1 METODE SIX SIGMA DAN KEPUASAN PELANGGAN Oleh : POLTAK BANJARNAHOR 55414120042 DOSEN : DR. IR. IWAN KRISNADI,MBA Kepada PROGRAM PASCASARJANA FAKULTAS TEKNIK JURUSAN MAGISTER TEKNIK ELEKTRO UNIVERSITAS MERCUBUANA 2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
METODE SIX SIGMA DAN KEPUASAN PELANGGAN
Oleh :
POLTAK BANJARNAHOR
55414120042
DOSEN : DR. IR. IWAN KRISNADI,MBA
Kepada
PROGRAM PASCASARJANA
FAKULTAS TEKNIK
JURUSAN MAGISTER TEKNIK ELEKTRO
UNIVERSITAS MERCUBUANA
2015

2
SIX SIGMA DAN KEPUASAN PELANGGAN
ABSTRAK
Six sigma adalah suatu cara untuk mengukur kemungkinan perusahaan dapat membuat atau
menghasilkan berbagai jumlah unit yang ditentukan dari suatu produk atau jasa dengan jumlah
cacat nol (zero defects).
Tujuannya tidak hanya mengurangi produksi jumlah cacat pada barang tetapi juga menghilangkan
cacat pada organisasi itu. Six Sigma merupakan penilaian yang menandakan “terbaik di kelasnya”,
dengan hanya 3.4 cacat per juta unit atau produksi. Penggunaan utama Six Sigma dalam mengukur
nol cacat telah digunakan dalam industri pabrik. Kebanyakan perusahaan pabrik AS rata-rata
tingkatannya di bawah empat sigma. Di tahun 1990, IBM pada tingkat rata-rata tiga sigma,
sedangkan Motorola pada tingkat empat sigma. Secara komparatif dapat dikatakan, industri apa
pun, kebanyakan perusahaan rata-rata terletak pada tingkat empat sigma pada awal 1990, dengan
pengecualian tingkat kecelakaan perusahaan penerbangan domestik terletak pada lima sigma.
Sebagai contoh, penanganan bagasi oleh perusahaan penerbangan, penulisan resep dokter,
pemrosesan gaji, tagihan rumah makan, dan voucher jurnal semua pada tingkat empat sigma.
Walaupun Six Sigma adalah suatu ukuran umum jumlah cacat nol di pabrik, beberapa perusahaan
sudah memperluas konsep nol cacat ini, diukur oleh Six Sigma, kepada kepuasan pelanggan.
Kata Kunci : Six Sigma, DMAIC, DPMO, SOP
PENDAHULUAN
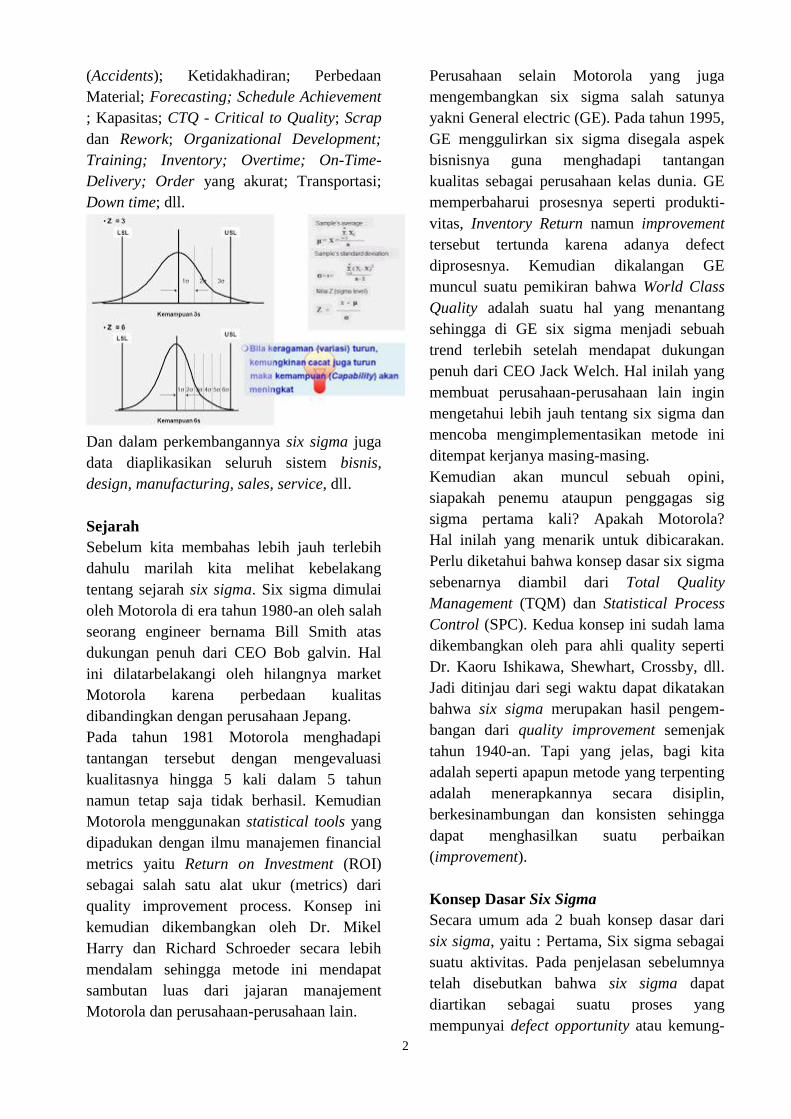
Secara etimologi six sigma tersusun dari 2
kata yaitu : six yang berarti enam dan sigma
yang merupakan simbol dari standard deviasi
atau dapat pula diartikan sebagai ukuran
satuan statistik yang menggambarkan
kemampuan suatu proses dan ukuran nilai
sigma dinyatakan dalam DPU (Defect Per
Unit) atau PPM (Part Per Million). Dapat
dikatakan bahwa proses dengan nilai sigma
yang lebih tinggi (pada suatu proses) akan
mempunyai defect yang lebih sedikit (baik
jumlah defect maupun jenis defect). Semakin
bertambah nilai sigma maka semakin
