Índice Villa de Álvarez, Col., junio de 2013 MEDICION DE PRODUCTIVIDAD EN EL AREA DE CORTE Y MUESTRAS DE SUPPLY S.A DE C.V. Mario Alberto García Alarcón 11460176 Asesor: Héctor Manuel Ortiz Delgado Carrera: Ingeniería Industrial Villa de Álvarez, Col., a 16 de Mayo del 2016 INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Índice
Villa de Álvarez, Col., junio de 2013
MEDICION DE PRODUCTIVIDAD EN EL AREA DE CORTE Y
MUESTRAS DE SUPPLY S.A DE C.V.
Mario Alberto García Alarcón
11460176
Asesor:
Héctor Manuel Ortiz Delgado
Carrera:
Ingeniería Industrial
Villa de Álvarez, Col., a 16 de Mayo del 2016
INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:

1 Justificación .................................................................................................................. 3
2 Objetivo ........................................................................................................................ 3
2.1 Objetivos Específicos ................................................................................................ 3
3 Problemáticas a resolver ............................................................................................. 3
4 Limitaciones de Medición ........................................................................................... 5
5 Procedimiento y descripción de las actividades Realizadas..................................... 5
5.1 Antecedentes de la empresa ..................................................................................... 5
5.1.1 Ubicación ................................................................................................................ 6
5.2 Marco teórico ............................................................................................................ 7
5.3 Diagnostico .............................................................................................................. 27
5.3.1 Diagrama de flujo de Proceso de Supply S.A. C.V. .......................................... 27
5.3.2 Diagrama de flujo de Subprocesos del Área de Muestras y Área de Corte ... 28
5.3.3 Lay Out de Supply S.A de C.V. .......................................................................... 29
5.3.4 Proceso de producción actual ............................................................................. 30
5.3.5 Diagrama de recorrido del proceso de produccion actual ............................... 32
5.3.6 Área de Corte ....................................................................................................... 33
5.3.7 Lay-Out de Corte ................................................................................................. 33
5.3.8 Diagrama de Recorrido de Corte ....................................................................... 33
5.3.9 Personal actual y maquinaria ............................................................................. 33
5.3.10 Descripción del Subproceso (Área de Corte) .................................................. 34
5.3.11 Área de Muestras ............................................................................................... 35
5.3.12 Lay-Out de Muestras ........................................................................................ 35
5.3.13 Diagrama de Recorrido de Muestras ............................................................... 35
5.3.14 Personal actual y maquinaria de Muestras ..................................................... 35
5.3.15 Descripción del Subproceso (Área de Muestras) ............................................ 36
5.4 Medición de la Productividad ................................................................................ 37
5.4.1 Indicadores de Productividad ............................................................................ 39
5.4.2 Diagrama de Ishikawa Supply S.A. de C.V. (Afectaciones a la Productividad)
........................................................................................................................................ 40
5.4.3 Puntos de Mejora: Plan de Acción (Recomendaciones) ................................... 41
6 Resultados .................................................................................................................. 42
6.1 Suplementos por descanso aplicado ...................................................................... 42
6.2 Productividad .......................................................................................................... 44
7 Conclusiones y Recomendaciones ............................................................................ 50
Competencias desarrolladas y/o aplicadas. ................................................................ 51
Referencias Bibliográficas ........................................................................................... 52

1 Justificación
El presente Informe se realizó para medir la productividad en el empresa Supply S.A. de C.V. en la área de corte y área de muestras ya que carece de registros y indicadores para la medición de productividad, por lo que es necesario diseñar e implementar formatos para recabar las actividades diarias y diseñar e implementar indicadores para determinar la productividad de estas dos áreas y con esto la empresa tenga una noción de cómo se encuentran actualmente en productividad, asi también para que tenga nocion de ocmo darle seguimiento a tal medición. Los registros (formatos) son indispensables para llevar a cabo tal medición ya que se tiene un buen manejo de las actividades elaboradas por dia de cada operario asi como por área, lo cual facilita el manejo de estos asi como su registro diario. Y los indicadores nos ayudaran a calcular la productividad (Unidades/Horas-Hombre)
2 Objetivo
Medir la productividad en el área de muestras y corte de la empresa Supply S.A. de C.V.
2.1 Objetivos Específicos
1. Diseñar e implementar formatos para recolectar datos para aplicarlos en la medición de productividad de la empresa Supply S.A. de C.V.
2. Diseñar e implementar Indicadores de productividad para el área de muestras y corte de la empresa Supply S.A. de C.V.
3 Problemáticas a resolver Se realizó un diagrama de Ishikawa para plasmar de manera clara y objetiva las problemáticas observadas y detectadas en la medición de la productividad, en base a las limitaciones que se tuvieron en todo el proyecto, cabe mencionar que el tiempo de medición es de 20 días los cuales con esto podrán dar seguimiento para que lleven registros de la productividad que pueden tener y así tener un estándar de productividad por día.

Diagrama de Ishikawa (Limitaciones en la Medición de Productividad)
Limitaciones en la
medición de
Productividad en
Supply S.A. de
C.V.
Variabilidad del proceso Mal llenado de los formatos establecidos o no se llenan
Modelos únicos
Rotación de personal
Falta de Personal.
Cambio de actividad repentina
Falta de personal
Demanda

4 Limitaciones de Medición
Lo que se quiere medir es la productividad por tipo de operarios o general en el Área de Corte y Área de Muestras, los cuales son las que se tomaran en cuenta ya que son las principales actividades, las cuales se muestran en el siguiente cuadro:
Área de Muestras Área de Corte
Cantidad de arreglos
Cantidad de prendas descosidas
Cantidad de piezas o accesorios de muestras
Tendido
Cortado
Las limitaciones que encontramos presentes en la actualidad son:
Rotación de personal (más en corte en el caso de tendedores y foliadores).
Cambio de actividad repentina (esta se da en ambas áreas pero limita más en corte por sus actividades de tendido).
Mal llenado de los formatos establecidos (ambas áreas).
Variabilidad del proceso (de tiempos).
5 Procedimiento y descripción de las actividades Realizadas
5.1 Antecedentes de la empresa
En 1993 Reina Díaz presenta su primeras creaciones en Exhimoda, ahora Intermoda, en la ciudad de Guadalajara, Jalisco. Evento que sirvió de plataforma para mostrar al público sus vanguardistas diseños y de esa manera darse a conocer en el mundo de la moda.
Actualmente Reina Díaz se ha consolidado como empresa líder en el marcado de la moda, siendo hoy por hoy sinónimo de calidad y buen gusto. Reina Díaz cuanta ya con 15 franquicias en todo el país, además de presencia en tiendas de prestigio como El Palacio de Hierro y departamentales regionales.
Reina Díaz ha ido creciendo gracias a la gran demanda de las personas que, al conocer la marca, se dan cuenta de la calidad y el atractivo único

de su diseño, convirtiéndola en una útil herramienta de negocios. Es por eso que Reina Díaz sin duda alguna seguirá presente en el gusto de las mujeres y marcando la tendencia en la moda mexicana. Actualmente se encuentran puntos de venta en:
1. Baja California 2. Campeche 3. Colima 4. Puebla 5. Jalisco 6. Estado de México 7. Michoacán 8. Nayarit 9. Sinaloa 10. Sonora
5.1.1 Ubicación
La empresa Supply se encuentra en esquina con Cristóbal Colón y Rodolfo Chávez Carrillo.
Ubicación de Supply S.A. de C.V.

5.2 Marco teórico Los estándares de mano de obra modernos se originaron con los trabajos de Frederick Taylor t Frank y Lillian Gilberth a principios del siglo XX. Entonces, una gran parte del trabajo era manual y el contenido de mano de obra resultante de los productos era alto. Se sabía poco de lo que hoy constituye en una jornada de trabajo justa, de modo que los administradores comenzaron los estudios pertinentes para la mejorar los métodos del trabajo y comprender el esfuerzo humano. Estos esfuerzos continúan en la actualidad. Aunque estamos a inicio del siglo XXI y los costos pro mano de obra suelen representar menos del 10% de las ventas, los estándares d emano de obra todavía son importantes y siguen teniendo un papel destacado tanto en organizaciones de manufactura como de servicio. Con frecuencia son el punto inicial para establecer los requerimientos de personal. Debido a que en Estados Unidos más de la mitad de las plantas de manufactura usan algún tipo de sistema de incentivos para el trabajo, los estándares de mano de obra adecuados se han vuelto un requerimiento. La administración de operaciones efectiva requiere estándares significativos que ayuden a una empresa a determinar lo siguiente:
1. El contenido de mano de obra de los artículos producidos (el costo por
mano de obra).
2. Las necesidades de personal (cuantas personas se necesitan para
alcanzar la producción adquirida).
3. El costo y el tiempo estimado antes de la producción (para ayudar a
tomar varias decisiones, desde la estimación del costo hasta decisiones
de que hacer y comprar).
4. El tamaño de las brigadas y el balanceo del trabajo (quien hace que una
actividad de grupo o en una línea de ensamble).
5. La producción esperada (de manera que tanto el administrador como el
trabajador sepan lo que constituye un día de trabajo justo).
6. Las bases para los planes salarios-incentivos (que proporcionen un
incentivo razonable).
7. La eficiencia de los empleados y la supervisión (es necesario un
estándar contra el cual determinar a eficiencia).
8.
Los estándares de mano de obra establecidos adecuadamente representan la cantidad de tiempos que debe tomar al trabajador promedio realizar las actividades específicas de la tarea en condiciones normales. Los estándares de mano de obra se establecen de cuatro maneras:
1. Experiencia Histórica
2. Estudio de tiempos
3. Estándares de tiempo predeterminado
4. Muestreo del trabajo

