ANALISA PENGENDALIAN KUALITAS PRODUK MENGUNAKAN METODE SIX SIGMA (Studi Kasus Pada PT.YID) Windi Ika Prasetya) 1 , Erdi.,S.Pd.,MM.) 2 Prodi Manajemen, Universitas Pelita Bangsa E-mail : [email protected]; [email protected] ABSTRAK Persaingan dalam dunia industri manufaktur yang semakin ketat menuntut perusahaan untuk terus melakukan perbaikan yang berkesinambungan dalam seluruh proses produksi, demi memenuhi kebutuhan pelanggan dengan menciptakan produk yang berkualitas tinggi dan harga yang kompetitif. Penelitian ini menggunakan metode kualitatif deskriptif, dimana variabel yang diuji menggunakan analisis Six Sigma. Populasi yang diambil dalam penelitian ini adalah jumlah total produksi periode Oktober 2018-April 2019. Sedangkan sampel yang diambil adalah produk yang mengalami kerusakan pada periode tersebut. Berdasarkan hasil analisa yang dilakukan didapat karakteristik kualitas produk yang menjadi prioritas utama dalam perbaikan proses produksi yaitu, short material, kontaminasi, weldlines, deform dan bubble.Kemudian didapat DPMO rata-rata periode produksi sebesar 6457,14 DPMO yang dapat diartikan bahwa dalam satu juta kesempatan yang ada akan terdapat 6457,14 kemungkinan (probability) kerusakan produk dengan rata-rata nilai sigma sebesar 4,00. Perusahaan diharapkan dapat meningkatkan nilai sigma dengan usulan tindakan perbaikan pada proses produksi dengan memperbaiki konstruksi cetakan/mesin (faktor mesin), meningkatkan pelatihan dan pemahaman proses kerja terhadap karyawan (faktor manusia), kontrol terhadap bahan baku yang dipakai mulai dari pemisahan jenis bahan baku hingga technical data standard pada bahan baku (faktor material), dan membuat instruksi kerja / standard operational procedure yang jelas dan mudah dimengerti oleh karyawan (faktor metode). Tahapan terakhir yaitu dilakukan kontrol terhadap hasil perbaikan dengan menjalankan checksheet and control plan. Berdasarkan grafik perbandingan data sebelum dan sesudah perbaikan bahwa terjadi penurunan rasio kerusakan produk dengan perbandingan sebagai berikut: Jumlah produk rusak sebesar 1.149 Pcs rata-rata presentase 3,24% (periode Okt-18 s/d Apr-19, sebelum perbaikan), dan kemudian dilakukan produksi pada (periode Okt-18 s/d Apr-19 week 2, setelah perbaikan) dan terdapat jumlah produk rusak sebesar 185 pcs rata-rata presentase 0,51%. Dengan adanya penurunan kerusakan produk ini berarti langkah perbaikan yang dilakukan sudah tepat, tetapi perlu dilakukan kontrol dan pengawasan yang baik agar kerusakan produk tersebut tidak terulang di masa yang akan datang. Kata Kunci : Pengendalian, Kualitas Produk, Six Sigma, DMAIC.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ANALISA PENGENDALIAN KUALITAS PRODUK
MENGUNAKAN METODE SIX SIGMA
(Studi Kasus Pada PT.YID)
Windi Ika Prasetya)1, Erdi.,S.Pd.,MM.)2
Prodi Manajemen, Universitas Pelita Bangsa
E-mail : [email protected]; [email protected]
ABSTRAK
Persaingan dalam dunia industri manufaktur yang semakin ketat menuntut
perusahaan untuk terus melakukan perbaikan yang berkesinambungan dalam
seluruh proses produksi, demi memenuhi kebutuhan pelanggan dengan
menciptakan produk yang berkualitas tinggi dan harga yang kompetitif.
Penelitian ini menggunakan metode kualitatif deskriptif, dimana variabel yang diuji
menggunakan analisis Six Sigma. Populasi yang diambil dalam penelitian ini adalah
jumlah total produksi periode Oktober 2018-April 2019. Sedangkan sampel yang
diambil adalah produk yang mengalami kerusakan pada periode tersebut.
