Presented at the PERMEA 2003, Membrane Science and Technology Conference of Visegrad Countries (Czech Republic, Hungary, Poland and Slovakia), September 7–11, 2003, Tatranské Matliare, Slovakia. 0011-9164/04/$– See front matter © 2004 Elsevier B.V. All rights reserved Desalination 162 (2004) 279–286 Membrane filtration of Mozzarella whey Attila Rektor*, Gyula Vatai Department of Food Engineering, Faculty of Food Science, Szent Istvan University, H-1118 Menesi Street 44, Budapest, Hungary Tel. +36 (1) 372-6232; Fax +36 (1) 372-6323; email: [email protected] Received 17 July 2003; accepted 15 August 2003 Abstract Whey is a by-product of cheese production which is used mainly as animal feed or released into the wastewater treatment process, although it is rich in valuable components. Recent developments in membrane filtration have provided exciting new opportunities for large-scale protein and lactose fractionation. The aim of this research was to develop a complex membrane filtration technology for whey processing. The microfiltration and ultrafiltration processes were carried out with pilot-scale equipment. For these filtration procedures three modules — hollow-fibre, ceramic and spiral wound — were used. The permeates from micro- and ultrafiltration (MF and UF), and the original whey sample were filtered on nanofiltration (NF) and reverse osmosis (RO) equipment. After the measurements new methods for using whey were proposed. With this complex method cheese production can be redesigned to a more environmentally friendly and efficient process. All membrane filtration methods were used to find the potential applications of membrane systems for whey recycling and utilization. Keywords: Whey; Microfiltration; Sterilization; Ultrafiltration; Nanofiltration; Reverse osmosis 1. Introduction Whey processing represents one of the first fields of application of membrane processes in the dairy industry [1,2]. Microfiltration (MF) has been used to reduce the total number of lactic acid bacteria [3] and other microorganisms in the *Corresponding author. permeate compared to the microbiological con- dition of the whey [4,5]. The process also resulted in defatting of the whey and can be considered as a gentle sterilization method [6,7]. The dairy industry has been one of the pioneers in the development of ultrafiltration (UF) equipment and techniques based on the experience gained from its application in the dairy field. UF has two possible applications in

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Presented at the PERMEA 2003, Membrane Science and Technology Conference of Visegrad Countries (Czech Republic,Hungary, Poland and Slovakia), September 7–11, 2003, Tatranské Matliare, Slovakia.
0011-9164/04/$– See front matter © 2004 Elsevier B.V. All rights reserved
Desalination 162 (2004) 279–286
Membrane filtration of Mozzarella whey
Attila Rektor*, Gyula VataiDepartment of Food Engineering, Faculty of Food Science, Szent Istvan University,
H-1118 Menesi Street 44, Budapest, HungaryTel. +36 (1) 372-6232; Fax +36 (1) 372-6323; email: [email protected]
Received 17 July 2003; accepted 15 August 2003
Abstract
Whey is a by-product of cheese production which is used mainly as animal feed or released into the wastewatertreatment process, although it is rich in valuable components. Recent developments in membrane filtration haveprovided exciting new opportunities for large-scale protein and lactose fractionation. The aim of this research was todevelop a complex membrane filtration technology for whey processing. The microfiltration and ultrafiltrationprocesses were carried out with pilot-scale equipment. For these filtration procedures three modules — hollow-fibre,ceramic and spiral wound — were used. The permeates from micro- and ultrafiltration (MF and UF), and the originalwhey sample were filtered on nanofiltration (NF) and reverse osmosis (RO) equipment. After the measurements newmethods for using whey were proposed. With this complex method cheese production can be redesigned to a moreenvironmentally friendly and efficient process. All membrane filtration methods were used to find the potentialapplications of membrane systems for whey recycling and utilization.
Keywords: Whey; Microfiltration; Sterilization; Ultrafiltration; Nanofiltration; Reverse osmosis
1. Introduction
Whey processing represents one of the firstfields of application of membrane processes inthe dairy industry [1,2]. Microfiltration (MF) hasbeen used to reduce the total number of lacticacid bacteria [3] and other microorganisms in the
*Corresponding author.
permeate compared to the microbiological con-dition of the whey [4,5]. The process also resultedin defatting of the whey and can be considered asa gentle sterilization method [6,7].
The dairy industry has been one of thepioneers in the development of ultrafiltration(UF) equipment and techniques based on theexperience gained from its application in thedairy field. UF has two possible applications in
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286280
the cheese industry: to fractionate the proteinsfrom whey and to make cheese from ultrafilteredmilk [8–10]. Whey protein concentrates, whichare obtained by whey UF, are available in a greatvariety concerning the protein content andfunctional properties. Another aspect which mustnot be neglected is the utilization of the by-product resulting from the permeate of UF. Inthis case new technologies have also beendeveloped [nanofiltration (NF), reverse osmosis(RO)] for lactose, which can be used in thesweets industry or for fermentation procedures[11–13].
