Metal Casting Metal Casting A large sand casting weighing 680 A large sand casting weighing 680 kg for an air compressor frame kg for an air compressor frame

Metal Casting A large sand casting weighing 680 kg for an air compressor frame.
Dec 27, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Metal CastingMetal Casting
A large sand casting weighing 680 kg for A large sand casting weighing 680 kg for an air compressor framean air compressor frame
DefinitionDefinition
Process in which molten metal flows by Process in which molten metal flows by gravity or other force into a mold gravity or other force into a mold where it solidifies in the shape of the where it solidifies in the shape of the mold cavitymold cavity
Steps in casting seem simple: Steps in casting seem simple: 1.1.Melt the metalMelt the metal
2.2.Pour it into a moldPour it into a mold
3.3.Let it freezeLet it freeze
Capabilities and Advantages of Capabilities and Advantages of CastingCasting
Can create complex part geometriesCan create complex part geometries Can create both external and internal Can create both external and internal
shapesshapes Some casting processes are Some casting processes are net net
shape;shape; others are others are near net shapenear net shape Can produce very large parts Can produce very large parts Some casting methods are suited to Some casting methods are suited to
mass productionmass production

Disadvantages of CastingDisadvantages of Casting
Different disadvantages for different Different disadvantages for different casting processes: casting processes: – Limitations on mechanical propertiesLimitations on mechanical properties– Poor dimensional accuracy and surface Poor dimensional accuracy and surface
finish for some processes; e.g., sand finish for some processes; e.g., sand castingcasting
– Safety hazards to workers due to hot Safety hazards to workers due to hot molten metalsmolten metals
– Environmental problemsEnvironmental problems
Parts Made by CastingParts Made by Casting
Big parts: engine blocks and heads Big parts: engine blocks and heads for automotive vehicles, wood for automotive vehicles, wood burning stoves, machine frames, burning stoves, machine frames, railway wheels, pipes, church bells, railway wheels, pipes, church bells, big statues, and pump housings big statues, and pump housings
Small parts: dental crowns, jewelry, Small parts: dental crowns, jewelry, small statues, and frying pans small statues, and frying pans
All varieties of metals can be cast, All varieties of metals can be cast, ferrous and nonferrous ferrous and nonferrous
Overview of Casting Overview of Casting TechnologyTechnology
Casting is usually performed in a Casting is usually performed in a foundry foundry
FoundryFoundry = factory equipped for making = factory equipped for making molds, melting and handling molten molds, melting and handling molten metal, performing the casting metal, performing the casting process, and cleaning the finished process, and cleaning the finished castingcasting
Workers who perform casting are Workers who perform casting are called called foundrymenfoundrymen
The Mold in CastingThe Mold in Casting
Contains cavity whose geometry Contains cavity whose geometry determines part shape determines part shape
– Actual size and shape of cavity must be Actual size and shape of cavity must be slightly oversized to allow for shrinkage slightly oversized to allow for shrinkage of metal during solidification and cooling of metal during solidification and cooling
– Molds are made of a variety of Molds are made of a variety of materials, including sand, plaster, materials, including sand, plaster, ceramic, and metal ceramic, and metal
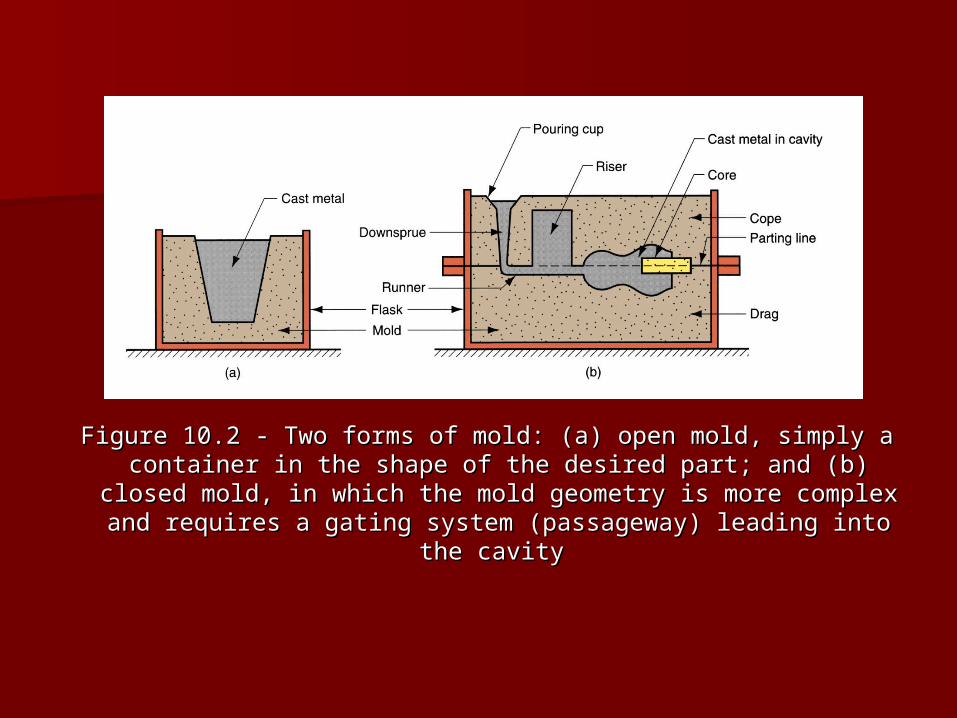
Figure 10.2 ‑ Two forms of mold: (a) open mold, simply a Figure 10.2 ‑ Two forms of mold: (a) open mold, simply a container in the shape of the desired part; and (b) closed container in the shape of the desired part; and (b) closed mold, in which the mold geometry is more complex and mold, in which the mold geometry is more complex and
requires a gating system (passageway) leading into the cavity requires a gating system (passageway) leading into the cavity
Two Categories of Casting Two Categories of Casting ProcessProcess
1.1. Expendable mold processesExpendable mold processes – uses an – uses an expendable moldexpendable mold which must be which must be destroyed to remove castingdestroyed to remove casting– Mold materials: sand, plaster, and similar Mold materials: sand, plaster, and similar
materials, plus bindersmaterials, plus binders
2.2. Permanent mold processesPermanent mold processes – uses a – uses a permanent moldpermanent mold which can be used which can be used many times to produce many castingsmany times to produce many castings– Made of metal (or, less commonly, a Made of metal (or, less commonly, a
ceramic refractory materialceramic refractory material
Advantages and Advantages and DisadvantagesDisadvantages
More intricate geometries are possible More intricate geometries are possible with expendable mold processeswith expendable mold processes
Part shapes in permanent mold Part shapes in permanent mold processes are limited by the need to processes are limited by the need to open moldopen mold
Permanent mold processes are more Permanent mold processes are more economic in high production economic in high production operationsoperations
Sand Casting Mold TermsSand Casting Mold Terms
Mold consists of two halves: Mold consists of two halves: – CopeCope = upper half of mold = upper half of mold– DragDrag = bottom half = bottom half
Mold halves are contained in a box, Mold halves are contained in a box, called a called a flaskflask
The two halves separate at the The two halves separate at the parting lineparting line
Forming the Mold CavityForming the Mold Cavity Mold cavity is formed by packing sand Mold cavity is formed by packing sand
around a around a patternpattern, which has the shape of the , which has the shape of the partpart
When the pattern is removed, the remaining When the pattern is removed, the remaining cavity has desired shape of cast partcavity has desired shape of cast part
The pattern is usually oversized to allow for The pattern is usually oversized to allow for shrinkage of metal as it solidifies and cools shrinkage of metal as it solidifies and cools
Sand for the mold is moist and contains a Sand for the mold is moist and contains a binder to maintain shape binder to maintain shape
Basic FeaturesBasic Features
Pattern and MouldPattern and Mould– A pattern is made of wood or metal, is a replica of the final A pattern is made of wood or metal, is a replica of the final
product and is used for preparing mould cavityproduct and is used for preparing mould cavity– Mould cavity which contains molten metal is essentially a Mould cavity which contains molten metal is essentially a
negative of the final productnegative of the final product– Mould material should posses refractory characteristics and Mould material should posses refractory characteristics and
with stand the pouring temperaturewith stand the pouring temperature– When the mold is used for single casting, it made of sand and When the mold is used for single casting, it made of sand and
known as known as expendable moldexpendable mold– When the mold is used repeatedly for number of castings and When the mold is used repeatedly for number of castings and
is made of metal or graphite are called is made of metal or graphite are called permanent mouldpermanent mould– For making holes or hollow cavities inside a casting, For making holes or hollow cavities inside a casting, corescores
made of either sand or metal are used.made of either sand or metal are used.
Melting and PouringMelting and Pouring– Several types of furnaces are available for Several types of furnaces are available for
melting metals and their selection depends melting metals and their selection depends on the type of metal, the maximum on the type of metal, the maximum temperature required and the rate and the temperature required and the rate and the mode of molten metal delivery.mode of molten metal delivery.
– Before pouring provisions are made for the Before pouring provisions are made for the escape of dissolved gases. The gating escape of dissolved gases. The gating system should be designed to minimize the system should be designed to minimize the turbulent flow and erosion of mould turbulent flow and erosion of mould cavity.The other important factors are the cavity.The other important factors are the pouring temperature and the pouring rate. pouring temperature and the pouring rate.
Solidification and CoolingSolidification and Cooling– The properties of the casting significantly The properties of the casting significantly
depends on the solidification time cooing rate.depends on the solidification time cooing rate.– Shrinkage of casting, during cooling of Shrinkage of casting, during cooling of
solidified metal should not be restrained by solidified metal should not be restrained by the mould material, otherwise internal the mould material, otherwise internal stresses may develop and form cracks in stresses may develop and form cracks in casting.casting.
– Proper care should be taken at the design Proper care should be taken at the design stage of casting so that shrinkage can occur stage of casting so that shrinkage can occur without casting defects. without casting defects.
Removal, Cleaning, Finishing and Removal, Cleaning, Finishing and InspectionInspection
– After the casting is removed from the mould it After the casting is removed from the mould it is thoroughly cleaned and the excess material is thoroughly cleaned and the excess material usually along the parting line and the place usually along the parting line and the place where the molten metal was poured, is where the molten metal was poured, is removed using a potable grinder.removed using a potable grinder.
