Populasi
Dalam statistik Anda ingat istilah universum atau population dan
istilah sampel. Adapun pengertian pada sampel adalah bagian (yang
terkecil) dari populasi yang dianggap dapat mewakili populasi.
Misalnya dalam contoh lain, bila Anda ingin mengetahui tingkat
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 2
pendapatan penduduk di suatu kabupaten yang bedumlah 1.000.000
orang, Anda tidak perlu menanyai seorang demi seorang, tetapi
hanya beberapa puluh orang sebagai sampel yang dianggap dapat
mewakili populasi yang 1 juta orang tersebut.
Demikian pula bila dalam suatu pabrik jari-jari sepeda, Anda
ingin mengetahui apakah ukuran seluruh jari-jari sesuai dengan
standar, Anda tidak perlu mengukumya satu demi satu.
Bayangkan jika produksi 1 juta jari-jari per hari. Tidak mungkin
diukur satu demi satu. Caranya diambil sampel yang mewakili,
misalnya diambil satu sampel jari-jari setiap 10 menit waktu
produksi, dan sebagainya. Dapat pula diambil sejumlah 100 buah
jari-jari dari 1 juta jari-jari yang diambil secara random
(acak).
Dalam hal pengukuran sampel terdapat konsep pengukuran yang
dikenal dengan istilah gaging concepts. Konsep ini diperlukan karena
pengukuran ulang atas suatu sampel hasilnya bisa berbeda.
Perbedaan tersebut bisa juga karena orang yang mengukur berbeda.
3. Gaging Concepts
Gaging concepts meliputi 3 hat berikut.
1) Ketepatan (accuracy), yakni tingkat ketepatan ukuran dari
suatu alat ukur yang akan digunakan untuk mengukur produk.
2) Pengulangan (repeatability), yakni tingkat variasi dari
berbagai pengukuran ulang.
3) Kemampuan memproduksi kembali (reproducibility), yakni
tingkat variasi dari pengukur yang berbeda orangnya.
Memang sekarang terdapat alat ukur yang canggih, yang dapat
mengurangi kelemahan-kelemahan data.
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 3
4. Teknik dan Alat Kendali Mutu
Peranan kendali mutu produk (barang/jasa) menjadi bertambah besar
dan penting dengan adanya perkembangan selera akibat peradaban
manusia yang berubah. Perubahan selera tersebut mendorong
konsumen untuk selalu mencari barang yang nilai gunanya lebih
sempurna dan baik. Dapat pula karena ditemukannya teknologi baru
sehingga nilai guna mutu barang menjadi lebih baik dan sempurna.
Hal ini akan mendorong anggota masyarakat konsumen untuk
memperbaiki selera dalam meningkatkan kebutuhan hidupnya. Jadi,
terdapat hubungan timbal batik antara adanya perkembangan
teknologi dengan perubahan gaya hidup konsumen. Akibatnya, para
produsen harus melakukan antisipasi secara terusmenerus, agar
kelangsungan bisnis dapat dipertahankan. Dalam hubungan itu
terdapat berbagai upaya mempertahankan bisnis, antara lain dengan
menjaga mutu barang melalui penggunaan teknologi dan alat-alat
(mesin) yang digunakan sehingga proses produksi berjalan lebih
baik sesuai dengan rencana. Namun demikian, proses produksi
melalui produknya perlu diawasi dengan menggunakan cara
statistik. Metode statistical quality control pada suatu
perusahaan sangat bermanfaat sebagai alat pengendalian mutu.
Pengendalian mutu juga meliputi pengawasan pemakaian bahan-bahan,
berarti secara tidak langsung statistical quality control
bermanfaat pula mengawasi tingkat efisiensi. Jadi, SQC
(Statistical Quality Control) dapat digunakan sebagai alat untuk
mencegah kerusakan dengan cara menolak (reject) dan menerima
(accept) berbagai produk yang dihasilkan mesin, sekaligus upaya
efisiensi.
Dengan menolak (menerima) produk, berarti juga SQC sebagai alat
untuk mengawasi proses produksi sekaligus memperoleh gambaran
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 4
kesimpulan tentang spesifikasi barang yang dihasilkan secara
populasi umum. Bila gambarannya baik, berarti proses produksi
dapat berlangsung terns karena hasil produknya baik.
Jadi, teknik pengendalian mutu adalah mengawasi pelaksanaan
proses produksi agar sesuai dengan rencana; mengawasi bahan baku
sejak diterima, disimpan, sampai dikeluarkan dari gudang bahan
baku.
SQC dapat dilakukan terhadap semua produk termasuk produk
setengah jadi yang merupakan hasil proses produksi. Baik produk
akhir maupun barang setengah jadi diuji melalui pengambilan
sampel, sehingga dapat ditarik suatu penafsiran tentang keadaan
mesinnya yaitu berjalan baik atau tidak. Selain itu, pengawasan
bahan bake hares dilakukan secara fisik dan secara, kimiawi.
