Mixing of granular materials, part II: effect of particle size under periodic shear Luis Obregón a , Alvaro Realpe b , Carlos Velázquez a, ⁎ a Pharmaceutical Engineering Research Laboratory, Department of Chemical Engineering, University of Puerto Rico, PO Box 9046, Mayagüez 00681, Puerto Rico b Facultad de Ingeniería, Universidad de Cartagena, Cartagena de Indias, Colombia abstract article info Article history: Received 23 October 2009 Received in revised form 5 March 2010 Accepted 10 March 2010 Available online 17 March 2010 Keywords: Mixing Granular material Shear Particle size Although the study of mixing of granular particles in the last years has shown notable advances, it continues being moderately understood. In this work, a low shear mixing device consisting of a box with two moving walls and three static walls was used again to study granular mixing as a function of particle size. The goal is to obtain a more in depth understanding of the internal behavior of granular material in the three dimensions when particle size is changed. Experiments at different particle size distributions and wall displacements were run. Results show that faster mixing is achieved with particles of high diameter. The particle size affected the granular movement at the three directions. The phenomenon of dilation varied proportionally with the particle size. © 2010 Elsevier B.V. All rights reserved. 1. Introduction The study of granular material behavior is still of major relevance for industries, such as chemical, metallurgical, pharmaceuticals, food, ceramics, etc. [1], and in geophysics in the study of turbidity currents, landslides, dry snow avalanches, pyroplastic flows, etc. [2]. Many different studies of powder blenders [3–7] with interest for the phar- maceutical industry have been performed where different operating conditions, such as shear stress, dimensions of the blenders, and filling height, have been varied. However, a complete understanding of the rheology of granular materials is still of concern in these applications where other factors such as particle density, wall–particle and particle–particle friction coefficient, restitution coefficient, angle of repose, angle of internal friction, young modulus, poison ratio, hardness, friability, internal porosity, cohesivity and particle size are present. One of the most important factors in the study of granular flow and mixing is probably the effect of particle size. The majority of the work done on this issue focused on segregation [5,8–14] and a few works emphasized on the effect of changing the entire particle size in a system to study the distribution of particle. The latter works were performed in two dimensions and with monosized particles [15–23]. In a recent article [24], the authors presented a simple device to study the granular material movement as the granular material was subjected to oscillatory shear stress. It was demonstrated that the operating conditions (wall speed and amplitude) affected the move- ment; however, the interaction of the particles with other particles, the moving walls, and the static walls were of great importance too. This paper expands the use of the oscillatory shear device to study the effect of particle size on the granular material flow. The work emphasized on applying a shear rate to granular material with specific particle size distribution and determining the random movement and the mixing of the granular material as a function of time. The goal was to gain insights of the physical phenomena involved in the 3- dimension granular flow, such as particle distribution, dilation (trend of consolidated granular media to increase their volume by the application of shearing), and chaos (irregular and highly complex behavior in time and space that follows deterministic laws and equations). Next section describes the apparatus and material used, the equipment and procedure to visualize the distribution of the particles inside the device as a function of time. Section 3 presents the experimental results obtained regarding the granular movement and the statistical analysis of the particle concentration at different surfaces of the granular bed. Future work will focus on mechanistic modeling of the experi- mental results emphasizing on the properties generated by the interaction between particle–particle and particle–surface. Future publication will include a comparison of the experimental results to the simulated behavior and the estimated properties. 2. Experimental work The experiments consisted in mixing two materials with similar properties, except the color and particle size distribution, at different operating conditions in a mixing device that consisted of an open box with two moving walls and three static ones, as shown in Fig. 1. The wall motions were controlled by two step motors connected to a Powder Technology 201 (2010) 193–200 ⁎ Corresponding author. Tel.: + 1 787 832 4040x2576. E-mail address: [email protected] (C. Velázquez). 0032-5910/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.powtec.2010.03.006 Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Powder Technology 201 (2010) 193–200
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r.com/ locate /powtec
Mixing of granular materials, part II: effect of particle size under periodic shear
Luis Obregón a, Alvaro Realpe b, Carlos Velázquez a,⁎a Pharmaceutical Engineering Research Laboratory, Department of Chemical Engineering, University of Puerto Rico, PO Box 9046, Mayagüez 00681, Puerto Ricob Facultad de Ingeniería, Universidad de Cartagena, Cartagena de Indias, Colombia
⁎ Corresponding author. Tel.: +1 787 832 4040x2576E-mail address: [email protected] (C. Veláz
0032-5910/$ – see front matter © 2010 Elsevier B.V. Aldoi:10.1016/j.powtec.2010.03.006
a b s t r a c t
a r t i c l e i n f oArticle history:Received 23 October 2009Received in revised form 5 March 2010Accepted 10 March 2010Available online 17 March 2010
Keywords:MixingGranular materialShearParticle size
Although the study of mixing of granular particles in the last years has shown notable advances, it continuesbeing moderately understood. In this work, a low shear mixing device consisting of a box with two movingwalls and three static walls was used again to study granular mixing as a function of particle size. The goalis to obtain a more in depth understanding of the internal behavior of granular material in the threedimensions when particle size is changed. Experiments at different particle size distributions and walldisplacements were run. Results show that faster mixing is achieved with particles of high diameter. Theparticle size affected the granular movement at the three directions. The phenomenon of dilation variedproportionally with the particle size.
.quez).
l rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
The study of granular material behavior is still of major relevancefor industries, such as chemical, metallurgical, pharmaceuticals, food,ceramics, etc. [1], and in geophysics in the study of turbidity currents,landslides, dry snow avalanches, pyroplastic flows, etc. [2]. Manydifferent studies of powder blenders [3–7] with interest for the phar-maceutical industry have been performed where different operatingconditions, such as shear stress, dimensions of the blenders, and fillingheight, have been varied. However, a complete understanding of therheology of granular materials is still of concern in these applicationswhere other factors such as particle density, wall–particle andparticle–particle friction coefficient, restitution coefficient, angle ofrepose, angle of internal friction, young modulus, poison ratio,hardness, friability, internal porosity, cohesivity and particle size arepresent.
One of themost important factors in the study of granular flow andmixing is probably the effect of particle size. The majority of the workdone on this issue focused on segregation [5,8–14] and a few worksemphasized on the effect of changing the entire particle size in asystem to study the distribution of particle. The latter works wereperformed in two dimensions and with monosized particles [15–23].
In a recent article [24], the authors presented a simple device tostudy the granular material movement as the granular material wassubjected to oscillatory shear stress. It was demonstrated that theoperating conditions (wall speed and amplitude) affected the move-
ment; however, the interaction of the particles with other particles,the moving walls, and the static walls were of great importance too.