– White light inspection, pressure test, magnetic White light inspection, pressure test, magnetic particle inspection, radiographic test, particle inspection, radiographic test, ultrasonic inspection etc. are used ultrasonic inspection etc. are used
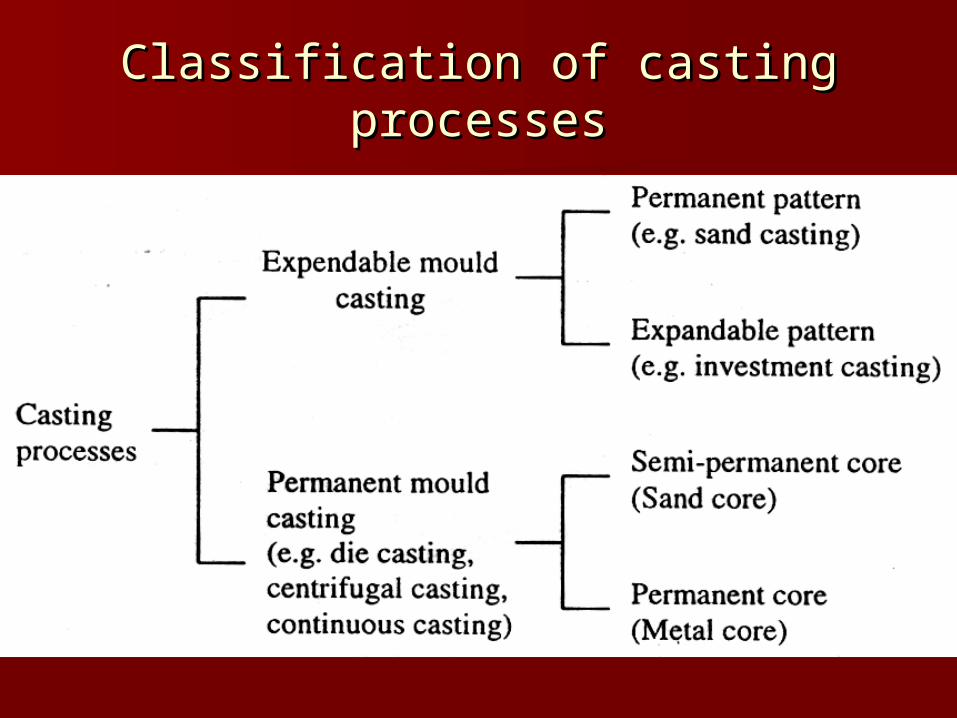
Classification of casting processesClassification of casting processes
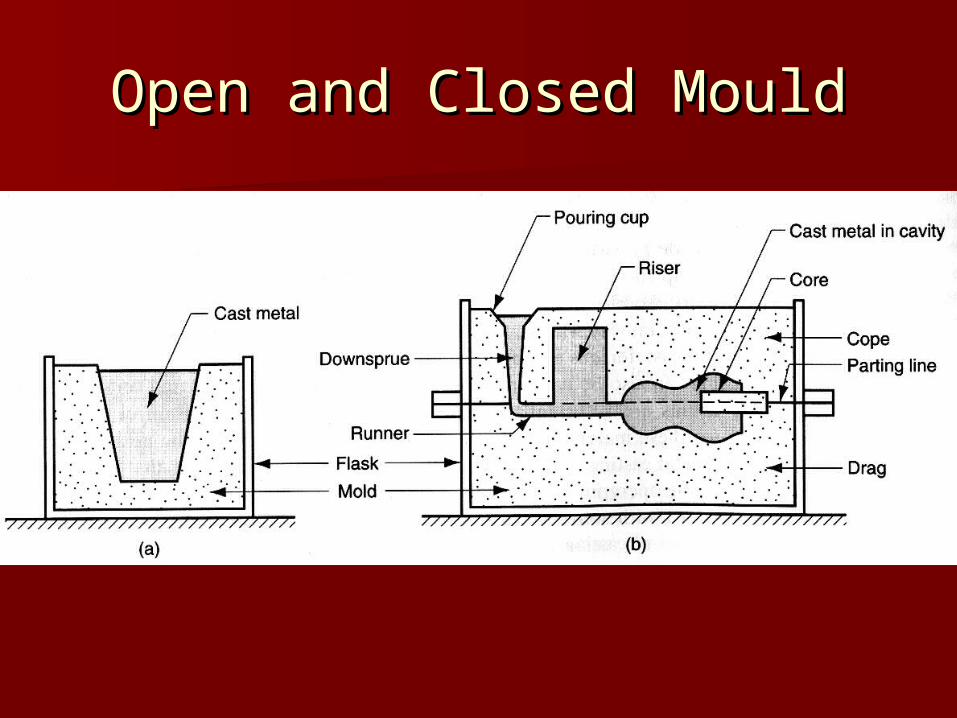
Open and Closed MouldOpen and Closed Mould
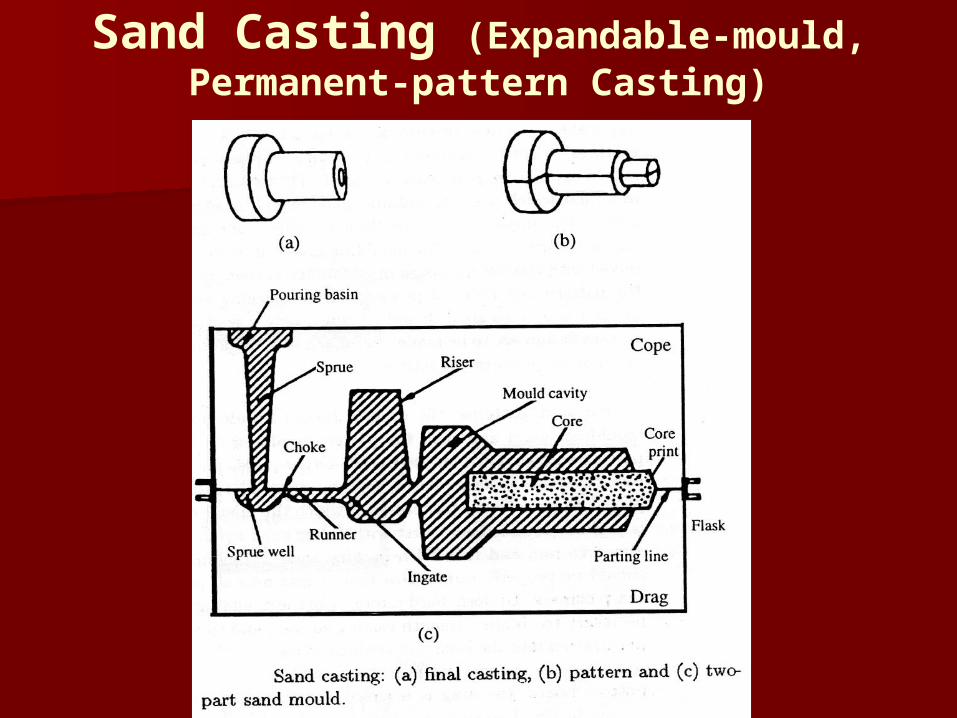
Sand Casting (Expandable-mould, Permanent-pattern Casting)
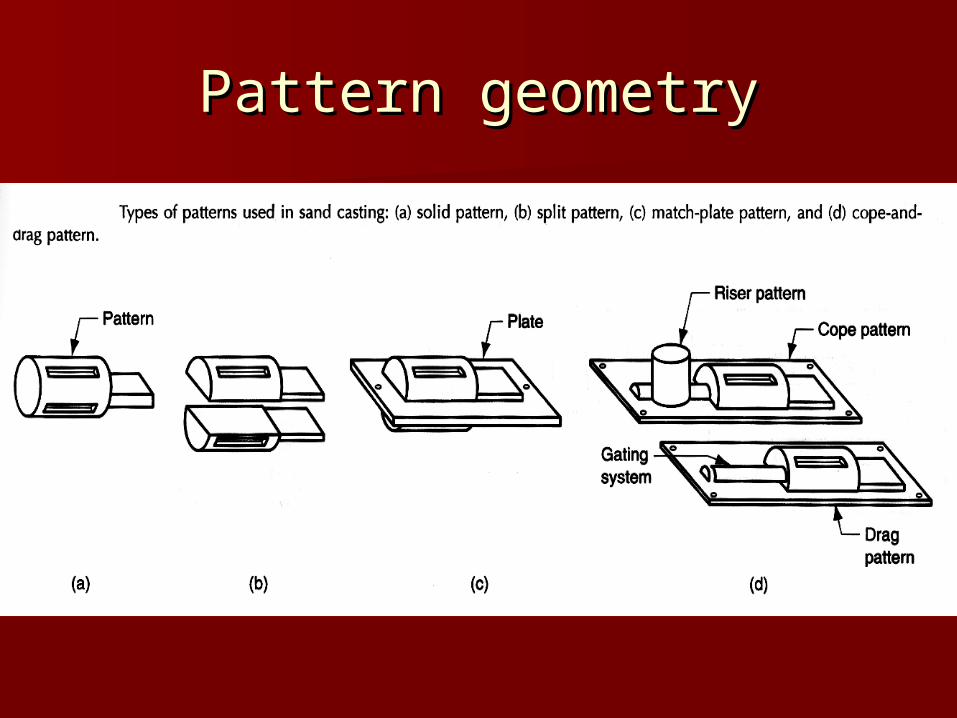
Pattern geometryPattern geometry
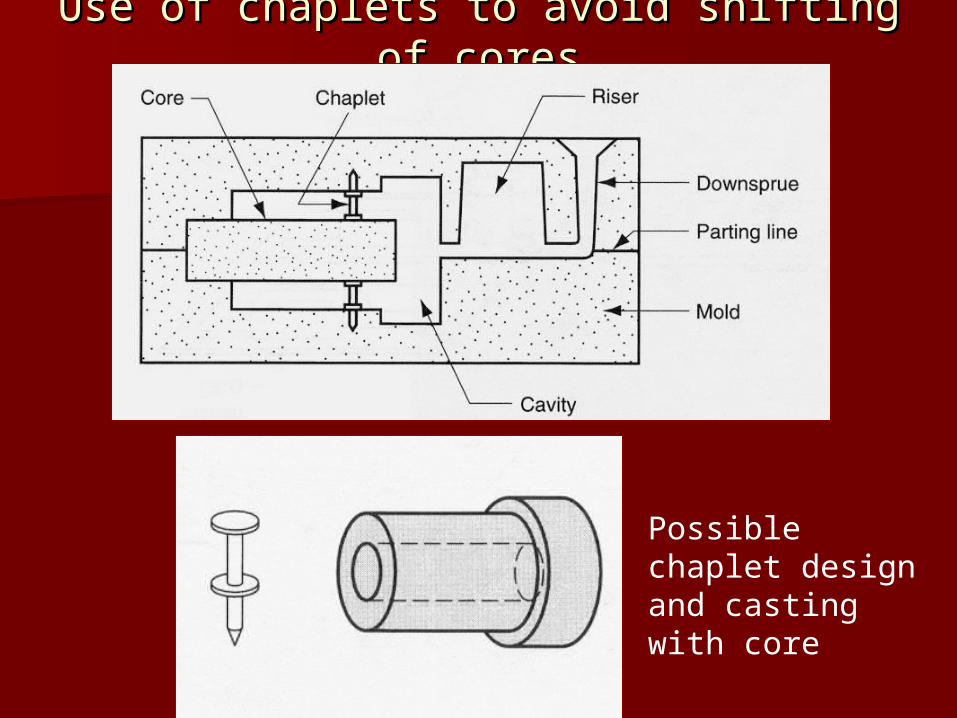
Use of chaplets to avoid shifting of Use of chaplets to avoid shifting of corescores
Possible chaplet design and casting with core
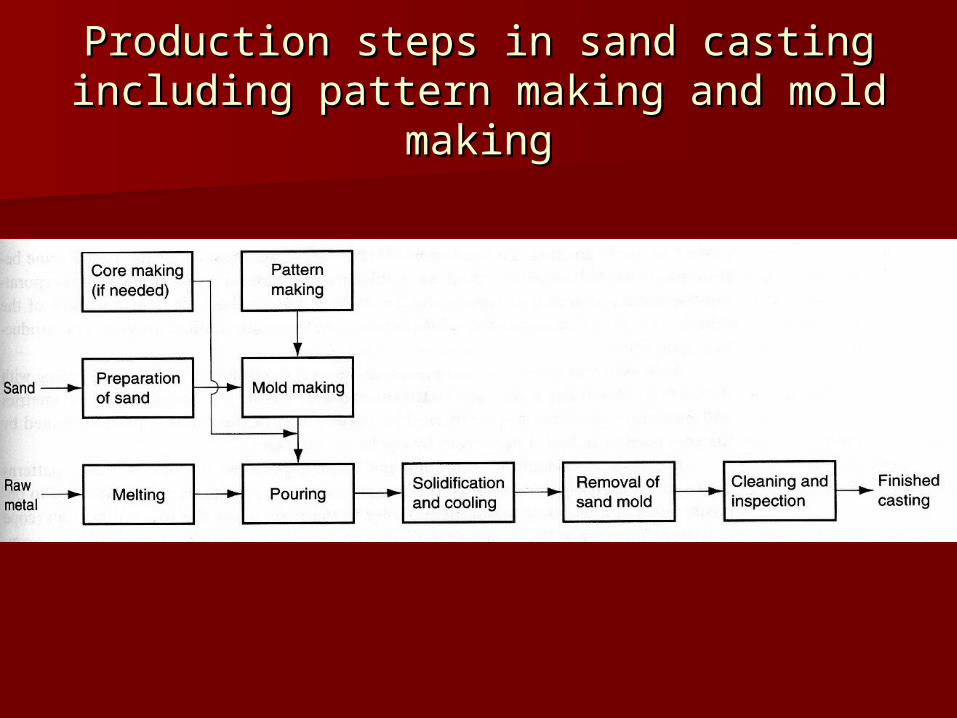
Production steps in sand casting Production steps in sand casting including pattern making and mold including pattern making and mold
makingmaking
PatternsPatterns
Variety of patters are used in casting and Variety of patters are used in casting and the choice depends on the configuration of the choice depends on the configuration of casting and number of casting requiredcasting and number of casting required– Single-piece patternSingle-piece pattern– Split patternSplit pattern– Follow board patternFollow board pattern– Cope and drag patternCope and drag pattern– Match plate patternMatch plate pattern– Loose-piece patternLoose-piece pattern– Sweep patternSweep pattern– Skeleton patternSkeleton pattern
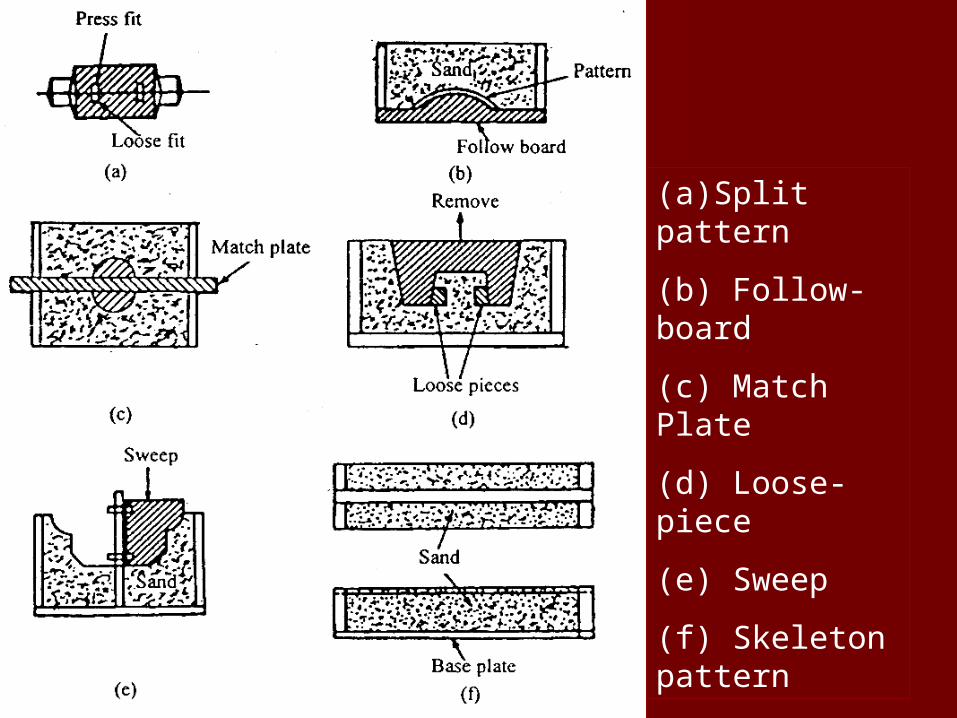
(a)Split pattern
(b) Follow-board
(c) Match Plate
(d) Loose-piece
(e) Sweep
(f) Skeleton pattern
Pattern allowancesPattern allowances
Shrinkage allowanceShrinkage allowance Draft allowanceDraft allowance Machining allowanceMachining allowance
Moulding MaterialsMoulding Materials Major part of Moulding material in sand Major part of Moulding material in sand
casting arecasting are1.1. 70-85% silica sand (SiO70-85% silica sand (SiO22))2.2. 10-12% bonding material e.g., clay cereal etc.10-12% bonding material e.g., clay cereal etc.3.3. 3-6% water3-6% water
Requirements of molding sand are:Requirements of molding sand are:(a)(a) RefractorinessRefractoriness(b)(b) CohesivenessCohesiveness(c)(c) PermeabilityPermeability(d)(d) CollapsibilityCollapsibility
The performance of mould depends on The performance of mould depends on following factors:following factors:
(a)(a) PermeabilityPermeability(b)(b) Green strengthGreen strength(c)(c) Dry strengthDry strength
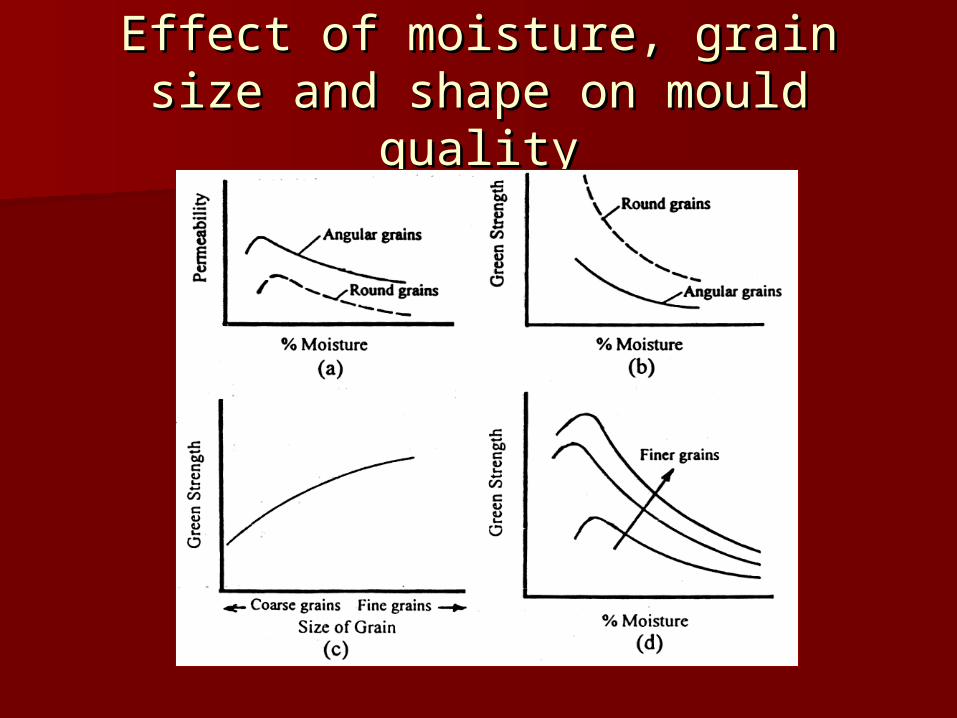
