Microstructural Evolution and Hardness of Dissimilar Lap Joints of ODS/Stainless Steel by Friction Stir Welding Chun-Liang Chen 1,+ , Asta Richter 2 , Lung-Tien Wu 3 and You-Ming Dong 4 1 Department of Materials Science and Engineering, National Dong Hwa University, Hualien 97401, Taiwan, R. O. China 2 Department of Engineering, Technical University of Applied Sciences Wildau, Bahnhofstrasse 1, 15745 Wildau, Germany 3 Metal Industries Research & Development Centre, Kaohsiung City 811, Taiwan, R. O. China 4 Department of Materials Science and Engineering, I-Shou University, Kaohsiung City 84001, Taiwan, R. O. China Ferritic oxide dispersion strengthened (ODS) alloy and stainless steel are attractive candidates for applications in the high temperature industries. Friction stir welding (FSW) is a very promising technique for the joining of both materials. Severe shear deformation and high heat input during FSW process can significantly change the microstructure and material property of the joints. The joint quality therefore plays a decisive role in material performance, life expectancy and cost. In this study, the different joints between ODS alloy and stainless steel were investigated in three different zones: the thermo-mechanically affected zone, the heat affected zone and the base material. Phase transformations and chemical reactions in the case of dissimilar welds were also studied. Electron backscattering diffraction (EBSD) was used to analyze the grain orientation, the grain boundary geometries and recrystallization behavior. Hardness changes within the welding zones and variation with grain boundary angle are discussed. [doi:10.2320/matertrans.M2012281] (Received August 16, 2012; Accepted October 31, 2012; Published January 25, 2013) Keywords: nanostructure material, oxide dispersion strengthened (ODS) alloys, ferritic stainless steel, friction stir welding (FSW), electron backscatter diffraction (EBSD) 1. Introduction Fe-based oxide dispersion strengthened (ODS) alloys contain fine and uniformly dispersed yttrium oxide particles in a ferritic matrix. The high temperature stability of the nano-oxide dispersoids act as pinning points to inhibit dislocation movement and provide excellent creep strength and irradiation resistance. 1-3) Therefore, these materials are of potential use in advanced energy generation such as hydrogen fuel cells and fission/fusion nuclear reactors. 4-6) In addition, type 430 is the most widely used of the ferritic stainless steels. It exhibits excellent high temperature oxidation resistance, good weldability, corrosion resistance and low cost. Ferritic stainless steel is another candidate material for use in the blanket of nuclear reactors. 7,8) However, both materials are difficult to weld by conventional fusion welding processes. For ODS alloys, agglomeration of fine oxide particles would result in loss of strength in the ODS joints. For 430 stainless steel, it can lead to grain coarsening, stress corrosion cracking (SSC), and the formation of delta ferrite in the welded region, reducing toughness, ductility and corrosion resistance. 9) Friction stir welding (FSW) is an advanced joining technique in which the material is welded with a low heat input and undergoes extreme plastic deformation in the solid state. It is therefore recommended as one of the most promising welding methods used to join high melting temperature materials (e.g., stainless steels and ODS alloys). 10-14) In this study, dissimilar lap joints of 430 stainless steel and ferritic ODS alloys were investigated. Microstructures and mechanical properties of the FSW material were studied in different zones, including the base material (BM), the thermo-mechanically affected zone (TMAZ) and the heat affected zone (HAZ). EBSD was performed to investigate the mixed structure of the grain orientation, grain size distribution and grain boundary angle associated with recrystallization and recovery behavior of materials. 2. Experimental Procedures Two materials used in this study are Fe-based ODS alloys and commercial 430 stainless steels. The ODS alloy was manufactured by the mechanical alloying process in a high- energy ball mill. The raw powders were mixed together to control the mean composition to be Fe-20Cr-5.5Al-0.5Ti- 0.5Y 2 O 3 (mass%). The milled powders were then compacted and subjected to hot-extrusion and hot-rolling at temperatures between 900 and 1150°C to produce a 2 mm thick sheet in an elongated grain structure. The commercial 430 stainless steels contain between 16 and 18% chromium, a maximum of 0.15% carbon, and very little nickel. Both ODS and commercial 430 stainless steels were then cut into 20 mm square specimens with a thickness of 2 mm for FSW experiments. Friction stir spot welding (FSW) is a non-consumable welding technique which does not involve melting of the materials. This process has the potential to avoid significant microstructural or mechanical property changes in materials. In this work, the method involves the plunge and retraction of the FSW tool and can be used to weld two sheets for an overlap joint. The rotating pin left a keyhole after the weld completion. In this case, stir zone (SZ) might not be able to see in this process. There are only two microstructural zones created around the pin, thermo-mechanically affected zone (TMAZ) and heat affected zone (HAZ). FSW trials were performed in the friction stir welding laboratory of the Metal Industries Research and Development Centre Taiwan. Four different conditions of FSW joints were investigated in this study. They include the ODS/ODS joint, the 430/430 joint, the 430/ODS joint and the ODS/ODS joint after + Corresponding author, E-mail: chunliang@mail.ndhu.edu.tw Materials Transactions, Vol. 54, No. 2 (2013) pp. 215 to 221 © 2013 The Japan Institute of Metals