berkurang Quality Cost dan Cycle time.
Secara epistimologi six sigma merupakan
sebuah metodologi terstruktur untuk
memperbaiki suatu proses dengan
memfokuskan pada usaha-usaha untuk
memperkecil variasi yang terjadi (process
variance) sekaligus mengurangi cacat
ataupun produk atau jasa yang keluar dari
spesifikasi dengan menggunakan metode
statistik dan tools quality lainnya secara
insentif. Umumnya six sigma dituliskan
dalam simbol 6 sigma.
Dan secara sederhana six sigma (6 sigma)
dapat diterjemahkan sebagai suatu proses
yang mempunyai kemungkinan cacat (defect
opportunity) sebanyak 3,4 buah dalam satu
juta produk (jasa). Mengenai penurunan nilai
3,4 sebenarnya banyak sekali kontroversi,
tapi yang terpenting adalah kita memahami
six sigma sebagai sebuah referensi tool untuk
mengurangi jumlah cacat. Defect ialah
Kegagalan dalam menghasilkan suatu produk
sesuai dengan spesifikasi yang telah
ditetapkan sedang yang dimaksud dengan
opportunity (Kesempatan) antara lain :
Kualitas produk; Kualitas komponen; Process
Yield; Tes Destructive; Rejects – Repair;
Visual Check (Appraisal); EHS - OSHA/LTA
2
(Accidents); Ketidakhadiran; Perbedaan
Material; Forecasting; Schedule Achievement
; Kapasitas; CTQ - Critical to Quality; Scrap
dan Rework; Organizational Development;
Training; Inventory; Overtime; On-Time-
Delivery; Order yang akurat; Transportasi;
Down time; dll.
Dan dalam perkembangannya six sigma juga
data diaplikasikan seluruh sistem bisnis,
design, manufacturing, sales, service, dll.
Sejarah
Sebelum kita membahas lebih jauh terlebih
dahulu marilah kita melihat kebelakang
tentang sejarah six sigma. Six sigma dimulai
oleh Motorola di era tahun 1980-an oleh salah
seorang engineer bernama Bill Smith atas
dukungan penuh dari CEO Bob galvin. Hal
ini dilatarbelakangi oleh hilangnya market
Motorola karena perbedaan kualitas
dibandingkan dengan perusahaan Jepang.
Pada tahun 1981 Motorola menghadapi
tantangan tersebut dengan mengevaluasi
kualitasnya hingga 5 kali dalam 5 tahun
namun tetap saja tidak berhasil. Kemudian
Motorola menggunakan statistical tools yang
dipadukan dengan ilmu manajemen financial
metrics yaitu Return on Investment (ROI)
sebagai salah satu alat ukur (metrics) dari
quality improvement process. Konsep ini
kemudian dikembangkan oleh Dr. Mikel
Harry dan Richard Schroeder secara lebih
mendalam sehingga metode ini mendapat
sambutan luas dari jajaran manajement
Motorola dan perusahaan-perusahaan lain.