Effect of moisture, grain size and Effect of moisture, grain size and shape on mould qualityshape on mould quality

Melting and PouringMelting and Pouring The quality of casting depends on the method of melting. The quality of casting depends on the method of melting.
The melting technique should provide molten metal at The melting technique should provide molten metal at required temperature, but should also provide the material required temperature, but should also provide the material of good quality and in the required quantity. of good quality and in the required quantity.
Pouring vessels
Molten metal is prevented from oxidation by covering the molten metal Molten metal is prevented from oxidation by covering the molten metal with fluxes or by carrying out melting and pouring in vacuumwith fluxes or by carrying out melting and pouring in vacuum
Ladles which pour the molten metal from beneath the surface are usedLadles which pour the molten metal from beneath the surface are used The two main consideration during pouring are the temperature and The two main consideration during pouring are the temperature and
pouring ratepouring rate Fluidity of molten metal is more at higher temperature but it results into Fluidity of molten metal is more at higher temperature but it results into
more amount of dissolved gases and high temperature also damage the more amount of dissolved gases and high temperature also damage the mould walls and results into poor surface quality of the castingmould walls and results into poor surface quality of the casting
To control the amount of dissolved gases low, the temperature should To control the amount of dissolved gases low, the temperature should not be in superheated rangenot be in superheated range
In ferrous metals, the dissolved hydrogen and nitrogen are removed by In ferrous metals, the dissolved hydrogen and nitrogen are removed by passing CO. In non-ferrous metals, Cl, He, or Ar gases are used.passing CO. In non-ferrous metals, Cl, He, or Ar gases are used.
Therefore, fluidity and gas solubility are two conflicting requirements. Therefore, fluidity and gas solubility are two conflicting requirements. The optimum pouring temp. is therefore decided on the basis of fluidity The optimum pouring temp. is therefore decided on the basis of fluidity requirements.The temp. should be able to fill the whole cavity at the requirements.The temp. should be able to fill the whole cavity at the same time it should enter inside the voids between the sand particles. same time it should enter inside the voids between the sand particles.