This paper expands the use of the oscillatory shear device to studythe effect of particle size on the granular material flow. The workemphasized on applying a shear rate to granularmaterial with specificparticle size distribution and determining the random movementand the mixing of the granular material as a function of time. The goalwas to gain insights of the physical phenomena involved in the 3-dimension granular flow, such as particle distribution, dilation (trendof consolidated granular media to increase their volume by theapplication of shearing), and chaos (irregular and highly complexbehavior in time and space that follows deterministic laws andequations). Next section describes the apparatus and material used,the equipment and procedure to visualize the distribution of theparticles inside the device as a function of time. Section 3 presents theexperimental results obtained regarding the granular movement andthe statistical analysis of the particle concentration at differentsurfaces of the granular bed.
Future work will focus on mechanistic modeling of the experi-mental results emphasizing on the properties generated by theinteraction between particle–particle and particle–surface. Futurepublication will include a comparison of the experimental results tothe simulated behavior and the estimated properties.
2. Experimental work
The experiments consisted in mixing two materials with similarproperties, except the color and particle size distribution, at differentoperating conditions in a mixing device that consisted of an open boxwith two moving walls and three static ones, as shown in Fig. 1. Thewall motions were controlled by two step motors connected to a
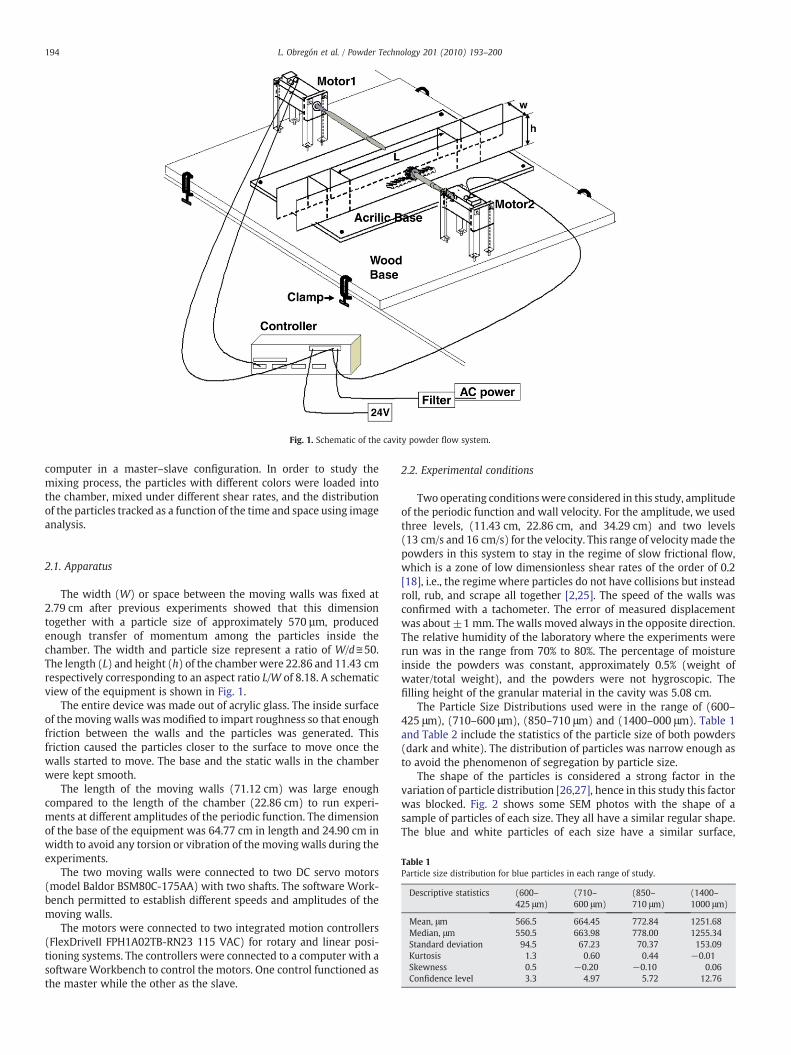
Fig. 1. Schematic of the cavity powder flow system.
194 L. Obregón et al. / Powder Technology 201 (2010) 193–200
computer in a master–slave configuration. In order to study themixing process, the particles with different colors were loaded intothe chamber, mixed under different shear rates, and the distributionof the particles tracked as a function of the time and space using imageanalysis.
Table 1Particle size distribution for blue particles in each range of study.
Descriptive statistics (600–425 μm)
(710–600 μm)
(850–710 μm)
(1400–1000 μm)
Mean, μm 566.5 664.45 772.84 1251.68Median, μm 550.5 663.98 778.00 1255.34Standard deviation 94.5 67.23 70.37 153.09Kurtosis 1.3 0.60 0.44 −0.01Skewness 0.5 −0.20 −0.10 0.06Confidence level 3.3 4.97 5.72 12.76
2.1. Apparatus
The width (W) or space between the moving walls was fixed at2.79 cm after previous experiments showed that this dimensiontogether with a particle size of approximately 570 µm, producedenough transfer of momentum among the particles inside thechamber. The width and particle size represent a ratio of W/d≅50.The length (L) and height (h) of the chamberwere 22.86 and 11.43 cmrespectively corresponding to an aspect ratio L/W of 8.18. A schematicview of the equipment is shown in Fig. 1.
The entire device was made out of acrylic glass. The inside surfaceof the moving walls was modified to impart roughness so that enoughfriction between the walls and the particles was generated. Thisfriction caused the particles closer to the surface to move once thewalls started to move. The base and the static walls in the chamberwere kept smooth.
The length of the moving walls (71.12 cm) was large enoughcompared to the length of the chamber (22.86 cm) to run experi-ments at different amplitudes of the periodic function. The dimensionof the base of the equipment was 64.77 cm in length and 24.90 cm inwidth to avoid any torsion or vibration of the moving walls during theexperiments.
The two moving walls were connected to two DC servo motors(model Baldor BSM80C-175AA) with two shafts. The software Work-bench permitted to establish different speeds and amplitudes of themoving walls.
The motors were connected to two integrated motion controllers(FlexDriveII FPH1A02TB-RN23 115 VAC) for rotary and linear posi-tioning systems. The controllers were connected to a computer with asoftwareWorkbench to control the motors. One control functioned asthe master while the other as the slave.