Perusahaan selain Motorola yang juga
mengembangkan six sigma salah satunya
yakni General electric (GE). Pada tahun 1995,
GE menggulirkan six sigma disegala aspek
bisnisnya guna menghadapi tantangan
kualitas sebagai perusahaan kelas dunia. GE
memperbaharui prosesnya seperti produkti-
vitas, Inventory Return namun improvement
tersebut tertunda karena adanya defect
diprosesnya. Kemudian dikalangan GE
muncul suatu pemikiran bahwa World Class
Quality adalah suatu hal yang menantang
sehingga di GE six sigma menjadi sebuah
trend terlebih setelah mendapat dukungan
penuh dari CEO Jack Welch. Hal inilah yang
membuat perusahaan-perusahaan lain ingin
mengetahui lebih jauh tentang six sigma dan
mencoba mengimplementasikan metode ini
ditempat kerjanya masing-masing.
Kemudian akan muncul sebuah opini,
siapakah penemu ataupun penggagas sig
sigma pertama kali? Apakah Motorola?
Hal inilah yang menarik untuk dibicarakan.
Perlu diketahui bahwa konsep dasar six sigma
sebenarnya diambil dari Total Quality
Management (TQM) dan Statistical Process
Control (SPC). Kedua konsep ini sudah lama
dikembangkan oleh para ahli quality seperti
Dr. Kaoru Ishikawa, Shewhart, Crossby, dll.
Jadi ditinjau dari segi waktu dapat dikatakan
bahwa six sigma merupakan hasil pengem-
bangan dari quality improvement semenjak
tahun 1940-an. Tapi yang jelas, bagi kita
adalah seperti apapun metode yang terpenting
adalah menerapkannya secara disiplin,
berkesinambungan dan konsisten sehingga
dapat menghasilkan suatu perbaikan
(improvement).
Konsep Dasar Six Sigma
Secara umum ada 2 buah konsep dasar dari
six sigma, yaitu : Pertama, Six sigma sebagai
suatu aktivitas. Pada penjelasan sebelumnya
telah disebutkan bahwa six sigma dapat
diartikan sebagai suatu proses yang
mempunyai defect opportunity atau kemung-

3
kinan cacat sebanyak 3,4 buah dalam satu juta
produk atau jasa (DPPM). Untuk mencapai
“target” angka tersebut maka ada beberapa
rangkain aktivitas six sigma yang perlu
dilakukan, misalnya :
a. Memahami dan mendefinsikan suatu proses
design, manufacturing dan service secara
jelas.
b. Aplikasi untuk six sigma statistic tools dan
proses.
c. Mengidentifikasikan faktor penyebab de-
fect.
d. Analisa dan improvement (perbaikan).
e. Melalui penurunan defect ratio akan me-
ningkatkan yield dan total kepuasan
pelanggan.
f. Management innovation tool memberikan
kontribusi terhadap management out put.
Kedua, Six sigma sebagai suatu strategi
bisnis. Secara umum ada ada enam komponen
utama konsep six sigma sebagai strategi
bisnis (Peter S. Pande, 2002: 8), yaitu :
a. Customer service oriented (mengutamakan
pelayanan kepada pelanggan). Definisi
customer (pelanggan) bukan hanya
terbatas pada pembeli saja tetapi juga
berarti rekan kerja kita, orang/ pihak yang
akan menerima hasil kerja kita, masyarakat
umum sebagai pengguna jasa, pemerintah,
dll. Six sigma mampu memberikan
informasi kepada kita mengenai seberapa
bagus produk, service kita dan proses
didalamnya serta membantu kita untuk
menentukan langkah-langkah demi kepua-
san customer secara total.
b. Manajemen yang bedasarkan data dan
fakta.
c. Fokus pada proses, manajemen dan perbai-
kan. Perlu diketahui bahwa six sigma
sangat dipengaruhi dan bergantung pada
seberapa jauh kita memahai suatu proses.
Dan hal ini belum cukup apabila tidak
didukung dengan appresiasi manajemen
yang bagus dalam melakukan perbaikan.
d. Manajemen yang proaktif
e. Kerjasama tim yang bagus
f. Selalu mengejar kesempurnaan. Sig sixma
merupakan suatu tool yang lengkap yang
dapat dipergunakan dan diaplikasikan pada
bidang design, manufaktur, Sales, Service,
dll. Six sigma dapat membantu kita dalam
meraih keuntungan pada suatu persaingan.
Bila kita dapat memperbaiki sigma level
pada proses kita, berarti kualitas produk
akan lebih baik dan biaya-biaya yang tidak
perlu akan berkurang sehingga kita dapat
memenuhi kepuasan customer.