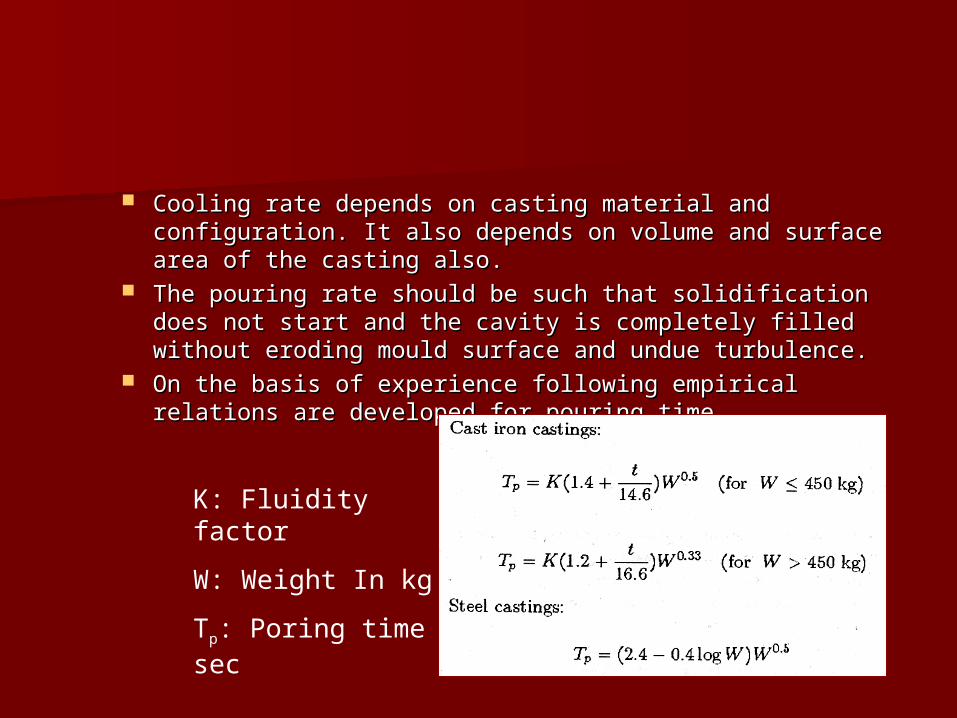
Cooling rate depends on casting material and configuration. Cooling rate depends on casting material and configuration. It also depends on volume and surface area of the casting It also depends on volume and surface area of the casting also.also.
The pouring rate should be such that solidification does not The pouring rate should be such that solidification does not start and the cavity is completely filled without eroding start and the cavity is completely filled without eroding mould surface and undue turbulence.mould surface and undue turbulence.
On the basis of experience following empirical relations are On the basis of experience following empirical relations are developed for pouring timedeveloped for pouring time
K: Fluidity factor
W: Weight In kg
Tp: Poring time in sec
The Gating SystemThe Gating System
1.1. Minimize turbulent flow so that absorption Minimize turbulent flow so that absorption of gases, oxidation of metal and erosion of of gases, oxidation of metal and erosion of mould surfaces are lessmould surfaces are less
2.2. Regulate the entry of molten metal into the Regulate the entry of molten metal into the mould cavitymould cavity
3.3. Ensure complete filling of mould cavity, andEnsure complete filling of mould cavity, and
4.4. Promote a temperature gradient within the Promote a temperature gradient within the casting so that all sections irrespective of casting so that all sections irrespective of size and shape could solidify properlysize and shape could solidify properly
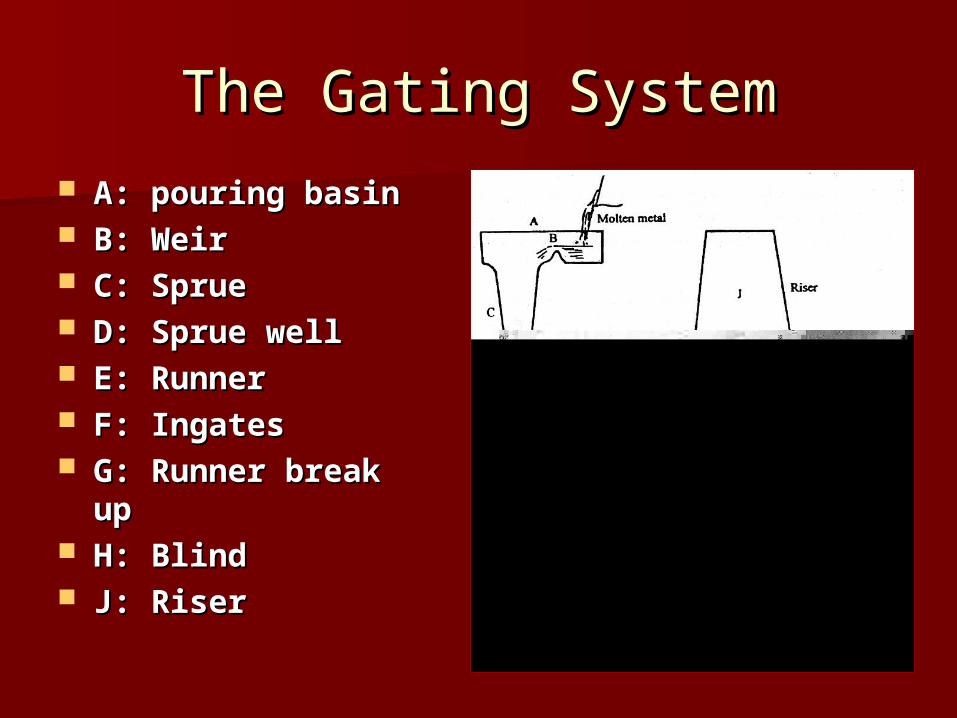
The Gating SystemThe Gating System
A: pouring basinA: pouring basin B: WeirB: Weir C: SprueC: Sprue D: Sprue wellD: Sprue well E: RunnerE: Runner F: IngatesF: Ingates G: Runner break G: Runner break
upup H: BlindH: Blind J: RiserJ: Riser
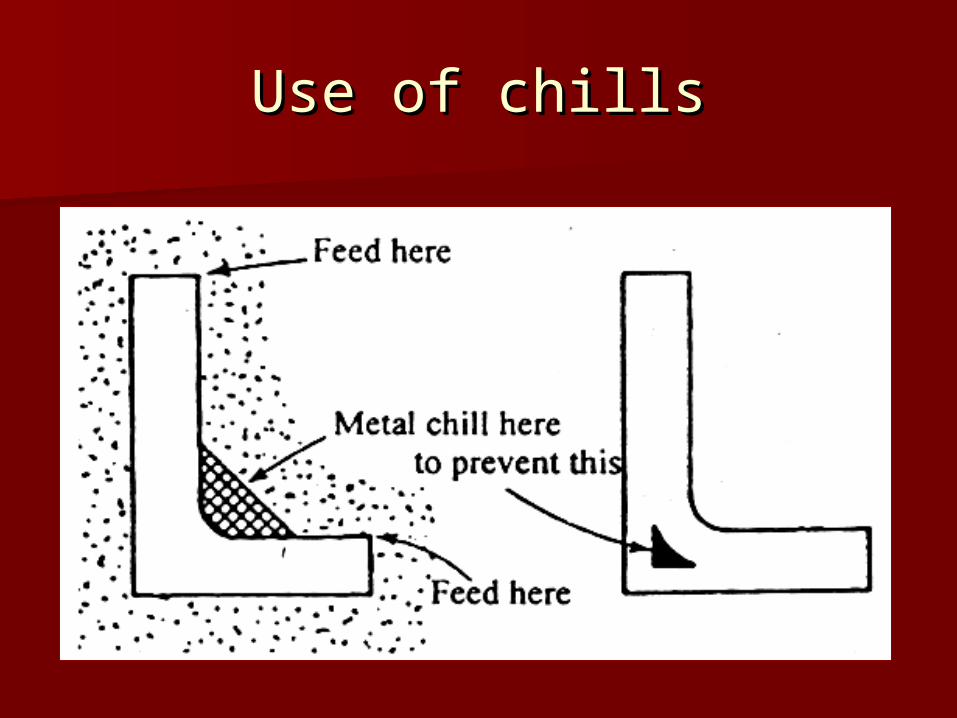
Use of chillsUse of chills
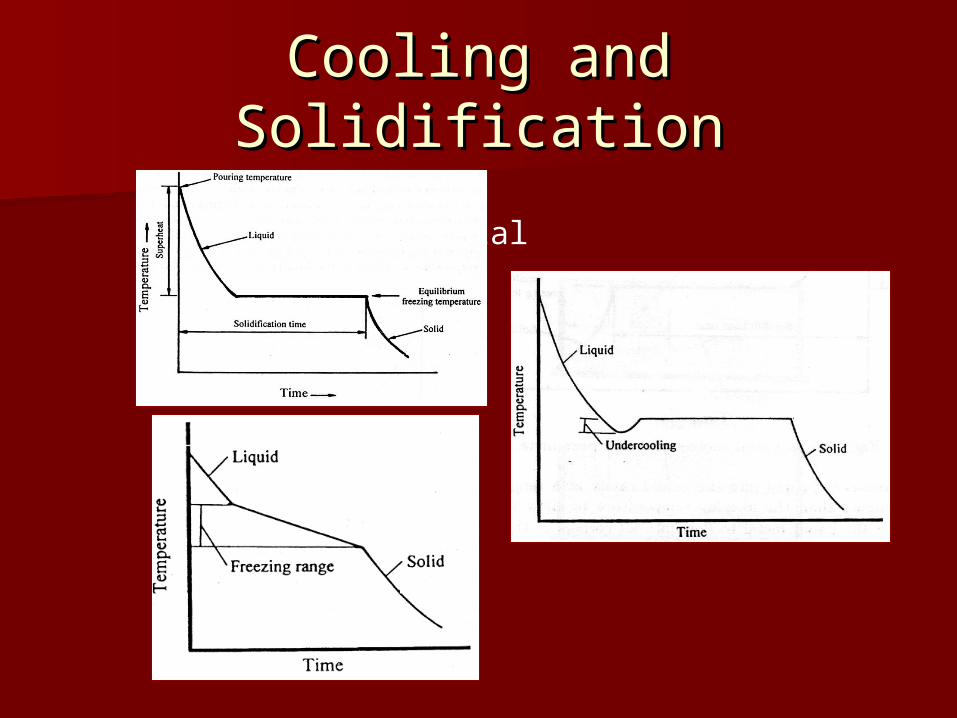
Cooling and SolidificationCooling and Solidification
Pure metal
Alloy
Mechanism of SolidificationMechanism of Solidification Pure metals solidifies at a constant temp. equal to Pure metals solidifies at a constant temp. equal to
its freezing point, which same as its melting point.its freezing point, which same as its melting point. The change form liquid to solid does not occur all at The change form liquid to solid does not occur all at
once. The process of solidification starts withonce. The process of solidification starts with nucleationnucleation, the formation of stable solid particles , the formation of stable solid particles within the liquid metal. Nuclei of solid phase, within the liquid metal. Nuclei of solid phase, generally a few hundred atom in size, start generally a few hundred atom in size, start appearing at a temperature below the freezing appearing at a temperature below the freezing temperature. The temp. around this goes down and temperature. The temp. around this goes down and is called supercooling or undercooling. In pure is called supercooling or undercooling. In pure metals supercooling is around 20% of the freezing metals supercooling is around 20% of the freezing temp. temp.
A nuclease, more than a certain critical size grows, A nuclease, more than a certain critical size grows, and causes solidification.and causes solidification.

By adding, certain foreign materials (nucleating agents) By adding, certain foreign materials (nucleating agents) the undercooling temp. is reduced which causes the undercooling temp. is reduced which causes enhanced nucleation. enhanced nucleation.
In case of pure metals fine equi-axed grains are formed In case of pure metals fine equi-axed grains are formed near the wall of the mold and columnar grain growth near the wall of the mold and columnar grain growth takes place upto the centre of the ingot.takes place upto the centre of the ingot.