Experiencia Histórica Los estándares de mano de obrase pueden estimar con base en la experiencia histórica es decir, cuantas horas de trabajo se requirieron para ejecutar una tarea la última vez que se realizó. Los estándares históricos tienen la ventaja de ser relativamente fácil y económicos de obtener. Por lo general, se toman de las tarjetas de entrada y salida de los trabajadores o de los registros de producción. Sin embargo, no son objetivos y no conocemos su precisión, si representan un ritmo de trabajo razonable o deficiente o si incluye eventos inusuales. Debido a que estas variables son desconocidas su uso no es recomendable. En su lugar se prefieren los estudios de tiempo, los estándares de tiempo predeterminado, y el muestreo del trabajo. Estudio de tiempos El estudio clásico son cronometro, o estudio de tiempo, originalmente propuestos por Frederick W. Taylor en 1881, sigue siendo el método de estudio de tiempos más ampliamente usado. El procedimiento de un estudio de tiempo implica medir el tiempo de una muestra de desempeño de un trabajador y usarlo para establecer un estándar. Una persona capacitada y experimentada puede establecer un estándar siguiendo estos ocho pasos:
1. Definir la tarea a estudiar (después de analizar un análisis de métodos)
2. Dividir la tarea en elementos precisos (partes de una tarea que con
frecuencia no necesita más de unos cuantos segundo).
3. Decidir cuantas veces se medirá la tarea (el número de ciclos de trabajo
o muestras necesarias).
4. Medir el tiempo y registrar los tiempos elementales y las calificaciones
del desempeño.
5. Calcular el tiempo observado (real) promedio. El tiempo observado
promedio es la media aritmética de los tiempos para cada elemento
medio, ajustada para la influencia inusual en cada elemento:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 =𝑆𝑢𝑚𝑎 𝑑𝑒 𝑙𝑜𝑠 𝑡𝑖𝑒𝑚𝑝𝑜𝑠 𝑟𝑒𝑔𝑖𝑠𝑡𝑟𝑎𝑑𝑜𝑠 𝑝𝑎𝑟𝑎 𝑟𝑒𝑎𝑙𝑖𝑧𝑎𝑟 𝑐𝑎𝑑𝑎 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
6. Determinar la calificación del desempeño (paso del trabajo) y después
calcular el tiempo normal para cada elemento.
𝑇𝑖𝑒𝑚𝑝𝑜 𝑛𝑜𝑟𝑚𝑎𝑙= (𝑡𝑖𝑒𝑚𝑝𝑜 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜)∗ (𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑐𝑎𝑙𝑓. 𝑑𝑒𝑙 𝑑𝑒𝑠𝑒𝑚𝑝𝑒ñ𝑜)
La clasificación del desempeño ajusta el tiempo observado a lo que se espera realice un trabajador normal. Por ejemplo, un trabajador normal debe poder caminar 3 millas por hora. También debe ser capaz de repartir una baraja en 4 pilas iguales en 30 segundos. Una calificación del desempeño de 1.05 indicara

que el trabajador observado ejecuta la tarea un poco más rápido que el promedio. Existen numerosos videos que ha establecido la Society for the Advancement of Management Performance en Estados Unidos. Sin embargo, la calificación del desempeño todavía es un arte.
7. Sumar los tiempos normales para cada elemento a fin de determinar el
tiempo normal de una tarea.
8. Calcular el tiempo estándar. Este ajuste al tiempo normal total
proporciona las holguras por necesidades personales, demoras
inevitables del trabajo, y fatiga del trabajador.
𝑇𝑖𝑒𝑚𝑝𝑜 𝐸𝑠𝑡𝑎𝑛𝑑𝑎𝑟 =𝑇𝑖𝑒𝑚𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 𝑡𝑜𝑡𝑎𝑙
1 − 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 ℎ𝑜𝑙𝑔𝑢𝑟𝑎
Con frecuencias las holguras de tiempos personales se establecen en inventarios del 4% al 7% del tiempo total dependiendo de la cercanía de baños, bebederos y otras instalaciones. Las holguras por fatiga se basan en el creciente conocimiento del gasto de energía humana en diversas condiciones físicas y ambientales. El estudio de tiempos requiere un proceso de muestreo; por ello, surge de manera natural la pregunta sobre el error de muestreo para el tiempo observado promedio. En estadística, el error varía inversamente con el tamaño de la muestra. Así, para determinar cuántos ciclos deben cronometrarse, es necesario considerar un tamaño de muestra adecuado, se deben considerar tres aspectos: 1. Cuantas precisión se desea
2. El nivel de confianza deseado
3. Cuanta variación existente dentro de los elementos de la tarea.
La fórmula para encontrar el tamaño de muestra apropiado, dadas estas 3 variables, es:
𝑇𝑎𝑚𝑎ñ𝑜 𝑑𝑒 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑎 = 𝑛 = (𝑧 𝑠
ℎ (𝑋 𝑡𝑒𝑠𝑡𝑎𝑑𝑎))
Donde: h= nivel de precisión deseado como porcentaje del elemento de la tarea, expresado como decimal (un 5%=0.5) z= número de desviaciones estándar requeridas para el nivel de confianza deseado (90% de confianza =1.65) s= Desviación estándar de la muestra inicial X testada= Media de la muestra inicial n= Tamaño de muestra requerida Aunque los estudios de tiempo proporcionan precisión en el establecimiento de estándares de mano de obra tiene dos desventajas. Primero, requiere un equipo de analistas capacitados; Segundo, los estándares de mano de obra no

pueden establecerse antes de que las tareas se realicen. Esto nos conduce a las dos técnicas de medición del trabajo alternativas que se analizan a continuación. Estándares de tiempos predeterminados Además de la experiencia histórica y los estudios de tiempo, los estándares de producción se pueden establecer mediante estándares de tiempo predeterminados. Los estándares de tiempos predeterminados dividen el trabajo manual en pequeños elementos básicos que ya cuentan con tiempos establecidos (con base en muestras muy grandes de trabajadores). Para estimar el tiempo de una tarea en particular, s suman todos los factores de tiempo registrados para cada elemento básico de esa tarea. El desarrollo de un sistema integral de estándares de tiempos predeterminados resultaría demasiado costoso para cualquier empresa. En consecuencia, hay varios sistemas comerciales disponibles. El estándar de tiempo predeterminado más común es el MTM (methods Time Measurement, medición de tiempos de métodos), un producto de MTM Association. Los estándares de tiempos predeterminados son resultado de los movimientos básicos llamados therbligs. El termino therbligs incluye actividades como seleccionar, agarrar, posicionar, ensamblar, alcanzar, sostener, descansar e inspeccionar. Dichas actividades se establecen en términos de TMUs (Time Measurament Units; unidades de medición de tiempo), cada una de las cuales es igual a solo .00001 horas, o .0006 minutos. Los valores MTM para varios therbligs se especifican en tablas muy detalladas. Os estándares de tiempo predeterminados tienen varias ventajas sobre los estudios de tiempo. Primero, puedes establecer e un ambiente de laboratorio, donde el procedimiento no interfiere con las actividades reales de producción (lo cual tiende a suceder con los estudios de tiempo). Segundo, como los estándares pueden establecerse antes de realizar la tarea real, es posible usarlos para implementar la planeación. Tercero, no es necesario calificar el desempeño. Cuarto, los sindicatos tienden a aceptar este método como un medio justo para establecer estándares. Por último, los estándares de tiempo predeterminados son particularmente efectivos en las empresas que realizan numerosos estudios de tareas similares. A fin de asegurar la precisión de los estándares de mano de obra, algunas empresas utilizan tanto los estudios de tiempo como los estándares de tiempo predeterminados. Muestreo del trabajo El cuarto método para desarrollar estándares de producción o de mano de obra, el muestreo del trabajo, fue desarrollado en Inglaterra por L. Tippet en la década de 1930. El muestreo del trabajo permite estimar el porcentaje de tiempo que un trabajador dedica a distintas tareas. Se utiliza observaciones aleatorias para registrar la actividad que está realizando un trabajador. Los resultados se emplean principalmente para determinar la forma en que los trabajadores asignan su tiempo entre varias actividades. El conocimiento de esta asignación quizá lleve a cambios de personal, reasignación e tareas, estimación de costo de la actividad, y el establecimiento de suplementos por

