
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
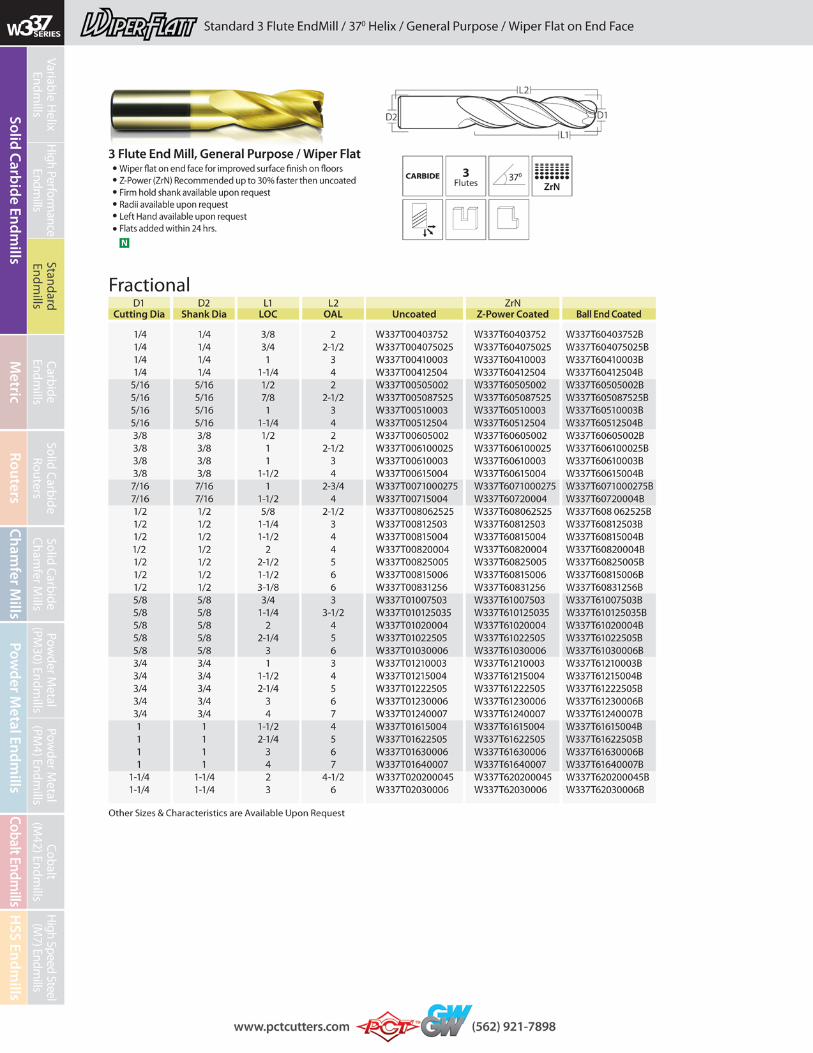
170
P
M
K
N
S
< 30 30 - 38
> 38
< 35> 35
< 35> 35
< 35> 35 < 35> 35 < 35> 35 < 35> 35
Standard Speed
High Speed
< 35> 35
< 35> 35
< 35> 35
- - -
- -
- -
- - - - - - - -
225 - 325 200 - 300
225 - 325
250 - 350
300 - 500
300 - 500
300 - 400
300 - 400
200 - 400
- -
- -
--
175 - 300
200 - 300
-
- - -
- -
- -
- - - - - - - -
175 - 250 125 - 200 175 - 250 250 - 350
300 - 500
300 - 500
250 - 350
200 - 300
200 - 400
- -
- -
- -
125 - 175
125 - 250
-
150 - 225 90 - 125 60 - 90
175 - 250100 - 175
175 - 250100 - 175
150-250125 - 175 200 - 250150 - 200 90 - 125 75 - 110 150 - 250125 - 175
250 - 350 200 - 300 250 - 350 250 - 350
300 - 500
300 - 500
300 - 450
275 - 375
200 - 400
175 - 225125 - 175
125 - 17570 - 115
175 - 225125 - 175
175 - 300
200 - 300
175 - 225
125 - 175 80 - 120 50 - 80
150 -200100 - 150
150 -200100 - 150
100 - 15080 - 150 125 - 175100 - 150 80 - 12060 - 90 100 - 15080 - 150
175 - 250 125 - 200 175 - 250 250 - 350
300 - 500
300 - 500
250 - 350
200 - 300
200 - 400
150 - 200100 - 150
100 - 15070 - 100
150 - 200100 - 150
125 - 175
125 - 250
150 - 200
.0008” - .0020”
.0005” - .0015”
.0003” - .0007”
.0010” - .0025”
.0008” - .0020”
.0010” - .0025”
.0008” - .0020”
.0008” - .0020”
.0005” - .0015”
.0008” - .0020”
.0005” - .0015”
.0008” - .0015”
.0005” - .0010”
.0008” - .0020”
.0005” - .0015”
.0015” - .0040”
.0010” - .0030”
.0015” - .0040”
.0015” - .0040”
.0015” - .0040”
.0015” - .0040”
.0010” - .0025”
.0010” - .0025”
.0015” - .0040”
.0015” - .0040”
.0008” - .0020”.0005” - .0015”
.0008” - .0020”
.0005” - .0015”
.0008” - .0020”
.0005” - .0015”
.0010” - .0025”
.0010” - .0025”