5. Peta Kendali (Control Charts)
Peta kendali (control chart) adalah peta yang dijadikan pedoman
dalam pengendalian mutu. Peta ini dikemukakan oleh Dr. Shewhart
untuk mengetahui apakah sampel hasil observasi termasuk daerah
yang diterima (accepted area) atau daerah yang ditolak (rejected
area). Jadi, tiap sampel yang diambil bisa berbeda spesifikasi
dari waktu ke waktu maka data observasi ditabulasikan lalu
dipetakan sehingga diperoleh suatu peta kendali mutu.
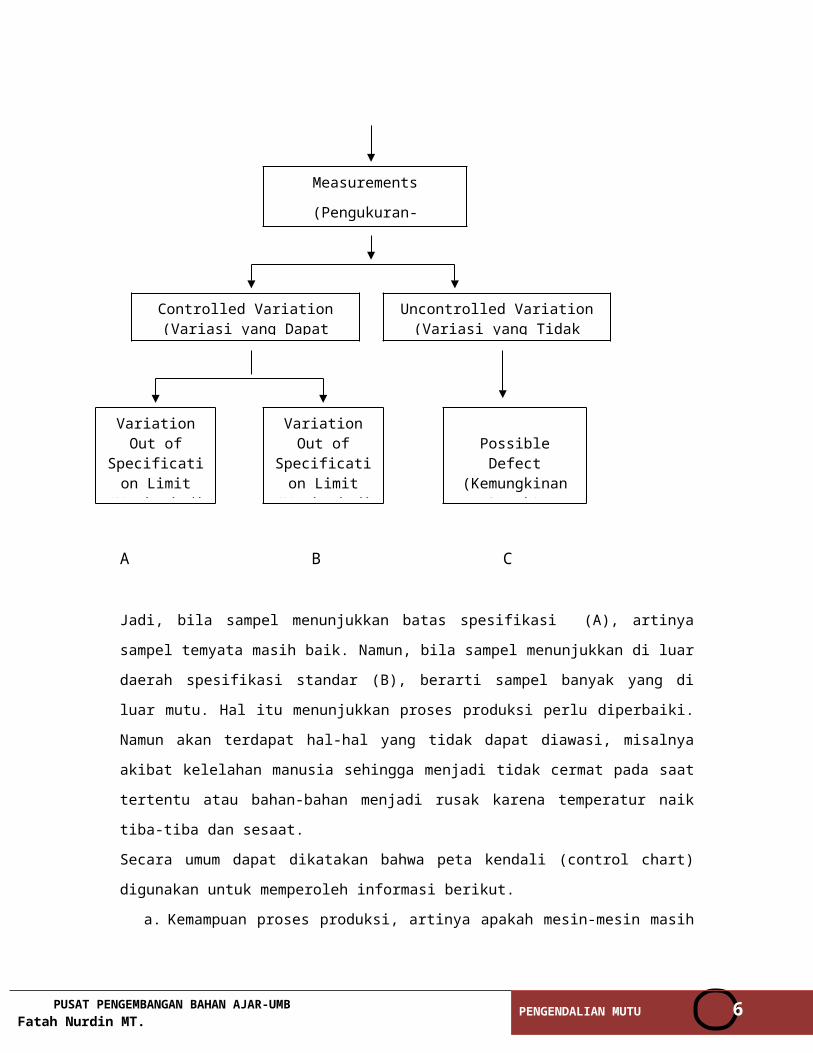
Namun, sebelum kita lanjutkan membahas dan membuat peta kendali,
terdapat beberapa hal yang perlu Anda ketahui, yakni tentang
pengukuran sampel. Maksudnya, dalam rangka pengendalian mutu akan
terdapat hal-hal yang dapat dikendalikan (controlable), tetapi
ada pula hal-hal yang bersifat tidak terkontrol (uncontrolable).
Untuk lebih jelasnya, perhatikan Gambar 8.1.
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 5
Process
A B C
Jadi, bila sampel menunjukkan batas spesifikasi (A), artinya
sampel temyata masih baik. Namun, bila sampel menunjukkan di luar
daerah spesifikasi standar (B), berarti sampel banyak yang di
luar mutu. Hal itu menunjukkan proses produksi perlu diperbaiki.
Namun akan terdapat hal-hal yang tidak dapat diawasi, misalnya
akibat kelelahan manusia sehingga menjadi tidak cermat pada saat
tertentu atau bahan-bahan menjadi rusak karena temperatur naik
tiba-tiba dan sesaat.
Secara umum dapat dikatakan bahwa peta kendali (control chart)
digunakan untuk memperoleh informasi berikut.
a. Kemampuan proses produksi, artinya apakah mesin-mesin masih
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 6
Measurements
(Pengukuran-
Controlled Variation(Variasi yang Dapat
Uncontrolled Variation(Variasi yang Tidak
VariationOut of
Specification Limit
(Variasi di
VariationOut of
Specification Limit
(Variasi di
PossibleDefect
(KemungkinanRusak)
berjalan baik sesuai rencana atau tidak.
b. Pengendalian produk akhir, agar produk akhir tetap baik
mutunya.
