Microfracture and Limited Tribochemical Wear of Silicon Carbide During High-Speed Sliding in Cryogenic Environment Tufan Kumar Guha and Bikramjit Basu w Laboratory for Advanced Ceramics, Department of Materials and Metallurgical Engineering, Indian Institute of Technology, Kanpur, India In an effort to develop an understanding of the tribological properties of silicon carbide (SiC) in a cryogenic environment, this contribution reports on the results of the sliding wear prop- erties of the self-mated SiC in liquid nitrogen (LN 2 ). Two sets of sliding wear tests were conducted in a planned manner in LN 2 under varying combinations of operating conditions, using a specially designed high-speed cryo-tribometer. In the first set, the sliding velocity is varied up to 1.1 m/s, for 600 s, at a con- stant load of 5 N; while the second set of experiments were con- ducted with loads of 5, 10, and 15 N, at a constant speed of 3.3 m/s for 900 s, thereby enabling to evaluate tribological potential over a broad spectrum of operating conditions. In our experi- ments, high coefficient of friction (COF) (0.28–0.40) and high wear resistance (B10 7 –10 6 mm 3 /N m) have been measured for self-mated SiC. The topographical observations using a scanning electron microscope reveal that limited tribochemical layer formation, as well as grain boundary microfracture- induced damage mechanisms, contribute to the wear of self-mated SiC. The experimental results are critically analyzed with refer- ence to flash temperature and contact stress conditions, as well as compared with some baseline experiments, conducted under am- bient conditions. A comparison with our earlier research results, obtained with self-mated Al 2 O 3 or ZrO 2 , establishes the good tribological potential of self-mated SiC in LN 2 , in terms of exhibiting a better combination of COF and wear rate. I. Introduction S ILICON CARBIDE (SiC) is a nonoxide engineering ceramic with low density (B3.2 g/cm 3 ), high hardness (430 GPa), ther- mal stability at elevated temperatures, and good thermal con- ductivity (B100 W (m K) 1 ). SiC exists in two polytypes, which include a-SiC with a hexagonal structure and b-SiC with a cubic structure. Furthermore, it is relatively stable in corrosive environments. 1 The extremely high thermal stability is attributed to its highly covalent bonding and strength retention at high temperatures. The maximum fracture strength of sin- tered SiC ceramics is approximately 500 MPa, which is main- tained up to 14001C. 1 In view of the above-mentioned excellent combination of properties, SiC ceramics are considered as po- tential candidates for important engineering applications, such as mechanical seals for water pumping, journal bearings, valves, nozzles, cutting tools, etc. 1–3 The main disadvantage of SiC ce- ramics, however, is the strong interfacial bonding of the grains, 2,3 which leads to a mostly transcrystalline fracture mode and this results in a low fracture toughness of 2.5–4 MPa m 1/2 . Another disadvantage is that the attainment of high density in SiC requires high sintering temperature and the use of a sinter-aid. 4–6 Typically, hot pressing at 17001C or higher temperatures, depending on the starting particle size and the type of sinter-aid (carbon or boron), is adopted to obtain a dense SiC ceramic. In many of the above-mentioned applications, the fric- tion and wear resistance properties are important. Reviewing the existing literature, 7–21 it has been noted that the majority of the tribological investigations of SiC was carried out under dry lubricated conditions as well as in an aqueous environment. In the last two decades, hybrid ceramic bearings, consisting of ceramic balls enclosed in steel races, have been reported to ex- tend bearing life and enable high-speed operation of liquid rocket engines. 22–24 These bearings typically operate in harsh conditions of high rotational speeds in liquid nitrogen (LN 2 , 77 K) or liquid oxygen (90 K) or liquid hydrogen (20 K). The lifetime of such rocket engines is usually limited to only a few minutes, and thus high wear at bearings and seals can be toler- ated. Till now, SUS440C-grade martensitic stainless steel has been the most widely used material for the ball bearings in space shuttle main engine, especially for the liquid rocket engine turbopumps. In general, for bulk materials like metallic alloys (SUS440C and 340 AISI stainless steel), engineering polymers (PTFE, PA6), and coatings (self-lubricating coatings, solid lu- bricant, diamond-like carbon), an extensive study has been reported on the tribological behavior in lubricated and unlubri- cated test conditions and at cryogenic temperatures as well. 25–27 Nosaka et al. 22,23 also studied the ultra-high speed tribological performance of steel/ceramic (Si 3 N 4 ) hybrid bearings in LN 2 at speed up to 120000 rpm. Their results indicate that the ceramic bearings can exhibit an excellent performance at high load due to a lesser increase in the bearing temperature (29 K) in contrast to the high increase in bearing temperature in all-steel bearings (B91 K). However, neither study mentions the major effect of cryogenic temperature on friction in causing a lesser increase of the bearing temperature of hybrid ceramic bearings in contrast to all-steel bearings. One of the important property requirements for the ball- bearing application is good wear resistance. In recent times, our research group had reported the cryogenic sliding wear proper- ties of self-mated oxide ceramics, e.g. Al 2 O 3 28 and ZrO 2 . 29 Both the tribosystems experience severe wear, triggered by extensive microcracking-induced spalling or brittle fracture. Because of high hardness and high thermal conductivity than oxide ceram- ics, it would be of interest to assess whether self-mated SiC ceramics have better tribological properties under similar cryo- genic sliding conditions. Another important aspect related to the tribology of nonoxide ceramics is the occurrence of tribochem- ical wear. It is therefore of interest to investigate whether SiC ceramics will be prone to oxidation at a sliding contact in LN 2 . Taken together the importance of wear resistance as well as the unavailability of any understanding on the wear behavior of SiC in a cryogenic environment, the objective of the present study is to understand the friction and wear of self-mated SiC in LN 2 and to compare with those of self-mated Al 2 O 3 and ZrO 2 . To meet this aim, a number of planned experiments were carried out on self-mated SiC at 5 N load with varying linear sliding M. Hoffman—contributing editor The design and fabrication of the cryogenic tribometer, used in the present work, is partially supported by a grant from the Indian Space Research Organization (ISRO), Government of India. w Author to whom correspondence should be addressed. e-mail: [email protected] Manuscript No. 26510. Received July 9, 2009; approved February 3, 2010. J ournal J. Am. Ceram. Soc., 93 [6] 1764–1773 (2010) DOI: 10.1111/j.1551-2916.2010.03720.x r 2010 The American Ceramic Society 1764

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Microfracture and Limited Tribochemical Wear of Silicon CarbideDuring High-Speed Sliding in Cryogenic Environment
Tufan Kumar Guha and Bikramjit Basuw
Laboratory for Advanced Ceramics, Department of Materials and Metallurgical Engineering, Indian Institute ofTechnology, Kanpur, India
In an effort to develop an understanding of the tribologicalproperties of silicon carbide (SiC) in a cryogenic environment,this contribution reports on the results of the sliding wear prop-erties of the self-mated SiC in liquid nitrogen (LN2). Two sets ofsliding wear tests were conducted in a planned manner in LN2
under varying combinations of operating conditions, using aspecially designed high-speed cryo-tribometer. In the first set,the sliding velocity is varied up to 1.1 m/s, for 600 s, at a con-stant load of 5 N; while the second set of experiments were con-ducted with loads of 5, 10, and 15 N, at a constant speed of 3.3m/s for 900 s, thereby enabling to evaluate tribological potentialover a broad spectrum of operating conditions. In our experi-ments, high coefficient of friction (COF) (0.28–0.40) and highwear resistance (B10
�7–10�6
mm3/N m) have been measured
for self-mated SiC. The topographical observations using ascanning electron microscope reveal that limited tribochemicallayer formation, as well as grain boundary microfracture-induced damage mechanisms, contribute to the wear of self-matedSiC. The experimental results are critically analyzed with refer-ence to flash temperature and contact stress conditions, as well ascompared with some baseline experiments, conducted under am-bient conditions. A comparison with our earlier research results,obtained with self-mated Al2O3 or ZrO2, establishes the goodtribological potential of self-mated SiC in LN2, in terms ofexhibiting a better combination of COF and wear rate.