In typical solid-solution alloy, the columnar grains do In typical solid-solution alloy, the columnar grains do not extend upto the center of casting but are not extend upto the center of casting but are interrupted by an inner zone of equiaxed graines.interrupted by an inner zone of equiaxed graines.
My adding typical nucleating agents like sodium, My adding typical nucleating agents like sodium, magnesium or bismuth the inner zone of equiaxed magnesium or bismuth the inner zone of equiaxed grained can be extended in whole casting.grained can be extended in whole casting.
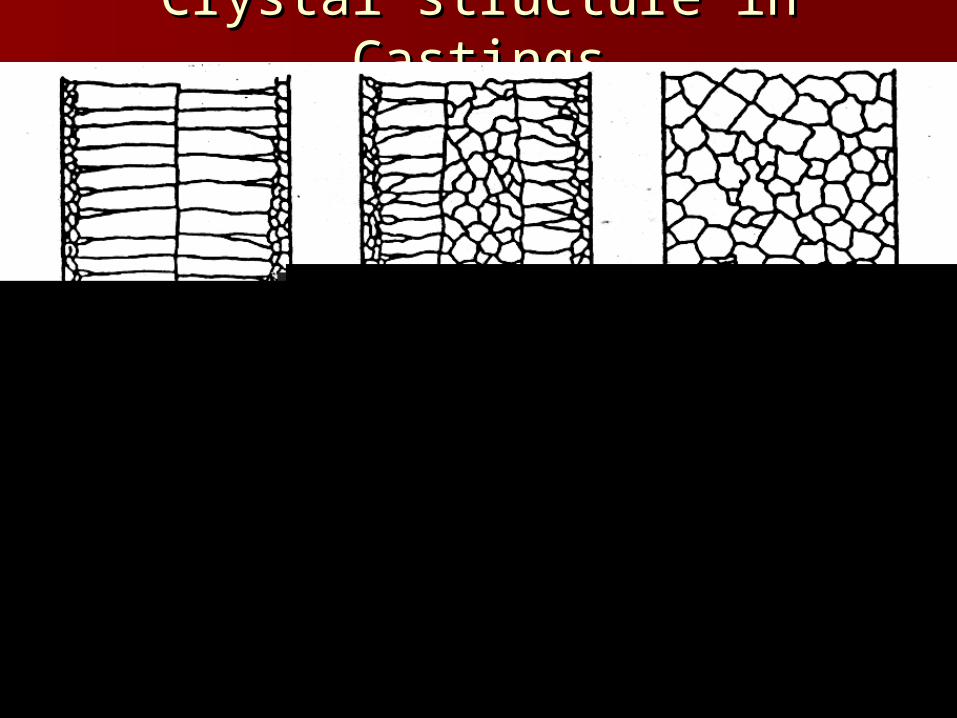
Crystal structure in CastingsCrystal structure in Castings
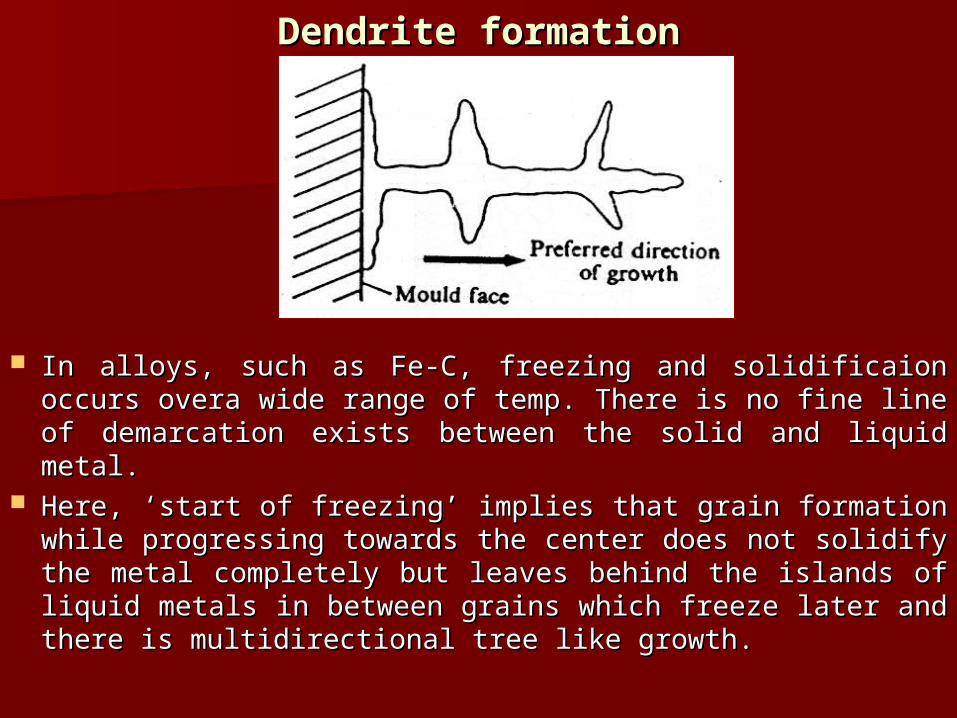
Dendrite formationDendrite formation
In alloys, such as Fe-C, freezing and solidificaion occurs In alloys, such as Fe-C, freezing and solidificaion occurs overa wide range of temp. There is no fine line of overa wide range of temp. There is no fine line of demarcation exists between the solid and liquid metal. demarcation exists between the solid and liquid metal.
Here, ‘start of freezing’ implies that grain formation Here, ‘start of freezing’ implies that grain formation while progressing towards the center does not solidify while progressing towards the center does not solidify the metal completely but leaves behind the islands of the metal completely but leaves behind the islands of liquid metals in between grains which freeze later and liquid metals in between grains which freeze later and there is multidirectional tree like growth. there is multidirectional tree like growth.
Solidification TimeSolidification Time
Once the material cools down to freezing Once the material cools down to freezing temperature, the solidification process for temperature, the solidification process for the pure metals does not require a decrease the pure metals does not require a decrease in temperature and a plateau is obtained in in temperature and a plateau is obtained in the cooling curves, called the cooling curves, called thermal arrestthermal arrest. . The solidification time is total time required The solidification time is total time required for the liquid metal to solidify.for the liquid metal to solidify.
Solidification time has been found to be Solidification time has been found to be directly proportional to volume and inversely directly proportional to volume and inversely proportional to surface area.proportional to surface area.
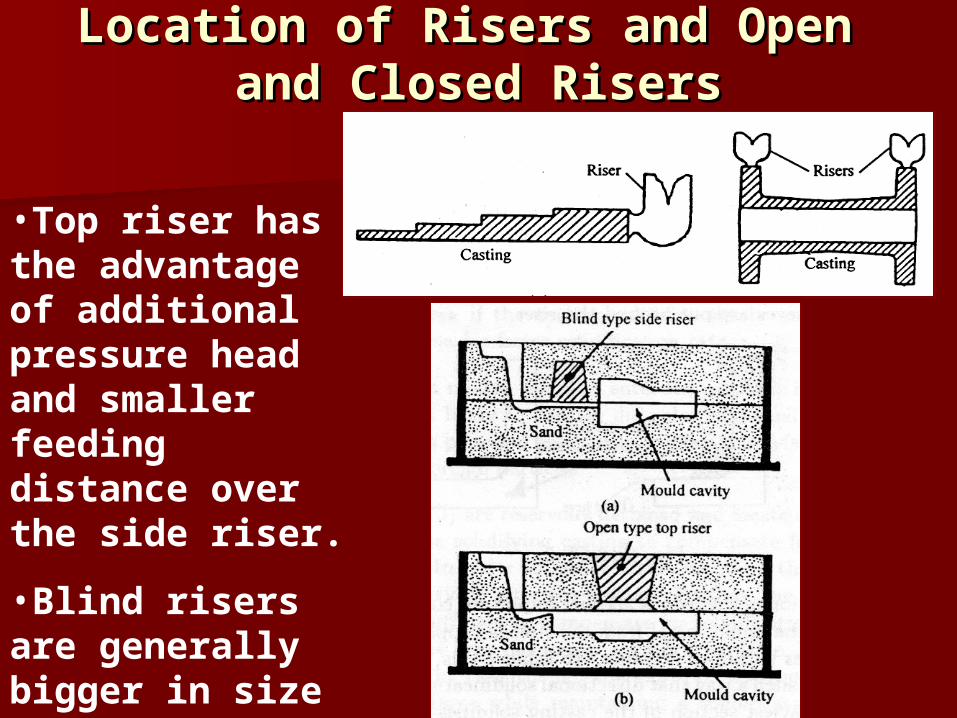
Location of Risers and Open Location of Risers and Open and Closed Risersand Closed Risers
•Top riser has the advantage of additional pressure head and smaller feeding distance over the side riser.
•Blind risers are generally bigger in size because of additional area of heat conduction.
Why Riser?Why Riser? The shrinkage occurs in three stages,The shrinkage occurs in three stages,
1.1.When temperature of liquid metal drops from When temperature of liquid metal drops from pouring to zero temperaturepouring to zero temperature
2.2.When the metal changes from liquid to solid When the metal changes from liquid to solid state, andstate, and
3.3.When the temperature of solid phase drops from When the temperature of solid phase drops from freezing to room temperaturefreezing to room temperature
The shrinkage for stage 3 is compensated by The shrinkage for stage 3 is compensated by providing shrinkage allowance on pattern, while the providing shrinkage allowance on pattern, while the shrinkage during stages 1 and 2 are compensated shrinkage during stages 1 and 2 are compensated by providing risers.by providing risers.
The riser should solidify in the last otherwise liquid The riser should solidify in the last otherwise liquid metal will start flowing from casting to riser. It metal will start flowing from casting to riser. It should promote directional solidification. The should promote directional solidification. The shape, size and location of the risers are important shape, size and location of the risers are important considerations in casting designconsiderations in casting design
Cleaning and FinishingCleaning and Finishing1. Casting is taken out of the mould by shaking
and the Moulding sand is recycled often with suitable additions.
2. The remaining sand, some of which may be embedded in the casting, is removed by means of Shot blasting.
3. The excess material in the form of sprue, runners, gates etc., along with the flashes formed due to flow of molten metal into the gaps is broken manuaaly in case of brittle casting or removed by sawing and grinding in case of ductile grinding.