Jadi, kegunaan peta kendali (control chart) adalah untuk
membatasi toleransi penyimpangan (variasi) yang masih dapat
diterima, baik karena akibat kelemahan tenaga keda, mesin, dan
sebagainya.
6. Batas Toleransi
Sifat mesin dan tenaga manusia yang tidak sempuma mengakibatkan
tidak selalu dihasilkan produk yang tepat, baik ukuran maupun
bentuknya. Pasti akan terdapat penyimpangan dari standar ukuran.
Oleh karena itu, perlu toleransi penyimpangan. Berapa besamya?
Dalam statistik, Anda ingat bahwa untuk memperoleh tingkat
kepercayaan sebesar 99% batas toleransi dapat sebesar lebih
kurang 3 standar penyimpangan dihitung dari standar ukuran.
Artinya limit
atas sebesar X + 3SD (standar deviasi), sedangkan limit bawah X –
3SD. Jadi, Anda dapat melihat pads diagram Shewhart seperti pads
Gambar 8.2 berikut.
Sumbu (vertikal) menunjukkan nilai mutu atau ukuran sampel barang
yang sedang diamati. Sumbu (horizontal) menunjukkan nomor sampel
barang yang diamati. Garis tengah merupakan nilai standar mutu
(ukur) keseluruhan produk.
Garis limit atas atau Upper Control Limit (UCL) adalah garis
sejajar dengan sumbu X, dibuat dengan jarak sebesar 3 SD dari
garis medium sejajar
X + 3SD yang menyatakan penyimpangan paling tinggi dari nilai
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 7
standar X . Sedangkan garis limit bawah yang sejajar dengan sumbu
X disebut garis limit
bawah atau Lower Control Limit (LCL) berjarak sebesar X – 3SD
dari garis medium, di mans LCL merupakan batas penyimpangan yang
paling rendah.
Nilai tiap sampel dihitung, lalu digambar (diplot) sesuai nilai
atau ukuran sampel dan nomor sampelnya sehingga tiap sampel
mempunyai 1 titik. Demikian pula sampel-sampel lain digambarkan
berurutan sehingga diperoleh sejumlah titik sesuai dengan jumlah
sampel yang diambil. Dari titik yang tergambar, kits akan
memperoleh suatu peta titik. Apakah sebagian besar peta titik
tersebut berada di daerah antara UCL – LCL? Bila ya, artinya
semua sampel berada dalam batas toleransi standar mutu yang
direncanakan. Akan tetapi, bila peta titik tersebut berada di
luar daerah UCL – LCL, berarti sebagian sampel rusak dan di luar
batas standar yang direncanakan. Jadi, proses produksi harus
diperbaiki.
Untuk dapat mengetahui apakah mutu produk yang dibuat sesuai
dengan standar mutu yang direncanakan, terlebih dahulu harus
ditentukan batas daerah toleransi mutu, yakni daerah antara Upper
Control Limit (UCL) dan Lower Control Limit (LCL).
Batas daerah antara UCL dengan LCL disebut sebagai daerah
diterima (accepted area) sedangkan daerah di luar UCL dan LCL
disebut daerah ditolak (rejected area). Penulis mengajukan
istilah daerah layak terima (DLT) untuk daerah yang diterima
(accepted area), sedangkan untuk daerah yang ditolak (rejected
area) diberi istilah daerah tidak layak terima (DTLT).
Luasnya daerah layak terima (DLT) tergantung kepada besarnya
penyimpangan (deviasi) dari ukuran standar yang direncanakan.
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 8
Untuk pabrik yang menghasilkan produk dengan presisi (ukuran
ketepatan) yang tinggi, berarti tidak boleh ada penyimpangan dari
standar yang direncanakan. Artinya, standar deviasi adalah nol.
Misalnya baut (sekrup), jari-jari motor, alai-alai elektronik
(misalnya IC atau integrated circuit), takaran komposisi obat-
obatan, pesawat terbang, dan produk lain yang berkaitan dengan
keselamatan konsumen.
Produk yang ukurannya "boleh" menyimpang (deviasi) dari ukuran
standar, misalnya besarnya roti, donat, ukuran baju, dan produk
lain yang tidak membahayakan konsumen. Akan tetapi, penyimpangan
tersebut harus dalam
batas-batas toleransi. Batas toleransi tersebut misalnya standar
normal ± 1 penyimpangan (standar deviasi) atau standar ± 2a atau
standar ± 3a.
Bila standar ± Os berarti garis sentral (X atau standar yang
direncanakan berimpit dengan LCL dan UCL atau X = LCL = UCL).
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 9
7. Menentukan Besarnya Standar Deviasi (a)
Berdasarkan ilmu statistik, besarnya penyimpangan mengikuti rumus
berikut.
Keterangan:
CF standar deviasi
X. ukuran sampel
X = ukuran standar yang ditetapkan perusahaan n = jumlah sampel
yang diuji
Standar deviasi ini digunakan untuk menentukan besarnya toleransi
ukuran produk dari standar ukuran yang direncanakan. Penyimpang
dapat Ocr, 1 CY, 26, dan seterusnya. Konon produk-produk industri
Jepang yang dijual ke pasaran Amerika Serikat harus tanpa deviasi
atau Oa.