I. Introduction
SILICON CARBIDE (SiC) is a nonoxide engineering ceramic withlow density (B3.2 g/cm3), high hardness (430 GPa), ther-
mal stability at elevated temperatures, and good thermal con-ductivity (B100 W � (m �K)�1). SiC exists in two polytypes,which include a-SiC with a hexagonal structure and b-SiCwith a cubic structure. Furthermore, it is relatively stable incorrosive environments.1 The extremely high thermal stability isattributed to its highly covalent bonding and strength retentionat high temperatures. The maximum fracture strength of sin-tered SiC ceramics is approximately 500 MPa, which is main-tained up to 14001C.1 In view of the above-mentioned excellentcombination of properties, SiC ceramics are considered as po-tential candidates for important engineering applications, suchas mechanical seals for water pumping, journal bearings, valves,nozzles, cutting tools, etc.1–3 The main disadvantage of SiC ce-ramics, however, is the strong interfacial bonding of thegrains,2,3 which leads to a mostly transcrystalline fracturemode and this results in a low fracture toughness of 2.5–4MPa �m1/2. Another disadvantage is that the attainment of
high density in SiC requires high sintering temperature and theuse of a sinter-aid.4–6 Typically, hot pressing at 17001C or highertemperatures, depending on the starting particle size and the typeof sinter-aid (carbon or boron), is adopted to obtain a dense SiCceramic. In many of the above-mentioned applications, the fric-tion and wear resistance properties are important. Reviewing theexisting literature,7–21 it has been noted that the majority of thetribological investigations of SiC was carried out under drylubricated conditions as well as in an aqueous environment.
In the last two decades, hybrid ceramic bearings, consisting ofceramic balls enclosed in steel races, have been reported to ex-tend bearing life and enable high-speed operation of liquidrocket engines.22–24 These bearings typically operate in harshconditions of high rotational speeds in liquid nitrogen (LN2,77 K) or liquid oxygen (90 K) or liquid hydrogen (20 K). Thelifetime of such rocket engines is usually limited to only a fewminutes, and thus high wear at bearings and seals can be toler-ated. Till now, SUS440C-grade martensitic stainless steel hasbeen the most widely used material for the ball bearings in spaceshuttle main engine, especially for the liquid rocket engineturbopumps. In general, for bulk materials like metallic alloys(SUS440C and 340 AISI stainless steel), engineering polymers(PTFE, PA6), and coatings (self-lubricating coatings, solid lu-bricant, diamond-like carbon), an extensive study has beenreported on the tribological behavior in lubricated and unlubri-cated test conditions and at cryogenic temperatures as well.25–27
Nosaka et al.22,23 also studied the ultra-high speed tribologicalperformance of steel/ceramic (Si3N4) hybrid bearings in LN2 atspeed up to 120000 rpm. Their results indicate that the ceramicbearings can exhibit an excellent performance at high load dueto a lesser increase in the bearing temperature (29 K) in contrastto the high increase in bearing temperature in all-steel bearings(B91 K). However, neither study mentions the major effect ofcryogenic temperature on friction in causing a lesser increase ofthe bearing temperature of hybrid ceramic bearings in contrastto all-steel bearings.
One of the important property requirements for the ball-bearing application is good wear resistance. In recent times, ourresearch group had reported the cryogenic sliding wear proper-ties of self-mated oxide ceramics, e.g. Al2O3
28 and ZrO2.29 Both
the tribosystems experience severe wear, triggered by extensivemicrocracking-induced spalling or brittle fracture. Because ofhigh hardness and high thermal conductivity than oxide ceram-ics, it would be of interest to assess whether self-mated SiCceramics have better tribological properties under similar cryo-genic sliding conditions. Another important aspect related to thetribology of nonoxide ceramics is the occurrence of tribochem-ical wear. It is therefore of interest to investigate whether SiCceramics will be prone to oxidation at a sliding contact in LN2.
Taken together the importance of wear resistance as well asthe unavailability of any understanding on the wear behavior ofSiC in a cryogenic environment, the objective of the presentstudy is to understand the friction and wear of self-mated SiC inLN2 and to compare with those of self-mated Al2O3 and ZrO2.To meet this aim, a number of planned experiments were carriedout on self-mated SiC at 5 N load with varying linear sliding
M. Hoffman—contributing editor
The design and fabrication of the cryogenic tribometer, used in the present work, ispartially supported by a grant from the Indian Space Research Organization (ISRO),Government of India.
wAuthor to whom correspondence should be addressed. e-mail: [email protected]
Manuscript No. 26510. Received July 9, 2009; approved February 3, 2010.
Journal
J. Am. Ceram. Soc., 93 [6] 1764–1773 (2010)
DOI: 10.1111/j.1551-2916.2010.03720.x
r 2010 The American Ceramic Society
1764

speeds of up to 1.1 m/s. In a second set of experiments, thesliding tests were conducted at a much higher sliding speed of 3.3m/s with the load being varied as 5, 10, and 15 N.
II. Experimental Details
(1) Materials
As a part of the present study, all the sliding wear tests werecarried out on self-mated a-SiC. Spherical SiC balls of 8 mmdiameter, with mirror-finished surfaces, were procured fromChina Abrasives Im and Ex Corp. (Henan, China). SiC disksof 35 mm diameter were obtained after hot pressing at 17001Cfor 1.5 h under 60 MPa uniaxial pressures, in an argon atmo-sphere with 0.5 wt% boron as a sinter-additive. Density mea-surements were carried out in water according to theArchimedes principle. The density of SiC ball and hot-pressedSiC disk specimen were found to be 3.15 g/cm3 (fully dense). Thedisk samples were ground and polished to obtain the mirrorfinish surfaces using diamond slurry (1.5–0.25 mm). The averagesurface roughness (Ra) of polished disk was around 0.05 mm, asmeasured using a 3-D laser surface profilometer. X-ray diffrac-tion (XRD) analysis was carried out for both polished (virginsurface) and worn SiC samples, using CuKa radiation for phaseidentification. XRD analysis of polished surfaces confirmed thepredominant presence of a-SiC in both ball and disk samples.
In order to assess any influence of environment on the hard-ness of the investigated SiC, Vickers hardness measurements(500 g indent load) were conducted on smoothly polished sur-faces at room temperature and near-cryo conditions (77 K). Ini-tially, Vickers hardness was also measured at ambientconditions and the average values of at least five readings wasfound to be around 34 GPa. For measurements at near-cryoconditions, the SiC disk was placed in cryo-can containing LN2.The samples were removed after 5 min when the formation ofbubbles in LN2 stopped completely. Sufficient care was taken tomeasure the hardness within 30 s, after the samples were takenout of the cryo-can. The average hardness value of at least fivesuch readings in LN2 was also 33.5 GPa. From the above ob-servations, it is clear that a-SiC hardness remains same both inambient and LN2 medium. In order to ensure reliability in hard-ness measurements, the indented surfaces were imaged using ascanning electron microscope (SEM) and the indent diagonalswere measured from the SEM micrograph. The indentationfracture toughness was calculated by a direct measurement ofradial cracks emanating from the edges of Vickers indents (10 kgindent load, applied for 10 s), for both room and near-cryotemperatures (77 K), following the formulation of Anstis et al.30
The indentation toughness values were found to lie between 2.5and 3 MPa �m1/2.
(2) Wear Tests and Characterization
A high-speed ball-on-disk type cryotribometer (Ducom, Banga-lore, India) has been used to study the tribological behavior overa range of high rotational speeds (850–36 000 rpm). A detaileddescription of this equipment can be found elsewhere31 and theuse of this equipment has been made in our recent research.28,29
Sliding occurs between a stationary ball and a high-speed ro-tating disk. The constant supply of LN2 at the tribological in-terface is ensured by continuously pouring LN2 to a suitablecryo-vessel, in which the SiC disk in contact with the SiC ball isimmersed, during the entire duration of a sliding experiment.The tangential friction force along with the normal load andspeed can be simultaneously monitored during the test using thecommercial software, Winducom (Ducom). During the experi-ments, the frictional force is measured using a piezoelectrictransducer. In order to evaluate the tribological properties ofself-mated SiC, two sets of experiments were conducted. Becausesliding speed and load are considered as important operatingparameters, both are independently varied in our experiments.In the first set of tests, the sliding speed is varied up to 1.1 m/s ata constant load of 5 N (corresponding mean Hertzian stress:0.82 GPa) and the tests were conducted for 10 min, in both LN2
environment and ambient conditions (see Table I). The secondset of tests were performed at a much higher sliding speed of 3.3m/s with varying load of 5, 10, and 15 N and each test wasconducted for 15 min in LN2. Table II presents the selected testparameters (load, sliding speed, and maximum Hertzian stress)for the sliding wear tests, conduced on self-mated SiC materialin LN2. Conceptually, the linear sliding speed was varied byvarying the sliding track radius at a given rotational speed or byincreasing rotational speed at a given sliding track radius. Forexample, the speed of 1.1 m/s was achieved by carrying out thesliding test at 850 rpm with a track radius of 12.5 mm. Similarly,the highest linear speed of 3.3 m/s was obtained by carrying outsliding tests at 3200 rpm with a track radius of 10 mm. All theexperiments were carried out at least three times to check thereproducibility of the friction and wear data.