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Microstructural Evolution and Hardness of Dissimilar Lap Jointsof ODS/Stainless Steel by Friction Stir Welding
Chun-Liang Chen1,+, Asta Richter2, Lung-Tien Wu3 and You-Ming Dong4
1Department of Materials Science and Engineering, National Dong Hwa University, Hualien 97401, Taiwan, R. O. China2Department of Engineering, Technical University of Applied Sciences Wildau, Bahnhofstrasse 1, 15745 Wildau, Germany3Metal Industries Research & Development Centre, Kaohsiung City 811, Taiwan, R. O. China4Department of Materials Science and Engineering, I-Shou University, Kaohsiung City 84001, Taiwan, R. O. China
Ferritic oxide dispersion strengthened (ODS) alloy and stainless steel are attractive candidates for applications in the high temperatureindustries. Friction stir welding (FSW) is a very promising technique for the joining of both materials. Severe shear deformation and high heatinput during FSW process can significantly change the microstructure and material property of the joints. The joint quality therefore plays adecisive role in material performance, life expectancy and cost. In this study, the different joints between ODS alloy and stainless steel wereinvestigated in three different zones: the thermo-mechanically affected zone, the heat affected zone and the base material. Phase transformationsand chemical reactions in the case of dissimilar welds were also studied. Electron backscattering diffraction (EBSD) was used to analyze thegrain orientation, the grain boundary geometries and recrystallization behavior. Hardness changes within the welding zones and variation withgrain boundary angle are discussed. [doi:10.2320/matertrans.M2012281]
(Received August 16, 2012; Accepted October 31, 2012; Published January 25, 2013)
Keywords: nanostructure material, oxide dispersion strengthened (ODS) alloys, ferritic stainless steel, friction stir welding (FSW), electronbackscatter diffraction (EBSD)
1. Introduction
Fe-based oxide dispersion strengthened (ODS) alloyscontain fine and uniformly dispersed yttrium oxide particlesin a ferritic matrix. The high temperature stability of thenano-oxide dispersoids act as pinning points to inhibitdislocation movement and provide excellent creep strengthand irradiation resistance.13) Therefore, these materials areof potential use in advanced energy generation such ashydrogen fuel cells and fission/fusion nuclear reactors.46)
In addition, type 430 is the most widely used of the ferriticstainless steels. It exhibits excellent high temperatureoxidation resistance, good weldability, corrosion resistanceand low cost. Ferritic stainless steel is another candidatematerial for use in the blanket of nuclear reactors.7,8)
However, both materials are difficult to weld by conventionalfusion welding processes. For ODS alloys, agglomerationof fine oxide particles would result in loss of strength inthe ODS joints. For 430 stainless steel, it can lead tograin coarsening, stress corrosion cracking (SSC), and theformation of delta ferrite in the welded region, reducingtoughness, ductility and corrosion resistance.9) Friction stirwelding (FSW) is an advanced joining technique in which thematerial is welded with a low heat input and undergoesextreme plastic deformation in the solid state. It is thereforerecommended as one of the most promising welding methodsused to join high melting temperature materials (e.g.,stainless steels and ODS alloys).1014) In this study, dissimilarlap joints of 430 stainless steel and ferritic ODS alloys wereinvestigated. Microstructures and mechanical properties ofthe FSW material were studied in different zones, includingthe base material (BM), the thermo-mechanically affectedzone (TMAZ) and the heat affected zone (HAZ). EBSD wasperformed to investigate the mixed structure of the grain
orientation, grain size distribution and grain boundary angleassociated with recrystallization and recovery behavior ofmaterials.
2. Experimental Procedures
Two materials used in this study are Fe-based ODS alloysand commercial 430 stainless steels. The ODS alloy wasmanufactured by the mechanical alloying process in a high-energy ball mill. The raw powders were mixed together tocontrol the mean composition to be Fe20Cr5.5Al0.5Ti0.5Y2O3 (mass%). The milled powders were then compactedand subjected to hot-extrusion and hot-rolling at temperaturesbetween 900 and 1150°C to produce a 2mm thick sheet inan elongated grain structure. The commercial 430 stainlesssteels contain between 16 and 18% chromium, a maximumof 0.15% carbon, and very little nickel. Both ODS andcommercial 430 stainless steels were then cut into 20mmsquare specimens with a thickness of 2mm for FSWexperiments.