B. SEJARAH, KONSEPTOR, DAN DASAR TOTAL QUALITY MANAGEMENT (TQM)
1. Sejarah dan Konseptor TQM
Total Quality Management (TQM) yang dalam bahasa (istilah)
Indonesia disebut Total Manajemen Mutu atau Manajemen Mutu
Terpadu (integrated quality control) mempunyai Sejarah yang agak
panjang. Hampir lima dekade yang lalu istilah TQM telah tumbuh
dan berkembang sebagai hasil sintesis dari berbagai sumber.
Semula ide TQM muncul pertama kah di Amerika Serikat, tetapi
kemudian diorganisasikan dan dilaksanakan di beberapa perusahaan
Jepang. Khususnya setelah Perang Dunia II, TQM ini diseminarkan
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 10
—
(Xi –X)2 X) n –1
sekaligus diterapkan dalam bentuk program-program pelatihan di
berbagai sektor industri. Dua orang pakar yang merupakan "suhu"
TQM, balk di Jepang maupun di Amerika Serikat adalah W. Edward
Deming dan Joseph M. Juran.
Peran Deming terutama mengajarkan betapa pentingnya pihak
manajemen suatu perusahaan harus bertanggung jawab penuh dalam
penerapan sistem kualitas produk secara total dalam menghasilkan
produk yang baik dan tidak cacat. Artinya, Deminglah yang pertama
mengintroduksi TQM dengan mencegah terjadinya produk cacat
(defect product). Tentu saja Deming pun mendukung penggunaan
statistik untuk melaksanakan kendali mutu (statistical quality
control).
2. Empat Belas Butir Program Mutu dari Deming
Penggunaan cara statistik untuk kendali mutu produk menurut
Deming lebih menekankan pads upaya memonitor kualitas (quality
monitoring) dan alai perlengkapan perbaikan (improvement device)
dari produk akhir. Di sinilah bedanya ide Deming tentang TQC
dengan cara pengendalian mutu sebelumnya. Deming berprinsip
menghindari semaksimal mungkin terjadinya kerusakan produk
(defectproduct). Jadi, mencegah lebih dahulu, bukan membiarkan
proses produksi berjalan lebih dahulu baru produknya diperiksa.
Menurut Deming cara tersebut salah karena tidak berupaya mencegah
(prevent) terjadinya produk rusak. Oleh karena itu, Deming
menentukan 14 butir program mutu (program for quality), yakni
sebagai berikut.
Ciptakan kondisi yang langgeng (constancy) untuk memperbaiki
produk (barang maupun jasa).
Angkat (adopsi) filosofi baru tentang kualitas. Kita tidak dapat
berlamalama membiarkan keterlambatan, kesalahan (mistakes), bahan
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 11
rusak, dan buruknya cara kerja, segera diperbaiki!
Cegah kerusakan produk (defect product), bukan sekadar memantau
(terjadinya produk rusak). Lakukan inspeksi secara massal (tetapi
terkoordinasi dengan baik).
Belilah bahan atau peralatan yang bermutu baik dan harga yang
baik pula. Singkirkan pemasok yang sering menjual bahan yang
sering ditolak.
Amati dan selidiki setiap masalah, lalu segera pecahkan dengan
dasar memperbaiki sistem produksi secara langgeng (to improve
production system continually).
Lakukan dan perbaiki pelatihan secara melembaga sehingga,
diperoleh tenaga kerja yang mampu bekerja secara tepat dan benar
(to do the job right).
Sempurnakan kepemimpinan secara melembaga, dalam arti semua
supervisor slap menolong buruh (operator), tidak hanya sekadar
memerintah dan menghukum karyawan (not just ordering and
punishing workers).
Singkirkan rasa takut di kalangan karyawan sehingga setiap
karyawan dapat bekerja secara efektif untuk perusahaan
Teorbos penghalang antarunit kerja sehingga semua karyawan dapat
beker a sebagai tim kerja.
Hilangkan slogan atau poster yang sifatnya mencapai tujuan dalam
target angka (numerical goals), tetapi tanpa membuat suatu metode
kerja yang lebih baik.
(k) Hilangkan standar kerja (work standards) berdasarkan kuota
angka (numerical quotas) (quota = jatah).
(1) Alihkan penghalang yang terdapat di antara para karyawan
dengan kebanggaan (pride) kerja yang mereka miliki.
Institusikan program pendidikan dan pelatihan kembali
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 12
(retraining) secara mantap.
Pimpinan harus proaktif membuat program-program baru secara
institusional.
(Dikutip dari Mary Walton, Deming Managemet at Works, Perigee
Books. NY. 1991).
3. Trilogi Mutu Menurut Joseph Juran
Di samping itu, Juran "menyalahkan" pihak manajemen bila produk
yang dihasilkan bermutu jelek. Oleh karena itu, Juran mempunyai
gagasan bahwa pihak manajemen harus bertanggung jawab dan
terlibat secara penuh atas mutu produk melalui trilogi mutu,
yaitu
perencanaan mutu (quality planning);
monitor dan kendali mutu (monitoring and control on quality);
memperbaiki mutu (quality improvement).