Before the sliding tests, both the SiC disk and ball samples areultrasonically treated to obtain clean surfaces. During the tribo-logical testing, the load is applied to the ball, which is held sta-tionary against the rotating SiC disk. Both 2-D and 3-D surfaceprofiles are acquired using a Laser Surface Profilometer (Mahr-Perthometer PGK 120, Gottingen, Germany) to measure thewidth and depth of wear track on SiC disk at various positions.In determining wear volume as per following formulations, thewear track radius (the distance between the center of the circulardisk and the point of initial contact of the ball with the disk, justbefore the start of sliding test) is used. For each wear track, atleast 10 numbers of 2-D scans at various locations were takenand the average value of the wear depth was used to ensure
Table I. The Experimental Parameters Used for the First Set of Sliding Tests with Varying Sliding Speeds at Same Load Alongwith Important Results Obtained with Self-Mated SiC in Liquid Nitrogen and Ambient Condition
Load (N)
Sliding speed
(m/s)
COF
(LN2 test)
COF
(RT test)
Maximum
Hertzian stress (GPa)
Mean/average
Hertzian stress (GPa)
Flash temperature in
LN2 tests (1C)
Flash temperature
in RT tests (1C)
5 0.67 0.40 0.36 1.2 0.8 �13 2020.89 0.36 0.38 47 2611.1 0.33 0.35 105 316
SiC, silicon carbide; COF, coefficient of friction; LN2, liquid nitrogen.
Table II. The Experimental Parameters Used for the Second Set of Sliding Tests with Varying Load at Same Sliding Speed (3.3 m/s)Along with Some Important Results Obtained with Self-Mated SiC in Liquid Nitrogen
Load (N)
Maximum Hertzian
contact stress (GPa)
Mean Hertzian contact
stress (GPa) COF (LN2 tests)
Wear rate
(mm3/N m)
Wear
depth (mm)
Flash
temperature (1C)
5 1.2 0.8 0.35 1.6� 10�6 1.0 62510 1.45 0.96 0.30 6� 10�5 2.2 84115 1.66 1.1 0.28 8.3� 10�5 4.8 1009
SiC, silicon carbide; COF, coefficient of friction; LN2, liquid nitrogen.
June 2010 Microfracture and Limited Tribochemical Wear of Silicon Carbide 1765

conservative estimate of wear volume. Also, the error bars in thewear data represent the standard deviation in the wear volumemeasured after at least three repeat experiments for a given setof operating parameters.
Wear volume ðmm3Þ ¼2p� track radius� trackwidth
� wear depth(1)
Wear rate ðmm3=NmÞ ¼wear volume=ðnormal load
� sliding distanceÞ(2)
The worn volume of the ball has been calculated using thefollowing formula:
Vb ¼ mA3 � B=ð32�DÞ (3)
where A and B are the longer and shorter diameters of the wornarea, observed at the top of the ball, and D is the ball diameter.An optical microscope (Zeiss, Germany) was used to measurethe wear scar diameter of the ball. Detailed microstructuralcharacterization of the as-worn surfaces was conducted usingSEM (model FEI Quanta 200, Eindhoven, the Netherlands).Raman spectra from unworn (polished) as well as from slidingtracks were recorded using an argon ion laser attached with aspectrophotometer (model AM505F, Acton Research Corpora-tion, Acton, MA). A low laser power of 7 mW was applied to
avoid any local surface heating. To acquire the spectrum, anincident light with a wavelength of 514.5 nm was used in thewavenumber region of 200–3700 cm�1. The scattered radiationwas collected at 1801 (backscattered geometry) to the incomingbeam and detected using a CCD cooled toB�1201C. The spec-tral resolution of the Raman experimental set up was better than1 cm�1 and the total integration time was B3 min.
III. Results
(1) Frictional Behavior
The continuously recorded frictional data are plotted againstsliding time for both the set of sliding tests in Figs. 1(a)–(c). Thesteady-state COF data for both sets of sliding tests are summa-rized along with other results in Tables I and II. For the first setof test at 5 N load, considerable fluctuation in COF valuesis recorded within the first 200 s during the running-in-periodin LN2 environment (see Fig. 1(a)). For example, at a slidingspeed of 1.1 m/s, the COF varies in the range of 0.35–0.7. Incomparison with the LN2 test, less fluctuations in frictional be-havior are recorded during baseline tests at an ambient condi-tion with a similar operating parameter [see Figs. 1(a) and (b)].Overall, the study state COF is around 0.4 at 0.67 m/s and alittle lower at 0.36 and 0.33 at speeds of 0.89 and 1.1 m/s,respectively, in LN2 at 5 N loads. For tests conducted in ambientcondition, steady-state COF varies in the narrow windowof 0.35–0.38, depending on the sliding speed (see Table I).
Fig. 1. Frictional behavior of self-mated silicon carbide for the first set of experiments with varying sliding speed under a load of 5 N load in liquidnitrogen (LN2) (a), ambient conditions (b), and at higher speed of 3.3 m/s in LN2 with different load (c).
1766 Journal of the American Ceramic Society—Guha and Basu Vol. 93, No. 6

This indicates that the sliding speed does not have any signifi-cant influence on the frictional behavior of self-mated SiC at alow load of 5 N.
In Fig. 1(c), the evolution of COF with sliding time is plottedfor the second set of experiments, which are conducted in LN2
with varying loads of 5, 10, and 15 N. A close observation ofFig. 1(c) reveals that the steady-state COF is reached only after400 s. The high starting value of COF can be attributed to thegeneration and interpolation of wear debris. It is possible thatsuch wear debris particles are compacted during the sliding pro-cess and form a protective layer on the original surface. FromFig. 1(c), it appears that the time required in reaching a steady-state COF value depends on the normal load applied, and alsocorresponds to the time required to aggregate the wear debrisinto a protective layer. Such an observation is consistent with anearlier report.17 During the running-in-period, a relatively largefluctuation in COF in the window of 0.2–0.5 is recorded, de-pending on the load. However, the steady-state COF, dependingon load, varies in the window of 0.28–0.35 (see Table II). Fromthe differences in frictional response, as discussed above, it canbe stated that the frictional behavior of self-mated SiC in theLN2 environment is dependent more on load, rather than onsliding speed. Also, a lower steady-state COF can be achieved ata higher sliding speed of 3.3 m/s.
(2) Wear Data
As mentioned in the experimental section, the quantification ofthe sliding-induced material removal/damage has been evalu-ated using a 3-D laser surface profilometer. As a primary step, a
number of 2-D profiles were recorded along sliding tracks, andsubsequently the wear volumes were computed. Both the wearrate and maximum wear depth are plotted against sliding speedin Fig. 2. In both the environments (LN2 and ambient), the wearrate varies within the same order of magnitude (B10�6 mm3/Nm). However, the wear rate and the maximum wear depth in theLN2 environment are lower than that in ambient condition, in-dependent of the sliding speed. Also, the wear rate/wear depthappears to decrease with the sliding speed in the LN2 environ-ment. Under the selected tribological conditions, the maximumwear depth is o0.5 mm in the LN2 environment and it variesbetween 0.5 and 0.8 mm in ambient condition.
In Fig. 2(c), the wear rate and wear depth after the sliding testat 3.3 m/s with varying loads are plotted as well as summarizedin Table II. Despite the high-speed sliding condition, the vari-ation of wear rate remains in the order of 10�6 mm3/N m. How-ever, wear depth varies in the range of 1–4 mm. From Fig. 2(c), itis also clear that the severity of wear damage increases with loadat a sliding speed of 3.3 m/s.