The most prevalent and economical processfor demineralization of evaporated (EV) whey iselectrodialysis (ED) [14]. NF is an alternative forthe concentration and demineralization of wheyby EV+ED [15]. NF can be used for concentra-tion of the permeate which penetrates the mem-brane during UF of milk or whey and whichconsists mainly of lactose in the same concen-tration as in the water phase of the original fluid.UF permeate has a biological oxygen demand of30,000–45,000 mg O2/L; therefore, it cannot bedirectly disposed as waste water into sewage [16].One of the important problems in the dairyindustry is the high COD value (60,000 mg/L) ofthe milk whey. RO can be used to concentrate themilk whey [17,18].
In this research complex membrane filtrationmethods (MF, UF, NF and RO) were developedfor whey processing [19,20]. The whey is rich invaluable components, but unfortunately it ismainly used as a feedstock, or is just fed into thecanal. This can be avoided by using a complexmethod, and cheese production can be redesignedas a more environmentally friendly and wastelessprocess.
2. Materials and methods
The examined material was mozzarella whey(Table 1) transported to the laboratory of the
Table 1Ingredients of the mozzarella whey
Component %
Water contentTS content:
FatProteinLactoseSalts
~945.870.790.723.900.46
university directly from the dairy (Saporid’Italia). The MF and UF processes were carriedout on pilot-scale equipment built by Hidrofilt.For the filtration procedure three modules —hollow-fibre (MF), ceramic multi-tube (MF) andspiral wound (UF) — module were used(Table 2).
The procedure was as follows: 40 L of wheysample was fed into the tank of the pilot plant.The circulation pump was started, and thetemperature was adjusted. Then the appropriatepressure value and the recirculation flow ratewere fixed. During the process, the permeate fluxwas measured with a rotameter.
The microbial measurements took place in asterile laboratory. MRS and YEPD media wereused, and a dilution rate of 100–109 from thepermeate was made. From the diluted samples0.1 ml dispelled on the sterile medium. Colonyforming units were counted after 48 h of incuba-tion at 37°C.
NF was carried out on YPROLAB 2 typelaboratory equipment (Millipore). The originalwhey and the permeates of the MF and UF wereconcentrated by this equipment. During thisprocess a spiral-wound module was used. Table 3shows the characteristics of the module.
The RO concentration of the whey and thepermeates was carried out on DDS Minilab 20laboratory equipment. One plate-and-frameHR-30 membrane module was used for theexperiments (Table 4), and the operation
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286 281
Table 2Characteristics of the modules
Modules Manufacturer Maximumpressure, bar
Pore size orNMW cut-off
Modulearea, m2
Hollow fibreCeramic multi-tubeSpiral wound
MicrodynMicrodynHoechst
288
0.2 µm0.1 µm100 kDa
0.750.21.5
Table 3Nanofiltration module characteristics
ModuleManufacturerMax. pressure, barNMW cut-off, DaArea, m2
R75AMillipore354000.3
Table 4Characteristics of the applied RO membranes
Type of membraneManufacturerMaterialSalt retention, %
HR-30DowPolyamide99.5
parameters were 30°C and 40 bar, and therecirculation flow rate 400 l/h.
3. Results and discussion
3.1. Microfiltration
Table 5 shows the difference of compositionbetween the original whey and the MF-permeate.The retention of fat content was 98.7%, so thefiltration was successful concerning the separa-tion of fat. The reason for this large-scaleretention was the small pore size (0.2 µm) of themembrane because, according to the scientificliterature, the sizes of the fat-balls are between0.1 and 20 µm [20].
Table 5Concentration of the components/ceramic multi-tube
Fat, % Protein, % Lactose, %
WheyMF-permeate
0.790.01
0.720.24
3.903.14
Using the Kjeldal method for protein deter-mination, the results were unexpected concerningthe protein content. The membrane retentioned~67% of proteins. The microfilter had to letthrough all the protein because, according to thescientific literature, the largest casein micelles aresmaller than the pore size. These results can beexplained as whey contains more small size wheyproteins than larger molecule size casein micelles.During protein analysis, we examined thequantity of the substances that contain nitrogen,and between these substances about 30% NPNcan be found. The retention can also be explainedby the gel layer that developed on the membranesurface.
The change can be seen in the case of lactoseas well, but the retention was not as much as inthe case of proteins. During filtration, the loss oflactose was only 19.5%.
3.2. Microbiological experiments
Microbiological experiments were carried outto determine if the MF procedure is efficient(based on a literature survey) for sterilization.Two different media were used: MRS-agar andYEPD.