Beberapa sumbangan pikiran Juran dalam hal mutu produk meliputi:
Perhatian atas kepentingan konsumen sebagai penentu (determiner)
mutu suatu produk sesuai dengan kebutuhan mereka (konsumen).
Menekankan perlunya identifikasi biaya mutu (quality cost) dengan
benar dan tepat (lihat Bab 3).
Promosi tentang lebih perlunya membuat perencanaan kualitas lebih
baik untuk suatu produk, bukan hanya sekadar tindakan koreksi
atas produk mutu rendah yang telah (telanjur) dibuat.
Berusaha kerja (striving) untuk melanjutkan upaya perbaikan mutu
produk secara terus-menerus.
Selanjutnya di bawah advokasi Deming dan Juran, banyak perusahaan
di Jepang menerapkan sistem manajemen mutu dalam perusahaan
secara menyeluruh (company wide quality management system) dengan
fokus dan perluasan tanggung jawab pads karyawan secara
individual. Artinya, para
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 13
karyawanlah yang secara individual turut bertanggung jawab penuh
tentang mutu suatu produk yang dibuatnya. Dalam hubungan ini
muncul para mahasiswa yang sungguh-sungguh mendalami manajemen
mutu dan akhirnya mereka mempunyai kontribusi yang penting bagi
industri Jepang. Mereka antara lain adalah Shigeo Shingo, Kaoru
Ishikawa, Yoji Akao, dan Genichi Taguchi. Seperti diketahui,
Shigeo Shingo adalah pengembang pendamping (co developer) untuk
sistem produksi Toyota yang menjadi rujukan modal untuk industri
di seluruh dunia. Shingo mengkhususkan diri menjadi ahli dalam
desain proses produksi (designing production process) dan metode
kerja (work method) untuk menjamin kesesuaian mutu produk yang
sempuma (perfect quality conformance). Ia pengembang tekxa'Toka-
Yoke" (salah-perbaiki) dan penasihat unggul dalam sistem
kerusakan nol (zero-defect system).
Sedangkan Kaom Ishikawa lebih menyumbangkan pikirannya dalam hal
metode perbaikan terus-menerus (continuous improvement).
Misalnya, Ishikawa membuat suatu instrumen tentang pengembangan
dari diagram sebabakibat (cause effect diagrams) dan penggunaan
lingkaran mutu (quality circle).
Akao sebagai pengembang dari fungsi mutu untuk mengetahui atau
memperoleh kesukaan konsumen (customerpreferences) dan
menggabungkannya menjadi desain produk (product design). Taguchi
mengembangkan apa yang sekarang dikenal dengan istilah metode
produk tegap dan sehat (robust product) dan desain proses (design
process).
Di Amerika Serikat, Philip Crosby membuat suatu sumbangan besar
pada bisnis Amerika dengan membawa manajemen mutu agar menjadi
perhatian publik melalui buku-buku dan konsultasi dengan pimpinan
perusahaan. Bahkan is mempunyai argumen yang sangat persuasif
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 14
bahwa barang bermutu dicari atau dibeli, dan berasumsi bahwa ada
pertukaran antara mutu barang yang berkualitas (better quality)
dengan umumnya biaya lebih rendah (lowering cost). Jadi, menurut
Crosby adalah salah berasumsi mutu yang baik berarti biaya
tinggi, minimal tidak selalu. Mengapa demikian? Menurut penulis
(SP) mencari mutu yang baik Bering digunakan sistem produksi yang
mempunyai produktivitas lebih tinggi sehingga biaya per unit
bahkan relatif lebih murah.
4. Prinsip-Prinsip Manajemen Mutu Terpadu (TQM)
Walaupun prinsip TQM disinggung-singgung pada bab-bab lain dalam
buku ini, hal itu hanya upaya betapa prinsip Manajemen Mutu
Terpadu (MMT) atau Total Quality Management (TQM) harus menjadi
perhatian seluruh industri, khususnya di Indonesia. Terdapat 8
prinsip, utama dari MMT atau TQM, yakni sebagai berikut.
(a) Tanggung jawab utama manajemen puncak (top management).
Manajemen harus menciptakan struktur organisasi, rancangan suatu
produk (product
design), proses produksi, dan insentif untuk mendorong karyawan
membuat produk yang bermutu. Menurut Juran, telah terjadi di
Jepang bahwa mutu kepemimpinan di perusahaan-perusahaan Jepang
telah memperluas kegiatan partisipasi (keikutsertaan) secara
aktif dari para manajer seniornya.
(The critical variable in Japanese quality leadership is the
extent of active participation by senior managers).
Mutu harus difokuskan pada konsumen dan evaluasinya harus
berbasis kepentingan konsumen. Organisasi perusahaan harus selalu
menjalani hubungan yang erat dengan para konsumennya untuk
mengetahui keinginan mereka (konsumen) yang berkaitan dengan
produk yang mereka beli, sekaligus mengetahui manfaat apa yang
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 15
ingin mereka peroleh dari produk yang mereka beli.