Friction stir spot welding (FSW) is a non-consumablewelding technique which does not involve melting of thematerials. This process has the potential to avoid significantmicrostructural or mechanical property changes in materials.In this work, the method involves the plunge and retraction ofthe FSW tool and can be used to weld two sheets for anoverlap joint. The rotating pin left a keyhole after the weldcompletion. In this case, stir zone (SZ) might not be able tosee in this process. There are only two microstructural zonescreated around the pin, thermo-mechanically affected zone(TMAZ) and heat affected zone (HAZ). FSW trials wereperformed in the friction stir welding laboratory of the MetalIndustries Research and Development Centre Taiwan. Fourdifferent conditions of FSW joints were investigated inthis study. They include the ODS/ODS joint, the 430/430joint, the 430/ODS joint and the ODS/ODS joint after+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 54, No. 2 (2013) pp. 215 to 221©2013 The Japan Institute of Metals
recrystallization heat treatment at 1380°C for 1 h, named HT-ODS/ODS, respectively. The HT-ODS/ODS sample wouldbe useful to understand the process of recrystallizationassociated with the change of angle grain boundaries. Twopieces of 2mm thick sheets were friction stir welded byplunging the tool into the overlap joint, leaving a keyholeafter the weld completion. An FSW machine with the plungerate from 1.2 to 4.8mm/min was used. Rotation speed,plunge depth and dwell time were fixed at 1200 rpm, 3mmand 5 s, respectively. The microstructure of the welded jointswas examined using a Hitachi-4700 Scanning ElectronMicroscope (SEM). A JEOL-6330 Field Emission SEMequipped with EBSD was used to analyze the grainorientation, the grain boundary geometries and recrystalliza-tion behavior. All crystallographic orientation data werecollected by electron backscatter patterns and processedusing the software package CHANNEL 5. Additionally,X’PERT PRO X-ray diffraction (XRD) with Cu K¡ radiationwas used to determine the complex phases in the FSW joints.Vickers hardness measurements were performed at roomtemperature using a load of 10N for 15 s.
3. Results and Discussion
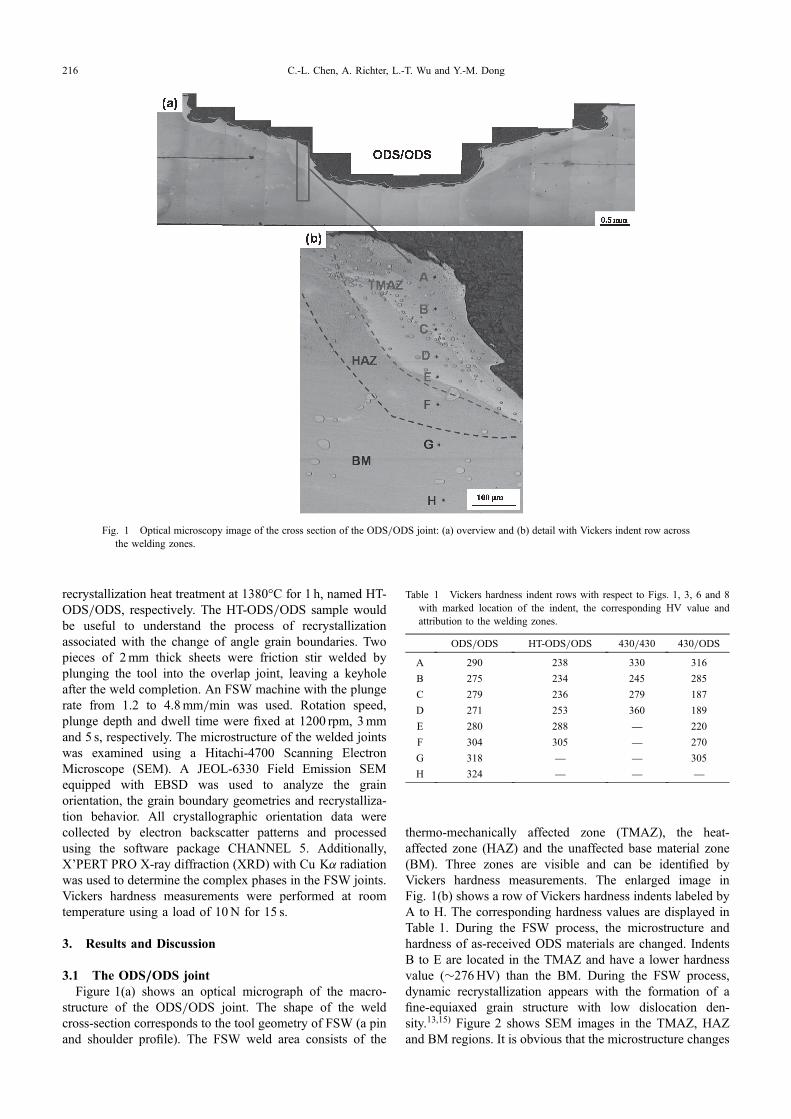
3.1 The ODS/ODS jointFigure 1(a) shows an optical micrograph of the macro-
structure of the ODS/ODS joint. The shape of the weldcross-section corresponds to the tool geometry of FSW (a pinand shoulder profile). The FSW weld area consists of the
thermo-mechanically affected zone (TMAZ), the heat-affected zone (HAZ) and the unaffected base material zone(BM). Three zones are visible and can be identified byVickers hardness measurements. The enlarged image inFig. 1(b) shows a row of Vickers hardness indents labeled byA to H. The corresponding hardness values are displayed inTable 1. During the FSW process, the microstructure andhardness of as-received ODS materials are changed. IndentsB to E are located in the TMAZ and have a lower hardnessvalue (³276HV) than the BM. During the FSW process,dynamic recrystallization appears with the formation of afine-equiaxed grain structure with low dislocation den-sity.13,15) Figure 2 shows SEM images in the TMAZ, HAZand BM regions. It is obvious that the microstructure changes
Fig. 1 Optical microscopy image of the cross section of the ODS/ODS joint: (a) overview and (b) detail with Vickers indent row acrossthe welding zones.