Some representative 2-D surface profiles of worn surfaces af-ter testing at different operating conditions in LN2 are providedin Fig. 3. In Fig. 3(a), the recorded surface profiles indicate therough nature of the worn surface, as reflected by the observationof multiple hills and valleys (often sharp) on the individual 2-Dprofile. In case of sintered SiC, the grain boundaries mainlyconsist of free Si, which is removed during the wear process.When most of the free Si along a grain boundary is lost, a graincan be pulled out. Such grain pull-out-induced wear mechanism,as also revealed in worn surface topography (discussed later),resulted in the worn surface being very rough and consistent
Fig. 2. Specific wear rate and maximum wear depth of silicon carbide (SiC) disk after sliding against SiC ball at various linear sliding speeds under 5Nload for 600 s in liquid nitrogen (LN2) (a) and ambient conditions (b) as well as with varying load in LN2 at sliding speed of 3.3 m/s for 15 min (c).
June 2010 Microfracture and Limited Tribochemical Wear of Silicon Carbide 1767
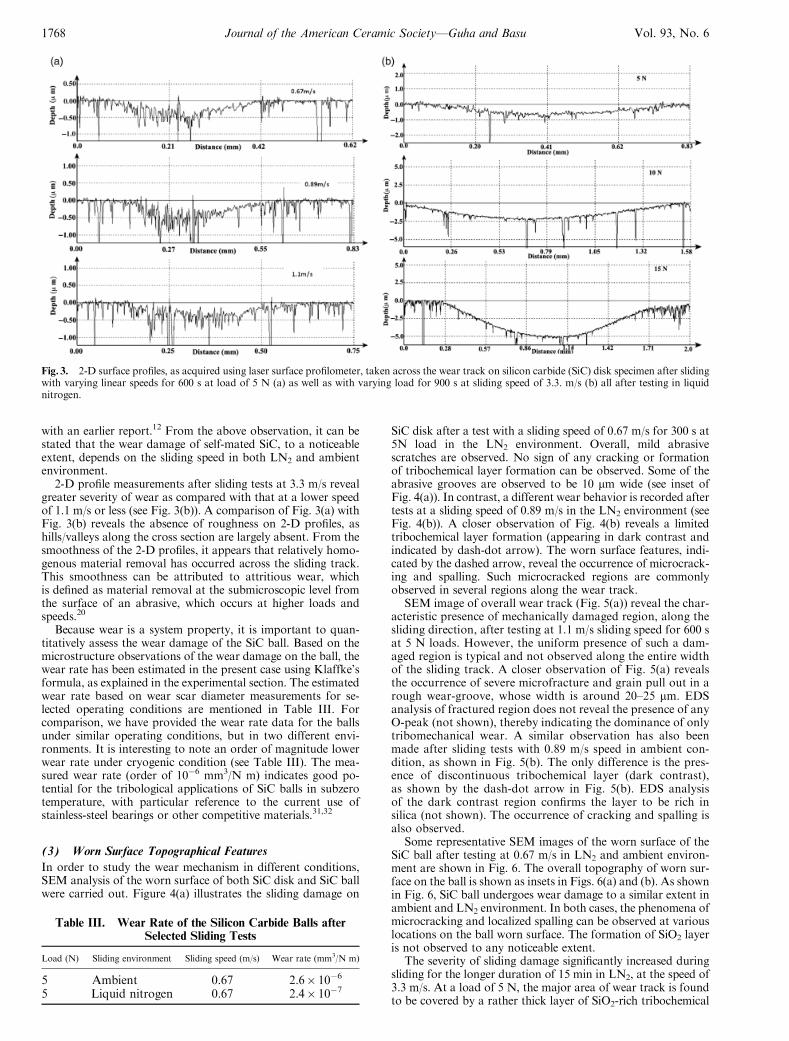
with an earlier report.12 From the above observation, it can bestated that the wear damage of self-mated SiC, to a noticeableextent, depends on the sliding speed in both LN2 and ambientenvironment.
2-D profile measurements after sliding tests at 3.3 m/s revealgreater severity of wear as compared with that at a lower speedof 1.1 m/s or less (see Fig. 3(b)). A comparison of Fig. 3(a) withFig. 3(b) reveals the absence of roughness on 2-D profiles, ashills/valleys along the cross section are largely absent. From thesmoothness of the 2-D profiles, it appears that relatively homo-genous material removal has occurred across the sliding track.This smoothness can be attributed to attritious wear, whichis defined as material removal at the submicroscopic level fromthe surface of an abrasive, which occurs at higher loads andspeeds.20
Because wear is a system property, it is important to quan-titatively assess the wear damage of the SiC ball. Based on themicrostructure observations of the wear damage on the ball, thewear rate has been estimated in the present case using Klaffke’sformula, as explained in the experimental section. The estimatedwear rate based on wear scar diameter measurements for se-lected operating conditions are mentioned in Table III. Forcomparison, we have provided the wear rate data for the ballsunder similar operating conditions, but in two different envi-ronments. It is interesting to note an order of magnitude lowerwear rate under cryogenic condition (see Table III). The mea-sured wear rate (order of 10�6 mm3/N m) indicates good po-tential for the tribological applications of SiC balls in subzerotemperature, with particular reference to the current use ofstainless-steel bearings or other competitive materials.31,32
(3) Worn Surface Topographical Features
In order to study the wear mechanism in different conditions,SEM analysis of the worn surface of both SiC disk and SiC ballwere carried out. Figure 4(a) illustrates the sliding damage on
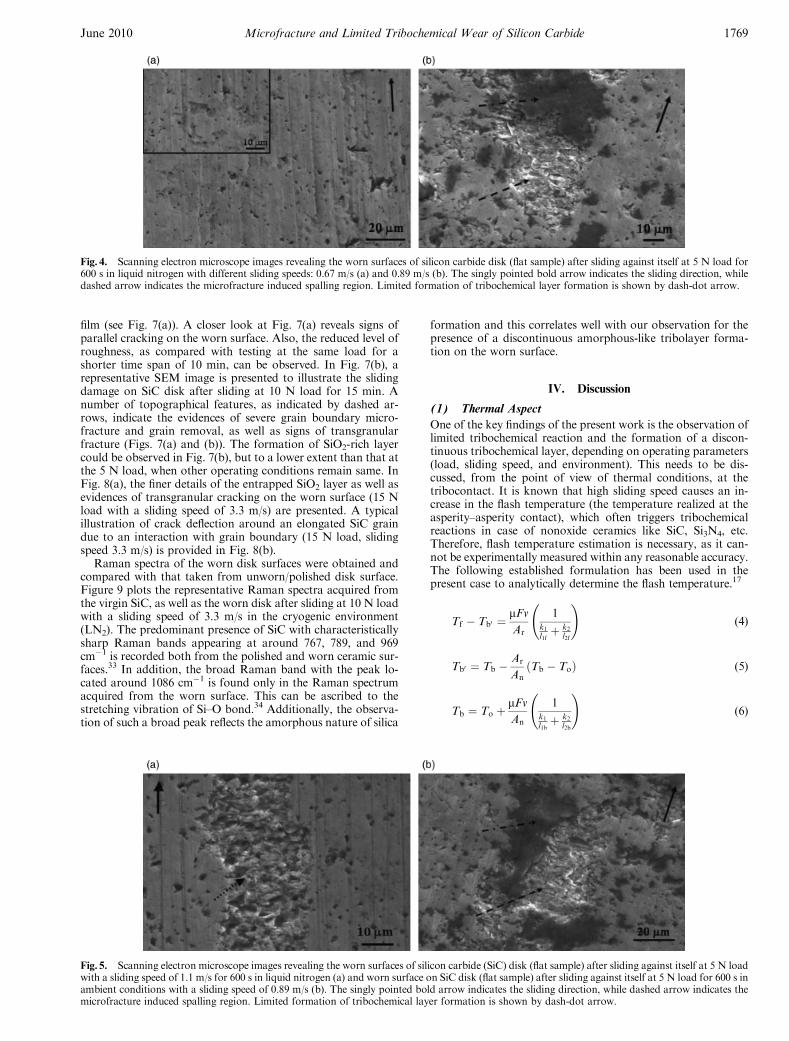
SiC disk after a test with a sliding speed of 0.67 m/s for 300 s at5N load in the LN2 environment. Overall, mild abrasivescratches are observed. No sign of any cracking or formationof tribochemical layer formation can be observed. Some of theabrasive grooves are observed to be 10 mm wide (see inset ofFig. 4(a)). In contrast, a different wear behavior is recorded aftertests at a sliding speed of 0.89 m/s in the LN2 environment (seeFig. 4(b)). A closer observation of Fig. 4(b) reveals a limitedtribochemical layer formation (appearing in dark contrast andindicated by dash-dot arrow). The worn surface features, indi-cated by the dashed arrow, reveal the occurrence of microcrack-ing and spalling. Such microcracked regions are commonlyobserved in several regions along the wear track.