demora en los estándares de mano de obra. Cuando el muestreo del trabajo se realiza para establecer suplementos por demora, en ocasiones se le llama estudio de la tasa de demora. El procedimiento para implementar el muestreo del trabajo se puede resumir en cinco pasos:
1. Tomar una muestra preliminar para obtener una estimación del valor del
parámetro (por ejemplo, el porcentaje de tiempo que el empleado está
ocupado).
2. Calcular el tamaño de la muestra requerido.
3. Preparar un programa para observar al trabajador, en los tiempos
adecuados. El concepto de números aleatorios se usa para participar la
observación aleatoria. Por ejemplo, digamos que se obtiene 5 números
aleatorios a partir de una tabla: 07, 12, 22, 25 y 49. Estos servirán para
elaborar un programa de observaciones a las 9:07, 9:12, 9:22, 9:25 y
9:49 A.M.
4. Observar y registrar las actividades del trabajador.
5. Determinar cómo usan su tiempo los trabajadores (usualmente como un
porcentaje).
Para determinar el número de observaciones requerido, la administración debe decidir los niveles de confianza y precisión deseados. Sin embargo, el analista debe seleccionar primero un valor preliminar del parámetro en estudio (paso 1 de la lista anterior). Por lo general, esta elección se basa en una muestra pequeña de quizá unas 50 observaciones. Después, la siguiente formula proporciona el tamaño de la muestra par los niveles de confianza y precisión deseada:
𝑛 =𝑧2𝑝(1 − 𝑝)
ℎ2
Donde: n= tamaño de muestra requerida z= número de desviaciones normales estándar para niveles de confianza deseado (z= 1 para un 68% de confianza, z= 2 para el 95.45% de confianza, y z= 3 para el 99.73% de confianza). p= valor estimado de la proporción de la muestra (del tiempo que se observa al trabajador ocupo o inactivo). h= nivel de error aceptable, en porcentaje. El enfoque del muestreo del trabajo es determinar la forma en que los trabajadores asignan su tiempo entre diferentes actividades. Esto se logra estableciendo el porcentaje de tiempo que las personas dedican a estas actividades en vez del tiempo exacto que utilizan en las tareas específicas. El analista simplemente registra la ocurrencia de cada actividad en forma aleatoria y sin sesgos. El muestreo del trabajo ofrece varias ventajas sobre los métodos de estudio de tiempos. Primero, ya que un solo individuo puede observar,

en forma simultánea a varios trabajadores, resulta menos costosos. Segundo, por lo general los observadores no requieren mucha capacitación, ni necesitan dispositivos especiales para tomar tiempos. Tercero, el estudio se puede posponer en cualquier momento con un impacto muy pequeño en los resultados. Cuarto, debido a que el muestreo del trabajo del trabajo usa observaciones instantáneas durante un periodo largo, el trabajador tiene poca oportunidad de influir en los resultados del estudio. Quinto, el procedimiento es menos instructivo y, por ende, tiene menos posibilidades de generar objeciones. Las desventajas le muestreo del trabajo son que: (1) el trabajo no se divide en elementos de forma tan completa, como en los estudio de tiempo; (2) se pueden obtener resultados sesgados o incorrectos si el observador no sigue rutas aleatorias de traslado y observación, y (3) como son menos instructivos, tienden a ser menos exactos; esto es particularmente cierto cuando los tiempos de ciclo son otros. (Jay Heizer/ Barry Render, Principios de Administración de Operaciones, séptima edicion). (Jay Heizer/ Barry Render, Principios de Administración de Operaciones, séptima edicion).
Productividad
En general, la productividad se entiende como la relación entre lo
producido y los medios empleados; por lo tanto, se mide mediante el cociente: resultados logrados entre recursos empleados. Los resultados logrados pueden medirse en unidades producidas, piezas
vendidas, clientes atendidos o en utilidades. Mientras que los recursos empleados se cuantifican por medio del número de
trabajadores, tiempo total empleado, horas- máquina, etc. De manera que mejorar la productividad es optimizar el uso de los recursos y
maximizar los resultados.
De aquí que la productividad suela dividirse en dos componentes:
eficiencia y eficacia. La primera es la relación entre los resultados
logrados y los recursos empleados, se mejora principalmente
optimizando el uso de los recursos, lo cual implica reducir tiempos
desperdiciados, paros de equipo, falta de material, retrasos, etc.
Mientras que la eficacia es el grado con el cual las actividades
previstas son realizadas y los resultados planeados son logrados.
Por lo tanto, ser eficaz es cumplir con objetivos y se atiende
mejorando los resultados de equipos, materiales y en general del
proceso.
Por ejemplo, si la productividad se mide a través de las unidades
producidas entre el tiempo total empleado, entonces la eficiencia
será la relación entre tiempo útil y tiempo total; mientras que la
eficacia será el cociente entre las unidades producidas y el tiempo
útil. De esta manera, la figura 1.5 sugiere dos programas para
incrementar la productividad: mejorar eficiencia, en la que se

busque reducir los tiempos desperdiciados por paros de equipos,
carencia de materiales, falta de balance en las capacidades, retrasos
en los suministros y en las órdenes de compra, así como por
mantenimiento y reparaciones no programadas.
Según una encuesta aplicada en los sectores metalmecánico, de
muebles, calzado, textil y de la confección en México (Eroles, et
al., 1998), la eficiencia promedio detectada fue de 50%, es decir, que
en estos sectores se desperdicia la mitad del tiempo en promedio por
aspectos de logística y organización principalmente. Por ello, tiene
sentido la afirmación de la figura 1.5, cuando se dice que más que
producir rápido es preferible hacerlo mejor, incrementando el flujo del
trabajo y reduciendo los tiempos desperdiciados a lo largo de los
procesos.
Por otro lado está la mejora de la eficacia, en la cual se busca la
disminución de los productos con defectos, las fallas en arranques y
en la operación de procesos. Es decir, se busca disminuir las
deficiencias en materiales, diseños y equipos; además de
incrementar y mejorar las habilidades del personal y generar
programas que le ayuden a la gente a realizar mejor su trabajo.
Según la encuesta antes referida, la eficacia promedio detectada fue
de 80%, lo cual significa que si se planean materiales y actividades
para producir 100 unidades, al final sólo 80 en promedio están libres
de defectos y las otras 20 se quedaron a lo largo del proceso por
algún tipo de defecto. De estas 20 algunas podrán reprocesarse y
otras se convertirán en desperdicio.
De esta manera, al multiplicar eficiencia por eficacia se tiene una
productividad promedio de 40% en las ramas industriales referidas, lo
cual indica el potencial y el área de oportunidad que existe en
mejorar el actual sistema de trabajo y de organización mediante
programas de mejora continua.

Así, el reto es buscar la mejora continua, ya sea mediante acciones
preventivas o correctivas. Las primeras sirven para eliminar la causa
de una inconformidad potencial u otra situación indeseable, o sea
que se enfoca a prevenir la ocurrencia. Las segundas acciones son
para eliminar la causa de la inconformidad detectada y se emplean
para prevenir la recurrencia.
Un concepto relacionado con los anteriores es la efectividad, que se
refiere a que los objetivos planteados sean trascendentes y se
alcancen. Esto es importante porque una empresa puede plantearse
una serie de objetivos y ser eficaz en su cumplimiento, pero quizá no
reflejen de manera clara el desempeño de los procesos de la
empresa.
Medición del desempeño de una empresa
Un aspecto fundamental en una organización es decidir qué y cómo
se va a medir su salud y desempeño, ya que la elección de lo que un
negocio o un área mide y analiza comunica valor, encauza el
pensamiento de los empleados y fija las prioridades. Las medidas
son un medio sistemático para convertir las ideas en acción. Por lo
tanto, la medición constituye uno de los aspectos esenciales en el
control estadístico y en la estrategia de mejora Seis Sigma.
Es necesario medir lo que es importante y clave en los procesos, así
como los resultados que se quieren mejorar. La siguiente frase
sintetiza esta idea: “dime qué mides y cómo lo analizas y te diré qué
es importante para tu área y para tu empresa”. O en palabras de H. J.
Harrington: “…la peculiaridad que distingue a los seres humanos de
los otros seres vivos es su capacidad de observar, medir, analizar y
utilizar la información para generar cambios” (Harrington, 1998).
Una tarea esencial del líder y de su equipo es establecer el sistema de medición del desempeño de la organización, de modo que se tenga claro cuáles son los signos vitales de salud de la organización y los procesos. De esta manera será posible encauzar el pensamiento y la acción (mejora) a lo largo del ciclo de negocio en los diferentes procesos. En este sentido, hoy se sabe que los reportes de los resultados financieros no son suficientes para medir la salud actual y futura de la organización. En la figura 1.6 se muestra un esquema de cómo ha evolucionado lo que se mide y cómo se administra una organización. Se aprecia cómo se parte desde el reporte financiero, pasando por medir la calidad y la no calidad en la empresa, hasta

utilizar la calidad como un factor clave en la administración del valor para el cliente.
La última etapa que refleja la figura 1.6 consiste en enfocar la
empresa al mercado. Para ello, además de basarse en el reporte financiero y los criterios de conformación de las diferentes
operaciones, es necesario tomar en cuenta la evaluación a los
propios clientes, los clientes de los competidores y, en general, se
requiere preguntar al mercado cómo percibe a la empresa.
En la figura 1.7 vemos que además del reporte financiero para los
accionistas, la satisfacción del cliente y el desempeño de las
operaciones, es necesario incorporar dos guías claves más:
satisfacción y desarrollo de los empleados, y asociación con
proveedores. Así, el éxito de una organización se debe procurar
desde la selección de proveedores y el seguimiento de lo que sucede
en el proceso de éstos (que es la primera parte del proceso de la
empresa), para continuar con lo que pasa con los empleados de la
empresa (ningún éxito duradero se puede fincar en estos tiempos en
empleados insatisfechos, atemorizados y que no estén
desarrollándose como personas y como empleados). La siguiente
guía es proporcionada por la calidad de los resultados operacionales
(evaluaciones de calidad, productividad, etc.). Estas tres guías se
reflejan y retroalimentan con la cuarta guía: la satisfacción del cliente.
Por último, la quinta guía son los resultados para el accionista, que es
en gran parte la consecuencia del resto de las guías.