2.2. Experimental conditions
Two operating conditionswere considered in this study, amplitudeof the periodic function and wall velocity. For the amplitude, we usedthree levels, (11.43 cm, 22.86 cm, and 34.29 cm) and two levels(13 cm/s and 16 cm/s) for the velocity. This range of velocitymade thepowders in this system to stay in the regime of slow frictional flow,which is a zone of low dimensionless shear rates of the order of 0.2[18], i.e., the regime where particles do not have collisions but insteadroll, rub, and scrape all together [2,25]. The speed of the walls wasconfirmed with a tachometer. The error of measured displacementwas about ±1 mm. The walls moved always in the opposite direction.The relative humidity of the laboratory where the experiments wererun was in the range from 70% to 80%. The percentage of moistureinside the powders was constant, approximately 0.5% (weight ofwater/total weight), and the powders were not hygroscopic. Thefilling height of the granular material in the cavity was 5.08 cm.
The Particle Size Distributions used were in the range of (600–425 μm), (710–600 μm), (850–710 μm) and (1400–000 μm). Table 1and Table 2 include the statistics of the particle size of both powders(dark and white). The distribution of particles was narrow enough asto avoid the phenomenon of segregation by particle size.
The shape of the particles is considered a strong factor in thevariation of particle distribution [26,27], hence in this study this factorwas blocked. Fig. 2 shows some SEM photos with the shape of asample of particles of each size. They all have a similar regular shape.The blue and white particles of each size have a similar surface,
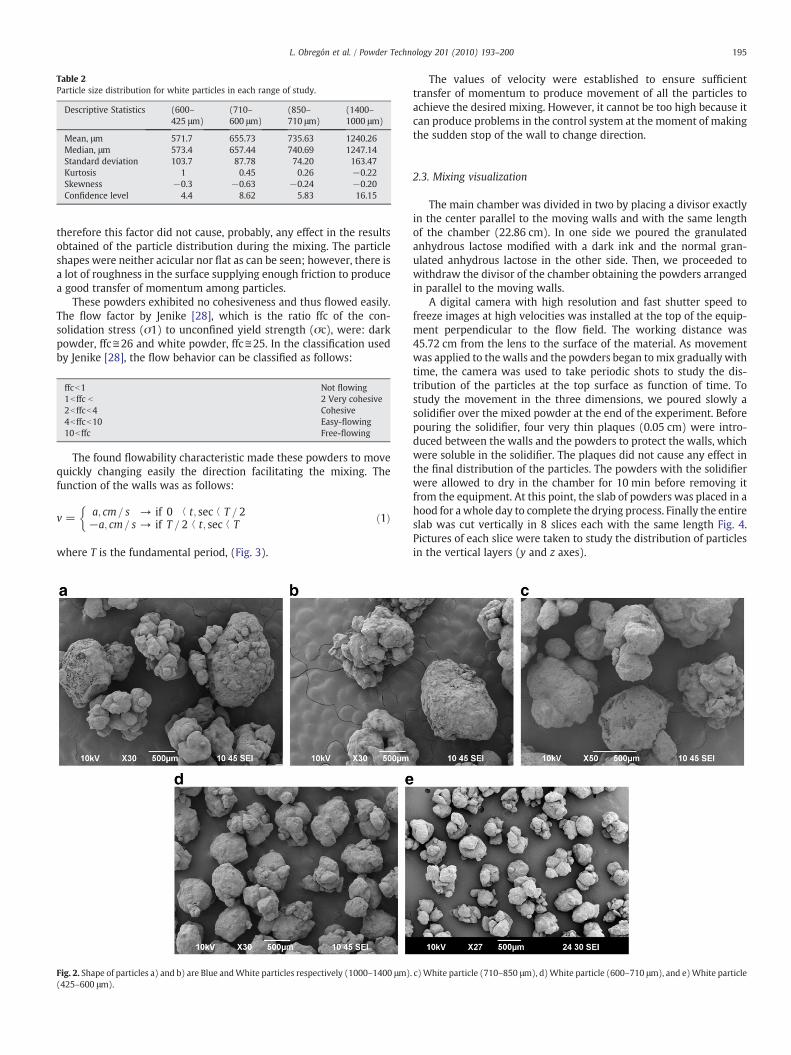
Table 2Particle size distribution for white particles in each range of study.
Descriptive Statistics (600–425 μm)
(710–600 μm)
(850–710 μm)
(1400–1000 μm)
Mean, μm 571.7 655.73 735.63 1240.26Median, μm 573.4 657.44 740.69 1247.14Standard deviation 103.7 87.78 74.20 163.47Kurtosis 1 0.45 0.26 −0.22Skewness −0.3 −0.63 −0.24 −0.20Confidence level 4.4 8.62 5.83 16.15
195L. Obregón et al. / Powder Technology 201 (2010) 193–200
therefore this factor did not cause, probably, any effect in the resultsobtained of the particle distribution during the mixing. The particleshapes were neither acicular nor flat as can be seen; however, there isa lot of roughness in the surface supplying enough friction to producea good transfer of momentum among particles.
These powders exhibited no cohesiveness and thus flowed easily.The flow factor by Jenike [28], which is the ratio ffc of the con-solidation stress (σ1) to unconfined yield strength (σc), were: darkpowder, ffc≅26 and white powder, ffc≅25. In the classification usedby Jenike [28], the flow behavior can be classified as follows:
Fi(4
ffcb1
g. 2. Shape of particles a) and b) are Blue andWhite particles respec25–600 μm).
Not flowing
1b ffc b 2 Very cohesive 2b ffcb4 Cohesive 4b ffcb10 Easy-flowing 10b ffc Free-flowingThe found flowability characteristic made these powders to movequickly changing easily the direction facilitating the mixing. Thefunction of the walls was as follows:
v = a; cm = s → if 0 ⟨ t; sec ⟨ T = 2−a; cm= s → if T = 2 ⟨ t; sec ⟨ T
�ð1Þ
where T is the fundamental period, (Fig. 3).
tively (1000–1400 μm)
The values of velocity were established to ensure sufficienttransfer of momentum to produce movement of all the particles toachieve the desired mixing. However, it cannot be too high because itcan produce problems in the control system at the moment of makingthe sudden stop of the wall to change direction.
2.3. Mixing visualization
The main chamber was divided in two by placing a divisor exactlyin the center parallel to the moving walls and with the same lengthof the chamber (22.86 cm). In one side we poured the granulatedanhydrous lactose modified with a dark ink and the normal gran-ulated anhydrous lactose in the other side. Then, we proceeded towithdraw the divisor of the chamber obtaining the powders arrangedin parallel to the moving walls.
