Materials Science and Engineering A 385 (2004) 382–396 Microstructure and strength of quasicrystal containing extruded Mg–Zn–Y alloys for elevated temperature application Alok Singh a,∗ , M. Watanabe b , A. Kato b , A.P. Tsai a,c a National Institute for Materials Science, Materials Engineering Laboratory, 1-2-1 Sengen, Tsukuba 305-0047, Japan b Toyota Motor Corporation, 1, Toyota-cho, Toyota, Aichi 471-8572, Japan c Institute of Multiplinary Research for Advanced Materials, Tohoku University, 2-1-1 Katahira, Sendai 980-8577, Japan Received 30 April 2004; received in revised form 24 June 2004 Abstract Microstructural studies have been made on alloys Mg 95 Zn 4.2 Y 0.8 and Mg 92.5 Zn 6.5 Y containing icosahedral quasicrystalline phase extruded at two different temperatures of 523 K and 673 K and correlated to room temperature and higher temperature tensile strength. Icosahedral phase occurred as particles about half micron size at grain boundaries and as nano-sized precipitates in the matrix. Solutionizing at 673 K (1 h) was employed followed by annealing at 473 K for finer precipitation in the matrix. Solutionizing produced a fine precipitation of a ternary phase 1 in the matrix of the Mg 95 Zn 4.2 Y 0.8 alloy, replaced by icosahedral precipitates on annealing. The Mg 92.5 Zn 6.5 Y alloy containing larger volume fraction of icosahedral phase showed higher strength. Solutionizing produced a composite of icosahedral and a H–Mg 25 Zn 58 Y 17 hexagonal phase composite. Yield stresses of over 250 MPa at room temperature (elongation 15–20%) and 150 MPa at 473 K (UTS 240 MPa, elongation 40%) were obtained upon post extrusion annealing. © 2004 Elsevier B.V. All rights reserved. Keywords: Magnesium alloys; Extrusion; Microstructure; Quasicrystal; Tensile strength 1. Introduction An important class of magnesium alloys is the Mg–Zn–RE system, where RE denotes rare earth elements. Detailed stud- ies on precipitation reactions in the matrix [1] and intergran- ular phases [2] in Mg–Zn–MM alloys, where MM stands for Mitsch Metal—a source of RE elements—have been re- ported. The precipitation reactions are similar to those re- ported in the Mg–Zn system [3]. A stable icosahedral quasicrystalline phase was first re- ported in Mg–Zn–Y alloys by Luo et al. [4,5]. It was then found that the stable icosahedral phase exists in the Zn–Mg–RE system for Y and certain RE elements with a composition Zn 6 Mg 3 Y [6]. Quasicrystals, with their unusual structure, have unusual properties when compared to other metallic phases, such as high hardness, low conductivity, low ∗ Corresponding author. Tel.: +81-298592346; fax: +81-298592301. E-mail address: [email protected] (A. Singh). surface energy, etc. These unusual properties can be exploited in combination with other phases. The stable icosahedral qua- sicrystalline phase found in Mg–Zn–RE alloys exists in equi- librium with the magnesium matrix in magnesium rich alloys [7]. Thus a stable microstructure of icosahedral phase parti- cles in magnesium matrix can be produced. In dilute Mg–Zn–Y alloys the icosahedral phase solid- ifies eutectically in interdendiritc regions [8]. Fine distribu- tion of size 0.5–2 m of the icosahedral phase in the alloy was achieved by Bae et al. [9–11], employing hot rolling at 673 K for alloys containing 2–4.3 at.% Zn and 0.2–0.7 at.% Y. As a result, with grain sizes of 14–24 m, and yield stress (0.2 offset, YS) of 220 MPa and ultimate tensile strength (UTS) of 370 MPa with 17.2% elongation were achieved in ten- sile tests at room temperature. In one of the studies [10], the deformation behavior of two alloys Mg 97.8 Zn 2 Y 0.2 and Mg 95 Zn 4.3 Y 0.7 with quite different contents of the icosa- hedral phase (3% and 9%, respectively) has been studied, which shows the effect of quasicrystalline particles on 0921-5093/$ – see front matter © 2004 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2004.06.059

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Materials Science and Engineering A 385 (2004) 382–396
Microstructure and strength of quasicrystal containing extrudedMg–Zn–Y alloys for elevated temperature application
Alok Singha,∗, M. Watanabeb, A. Katob, A.P. Tsaia,c
a National Institute for Materials Science, Materials Engineering Laboratory, 1-2-1 Sengen, Tsukuba 305-0047, Japanb Toyota Motor Corporation, 1, Toyota-cho, Toyota, Aichi 471-8572, Japan
c Institute of Multiplinary Research for Advanced Materials, Tohoku University, 2-1-1 Katahira, Sendai 980-8577, Japan
Received 30 April 2004; received in revised form 24 June 2004
Abstract
Microstructural studies have been made on alloys Mg95Zn4.2Y0.8 and Mg92.5Zn6.5Y containing icosahedral quasicrystalline phase extrudedat two different temperatures of 523 K and 673 K and correlated to room temperature and higher temperature tensile strength. Icosahedralphase occurred as particles about half micron size at grain boundaries and as nano-sized precipitates in the matrix. Solutionizing at 673 K (1 h)w ternaryp rv gh S 240 MPa,e©
K
1
siufpp
ptZcsm
loitedl qua-qui-oysparti-
lid--
as
. As.2TS)ten-
a-died,on
0d
as employed followed by annealing at 473 K for finer precipitation in the matrix. Solutionizing produced a fine precipitation of ahase�1 in the matrix of the Mg95Zn4.2Y0.8 alloy, replaced by icosahedral precipitates on annealing. The Mg92.5Zn6.5Y alloy containing largeolume fraction of icosahedral phase showed higher strength. Solutionizing produced a composite of icosahedral and a H–M25Zn58Y17
exagonal phase composite. Yield stresses of over 250 MPa at room temperature (elongation 15–20%) and 150 MPa at 473 K (UTlongation 40%) were obtained upon post extrusion annealing.2004 Elsevier B.V. All rights reserved.
eywords:Magnesium alloys; Extrusion; Microstructure; Quasicrystal; Tensile strength
. Introduction
An important class of magnesium alloys is the Mg–Zn–REystem, where RE denotes rare earth elements. Detailed stud-es on precipitation reactions in the matrix[1] and intergran-lar phases[2] in Mg–Zn–MM alloys, where MM stands
or Mitsch Metal—a source of RE elements—have been re-orted. The precipitation reactions are similar to those re-orted in the Mg–Zn system[3].