A partir de la figura 1.7 se observa que el reporte financiero llega
demasiado tarde como para fundamentar la dirección de una
organización sólo con esta guía. Es necesario ir hacia atrás y obtener
indicadores que reflejen en forma más preventiva la salud de la
empresa.
En la figura 1.8 se muestran algunos de los indicadores específicos
que conforman cada una de las guías clave del negocio. Es
importante que los datos de cualquier indicador clave sean realistas,
mensurables, procesables, fiables, de rápida actualización y de fácil
acceso a quienes lo requieren. El sistema de medición del
desempeño debe proporcionar una orientación clara para las
diferentes áreas y para los individuos en todos los niveles, de manera
que sepan si su desempeño es satisfactorio y qué aspectos es
necesario mejorar. El sistema de medición con los indicadores que
se muestran en la figura 1.8 es balanceado y refleja en buena
medida los diferentes intereses en la empresa (gerencia, empleados,
accionistas, clientes externos, proveedores). Una de las estrategias
Seis Sigma es promover la cultura de usar datos para tomar
decisiones y para guiar la organización, lo que implica reconocer la
variabilidad y fomentar el pensamiento estadístico.

Hoja de Verificacion (Obtencion de Datos)
La hoja de verificación es un formato construido para colectar datos, de forma que su registro sea sencillo, sistemático y que sea fácil analizarlos. Una buena hoja de verificación debe reunir la característica de que, visualmente, permita hacer un primer análisis para apreciar las principales características de la información buscada. Algunas de las situaciones en las que resulta de utilidad obtener datos a través de las hojas de verificación son las siguientes:
• Describir el desempeño o los resultados de un proceso.
• Clasificar las fallas, quejas o defectos detectados, con el propósito de
identificar sus magnitudes, razones, tipos de fallas, áreas de donde
proceden, etcétera. • Confirmar posibles causas de problemas de calidad.
• Analizar o verificar operaciones y evaluar el efecto de los planes de mejora.
La finalidad de la hoja de verificación es fortalecer el análisis y la
medición del desempeño de los diferentes procesos de la empresa, a
fin de contar con información que permita orientar esfuerzos, actuar
y decidir objetivamente.
Esto es de suma importancia, ya que en ocasiones algunas áreas o
empresas no cuentan con datos ni información de nada.
En otros casos, el problema no es la escasez de datos; por el
contrario, en ocasiones abundan (reportes, informes, registros); el
problema más bien es que tales datos están archivados, se
registraron demasiado tarde, se colectaron de manera inadecuada o

no existe el hábito de analizarlos y utilizarlos de manera sistemática
para tomar decisiones, por lo que en ambos casos el problema es el
mismo: no se tiene información para direccionar de forma objetiva y
adecuada los esfuerzos y actividades en una organización.
Recomendaciones para el uso de una hoja de verificación
1. Determinar qué situación es necesario evaluar, sus objetivos y el
propósito que se persigue. A partir de lo anterior, definir qué tipo de
datos o información se requiere. 2. Establecer el periodo durante el cual se obtendrán los datos. 3. Diseñar el formato apropiado. Cada hoja de verificación debe llevar
la información completa sobre el origen de los datos: fecha, turno,
máquina, proceso o sub-proceso (actividad), operario(s) (quién toma
los datos). Una vez obtenidos, se analizan e investigan las causas de
su comportamiento. Para ello se deben utilizar gráficas. Es necesario
buscar la mejora de los formatos de registro de datos para que cada
día sean más claros y útiles.
Diagrama de Ishikawa (o de causa-efecto)
El diagrama de causa-efecto o de Ishikawa1 es un método gráfico
que relaciona un problema o efecto con los factores o causas que posiblemente lo generan. La importancia de este diagrama radica en que obliga a buscar las diferentes causas que afectan el problema bajo análisis y, de esta forma, se evita el error de buscar de manera directa las soluciones sin cuestionar cuáles son las verdaderas causas. El uso del diagrama de Ishikawa (DI), con las tres herramientas que hemos visto en las secciones anteriores, ayudará a no dar por obvias las causas, sino que se trate de ver el problema desde diferentes perspectivas.
Existen tres tipos básicos de diagramas de Ishikawa, los cuales dependen de cómo se bus- can y se organizan las causas en la gráfica. A continuación veremos un ejemplo de cada uno.
Método de las 6 M
El método de las 6 M es el más común y consiste en agrupar las causas potenciales en seis ramas principales (6 M): métodos de trabajo, mano o mente de obra, materiales, maquinaria, medición y

medio ambiente. Como se vio en el capítulo 1, estos seis elementos definen de manera global todo proceso y cada uno aporta parte de la variabilidad del producto final, por lo que es natural esperar que las causas de un problema estén relacionadas con alguna de las 6 M. La pregunta básica para este tipo de construcción es: ¿qué aspecto de esta M se refleja en el problema bajo análisis? Más adelante se da una lista de posibles aspectos para cada una de las 6 M que pueden ser causas potenciales de problemas en manufactura.
Aspectos o factores a considerar en las 6 M
Mano de obra o gente
• Conocimiento (¿la gente conoce su trabajo?).
• Entrenamiento (¿los operadores están entrenados?).
• Habilidad (¿los operadores han demostrado tener habilidad para el trabajo que realizan?).
• Capacidad (¿se espera que cualquier trabajador lleve a cabo su labor de manera eficiente?).
• ¿La gente está motivada? ¿Conoce la importancia de su trabajo por la calidad? Métodos
• Estandarización (¿las responsabilidades y los procedimientos de
trabajo están definidos de manera clara y adecuada o dependen
del criterio de cada persona?).
• Excepciones (¿cuándo el procedimiento estándar no se puede llevar
a cabo existe un procedimiento alternativo definido claramente?).
• Definición de operaciones (¿están definidas las operaciones que
constituyen los procedimientos?, ¿cómo se decide si la operación fue
realizada de manera correcta?).
La contribución a la calidad por parte de esta rama es fundamental,
ya que por un lado cuestiona si están definidos los métodos de
trabajo, las operaciones y las responsabilidades; por el otro, en caso
de que sí estén definidas, cuestiona si son adecuados.
Máquinas o equipos
• Capacidad (¿las máquinas han demostrado ser capaces de dar la calidad que se requiere?).
• Condiciones de operación (¿las condiciones de operación en
términos de las variables de entrada son las adecuadas?, ¿se ha
realizado algún estudio que lo respalde?).
• ¿Hay diferencias? (hacer comparaciones entre máquinas, cadenas,

estaciones, instalaciones, etc. ¿Se identificaron grandes
diferencias?).
• Herramientas (¿hay cambios de herramientas periódicamente?, ¿son adecuados?).
• Ajustes (¿los criterios para ajustar las máquinas son claros y han
sido determinados de forma adecuada?).
• Mantenimiento (¿hay programas de mantenimiento preventivo?, ¿son adecuados?). Material
• Variabilidad (¿se conoce cómo influye la variabilidad de los
materiales o materia prima sobre el problema?).
• Cambios (¿ha habido algún cambio reciente en los materiales?).
• Proveedores (¿cuál es la influencia de múltiples proveedores?, ¿se
sabe si hay diferencias significativas y cómo influyen éstas?).
• Tipos (¿se sabe cómo influyen los distintos tipos de materiales?).
Mediciones
• Disponibilidad (¿se dispone de las mediciones requeridas para
detectar o prevenir el problema?).
• Definiciones (¿están definidas de manera operacional las características que son medidas?).
• Tamaño de la muestra (¿han sido medidas suficientes piezas?, ¿son
representativas de tal forma que las decisiones tengan sustento?).
• Repetibilidad (¿se tiene evidencia de que el instrumento de medición
es capaz de repetir la medida con la precisión requerida?).
• Reproducibilidad (¿se tiene evidencia de que los métodos y criterios
usados por los opera- dores para tomar mediciones son
adecuados?)
• Calibración o sesgo (¿existe algún sesgo en las medidas generadas por el sistema de medición?).
Esta rama destaca la importancia que tiene el sistema de medición
para la calidad, ya que las mediciones a lo largo del proceso son la
base para tomar decisiones y acciones; por lo tanto, debemos
preguntarnos si estas mediciones son representativas y correctas, es
decir, si en el contexto del problema que se está analizando, las
mediciones son de calidad, y si los resultados de medición, las
pruebas y la inspección son fiables.
Medio ambiente
Ciclos (¿existen patrones o ciclos en los procesos que dependen de
condiciones del medio ambiente?).