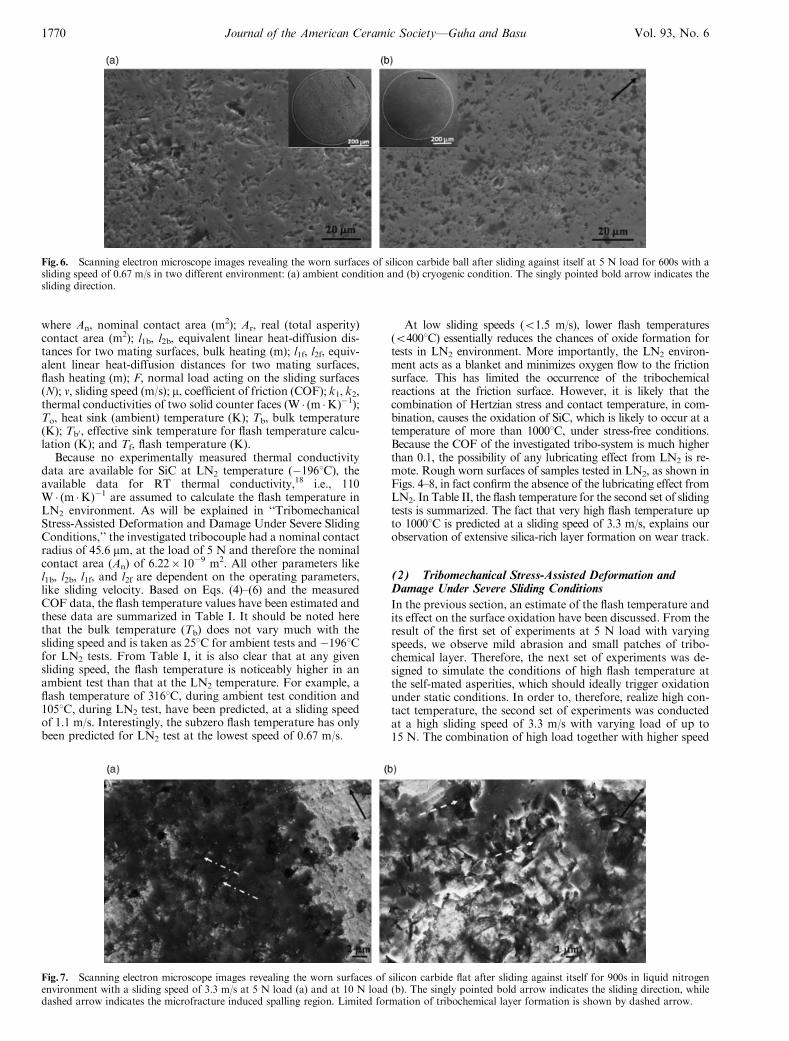
SEM image of overall wear track (Fig. 5(a)) reveal the char-acteristic presence of mechanically damaged region, along thesliding direction, after testing at 1.1 m/s sliding speed for 600 sat 5 N loads. However, the uniform presence of such a dam-aged region is typical and not observed along the entire widthof the sliding track. A closer observation of Fig. 5(a) revealsthe occurrence of severe microfracture and grain pull out in arough wear-groove, whose width is around 20–25 mm. EDSanalysis of fractured region does not reveal the presence of anyO-peak (not shown), thereby indicating the dominance of onlytribomechanical wear. A similar observation has also beenmade after sliding tests with 0.89 m/s speed in ambient con-dition, as shown in Fig. 5(b). The only difference is the pres-ence of discontinuous tribochemical layer (dark contrast),as shown by the dash-dot arrow in Fig. 5(b). EDS analysisof the dark contrast region confirms the layer to be rich insilica (not shown). The occurrence of cracking and spalling isalso observed.
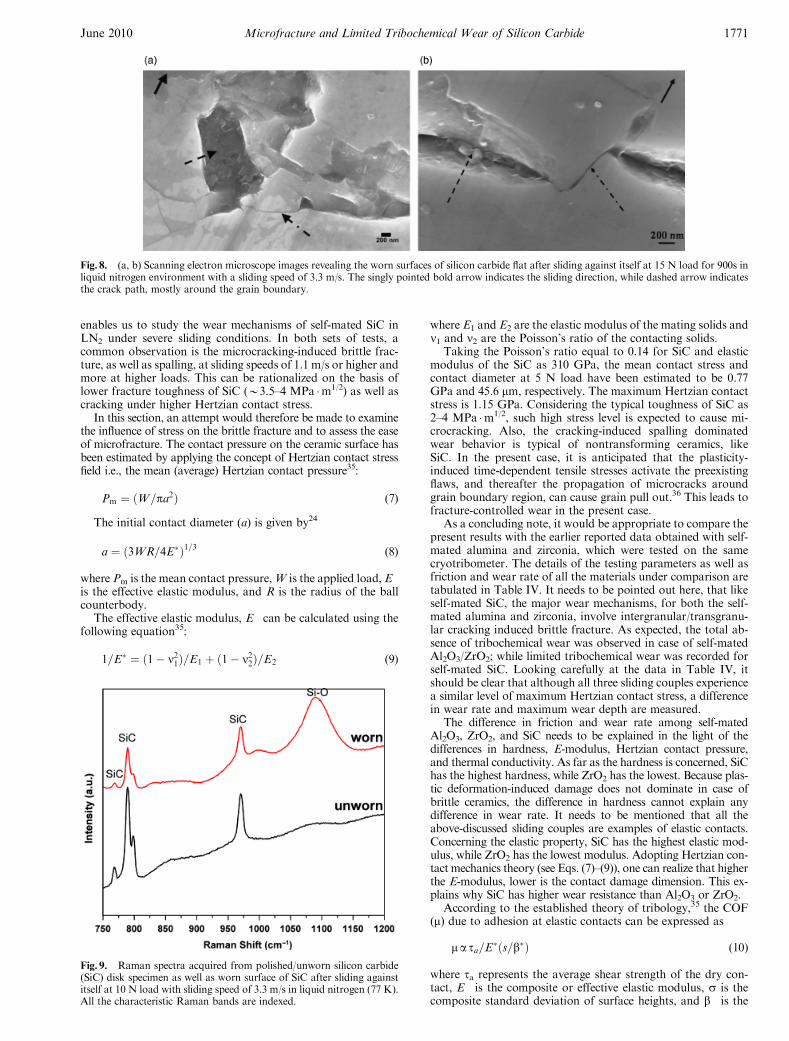
Some representative SEM images of the worn surface of theSiC ball after testing at 0.67 m/s in LN2 and ambient environ-ment are shown in Fig. 6. The overall topography of worn sur-face on the ball is shown as insets in Figs. 6(a) and (b). As shownin Fig. 6, SiC ball undergoes wear damage to a similar extent inambient and LN2 environment. In both cases, the phenomena ofmicrocracking and localized spalling can be observed at variouslocations on the ball worn surface. The formation of SiO2 layeris not observed to any noticeable extent.
The severity of sliding damage significantly increased duringsliding for the longer duration of 15 min in LN2, at the speed of3.3 m/s. At a load of 5 N, the major area of wear track is foundto be covered by a rather thick layer of SiO2-rich tribochemical
Fig. 3. 2-D surface profiles, as acquired using laser surface profilometer, taken across the wear track on silicon carbide (SiC) disk specimen after slidingwith varying linear speeds for 600 s at load of 5 N (a) as well as with varying load for 900 s at sliding speed of 3.3. m/s (b) all after testing in liquidnitrogen.
Table III. Wear Rate of the Silicon Carbide Balls afterSelected Sliding Tests
Load (N) Sliding environment Sliding speed (m/s) Wear rate (mm3/N m)
5 Ambient 0.67 2.6� 10�6
5 Liquid nitrogen 0.67 2.4� 10�7
1768 Journal of the American Ceramic Society—Guha and Basu Vol. 93, No. 6
film (see Fig. 7(a)). A closer look at Fig. 7(a) reveals signs ofparallel cracking on the worn surface. Also, the reduced level ofroughness, as compared with testing at the same load for ashorter time span of 10 min, can be observed. In Fig. 7(b), arepresentative SEM image is presented to illustrate the slidingdamage on SiC disk after sliding at 10 N load for 15 min. Anumber of topographical features, as indicated by dashed ar-rows, indicate the evidences of severe grain boundary micro-fracture and grain removal, as well as signs of transgranularfracture (Figs. 7(a) and (b)). The formation of SiO2-rich layercould be observed in Fig. 7(b), but to a lower extent than that atthe 5 N load, when other operating conditions remain same. InFig. 8(a), the finer details of the entrapped SiO2 layer as well asevidences of transgranular cracking on the worn surface (15 Nload with a sliding speed of 3.3 m/s) are presented. A typicalillustration of crack deflection around an elongated SiC graindue to an interaction with grain boundary (15 N load, slidingspeed 3.3 m/s) is provided in Fig. 8(b).