A digital camera with high resolution and fast shutter speed tofreeze images at high velocities was installed at the top of the equip-ment perpendicular to the flow field. The working distance was45.72 cm from the lens to the surface of the material. As movementwas applied to the walls and the powders began tomix gradually withtime, the camera was used to take periodic shots to study the dis-tribution of the particles at the top surface as function of time. Tostudy the movement in the three dimensions, we poured slowly asolidifier over the mixed powder at the end of the experiment. Beforepouring the solidifier, four very thin plaques (0.05 cm) were intro-duced between the walls and the powders to protect the walls, whichwere soluble in the solidifier. The plaques did not cause any effect inthe final distribution of the particles. The powders with the solidifierwere allowed to dry in the chamber for 10 min before removing itfrom the equipment. At this point, the slab of powders was placed in ahood for a whole day to complete the drying process. Finally the entireslab was cut vertically in 8 slices each with the same length Fig. 4.Pictures of each slice were taken to study the distribution of particlesin the vertical layers (y and z axes).
. c)White particle (710–850 μm), d)White particle (600–710 μm), and e)White particle
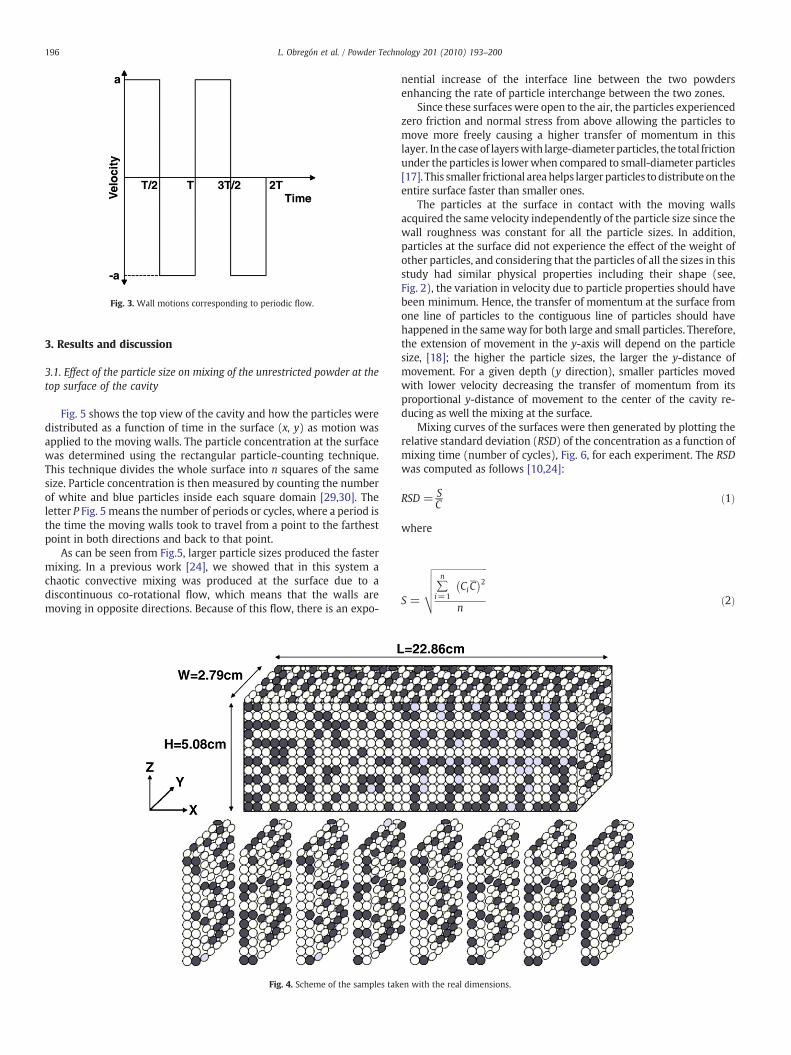
Fig. 3. Wall motions corresponding to periodic flow.
196 L. Obregón et al. / Powder Technology 201 (2010) 193–200
3. Results and discussion
3.1. Effect of the particle size on mixing of the unrestricted powder at thetop surface of the cavity
Fig. 5 shows the top view of the cavity and how the particles weredistributed as a function of time in the surface (x, y) as motion wasapplied to the moving walls. The particle concentration at the surfacewas determined using the rectangular particle-counting technique.This technique divides the whole surface into n squares of the samesize. Particle concentration is then measured by counting the numberof white and blue particles inside each square domain [29,30]. Theletter P Fig. 5 means the number of periods or cycles, where a period isthe time the moving walls took to travel from a point to the farthestpoint in both directions and back to that point.
As can be seen from Fig.5, larger particle sizes produced the fastermixing. In a previous work [24], we showed that in this system achaotic convective mixing was produced at the surface due to adiscontinuous co-rotational flow, which means that the walls aremoving in opposite directions. Because of this flow, there is an expo-
Fig. 4. Scheme of the samples tak
nential increase of the interface line between the two powdersenhancing the rate of particle interchange between the two zones.
Since these surfaces were open to the air, the particles experiencedzero friction and normal stress from above allowing the particles tomove more freely causing a higher transfer of momentum in thislayer. In the case of layerswith large-diameterparticles, the total frictionunder the particles is lowerwhen compared to small-diameter particles[17]. This smaller frictional area helps larger particles todistribute on theentire surface faster than smaller ones.
The particles at the surface in contact with the moving wallsacquired the same velocity independently of the particle size since thewall roughness was constant for all the particle sizes. In addition,particles at the surface did not experience the effect of the weight ofother particles, and considering that the particles of all the sizes in thisstudy had similar physical properties including their shape (see,Fig. 2), the variation in velocity due to particle properties should havebeen minimum. Hence, the transfer of momentum at the surface fromone line of particles to the contiguous line of particles should havehappened in the sameway for both large and small particles. Therefore,the extension of movement in the y-axis will depend on the particlesize, [18]; the higher the particle sizes, the larger the y-distance ofmovement. For a given depth (y direction), smaller particles movedwith lower velocity decreasing the transfer of momentum from itsproportional y-distance of movement to the center of the cavity re-ducing as well the mixing at the surface.
Mixing curves of the surfaces were then generated by plotting therelative standard deviation (RSD) of the concentration as a function ofmixing time (number of cycles), Fig. 6, for each experiment. The RSDwas computed as follows [10,24]:
RSD = S��C ð1Þ
where
S =
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi∑n
i=1Ci�C� �2
n
vuuutð2Þ
en with the real dimensions.
