Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA UNCLASSIFIED Modernizing Welding Capability Paul F. Moniz 1 , Stanley Pierce 1 , Jesse N. Martinez 2 , John L. Brown 2 , Edwin M. Serrano 2 , Alan Hoff 2 , Andrew Thronas 2 , and Benny Rose 2 1 Manufacturing Engineering and Technologies, Actinide Engineering and Science and 2 Nuclear Component Operations Heat Source Technologies LA-UR-15-21288

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Modernizing Welding Capability
Paul F. Moniz1, Stanley Pierce1, Jesse N. Martinez2, John L. Brown2, Edwin M. Serrano2, Alan Hoff2, Andrew Thronas2, and Benny Rose2
1Manufacturing Engineering and Technologies, Actinide Engineering and
Science and 2Nuclear Component Operations Heat Source Technologies
LA-UR-15-21288

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Purpose The Los Alamos Actinide Engineering and Science team uses automated Gas Tungsten Arc welding (GTAW) processes to encapsulate plutonium oxide into various container configurations and materials. Materials used in the encapsulation and packaging processes are alloys of Iridium, Platinum, Cobalt, Tantalum, and Stainless Steel.
Welding is a critical part of the manufacturing process, and robust control of the process is essential in providing a safety class container that can be handled outside a controlled environment, and meet stringent safety and performance requirements during launch and space operation.
Slide 2

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Current Welding System • The current welding system uses a DOS based computer to control
welding current and travel speed. Simplistic electro-pneumatic controls are used for weld torch coarse positioning. Fine adjustments of the torch are accomplished by the operator manually adjusting hand screws. These fine adjustment create system variability from operator to operator.
• The single most important variable created is “arc gap”. This is the gap between the electrode tip and the work piece or part to be welded. The operator variability can be as much as 0.004”.
• The current system can not compensate for changes in the arc gap caused by run out in the fixture/tooling which has been as much as 0.008”. This compounded by the operator variability can be extremely problematic in welding processes with arc gap sensitivities such as welding Iridium.
Slide 3

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 4
Why Modernize – The current systems are obsolete and spare parts are
no longer available. – Current systems have limited control functionality. – Process improvements are needed.
• Square wave pulse control technology. • Apply additional engineering controls on the process mitigating
variability. • Computer controlled servo motion. • Engineering controls.
– Standardization • Training and Qualification. • Interchangeable spare part inventory.

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 5
DoE 3
Magnetic oscillator3
DoE 14 DoE 6
Manual slides Gas operated slide
Control Pendent
Welding power supply

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 6
DoE 18 DoE 18
DoE 3 DoE 15 Corrosive affects of PuO2

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 7
This system is over 20 years old.

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 8

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 9

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 10
Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 11
Process Improvements – Updated system controls.
• Linux based operating system with digital signal processing (DSP).
• Interchangeable motion control modules.
– Motion Control. • X and Z axis electromechanical computer controlled slides. • Choice from either arc voltage controls or software
functionality to mitigate arc gap changes caused by part run out.
– Spare parts are readily available.

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 12
Capabilities – System controls
• Linux based operating system with digital signal processing (DSP).
• Servomotor motion controls (X,Z and Rotation). • Control of non servo actuated motion systems. • Interchangeable motion control modules.
– Fully integrated Miller welding power supply. • Pulsed or constant current.
- Maximum pulsing frequency of 500 Hz. • Magnetic oscillation.
Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 13
Capabilities Cont. – Applied engineering controls to variables.
• Software applets. - Linear welding motion control. - Rotational welding control. - Virtual position control. - Wire feed pulsing control. (dabbing)
• Data acquisition up to 10 Hz. • X and Z axis servo mechanical computer controlled slides.
- Programmable positioning. – Full positional control and offsets.
- Programmable torch touch retract. • Motion Controls
- Achievable motion controls in the X & Z directions to the 0.001”. With repeatability of +/- 0.0005”.

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 14
R² = 0.7949
R² = 0.999
0.030
0.040
0.050
0.060
0.070
0.080
0.090
10.80 11.00 11.20 11.40 11.60 11.80 12.00 12.20 12.40
Bead
Width Inches
Average Amps
Affects of Arc Gap and Power changes on Bead Widths
.024 face width
.024 root width
.030 face width
.030 root width
.036 face width
.036 root width
Arc Gap

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 15
Without Virtual Alignment
Part
Perfectly Centered
Electrode
Arc Gap

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 16
With Virtual Alignment
Part
Perfectly Centered
Electrode
The ability to correct for run out is essential in controlling weld bead widths.
Arc Gap

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 17
95 100
The packaging and sample welding systems are the most recent upgrades with the AMET XM technology.
Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 18
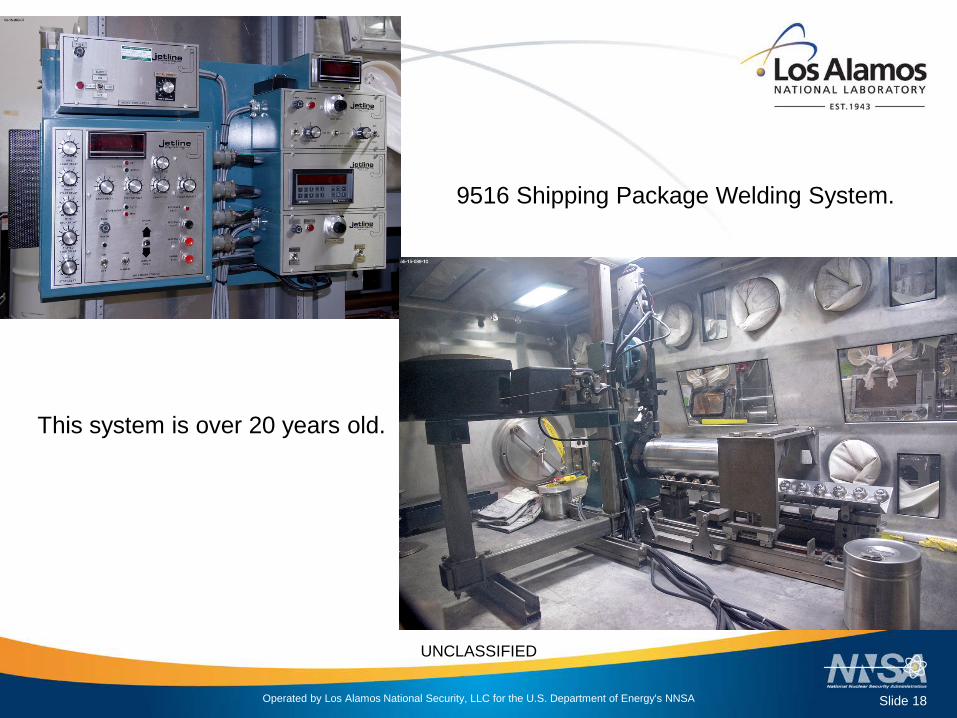
9516 Shipping Package Welding System.
This system is over 20 years old.
Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 19
Challenges in High Hazard Environment – Scheduling – Conduct of Engineering – Configuration Management – Performing work in a plutonium glove box
environment. • Ergonomics • Maintain containment of plutonium contamination. • Plan for success.
- Identify and pre-stage all tools needed to perform the work. - Identify hazards. i.e.; sharp edges, corners for components and
tools that might damage the glove box gloves. Mitigate as necessary.
- Identify the appropriate personnel to perform the work.

Operated by Los Alamos National Security, LLC for the U.S. Department of Energy's NNSA
UNCLASSIFIED
Slide 20
Related Documents