Berdasarkan hasil analisa yang dilakukan didapat karakteristik kualitas produk yang
menjadi prioritas utama dalam perbaikan proses produksi yaitu, short material,
kontaminasi, weldlines, deform dan bubble.Kemudian didapat DPMO rata-rata
periode produksi sebesar 6457,14 DPMO yang dapat diartikan bahwa dalam satu
juta kesempatan yang ada akan terdapat 6457,14 kemungkinan (probability)
kerusakan produk dengan rata-rata nilai sigma sebesar 4,00. Perusahaan diharapkan
dapat meningkatkan nilai sigma dengan usulan tindakan perbaikan pada proses
produksi dengan memperbaiki konstruksi cetakan/mesin (faktor mesin),
meningkatkan pelatihan dan pemahaman proses kerja terhadap karyawan (faktor
manusia), kontrol terhadap bahan baku yang dipakai mulai dari pemisahan jenis
bahan baku hingga technical data standard pada bahan baku (faktor material), dan
membuat instruksi kerja / standard operational procedure yang jelas dan mudah
dimengerti oleh karyawan (faktor metode). Tahapan terakhir yaitu dilakukan
kontrol terhadap hasil perbaikan dengan menjalankan checksheet and control plan.
Berdasarkan grafik perbandingan data sebelum dan sesudah perbaikan bahwa
terjadi penurunan rasio kerusakan produk dengan perbandingan sebagai berikut:
Jumlah produk rusak sebesar 1.149 Pcs rata-rata presentase 3,24% (periode Okt-18
s/d Apr-19, sebelum perbaikan), dan kemudian dilakukan produksi pada (periode
Okt-18 s/d Apr-19 week 2, setelah perbaikan) dan terdapat jumlah produk rusak
sebesar 185 pcs rata-rata presentase 0,51%. Dengan adanya penurunan kerusakan
produk ini berarti langkah perbaikan yang dilakukan sudah tepat, tetapi perlu
dilakukan kontrol dan pengawasan yang baik agar kerusakan produk tersebut tidak
terulang di masa yang akan datang.
Kata Kunci : Pengendalian, Kualitas Produk, Six Sigma, DMAIC.
1. LATAR BELAKANG
Kualitas menjadi salah satu faktor yang
mampu membuahkan keberhasilan dan
pertumbuhan perusahaan baik dalam skala
nasional maupun internasional. Kualitas dalam
industri manufaktur selain mengutamakan pada
produk yang dihasilkan, juga perlu
memperhatikan kualitas pada proses produksi
(Ariani dalam Shanty, 2012). Pengendalian
kualitas merupakan sebuah sistem verifikasi,
pengawasan, atau perawatan dari suatu
tingkatan atau derajat kualitas produk atau
proses yang dikehendaki dengan perencanaan
yang matang, penggunaan peralatan yang
sesuai, inspeksi yang (continuous) terus-
menerus, serta tindakan preventif dan korektif
apabila diperlukan. Setiap perusahaan harus
memiliki program garansi kualitas yang efektif
dan efisien. Dengan pengendalian kualitas yang
efektif, akan menghasilkan produktivitas yang
tinggi, biaya pembuatan produk secara
keseluruhan yang lebih rendah, serta faktor-
faktor yang menyebabkan cacat (defect) ataupun
kegagalan produksi dapat ditekan seminimal
mungkin.
Tujuan dari pengendalian kualitas adalah
untuk menghasilkan produk berkualitas yang
mampu bersaing di pasaran, serta dapat diterima
masyarakat (Montgomery dalam Joko et all,
2011). Salah satu metode yang dapat digunakan
untuk mengurangi jumlah cacat dan
meminimalisir hasil produk yang bervariasi
yaitu dengan menerapkan metode Six Sigma. Six
Sigma dapat dijadikan ukuran kinerja sistem
industri yang memungkinkan perusahaan
melakukan peningkatan yang luar biasa dengan
terobosan strategi yang aktual. Six Sigma
merupakan suatu bentuk peningkatan kualitas
menuju target 3,4 Defect Per Million
Opsportunities (DPMO) untuk setiap produk
baik barang atau pun jasa dalam upaya
mengurangi jumlah cacat (Gaspersz dalam
Hanky et all, 2014). Six Sigma juga dapat
didefinisikan sebagai metode peningkatan
proses bisnis yang bertujuan untuk menemukan
dan mengurangi faktor-faktor penyebab
kerusakan, mengurangi waktu siklus dan biaya
produksi (Evans dalam Hanky, 2014).