4. The entire casting is then cleaned by either shot blasting or chemical pickling.
5. Sometimes castings are heat treated to achieve better mechanical properties.
Casting DefectsCasting Defects
Defects may occur due to one or Defects may occur due to one or more of the following reasons:more of the following reasons:
– Fault in design of casting patternFault in design of casting pattern– Fault in design on mold and coreFault in design on mold and core– Fault in design of gating system and Fault in design of gating system and
riserriser– Improper choice of moulding sandImproper choice of moulding sand– Improper metal compositionImproper metal composition– Inadequate melting temperature and Inadequate melting temperature and
rate of pouringrate of pouring
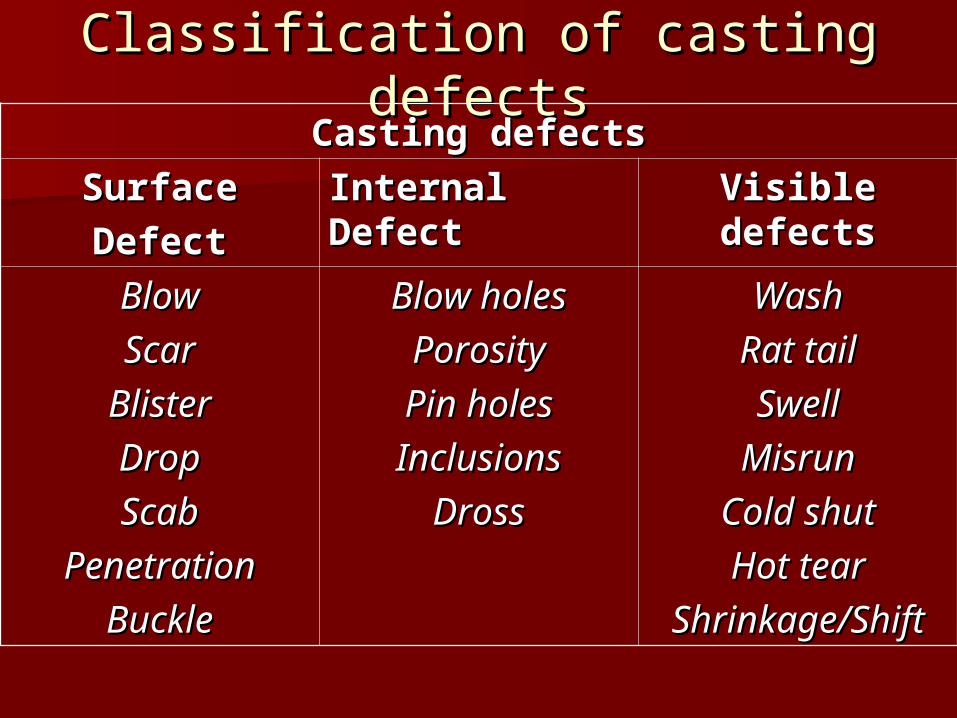
Classification of casting defectsClassification of casting defectsCasting defectsCasting defects
SurfaceSurface
DefectDefectInternal Internal DefectDefect
Visible Visible defectsdefects
BlowBlow
ScarScar
BlisterBlister
DropDrop
ScabScab
PenetrationPenetration
BuckleBuckle
Blow holesBlow holes
PorosityPorosity
Pin holesPin holes
InclusionsInclusions
DrossDross
WashWash
Rat tailRat tail
SwellSwell
MisrunMisrun
Cold shutCold shut
Hot tearHot tear
Shrinkage/ShiftShrinkage/Shift
Surface DefectsSurface Defects
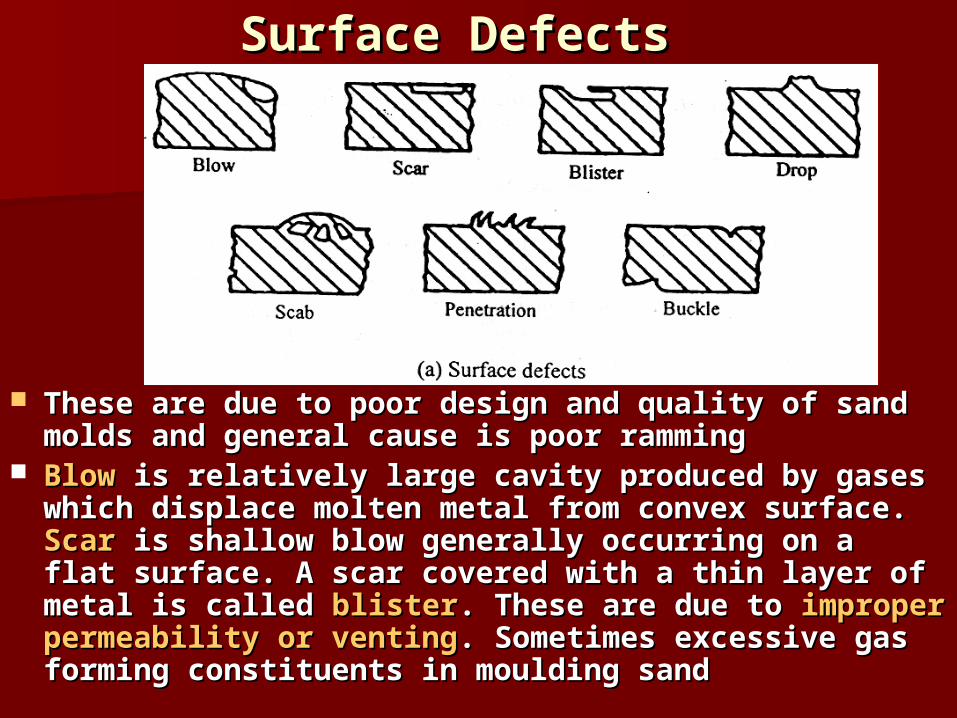
These are due to poor design and quality of sand These are due to poor design and quality of sand molds and general cause is poor rammingmolds and general cause is poor ramming
Blow Blow is relatively large cavity produced by gases is relatively large cavity produced by gases which displace molten metal from convex surface. which displace molten metal from convex surface. ScarScar is shallow blow generally occurring on a flat is shallow blow generally occurring on a flat surface. A scar covered with a thin layer of metal surface. A scar covered with a thin layer of metal is called is called blisterblister. These are due to . These are due to improper improper permeability or ventingpermeability or venting. Sometimes excessive gas . Sometimes excessive gas forming constituents in moulding sandforming constituents in moulding sand
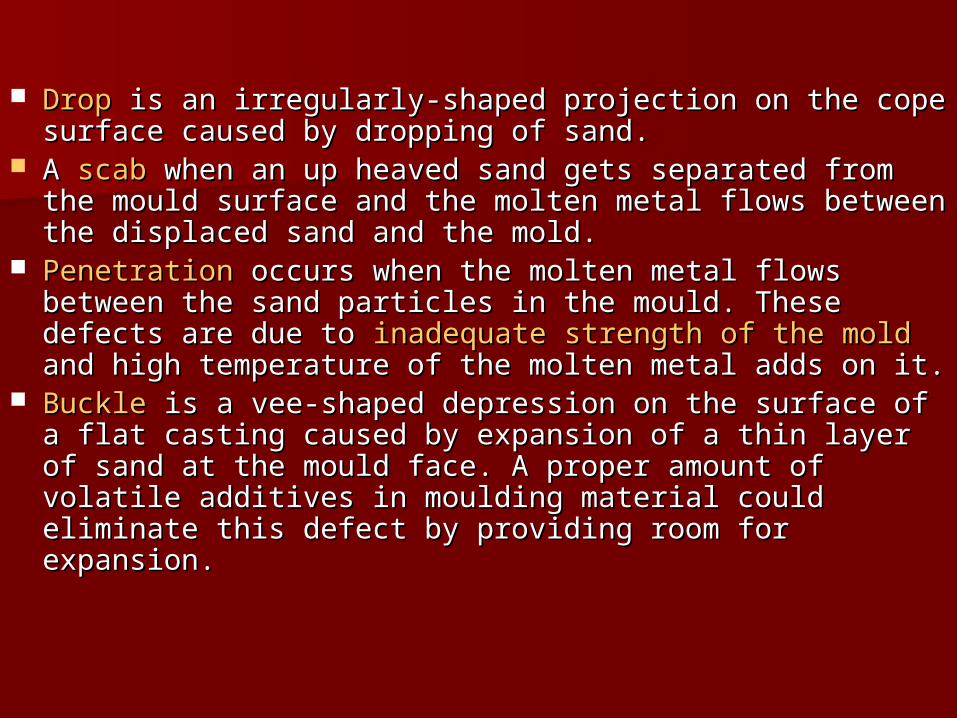
DropDrop is an irregularly-shaped projection on the cope is an irregularly-shaped projection on the cope surface caused by dropping of sand. surface caused by dropping of sand.
A A scabscab when an up heaved sand gets separated from when an up heaved sand gets separated from the mould surface and the molten metal flows between the mould surface and the molten metal flows between the displaced sand and the mold. the displaced sand and the mold.
PenetrationPenetration occurs when the molten metal flows occurs when the molten metal flows between the sand particles in the mould. These defects between the sand particles in the mould. These defects are due to are due to inadequate strength of the moldinadequate strength of the mold and high and high temperature of the molten metal adds on it.temperature of the molten metal adds on it.
BuckleBuckle is a vee-shaped depression on the surface of a is a vee-shaped depression on the surface of a flat casting caused by expansion of a thin layer of sand flat casting caused by expansion of a thin layer of sand at the mould face. A proper amount of volatile additives at the mould face. A proper amount of volatile additives in moulding material could eliminate this defect by in moulding material could eliminate this defect by providing room for expansion. providing room for expansion.
Internal DefectsInternal Defects
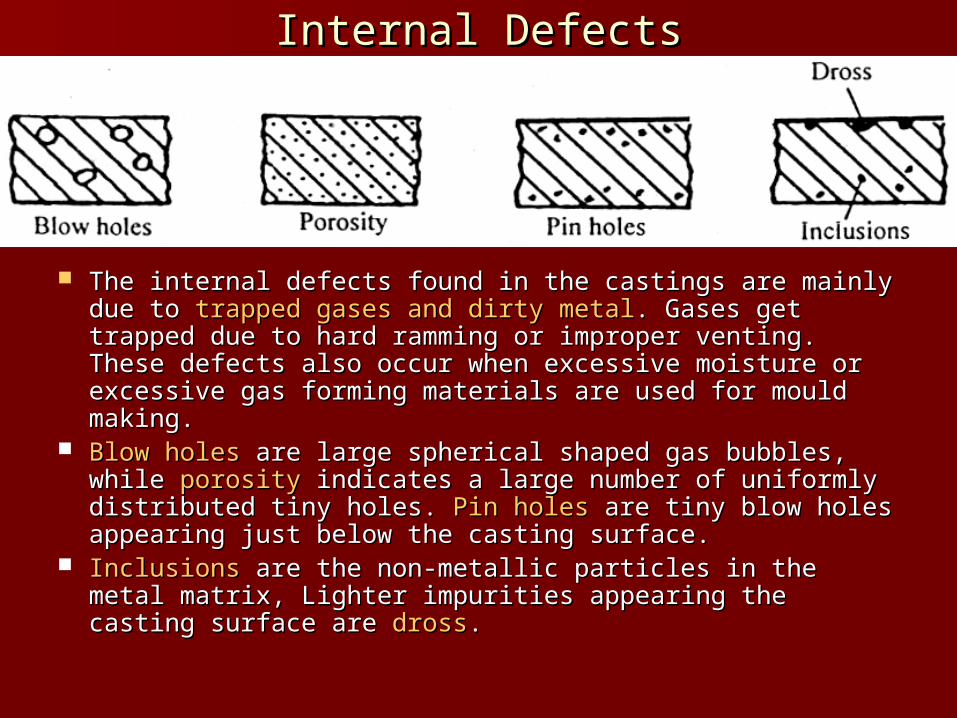
The internal defects found in the castings are mainly due The internal defects found in the castings are mainly due to to trapped gases and dirty metaltrapped gases and dirty metal. Gases get trapped due . Gases get trapped due to hard ramming or improper venting. These defects also to hard ramming or improper venting. These defects also occur when excessive moisture or excessive gas forming occur when excessive moisture or excessive gas forming materials are used for mould making.materials are used for mould making.