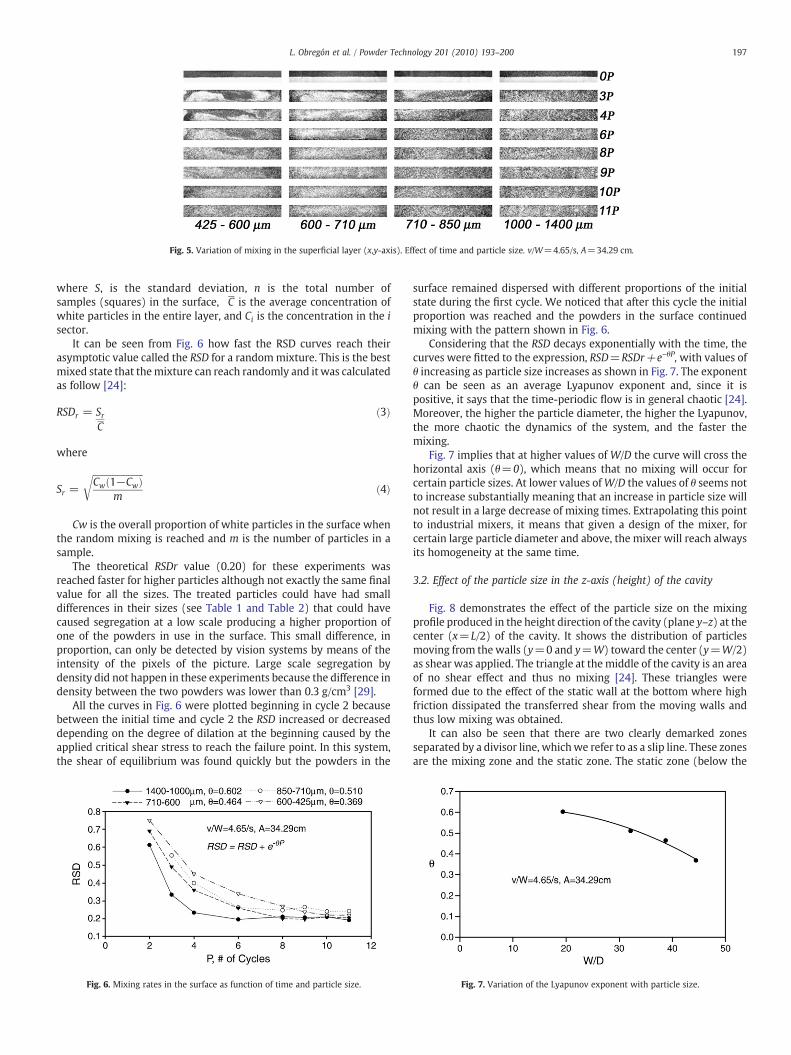
Fig. 5. Variation of mixing in the superficial layer (x,y-axis). Effect of time and particle size. v/W=4.65/s, A=34.29 cm.
197L. Obregón et al. / Powder Technology 201 (2010) 193–200
where S, is the standard deviation, n is the total number ofsamples (squares) in the surface, �C is the average concentration ofwhite particles in the entire layer, and Ci is the concentration in the isector.
It can be seen from Fig. 6 how fast the RSD curves reach theirasymptotic value called the RSD for a randommixture. This is the bestmixed state that themixture can reach randomly and it was calculatedas follow [24]:
RSDr = Sr��Cð3Þ
where
Sr =
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiCw 1−Cwð Þ
m
rð4Þ
Cw is the overall proportion of white particles in the surface whenthe random mixing is reached and m is the number of particles in asample.
The theoretical RSDr value (0.20) for these experiments wasreached faster for higher particles although not exactly the same finalvalue for all the sizes. The treated particles could have had smalldifferences in their sizes (see Table 1 and Table 2) that could havecaused segregation at a low scale producing a higher proportion ofone of the powders in use in the surface. This small difference, inproportion, can only be detected by vision systems by means of theintensity of the pixels of the picture. Large scale segregation bydensity did not happen in these experiments because the difference indensity between the two powders was lower than 0.3 g/cm3 [29].
All the curves in Fig. 6 were plotted beginning in cycle 2 becausebetween the initial time and cycle 2 the RSD increased or decreaseddepending on the degree of dilation at the beginning caused by theapplied critical shear stress to reach the failure point. In this system,the shear of equilibrium was found quickly but the powders in the
Fig. 6. Mixing rates in the surface as function of time and particle size.
surface remained dispersed with different proportions of the initialstate during the first cycle. We noticed that after this cycle the initialproportion was reached and the powders in the surface continuedmixing with the pattern shown in Fig. 6.
Considering that the RSD decays exponentially with the time, thecurves were fitted to the expression, RSD=RSDr+e–θP,with values ofθ increasing as particle size increases as shown in Fig. 7. The exponentθ can be seen as an average Lyapunov exponent and, since it ispositive, it says that the time-periodic flow is in general chaotic [24].Moreover, the higher the particle diameter, the higher the Lyapunov,the more chaotic the dynamics of the system, and the faster themixing.
Fig. 7 implies that at higher values of W/D the curve will cross thehorizontal axis (θ=0), which means that no mixing will occur forcertain particle sizes. At lower values ofW/D the values of θ seems notto increase substantially meaning that an increase in particle size willnot result in a large decrease of mixing times. Extrapolating this pointto industrial mixers, it means that given a design of the mixer, forcertain large particle diameter and above, the mixer will reach alwaysits homogeneity at the same time.
3.2. Effect of the particle size in the z-axis (height) of the cavity
Fig. 8 demonstrates the effect of the particle size on the mixingprofile produced in the height direction of the cavity (plane y–z) at thecenter (x=L/2) of the cavity. It shows the distribution of particlesmoving from the walls (y=0 and y=W) toward the center (y=W/2)as shear was applied. The triangle at themiddle of the cavity is an areaof no shear effect and thus no mixing [24]. These triangles wereformed due to the effect of the static wall at the bottom where highfriction dissipated the transferred shear from the moving walls andthus low mixing was obtained.
It can also be seen that there are two clearly demarked zonesseparated by a divisor line, whichwe refer to as a slip line. These zonesare the mixing zone and the static zone. The static zone (below the
Fig. 7. Variation of the Lyapunov exponent with particle size.