Tahapan-tahapan Six Sigma
Sebagaimana telah dikemukakan sebelumnya
bahwa six sigma merupakan suatu metode
terstruktur. Terstruktur disini dapat diartikan
4
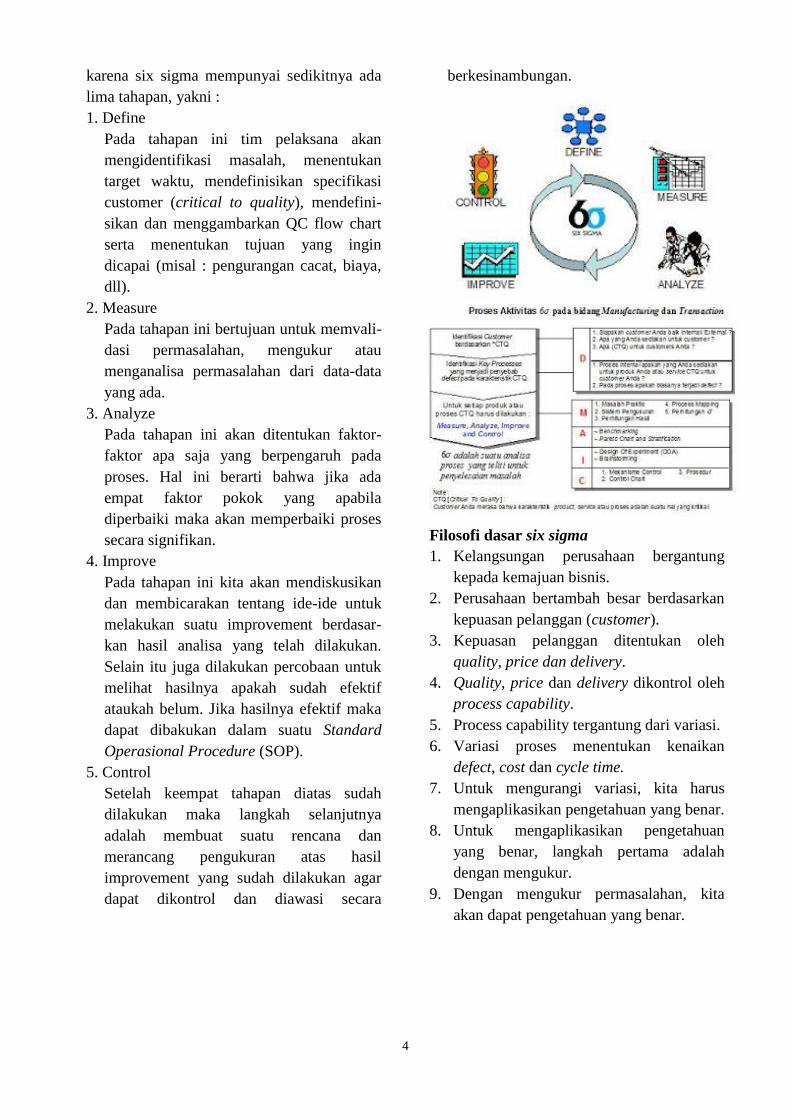
karena six sigma mempunyai sedikitnya ada
lima tahapan, yakni :
1. Define
Pada tahapan ini tim pelaksana akan
mengidentifikasi masalah, menentukan
target waktu, mendefinisikan specifikasi
customer (critical to quality), mendefini-
sikan dan menggambarkan QC flow chart
serta menentukan tujuan yang ingin
dicapai (misal : pengurangan cacat, biaya,
dll).
2. Measure
Pada tahapan ini bertujuan untuk memvali-
dasi permasalahan, mengukur atau
menganalisa permasalahan dari data-data
yang ada.
3. Analyze
Pada tahapan ini akan ditentukan faktor-
faktor apa saja yang berpengaruh pada
proses. Hal ini berarti bahwa jika ada
empat faktor pokok yang apabila
diperbaiki maka akan memperbaiki proses
secara signifikan.
4. Improve
Pada tahapan ini kita akan mendiskusikan
dan membicarakan tentang ide-ide untuk
melakukan suatu improvement berdasar-
kan hasil analisa yang telah dilakukan.
Selain itu juga dilakukan percobaan untuk
melihat hasilnya apakah sudah efektif
ataukah belum. Jika hasilnya efektif maka
dapat dibakukan dalam suatu Standard
Operasional Procedure (SOP).
5. Control
Setelah keempat tahapan diatas sudah
dilakukan maka langkah selanjutnya
adalah membuat suatu rencana dan
merancang pengukuran atas hasil
improvement yang sudah dilakukan agar
dapat dikontrol dan diawasi secara
berkesinambungan.
Filosofi dasar six sigma
1. Kelangsungan perusahaan bergantung
kepada kemajuan bisnis.
2. Perusahaan bertambah besar berdasarkan
kepuasan pelanggan (customer).
3. Kepuasan pelanggan ditentukan oleh
quality, price dan delivery.
4. Quality, price dan delivery dikontrol oleh
process capability.