A stable icosahedral quasicrystalline phase was first re-orted in Mg–Zn–Y alloys by Luo et al.[4,5]. It was
hen found that the stable icosahedral phase exists in then–Mg–RE system for Y and certain RE elements with aomposition Zn6Mg3Y [6]. Quasicrystals, with their unusualtructure, have unusual properties when compared to otheretallic phases, such as high hardness, low conductivity, low
∗ Corresponding author. Tel.: +81-298592346; fax: +81-298592301.E-mail address:[email protected] (A. Singh).
surface energy, etc. These unusual properties can be expin combination with other phases. The stable icosahedrasicrystalline phase found in Mg–Zn–RE alloys exists in elibrium with the magnesium matrix in magnesium rich all[7]. Thus a stable microstructure of icosahedral phasecles in magnesium matrix can be produced.
In dilute Mg–Zn–Y alloys the icosahedral phase soifies eutectically in interdendiritc regions[8]. Fine distribution of size 0.5–2�m of the icosahedral phase in the alloy wachieved by Bae et al.[9–11], employing hot rolling at 673 Kfor alloys containing 2–4.3 at.% Zn and 0.2–0.7 at.% Ya result, with grain sizes of 14–24�m, and yield stress (0offset, YS) of 220 MPa and ultimate tensile strength (Uof 370 MPa with 17.2% elongation were achieved insile tests at room temperature. In one of the studies[10],the deformation behavior of two alloys Mg97.8Zn2Y0.2 andMg95Zn4.3Y0.7 with quite different contents of the icoshedral phase (3% and 9%, respectively) has been stuwhich shows the effect of quasicrystalline particles
921-5093/$ – see front matter © 2004 Elsevier B.V. All rights reserved.
oi:10.1016/j.msea.2004.06.059
A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 383
strengthening. The yield strength of the alloy increases withincreasing content of the icosahedral phase. At higher tem-peratures, large amount of particles can effectively preventmicrostructural evolution, producing a constant flow stress.A high YS (0.2% proof stress) of 230 MPa (UTS about260 MPa) with considerable elongation (10–20%) has beenachieved in Mg–Zn–Y alloys containing 3.5–5.8 at.% Zn and1–1.2 at.% Y by hot rolling by Taniuchi et al.[12].
We have used extrusion to obtain a fine microstructurein Mg–Zn–Y alloys for higher mechanical strength[13].Nano-sized icosahedral phase precipitates occur in the ma-trix. A crystallographic study of these precipitates with re-spect to the matrix has been reported[14]. We reportedthe effect of extrusion at 523 K on the microstructure andstrength of two Mg–Zn–Y alloys[13]. The elevated temper-ature strength of these alloys is promising. After extrusionat 523 K the YS of the alloy Mg92.5Zn6.5Y at 473 K was150 MPa with UTS 183 MPa, elongation 40%. It increasedto YS 170 MPa, UTS 240 MPa, after a post-extrusion heattreatment.
Here we report the effect of composition, extrusiontemperature and heat treatment on the microstructure andstrength of two alloys Mg95Zn4.2Y0.8 and Mg92.5Zn6.5Y ex-truded at two different temperatures of 523 K and 673 K.Detailed microstructural studies by transmission electronm f thee ties,t ipita-t ressh e ons prop-e ed bye g ef-f
2
l ane e in-g bout1 n thee ex-t atioa d att tru-s ith ad testsw ith ac d as0 d fore udedat ed bya re for
Fig. 1. SEM micrograph of as cast Alloy 1 showing interdendritic icosahe-dral phase.
10 min before performing the test. Two heat treatments weregiven, one at 673 K for 1 h followed by water quenching,called “solutionizing” here. This was followed by anotherisothermal treatment at 473 K for 10 h, referred to as anneal-ing here. All heat-treatments were carried out by sealing thespecimens under argon in silica tubes. The TEM samplesfrom tensile test specimens were made by slicing parallel tothe tensile direction (which is also the extrusion direction)near the fractured surface by a low speed diamond saw, fol-lowed by mechanical thinning and finally ion milling. Thesamples were observed in a JEOL 2000FX-II microscopeoperated at 200 kV, equipped with a EDAX energy disper-sive spectroscopy (EDS) system and a high resolution JEOL4000EX-II microscope operated at 400 kV.
3. Results
3.1. Microstructure and strength of as extruded alloys
Fig. 1is a scanning electron micrograph showing the grainstructure in the as cast alloy. There are dendrites of size about30–40�m with a network of icosahedral phase formed in theinterdendritic regions.Fig. 2 are optical micrographs show-ing the grain structure after extrusion. All are in longitudinals thei usiond dis-t thea eud
y 2e t halfm rys-t ers in
icroscopy have been performed. For an indication offect of the microstructure on the mechanical proper
ensile strength was evaluated for each condition. Precion reactions in the matrix and their effect on the yield stave been identified. The role of quasicrystalline phastrengthening has been brought out. Better mechanicalrties at higher temperatures of about 473 K are achievxtrusion at a lower temperature of 523 K. Strengtheninects of the microstructural features is discussed.