Temperatura (¿la temperatura ambiental influye en las operaciones?). Ventajas del método 6 M
Obliga a considerar una gran cantidad de elementos asociados con el problema.
Es posible usarlo cuando el proceso no se conoce a detalle.
Se concentra en el proceso y no en el producto. Desventajas del método 6 M
En una sola rama se identifican demasiadas causas potenciales.
Se tiende a concentrar en pequeños detalles del proceso.
No es ilustrativo para quienes desconocen el proceso
Método tipo flujo del proceso
Con el método flujo del proceso de construcción, la línea principal del
diagrama de Ishikawa sigue la secuencia normal del proceso de producción o de administración. Los factores que pueden afectar la característica de calidad se agregan en el orden que les corresponde, según el proceso. La figura 6.7 muestra un diagrama construido con este método. Para ir agregando, en el orden del proceso, las causas potenciales, se realiza la siguiente pregunta: ¿qué factor o situación en esta parte del proceso puede tener un efecto sobre el problema especificado? Este método permite explorar formas alternativas de trabajo, detectar cuellos de botella, descubrir problemas ocultos, etc. Algunas de las ventajas y desventajas del diagrama de Ishikawa, construido según el flujo del proceso, se presentan a continuación.
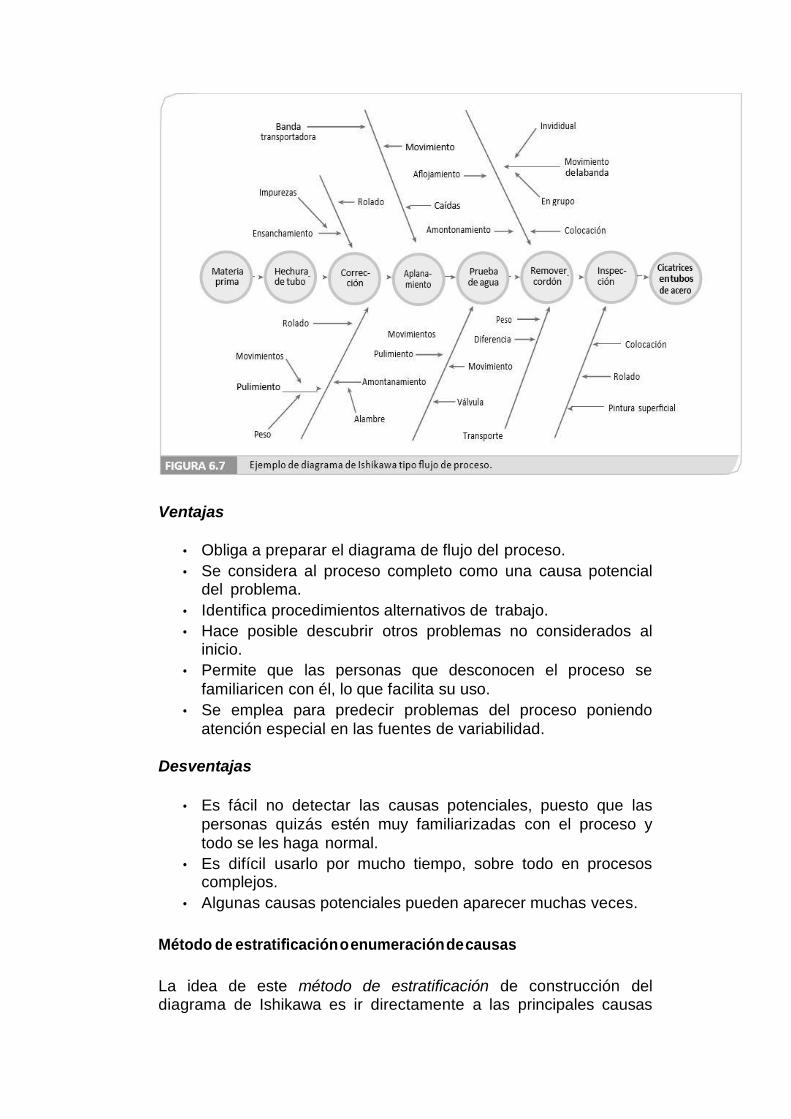
Ventajas
• Obliga a preparar el diagrama de flujo del proceso.
• Se considera al proceso completo como una causa potencial del problema.
• Identifica procedimientos alternativos de trabajo.
• Hace posible descubrir otros problemas no considerados al inicio.
• Permite que las personas que desconocen el proceso se
familiaricen con él, lo que facilita su uso.
• Se emplea para predecir problemas del proceso poniendo
atención especial en las fuentes de variabilidad.
Desventajas
• Es fácil no detectar las causas potenciales, puesto que las
personas quizás estén muy familiarizadas con el proceso y
todo se les haga normal.
• Es difícil usarlo por mucho tiempo, sobre todo en procesos complejos.
• Algunas causas potenciales pueden aparecer muchas veces.
Método de estratificación o enumeración de causas
La idea de este método de estratificación de construcción del diagrama de Ishikawa es ir directamente a las principales causas

potenciales, pero sin agrupar de acuerdo a las 6 M. La selección de estas causas muchas veces se hace a través de una sesión de lluvia de ideas. Con el objetivo de atacar causas reales y no consecuencias o reflejos, es importante preguntarse un mínimo de cinco veces el porqué del problema, a fin de profundizar en la búsqueda de las causas. La construcción del diagrama de Ishikawa partirá de este análisis previo, con lo que el abanico de búsqueda será más reducido y es probable que los resultados sean más positivos. Esta manera de construir el diagrama de Ishikawa es natural cuando las categorías de las causas potenciales no necesariamente coinciden con las 6 M. En la figura 6.8 se muestra un diagrama de Ishikawa construido con este método. El método de estratificación contrasta con el método 6 M, ya que en
este último va de lo general a lo particular, mientras que en el
primero se va directamente a las causas potenciales del problema.
Algunas de las ventajas y desventajas del método de estratificación
para construir un diagrama de Ishikawa se presentan a continuación.
Ventajas
• Proporciona un agrupamiento claro de las causas potenciales del
problema, lo cual permite centrarse directamente en el análisis del
problema.
• Este diagrama es menos complejo que los obtenidos con los otros
procedimientos.

Desventajas
• Es posible dejar de contemplar algunas causas potenciales importantes.
• Puede ser difícil definir subdivisiones principales.
• Se requiere mayor conocimiento del producto o del proceso.. • Se requiere gran conocimiento de las causas potenciales.
Pasos para la construcción de un diagrama de Ishikawa
1. Especificar el problema a analizar. Se recomienda que sea un
problema importante y, de ser posible, que ya esté delimitado
mediante la aplicación de herramientas como Pareto y
estratificación. También es importante que se tenga la cuantificación
objetiva de la magnitud del problema.
2. Seleccionar el tipo de DI que se va a usar. Esta decisión se toma con
base en las ventajas y desventajas que tiene cada método.
3. Buscar todas las probables causas, lo más concretas posible, que
pueden tener algún efecto sobre el problema. En esta etapa no se
debe discutir cuáles causas son más importantes; por el momento, el
objetivo es generar las posibles causas. La estrategia para la
búsqueda es diferente según el tipo de diagrama elegido, por lo que
se debe proceder de acuerdo con las siguientes recomendaciones:
• Para el método 6 M: trazar el diagrama de acuerdo con la estructura
base para este método e ir preguntándose y reflexionando acerca de
cómo los diferentes factores o situaciones de cada M pueden afectar
el problema bajo análisis.
• Método flujo del proceso: construir un diagrama de flujo en el que se
muestre la secuencia y el nombre de las principales operaciones del
proceso que están antes del problema, e iniciando de atrás hacia
delante. Es preciso preguntarse: ¿qué aspectos o factores en esta
parte del proceso afectan al problema especificado?
• Método enumeración de causas: mediante una lluvia de ideas
generar una lista de las posibles causas y después agruparlas
por afinidad. Es preciso representarlas en el diagrama,
considerando que para cada grupo corresponderá una rama principal
del diagrama; también, se asigna un título representativo del tipo de
causas en tal grupo.
4. Una vez representadas las ideas obtenidas, es necesario
preguntarse si faltan algunas otras causas aún no consideradas; si
es así, es preciso agregarlas.
5. Decidir cuáles son las causas más importantes mediante diálogo y
discusión respetuosa y con apoyo de datos, conocimientos,

consenso o votación del tipo 5,3,1. En este tipo de votación cada
participante asigna 5 puntos a la causa que considera más
importante, 3 a la que le sigue, y 1 a la tercera en importancia;
después de la votación se suman los puntos, y el grupo deberá
enfocarse en las causas que recibieron más puntos.
6. Decidir sobre cuáles causas se va a actuar. Para ello se toma en
consideración el punto anterior y lo factible que resulta corregir cada
una de las causas más importantes. Con respecto a las causas que
no se decida actuar debido a que es imposible por distintas
circunstancias, es importante reportarlas a la alta dirección.
Preparar un plan de acción para cada una de las causas a ser
investigadas o corregidas, de tal forma que determine las acciones
que se deben realizar; para ello se puede usar nueva- mente el DI.
Una vez determinadas las causas, se debe insistir en las acciones
para no caer en sólo debatir los problemas y en no acordar acciones
de solución
Diagrama de flujo de proceso
Es una representación gráfica de la secuencia de los pasos o
actividades de un proceso, que incluye transportes, inspecciones,
esperas, almacenamientos y actividades de retrabado o reproceso.
Por medio de este diagrama es posible ver en qué consiste el proceso y
cómo se relacionan las diferentes actividades; asimismo, es de utilidad
para analizar y mejorar el proceso.
Mapeo de procesos
Es frecuente que en los diagrama de flujo que son realizados en la
etapa de diseño y documentación de un proceso, se pierdan detalles
y actividades que están ocurriendo en el proceso. Por ello, la idea
del mapeo es hacer un diagrama de flujo más apegado a la realidad,
en donde se especifiquen las actividades que efectivamente se
realizan en el proceso (actividades principales, inspecciones,
esperas, transportes, reproceso).
Además, un proceso puede ir desde un nivel alto hasta uno micro. En
el primer caso no se entra a detalles y de lo que se trata es de tener
una visión macro del proceso, que muchas veces es útil para
delimitarlo e iniciar el análisis del mismo. En la parte superior de la
figura 6.13 se presenta un ejemplo de este tipo mapa de procesos
para aplicar anestesia en una endoscopia. En cambio, en un nivel
micro es posible analizar de manera minuciosa una parte del proceso,

y quizá se especifiquen uno o varios de los siguientes detalles:
• Las principales variables de salida y entrada de cada etapa del proceso.
• Los pasos que agregan y los que no agregan valor en el proceso.
• Listar y clasificar las entradas clave en cada paso del proceso. La
clasificación se puede hacer con los siguientes criterios: crítico (*),
controlable (o) y de ruido ( ).
• Añadir las especificaciones de operaciones actuales, así como los
objetivos de proceso para las entradas controlables y críticas.
En la parte inferior de la figura 6.13 se realizó un mapa para la etapa
más crítica del pro- ceso de aplicar anestesia en una endoscopia.
(Humberto Gutierrez Pulido, Roman de la Vara Salazar, Control Estadistico
de la Calidad y Seis Sigma, Tercera Edicion)