5. Process capability tergantung dari variasi.
6. Variasi proses menentukan kenaikan
defect, cost dan cycle time.
7. Untuk mengurangi variasi, kita harus
mengaplikasikan pengetahuan yang benar.
8. Untuk mengaplikasikan pengetahuan
yang benar, langkah pertama adalah
dengan mengukur.
9. Dengan mengukur permasalahan, kita
akan dapat pengetahuan yang benar.
5
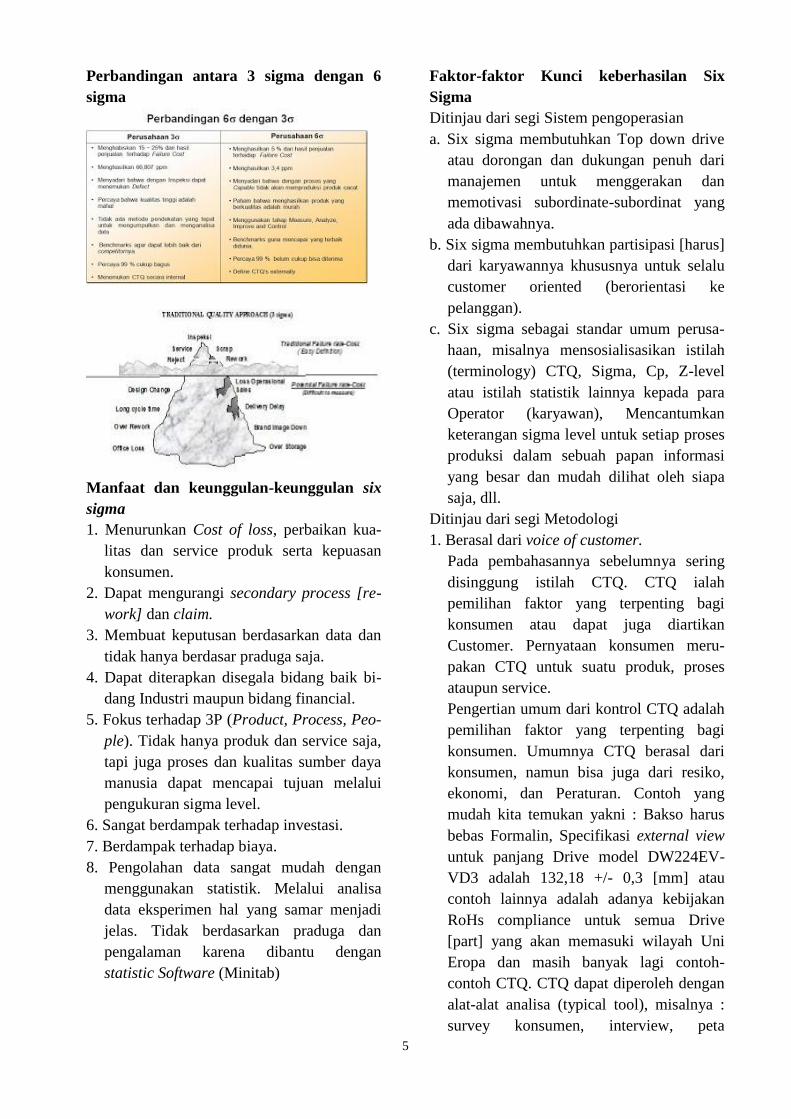
Perbandingan antara 3 sigma dengan 6
sigma
Manfaat dan keunggulan-keunggulan six
sigma
1. Menurunkan Cost of loss, perbaikan kua-
litas dan service produk serta kepuasan
konsumen.
2. Dapat mengurangi secondary process [re-
work] dan claim.
3. Membuat keputusan berdasarkan data dan
tidak hanya berdasar praduga saja.
4. Dapat diterapkan disegala bidang baik bi-
dang Industri maupun bidang financial.
5. Fokus terhadap 3P (Product, Process, Peo-
ple). Tidak hanya produk dan service saja,
tapi juga proses dan kualitas sumber daya
manusia dapat mencapai tujuan melalui
pengukuran sigma level.
6. Sangat berdampak terhadap investasi.
7. Berdampak terhadap biaya.
8. Pengolahan data sangat mudah dengan
menggunakan statistik. Melalui analisa
data eksperimen hal yang samar menjadi
jelas. Tidak berdasarkan praduga dan
pengalaman karena dibantu dengan
statistic Software (Minitab)
Faktor-faktor Kunci keberhasilan Six
Sigma
Ditinjau dari segi Sistem pengoperasian
a. Six sigma membutuhkan Top down drive
atau dorongan dan dukungan penuh dari
manajemen untuk menggerakan dan
memotivasi subordinate-subordinat yang
ada dibawahnya.
b. Six sigma membutuhkan partisipasi [harus]
dari karyawannya khususnya untuk selalu
customer oriented (berorientasi ke
pelanggan).
c. Six sigma sebagai standar umum perusa-
haan, misalnya mensosialisasikan istilah
(terminology) CTQ, Sigma, Cp, Z-level
atau istilah statistik lainnya kepada para
Operator (karyawan), Mencantumkan
keterangan sigma level untuk setiap proses
produksi dalam sebuah papan informasi
yang besar dan mudah dilihat oleh siapa
saja, dll.