Dalam penelitian ini penulis akan meneliti
pengendalian kualitas yang dilakukan di
PT.YID dalam proses produksi yang
mengakibatkan kerugian bagi perusahaan.
Berdasarkan survey awal penelitian, diketahui
bahwa produk cacat dalam proses produksi yang
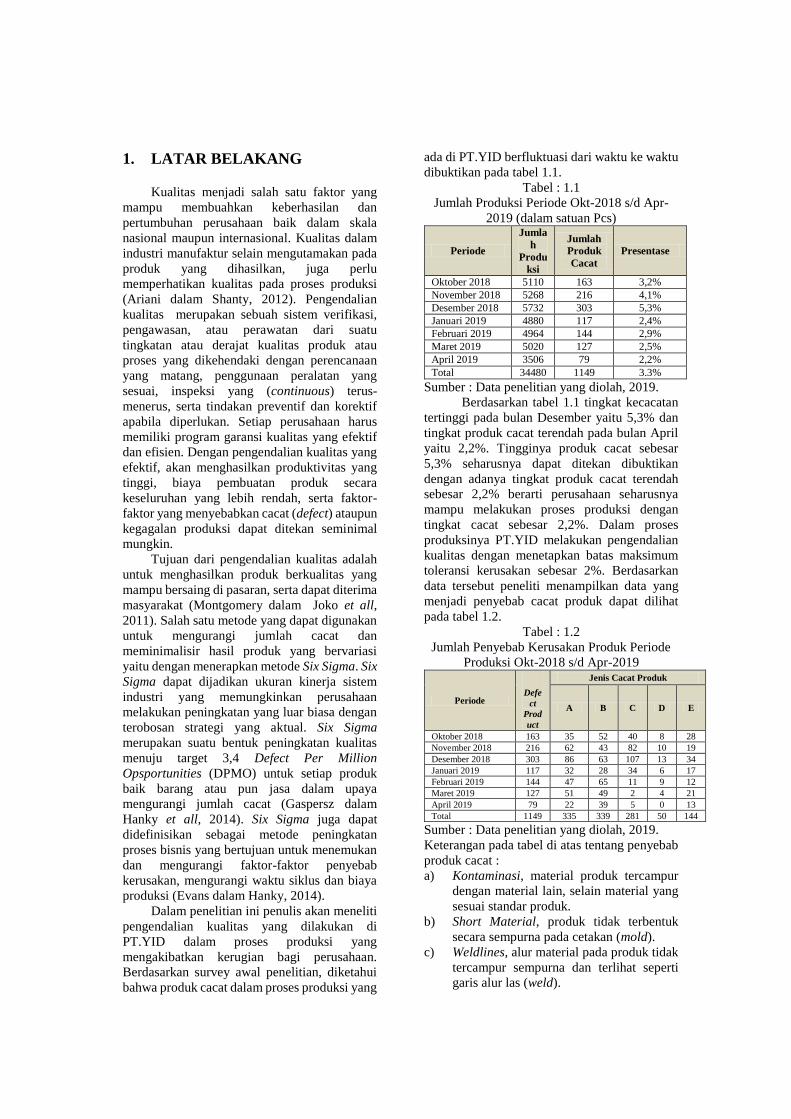
ada di PT.YID berfluktuasi dari waktu ke waktu
dibuktikan pada tabel 1.1.
Tabel : 1.1
Jumlah Produksi Periode Okt-2018 s/d Apr-
2019 (dalam satuan Pcs)
Periode
Jumla
h
Produ
ksi
Jumlah
Produk
Cacat
Presentase
Oktober 2018 5110 163 3,2%
November 2018 5268 216 4,1%
Desember 2018 5732 303 5,3%
Januari 2019 4880 117 2,4%
Februari 2019 4964 144 2,9%
Maret 2019 5020 127 2,5%
April 2019 3506 79 2,2%
Total 34480 1149 3.3%
Sumber : Data penelitian yang diolah, 2019.