Blow holesBlow holes are large spherical shaped gas bubbles, while are large spherical shaped gas bubbles, while porosityporosity indicates a large number of uniformly distributed indicates a large number of uniformly distributed tiny holes. tiny holes. Pin holesPin holes are tiny blow holes appearing just are tiny blow holes appearing just below the casting surface.below the casting surface.
InclusionsInclusions are the non-metallic particles in the metal are the non-metallic particles in the metal matrix, Lighter impurities appearing the casting surface matrix, Lighter impurities appearing the casting surface are are drossdross..
Visible DefectsVisible Defects
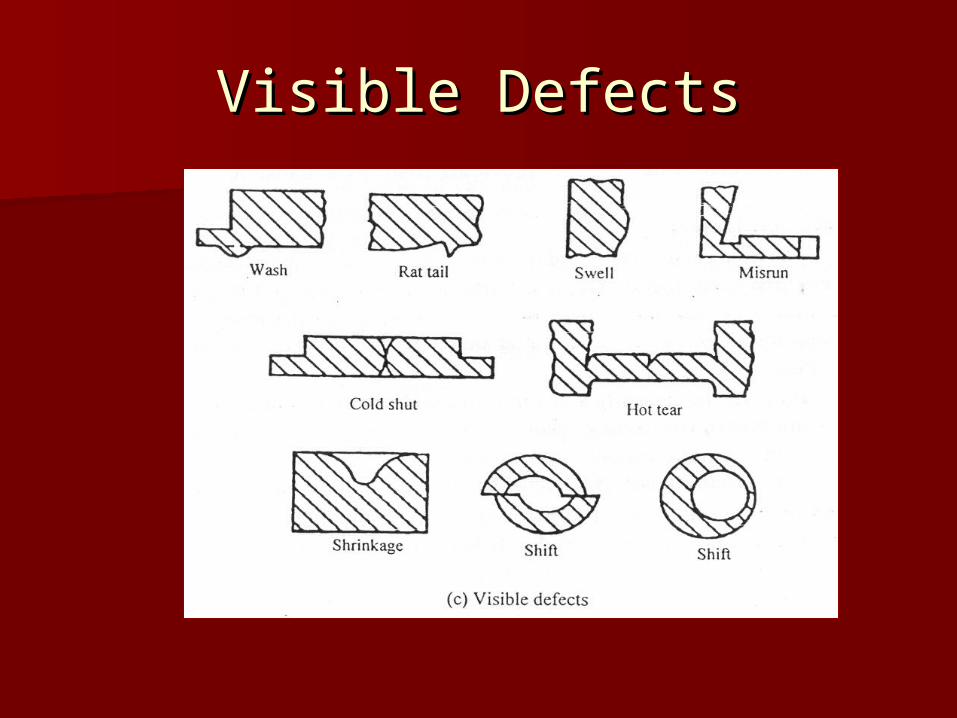
Insufficient mould strength, insufficient metal, low Insufficient mould strength, insufficient metal, low pouring temperature, and bad design of casting are pouring temperature, and bad design of casting are some of the common causes.some of the common causes.
WashWash is a low projection near the gate caused by is a low projection near the gate caused by erosion of sand by the flowing metal. erosion of sand by the flowing metal. Rat tailRat tail is a long, is a long, shallow, angular depression caused by expansion of the shallow, angular depression caused by expansion of the sand. sand. SwellSwell is the deformation of vertical mould surface is the deformation of vertical mould surface due to hydrostatic pressure caused by moisture in the due to hydrostatic pressure caused by moisture in the sand.sand.
Misrun and cold shut are caused by insufficient Misrun and cold shut are caused by insufficient superheat provided to the liquid metal.superheat provided to the liquid metal.
Hot tearHot tear is the crack in the casting caused by high is the crack in the casting caused by high residual stresses.residual stresses.
ShrinkageShrinkage is essentially solidification contraction and is essentially solidification contraction and occurs due to improper use of Riser.occurs due to improper use of Riser.
ShiftShift is due to misalignment of two parts of the mould is due to misalignment of two parts of the mould or incorrect core location.or incorrect core location.
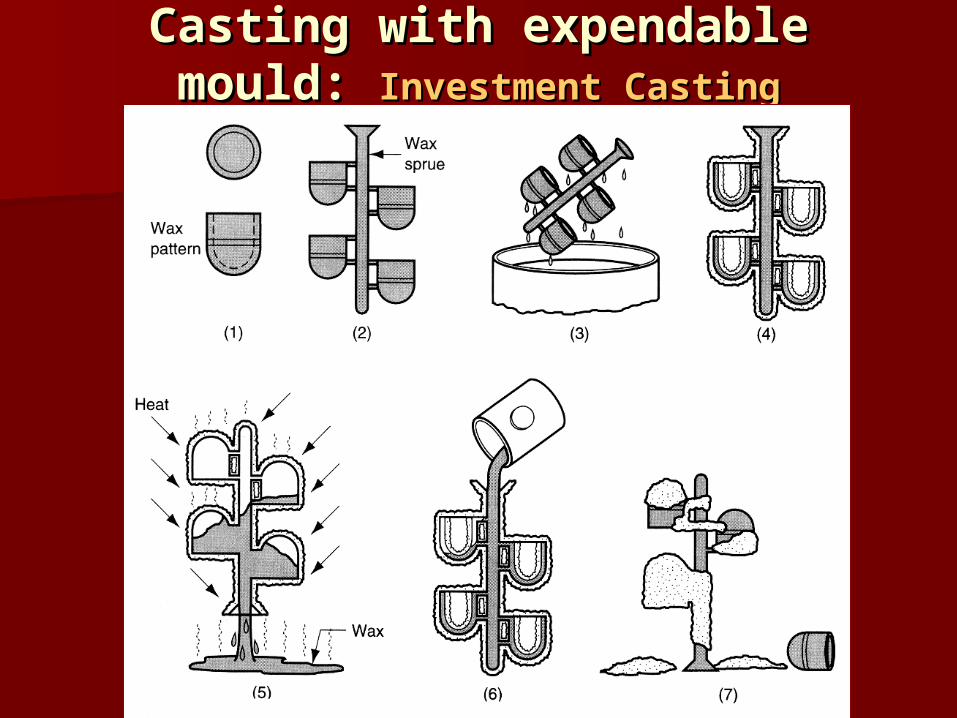
Casting with expendable Casting with expendable mould:mould: Investment CastingInvestment Casting
Advantages and LimitationsAdvantages and Limitations
Parts of greater complexity and intricacy can be Parts of greater complexity and intricacy can be castcast