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286282
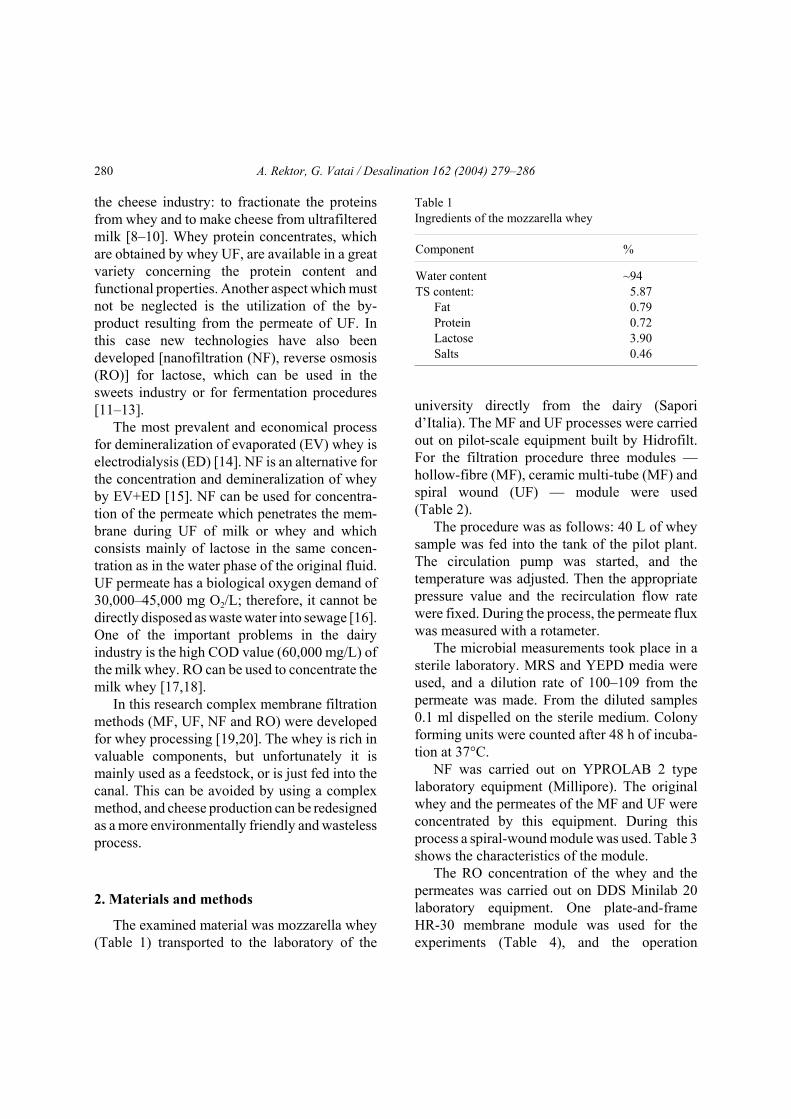
Fig. 1. Microbiological results.
3.2.1. Results for MRS agarThe medium was used to determine the cell
number of Lactobacillaceae. The initial cellnumber was determined by 104 and 105 dilutionrates. The dilution rate of 104 gave a more exactvalue; therefore, the colony forming unit wascounted at this rate. The result was 1.39×107 cfu/cm3.
Three samples were collected from thepermeate: one sample at the beginning of thefiltration procedure; the second in the middle andthe third one at the very end of MF. The resultsshowed that there were no Lactobacillaceae inthe permeate. The conclusion was that themembrane retention for LB was 100%.
3.2.2. Results for YEPD-agarFurther microbiological experiments were
carried out on the YEPD medium. This mediumis proper for all microorganisms; all types areable to grow on its surface. The procedure wasthe same: three samples were collected, but nocolony units appeared. As a result, we can statethat the membrane retained all the micro-organisms.
Based on the microbiological results we canstate that MF is efficient in whey sterilization.
3.2. Ultrafiltration
The experiments were carried out at constantoperating conditions concerning the temperature,
Table 6Concentration of the components
Fat, % Protein, % Lactose, %
WheyUF-permeate
0.790.00
0.720.18
3.902.31
pressure and recirculation flow rate. Table 6shows the difference of composition between theoriginal whey and the MF-permeate.
UF completely retained the fat. The proteinretention of the membrane was also high — 75%— as in case of the MF membrane; theexplanation should be similar. The membraneretained about 40% of the lactose, which was dueto the gel polarization layer.
Summarizing the results of UF, the separationof proteins and lactose was not so efficient. If thewhey is microfiltered in the first step, thenseparation and the sterilization can be carried outin one step.