.0008” - .0020”
.0010” - .0030”
.0010” - .0020”
.0008” - .0015”
.0015” - .0040”
.0010” - .0030”
.0015” - .0040”
.0010” - .0030”
.0010” - .0030”
.0010” - .0020”
.0010” - .0030”
.0010” - .0020”
.0010” - .0020”
.0010” - .0015”
.0010” - .0030”
.0010” - .0020”
.0020” - .0060”
.0015” - .0040”
.0020” - .0060”
.0020” - .0060”
.0020” - .0060”
.0020” - .0060”
.0015” - .0035”
.0015” - .0035”
.0020” - .0060”
.0020” - .0060”
.0010” - .0030”.0010” - .0020”
.0010” - .0030”
.0010” - .0020”
.0010” - .0030”
.0010” - .0020”
.0015” - .0040”
.0015” - .0040”
.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0010” - .0025”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”.0020” - .0040”
.0020” - .0040”
.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0030” - .0100”
.0020” - .0060”
.0030” - .0100”
.0030” - .0100”
.0030” - .0100”
.0030” - .0100”
.0020” - .0080”
.0020” - .0080”
.0030” - .0100”
.0030” - .0100”
.0020” - .0040”.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0020” - .0040”
.0010” - .0030”
.0030” - .0050”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0015” - .0035”
.0040” - .0060”
.0030” - .0050”
.0040” - .0060”
.0030” - .0050”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0050” - .0100”
.0030” - .0080”
.0050” - .0100”
.0050” - .0100”
.0050” - .0150”
.0050” - .0100”
.0040” - .0100”
.0040” - .0100”
.0050” - .0100”
.0050” - .0100”
.0030” - .0050”.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0030” - .0050”
.0020” - .0040”
.0040” - .0060”
.0040” - .0060”
.0030” - .0050”
HIGH STRENGTH TOOL STEELS
MEDIUM ALLOY TOOL STEELS
CARBON STEELS
STAINLESS STEELS
CAST MATERIAL
ALUMINUM
MAGNESIUM
COPPER
BRASS, BRONZE
COMPOSITE MATERIAL
COBALT BASE ALLOYS