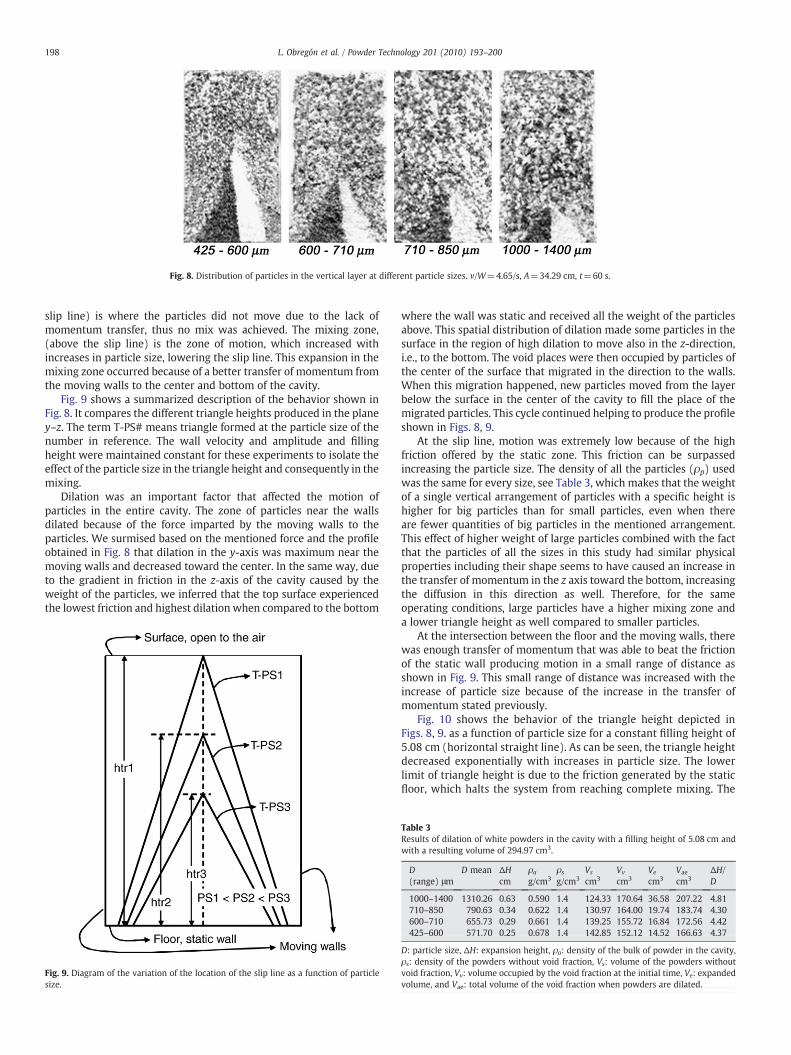
Fig. 8. Distribution of particles in the vertical layer at different particle sizes. v/W=4.65/s, A=34.29 cm, t=60 s.
198 L. Obregón et al. / Powder Technology 201 (2010) 193–200
slip line) is where the particles did not move due to the lack ofmomentum transfer, thus no mix was achieved. The mixing zone,(above the slip line) is the zone of motion, which increased withincreases in particle size, lowering the slip line. This expansion in themixing zone occurred because of a better transfer of momentum fromthe moving walls to the center and bottom of the cavity.
Fig. 9 shows a summarized description of the behavior shown inFig. 8. It compares the different triangle heights produced in the planey–z. The term T-PS# means triangle formed at the particle size of thenumber in reference. The wall velocity and amplitude and fillingheight were maintained constant for these experiments to isolate theeffect of the particle size in the triangle height and consequently in themixing.
Dilation was an important factor that affected the motion ofparticles in the entire cavity. The zone of particles near the wallsdilated because of the force imparted by the moving walls to theparticles. We surmised based on the mentioned force and the profileobtained in Fig. 8 that dilation in the y-axis was maximum near themoving walls and decreased toward the center. In the same way, dueto the gradient in friction in the z-axis of the cavity caused by theweight of the particles, we inferred that the top surface experiencedthe lowest friction and highest dilation when compared to the bottom
Fig. 9. Diagram of the variation of the location of the slip line as a function of particlesize.
where the wall was static and received all the weight of the particlesabove. This spatial distribution of dilation made some particles in thesurface in the region of high dilation to move also in the z-direction,i.e., to the bottom. The void places were then occupied by particles ofthe center of the surface that migrated in the direction to the walls.When this migration happened, new particles moved from the layerbelow the surface in the center of the cavity to fill the place of themigrated particles. This cycle continued helping to produce the profileshown in Figs. 8, 9.
At the slip line, motion was extremely low because of the highfriction offered by the static zone. This friction can be surpassedincreasing the particle size. The density of all the particles (ρp) usedwas the same for every size, see Table 3, which makes that the weightof a single vertical arrangement of particles with a specific height ishigher for big particles than for small particles, even when thereare fewer quantities of big particles in the mentioned arrangement.This effect of higher weight of large particles combined with the factthat the particles of all the sizes in this study had similar physicalproperties including their shape seems to have caused an increase inthe transfer of momentum in the z axis toward the bottom, increasingthe diffusion in this direction as well. Therefore, for the sameoperating conditions, large particles have a higher mixing zone anda lower triangle height as well compared to smaller particles.
At the intersection between the floor and the moving walls, therewas enough transfer of momentum that was able to beat the frictionof the static wall producing motion in a small range of distance asshown in Fig. 9. This small range of distance was increased with theincrease of particle size because of the increase in the transfer ofmomentum stated previously.
Fig. 10 shows the behavior of the triangle height depicted inFigs. 8, 9. as a function of particle size for a constant filling height of5.08 cm (horizontal straight line). As can be seen, the triangle heightdecreased exponentially with increases in particle size. The lowerlimit of triangle height is due to the friction generated by the staticfloor, which halts the system from reaching complete mixing. The
Table 3Results of dilation of white powders in the cavity with a filling height of 5.08 cm andwith a resulting volume of 294.97 cm3.
D(range) μm
D mean ΔHcm
ρag/cm3
ρsg/cm3
Vs
cm3Vv
cm3Ve
cm3Vae
cm3ΔH/D
1000–1400 1310.26 0.63 0.590 1.4 124.33 170.64 36.58 207.22 4.81710–850 790.63 0.34 0.622 1.4 130.97 164.00 19.74 183.74 4.30600–710 655.73 0.29 0.661 1.4 139.25 155.72 16.84 172.56 4.42425–600 571.70 0.25 0.678 1.4 142.85 152.12 14.52 166.63 4.37
D: particle size, ΔH: expansion height, ρa: density of the bulk of powder in the cavity,ρs: density of the powders without void fraction, Vs: volume of the powders withoutvoid fraction, Vv: volume occupied by the void fraction at the initial time, Ve: expandedvolume, and Vae: total volume of the void fraction when powders are dilated.