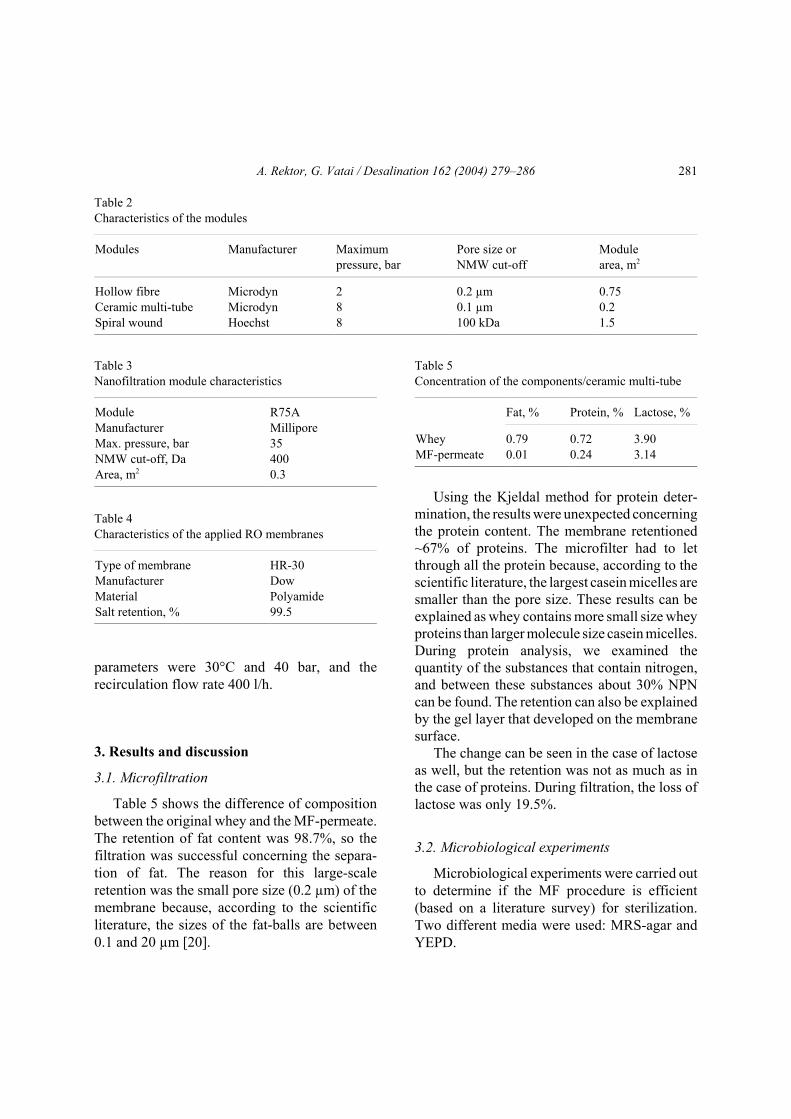
Before the concentration of whey, experi-ments were carried out to determine the influenceof the operation parameters on the permeate fluxof water and whey (as can be seen in Fig. 2) as afunction of transmembrane pressure and recycleflow rate.
With a pressure increase, permeate fluxincreased as well. Therefore, it is recommendedto determine the maximum values of the curvesand carry out the concentration at this pressure
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286 283
Fig. 2. Effect of recycle flow rate on permeate flux inwhey microfiltration on a ceramic multi-tube module.
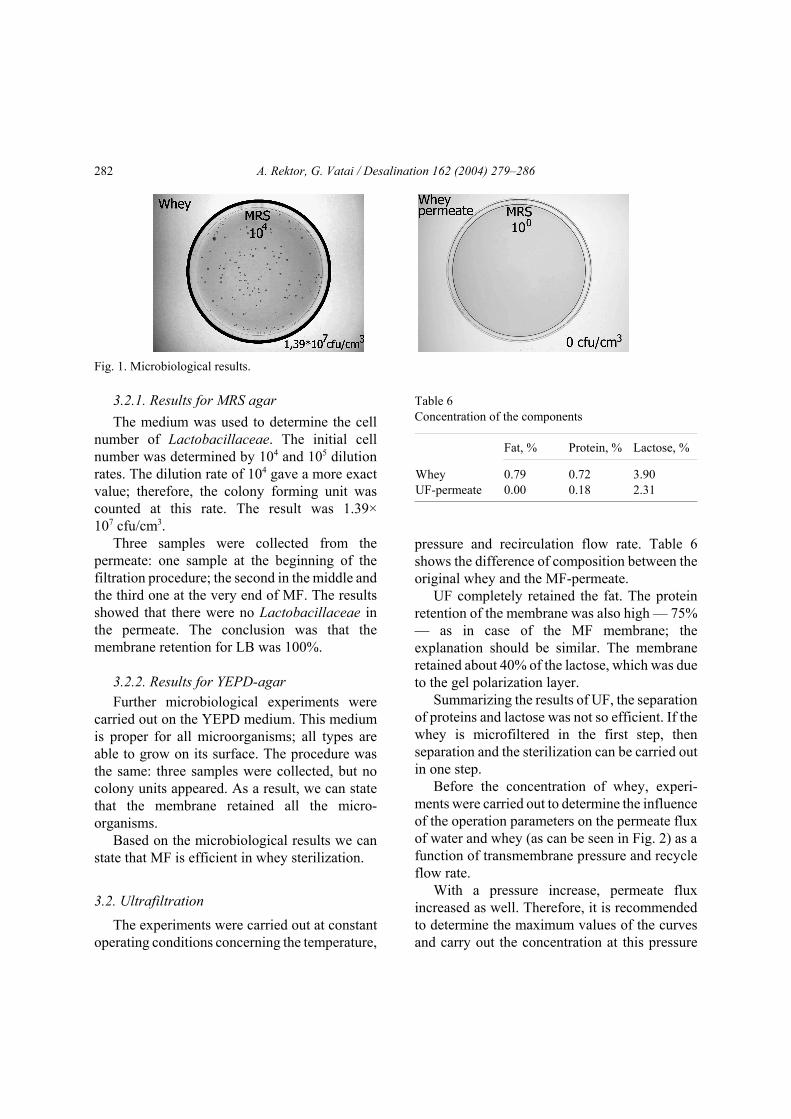
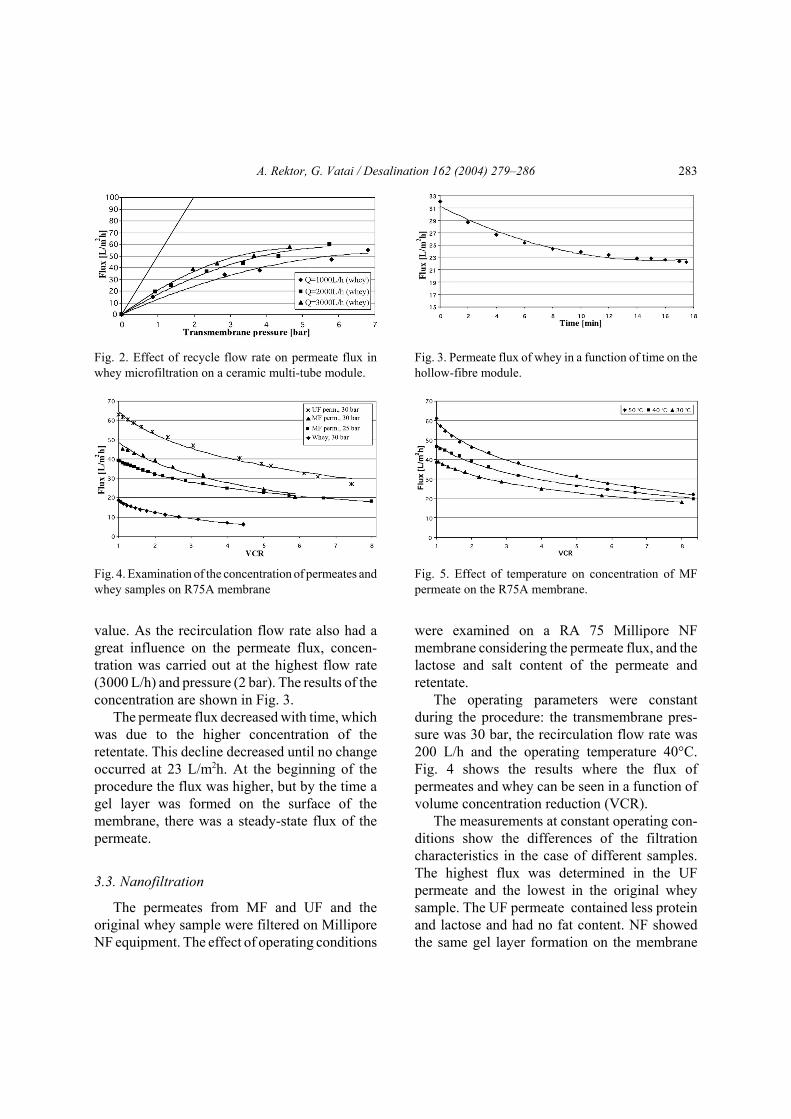
Fig. 4. Examination of the concentration of permeates andwhey samples on R75A membrane
value. As the recirculation flow rate also had agreat influence on the permeate flux, concen-tration was carried out at the highest flow rate(3000 L/h) and pressure (2 bar). The results of theconcentration are shown in Fig. 3.
The permeate flux decreased with time, whichwas due to the higher concentration of theretentate. This decline decreased until no changeoccurred at 23 L/m2h. At the beginning of theprocedure the flux was higher, but by the time agel layer was formed on the surface of themembrane, there was a steady-state flux of thepermeate.
3.3. Nanofiltration
The permeates from MF and UF and theoriginal whey sample were filtered on MilliporeNF equipment. The effect of operating conditions
Fig. 3. Permeate flux of whey in a function of time on thehollow-fibre module.
Fig. 5. Effect of temperature on concentration of MFpermeate on the R75A membrane.
were examined on a RA 75 Millipore NFmembrane considering the permeate flux, and thelactose and salt content of the permeate andretentate.