Table 1 Vickers hardness indent rows with respect to Figs. 1, 3, 6 and 8with marked location of the indent, the corresponding HV value andattribution to the welding zones.
ODS/ODS HT-ODS/ODS 430/430 430/ODS
A 290 238 330 316
B 275 234 245 285
C 279 236 279 187
D 271 253 360 189
E 280 288 ® 220
F 304 305 ® 270
G 318 ® ® 305
H 324 ® ® ®
C.-L. Chen, A. Richter, L.-T. Wu and Y.-M. Dong216

from the elongated grains in the BM to the equiaxed grains inthe TMAZ. This implies that severe plastic deformation withsimultaneous high temperature during friction stir weldinginduced significant changes in the microstructure.
The large amount of mechanical deformation at elevatedtemperatures during the FSW process can encourage dynamicrecrystallization. The recrystallized grains with equiaxedgrain structure are mainly separated by high angle grainboundaries.13) Indent F marks the heat-affected zone (HAZ)
with a larger hardness value of 304HV. In the HAZ region,a partially recrystallized grain structure develops with thestructural transfer from elongated grains with low angleboundaries in the base material towards equiaxed grains withhigh angle boundaries. Indents G and H are in the basematerial and far away from the FSW region, which indicatethe highest hardness value of 321HVon average for all threezones. This region contains the elongated grains, whichconsist of numerous subgrains with low angle boundaries.Additionally, a high concentration of tungsten at the area ofthe indent A has been determined by energy dispersive X-ray(EDX) analysis, which results in a slight increase in hardnessat the indent A (290HV). This means, that the friction toolmade of a tungsten alloy is undergoing an abrasive processduring FSW and is mechanically implanted in the jointmaterial.
3.2 The HT-ODS/ODS jointFigure 3 shows the microstructure of the ODS/ODS
joint after recrystallization treatment at 1380°C for 1 h inlaboratory air. Large recrystallized grains were observed inthe TMAZ region, which implies that after further heattreatment, the thermo-mechanical processing provides a largedriving force for secondary recrystallization. The size of thesecondary recrystallized grains (>200 µm) is much largerthan that of the dynamically recrystallized grains (³5µm)which formed during FSW process. The hardness of thesecondary recrystallized grains (Indents A to C) also showsthe lowest hardness (³236HV), see Table 1. Indents markedby D and E in Fig. 3(b) belong to the HAZ region and showa higher hardness value (³270HV). A number of small
Fig. 2 SEM images of the ODS/ODS joint in the (a) TMAZ, (b) HAZ and(c) BM regions.
Fig. 3 Optical microscopy image of the cross section of the ODS/ODS joint after annealing at 1380°C for 1 h: (a) overview and (b) detailwith Vickers indent row across the welding zones.