Berdasarkan tabel 1.1 tingkat kecacatan
tertinggi pada bulan Desember yaitu 5,3% dan
tingkat produk cacat terendah pada bulan April
yaitu 2,2%. Tingginya produk cacat sebesar
5,3% seharusnya dapat ditekan dibuktikan
dengan adanya tingkat produk cacat terendah
sebesar 2,2% berarti perusahaan seharusnya
mampu melakukan proses produksi dengan
tingkat cacat sebesar 2,2%. Dalam proses
produksinya PT.YID melakukan pengendalian
kualitas dengan menetapkan batas maksimum
toleransi kerusakan sebesar 2%. Berdasarkan
data tersebut peneliti menampilkan data yang
menjadi penyebab cacat produk dapat dilihat
pada tabel 1.2.
Tabel : 1.2
Jumlah Penyebab Kerusakan Produk Periode
Produksi Okt-2018 s/d Apr-2019
Periode Defe
ct
Prod
uct
Jenis Cacat Produk
A B C D E
Oktober 2018 163 35 52 40 8 28
November 2018 216 62 43 82 10 19
Desember 2018 303 86 63 107 13 34
Januari 2019 117 32 28 34 6 17
Februari 2019 144 47 65 11 9 12
Maret 2019 127 51 49 2 4 21
April 2019 79 22 39 5 0 13
Total 1149 335 339 281 50 144
Sumber : Data penelitian yang diolah, 2019.
Keterangan pada tabel di atas tentang penyebab
produk cacat :
a) Kontaminasi, material produk tercampur
dengan material lain, selain material yang
sesuai standar produk.
b) Short Material, produk tidak terbentuk
secara sempurna pada cetakan (mold).
c) Weldlines, alur material pada produk tidak
tercampur sempurna dan terlihat seperti
garis alur las (weld).
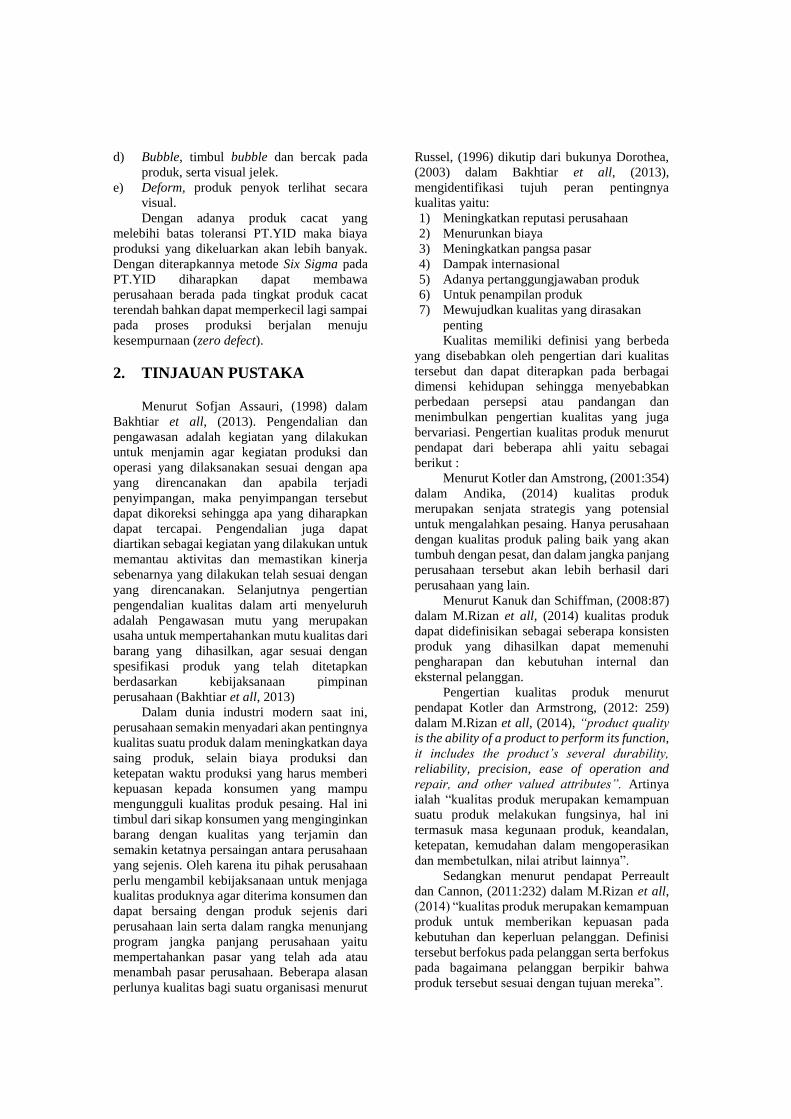
d) Bubble, timbul bubble dan bercak pada
produk, serta visual jelek.
e) Deform, produk penyok terlihat secara
visual.