. Experimental details
Alloys Mg95Zn4.2Y0.8 (Alloy 1) and Mg92.5Zn6.4Y (Al-oy 2) were prepared by melting high purity elements inlectric resistance furnace and cast in steel moulds. Thots were then machined into rods 39 mm in diameter a5 cm long for extrusion. These rods were preheated ixtrusion die for 1 h at the extrusion temperature beforeruding (vertically) to rods of diameter 12 mm, reduction rbout 10:1, and cooled in air. Extrusions were performe
wo different temperatures of 523 K and 673 K. The exions were machined into round tensile test specimens wiameter of 4 mm and gauge length 22 mm. The tensileere performed on a Shimadtzu autograph machine womputer interface. Yield strength (YS) was calculate.2% proof stress. At least three specimens were testeach condition. The tests were performed in the as-extrnd heat treated conditions at a strain rate of 10−3/s at room
emperature (RT), 473 K and 573 K. Samples were heatn infrared furnace and kept at the tensile test temperatu
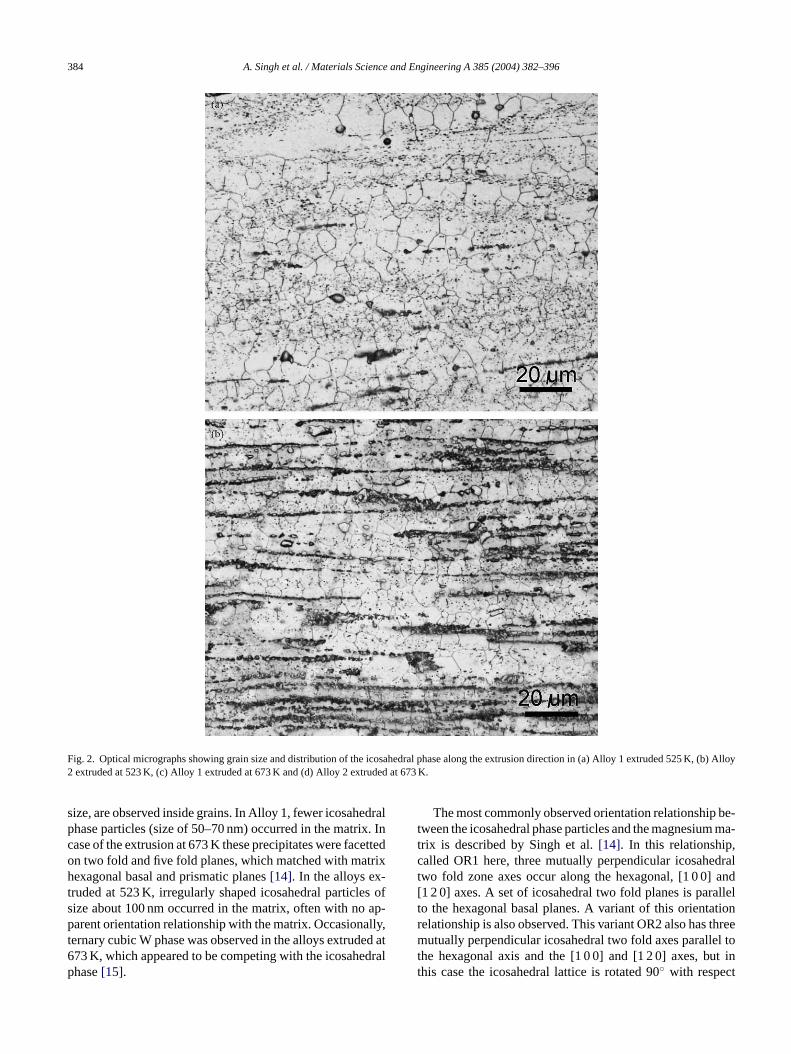
ection along the extrusion direction. A distribution ofcosahedral phase (darker) is observed along the extrirection. Small particles of the icosahedral phase are
ributed inside the grains. After extrusion at 523 K, bothlloys show grain size of about 10–15�m. The grain sizpon extrusion at 673 K is much finer, in the range 3–5�m,ue to dynamic recrystallization during extrusion.
Fig. 3a shows distribution of icosahedral phase in Alloxtruded at 673 K. Icosahedral phase particles of abouicron occurred on grain boundaries. A number of quasic
alline phase particles, often several hundred nanomet
384 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 2. Optical micrographs showing grain size and distribution of the icosahedral phase along the extrusion direction in (a) Alloy 1 extruded 525 K, (b) Alloy2 extruded at 523 K, (c) Alloy 1 extruded at 673 K and (d) Alloy 2 extruded at 673 K.
size, are observed inside grains. In Alloy 1, fewer icosahedralphase particles (size of 50–70 nm) occurred in the matrix. Incase of the extrusion at 673 K these precipitates were facettedon two fold and five fold planes, which matched with matrixhexagonal basal and prismatic planes[14]. In the alloys ex-truded at 523 K, irregularly shaped icosahedral particles ofsize about 100 nm occurred in the matrix, often with no ap-parent orientation relationship with the matrix. Occasionally,ternary cubic W phase was observed in the alloys extruded at673 K, which appeared to be competing with the icosahedralphase[15].
The most commonly observed orientation relationship be-tween the icosahedral phase particles and the magnesium ma-trix is described by Singh et al.[14]. In this relationship,called OR1 here, three mutually perpendicular icosahedraltwo fold zone axes occur along the hexagonal, [1 0 0] and[1 2 0] axes. A set of icosahedral two fold planes is parallelto the hexagonal basal planes. A variant of this orientationrelationship is also observed. This variant OR2 also has threemutually perpendicular icosahedral two fold axes parallel tothe hexagonal axis and the [1 0 0] and [1 2 0] axes, but inthis case the icosahedral lattice is rotated 90◦ with respect

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 385
Fig. 2. (Continued).
to the hexagonal lattice around the hexagonal axis. While inOR1 two of the five fold planes correspond to{1 0 0}matrixplanes, in OR2 they correspond to{1 1 0}. Facetted icosa-hedral phase particles are observed in grain boundaries inFig. 3a. Diffraction from one of them, marked by a thick ar-row, is shown inFig. 3b. The matrix is in [0 1 1] zone axisorientation while the icosahedral phase is along a mirror zoneaxis, in which a five fold reciprocal vector occurs perpendic-ular to a two fold vector. Such a coincidence of zone axes andthe reciprocal vector in it will occur in orientation relationshipOR2.
Other precipitates also occurred in the matrix. In caseof extrusion at 673 K, precipitates of the equilibrium phaseMgZn occurred in a facetted form, nucleating at dislocations.In case of extrusion at 523 K, the matrix was apparently su-persaturated because a fine precipitation of a�1 phase andthat of a precursor phase�1
′ occurred on heating in Alloy 1,shown inFig. 4, and precipitation of the icosahedral phaseoccurred on interfaces in case of Alloy 2.