Ditinjau dari segi Metodologi
1. Berasal dari voice of customer.
Pada pembahasannya sebelumnya sering
disinggung istilah CTQ. CTQ ialah
pemilihan faktor yang terpenting bagi
konsumen atau dapat juga diartikan
Customer. Pernyataan konsumen meru-
pakan CTQ untuk suatu produk, proses
ataupun service.
Pengertian umum dari kontrol CTQ adalah
pemilihan faktor yang terpenting bagi
konsumen. Umumnya CTQ berasal dari
konsumen, namun bisa juga dari resiko,
ekonomi, dan Peraturan. Contoh yang
mudah kita temukan yakni : Bakso harus
bebas Formalin, Specifikasi external view
untuk panjang Drive model DW224EV-
VD3 adalah 132,18 +/- 0,3 [mm] atau
contoh lainnya adalah adanya kebijakan
RoHs compliance untuk semua Drive
[part] yang akan memasuki wilayah Uni
Eropa dan masih banyak lagi contoh-
contoh CTQ. CTQ dapat diperoleh dengan
alat-alat analisa (typical tool), misalnya :
survey konsumen, interview, peta

6
kebutuhan konsumen, Quality Function
Deployment (QFD), Quick Market
Intelligence, Pareto Diagram, dll.
2. Seluruh karyawan memerlukan training.
Training program six sigma secara
intensif diperuntuk bagi seluruh karyawan
agar karyawan dapat memahami dengan
benar tentang metode six sigma. Hal ini
diperlukan karena untuk menerapkan
metode six sigma diperlukan investasi
sumber daya manusia yang paham dengan
6 sigma.
3. Membutuhkan case study project, resource
information untuk organisasi dan sistem,
penilaian yang berdasar dan sistem
penghargaan (reward system).
Istilah-istilah dalam Six Sigma
a. Defects Per Unit : Jumlah Defect per unit
Menentukan proses tidak bagus atau kita
tidak dapat mengetahui bahwa bahwa
proses tersebut mengandung defect. Six
Sigma dapat mengatasi hal tersebut,
contoh : Sebuah Laporan komplaint terdiri
dari 10 halaman, 2 halaman diantaranya
salah sehingga DPU = Defect / Unit = 2 / 1
= 2
b. Defects Per Opportunity : Jumlah Defect
disesuaikan dengan kesempatan defect per
unit.
DPO merupakan pengembangan dari
konsep DPU ditambah dengan variabel
opportunity (Kemungkinan). Contoh :
Sebuah laporan komplaint terdiri dari 10
halaman, 2 halaman diantaranya salah
sehingga : DPO = 2 Defect / (1 unit X 10
opportunity) = 0,2 DPO = 0,2
c. Defect Per Million Opportunities : Nilai
dari DPO X 1.000.000. Mengubah DPO
menjadi sejuta unit karena dalam sigma
biasanya menggunakan PPM (Part Per
Million). Contoh : DPMO = 0.2 DPO x
1.000.000 = 200.000
d. Z-Value
Z merupakan perbandingan Nilai Perbeda-
an antara X (USL atau LSL) dan target
dibagi dengan standard deviation (sigma).
Z-Value merupakan Standard terhadap
nilai normal untuk Variasi Normal
Distribusi sehingga memudahkan untuk
analisa statistik. Z-Value adalah bagian
dari sigma level. Bila nilai Z adalah 6, ini
merupakan 6 sigma level.
e. Normal distribution : Menunjukkan suatu
bentuk distribusi, sisi kanan dan sisi kiri
jaraknya sama dengan sumbu Mean (M).
f. Standard normal distribution : Standard
Deviasi 0 maka Normal Distribusinya
adalah 1.

7
Six Sigma sebagai Metodologi
Dalam pemecahan suatu masalah, six sigma
menyediakan metodologi yang dikenal
dengan DMAIC. Define adalah memvalidasi
masalah, Measure adalah mengukur masalah
tersebut, Analyze mencari sumber atau akar
permasalahan, Improve menentukan, mem-
prioritaskan, dan mengimplementasi solusi
dari tiap masalah yang sudah tervalidasi,
Control adalah menjaga agar solusi yang
sudah diterapkan tetap berjalan agar
permasalahan tidak muncul kembali.