Desain proses produksi dan metode kerja hams jelas untuk mencapai
kesesuaian mutu produk (conformance quality product). Gunakan
mesin dan alai produksi yang berfungsi baik dan benar, proses
perbaikan dari yang salah (mistake proofing process), cara
terbaik dalam pelatihan untuk karyawan, sediakan lingkungan kerja
yang baik, Berta upaya mencegah produk cacat daripada
memperbaikinya. Sinkroniskan sistem produksi secara ketat dengan
komunikasi cepat antarburuh, meningkatkan kecepatan menemukan dan
memecahkan masalah. Di Indonesia, terdapat kecenderungan lambat
menemukan masalah bare, lebih lambat lagi upaya memecahkan
masalah. Perilaku telmi (telat mikir) dan teldak (telat
bertindak) akan menurunkan tingkat daya saing karena pesaing
bekerja dengan cepat berpikir (cekir) dan cepat bertindak
(cedak). Ubahlah cara kerja tadisional semacam itu. Organisasi
modem menuntut setiap orang cepat berpikir dan bertindak.
Setiap karyawan bertanggung jawab atas tercapainya mutu produk
yang
baik. Untuk memudahkan Baling kontrol hasil produknya diperlukan
kerja
sama antarkaryawan untuk cepat menemukan masalah mutu suatu
produk agar cepat pula dipecahkan. Misalnya seorang tukang ukur
komponen kursi, kesalahannya dapat segera diketahui oleh tukang
potong kayu. Bila tukang potong kayu lalai (memotong kaki kursi
tidak sesuai ukuran), dia akan diprotes oleh tukang rakitnya
karena komponen tidak cocok untuk dirakit.
Mutu tidak boleh dinilai setelah menjadi barang jadi, tetapi
harus sejak awal
i
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 16
(sejak membuat komponen). Seperti butir (d) di atas, tukang
potong tidak akan memotong bila ukuran potongan komponen kursi
salah dibuat oleh tukang ukurnya. Dengan demikian, tidak akan ada
kayu yang salah potong dan terbuang. Jadi, hindarkan komponen
yang cacat atau rusak!
Temukan masalah secara cepat lalu pecahkan secara cepat pula
(identify
problem quickly and corrected immediately). Sama dengan butir
(c).
Buatlah suatu mekanisme monitoring secara andal dengan cara
memeriksa diri sendiri para karyawan (selfcorrection) atas hasil
kerja masing-masing. Bila menemukan yang salah cepat perbaiki
atau laporkan lebih dahulu untuk didiskusikan cara pemecahannya
secara cepat. Jadi, di sini pun diperlukan kejujuran
(sportivitas) para karyawan secara individual.
Organisasi harus berusaha keras (strive) melaksanakan perbaikan
mutu produk secara terus-menerus (the organization must strive
for continuous improvement). Mutu produk yang sangat baik
(excellent) adalah hasil kerja (strive) para pekerja untuk
memperbaiki mutu produk secara berkelanjutan, terus-menerus, dan
tanpa bosan. Hal ini merupakan hasil kerja produktif yang
didasarkan pada pengalaman dan eksperimen. Jadi, struktur
organisasi, prosedur kerja, dan kebijakan harus dibangun untuk
mempromosikan dan akselerasi (percepatan) perbaikan mute produk
yang
terus-menerus.
Dalam konteks mental bangsa Indonesia yang "hangat-hangat tahi
ayam" tentu cara kerja dan mental kerja cara ini akan menyebabkan
seluruh industri (termasuk industri pariwisata) menghasilkan
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 17
produk bermutu rendah. Rontokkan dan jauhkan sifat buruk bangsa
Indonesia yang dalam segala hal yang baik bersikap "hangat-hangat
tahi ayam" dan akhimya Indonesia menjadi bangsa tidak berkualitas
dengan menghasilkan produk yang tidak bermutu! Bangsa Indonesia
perlu membangun sikap disiplin karena keberhasilan organisasi
modem adalah semangat yang dilandasi disiplin yang prima. Ingat
betapa cerobohnya bangsa Indonesia, waktu minyak sawit Indonesia
diklaim sebagai minyak sawit yang buruk kualitasnya di Nederland
(negara Belanda) karena dicampur oli mesin. Siapa yang salah?
Seluruh jajaran organisasi produsen minyak sawit termasuk sopir
"bodoh" yang berkolusi dengan tukang tadah yang bermental preman
(anasionalis). Akibat tidak jalannya salah satu prinsip TQM di
industri kelapa sawit atau CPO (Crude Palm Oil).
Bukan mustahil kasus CPO bercampur oli mesin hanya salah satu
ulah preman Indonesia, jangan-jangan hal semacam itu terjadi pula
di industri lain. Bangsa Indonesia belajarlah untuk tidak menjadi
bangsa bodoh dalam kendali mutu produk karena perdagangan bebas
dunia, suka atau tidak suka, akan datang menghampiri Indonesia.