Representative tensile stress–strain curves of the as-extruded alloys are shown inFig. 5 for the two alloys withextrusion at two different temperatures. Room temperature

386 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 3. (a) TEM bright field micrograph showing distribution of icosahedral phase in the grains and at the grain boundaries in Alloy 2 extruded at 673 K. (b) Acomposite diffraction pattern from the grain and an icosahedral phase particle at the grain boundary.
strength of the alloys on extrusion at 673 K was higher thanupon extrusion at 523 K. Extruded at 673 K, the alloys showedUTS of over 330 MPa, YS over 250 MPa and elongation over15%. On extrusion at 523 K, the Alloy 1 showed UTS ofabout 300 MPa and YS 200 MPa, while these values for theAlloy 2 were about 320 MPa and 210 MPa, respectively.
For the alloys extruded at 673 K the strength fell drasti-cally at 473 K, while the alloys extruded at 523 K retainedconsiderable strength at this temperature, as observed fromthe stress–strain curves. In the alloys extruded at 673 K, theUTS was less than 125 MPa at 473 K, while in case is alloysextruded at 523 K the UTS was over 160 MPa. Elongation ofabout 40% was observed at this temperature. The alloys in allconditions showed poor strength at 573 K, with elongationsover 80%.
3.2. Microstructure and strength upon heat treatment
To obtain a fine precipitation in the matrix, the extrudedalloys were given isothermal treatments followed by waterquenching. The eutectic temperature of the alloys was deter-mined to be about 733 K by DSC. The thermal treatment wasdecided to be below this temperature, so that the icosahedralphase at the grain boundaries was largely unaffected. A solu-tionizing treatment was given at 673 K for 1 h. A subsequentanneal was given at 473 K for 10 h to allow growth of theprecipitates.
The grain structure after solutionizing is shown inFig. 6.Final grain size is compared for the Alloy 2 on solutionizingafter extrusion at 523 and 673 K. In case of the alloys extrudedat 673 K, the grain growth was substantial, to 15–20�m. The

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 387
Fig. 4. Distribution of the icosahedral phase and precipitation in the matrix of Alloy 1 extruded at 523 K.
Fig. 5. Stress–strain curves of as-extruded alloys. (a) Alloy 1 extruded at 523 K, (b) Alloy 2 extruded at 523 K, (c) Alloy 1 extruded at 673 K and (d) Alloy2extruded at 673 K.

388 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 6. Grain structure after solutionizing at 673 K, of Alloy 2 (a) extruded at 523 K (transverse section) and (b) extruded at 673 K (longitudinal section).
final grain size in case of the alloys extruded at 523 K was also15–20�m, which reflects little grain growth in these alloys,and a stabilization of the grain size. TEM observation showeda rounding of the shape of the icosahedral particles, as alsoreported by Bae et al.[11], and a tendency for coalescenceof the icosahedral phase at the grain boundaries, indicatingexcessive grain boundary diffusion.
After the solutionizing at 673 K, the Alloy 1 showed fineprecipitation in the matrix. There were two phases as fineprecipitates—fine rods of a precursor phase�1
′ commonlyfound in Mg–Zn alloys and a�1 phase, which is a phase re-lated to monoclinic phase Mg4Zn7 and a ternary phase� [16].From the diffraction features it could not be identified to bethe same phase as X–Mg12ZnY reported by Luo et al.[17]
and listed as�1 in the ternary phase diagram compilation[18].Fig. 7shows microstructures from Alloy 1 in this condition.Fig. 7a shows interface between an intergranular icosahedralphase and a matrix grain. The matrix is in [0 1 0] zone axisorientation while the icosahedral phase is near a three foldzone axis, following orientation relationship OR1. The inter-face between the icosahedral phase and the matrix is consid-ered to be strong[10], and important for prevention of graingrowth. Inside the grains occur precipitates of the icosahedralphase,�1, and�1
′. The icosahedral phase precipitates have apinning effect on the grain boundaries, as observed inFig. 7b.Fig. 7c shows the�1 phase precipitates when observed alongthe matrix [0 0 1] zone axis. The structure of these precipi-tates is highly defective. After a further annealing at 473 K,

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 389
Fig. 7. Microstructure of Alloy 1 extruded at 673 K in solutionized condition (673 K, 1 h) after tensile test at room temperature. (a) An interface between a grainboundary icosahedral phase and the grain. Diffraction patterns show a crystallographic relationship across the interface. (b) Icosahedral phase nano-particlespinning the grain boundary, and (c) lattice image of the�1 precipitates in the matrix when viewed along the matrix [0 0 1] axis.

390 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 8. Microstructure of Alloy 1 extruded at 523 K in solutionized condition after tensile test at room temperature. Interaction of dislocations with icosahedralphase nano-particles is observed. An icosahedral phase–�1 phase composite structure is marked by an arrow. This micrograph is taken close to the hexagonalaxis of the matrix.
the�1 phase precipitates were replaced by nano icosahedralphase precipitates.Fig. 8shows the effect of solutionizing onAlloy 1 extruded at 523 K. Icosahedral phase and�1 phaseprecipitation occurred in the matrix. Often, composite of the�1 phase over icosahedral phase formed, one such instancepointed out by an arrow in the figure.
On 673 K anneal of the Alloy 2, the intergranular icosa-hedral phase transformed to a crystalline phase, which wasdetermined to be hexagonal with lattice parametersa= 0.9 nmandc = 0.95 nm. Its composition by EDS was determined tobe about 58 at.% Zn and 17 at.% Y. The closest match withknown ternary phases is a hexagonal phase H listed by Tsai etal. [7] with a stoichiometry listed as Zn70Mg15Y15 and latticeparametersa= 0.77 nm andc= 0.9 nm. It is suggested to be a(Mg,Zn)5Y phase. Nano-sized icosahedral phase precipitatedon the interface between the H phase and the matrix.Fig. 9shows the morphology of the icosahedral phase precipitatedon the H phase. A [1 0 0] diffraction pattern from this phase isshown inFig. 9b. The details of crystallographic orientationsbetween phases will be given elsewhere[19].