Microstructural Evolution and Hardness of Dissimilar Lap Joints of ODS/Stainless Steel by Friction Stir Welding 217
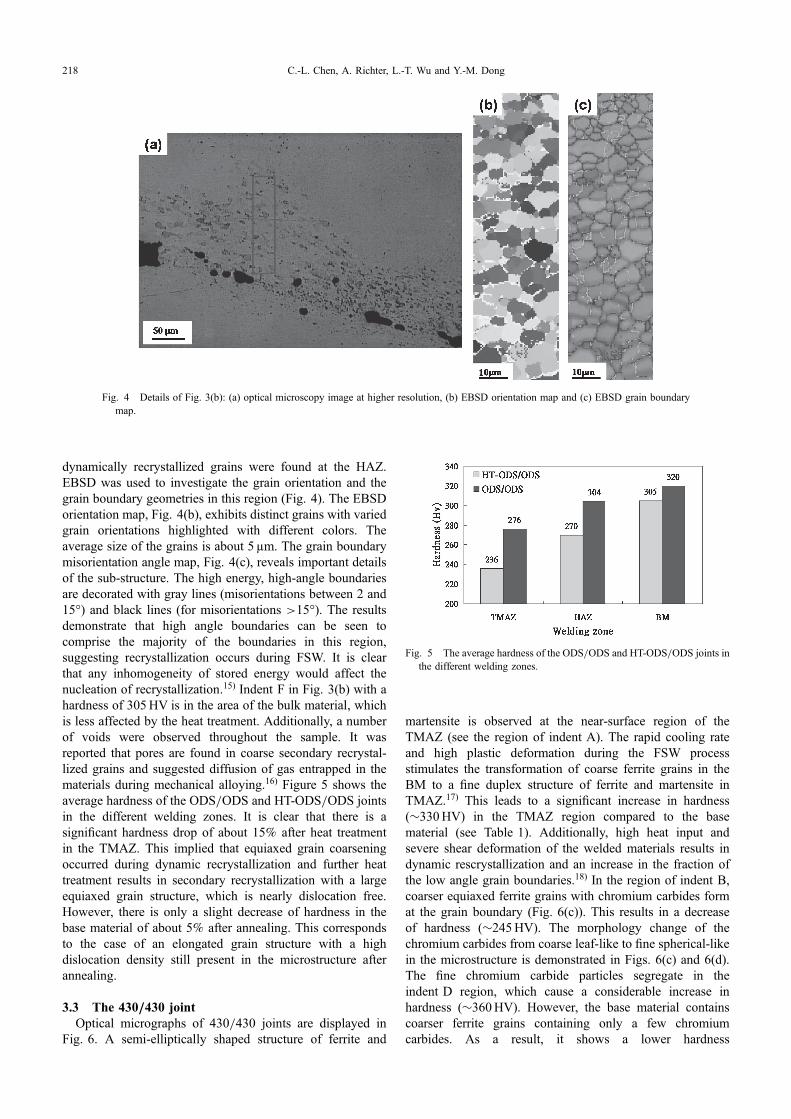
dynamically recrystallized grains were found at the HAZ.EBSD was used to investigate the grain orientation and thegrain boundary geometries in this region (Fig. 4). The EBSDorientation map, Fig. 4(b), exhibits distinct grains with variedgrain orientations highlighted with different colors. Theaverage size of the grains is about 5 µm. The grain boundarymisorientation angle map, Fig. 4(c), reveals important detailsof the sub-structure. The high energy, high-angle boundariesare decorated with gray lines (misorientations between 2 and15°) and black lines (for misorientations >15°). The resultsdemonstrate that high angle boundaries can be seen tocomprise the majority of the boundaries in this region,suggesting recrystallization occurs during FSW. It is clearthat any inhomogeneity of stored energy would affect thenucleation of recrystallization.15) Indent F in Fig. 3(b) with ahardness of 305HV is in the area of the bulk material, whichis less affected by the heat treatment. Additionally, a numberof voids were observed throughout the sample. It wasreported that pores are found in coarse secondary recrystal-lized grains and suggested diffusion of gas entrapped in thematerials during mechanical alloying.16) Figure 5 shows theaverage hardness of the ODS/ODS and HT-ODS/ODS jointsin the different welding zones. It is clear that there is asignificant hardness drop of about 15% after heat treatmentin the TMAZ. This implied that equiaxed grain coarseningoccurred during dynamic recrystallization and further heattreatment results in secondary recrystallization with a largeequiaxed grain structure, which is nearly dislocation free.However, there is only a slight decrease of hardness in thebase material of about 5% after annealing. This correspondsto the case of an elongated grain structure with a highdislocation density still present in the microstructure afterannealing.
3.3 The 430/430 jointOptical micrographs of 430/430 joints are displayed in
Fig. 6. A semi-elliptically shaped structure of ferrite and
martensite is observed at the near-surface region of theTMAZ (see the region of indent A). The rapid cooling rateand high plastic deformation during the FSW processstimulates the transformation of coarse ferrite grains in theBM to a fine duplex structure of ferrite and martensite inTMAZ.17) This leads to a significant increase in hardness(³330HV) in the TMAZ region compared to the basematerial (see Table 1). Additionally, high heat input andsevere shear deformation of the welded materials results indynamic rescrystallization and an increase in the fraction ofthe low angle grain boundaries.18) In the region of indent B,coarser equiaxed ferrite grains with chromium carbides format the grain boundary (Fig. 6(c)). This results in a decreaseof hardness (³245HV). The morphology change of thechromium carbides from coarse leaf-like to fine spherical-likein the microstructure is demonstrated in Figs. 6(c) and 6(d).The fine chromium carbide particles segregate in theindent D region, which cause a considerable increase inhardness (³360HV). However, the base material containscoarser ferrite grains containing only a few chromiumcarbides. As a result, it shows a lower hardness
Fig. 4 Details of Fig. 3(b): (a) optical microscopy image at higher resolution, (b) EBSD orientation map and (c) EBSD grain boundarymap.