Dengan adanya produk cacat yang
melebihi batas toleransi PT.YID maka biaya
produksi yang dikeluarkan akan lebih banyak.
Dengan diterapkannya metode Six Sigma pada
PT.YID diharapkan dapat membawa
perusahaan berada pada tingkat produk cacat
terendah bahkan dapat memperkecil lagi sampai
pada proses produksi berjalan menuju
kesempurnaan (zero defect).
2. TINJAUAN PUSTAKA
Menurut Sofjan Assauri, (1998) dalam
Bakhtiar et all, (2013). Pengendalian dan
pengawasan adalah kegiatan yang dilakukan
untuk menjamin agar kegiatan produksi dan
operasi yang dilaksanakan sesuai dengan apa
yang direncanakan dan apabila terjadi
penyimpangan, maka penyimpangan tersebut
dapat dikoreksi sehingga apa yang diharapkan
dapat tercapai. Pengendalian juga dapat
diartikan sebagai kegiatan yang dilakukan untuk
memantau aktivitas dan memastikan kinerja
sebenarnya yang dilakukan telah sesuai dengan
yang direncanakan. Selanjutnya pengertian
pengendalian kualitas dalam arti menyeluruh
adalah Pengawasan mutu yang merupakan
usaha untuk mempertahankan mutu kualitas dari
barang yang dihasilkan, agar sesuai dengan
spesifikasi produk yang telah ditetapkan
berdasarkan kebijaksanaan pimpinan
perusahaan (Bakhtiar et all, 2013)
Dalam dunia industri modern saat ini,
perusahaan semakin menyadari akan pentingnya
kualitas suatu produk dalam meningkatkan daya
saing produk, selain biaya produksi dan
ketepatan waktu produksi yang harus memberi
kepuasan kepada konsumen yang mampu
mengungguli kualitas produk pesaing. Hal ini
timbul dari sikap konsumen yang menginginkan
barang dengan kualitas yang terjamin dan
semakin ketatnya persaingan antara perusahaan
yang sejenis. Oleh karena itu pihak perusahaan
perlu mengambil kebijaksanaan untuk menjaga
kualitas produknya agar diterima konsumen dan
dapat bersaing dengan produk sejenis dari
perusahaan lain serta dalam rangka menunjang
program jangka panjang perusahaan yaitu
mempertahankan pasar yang telah ada atau
menambah pasar perusahaan. Beberapa alasan
perlunya kualitas bagi suatu organisasi menurut
Russel, (1996) dikutip dari bukunya Dorothea,
(2003) dalam Bakhtiar et all, (2013),
mengidentifikasi tujuh peran pentingnya
kualitas yaitu:
1) Meningkatkan reputasi perusahaan
2) Menurunkan biaya
3) Meningkatkan pangsa pasar
4) Dampak internasional
5) Adanya pertanggungjawaban produk
6) Untuk penampilan produk
7) Mewujudkan kualitas yang dirasakan
penting
Kualitas memiliki definisi yang berbeda
yang disebabkan oleh pengertian dari kualitas
tersebut dan dapat diterapkan pada berbagai
dimensi kehidupan sehingga menyebabkan
perbedaan persepsi atau pandangan dan
menimbulkan pengertian kualitas yang juga
bervariasi. Pengertian kualitas produk menurut
pendapat dari beberapa ahli yaitu sebagai
berikut :
Menurut Kotler dan Amstrong, (2001:354)
dalam Andika, (2014) kualitas produk
merupakan senjata strategis yang potensial
untuk mengalahkan pesaing. Hanya perusahaan
dengan kualitas produk paling baik yang akan
tumbuh dengan pesat, dan dalam jangka panjang
perusahaan tersebut akan lebih berhasil dari
perusahaan yang lain.
Menurut Kanuk dan Schiffman, (2008:87)
dalam M.Rizan et all, (2014) kualitas produk
dapat didefinisikan sebagai seberapa konsisten
produk yang dihasilkan dapat memenuhi
pengharapan dan kebutuhan internal dan
eksternal pelanggan.