The operating parameters were constantduring the procedure: the transmembrane pres-sure was 30 bar, the recirculation flow rate was200 L/h and the operating temperature 40°C.Fig. 4 shows the results where the flux ofpermeates and whey can be seen in a function ofvolume concentration reduction (VCR).
The measurements at constant operating con-ditions show the differences of the filtrationcharacteristics in the case of different samples.The highest flux was determined in the UFpermeate and the lowest in the original wheysample. The UF permeate contained less proteinand lactose and had no fat content. NF showedthe same gel layer formation on the membrane
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286284
surface and the flux curves followed the decreas-ing trend as in the UF procedure.
The concentration of the MF samples was alsocarried out at transmembrane pressure of 25 bar.At the beginning of the concentration, the fluxincreased with the pressure, but with time, as theVCR increased, the flux values decreased and ata concentration rate of 5–6, the transmembranepressure had no more influence on permeate flux.Therefore, the higher the VCR is, the lower theeffect on the flux. The determination of this VCRvalue is important due to energy utilization whichcan be decreased and the lifetime of the pumpsincreased.
The concentration of MF permeates wascarried out at three different temperatures toobtain the optimal temperature value for concen-tration and to examine the role of temperatureduring the filtration procedure. The experimenttook place at the same transmembrane pressure of30 bar and a recirculation flow rate of 200 L/h.The effect of temperature is shown in Fig. 5. Thehigher the temperature, the higher the permeateflux.
Transmembrane pressure had the same effect.Both parameters resulted in permeate flux, but inthe case of temperature, as the VCR increased,the differences in permeate fluxes decreased. Asa result of the experiment, one can state thathigher VCR temperatures should be decreased tospare energy.
In summary, we can say that the NF procedureis to be done at higher temperatures, but this canbe affected by the heat resistance of the samples.Energy consumption has to be taken into con-sideration when choosing the maximum recom-mended temperature of the membrane.
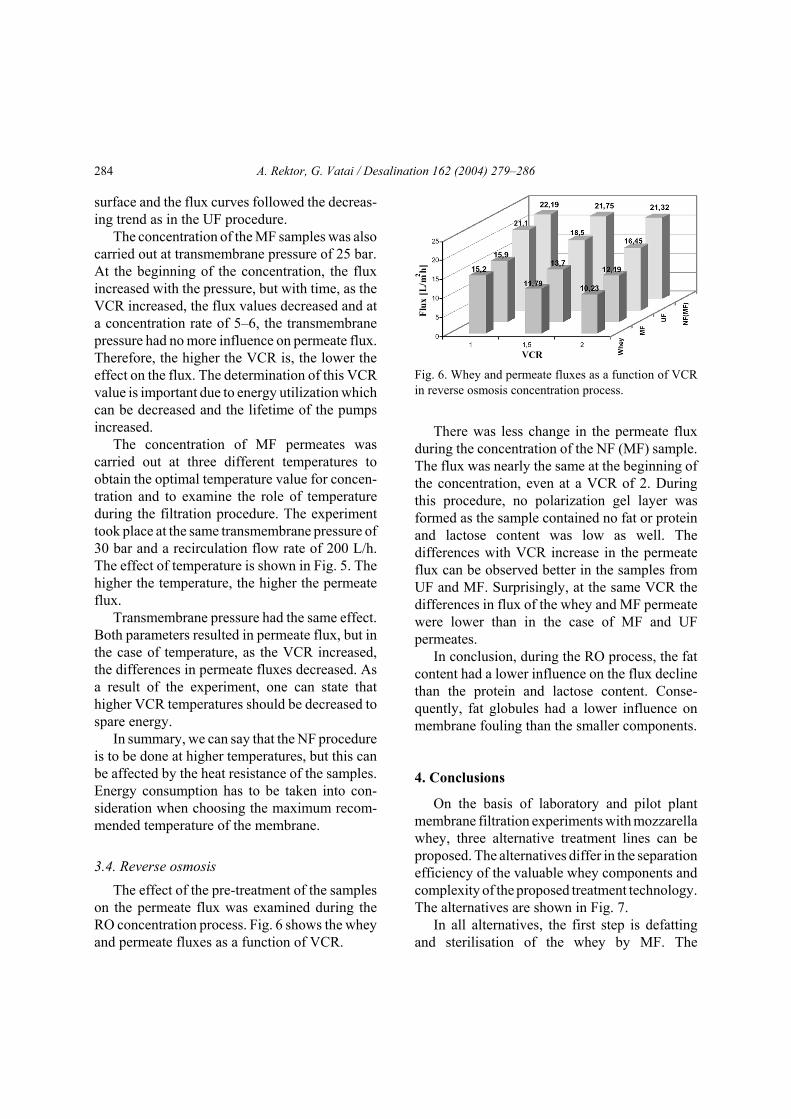
3.4. Reverse osmosisThe effect of the pre-treatment of the samples
on the permeate flux was examined during theRO concentration process. Fig. 6 shows the wheyand permeate fluxes as a function of VCR.