Fig. 5 The average hardness of the ODS/ODS and HT-ODS/ODS joints inthe different welding zones.
C.-L. Chen, A. Richter, L.-T. Wu and Y.-M. Dong218
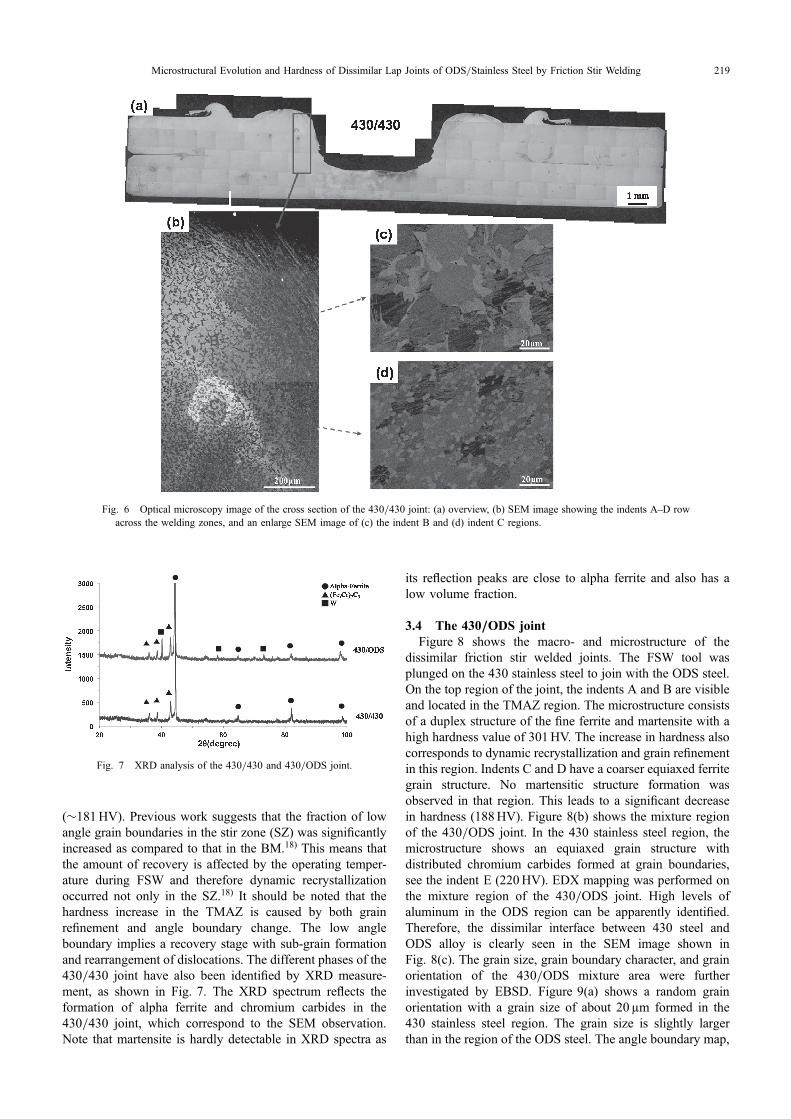
(³181HV). Previous work suggests that the fraction of lowangle grain boundaries in the stir zone (SZ) was significantlyincreased as compared to that in the BM.18) This means thatthe amount of recovery is affected by the operating temper-ature during FSW and therefore dynamic recrystallizationoccurred not only in the SZ.18) It should be noted that thehardness increase in the TMAZ is caused by both grainrefinement and angle boundary change. The low angleboundary implies a recovery stage with sub-grain formationand rearrangement of dislocations. The different phases of the430/430 joint have also been identified by XRD measure-ment, as shown in Fig. 7. The XRD spectrum reflects theformation of alpha ferrite and chromium carbides in the430/430 joint, which correspond to the SEM observation.Note that martensite is hardly detectable in XRD spectra as
its reflection peaks are close to alpha ferrite and also has alow volume fraction.
3.4 The 430/ODS jointFigure 8 shows the macro- and microstructure of the
dissimilar friction stir welded joints. The FSW tool wasplunged on the 430 stainless steel to join with the ODS steel.On the top region of the joint, the indents A and B are visibleand located in the TMAZ region. The microstructure consistsof a duplex structure of the fine ferrite and martensite with ahigh hardness value of 301HV. The increase in hardness alsocorresponds to dynamic recrystallization and grain refinementin this region. Indents C and D have a coarser equiaxed ferritegrain structure. No martensitic structure formation wasobserved in that region. This leads to a significant decreasein hardness (188HV). Figure 8(b) shows the mixture regionof the 430/ODS joint. In the 430 stainless steel region, themicrostructure shows an equiaxed grain structure withdistributed chromium carbides formed at grain boundaries,see the indent E (220HV). EDX mapping was performed onthe mixture region of the 430/ODS joint. High levels ofaluminum in the ODS region can be apparently identified.Therefore, the dissimilar interface between 430 steel andODS alloy is clearly seen in the SEM image shown inFig. 8(c). The grain size, grain boundary character, and grainorientation of the 430/ODS mixture area were furtherinvestigated by EBSD. Figure 9(a) shows a random grainorientation with a grain size of about 20 µm formed in the430 stainless steel region. The grain size is slightly largerthan in the region of the ODS steel. The angle boundary map,
Fig. 6 Optical microscopy image of the cross section of the 430/430 joint: (a) overview, (b) SEM image showing the indents AD rowacross the welding zones, and an enlarge SEM image of (c) the indent B and (d) indent C regions.