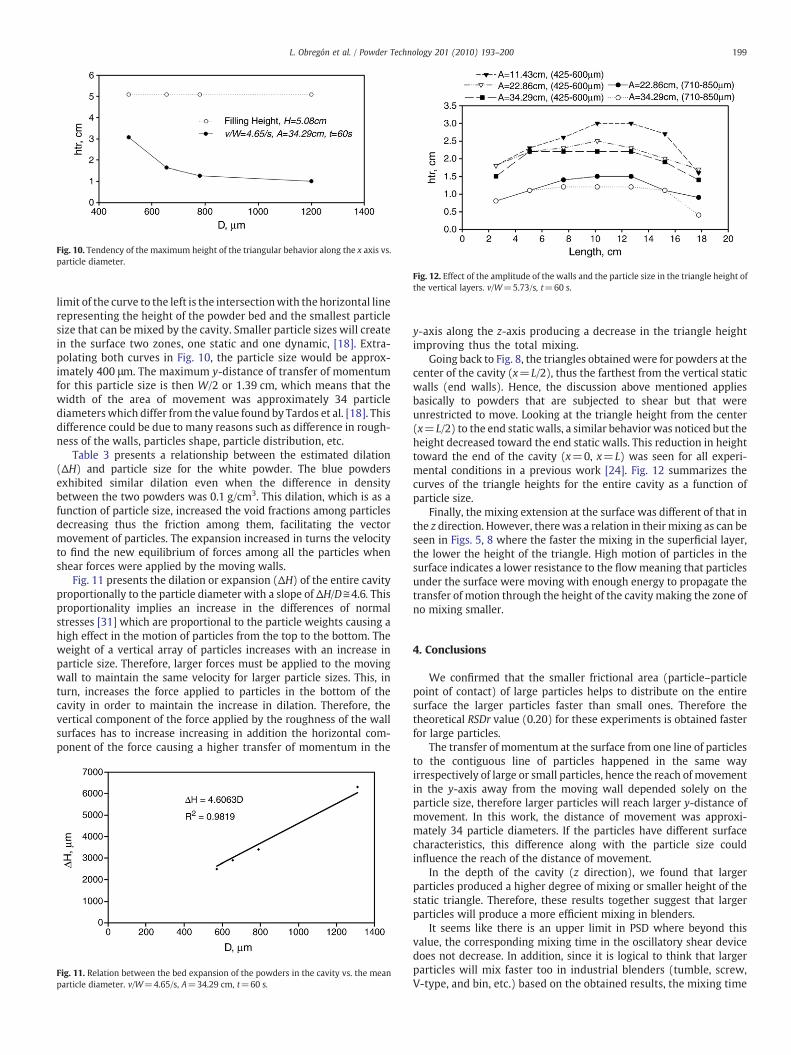
Fig. 10. Tendency of the maximum height of the triangular behavior along the x axis vs.particle diameter.
Fig. 12. Effect of the amplitude of the walls and the particle size in the triangle height ofthe vertical layers. v/W=5.73/s, t=60 s.
199L. Obregón et al. / Powder Technology 201 (2010) 193–200
limit of the curve to the left is the intersectionwith the horizontal linerepresenting the height of the powder bed and the smallest particlesize that can be mixed by the cavity. Smaller particle sizes will createin the surface two zones, one static and one dynamic, [18]. Extra-polating both curves in Fig. 10, the particle size would be approx-imately 400 μm. The maximum y-distance of transfer of momentumfor this particle size is then W/2 or 1.39 cm, which means that thewidth of the area of movement was approximately 34 particlediameterswhich differ from the value found by Tardos et al. [18]. Thisdifference could be due to many reasons such as difference in rough-ness of the walls, particles shape, particle distribution, etc.
Table 3 presents a relationship between the estimated dilation(ΔH) and particle size for the white powder. The blue powdersexhibited similar dilation even when the difference in densitybetween the two powders was 0.1 g/cm3. This dilation, which is as afunction of particle size, increased the void fractions among particlesdecreasing thus the friction among them, facilitating the vectormovement of particles. The expansion increased in turns the velocityto find the new equilibrium of forces among all the particles whenshear forces were applied by the moving walls.
Fig. 11 presents the dilation or expansion (ΔH) of the entire cavityproportionally to the particle diameter with a slope of ΔH/D≅4.6. Thisproportionality implies an increase in the differences of normalstresses [31] which are proportional to the particle weights causing ahigh effect in the motion of particles from the top to the bottom. Theweight of a vertical array of particles increases with an increase inparticle size. Therefore, larger forces must be applied to the movingwall to maintain the same velocity for larger particle sizes. This, inturn, increases the force applied to particles in the bottom of thecavity in order to maintain the increase in dilation. Therefore, thevertical component of the force applied by the roughness of the wallsurfaces has to increase increasing in addition the horizontal com-ponent of the force causing a higher transfer of momentum in the
Fig. 11. Relation between the bed expansion of the powders in the cavity vs. the meanparticle diameter. v/W=4.65/s, A=34.29 cm, t=60 s.
y-axis along the z-axis producing a decrease in the triangle heightimproving thus the total mixing.
Going back to Fig. 8, the triangles obtainedwere for powders at thecenter of the cavity (x=L/2), thus the farthest from the vertical staticwalls (end walls). Hence, the discussion above mentioned appliesbasically to powders that are subjected to shear but that wereunrestricted to move. Looking at the triangle height from the center(x=L/2) to the end static walls, a similar behavior was noticed but theheight decreased toward the end static walls. This reduction in heighttoward the end of the cavity (x=0, x=L) was seen for all experi-mental conditions in a previous work [24]. Fig. 12 summarizes thecurves of the triangle heights for the entire cavity as a function ofparticle size.
Finally, the mixing extension at the surface was different of that inthe z direction. However, there was a relation in their mixing as can beseen in Figs. 5, 8 where the faster the mixing in the superficial layer,the lower the height of the triangle. High motion of particles in thesurface indicates a lower resistance to the flowmeaning that particlesunder the surface were moving with enough energy to propagate thetransfer of motion through the height of the cavity making the zone ofno mixing smaller.
4. Conclusions
We confirmed that the smaller frictional area (particle–particlepoint of contact) of large particles helps to distribute on the entiresurface the larger particles faster than small ones. Therefore thetheoretical RSDr value (0.20) for these experiments is obtained fasterfor large particles.
The transfer of momentum at the surface from one line of particlesto the contiguous line of particles happened in the same wayirrespectively of large or small particles, hence the reach of movementin the y-axis away from the moving wall depended solely on theparticle size, therefore larger particles will reach larger y-distance ofmovement. In this work, the distance of movement was approxi-mately 34 particle diameters. If the particles have different surfacecharacteristics, this difference along with the particle size couldinfluence the reach of the distance of movement.