NICKEL BASE ALLOYS
IRON BASE ALLOYS
MONEL
TITANIUM ALLOYS
Type RC
Hardness2 flute
Stub/ Std.2 fluteLong
3 & 4 flute
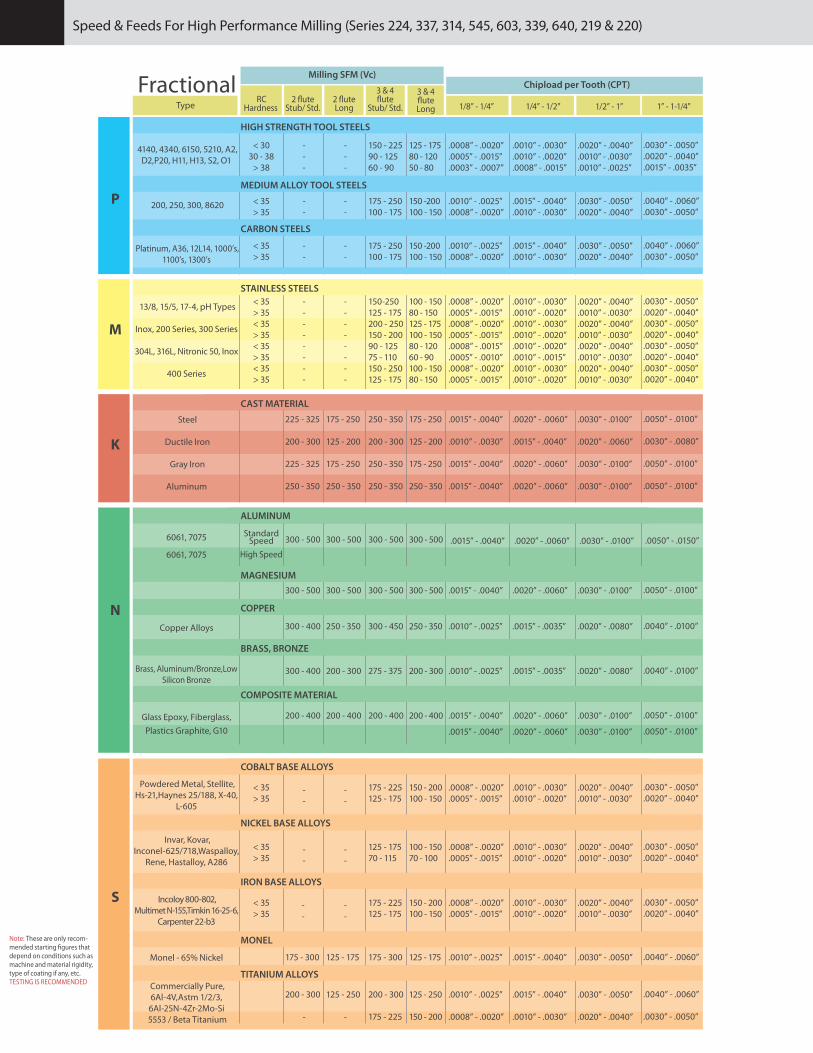
Stub/ Std. 1/8” - 1/4” 1/4” - 1/2” 1/2” - 1” 1” - 1-1/4”
3 & 4 fluteLong
Milling SFM (Vc)Chipload per Tooth (CPT)
Note: These are only recom-mended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
Fractional
Speed & Feeds For High Performance Milling (Series 224, 337, 314, 545, 603, 339, 640, 219 & 220)
4140, 4340, 6150, 5210, A2, D2,P20, H11, H13, S2, O1
200, 250, 300, 8620
Platinum, A36, 12L14, 1000’s, 1100’s, 1300’s
13/8, 15/5, 17-4, pH Types
Inox, 200 Series, 300 Series
304L, 316L, Nitronic 50, Inox
400 Series
Steel
Ductile Iron
Gray Iron
Aluminum
6061, 7075
6061, 7075
Copper Alloys
Brass, Aluminum/Bronze,Low Silicon Bronze
Glass Epoxy, Fiberglass, Plastics Graphite, G10
Powdered Metal, Stellite, Hs-21,Haynes 25/188, X-40,
L-605
Invar, Kovar, Inconel-625/718,Waspalloy,
Rene, Hastalloy, A286
Incoloy 800-802, Multimet N-155,Timkin 16-25-6,
Carpenter 22-b3
Monel - 65% Nickel
Commercially Pure, 6Al-4V,Astm 1/2/3,
6Al-25N-4Zr-2Mo-Si 5553 / Beta Titanium
174
SFM=RPM=FPM=FPT=IPR/FR=MR=HP=
Dia. RPMFPMFRRDCMRSFMCPTIPRADC#FlHPPC
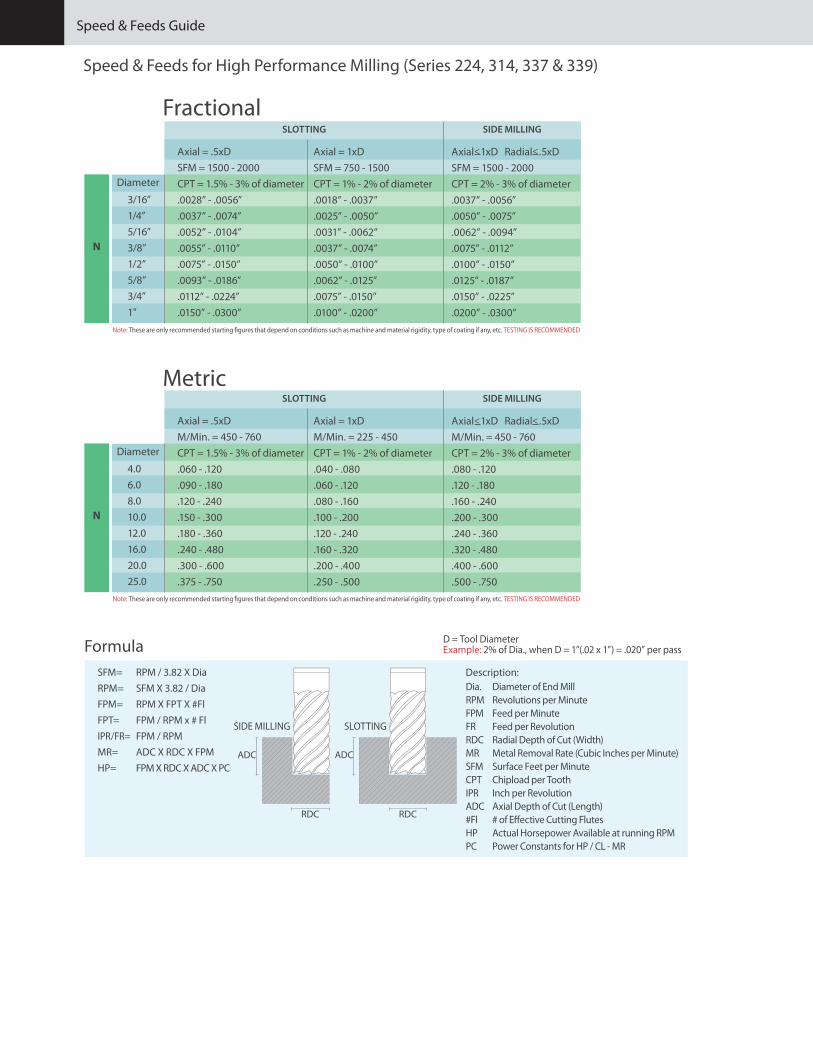
Diameter of End MillRevolutions per MinuteFeed per MinuteFeed per RevolutionRadial Depth of Cut (Width)Metal Removal Rate (Cubic Inches per Minute)Surface Feet per MinuteChipload per ToothInch per RevolutionAxial Depth of Cut (Length)# of Effective Cutting FlutesActual Horsepower Available at running RPMPower Constants for HP / CL - MR
RPM / 3.82 X Dia SFM X 3.82 / Dia RPM X FPT X #Fl FPM / RPM x # Fl FPM / RPM ADC X RDC X FPMFPM X RDC X ADC X PC