Fig. 6. Whey and permeate fluxes as a function of VCRin reverse osmosis concentration process.
There was less change in the permeate fluxduring the concentration of the NF (MF) sample.The flux was nearly the same at the beginning ofthe concentration, even at a VCR of 2. Duringthis procedure, no polarization gel layer wasformed as the sample contained no fat or proteinand lactose content was low as well. Thedifferences with VCR increase in the permeateflux can be observed better in the samples fromUF and MF. Surprisingly, at the same VCR thedifferences in flux of the whey and MF permeatewere lower than in the case of MF and UFpermeates.
In conclusion, during the RO process, the fatcontent had a lower influence on the flux declinethan the protein and lactose content. Conse-quently, fat globules had a lower influence onmembrane fouling than the smaller components.
4. Conclusions
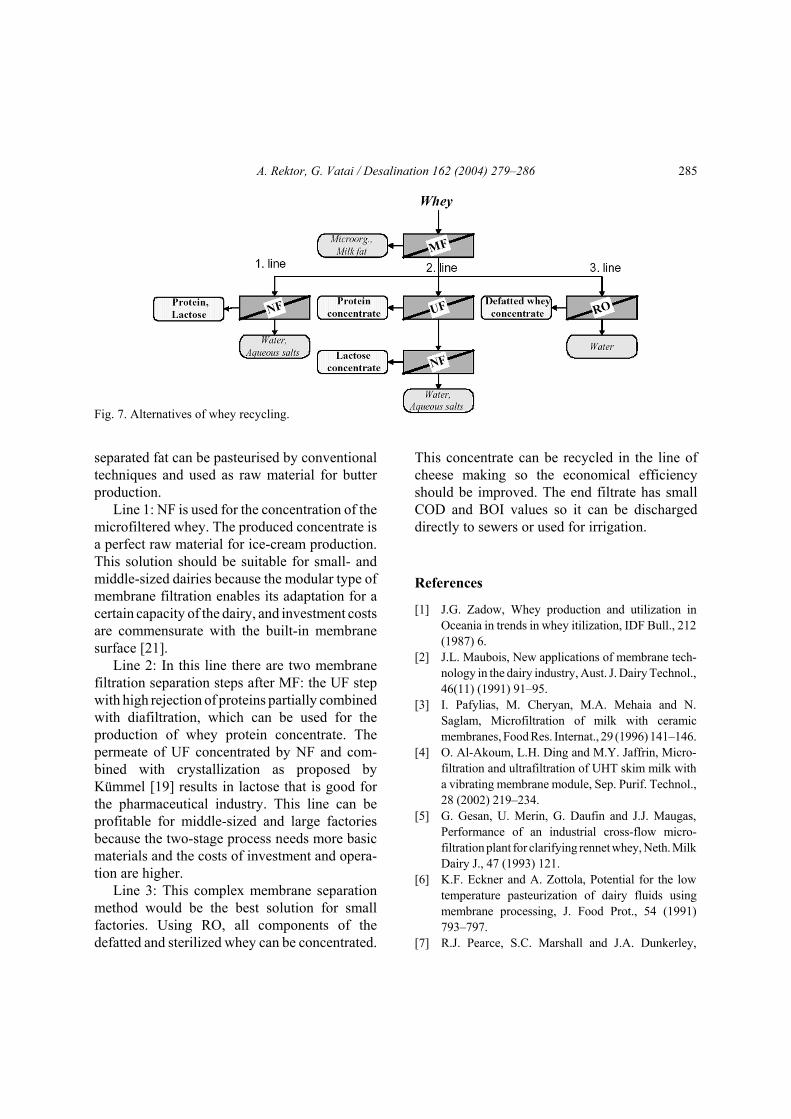
On the basis of laboratory and pilot plantmembrane filtration experiments with mozzarellawhey, three alternative treatment lines can beproposed. The alternatives differ in the separationefficiency of the valuable whey components andcomplexity of the proposed treatment technology.The alternatives are shown in Fig. 7.
In all alternatives, the first step is defattingand sterilisation of the whey by MF. The
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286 285
Fig. 7. Alternatives of whey recycling.
separated fat can be pasteurised by conventionaltechniques and used as raw material for butterproduction.
Line 1: NF is used for the concentration of themicrofiltered whey. The produced concentrate isa perfect raw material for ice-cream production.This solution should be suitable for small- andmiddle-sized dairies because the modular type ofmembrane filtration enables its adaptation for acertain capacity of the dairy, and investment costsare commensurate with the built-in membranesurface [21].