In the depth of the cavity (z direction), we found that largerparticles produced a higher degree of mixing or smaller height of thestatic triangle. Therefore, these results together suggest that largerparticles will produce a more efficient mixing in blenders.
It seems like there is an upper limit in PSD where beyond thisvalue, the corresponding mixing time in the oscillatory shear devicedoes not decrease. In addition, since it is logical to think that largerparticles will mix faster too in industrial blenders (tumble, screw,V-type, and bin, etc.) based on the obtained results, the mixing time

200 L. Obregón et al. / Powder Technology 201 (2010) 193–200
in the oscillatory shear device could be related to the mixing timein the former mentioned blenders. If this is true, there will be aminimum mixing time limit that cannot be reduced by increasingthe particle size. Further work is needed to relate the mixing timein the oscillatory shear device to the one in industrial mixers.
References
[1] N. Jain, J.M. Ottino, R.M. Lueptow, Effect of interstitial fluid on a granular flowinglayer, Journal of Fluid Mechanics 508 (2004) 23–44.
[2] S. Dartevelle, Numerical modeling of geophysical granular flows:1. A compre-hensive approach to granular rheologies and geophysical multiphase flows,Geochemistry Geophysics Geosystems 5 (8) (2004) 1–28.
[3] A.W. Alexander, T. Shinbrot, F.J. Muzzio, Granular segregation in the double-coneblender: transitions and mechanisms, Physics of Fluids 13 (3) (2001) 578–587.
[4] D. Brone, F.J. Muzzio, Enhanced mixing in double-cone blenders, PowderTechnology 110 (3) (2000) 179–189.
[5] B. Chaudhuri, et al., Cohesive effects in powder mixing in a tumbling blender,Powder Technology 165 (2) (2006) 105–114.
[6] O.S. Sudah, D. Coffin-Beach, F.J. Muzzio, Quantitative characterization of mixing offree-flowing granular material in tote (bin)-blenders, Powder Technology 126 (2)(2002) 191–200.
[7] J. Doucet, F. Bertrand, J. Chaouki, Experimental characterization of the chaoticdynamics of cohesionless particles: application to a V-blender, Granular Matter 10(2) (2008) 133–138.
[8] A. Alexander, F.J. Muzzio, T. Shinbrot, Segregation patterns in V-blenders,Chemical Engineering Science 58 (2) (2003) 487–496.
[9] S.E. Cisar, P.B. Umbanhowar, J.M. Ottino, Radial granular segregation underchaotic flow in two-dimensional tumblers, Physical Review E - Statistical,Nonlinear, and Soft Matter Physics 74 (5) (2006) 051305.
[10] P.E. Arratia, et al., A study of the mixing and segregation mechanisms in the BohleTote blender via DEM simulations, Powder Technology 164 (1) (2006) 50–57.
[11] J.M. Ottino, D.V. Khakhar, Mixing and segregation of granular materials, AnnualReview of Fluid Mechanics 32 (2000) 55–91.
[12] X. Liu, M. Metzger, B.J. Glasser, Couette flow with a bidisperse particle mixture,Physics of Fluids 19 (7) (2007) 073301.
[13] S.C. Yang, Density effect on mixing and segregation processes in a vibrated binarygranular mixture, Powder Technology 164 (2) (2006) 65–74.
[14] A. Alexander, F.J. Muzzio, T. Shinbrot, Effects of scale and inertia on granularbanding segregation, Granular Matter 5 (4) (2004) 171–175.
[15] C.S. Campbell, Boundary interactions for two-dimensional granularflows. Part 1. Flatboundaries, asymmetric stresses and couple stresses, Journal of FluidMechanics 247(1993) 111–136.
[16] S.K. Hajra, D.V. Khakhar, Radial mixing of granular materials in a rotating cylinder:experimental determination of particle self-diffusivity, Physics of Fluids 17 (1)(2005) 013101-1–013101-11.
[17] I. Iordanoff, K. Elkholy, M.M. Khonsari, Effect of particle size dispersion on granularlubrication regimes. Proceedings of the Institution of Mechanical Engineers, Part J:Journal of Engineering Tribology 222 (6) (2008) 725–739.
[18] G.I. Tardos, S. McNamara, I. Talu, Slow and intermediate flow of a frictional bulkpowder in the Couette geometry, Powder Technology 131 (1) (2003) 23–39.
[19] L.S. Mohan, K. Kesava Rao, P.R. Nott, A frictional cosserat model for the slowshearing of granular materials, Journal of Fluid Mechanics 457 (2002) 377–409.
[20] J. Kumara, C.L. Rao, M. Massoudi, Couette flow of granular materials, InternationalJournal of Non-Linear Mechanics 38 (1) (2003) 11–20.
[21] P.R. Nott, et al., The effect of boundaries on the plane Couette flow of granularmaterials: a bifurcation analysis, Journal of Fluid Mechanics 397 (1999) 203–229.
[22] A. Karion, M.L. Hunt, Wall stresses in granular Couette flows of mono-sizedparticles and binary mixtures, Powder Technology 109 (1–3) (2000) 145–163.
[23] C.K.K. Lun, Granular dynamics of inelastic spheres in couette flow, Physics ofFluids 8 (11) (1996) 2868.
[24] L. Obregon, et al., Mixing of granular materials, Part I: Effect of periodic shear.Powder Technology 197 (1–2) (2010) 9–16.
[25] A. Castellanos, et al., Flow regimes in fine cohesive powders, Physical ReviewLetters 82 (6) (1999) 1156–1159.
[26] P.W. Cleary, The effect of particle shape on simple shear flows, PowderTechnology 179 (3) (2008) 144–163.
[27] A.A. Pena, R. Garcia-Rojo, H.J. Herrmann, Influence of particle shape on sheareddense granular media, Granular Matter 9 (3–4) (2007) 279–291.
[28] A.W. Jenike, Storage and flow of solids, Bulletin of the Utah Engineering ExperimentStation 123 (53) (1964) 1–197.
[29] L. Obregon, C. Velazquez, Discrimination limit between mean gray values for theprediction of powder concentrations, Powder Technology 175 (1) (2007) 8–13.
[30] A. Realpe, C. Velazquez, Image processing and analysis for determination ofconcentrations of powder mixtures, Powder Technology 134 (3) (2003) 193–200.
[31] O. Reynolds, On the dilatancy of media composed of rigid particles in contact.With experimental illustrations, Philosophical Magazine Series 5 20 (127) (1885)469–481.
Related Documents