Close dimensional control Close dimensional control 0.075mm0.075mm Good surface finishGood surface finish The lost wax can be reusedThe lost wax can be reused Additional machining is not required in normal Additional machining is not required in normal
coursecourse Preferred for casting weight less than 5 kg, Preferred for casting weight less than 5 kg,
maximum dimension less than 300 mm, maximum dimension less than 300 mm, Thickness is usually restricted to 15mmThickness is usually restricted to 15mm
Al, Cu, Ni, Carbon and alloy steels, tool steels etc. Al, Cu, Ni, Carbon and alloy steels, tool steels etc. are the common materialsare the common materials
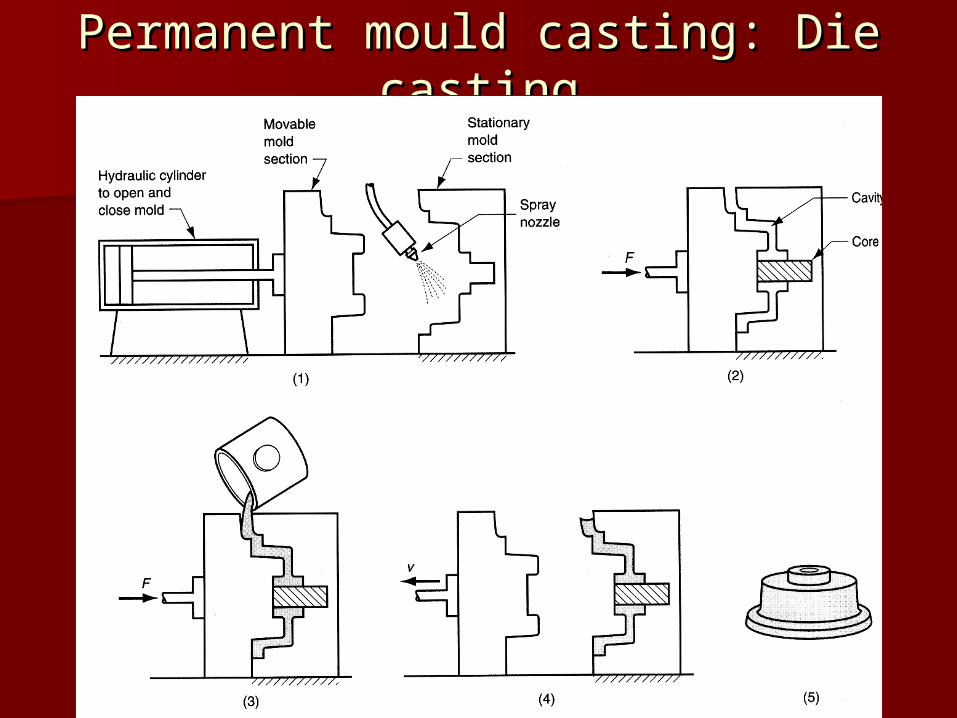
Permanent mould casting: Die Permanent mould casting: Die castingcasting
Graphite+oil
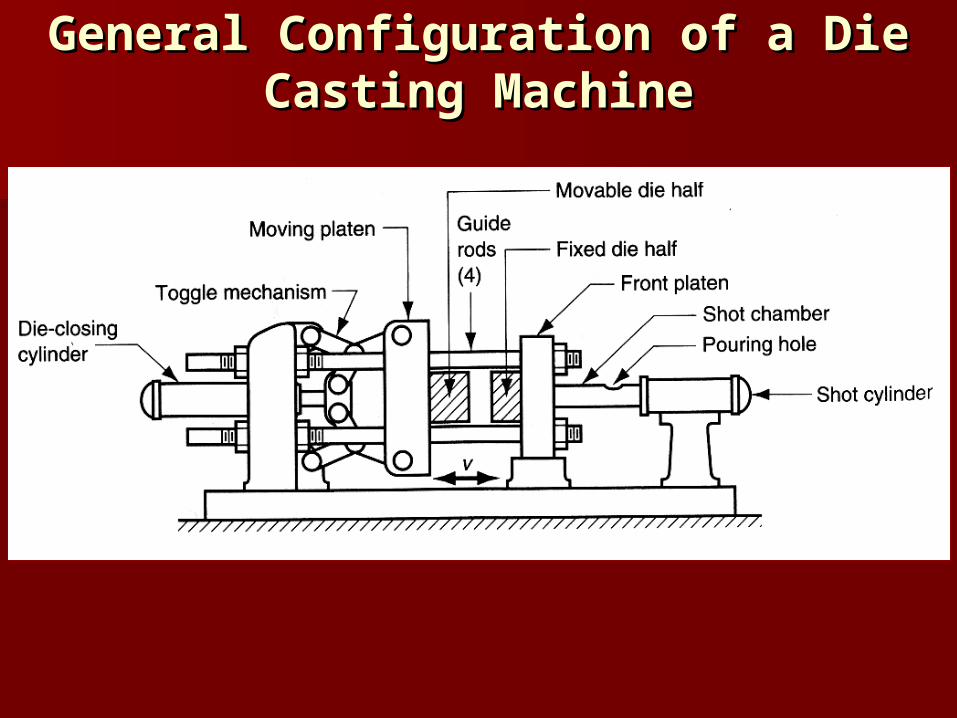
General Configuration of a Die General Configuration of a Die Casting MachineCasting Machine
In Die casting the molten metal is forced to In Die casting the molten metal is forced to flow into a permanent metallic mold under flow into a permanent metallic mold under moderate to high pressures, and held under moderate to high pressures, and held under pressure during solidificationpressure during solidification
This high pressure forces the metal into This high pressure forces the metal into intricate details, produces smooth surface intricate details, produces smooth surface and excellent dimensional accuracyand excellent dimensional accuracy
High pressure causes turbulence and air High pressure causes turbulence and air entrapment. In order to minimize this larger entrapment. In order to minimize this larger ingates are used and in the beginning ingates are used and in the beginning pressure is kept low and is increased pressure is kept low and is increased gradually gradually
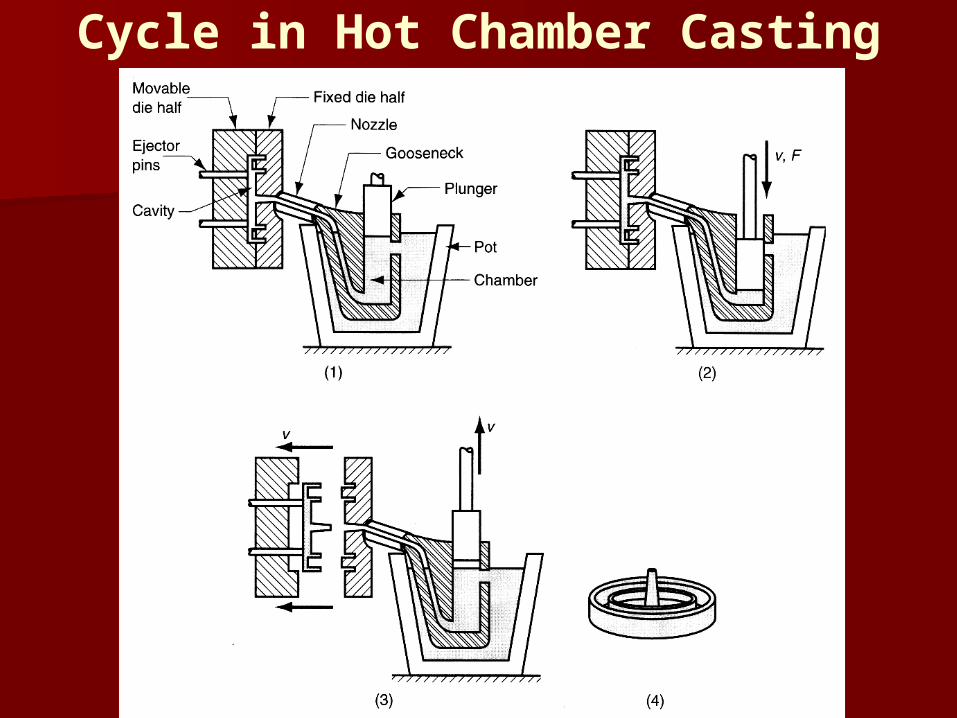
Cycle in Hot Chamber Casting
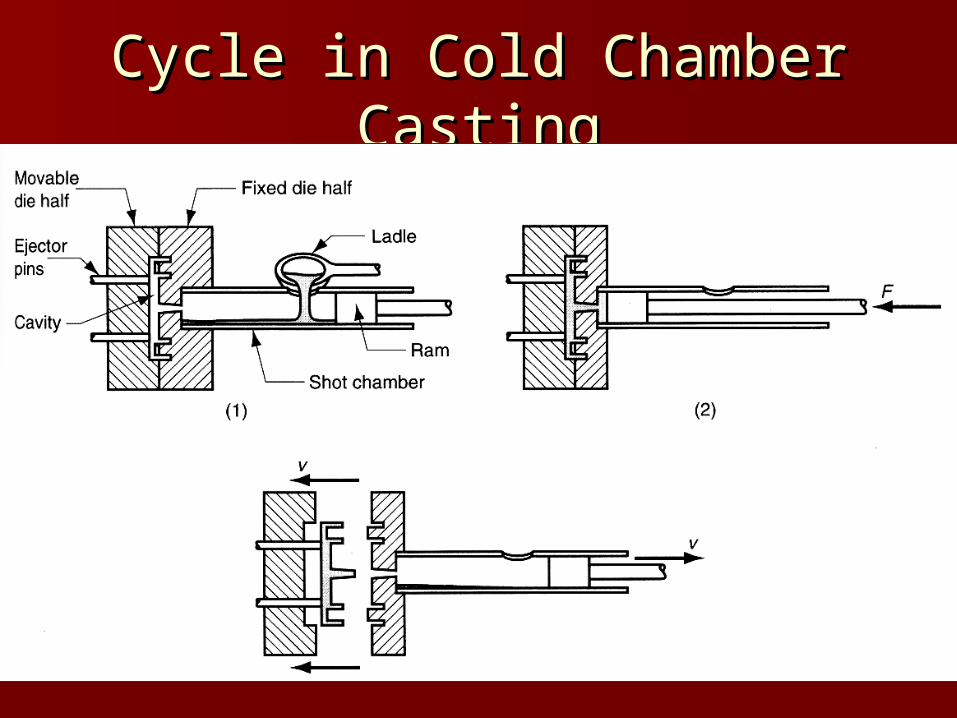
Cycle in Cold Chamber Cycle in Cold Chamber CastingCasting

Centrifugal CastingCentrifugal Casting
•A permanent mold made of metal or ceramic is rotated at high speed (300 to 3000 rpm). The molten metal is then poured into the mold cavity and due to centrifugal action the molten metal conform to the cavity provided in the mould.
•Castings are known for their higher densities in the outer most regions.
•The process gives good surface finish
•Applications: pipes, bushings, gears, flywheels etc.
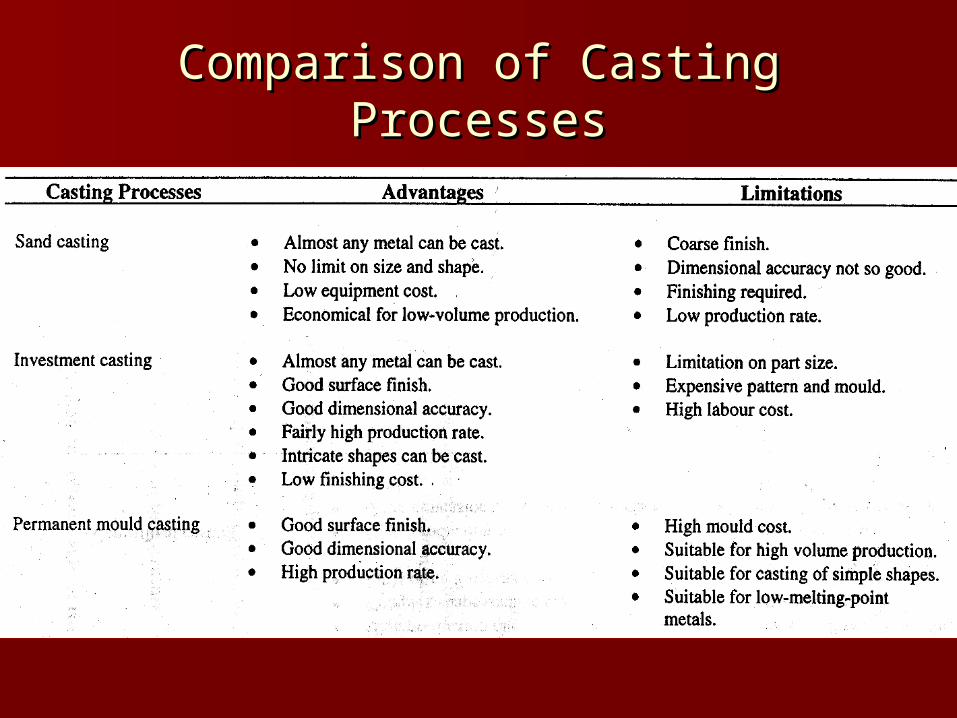
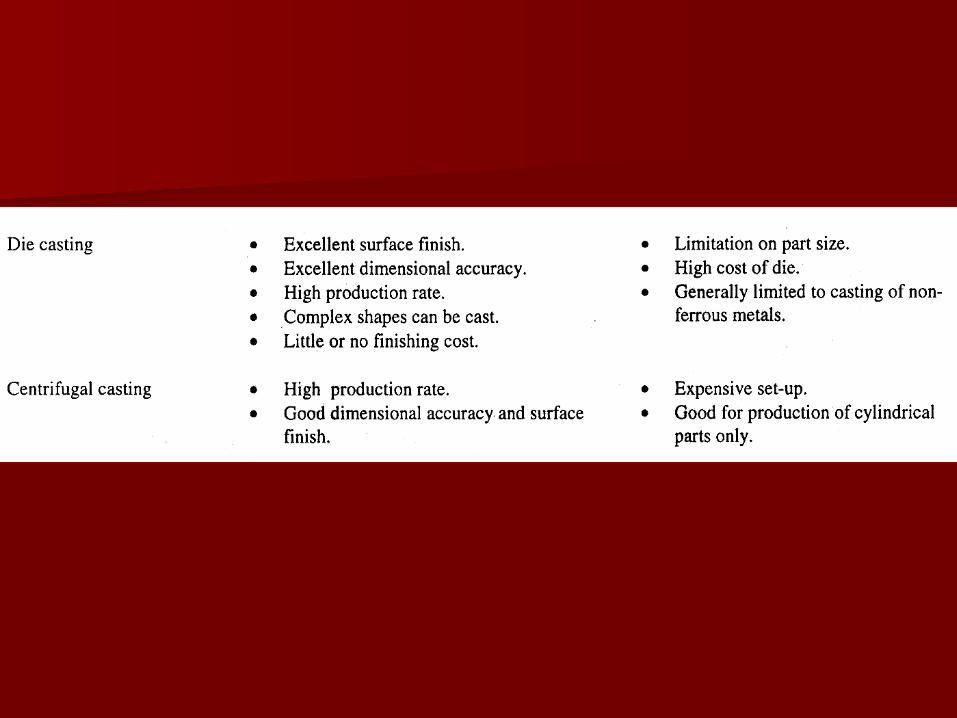
Comparison of Casting ProcessesComparison of Casting Processes
Related Documents