Pengertian kualitas produk menurut
pendapat Kotler dan Armstrong, (2012: 259)
dalam M.Rizan et all, (2014), “product quality
is the ability of a product to perform its function,
it includes the product’s several durability,
reliability, precision, ease of operation and
repair, and other valued attributes”. Artinya
ialah “kualitas produk merupakan kemampuan
suatu produk melakukan fungsinya, hal ini
termasuk masa kegunaan produk, keandalan,
ketepatan, kemudahan dalam mengoperasikan
dan membetulkan, nilai atribut lainnya”.
Sedangkan menurut pendapat Perreault
dan Cannon, (2011:232) dalam M.Rizan et all,
(2014) “kualitas produk merupakan kemampuan
produk untuk memberikan kepuasan pada
kebutuhan dan keperluan pelanggan. Definisi
tersebut berfokus pada pelanggan serta berfokus
pada bagaimana pelanggan berpikir bahwa
produk tersebut sesuai dengan tujuan mereka”.
Kualitas produk memiliki aspek dimensi
yang apabila dikelola dengan baik oleh
perusahaan dapat memperkuat keunggulan
kompetitif produk tersebut di pasar. Menurut
Mullins dan Walker, (2008: 374) dalam M.
Rizan et all, (2014) aspek dimensi kualitas
produk itu terdiri dari:
1) Kinerja (Performance). kinerja produk
merupakan dimensi paling dasar dari suatu
produk. Konsumen atau pelanggan akan
kecewa jika kinerja produk tidak sesuai
dengan harapan mereka.
2) Daya tahan (Durability). daya tahan
merupakan dimensi kualitas produk yang
menunjukkan berapa lama suatu produk
digunakan sebelum produk tersebut harus
diganti. Semakin besar frekuensi
pemakaian konsumen terhadap suatu
produk, maka semakin besar pula daya
tahan produk tersebut.
3) Kesesuaian (Conformance). Kesesuaian
merupakan dimensi kualitas produk yang
sejauh mana karakteristik operasi dasar
dari sebuah produk memenuhi spesifikasi
tertentu dari konsumen atau tidak
ditemukannya cacat pada produk tersebut.
4) Fitur (Features). Fitur merupakan
karakteristik produk yang dirancang untuk
menyempurnakan fungsi produk atau
menambah fungsi dasar, berkaitan Jurnal
Riset Manajemen Sains Indonesia
(JRMSI) | Vol. 5, No. 1, 2014 dengan
pilihan–pilihan produk dan
pengembangannya. Sehingga akan
menambah ketertarikan konsumen atau
pelanggan terhadap produk tersebut.
5) Reliabilitas (Reliability). Reliabilitas
adalah probabilitas bahwa produk akan
bekerja dengan memuaskan atau tidak
dalam periode waktu tertentu. Semakin
kecil kemungkinan terjadinya kerusakan
maka produk tersebut dapat diandalkan.
6) Estetika (Aesthetics). Estetika merupakan
karakteristik yang bersifat subjektif
mengenai nilai–nilai estetika yang
berkaitan dengan penilaian pribadi dan
preferensi dari setiap individu atau
konsumen. Dapat berupa penampilan
produk bisa dilihat dari tampak, rasa, bau,
dan bentuk dari produk, atau daya tarik
produk terhadap panca indera. Misalnya,
bentuk fisik sofa yang menarik, model,
warna, tekstur dan sebagainya
7) Kesan kualitas (Perceived quality),
Merupakan hasil dari penggunaan
pengukuran yang dilakukan secara tidak
langsung karena terdapat kemungkinan
bahwa konsumen tidak mengerti atau
kekurangan informasi atas produk yang
bersangkutan. Jadi, persepsi konsumen
terhadap produk didapat dari harga, merek,
periklanan, reputasi, dan negara asal.
Menurut Douglas C. Montgomery, (2001)
dalam Bakhtiar et all, (2013), faktor-faktor yang
mempengaruhi pengendalian kualitas yang
dilakukan perusahaan adalah sebagai berikut :
1) Kemampuan proses. Batas-batas yang
ingin dicapai haruslah disesuaikan dengan
kemampuan proses yang ada. Tidak ada
gunanya mengendalikan suatu proses
dalam batas-batas yang melebihi
kemampuan atau kesanggupan proses
yang ada.