Line 2: In this line there are two membranefiltration separation steps after MF: the UF stepwith high rejection of proteins partially combinedwith diafiltration, which can be used for theproduction of whey protein concentrate. Thepermeate of UF concentrated by NF and com-bined with crystallization as proposed byKümmel [19] results in lactose that is good forthe pharmaceutical industry. This line can beprofitable for middle-sized and large factoriesbecause the two-stage process needs more basicmaterials and the costs of investment and opera-tion are higher.
Line 3: This complex membrane separationmethod would be the best solution for smallfactories. Using RO, all components of thedefatted and sterilized whey can be concentrated.
This concentrate can be recycled in the line ofcheese making so the economical efficiencyshould be improved. The end filtrate has smallCOD and BOI values so it can be dischargeddirectly to sewers or used for irrigation.
References
[1] J.G. Zadow, Whey production and utilization inOceania in trends in whey itilization, IDF Bull., 212(1987) 6.
[2] J.L. Maubois, New applications of membrane tech-nology in the dairy industry, Aust. J. Dairy Technol.,46(11) (1991) 91–95.
[3] I. Pafylias, M. Cheryan, M.A. Mehaia and N.Saglam, Microfiltration of milk with ceramicmembranes, Food Res. Internat., 29 (1996) 141–146.
[4] O. Al-Akoum, L.H. Ding and M.Y. Jaffrin, Micro-filtration and ultrafiltration of UHT skim milk witha vibrating membrane module, Sep. Purif. Technol.,28 (2002) 219–234.
[5] G. Gesan, U. Merin, G. Daufin and J.J. Maugas,Performance of an industrial cross-flow micro-filtration plant for clarifying rennet whey, Neth. MilkDairy J., 47 (1993) 121.
[6] K.F. Eckner and A. Zottola, Potential for the lowtemperature pasteurization of dairy fluids usingmembrane processing, J. Food Prot., 54 (1991)793–797.
[7] R.J. Pearce, S.C. Marshall and J.A. Dunkerley,
A. Rektor, G. Vatai / Desalination 162 (2004) 279–286286
Reduction of lipids in whey protein concentrates bymicrofiltration: effect of functional properties, Int.Dairy Fed., 9201 (1991) 118.
[8] M. Huffman, Processing whey protein for use as afeed ingradient, Food Technol., 50 (1996) 49–52.
[9] A.R. DaCosta, A.G. Fane and D.E. Wiley, Ultra-filtration of whey protein solutions in spacer-filledflat channels, J. Membr. Sci., 76 (1993) 245–254.
[10] R.K. Mehra and W.J. Donnelly, Fractionation ofwhey protein components through a large pore size,hydrophilic, cellulosic membrane, J. Dairy Res., 60(1993) 89–97.
[11] H.C. van der Horst, J.M.K. Timmer, T. Robberstenand J. Leenders, Use of nanofiltration for concentra-tion and demineralization in the dairy industry:Model for mass transport, J. Membr. Sci., 104 (1995)205.
[12] A. Balint and M.R. Okos, Computer aided design inwhey processing, Periodica Plytechnica, Chem.Engng., 39 (1995) 119–128.
[13] H.S. Alkhatim, M.I. Alcaina, E. Soriano and M.I.Iborra and J. Arnal, Treatment of whey effluentsfrom dairy industries by nanofiltration membranes,Desali-nation, 119 (1998) 177–183.
[14] P.M. Kelly, B.S. Horton and H. Burling, Partialdemineralisation of whey by nanofiltration, Int.Dairy Fed. Annual Sessions, Tokyo, 1991, p. 87.
[15] A.G. Gregory, Desalination of sweet-type whey saltdrippings for whey, in trends in whey utilization, IDFBull., 212 (1987) 91.
[16] N. Qureshi and G.J. Manderson, Bioconversion ofrenewable resources into ethanol: an economicevaluation of selected hydrolysis, fermentation andmembrane technologies, Energy Sources, 17 (1995)241–265.
[17] G. Del Re, G. DiGiacomo, L. Aloisio and M. Terreri,RO treatment of waste waters from the dairyindustry, Desalination, 119 (1998) 205–206.
[18] B. Balannec, G. Gésan-Guiziou, B. Chaufer,M. Rabiller-Baudry and G. Daufin, Treatment ofdairy process waters by membrane operations forwater reuse and milk constituents concentration,Desalination, 147 (2002) 89–94.
[19] R. Kümmel and J. Robert, Application of membraneprocesses in food technologies, in: K. Bélafi-Bakó,L. Gubicza and M. Mulder, eds., Integration ofMembrane Processes into Bioconversions, KluwerAcademic/Plenum, New York, 2000.
[20] M. Cheryan, Ultrafiltration and MicrofiltrationHand-book, Technomic, Lancaster, PA, 1998.
[21] Hidrofilt Ltd., Personal communications, Nagy-kanizsa, Hungary, 2003.
Related Documents