Fig. 10shows the precipitates in the as extruded (extrudedat 673 K), solutionized and solutionized + annealed samplesof Alloy 2. There are precipitates of irregular size and distri-bution in the as-extruded alloy. After solutionizing, there aretwo kinds of precipitates—the icosahedral phase precipitateso eters se-q y thei
ngthi rainc loyi 3 K
can be compared. In case of the alloys extruded at 673 K, inwhich the room temperature strength in as-extruded condi-tion was higher, the strength fell considerably upon solution-izing (UTS from 336 MPa to 315 MPa and YS from 250 MPato 200 MPa). Upon the subsequent anneal, the yield stresswas raised to over 220 MPa. Similar trend occurred for theAlloy 1. In case of the alloys extruded at 523 K, the fall instrength upon solutionizing was not significant, as observedin Fig. 11b. Upon subsequent anneal at 473 K, the YS becamebetter than that in the as-extruded condition. It can be notedthat the final strengths after heat treatments were comparablein same alloys extruded at different temperatures.
Heat treatment had significant effect on the overall defor-mation behavior of the alloys at 473 K. A considerable strainhardening was introduced, raising the UTS and the failurestress. InFig. 12, representative stress–strain curves of thetwo alloys extruded at the same temperature of 673 K arecompared. In case of Alloy 1, the UTS increased after so-lutionizing. After the subsequent annealing at 473 K, thereis also an increase in the YS. In case of the Alloy 2, thereis a substantial increase in the UTS as well as the YS uponsolutionizing. Upon the subsequent anneal, there is a slightdrop in both, indicating an overaged condition.
4
4
byh ffectso ationb tures.
f size 50–100 nm and finer precipitates of a few nanomize, both regularly distributed in the matrix. In the subuent annealing, the fine precipitates dissolved and onl
cosahedral precipitates remained in the matrix.Effect of the heat treatment on room temperature stre
s shown inFig. 11, which shows representative stress–sturves for Alloy 2. Effect of heat treatment on this aln conditions of extrusion at 673 K and extrusion at 52
. Discussion
.1. Microstructure and effect of heat treatment
In this study, the stability of microstructure is exploredeat treatment in order to understand the strengthening ef the quasicrystalline phase and their effect on deformehavior at room temperature and at higher tempera

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 391
Fig. 9. (a) Composite structures of H phase and icosahedral phase formed in Alloy 2 after solutionizing. Icosahedral phase forms on interface betweenthe Hphase and the matrix. (b) A [1 0 0] diffraction pattern from the H phase.
The amount of the icosahedral phase in an alloy depends onthe content of zinc and yttrium as well as Zn:Y ratio. Thestoichiometry of the icosahedral phase has a Zn:Y ratio of6:1. Since the zinc content in Alloy 1 is 4.2%, effectively only0.7% of yttrium can go into forming the icosahedral phase.Bae et al.[10] report about 9 vol% of icosahedral phase inthe alloy containing 4.3% Zn and 0.7 % Y. Alloy 2 will beestimated to have 1.4 times this amount of icosahedral phase.The excess yttrium in Alloy 1 and the excess zinc in Alloy 2can affect the precipitation process.
Alloy 1 shows interesting precipitation sequences in thematrix. There is precipitation of rod-like metastable phase�1
′, parallel to the hexagonal axis, which grows to severalhundreds of nanometers in length on annealing. An interest-ing phase is the ternary�1, which is related to the monoclinicMg4Zn7. After annealing at 473 K, mainly icosahedral pre-
cipitates are observed, with traces of lengthened�1′. The rise
in yield strength upon annealing thus appears to be due to theicosahedral phase precipitates. Diffraction characteristics ofthe �1 phase could not be identified with the�1–Mg12ZnY[17].
In Alloy 2, an interesting formation of H-i phase compos-ite structures is observed, especially at the grain boundaries.The transformation of the the i phase at the grain boundariesto the H phase on heating is interesting. It can be explainedby a faster diffusion of zinc than yttrium. To the best of ourknowledge, diffusivity of yttrium in magnesium is not re-ported yet; however, considering the size difference of theatoms, it is expected to be low. On heating to 673 K, whenthe solubility increases in the matrix, zinc will diffuse out ofthe grain boundary phase faster. The grain boundary phasewill then become richer in yttrium and may transform to the

392 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 10. Precipitation in the matrix of Alloy 2 extruded at 673 K (a) as-extruded condition, (b) solutionized condition and (c) in solutionized andannealed condition.
yttrium-rich phase H. On cooling, a reaction occurs at theinterface between the H phase and supersaturated matrix tonucleate the i phase. Thus at the interface,
H + �-Mg → i (1)
The H phase is observed to have an orientation relationshipwith the matrix[19]
[0 0 1]H||[1 0 0]Mg
(0 1 0)H||(0 1 0)Mg(2)
Fig. 11. Stress–strain curves at room temperature of Alloy 2 extruded at673 K (a) and 523 K (b) in as-extruded, solutionized and solutionized +annealed conditions. Arrowheads mark the yield points.
and an orientation relationship with the icosahedral phase
icosahedral two fold direction||[1 0 0]Hicosahedral five fold plane||{0 1 2}H
(3)
in which the icosahedral phase maintains the orientation re-lationship OR1 with the matrix. Due to its high symmetry,the icosahedral phase can maintain good atomic match at in-terfaces in various orientations, in this case across the phasesH and the matrix.
There are other processes observed here that will affectsignificantly the deformation behavior of the alloys at highertemperatures. Two of these are the most prominent. One isthe softening of the icosahedral phase at higher tempera-tures. As reported by Bae et al.[11], and observed here, theicosahedral phase particles become rounded at higher tem-peratures. This is especially observed after heat treatment at673 K. Examination of the samples deformed at 573 K con-firms the deformation of the icosahedral phase. The secondobservation is of coalescence of the icosahedral phase par-ticles at grain boundaries on heat treatment at 673 K. Thisindicates instabilities at the grain boundaries and high grainboundary diffusion. Driving force for the coalescence wouldbe the higher icosahedral phase-matrix interface energy, as

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 393
Fig. 12. Stress–strain curves at 473 K of Alloy 1 (a) and Alloy 2 (b) extrudedat 673 K in as-extruded, solutionized and solutionized + annealed conditions.
compared to the same phase interfaces in the icosahedraphase.