Raman spectra of the worn disk surfaces were obtained andcompared with that taken from unworn/polished disk surface.Figure 9 plots the representative Raman spectra acquired fromthe virgin SiC, as well as the worn disk after sliding at 10 N loadwith a sliding speed of 3.3 m/s in the cryogenic environment(LN2). The predominant presence of SiC with characteristicallysharp Raman bands appearing at around 767, 789, and 969cm�1 is recorded both from the polished and worn ceramic sur-faces.33 In addition, the broad Raman band with the peak lo-cated around 1086 cm�1 is found only in the Raman spectrumacquired from the worn surface. This can be ascribed to thestretching vibration of Si–O bond.34 Additionally, the observa-tion of such a broad peak reflects the amorphous nature of silica
formation and this correlates well with our observation for thepresence of a discontinuous amorphous-like tribolayer forma-tion on the worn surface.
IV. Discussion
(1) Thermal Aspect
One of the key findings of the present work is the observation oflimited tribochemical reaction and the formation of a discon-tinuous tribochemical layer, depending on operating parameters(load, sliding speed, and environment). This needs to be dis-cussed, from the point of view of thermal conditions, at thetribocontact. It is known that high sliding speed causes an in-crease in the flash temperature (the temperature realized at theasperity–asperity contact), which often triggers tribochemicalreactions in case of nonoxide ceramics like SiC, Si3N4, etc.Therefore, flash temperature estimation is necessary, as it can-not be experimentally measured within any reasonable accuracy.The following established formulation has been used in thepresent case to analytically determine the flash temperature.17
Tf � Tb0 ¼mFvAr
1k1l1fþ k2
l2f
!(4)
Tb0 ¼ Tb �Ar
AnTb � Toð Þ (5)
Tb ¼ To þmFvAn
1k1l1bþ k2
l2b
!(6)
Fig. 4. Scanning electron microscope images revealing the worn surfaces of silicon carbide disk (flat sample) after sliding against itself at 5 N load for600 s in liquid nitrogen with different sliding speeds: 0.67 m/s (a) and 0.89 m/s (b). The singly pointed bold arrow indicates the sliding direction, whiledashed arrow indicates the microfracture induced spalling region. Limited formation of tribochemical layer formation is shown by dash-dot arrow.
Fig. 5. Scanning electron microscope images revealing the worn surfaces of silicon carbide (SiC) disk (flat sample) after sliding against itself at 5 N loadwith a sliding speed of 1.1 m/s for 600 s in liquid nitrogen (a) and worn surface on SiC disk (flat sample) after sliding against itself at 5 N load for 600 s inambient conditions with a sliding speed of 0.89 m/s (b). The singly pointed bold arrow indicates the sliding direction, while dashed arrow indicates themicrofracture induced spalling region. Limited formation of tribochemical layer formation is shown by dash-dot arrow.
June 2010 Microfracture and Limited Tribochemical Wear of Silicon Carbide 1769
where An, nominal contact area (m2); Ar, real (total asperity)contact area (m2); l1b, l2b, equivalent linear heat-diffusion dis-tances for two mating surfaces, bulk heating (m); l1f, l2f, equiv-alent linear heat-diffusion distances for two mating surfaces,flash heating (m); F, normal load acting on the sliding surfaces(N); v, sliding speed (m/s); m, coefficient of friction (COF); k1, k2,thermal conductivities of two solid counter faces (W � (m �K)�1);To, heat sink (ambient) temperature (K); Tb, bulk temperature(K); Tb0, effective sink temperature for flash temperature calcu-lation (K); and Tf, flash temperature (K).
Because no experimentally measured thermal conductivitydata are available for SiC at LN2 temperature (�1961C), theavailable data for RT thermal conductivity,18 i.e., 110W � (m �K)�1 are assumed to calculate the flash temperature inLN2 environment. As will be explained in ‘‘TribomechanicalStress-Assisted Deformation and Damage Under Severe SlidingConditions,’’ the investigated tribocouple had a nominal contactradius of 45.6 mm, at the load of 5 N and therefore the nominalcontact area (An) of 6.22� 10�9 m2. All other parameters likel1b, l2b, l1f, and l2f are dependent on the operating parameters,like sliding velocity. Based on Eqs. (4)–(6) and the measuredCOF data, the flash temperature values have been estimated andthese data are summarized in Table I. It should be noted herethat the bulk temperature (Tb) does not vary much with thesliding speed and is taken as 251C for ambient tests and �1961Cfor LN2 tests. From Table I, it is also clear that at any givensliding speed, the flash temperature is noticeably higher in anambient test than that at the LN2 temperature. For example, aflash temperature of 3161C, during ambient test condition and1051C, during LN2 test, have been predicted, at a sliding speedof 1.1 m/s. Interestingly, the subzero flash temperature has onlybeen predicted for LN2 test at the lowest speed of 0.67 m/s.
At low sliding speeds (o1.5 m/s), lower flash temperatures(o4001C) essentially reduces the chances of oxide formation fortests in LN2 environment. More importantly, the LN2 environ-ment acts as a blanket and minimizes oxygen flow to the frictionsurface. This has limited the occurrence of the tribochemicalreactions at the friction surface. However, it is likely that thecombination of Hertzian stress and contact temperature, in com-bination, causes the oxidation of SiC, which is likely to occur at atemperature of more than 10001C, under stress-free conditions.Because the COF of the investigated tribo-system is much higherthan 0.1, the possibility of any lubricating effect from LN2 is re-mote. Rough worn surfaces of samples tested in LN2, as shown inFigs. 4–8, in fact confirm the absence of the lubricating effect fromLN2. In Table II, the flash temperature for the second set of slidingtests is summarized. The fact that very high flash temperature upto 10001C is predicted at a sliding speed of 3.3 m/s, explains ourobservation of extensive silica-rich layer formation on wear track.
(2) Tribomechanical Stress-Assisted Deformation andDamage Under Severe Sliding Conditions
In the previous section, an estimate of the flash temperature andits effect on the surface oxidation have been discussed. From theresult of the first set of experiments at 5 N load with varyingspeeds, we observe mild abrasion and small patches of tribo-chemical layer. Therefore, the next set of experiments was de-signed to simulate the conditions of high flash temperature atthe self-mated asperities, which should ideally trigger oxidationunder static conditions. In order to, therefore, realize high con-tact temperature, the second set of experiments was conductedat a high sliding speed of 3.3 m/s with varying load of up to15 N. The combination of high load together with higher speed
Fig. 6. Scanning electron microscope images revealing the worn surfaces of silicon carbide ball after sliding against itself at 5 N load for 600s with asliding speed of 0.67 m/s in two different environment: (a) ambient condition and (b) cryogenic condition. The singly pointed bold arrow indicates thesliding direction.
Fig. 7. Scanning electron microscope images revealing the worn surfaces of silicon carbide flat after sliding against itself for 900s in liquid nitrogenenvironment with a sliding speed of 3.3 m/s at 5 N load (a) and at 10 N load (b). The singly pointed bold arrow indicates the sliding direction, whiledashed arrow indicates the microfracture induced spalling region. Limited formation of tribochemical layer formation is shown by dashed arrow.
1770 Journal of the American Ceramic Society—Guha and Basu Vol. 93, No. 6
enables us to study the wear mechanisms of self-mated SiC inLN2 under severe sliding conditions. In both sets of tests, acommon observation is the microcracking-induced brittle frac-ture, as well as spalling, at sliding speeds of 1.1 m/s or higher andmore at higher loads. This can be rationalized on the basis oflower fracture toughness of SiC (B3.5–4 MPa �m1/2) as well ascracking under higher Hertzian contact stress.