Fig. 7 XRD analysis of the 430/430 and 430/ODS joint.
Microstructural Evolution and Hardness of Dissimilar Lap Joints of ODS/Stainless Steel by Friction Stir Welding 219
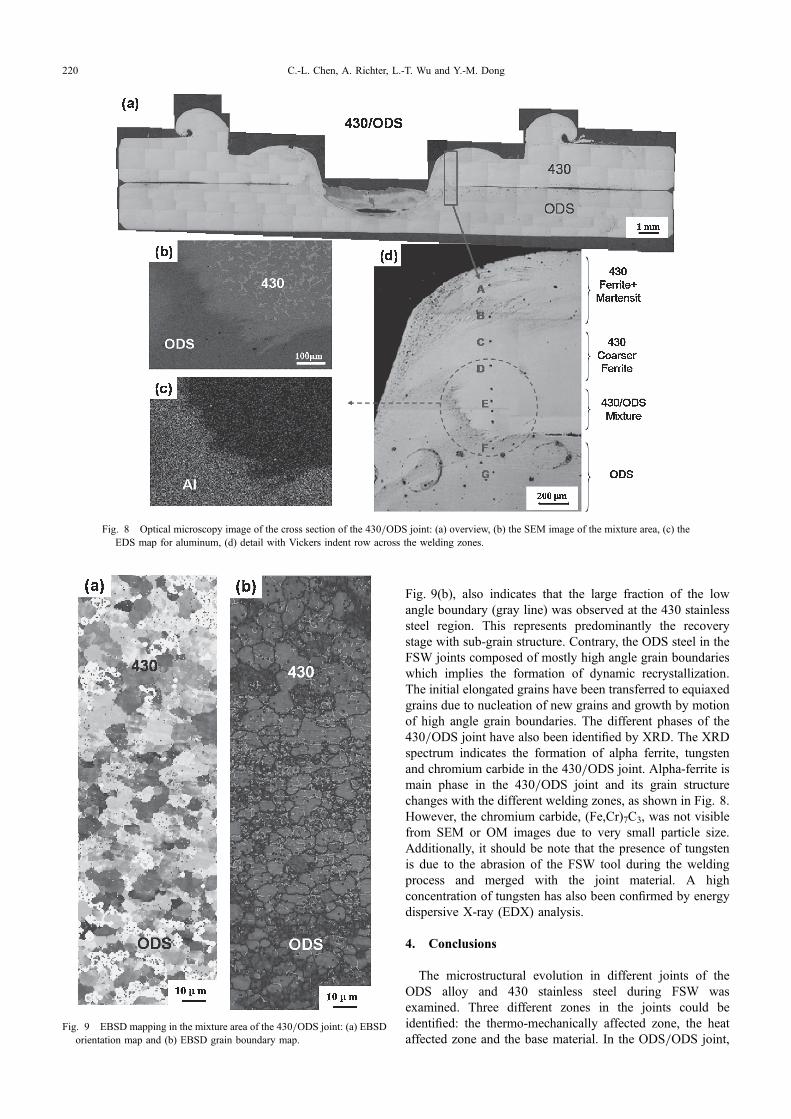
Fig. 9(b), also indicates that the large fraction of the lowangle boundary (gray line) was observed at the 430 stainlesssteel region. This represents predominantly the recoverystage with sub-grain structure. Contrary, the ODS steel in theFSW joints composed of mostly high angle grain boundarieswhich implies the formation of dynamic recrystallization.The initial elongated grains have been transferred to equiaxedgrains due to nucleation of new grains and growth by motionof high angle grain boundaries. The different phases of the430/ODS joint have also been identified by XRD. The XRDspectrum indicates the formation of alpha ferrite, tungstenand chromium carbide in the 430/ODS joint. Alpha-ferrite ismain phase in the 430/ODS joint and its grain structurechanges with the different welding zones, as shown in Fig. 8.However, the chromium carbide, (Fe,Cr)7C3, was not visiblefrom SEM or OM images due to very small particle size.Additionally, it should be note that the presence of tungstenis due to the abrasion of the FSW tool during the weldingprocess and merged with the joint material. A highconcentration of tungsten has also been confirmed by energydispersive X-ray (EDX) analysis.