5.3 Diagnostico
5.3.1 Diagrama de flujo de Proceso de Supply S.A. C.V.
1. w Re-diseño elabora nuevo modelo
Muestra elabora nuevo modelo (En talla 5)
Gerencia Autoriza o realiza cambios al modelo
No
Si… se manda a muestras
a corregir o modificar
Re-diseño ajusta plantillas para otras
tallas del modelo
Programación elabora y emite orden de
producción a:
Telas recibe orden y manda tela verificada a:
Corte
Medir plantilla base
Tender tela
Cortar plantilla
Fusionar bloque
Foliar piezas
No
Si
Envió a Puebla para Maquilar
Recepción de modelo maquilado
Se inspeccionan modelo en planchado
Corrección de prenda en muestras
Si
No
Planchar
Empaque de prendas
Almacenamiento y/o Envió a Sucursales

5.3.2 Diagrama de flujo de Subprocesos del Área de Muestras y Área de Corte
Muestras
Corte
Hacer muestra
(Medir, tender y
cortar)
Se hacen Arreglos a las
prendas falladas o con errores.
Se notifica a rediseño para que
ajusten el modelo para otras
tallas y a programación para que
emita a telas el pedido de tela
necesario y emita a corte la
orden a realizar.
Elaboración
(Juntar pzs)
Medir plantilla Preparar tela Tender tela
Cortar Plantilla
(Poner plantilla de corte,
asegurarla, CORTAR)
Foliar piezas y bloques a
empellonar
Fusionar bloque a
empellonar
Salida a
Maquila Puebla
Planchar
Se inspecciona
modelo para aprobar o
mandar a modificar el
modelo.
No
Si

5.3.3 Lay Out de Supply S.A de C.V.
Los rectangulos cafes son las mesas donde se tienden las plantillas.

5.3.4 Proceso de producción actual
DIAGRAMA DE FLUJO DE PROCESO
Actividad Actual Propuesto Ahorros
Operación 24
Transportación 15
Demora 0
Inspección 3
Almacenaje 1
Tiempo (min)
Distancia (m)
Operador: Turno: Único
Elaborado por: Mario Alberto García Alarcón
Proceso: Proceso de producción Generar de Supply
Método: Actual x Propuesto
Se inicia en: Recepción de Materia Prima
Termina en: Almacén de Pzs Terminadas
Tipo: Operario x Material x
Descripción de la actividad
Símbolo Tiempo (min)
Distancia (mts.)
Observaciones y recomendaciones
Llevar telas a almacén x 10 4 Realizado por Telas
Apilacion de telas x 10 Realizado por Telas
Revisión de telas x 10 Realizado por Telas
Apilacion de telas x Realizado por Telas
Elaboración de un modelo (Diseño en Talla 5)
x
Realizado por Re-diseño
Enviar Diseño a muestras x
Elaboración de un modelo (Muestra en Talla 5)
x
Realizado por Área de Muestras
Envió a planchado x 10 Realizado por Área de Muestras
Planchado de muestra x 7 Realizado por planchado
Envió a Oficina de jefa x 8 Realizado por Jefa de plancha
Inspección y Aprobación del modelo
x
Aprobado por Jefas, si no se aprueba vuelve a Re-Diseño
Graduación de modelo en otras tallas y elaboración de plantilla (Guía de corte)
x
20
Realizado por Re-diseño
Calcular Orden y elaboración de registro
x
15 Realizado por Programación
Envió de orden registro para telas y corte
x
Realizada por Programación
Envió de M.P. a Corte x 4 10 Realizado por Telas
Se miden plantillas guía de tendido
x 5
Realizado por Tendedores (Área de Corte)
Llevan tela a punto de partida
x
2
4 Realizado por Tendedores (Área de Corte)
Desenrollar o posicionar tela
x
Realizado por Tendedores (Área de Corte)
Tender tela x
60 o mas 24000
Realizado por Tendedores (Área de Corte)
Poner plantilla guía para corte
x
1 Realizado por Cortadores
Asegurar plantilla guía x 5 Realizado por Cortadores
Cortar plantilla x 30 Realizado por Cortadores
EMPRESA: Supply S.A. de C.V. DEPTO: General FECHA: 09/02/16

Pzs. Y bloques Cortados enviadas a Foliar
X
1 8 Realizado por Cortadores
Se folian pzs. x 30 Realizado por Foliadores
Llevar bloque a fusionar x 1 4 Realizado por Cortadores
Fusión de tela con pellón (1 a 1 todo el bloque)
x
20
Realizado por auxiliar y foliador
Llevar tela empellonadas a alinear
x 3
3 Realizado por auxiliar
Alineación de bloque empellonadas
x 10
Realizado por auxiliar
Poner plantilla guía de corte
x Realizado por Cortador
Sujetar plantilla guía x 3 Realizado por Cortador
Cortar Bloque x 20 Realizado por Cortador
Llevar a foliado x 6 Realizado por cortador
Foliar x 30 Realizado por Foliador
Se guarda modelo en bolsas
x
10 Realizado pro Foliador
Envió de pzs a Maquilero x Realizado por Dpto. de Maquila
Llegada de prenda x Realizado por Dpto. de Maquila
Inspección de prenda x 600 Realizada por Jefa de planchas
Planchado de prendas x 600 Realizado por Planchadoras
Prenda enviada a empaque
x
4 Realizado por Jefa de Planchado
Empaque de prendas 39 x 480 Realizado por Empacadoras
Envió a almacén de P.T. x 20 Realizado por Empacadoras
Almacenamiento de P.T. x 70 Realizado por Alma. de P.T.
Envió a sucursales x Realizado por Alma. de P.T.

5.3.5 Diagrama de recorrido del proceso de produccion actual

5.3.6 Área de Corte
5.3.7 Lay-Out de Corte
Los rectangulos cafes son las mesas donde se tienden las plantillas.
5.3.8 Diagrama de Recorrido de Corte
5.3.9 Personal actual y maquinaria En el area de corte actual mente se cuenta con:
10 Operarios Tambien se cuentan con:
2 Maquinas perforadoras 7 Maquinas Cortadoras 8 Tijeras 7 Mesas para Corte 1 Mesa para foliar 1 Maquina fusionadora

5.3.10 Descripción del Subproceso (Área de Corte) Existe solamente un turno, que es de 8:00 am a 18:00 pm En el Área de corte existen 4 Etapas las cuales son: Tendido: En esta etapa se mide la plantilla base con papel, para después pasar a tender la tela asignada al modelo. Nota: Si no hay tendidos finalizados, los cortadores pasan a tender otro modelo. Corte: Es donde se pasa a cortar los tendidos finalizados. Al finalizar los cortes se mueven al área de foliado y si existe un bloque a fusionar se folia para fusionarlo, ya foliado el bloque, se cortan las piezas de este, para foliar piezas por piezas. Foliado: Aquí las partes de las prendas (Piezas) son foliadas de la siguiente manera:
(Talla, Número de pieza) Ejemplo (9 001), (9 002)… asi sucesivamente hasta el número de piezas totales establecidas, con esto uno se cerciora de que el número de piezas establecidas en el pedido es el correcto.
Fusionado: el cual consiste en alinear pellón con lienzo de tela uno por uno, para introducir uno por uno a la fusionadora, después se alinea para cortar sus piezas y foliar cada pieza fusionada.

5.3.11 Área de Muestras
5.3.12 Lay-Out de Muestras
5.3.13 Diagrama de Recorrido de Muestras
5.3.14 Personal actual y maquinaria de Muestras Cuenta con: 11 Operarios 2 Cortadoras 1 Taladro manual

También se cuenta con:
Tipos de Máquinas de Coser Cantidad
Ojaladora 1
Para Botones 1
De Festón (3 Hilos) 2
Maquina Recta 16
Bastilladora 3
Zic Zac 1
Presilladora 1
Over de 3 Hilos 2
Over de 4 Hilos 1
Over de 5 Hilos 7
Over de 6 Hilos 4
39
5.3.15 Descripción del Subproceso (Área de Muestras) Existe solamente un turno, que es de 8:00 am a 18:00 pm Se diseña un modelo en el área de Rediseño el cual pasa a ser elaborado a muestras, se tiende y se corta para la talla 5 solamente, después se arma el modelo, para asi pasar a planchar tal modelo, el cual se envía a Gerencia para autorizarlo o modifican el modelo, una vez ya autorizado tal modelo, se reajusta en rediseño, pero ahora para otras tallas las cuales son “7, 9, 11, 15”. Nota: Rediseño es un área aparte del área de muestras. Otro sub proceso es cuando los diferentes modelos de diferentes tallas llegan ya maquilados, pasan a plancha a ser inspeccionados, los que estén correctos pasan a planchar y después empaquetar cada prenda. Las prendas que tengan errores se corrigen en muestras hasta que queden correctos para planchar y empaquetar.