In this section, an attempt would therefore be made to examinethe influence of stress on the brittle fracture and to assess the easeof microfracture. The contact pressure on the ceramic surface hasbeen estimated by applying the concept of Hertzian contact stressfield i.e., the mean (average) Hertzian contact pressure35:
Pm ¼ ðW=pa2Þ (7)
The initial contact diameter (a) is given by24
a ¼ ð3WR=4E�Þ1=3 (8)
where Pm is the mean contact pressure,W is the applied load, E�
is the effective elastic modulus, and R is the radius of the ballcounterbody.
The effective elastic modulus, E� can be calculated using thefollowing equation35:
1=E� ¼ ð1� n21Þ=E1 þ ð1� n22Þ=E2 (9)
where E1 and E2 are the elastic modulus of the mating solids andn1 and n2 are the Poisson’s ratio of the contacting solids.
Taking the Poisson’s ratio equal to 0.14 for SiC and elasticmodulus of the SiC as 310 GPa, the mean contact stress andcontact diameter at 5 N load have been estimated to be 0.77GPa and 45.6 mm, respectively. The maximum Hertzian contactstress is 1.15 GPa. Considering the typical toughness of SiC as2–4 MPa �m1/2, such high stress level is expected to cause mi-crocracking. Also, the cracking-induced spalling dominatedwear behavior is typical of nontransforming ceramics, likeSiC. In the present case, it is anticipated that the plasticity-induced time-dependent tensile stresses activate the preexistingflaws, and thereafter the propagation of microcracks aroundgrain boundary region, can cause grain pull out.36 This leads tofracture-controlled wear in the present case.
As a concluding note, it would be appropriate to compare thepresent results with the earlier reported data obtained with self-mated alumina and zirconia, which were tested on the samecryotribometer. The details of the testing parameters as well asfriction and wear rate of all the materials under comparison aretabulated in Table IV. It needs to be pointed out here, that likeself-mated SiC, the major wear mechanisms, for both the self-mated alumina and zirconia, involve intergranular/transgranu-lar cracking induced brittle fracture. As expected, the total ab-sence of tribochemical wear was observed in case of self-matedAl2O3/ZrO2; while limited tribochemical wear was recorded forself-mated SiC. Looking carefully at the data in Table IV, itshould be clear that although all three sliding couples experiencea similar level of maximum Hertzian contact stress, a differencein wear rate and maximum wear depth are measured.
The difference in friction and wear rate among self-matedAl2O3, ZrO2, and SiC needs to be explained in the light of thedifferences in hardness, E-modulus, Hertzian contact pressure,and thermal conductivity. As far as the hardness is concerned, SiChas the highest hardness, while ZrO2 has the lowest. Because plas-tic deformation-induced damage does not dominate in case ofbrittle ceramics, the difference in hardness cannot explain anydifference in wear rate. It needs to be mentioned that all theabove-discussed sliding couples are examples of elastic contacts.Concerning the elastic property, SiC has the highest elastic mod-ulus, while ZrO2 has the lowest modulus. Adopting Hertzian con-tact mechanics theory (see Eqs. (7)–(9)), one can realize that higherthe E-modulus, lower is the contact damage dimension. This ex-plains why SiC has higher wear resistance than Al2O3 or ZrO2.
According to the established theory of tribology,35 the COF(m) due to adhesion at elastic contacts can be expressed as
m a ta=E�ðs=b�Þ (10)
where ta represents the average shear strength of the dry con-tact, E� is the composite or effective elastic modulus, s is thecomposite standard deviation of surface heights, and b� is the
Fig. 8. (a, b) Scanning electron microscope images revealing the worn surfaces of silicon carbide flat after sliding against itself at 15 N load for 900s inliquid nitrogen environment with a sliding speed of 3.3 m/s. The singly pointed bold arrow indicates the sliding direction, while dashed arrow indicatesthe crack path, mostly around the grain boundary.
Fig. 9. Raman spectra acquired from polished/unworn silicon carbide(SiC) disk specimen as well as worn surface of SiC after sliding againstitself at 10 N load with sliding speed of 3.3 m/s in liquid nitrogen (77 K).All the characteristic Raman bands are indexed.
June 2010 Microfracture and Limited Tribochemical Wear of Silicon Carbide 1771

composite correlation length. Because all the three sliding cou-ples are smoothly polished to similar roughness values (RaB0.1mm), it is clear from the above expression that self-mated SiCshould have higher COF than self-mated Al2O3. While this isobserved experimentally in our tests (see Table IV), we also no-tice higher COF of self-mated ZrO2 than self-mated SiC. There-fore, the influence of other parameter, e.g., thermal conductivityneeds to be considered. SiC has the highest thermal conductivity(l), for which ZrO2 has the lowest l value. Following the dis-cussion made in ‘‘Thermal Aspect,’’ it is likely that thermallyinduced brittle fracture should lead to enhanced wear in the caseof self-mated ZrO2. This should be followed by Al2O3 and SiC.Such a quantitative trend although is observed in wear rate data,no such trend is reflected in frictional properties. Relativelylower COF in case of self-mated Al2O3 can be attributed to in-creased l (10 times than RT value) in LN2, and therefore muchlower flash temperature as well as easier dissipation of heat fromcontacting surfaces to the heat sink. As far as the Hertzian con-tact stress (max) is concerned, the wear rate of self-mated SiC,Al2O3, and ZrO2 are 6� 10�6 mm3/nm at 1.45 GPa pressure;8.3� 10�5 mm3/nm at 0.99 GPa pressure; and 4� 10�4 mm3/nmat 0.49 GPa contact pressure, respectively. Such an inverse re-lationship in the present case confirms that Hertzian contactpressure is an important parameter that needs to be consideredwhile selecting materials for given tribological applications. Onthe basis of the combination of COF and wear rate under similaroperating conditions, the better tribological properties of self-mated SiC in comparison with that of Al2O3 or ZrO2 can there-fore be realized.
V. Conclusions
(a) Considerable fluctuation in frictional behavior, duringthe running-in period is recorded from sliding tests under a widespectrum of operating conditions. The steady-state COF isfound to be dependent more on load than on sliding speed inLN2. At a constant load of 5 N, steady-state COF varies around0.33–0.4, depending on the sliding speed and environment; whileat a higher sliding speed of 3.3 m/s, steady-state COF variesaround 0.28–0.35, with variation of loads in the range of 5–15N.
(b) Although wear rate varies around 10�7–10�6 mm3/N m,better wear resistance is measured during LN2 sliding conditionsthan those in ambient conditions, independent of the slidingspeed at 5 N load. At a higher speed of 3.3 m/s, the wear rateincreases with the load. Under extreme severe conditions of 15 Nload (speed 3.3 m/s, duration 900 s), a maximum wear depth ofaround 5 mm was measured. A comparison with the earlier pub-lished results, obtained with self-mated alumina or zirconia, us-ing same cryo-tribometer, establishes a better tribologicalpotential of SiC in cryogenic sliding conditions.
(c) Grain boundary microfracture, as well as spalling areidentified as dominant wear mechanisms. Some signs of trans-granular fracture, as well as crack deflection at the microscalearound a-SiC grains are also observed during high-speed slidingat 3.3 m/s. The dominance of tribomechanical wear is discussedwith reference to the Hertzian contact stress conditions.
(d) Limited contribution from the tribochemical wear hasbeen explained in terms of the estimated flash temperature at
tribocontacts. Raman spectroscopy analysis of worn surfaceconfirms the formation of amorphous silica-rich tribolayer.
Acknowledgments
The authors also thank Dr. Rajeev Gupta for Raman spectroscopy measure-ments. The authors express their gratitude to Shouriya Dutta Gupta for assistancein preparing high-quality images.
References
1W. D. G. Bocker, ‘‘Covalent High-Performance Ceramics,’’ Adv. Mater., 4 [3]169–78 (1992).
2N. P. Padture, ‘‘In Situ Toughened Silicon Carbide,’’ J. Am. Ceram. Soc., 77 [2]519–23 (1994).
3N. P. Padture and B. R. Lawn, ‘‘Toughness Properties of a Silicon Carbidewith an In Situ Induced Heterogeneous Grain Structure,’’ J. Am. Ceram. Soc., 77[10] 2518–22 (1994).
4C. Greskovich and J. H. Rosolowski, ‘‘Sintering of Covalent Solids,’’ J. Am.Ceram. Soc., 59 [7–8] 336–43 (1976).
5F. F. Lange, ‘‘Hot-Pressing Behavior of Silicon Carbide Powders with Addi-tions of Aluminium Oxide,’’ J. Mater. Sci., 10, 314–20 (1975).