4.2. Strengthening contribution of the icosahedralparticles at room temperature
A large elongation and significant strain hardening behav-ior can be directly attributed to the strengthening effect of theicosahedral phase. Bae et al.[10] point out that this hardeningbehavior is different from those of other intermetallic phaseparticles. It is unusual for an alloy containing a large numberof intermetallic particles to show a large elongation, sincedislocations are formed due to geometrical constraints in thevicinity of the hard particles, leading to decohesion from thematrix. The interface of an intermetallic with the matrix isoften weak, leading to initiation of cracks, as for example inAZ alloys [20].
In contrast, the quasiperiodic lattice provides a stable in-terface with the matrix. Its high symmetry affords greaterchances that one of its faces will have a local atomic matchwith one of the planes of the matrix. The quasiperiodicitycan also be viewed as several varying periodicities, whichensures some kind of an atomic match with a matrix plane.
In order to evaluate the strengthening contribution fromthe icosahedral particles, possible contributions from otherm
4.2.1. Strengthening from the grain boundariesMajor effects of the extrusion are the grain size reduction
and the dispersion of the icosahedral phase in the matrix.At room temperature, the strength improves with decreasinggrain size. At higher temperature, however, the grain bound-aries become weak and grain-boundary sliding occurs. There-fore to retain a good strength at the higher temperatures thegrain size must be optimized. It has been observed in thisstudy that the grain size stabilizes at about 15–20�m size,limited by interspacing of the intergranular icosahedral phase.To the classical Hall–Petch relationship,
σ = σ0 + kd−1/2 (4)
whereσ is the 0.2 proof stress (YS, MPa) andd is the grainsize in �m, Nussbaum et al.[21] give the constantsk =210 MPa
√�m andσ0 = 130 MPa by a study on an AZ91
alloy. Nussbaum et al. produced grain sizes in a large rangeby rapid solidification to arrive at these constants and a con-clusion that grain refinement alone can account for the en-hanced strength in the rapidly solidified alloys. Theσ is plot-ted againstd−1/2 in Fig. 13. This plot is a basis for comparisonof strength of the alloys in various conditions, and to evaluatethe effect of the icosahedral particles on strengthening.
In the present study, the grain size of the alloys extrudeda int of theA Kt iso avea ng acf
nge1 Pa.O e sig-n romt raing 5i sa-h -i nal Hp
tr ft stp lledM he-d cip-i MPa.Hh
Ex-t turew usiond sent
icrostructural factors are examined.l
t 673 K is in the range 3–5�m. These alloys exhibit YShe range 250–265 MPa. This matches with the strengthZ91 with comparable grain size[21]. On extrusion at 523
he grain size is 10–15�m, and the resulting yield stressver 195 MPa (Alloy 1) and 210 MPa (Alloy 2). These hreasonable fit to the above constants, Alloy 2 showi
onsistently higher value. These values are plotted inFig. 13,or a rough comparison.
On solutionizing at 673 K, the grain size is in the ra5–20�m. The yield stresses are in the range 150–200 Mn subsequent anneal at 473 K, the yield stresses risificantly, where there is a significant strengthening f
he precipitates. Conservatively (i.e., assuming little growth), these values are plotted against grain size of 2�m
n Fig. 13. In Alloy 1, the precipitates are mainly of the icoedral phase and the�1
′ prime rods. In Alloy 2, the preciptates are icosahedral phase and composites of hexagohase and icosahedral phase.
Strengths are also compared inFig. 13with those of hoolled alloys reported by Bae et al.[10,11]. The strength ohe Alloy 1 in the solutionized condition, in which morecipitates have dissolved, is in the range of hot rog97.8Zn2Y0.2 which is reported to have just 3% icosaral phase[10]. With appearance of more icosahedral pre
tates on annealing at 473 K, the YS are raised 40–50ot rolled alloys Mg96Zn3.4Y0.6 and Mg95Zn4.3Y0.7 [10,11]ave strengths comparable to the as-extruded Alloy 2.
Another consideration about grains is the texturing.rusion of magnesium alloys generally produces a texhereby the basal planes are aligned parallel to the extrirection[22]. Texture has not been measured in the pre

394 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
Fig. 13. A plot of inverse grain size,d, against the yield stress. The relationship for AZ91 alloy from Nussbaum et al.[21] is shown for comparison. The plotindicates that strengthening in heat treated extruded alloys is not just from the grain size. Some points from the literature are also plotted: 1a—Mg97.8Zn2Y0.2
and 1b—Mg95Zn4.3Y0.7 Bae et al.[10], and 2a—Mg96Zn3.4Y0.6 and 2b—Mg95Zn4.3Y0.7 Bae et al.[11].
study, though it would be interesting to see the effect of theicosahedral phase on texturing in these alloys.
4.2.2. Solid solution strengtheningThe effect of supersaturation of zinc on the strength can
be estimated from studies by Sturkey and Clarke[23] andClarke [3] in which hardness values of supersaturated al-loys are reported. This data suggests that the contribution ofsolid solution strengthening from a zinc concentration below2 at.% is negligible. A 3 at.% Zn concentration can contribute23 MPa to YS, and a 4 at.% can contribute 48 MPa.
Equilibrium concentration of zinc in magnesium is about2.4 at.% at the eutectic temperature (613 K) and 0.8 at.% atroom temperature. Equilibrium concentration of yttrium inmagnesium is about 2 at.% at 673 K and quite negligible atroom temperature. On annealing at 673 K, dissolution of pre-cipitates in the matrix produces super-saturation. Even onnucleation of precipitates on quenching, some supersatura-tion is expected at the room temperature. It may, however, besmall.