5.4 Medición de la Productividad En base al diagnóstico partiremos de este para medir la productividad de forma indirecta con indicadores de productividad cuantitativos enfocado en cantidades entre Horas-Hombre ya que es más práctico y específico para el tipo de giro de la empresa ya que la empresa su meta semanal es de 4000 piezas cortadas, sería tardado y complicado algún otro método y como se menciona en la revista Metal Actual estos métodos no son exactos y más si no se llevan con buena aplicación o seguimiento. La obtención de datos para la medición de la productividad en el área de corte será de la siguiente manera: Área de corte
Tendido Metros enviados a corte por día.
Cortado Número de piezas cortadas por día.
Los bloques que ocupen fusionar se agregaran como una actividad más en el formato, indicando la cantidad de bloques fusionados. El formato de registros para el Área de Corte es el siguiente:
Registro de Actividades Diarias para el Área
de Corte
Código: S-MP-AC-02
Revisión: 1
Páginas 1 de 1
Fecha
(Día/Mes/Año)
Actividad Cantidad

La obtención de datos para la medición de la productividad en el área de Muestras será de la siguiente manera: Área de Muestras
Cantidad de arreglos
Cantidad de prendas descosidas
Cantidad de muestras o accesorios de muestras
Producción Nota: cualquier actividad realizada sea larga o corta de tiempo se toma como 1 sea lo que sea. El formato de registros para el Área de Muestras es el siguiente:
Registro de Actividades Diarias para el Área
de Muestras
Código: S-MP-AM-
01
Revisión: 1
Páginas 1 de 1
Fecha
(Día/Mes/Año)
Actividad (Prendas Descosidas, Arregladas,
Partes de Muestras y/o Muestras Completas)
Cantidad

5.4.1 Indicadores de Productividad Aquí se muestran los indicadores finales para utilizar los datos obtenidos de los formatos:
Indicadores de Productividad elaborados para el área de Corte y Área de
Muestras
Los indicadores mostrados anteriormente se implementaran en base a la información recabada en las hojas de verificación, para obtener la productividad diaria de un mes aproximadamente (20 días como mínimo).
Aplicación a: Indicador de Productividad
Área de Corte
Tendedor =
𝑀𝑒𝑡𝑟𝑜𝑠 𝑒𝑛𝑣𝑖𝑎𝑑𝑜𝑠 𝑝𝑜𝑟 𝑑𝑖𝑎
(𝐻𝑜𝑟𝑎𝑠 − 𝐻𝑜𝑚𝑏𝑟𝑒 𝑝𝑜𝑟 𝑑𝑖𝑎)× 100
Cortador =
𝑃𝑖𝑒𝑧𝑎𝑠 𝐶𝑜𝑟𝑡𝑎𝑑𝑎𝑠 𝑝𝑜𝑟 𝑑𝑖𝑎
𝐻𝑜𝑟𝑎𝑠 − 𝐻𝑜𝑚𝑏𝑟𝑒 𝑝𝑜𝑟 𝑑𝑖𝑎× 100
Área de Muestras
Muestras =
𝑃𝑟𝑒𝑛𝑑𝑎𝑠 𝑎𝑟𝑟𝑒𝑔𝑙𝑎𝑑𝑎𝑠 𝑝𝑜𝑟 𝑑𝑖𝑎
𝐻𝑜𝑟𝑎𝑠 − 𝐻𝑜𝑚𝑏𝑟𝑒 𝑝𝑜𝑟 𝑑𝑖𝑎× 100

5.4.2 Diagrama de Ishikawa Supply S.A. de C.V. (Afectaciones a la Productividad)
Afectaciones
a la
Productividad
Operarios
Fatigados Falta de personal Medición de plantilla Lenta y Tendido de
plantilla Cansado y pausado
Tijeras en mal
estado.
Herramienta olvidada en un
punto de la Mesa o Área.
(Ya sea Tijeras o Cinta de
medir).
Salario
Trato al Operario
(Buena
Comunicación)
Valoración de la
M.O.
Laboran todo el
día parados
Rotación de personal
Falta de Personal.
Telas falladas
Proveedores

En base al anterior diagrama de Ishikawa se realizó el siguiente cuadro separando todo lo anterior en dos grupos, los cuales son dos: Dificultades que se tienen e los Imprevistos que se dan día con día. Esto para poder visualizar con más detalle cada problemática. Dificultades e imprevistos en el Área de Corte
Dificultades Imprevistos
Tijeras que no cortan con facilidad.
No cuentan con Tapetes ergonómicos.
Falta de personal.
Orillas de tela rígidas
Tela con fallas
Herramienta NO a la mano
Rotación de Personal
5.4.3 Puntos de Mejora: Plan de Acción (Recomendaciones)
En base al diagrama de Ishikawa realizado se tomaron en cuenta los siguientes puntos a mejora
1. Tapetes ergonómicos: Como los operarios necesitan estar trabajando
parados, esto disminuirá la fatiga hacia los operarios lo cual evitara el
cansancio y podrán trabajar mejor y más cómodamente, recordar que un
operario con un buen ambiente laboral, hará que sea más productivo y la
falta de personal disminuirá así como la rotación del mismo.
2. Marcador digital: para evitar contar el número de tendidos que se lleva,
esto evita perder tiempo contando y más si son varios los tendidos
necesarios.
3. Asignación numérica a mesas: Esto para que la encargada del
departamento pueda tener un orden y pueda asignar los tendidos de un
modelo a una mesa en específico.

4. Almacén: Implementar una manera de almacenar tela, para asi
clasificarla por código como se hace actualmente.
Aquí se evitaría las apilacion y despilacion para tomar el rollo que se necesita a la brevedad por las órdenes que expide programación.
5. Personal asignado a ciertas actividades: Anterior mente se comentó
la asignación única de responsabilidades en el área de corte.
Al realizar este plan de acción se podrá mejorar tener un mejor ambiente laboral, y por consecuente mejorar el desempeño de los trabajadores.
6 Resultados
6.1 Suplementos por descanso aplicado
Suplemento por descanso es el que se añade al tiempo básico para dar al
trabajador la posibilidad de reponerse de los efectos fisiológicos y psicológicos
causados por la ejecución de determinado trabajo en determinadas condiciones
y para que pueda atender a sus necesidades personales. Su cuantía depende
de la naturaleza del trabajo.

Los suplementos por descanso se calculan de tal manera que permitan al
trabajador reponerse de la fatiga. Entiéndase por fatiga el cansancio físico y/o
mental, real o imaginario, que influye en forma adversa en su capacidad de
trabajo.
A continuación se muestra la siguiente tabla donde se asignaron los puntos a
las diversas tenciones que se dan en el área de muestras y corte, que en el
caso de corte será para cortadores y tendedores principalmente:
Tipo de Tensión Tendedor Cortador Muestrista
Tensión Física Provocada por la Naturaleza de
Trabajo
Fuerza ejercida promedio 25 0 0
Postura 12 12 0
Vibraciones 0 8 2
Ciclo breve 10 10 5
Ropa molesta 0 0 0
Tensión Mental
Concentración o Ansiedad 7 15 15
Monotonía 11 11 11
Tensión Visual 10 2 2
Ruido 1 1 1
Tensión Física o Mental provocado por la Naturaleza de las
Condiciones de Trabajo
Temperatura 14 14 14
Ventilación 1 1 1
Emanación de Gases 0 0 0
Polvo 0 0 0
Suciedad 2 2 2
Presencia de Agua 0 0 0
Total de puntos atribuidos 93 76 53
Porcentaje de Complementos 0.57 0.41 0.26
Tabla de puntos de Suplementos de las diversas tensiones.
Y su porcentaje de los puntos de Suplementos.
El porcentaje de Complementos se multiplico por la “productividad” (Unidades Realizado/Horas-Hombre) y al valor obtenido se le sumara a la misma “productividad” (Unidades Realizado/Horas-Hombre).

6.2 Productividad Como se mencionó anterior mente se utilizaron los indicadores del punto 5.3 para medir la productividad en el área de corte y muestras con indicadores de productividad cuantitativos enfocado en cantidades entre Horas-Hombre. También se utilizó el uso de Excel Microsoft 2013 para tabular, calcular y graficar (representar) los datos en base a una productividad, en base a los indicadores elaborados. Los datos muestreados fueron adquiridos con los formatos elaborados y mostrados en el punto 5 Medición de la productividad, de esos el de muestras fue modificado y actualizado en base al ya elaborado, los datos de corte fueron tomados del Área de Maquila (piezas cortadas por día) y para los tendedores el dato se tomó de Telas (metros enviados por día). Con estos datos proporcionados por estas dos áreas se quitó la limitación que se tenía por falta de llenado del formato y se aprovechó que ya se contaba con tal información, por lo que se tabulo y calculo la productividad de la siguiente manera, para lo cual al darle seguimiento, se podrá tener una medición continua de la productividad diaria, semanal, quincenal o mensual, etc. Así comparar en un futuro los cambios de productividad, dentro de estas dos áreas, cabe mencionar que como es un proceso variable, se debe tomar como productivo la meta que se tenga dentro de la empresa, siendo realistas en las metas pre-establecidas. La productividad en el Área de Corte se calculó con los indicadores de manera general y por tipo de operación o grupo, en el caso de los tendedores se tomó de referencia 4 tendedores.
Formato en Excel para recabar información y calcular productividad
(Unidades/Horas-Hombre) por día para Cortadores.