Metodologi dalam six sigma tidak harus
menggunakan DMAIC, ketika anda
berkeinginan untuk membuat suatu produk
baru kita mengenal DMADV. Kita akan
bahas lebih detail dalam artikel-artikel
selanjutnya tentang metodologi ini.
Six Sigma sebagai Sistem Manajemen
Penggunaan alat ukur yang konsisten akan
menmbantu organisasi memahami dan
mengontrol proses intinya, dan dengan
metodologi problem solving yang sistematis
akan membantu organisasi mendapatkan
solusi yang berdasarkan akar permasalahan.
Namun, pada kenyataannya menerapkan alat
ukur dan disiplin metodologi yang tepat
ternyata belum menjamin organisasi untuk
mencapai peningkatan kinerja yang luar
biasa.
Untuk itu, pada tataran yang lebih tinggi, six
sigma bisa dipakai juga sebagai praktikal
sistem manajemen yang berfokus pada empat
area:
- Memahami siapa pelanggan dan kebutuhannya.
- Menyeleraskan strategi dan proses-proses inti
dalam pemenuhan kebutuhan tersebut.
- Menggunakan analisa data yang rinci untuk
memahami dan meminimalkan variasi pada
proses inti.
- Infrastruktur yang kuat,untuk menjamin
jalannya aktivitas perbaikan dalam orga-
nisasi dapat melaju bebas hambatan
Jika alat ukur yang tepat, metodologi yang
terbukti, dan manajemen sistem yang kuat
digabungkan maka organisasi anda akan
merasakan dampak perbaikan yang besar.
Efek harapan Pelanggan
Sementara penting untuk mengurangi
banyaknya pelanggan yang tidak puas,
keputusan bagaimana cara melakukan ini
sebaiknya tidak dibuat secara acak. Pelanggan
merupakan daya penggerak di balik strategi
peningkatan dan keputusan seperti itu. Studi
kepuasan pelanggan pada tahun 1991,
harapan pelanggan bergerak dari 6.42 hingga
9.69 pada skala sepuluh. Dapat dilihat bahwa
atribut-atribut dengan tingkat penilaian
harapan tertinggi merupakan dimana
perusahaan klien perlu memfokuskan diri
untuk peningkatan.
Dari 11 atribut di mana perusahaan klien
memiliki pengurangan pelanggan yang tidak
puas di pada tahun 1992, hanya sebanyak
lima di antara sepuluh atribut dengan harapan
paling tinggi pada tahun 1991. Empat dari
sepuluh atribut dengan tingkat kepuasan
tertinggi, perusahaan klien melakukan pada
tingkat sigma yang sama pada tahun 1992
sementara pelanggan berkurang (lebih banyak
pelanggan yang tidak puas) di satu atribut.
Tingkat harapan pada tahun 1991 dan 1992
dan hubungan tingkat sigma dengan 11
atribut dapat dilihat pada Tabel dibawah.
Tabel Tingkat Kepuasan Konsumen dan
Tingkat Sigma pada Perusahaan Manufak-
turing High-Tech

8
Pengingaktan yang Terfokus
Peningkatan yang terfokus memerlukan suatu
penekanan pada atribut dengan harapan
pelanggan yang tinggi. Oleh karena itu,
dirasakan adanya keharusan mencapai
tingkatan sigma yang lebih tinggi untuk
atribut ini. Pada tahun 1991, banyak harapan
tinggi menujukan tingkat performa sigma
yang rendah, sementara peningkatan
keseluruhan dapat dilihat pada tahun 1992
berikut.
Diagram Perusahaan Manufaktur High-Tech
1991 harapan vs performa
Diagram Perusahaan Manufaktur High-Tech
1992 harapan vs performa
Seperti yang terlihat pada gambar bahwa
atribut tersebut memiliki tingkat harapan
konsumen yang tinggi tetapi memiliki tingkat
performa yang rendah. Hal ini menunjukkan
untuk melakukan peningkatan yang terfokus
kepada konsumen. Kepuasan pelanggan
bergantung pada performa yang bebas
kesalahan (error-free). Tetapi, tidak semua
error-free menggambarkan pencapaian yang
proporsional dalam kepuasan pelanggan.
Sebaliknya, dalambeberapa kasus, kepuasan
pelanggan dapat diperoleh sekalipun tingkat
six sigma belum tercapai. Hubungan antara
kepuasan pelanggan dan tingkat performa
sigma dapat dilihat pada gambat berikut.
Diagram Perusahaan Manufaktur High-Tech
1991 harapan vs performa
Diagram Perusahaan Manufaktur High-Tech
1992 harapan vs performa
Tingkat sigma yang lebih tinggi pada
umumnya dirasakan oleh pelanggan jika
performanya telah ditingkatkan dengan
mengalokasikan nilai kepuasan pelanggan.