4. Conclusions
The microstructural evolution in different joints of theODS alloy and 430 stainless steel during FSW wasexamined. Three different zones in the joints could beidentified: the thermo-mechanically affected zone, the heataffected zone and the base material. In the ODS/ODS joint,
Fig. 8 Optical microscopy image of the cross section of the 430/ODS joint: (a) overview, (b) the SEM image of the mixture area, (c) theEDS map for aluminum, (d) detail with Vickers indent row across the welding zones.
Fig. 9 EBSD mapping in the mixture area of the 430/ODS joint: (a) EBSDorientation map and (b) EBSD grain boundary map.
C.-L. Chen, A. Richter, L.-T. Wu and Y.-M. Dong220

the elongated grains in the base material are dynamicallyrecrystallized to a fine-equiaxed grain structure with highangle grain boundaries in the TMAZ. A further heattreatment (1380°C for 1 h) of the HT-ODS/ODS jointsresults in secondary recrystallization with a large grainstructure (>200 µm). This results in a hardness decrease inthe TMAZ compared to the base material. There is only aslight decrease of hardness in the base material of about 5%after annealing. It is evident that only recovery has takenplace in the ODS/ODS base materials with a sub-grain oflow angle grain boundary structures present in this stage. The430/430 joint shows a fine duplex structure of ferrite andmartensite in the TMAZ. Dynamic recrystallization and grainrefinement were also observed in this region, but result in anincrease of hardness compared to the base 430 stainless steelmaterial. These results can be attributed to the rapid coolingrate and high plastic deformation during the FSW process.The 430/ODS joint displays a complicated microstructurein the mixture region. The large fraction of the low anglegrain boundary in the 430 stainless steel region proves thatnot only dynamic recrystallization but also recovery tookplace. The ODS steel is composed of mostly high angle grainboundaries. The initially elongated grains have been trans-ferred to equiaxed grains, implying the formation of dynamicrecrystallization.
Acknowledgements
The authors would like to gratefully acknowledge financialsupport from the National Science Council of Taiwanunder the grant NSC 101-2911-I-214-501 and the DeutscherAkademischer Austauschdienst (DAAD) under the grant ID54368608.
REFERENCES
1) C. L. Chen, A. Richter, R. Kögler and G. Talut: J. Nucl. Mater. 412(2011) 350358.
2) H. Kishimoto, K. Yutani, R. Kasada and O. Hashitomi: J. Nucl. Mater.367370 (2007) 179184.
3) T. Yamamoto, G. R. Odette, P. Miao, D. T. Hoelzer, J. Bentley, N.Hashimoto, H. Tanigawa and R. J. Kurtz: J. Nucl. Mater. 367370(2007) 399410.
4) G. R. Odette, M. J. Alinger and B. D. Wirth: Annu. Rev. Mater. Res. 38(2008) 471503.
5) L. L. Hsiung, M. J. Fluss and A. Kimura: Mater. Lett. 64 (2010) 17821785.
6) M. A. Pouchon, J. Chen, R. Ghislemi, J. Michler and W. Hoffelner:Exp. Mech. 50 (2010) 7984.
7) R. L. Klueh, K. Ehrlich and F. Abe: J. Nucl. Mater. 191194 (1992)116124.
8) N. Baluc, R. Schäublin, P. Spätig and M. Victoria: Nucl. Fusion 44(2004) 5661.
9) C. C. Hsieh and W. Wu: Met. Mater. Int. 17 (2011) 375381.10) M. Ghosh, K. Kumar and R. S. Mishrab: Scr. Mater. 63 (2010) 851
854.11) S. H. Park, Y. S. Sato, H. Kokawa, K. Okamoto, S. Hirano and M.
Inagaki: Scr. Mater. 49 (2003) 11751180.12) T. Saeid, A. Abdollah-zadeh, T. Shibayanagi, K. Ikeuchi and H. Assadi:
Mater. Sci. Eng. A 527 (2010) 64846488.13) C. L. Chen, G. J. Tatlock and A. R. Jones: J. Alloy. Compd. 504 (2010)
S460S466.14) C. L. Chen, P. Wang and G. J. Tatlock: Mater. High Temp. 26 (2009)
299303.15) C. L. Chen, G. J. Tatlock and A. R. Jones: Mater. Sci. Forum 638642
(2010) 38333838.16) Y. L. Chen, A. R. Jones and U. Miller: Metall. Mater. Trans. A 33
(2002) 27132718.17) A. K. Lakshminarayanan and V. Balasubramanian: Mater. Design 31
(2010) 45924600.18) H. H. Cho, H. N. Han, S. T. Hong, J. H. Park, Y. J. Kwon, S. H. Kim
and R. J. Steel: Mater. Sci. Eng. A 528 (2011) 28892894.
Microstructural Evolution and Hardness of Dissimilar Lap Joints of ODS/Stainless Steel by Friction Stir Welding 221
Related Documents