4.2.3. Strengthening by the icosahedral phaseAlloy 2 has higher icosahedral phase content than the Al-
loy 1. This alloy shows considerably higher strengths than Al-l eemi ownc thv bya ns ins e-d owan
process operates, an increase in yield stress will be given by
∆σOrowan= 0.81MGb
2π(1 − ν)1/2 × ln(dp/b)
(λ − dp)(5)
whereM is Taylor factor (6.5 for Mg[24]),G is the shear mod-ulus of Mg (1.66× 104 MPa for Mg[25]), b is the Burger’svector (3.21× 10−10 m), � is the Poisson’s ration (0.35),dp is the average diameter of the particles with an averageinterparticle distance ofλ. Considering particles of averagesize 50 nm, with an interparticle spacing of about 300 nm,the contribution to strength by these precipitates can be upto112 MPa.
The icosahedral phase occurs in these alloys in twoforms—as about half micron sized precipitates on the grainboundaries and as nano-sized precipitates in the matrix. Theicosahedral phase distributed along the extrusion directionat the grain boundaries produces a banded structure. Suchstructure formed by a hard phase on sides of grains blockmovement of dislocations. The grain boundary phase alsostrengthens the grain boundaries by forming lower energyinterfaces with the matrix. It prevents migration of the grainboundaries and inhibits grain growth.
The effectiveness of the icosahedral phase to block themovement of dislocations depends on whether they can besheared. The orientation relationship of the matrix to thei foldpA Twof medZ fre-q r-i eems
oy 1. Thus presence of icosahedral phase precipitates smportant for higher yield stress. This has also been shlearly by Bae et al.[10] through studies on two alloys wiery different icosahedral phase contents. A rise of YSbout 50 MPa is seen after annealing of the specimeolutionized condition (Fig. 13). Assuming that the icosahral phase particles will not be sheared and that the Or
scosahedral phase is such that a set of icosahedral twolanes is parallel to the basal planes of the matrix[14].
matching of these planes at the interface occurs.old planes are the most frequent slip planes in deforn–Mg–RE quasicrystals while five fold are the mostuent ones in annealed samples[26,27]. Therefore shea
ng of icosahedral phase precipitates by dislocations s

A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396 395
possible, more at higher temperatures when this phase be-comes soft. Till 473 K these precipitates are very hard, andtherefore the Orowan mechanism is more likely, as consid-ered above. The rise in the strength upon annealing at 473 K inAlloy 1 is correlated to the formation of the icosahedral phaseprecipitates in the matrix. In case of Alloy 2, the strength isconsistently higher than that of the Alloy 1, which can alsobe correlated to the abundance of icosahedral phase precip-itates in Alloy 2 in the as-extruded as well as heat-treatedconditions.
4.2.4. Effect of difference in expansion coefficientDislocations are generated on cooling or heating due to a
difference in the coefficient of thermal expansion of the ma-trix and the second phase. This contributes to an increase inthe yield stress. There is no report of thermal expansion coef-ficient of the Zn–Mg–RE alloys yet, but in case of aluminum-transition metal ternary quasicrystals, the thermal expansioncoefficient is about half that of the aluminum[28]. However,there is no clear evidence about generation of such dislo-cations in these alloys. It is expected that in these alloys theinterfaces will absorb the stress generated by differential ther-mal expansion.
4.3. Strength at higher temperatures
Paa oft-e caseo ver1 Thisc rains per-a tot e oft thea o as n bea rges level,w berot ed ac duet llinep
tressa ove-m t-e tent.H ted int causeo
nch-i ded,a t
the icosahedral phase particles become soft at higher tem-peratures. TEM examination of alloys deformed at 573 Kalso showed a deformation of the icosahedral phase parti-cles. Thus the flow softening at higher temperatures is alsorelated to the softness of the icosahedral phase.
There is significant grain boundary diffusion at highertemperatures. Annealing at 673 K showed a coalescence ofthe grain boundary icosahedral phase. This clearly indicatesdiffusion processes at the grain boundaries. Grain boundarydiffusion processes are clearly indicated in Bae et al.’s[10]studies. Through tests with varying strain rates, Bae et al.[10]conclude that in the alloy containing a large amount of icosa-hedral phase the dominant deformation mechanism at highertemperatures is grain boundary diffusion. In the high strainrate region (>10−3/s), the activation energies are slightlyhigher than that of the lattice self diffusion of pure mag-nesium. This small increase in the activation energy could inpart be due to interactions between dislocations and particles.In the low strain regime (<10−3/s), the activation energy ishigher than that for grain boundary diffusion for pure mag-nesium.
5. Conclusions
M -t tem-p so-l 3 K( wasp h canb oysc thef hesee f them osa-h
( y-rain
( par-0 nm
( t
( -1.eing
( ans-3 Kix in-
The alloys extruded at 523 K show YS of over 120 Mnd elongation of over 40% at 473 K. A continuous flow sning is observed after an initial strain hardening. Inf alloys extruded at 673 K, the YS are smaller, just o00 MPa, and there is a large flow softening soon after.an be attributed grain boundary sliding due to a fine gize. Significant grain growth is not expected at this temture. Upon solutionizing, the YS is significantly raised
he levels of the alloys extruded at 523 K. The grain sizhe solutionized alloys is at a level similar to those oflloys extruded at 523 K. In case of Alloy 2, there is alsignificant strain hardening of almost 70 MPa. This cattributed to the fine precipitation in the alloy. Until a latrain the flow stress is maintained nearly at the samehich is attributed to the hardening effect of a large numf icosahedral phase particles[10]. Bae et al.[10] showed
hat the alloy containing 9% icosahedral phase maintainonstant flow stress upto a strain of 0.4 after yielding,o the hardening effect of large number of quasicrystaarticles. No grain refinement was observed at 493 K.
At 573 K the YS is low and a continuous decrease of sfter yielding is observed. There was no significant imprent upon heat treatment. Bae et al.[10] observed more sofning in case of alloy with higher icosahedral phase conowever, the DRX process was thought to be less activa
he alloy containing more icosahedral phase particles bef pinning of the grains.