Description:
ADCADC
RDC
Formula
RDC
SLOTTING SIDE MILLING
D = Tool DiameterExample: 2% of Dia., when D = 1”(.02 x 1”) = .020” per pass
Speed & Feeds Guide
Speed & Feeds for High Performance Milling (Series 224, 314, 337 & 339)
3/16” 1/4” 5/16” 3/8” 1/2” 5/8” 3/4” 1”
4.0 6.0 8.0 10.0 12.0 16.0 20.0 25.0
Axial = .5xD SFM = 1500 - 2000 CPT = 1.5% - 3% of diameter .0028” - .0056” .0037” - .0074” .0052” - .0104” .0055” - .0110” .0075” - .0150” .0093” - .0186” .0112” - .0224” .0150” - .0300”
Axial = .5xD M/Min. = 450 - 760 CPT = 1.5% - 3% of diameter .060 - .120 .090 - .180 .120 - .240 .150 - .300 .180 - .360 .240 - .480 .300 - .600 .375 - .750
Axial = 1xD SFM = 750 - 1500 CPT = 1% - 2% of diameter .0018” - .0037” .0025” - .0050” .0031” - .0062” .0037” - .0074” .0050” - .0100” .0062” - .0125” .0075” - .0150” .0100” - .0200”
Axial = 1xD M/Min. = 225 - 450 CPT = 1% - 2% of diameter .040 - .080 .060 - .120 .080 - .160 .100 - .200 .120 - .240 .160 - .320 .200 - .400 .250 - .500
Axial 1xD Radial .5xD SFM = 1500 - 2000 CPT = 2% - 3% of diameter .0037” - .0056” .0050” - .0075” .0062” - .0094” .0075” - .0112” .0100” - .0150” .0125” - .0187” .0150” - .0225” .0200” - .0300”
Axial 1xD Radial .5xD M/Min. = 450 - 760 CPT = 2% - 3% of diameter .080 - .120 .120 - .180 .160 - .240 .200 - .300 .240 - .360 .320 - .480 .400 - .600 .500 - .750
Diameter
Diameter
SLOTTING
SLOTTING
SIDE MILLING
SIDE MILLING
N
N
Fractional
Metric
Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
Note: These are only recommended starting figures that depend on conditions such as machine and material rigidity, type of coating if any, etc. TESTING IS RECOMMENDED
< <
< <
Related Documents