(h) Perusahaan harus bekerja sama dengan pemasok bahan untuk
melaksanakan TQM. Mengingat bahan baku (input) sangat berpengaruh
atas hasil mutu produk maka pihak manajemen harus berarti
mengenyahkan (tidak memakai) lagi pemasok yang kedapatan telah
berlaku curang memasok mutu bahan yang buruk.
Dalam hubungan dengan mutu bahan yang baik, sekarang di luar
negeri banyak perusahaan hanya menjalin kerja sama dengan pemasok
dalam rangka menjalankan program manajemen mutu. Bila produk yang
dihasilkan baik karena program manajemen mutu dapat dijalankan
dengan baik, berarti perusahaan dapat mudah memperoleh sertifikat
ISO-9000. Sekali dapat sertifikat ISO berarti harus mampu
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 18
mempertahankannya.
5. ISO Seri 9000
Metode lain untuk mendorong mencapai produk bermutu lebih baik
adalah membangun kepemilikan sertifikasi standar mutu
intemasional yang dikenal dengan International Standard
Organization (ISO). ISO adalah badan standar mute yang meliputi
100 negara untuk mencapai standar mutu produk secara
intemasional, yang meliputi keperluan teknis (technical
requirement) dan berbagai peraturan untuk meningkatkan mute dan
efisiensi industri. Komite Manajemen Mutu dan Jaminan dari ISO
telah membentuk berbagai nomor seri sistem standar manajemen
mutu. Di antaranya adalah ISO seri 9000 yang merujuk aspek
desain, pengembangan, produksi, tes, dan pelayanan produk.
Sedangkan seri ISO-9004 khususnya untuk aplikasi sistem MMT atau
TQM.
Salah satu yang penting dari ISO-9000 adalah standar untuk
perusahaan yang ingin menjadi perusahaan pemasok ke pasaran Uni
Eropa, disyaratkan harus mempunyai sertifikat ISO-9000. (Ingat
penjelasan di atas CPO (minyak sawit) yang dicampur dengan oli
mesin, sangat merusak citra Indonesia di Eropa, padahal sesuai
dengan ISO-9000, perusahaan minyak sawit Indonesia (harus)
mempunyai ISO-9000. Minyak sawit menjadi bahan baku industri lain
seperti farmasi dan kosmetik).
Proses pengajuan usulan untuk memperoleh sertifikat ISO-9000
paling cepat 1 sampai dengan 2 tahun setelah tim ISO mengadakan
penelitian yang komprehensif tentang penerapan TQM di perusahaan
yang mengajukan. Perusahaan yang memperoleh salah satu. seri ISO
diregistrasikan dalam Direktori ISO, yang merupakan pintu untuk
memasuki berbagai pasaran intemasional, khususnya pasaran Uni
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 19
Eropa. Menurut catatan pada tahun 1996, lebih dari setengah (50%)
industri kelas menengah Amerika Serikat telah mendapat sertifikat
ISO-9000. Berapakah perusahaan-perusahaan yang telah meraih seri
ISO, berapa perusahaan tersebut telah mampu melaksanakan TQM?
Makin banyak perusahaan dari berbagai industri mempunyai seri ISO
tentu saj a akan makin baik karena perusahaan tersebut berpeluang
mengekspor untuk meraih devisa yang diperlukan untuk pembangunan
ekonomi nasional.
6. Faktor Kegagalan Menerapkan MMT/TQM
Banyak perusahaan yang mampu menerapkan MMT atau TQM, tetapi
tidak sedikit pula yang gagal menerapkannya. Faktor-faktor yang
menjadi penghalang bagi suatu perusahaan dalam menerapkan MMT
atau TQM adalah sebagai berikut.
Kesenjangan Komitmen Manajemen Puncak
Manajemen puncak tidak mampu menyatakan bahwa perusahaan sekarang
ini menggunakan TQM karena manajemen puncak (top management)
tidak menghayati sepenuhnya arti TQM sehingga tidak mampu pula
membangun struktur organisasi yang diperlukan untuk pelaksanaan
TQM. Dan gagal pula membentuk sistem hadiah (reward system) yang
mendorong dilaksanakannya TQM.
Salah Memfokuskan Perhatian
Tak ada resep yang sederhana untuk menjalankan TQM. Seluruh
butirbutir Deming di atas harus dipelajari dan dilaksanakan
secara berimbang dan proporsional. Memfokuskan pada salah sate
butir dengan mengabaikan butir lain mungkin dapat mengakibatkan
TQM gagal dilaksanakan.
Misalnya, beberapa manajer membaca laporan keberhasilan TQM di
suatu perusahaan, lalu berminat menerapkan pada perusahaannya.
Dalam memindahkan keberhasilan TQM di perusahaan lain ke
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 20
perusahaan sendiri mungkin terjadi salah fokus. Misalnya fokus
pada teknik saja, tetapi mengabaikan perlunya pelatihan, reward
system, dan lain-lain sehingga gagal "memindahkan" keberhasilan
TQM di tempat lain ke perusahaan sendiri. Jadi, pelajari secara
komprehensifbutir-butir Deming, lalu sesuaikan dengan budaya
kerja di perusahaan masing-masing.