It has been observed that upon solutionizing and queng from 673 K, the icosahedral particles became rounn observation also made by Bae et al.[11]. This shows tha
Microstructure of two alloys Mg95Zn4.2Y0.8 (Alloy 1) andg92.5Zn6.5Y (Alloy 2) with different zinc and yttrium con
ent have been studied after extrusion at two differenteratures of 523 K and 673 K and after heat treatment. A
utionizing treatment for dissolution of precipitates at 671 h), followed by an ageing treatment at 473 K (10 h),erformed. These studies show that substantial strengte obtained in combination with large elongation in allontaining relatively lower amounts of yttrium, due toormation of the icosahedral quasicrystalline phase. Txtruded alloys are heat treatable because of stability oicrostructure and the grain boundary pinning by the icedral phase.
1) Much finer grain size of 3–5�m is achieved due to dnamic recrystallization on extrusion at 673 K than gsize of 10–15�m on extrusion at 523 K.
2) The icosahedral phase occurred as half micron sizeticles on grain boundaries, and as particles of 20–10size in the matrix.
3) Grain size stabilizes at about 15–20�m on annealing a673 K, due to presence of the icosahedral phase.
4) Fine precipitation of a nano-sized phase�1 and needle shaped�1
′ occurred in the supersaturated AlloyNano-sized icosahedral phase formed on further agat 473 K.
5) The grain boundary icosahedral phase in Alloy 2 trformed to a hexagonal H phase on solutionizing at 67and icosahedral phase nucleated on H phase–matrterface.

396 A. Singh et al. / Materials Science and Engineering A 385 (2004) 382–396
(6) Good mechanical strength at room temperature isachieved due to nano-precipitation of the icosahedralphase upon post-extrusion heat treatment (YS 240 MPaUTS 300 MPa, elongation∼20% in Alloy 2, grain size> 20�m).
(7) Extrusion at 523 K results in good mechanical propertiesat 473 K (YS 150 MPa, UTS 180 MPa for Alloy 2) whichbecome better on annealing at 673 K (YS 170 MPa, UTS240 MPa) with large elongation of∼40%.
Acknowledgements
The expert help of Mr. Masafumi Nomura in optical metal-lography is greatly appreciated. This work is partly supportedby Japan Science and Technology Corporation.
References
[1] L.Y. Wei, G.L. Dunlop, H. Westengen, Metall. Mater. Trans. A 26A(1995) 1705–1716.
[2] L.Y. Wei, G.L. Dunlop, H. Westengen, Metall. Mater. Trans. A 26A(1995) 1047–1055.
[3] J.B. Clark, Acta Metall. 13 (1965) 1281–1289.[4] Z.P. Luo, S.Q. Zhang, Y.L. Tang, D.S. Zhao, Scripta metal Mater.
28 (1993) 1513.ater.
da,
0)
A
[9] D.H. Bae, S.H. Kim, W.T. Kim, D.H. Kim, Mater. Trans. 42 (2001)2144.
[10] D.H. Bae, S.H. Kim, D.H. Kim, W.T. Kim, Acta Mater. 50 (2002)2343–2356.
[11] D.H. Bae, M.H. Lee, K.T. Kim, W.T. Kim, D.H. Kim, J. AlloyCompd. 342 (2002) 445–450.
[12] H. Taniuchi, H. Watanabe, H. Okumura, S. Kamado, Y. Kojima, Y.Kawamura, Mater. Sci. Forum 419–422 (2003) 255.
[13] A. Singh, M. Nakamura, M. Watanabe, A. Kato, A.P. Tsai, ScriptaMater. 49 (2003) 417–422.
[14] A. Singh, A.P. Tsai, M. Nakamura, M. Watanabe, A. Kato, Philos.Mag. Lett. 83 (2003) 543–551.
[15] A. Singh, A.P. Tsai, Scripta mater. 49 (2003) 143–148.[16] E. Abe, A.P. Tsai, Acta Crystallogr., B 56 (2000) 915–917.[17] Z.P. Luo, S.Q. Zhang, J. Mater. Sci. Lett. 19 (2000) 813.[18] N. Lebrun, A. Stamou, C. Baetzner, J. Robinson, A. Pisch,
Magnesium–Yttrium–Zinc in Ternary Alloys, MSI, Stuttgart, 2001.[19] A. Singh, M. Watanabe, A. Kato and A.P. Tsai, Scripta Mater. (in
press).[20] Y.Z. Lu, Q.D. Wang, W.J. Ding, XQ. Zeng, Y.P. Zhu, Mater. Lett.
(2000) 44.[21] G. Nussbaum, P. Sainfort, G. Regazzoni, H. Gjestland, Scripta metall.
23 (1989) 1079–1084.[22] T. Mukai, M. Yamanoi, H. Watanabe, K. Higashi, Mater. Sci. Eng.
45 (2001) 89–94.[23] L. Sturkey, J.B. Clarke, J. Inst. Met. 88 (1959/1960) 177–181.[24] R. Armstrong, I. Codd, R.M. Douthwaite, N.J. Petch, Philos. Mag.
7 (1962) 45.[25] H.J. Frost, M.F. Ashby, Deformation–Mechanism Maps, Pergamon
Press, Oxford, 1982.[ her,
00)
[ B 64
[ iel,ale,
[5] Z.P. Luo, S.Q. Zhang, Y.L. Tang, D.S. Zhao, Scripta metal M32 (1995) 1411.
[6] A.P. Tsai, A. Niikura, A. Inoue, T. Masumoto, Y. Nishita, K. TsuM. Tanaka, Philos. Mag. Lett. 70 (1994) 169.
[7] A.P. Tsai, Y. Murakami, A. Niikura, Philos. Mag. Lett. 80 (2001043–1054.
[8] S. Yi, E.S. Park, J.B. Ok, W.T. Kim, D.H. Kim, Mater. Sci. Eng.,300 (2001) 312–315.
26] M. Heggen, M. Feuerbacher, P. Schall, H. Klein, I.R. FisP.C. Canfield, K. Urban, Mater. Sci. Eng. 294–296 (20781.
27] M. Heggen, M. Feuerbacher, P. Schall, K. Urban, Phys. Rev.,(2001) 014202.
28] K. Edagawa, K. Kajiyama, S. Takeuchi, in: J.-M. Dubois, P.A. ThA.P. Tsai, K. Urban (Eds.), Proc. MRS Symposium, Warrend1998, pp. 403–408.
Related Documents