Bagaimanapun, beberapa kasus yang muncul
memerlukan analisa lebih lanjut. Tingkat
sigma yang lebih tinggi untuk atribut tertentu
belum tentu menunjukkan kepuasan
pelanggan yang lebih tinggi; sedangkan
beberapa atribut dengan suatu nilai kepuasan
yang lebih tinggi tidak harus berada pada
suatu tingkat sigma yang sangat tinggi.
Tingkat signifikan dari atribut mungkin perlu
untuk diuji lebih lanjut pada kasus ini.
Hubungan antara harapan pelanggan, tingkat
performa (sigma), dan nilai kepuasan
pelanggan untuk atribut yang berbeda perlu
diteliti lebih lanjut seperti yang telah
diuraikan di atas. Analisa seperti itu bisa
digunakan dalam pengembangan dari suatu
strategi untuk peningkatan yang terfokus.
9
Zero Customer Defection
Sementara perusahaan klien membuat produk
mendekati tingkat zero-defects, kepuasan
pelanggannya juga berperan sebagai fungsi
layanan pendukung. Sebagai tambahan, faktor
seperti pengetahuan industri dan kemampuan
teknis juga relevan. Tingkat sigma pada saat
ini di bawah tingkat enam sigma. Meskipun
demikian, kepuasan pelanggan secara
konsisten tinggi pada faktor ini. Karenanya,
apabila nol cacat masih belum dicapai,
kepuasan pelanggan yang tinggi membawa ke
arah kegagalan pelanggan (customer
defections) yang lebih rendah. Juga, kepuasan
pelanggan sendiri adalah suatu target yang
bergerak dengan perubahan terus menerus di
dalam harapan pelanggan.
Suatu tujuan yang lebih penting dari suatu
perusahaan adalah dapat memfokuskan untuk
mencapai tingkat six sigma di dalam
customer defections, ini untuk mencoba
mencapai zero customer defections. Nilai dari
suatu pelanggan yang setia dan biaya
pelanggan yang hilang adalah dua hal yang
mendorong untuk mencapai zero customer
defections. Sebagai contoh, suatu Home
Depot toko yang menyediakan perlengkapan
rumah tidak boleh kehilangan pembeli karena
telah memberikan kesetiannya selama setahun
dalam berbelanja di toko tersebut dan
tentunya menaikkan profit toko tersebut.
Six sigma tidak berakhir pada penanganan
zero-defect. Seperti Motorola, kini mengem-
bangkan penggunaan Six Sigma ke area non
teknis perusahaan itu. Kemajuan pendekatan
berkelanjutan Six Sigma pada Motorola telah
menuju “ Six Sigma centred ”, atau dengan
tujuan dua cacat per milyar. Tiga spesifik area
menekankan pada proses administratif,
customer-defined dan pengu-kuran mutu,
serta peningkatan putaran waktu untuk
pengenalan dan perkembangan produk baru.
Sebagai contoh, prosedur waktu penutupan
pada laporan keuangan tiap akhir bulan telah
diperpendek dari waktu seminggu menjadi
tiga hari. Usaha peningkatan seperti itu akan
berdampak positif terhadap kepuasan
pelanggan.
DAFTAR PUSTAKA
1. Ariyani Dorotea, (2003), Pengendalian
Kualitas Statistik, Yogyakarta, Penerbit
Andi.
2. Gaspersz Vincent, (2001), Metode
Analisa Untuk Pengendalian Kualitas
Statistik, Penerbit PT Gramedia Pustaka
Utama, Jakarta.
3. Gaspersz Vincent, (2001), Metode
Analisis Untuk Peningkatan Kualitas,
Penerbit PT Gramedia Pustaka Utama,
Jakarta.
4. Gaspersz Vincent, (2007), Lean Six Sigma
for Manufacturing and Service Industries,
Penerbit PT. Gramedia Pustaka Utama,
Jakarta.
5. Hidayat Anang, (2006), Peta
Pengembangan Kualitas dan Kinerja
Bisnis, PT Elex Media Komputindo
Kelompok Gramedia, Jakarta.
6. Montgomery, Douglas C., (1993),
Pengantar Pengendalian Kualitas
Statistik, Gajah Mada University Press,
Yogyakarta.
7. Supriyanto Harry, (2004), Proses
Pembuatan Tow dengan Pendekatan Six
Sigma, Jurusan Teknik Industri, Fakultas
Teknik Industri, Institut Teknologi
Sepuluh November, Surabaya, Vol.VIII,
Oktober 2004, hal:317-326.
8. Dari berbagai sumber
Related Documents