6K. Negita, ‘‘Effective Sintering Aids for Silicon Carbide Ceramics: Reactivitiesof Silicon Carbide with Various Additives,’’ J. Am. Ceram. Soc., 69 [12] C-308–10(1986).
7K. H. Zum Ghar, R. Blattner, D.-H. Wang, and K. Pohlmann, ‘‘Micro- andMacro Tribological Properties of SiC Ceramics in Sliding Contact,’’ Wear, 250,299–310 (2001).
8T. E. Fischer, Z. Zhu, H. Kim, and D. S. Shin, ‘‘Genesis and Role of WearDebris in Sliding Wear of Ceramics,’’ Wear, 245, 53–60 (2000).
9R. Wasche and D. Klaffke, ‘‘Wear of Multiphase SiC Based Ceramic Com-posites Containing Free Carbon,’’ Wear, 249, 220–8 (2001).
10S. M. Hsu and M. Shen, ‘‘Wear Prediction of Ceramics,’’ Wear, 256, 867–78(2004).
11V. S. R. Murthy, H. Kobayashi, N. Tamari, S. Tsurekawa, T. Watanabe, andK. Kato, ‘‘Effect of Doping Elements on the Friction and Wear Properties of SiCin Unlubricated Sliding Condition,’’ Wear, 257, 89–96 (2004).
12J. F. Li, J. Q. Huang, S. H. Tan, Z. M. Cheng, and C. X. Ding, ‘‘TribologicalProperties of Silicon Carbide Under Water-Lubricated Sliding,’’ Wear, 218, 167–71 (1998).
13X. Dong, S. Jahanmir, and L. K. Ives, ‘‘Wear Transition Diagram for SiliconCarbide,’’ Tribol. Int., 28 [8] 559–72 (1995).
14S. M. Hsu and M. C. Shen, ‘‘Ceramic Wear Maps,’’ Wear, 200, 154–75(1996).
15P. Andersson and P. Lintula, ‘‘Load-Carrying Capability of Water LubricatedCeramic Journal Bearings,’’ Tribol. Int., 27, 315–21 (1994).
16P. Anderson and A. Blomberg, ‘‘Instability in the Tribochemical Wear of Sil-icon Carbide in Unlubricated Sliding Contacts,’’ Wear, 174, 1–7 (1994).
17J. Takadoum, Z. Zsiga, and C. Roques-Carmes, ‘‘Wear Mechanism of SiliconCarbide: New Observations,’’ Wear, 174, 239–42 (1994).
18L. C. Erickson, A. Blomberg, S. Hogmark, and J. Bratthall, ‘‘TribologicalCharacterization of Alumina and Silicon Carbide Under Lubricated Sliding,’’Tribol. Int., 26 [2] 83–92 (1993).
19S. Sasaki, ‘‘The Effects of the Surrounding Atmosphere on the Friction andWear of Alumina, Zirconia, Silicon Carbide and Silicon Nitride,’’Wear, 134, 185–200 (1989).
20R. Komanduri and M. C. Shaw, ‘‘Wear of Silicon Carbide in High SpeedSliding,’’ Wear, 36, 363–71 (1976).
21K. Sang and Z. Jin, ‘‘Unlubricated Friction of Reaction-Sintered Silicon Car-bide and its Composite with Nickel,’’ Wear, 246, 34–9 (2000).
22M. Nosaka, M. Kikuchi, M. Oke, and N. Kawai, ‘‘Tribo-Characteristics ofCryogenic Hybrid Ceramic Ball Bearings for Rocket Turbopumps: Bearing Wearand Transfer Film,’’ Tribol. Trans., 42 [1] 106–15 (1999).
23M. Nosaka, S. Takada, M. Kikuchi, T. Sudo, and M. Yoshida, ‘‘Ultra-HighSpeed Performance of Ball Bearings and Annular Seals in Liquid Hydrogen at upto 3 Million DN (120,000 rpm),’’ Tribol. Trans., 47, 43–53 (2004).
24M. Nosaka, M. Oike, K. Kamijo, and M. Kikuchi, ‘‘Experimental Study ofLubricating Performance of Self-Lubricating Ball Bearings for Liquid HydrogenTurbopumps,’’ Lubr. Eng., 44, 30–44 (1988).
Table IV. A Comparison of the Sliding Wear Properties of Self-Mated SiC with Our Earlier Research Results, Obtained withOther Self-Mated Structural Ceramics in Liquid Nitrogen Environment
Tribosystem
Vickers hardness
(GPa) E� (GPa) Load (N)
Sliding
speed (m/s)
Maximum Hertzian
contact stress (GPa) COF
Wear rate
(mm3/N m) References
Self-mated Al2O3 20.1 (Hv500) 214.3 10 3.3 0.99 0.15 8.3� 10�5 Khanna and Basu28
Self-mated ZrO2 16.2 (Hv500) 115.4 5 1.1 0.49 0.55–0.75 4� 10�4 Khanna and Basu29
Self-mated SiC 33.5 (Hv500) 170.3 5 1.1 1.20 0.33 7� 10�7 Present work10 3.3 1.45 0.30 6� 10�6
All the sliding experiments were conducted on the same cryogenic tribometer. The Vickers hardness values of different ceramic flats, as obtained with an indent load of
500 g are also mentioned. The composite elastic modulus, E� is defined as per Eq. (6). SiC, silicon carbide; COF, coefficient of friction.
1772 Journal of the American Ceramic Society—Guha and Basu Vol. 93, No. 6

25T. Gradt, T. Schneider, W. Hubner, and H. Borner, ‘‘Friction and Wear atLow Temperatures,’’ Int. J. Hydrogen Energy, 23, 397–403 (1998).
26Y. L. Ostrovskaya, T. P. Yukhno, G. D. Gamulya, Y. V. Vvedenskij, and V. I.Kuleba, ‘‘Low Temperature Tribology at the B. Verkin Institute for Low Tem-perature Physics and Engineering (Historical Review),’’ Tribol. Int., 34, 265–76(2001).
27W. Hubner, T. Gradt, T. Schneider, and H. Borner, ‘‘Tribological Behaviourof Materials at Cryogenic Temperatures,’’ Wear, 216, 150–9 (1998).
28R. Khanna and B. Basu, ‘‘Low Friction and Severe wear of Alumina in Cryo-genic Environment: A First Report,’’ J. Mater. Res., 21 [4] 832–43 (2006).
29R. Khanna and B. Basu, ‘‘Sliding Wear Properties of Self-Mated Yttria-Stab-ilised Tetragonal Zirconia Ceramics in Cryogenic Environment,’’ J. Am. Ceram.Soc., 90 [8] 2525–34 (2007).
30G. R. Anstis, P. Chantikul, B. R. Lawn, and D. B. Marshall, ‘‘A CriticalEvaluation of Indentation Techniques forMeasuring Fracture Toughness,’’ J. Am.Ceram. Soc., 64, 553–7 (1981).
31B. Subramonian and B. Basu, ‘‘Development of a High-Speed CryogenicTribometer: Design Concept and Experimental Results,’’ Mater. Sci. Eng. A, 415,72–9 (2006).
32B. Subramonian, K. Kato, K. Adachi, and B. Basu, ‘‘Experimental Evaluationof Friction and Wear Properties of Solid Lubricant Coatings on SUS440C Steel inLiquid Nitrogen,’’ Tribol. Lett., 20 [3–4] 263–72 (2005).
33A. Killer, K. G. Nickel, and Y. Gogotsi, ‘‘Raman Microscopy of Nanocrys-talline and Amorphous Phases in Hardness Indentations,’’ J. Raman Spectrosc.,30, 939–46 (1999).
34Y. Sasaki, Y. Nishina, M. Sato, and K. Okamura, ‘‘Raman Study of SiC Fi-bers Made from Polycarbosilane,’’ J. Mater. Sci., 22, 443–8 (1987).
35B. Bhushan, Principles and Applications of Tribology. Wiley-Interscience, NewYork, 1999.
36O. Borrero-Lopez, A. L. Ortiz, F. Guiberteau, and N. P. Padture, ‘‘SlidingWear-Resistant Liquid-Phase-Sintering SiC Processes Using a-SiC Starting Pow-ders,’’ J. Am. Ceram. Soc., 90 [2] 541–5 (2007). &
June 2010 Microfracture and Limited Tribochemical Wear of Silicon Carbide 1773
Related Documents