C. Tidak Tersedianya Karyawan yang Memadai dan Mendukung
Seperti diketahui, keberhasilan TQM didasari oleh karyawan yang
slap dan mempunyai komitmen akan tanggung jawab menjalani
tugasnya pada manajemen mutu terpadu. Komitmen tidak timbul hanya
melalui maklumat atau pengumuman resmi (The commitment can not be
achieved by edict), tetapi memerlukan informasi kepada para
karyawan tentang tujuan sistem TQM dan pentingnya keterkaitan
mereka pada sistem ini, jugs pentingnya TQM bust perusahaan dan
mereka.
d. Hanya Mengandalkan Pelatihan Semata-mata
Beberapa perusahaan mendapatkan bahwa manajemen dan karyawan akan
mempunyai komitmen melalui pelatihan saja, kemudian mengharap TQM
akan berjalan secara otomatis. Ternyata tidak! Langkah berikut
dari
pelatihan atas karyawan adalah mengarahkan agar dilaksanakan (by
action). Berarti hal ini memerlukan hal-hal lain, seperti
perbaikan mutu proyek atau menciptakan operasi yang lebih baik,
jelas, dan dimengerti para karyawan.
e. Harapan Memperoleh Sesaat, Bukan Hasil Jangka Panjang
Untuk beberapa perusahaan, pelaksanaan TQM memerlukan perubahan
organisasi secara menyeluruh dan budaya keda. Dan ingat!
Perubahan tidak dapat segera terj adi dalam waktu singkat dan
cepat. Bahkan hasilnya mungkin bare dapat dirasakan 1 sampai
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 21
dengan 2 tahun. Masalahnya banyak perusahaan tidak sabar, dalam
arti menghentikan TQM setelah enam bulan tidak diperoleh hasil
yang diharapkan. Dalam hal ini, pihak manajemen tidak banyak
berbuat untuk terselenggaranya sarana TQM, tetapi justru ingin
cepat memperoleh hasil. Jelas tidak bisa! Siapkan semua
infrastruktur pendukung dengan merujuk 14 butir Deming dan
trilogi mutu Juran, lalu sisanya keda keras tanpa lelah dan
bosan. Tunggu 2 (dua) tahun!
Memaksa Mengadopsi Suatu Metode Padahal Tidak Cocok
Tidak semua teknik manajemen mutu (TQM) cocok di berbagai
perusahaan. Hal ini perlu penyesuaian! Bila tidak, hanya
kegagalan yang diperoleh. Hasilnya hanya kemarahan (danger) dan
frustrasi (frustration). Pimpinan perusahaan perlu secara luwes
dalam cara menerapkan sistem TQM, lalu mereka mempunyai kemauan
(willingness) untuk menelusuri kembali berbagai kekurangan secara
cepat sehingga dapat menentukan apakah sesuatu yang telah
diadopsi cocok atau perlu penyesuaian dengan kondisi Berta
situasi perusahaan mereka.
C. ANALISIS SEBAB-AKEBAT (CAUSE EFFECT ANALYSIS) DAN DIAGRAM
TULANG IKAN (FISHBONE CHART)
SPC (Statistical Process Control) atau kendali proses secara
statistik sangat membantu untuk cepat menemukan kegagalan
(failure) yang tedadi dalam suatu sistem produksi. Akan tetapi,
sayang tidak dapat mengidentifikasi penyebabnya (cause) dari
suatu masalah. Contohnya, hal yang mudah untuk suatu perusahaan
penerbangan untuk menentukan banyaknya penerbangan yang
terlambat, baik berangkat maupun tiba. Akan tetapi masalahnya,
mengapa banyak penerbangan yang terlambat? Faktor apa yang
menyebabkannya? Untuk menjawab pertanyaan ini, perusahaan
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 22

penerbangan harus mempunyai suatu mekanisme untuk mengoleksi data
yang mungkin menjadi penyebab keterlambatan. Petugas pintu
pesawat dapat mencatat waktu kru pesawat tiba, kemungkinan
menunggu penumpang yang pindah pesawat (connection flight), dan
lain-lain.
Selanjutnya, dapat digunakan diagram tulang ikan (fishbone chart)
untuk menganalisis masalah sebab-akibat. Gambar 8.3 adalah contoh
diagram tulang ikan untuk mengetahui produk cacat, dalam hal ini
keterlambatan berangkat (departure) suatu pesawat.
Dengan menggunakan diagram tulang ikan (fishbone diagram) ini,
dapat diketahui unsur penyebab kegagalan atau komponen yang
menyebabkan cacat atau rusak (dalam diagram pads Gambar 8.3
keterlambatan berangkat) pesawat dari satu. bandara. Diagram
tulang ikan (DTI) ini dapat digunakan pads industri manufaktur
maupun industri jasa. Contoh Gambar 8.3 adalah DTI untuk industri
jasa penerbangan.
PUSAT PENGEMBANGAN BAHAN AJAR-UMB Fatah Nurdin MT. PENGENDALIAN MUTU 23
Related Documents