Grafica que representa la productividad (Unidades/Horas-Hombre) de los Cortadores.
Para los tendedores se midió la productividad en base a los metros de tela, para lo cual se elaboró el siguiente formato en Excel para el cálculo de la productividad en lo que son los tendedores. Se muestra a continuación:
Formato en Excel para recabar información y calcular productividad
(Unidades/Horas-Hombre) por día para tendedores.
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
(Un
idad
es/H
rs. H
om
bre
)
FECHA
Productividad Cortadores

Grafica que representa la productividad (Unidades/Horas-Hombre) de los
Tendedores.
En el Área de muestras la medición se llevó a cabo de la misma manera, y por cada muestritas, ya que las actividades tomadas son individuales y así es más fácil asignar tal actividad aunque las actividades a elaborar en esa área es muy variable, a continuación se mostrara el formato en Excel para el cálculo de productividad de un operario:
Formato en Excel para recabar información y calcular productividad (Unidades/Horas-Hombre) por día para Muestristas (Roció Alcaraz).
0.00
20.00
40.00
60.00
80.00
100.00
120.00
14
/03
/20
16
16
/03
/20
16
18
/03
/20
16
20
/03
/20
16
22
/03
/20
16
24
/03
/20
16
26
/03
/20
16
28
/03
/20
16
30
/03
/20
16
01
/04
/20
16
03
/04
/20
16
05
/04
/20
16
07
/04
/20
16
09
/04
/20
16
11
/04
/20
16
13
/04
/20
16
15
/04
/20
16
17
/04
/20
16
19
/04
/20
16
21
/04
/20
16
(Un
idad
es/H
rs. H
om
bre
)
FECHA
Productividad Tendedores

Grafica que representa la productividad (Unidades/Horas-Hombre) de Roció Alcaraz.
Grafica que representa la productividad (Unidades/Horas-Hombre) de Anabel.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00(U
NID
AD
ES/H
RS.
HO
MB
RE)
FECHA
Productividad Rocio Alcaraz
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
(UN
IDA
DES
/HR
S. H
OM
BR
E)
FECHA
Productividad Anabel

Grafica que representa la productividad (Unidades/Horas-Hombre) de Columba Camarena.
Grafica que representa la productividad (Unidades/Horas-Hombre) de Laura.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
(UN
IDA
DES
/HR
S. H
OM
BR
E)
FECHAS
Productividad Columba Camarena
- 1.00 2.00 3.00 4.00 5.00 6.00 7.00 8.00 9.00
(UN
IDA
DES
/HR
S. H
OM
BR
E)
FECHA
Productividad Laura

Como se puede observan en cada una de las gráficas como aumenta y baja la productividad, por el motivo de que la producción (arreglos a corregir) son variables, ya sea por el número de arreglos (fallas de maquila) por prenda, (modelo), así como la complejidad de cada arreglo que tenga esa prenda, ya que existen arreglos que son más complejos que otros o requieren de más tiempo para realizarlo. Se da el caso de prendas con 1 a 3 falla y en ocasiones se encuentran con 28 o más fallas en una sola prenda (modelo), las cuales de esos arreglos varía mucho. También se tomar en cuenta si se realizaron modelos o arreglos ya que por eso la productividad se ve menor en algunos días pero es por la cantidad de modelos o partes realizadas. En el caso de corte varia el modelo, lo cual afecta al número de piezas cortadas por día, al igual para los foliadores y tendedores. Cabe mencionar que la productividad que se sacó de este mes ayudara como registro de cómo se comporta la demanda de nuevos modelos y como varia a lo largo del año, así como para valorar el por qué baja y sube la productividad, ya que existe rotación laboral en el área de corte y cambios de tareas en ambas áreas, lo cual afecta a la productividad de cada operario. Con estos datos al darle seguimiento se tendrá un registro de la productividad diaria y saber con más datos si se debe estratificar o no cada actividad en el caso del área de muestras y tendedores. Ya que hay modelos más complejos que otros, así como lo que mencione de los tipos de arreglos. Así con esto verán el comportamiento no solo de la productividad, si no como es de variable el proceso, como cambia por motivo de los modelos a producir, así también el cambio en la productividad si se aplican los planes de acción que vienen en el punto 7.1. El propósito de este proyecto fue medir la productividad de un mes y decir cómo se podrá medir para la empresa Supply de S.A. de C.V. para que en futuro puedan ver si su productividad relativa baja o sube en base a la producción del día con día.

7 Conclusiones y Recomendaciones Se midió la productividad en el área de muestras y corte de la empresa Supply S.A. de C.V. con la ayuda de los formatos diseñados e implementados, con los cuales se recaudó información de la producción diaria en el área de muestras, en la de corte se tuvo problemas con los llenados del formato diseñado, por lo que se tuvo que pedir información al departamento de maquila, el cual nos proporcionó el número de piezas cortadas y al área de telas, el cual nos proporcionó la cantidad de metros de tela enviados a corte, para con esos datos aplicar los indicadores previamente diseñados para calcular la productividad con ayuda del software Microsoft Corporation Excel. En base a un promedio de un mes, se sacaron los suplementos por descanso, los cuales se asignaron del libro “introducción al estudio del trabajo, Apéndice 3, página 501 a la 510”, de lo cual al obtener el porcentaje se multiplico por el promedio de productividad al mes y al resultado se le suma al mismo Promedio de productividad, en la tabla que se muestra a continuación se puede apreciar con mayor detalle. La productividad (Unidades Realizado/Horas-Hombre), fue la siguiente:
Trabajador Productividad
sin Suplementos % de
Suplementos Productividad Suplementos
Productividad con Suplementos
Cortador 33.86 0.41 13.88 47.74
Tendedor 37.99 0.57 21.65 59.64
Roció
Muestristas
1.58 0.26 0.41 1.99
Anabel 4.70 0.26 1.22 5.92
Columba 3.12 0.26 0.81 3.93
Laura 1.64 0.26 0.43 2.07
Promedio Muestras 2.76 3.48
Tabla de Resultados de Productividad (Unidades Realizado/Horas-
Hombre).
La productividad de Cortadores fue de 47.74 𝑃𝑖𝑒𝑧𝑎𝑠
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒
La productividad de Tendedores fue de 59.64 𝑀𝑒𝑡𝑟𝑜𝑠 𝑑𝑒 𝑇𝑒𝑙𝑎
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒
La productividad de Roció fue de 1.99 𝐴𝑟𝑟𝑒𝑔𝑙𝑜𝑠, 𝑀𝑢𝑒𝑠𝑡𝑟𝑎𝑠 𝑦 𝐷𝑒𝑠𝑐𝑜𝑠𝑖𝑑𝑜𝑠
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒
La productividad de Anabel fue de 5.92 𝐴𝑟𝑟𝑒𝑔𝑙𝑜𝑠, 𝑀𝑢𝑒𝑠𝑡𝑟𝑎𝑠 𝑦 𝐷𝑒𝑠𝑐𝑜𝑠𝑖𝑑𝑜𝑠
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒
La productividad de Columba fue de 3.93 𝐴𝑟𝑟𝑒𝑔𝑙𝑜𝑠, 𝑀𝑢𝑒𝑠𝑡𝑟𝑎𝑠 𝑦 𝐷𝑒𝑠𝑐𝑜𝑠𝑖𝑑𝑜𝑠
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒
La productividad de Laura fue de 2.07 𝐴𝑟𝑟𝑒𝑔𝑙𝑜𝑠, 𝑀𝑢𝑒𝑠𝑡𝑟𝑎𝑠 𝑦 𝐷𝑒𝑠𝑐𝑜𝑠𝑖𝑑𝑜𝑠
𝐻𝑜𝑟𝑎𝑠−𝐻𝑜𝑚𝑏𝑟𝑒

Al calcular la productividad por día, se deberá sacar un promedio mensual, ese resultado se multiplicara por el porcentaje de suplementos y al resultado que dé se le agregara a la productividad promedio.
Competencias desarrolladas y/o aplicadas. Competencias instrumentales • Capacidad de análisis y síntesis • Capacidad de organizar y planificar • Conocimientos básicos de la carrera • Comunicación oral y escrita • Habilidades básicas de manejo de la computadora • Habilidad para buscar y analizar información proveniente de fuentes diversas • Solución de problemas • Toma de decisiones. Competencias sistémicas • Capacidad de aplicar los conocimientos en la práctica • Habilidades de investigación • Capacidad de aprender • Capacidad de generar nuevas ideas (creatividad) • Habilidad para trabajar en forma autónoma • Búsqueda del logro Estudio del trabajo 1 Competencias especificas
Realizar e interpretar los diferentes tipos de diagramas.
Aplicar las estrategias del análisis de operaciones a una estación de trabajo.
Identificar los movimientos efectivos e inefectivos Control estadístico de la calidad Competencias especificas
Uso de Herramientas Administrativas para lograr el involucramiento de los participantes en las actividades de un proceso.
Aplicar las herramientas básicas de calidad para identificar las fallas, estabilizar y reducir la variabilidad en los procesos y productos.

Referencias Bibliográficas
Jay Heizer, Barry Render. (2009). Principios de Administración de Operaciones.
*: PEARSON Prentice Hall.
Humberto Gutierrez Pulido, Roman de la Vera Salazar. (2008). Control
Estadístico de la Calidad y Seis Sigma. *: Mc Graw Hill.
George Kanawaty. (1996). Introducción al Estudio del Trabajo. Oficina
Internacional del Trabajo Ginebra: LIMUSA.
Related Documents