2) Spesifikasi yang berlaku, hasil produksi
yang ingin dicapai harus dapat berlaku,
bila ditinjau dari segi kemampuan proses
dan keinginan atau kebutuhan konsumen
yang ingin dicapai dari hasi lproduksi
tersebut. Dapat dipastikan dahulu apakah
spesifikasi tersebut dapat berlaku sebelum
pengendalian kualitas pada proses dapat
dimulai.
3) Tingkat ketidak sesuaian yang dapat
diterima. Tujuan dilakukan pengendalian
suatu proses adalah dapat mengurangi
produk yang berada di bawah standar
seminimal mungkin. Tingkat pengendalian
yang diberlakukan tergantung pada
banyaknya produk yang berada dibawah
standar.
4) Biaya kualitas, sangat mempengaruhi
tingkat pengendalian dalam menghasilkan
produk dimana biaya mempunyai
hubungan yang positif dengan terciptanya
produk yang berkualitas.
Berdasarkan pemaparan diatas, yang
dimaksud dengan kualitas adalah kesesuaian
antara produk yang dihasilkan oleh perusahaan
dengan kebutuhan yang diinginkan oleh
konsumen. Kualitas adalah faktor kunci yang
membawa keberhasilan dan peningkatan
perusahaan dalam persaingan industri modern,
dan diikuti dengan faktor yang terstruktur
dimulai dari pemilihan bahan baku, pelatihan
dan pengawasan proses produksi, jaminan
pengendalian kualitas yang efektif, yang dapat
meningkatkan persaingan pasar, produktivitas
lebih tinggi dan biaya pembuatan menjadi lebih
rendah.
Menurut Gaspersz, (2008) dalam Dino dan
Desak, (2017). Six sigma adalah suatu upaya
terus-menerus (continuous improvement efforts)
untuk menurunkan variasi dari proses, agar
meningkatkan kapabilitas proses, dalam
menghasilkan produk (barang atau jasa) yang
bebas kesalahan untuk memberikan nilai kepada
pelanggan. Dalam esensinya, Six Sigma
menganjurkan bahwa terdapat hubungan yang
kuat antara cacat produk dan produk yang
dihasilkan, reliability, costs, cycle time,
inventory, schedule, dll. Bila jumlah cacat yang
meningkat, maka jumlah sigma akan menurun.
Dengan kata lain, dengan nilai sigma yang lebih
besar maka kualitas produk akan lebih baik.
Dari konsep diatas dapat diambil kesimpulan
bahwa Six Sigma adalah sebuah sistem yang
komprehensif dan fleksibel untuk mencapai,
mempertahankan, dan memaksimalkan sukses
bisnis. Six Sigma secara unik dikendalikan oleh
pemahaman yang kuat terhadap kebutuhan
pelanggan, pemakaian yang disiplin terhadap
fakta, data, analisis statistik, dan perhatian yang
cermat untuk mengelola, memperbaiki, dan
menanamkan kembali proses bisnis.
Sigma dalam statistik dikenal sebagai
standar deviasi yang menyatakan nilai
simpangan terhadap nilai tengah. Suatu proses
dikatakan baik apabila berjalan pada suatu
rentang yang disepakati. Rentang tersebut
memiliki batas, batas atas atau USL (Upper
Specification Limit) dan batas bawah atau LSL
(Lower Specification Limit) proses yang terjadi
diluar rentang disebut cacat (defect). Proses Six
Sigma adalah proses yang hanya menghasilkan
3.4 DPMO (Defect per Million Opportunity).
Six Sigma sebagai sistem pengukuran
menggunakan Defect per Million Opportunities
(DPMO) sebagai satuan pengukuran. DPMO
merupakan ukuran yang baik bagi kualitas
produk ataupun proses, sebab berkorelasi
langsung dengan cacat, biaya dan waktu yang
terbuang
Cara menentukan DPMO adalah sebagai
berikut :
Deffect per Unit (DPU) :
DPU = 𝑇𝑜𝑡𝑎𝑙 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖
Defect per Million Opportunity (DPMO) :
DPMO = 𝐷𝑃𝑈 𝑥 1.000.000
𝑃𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
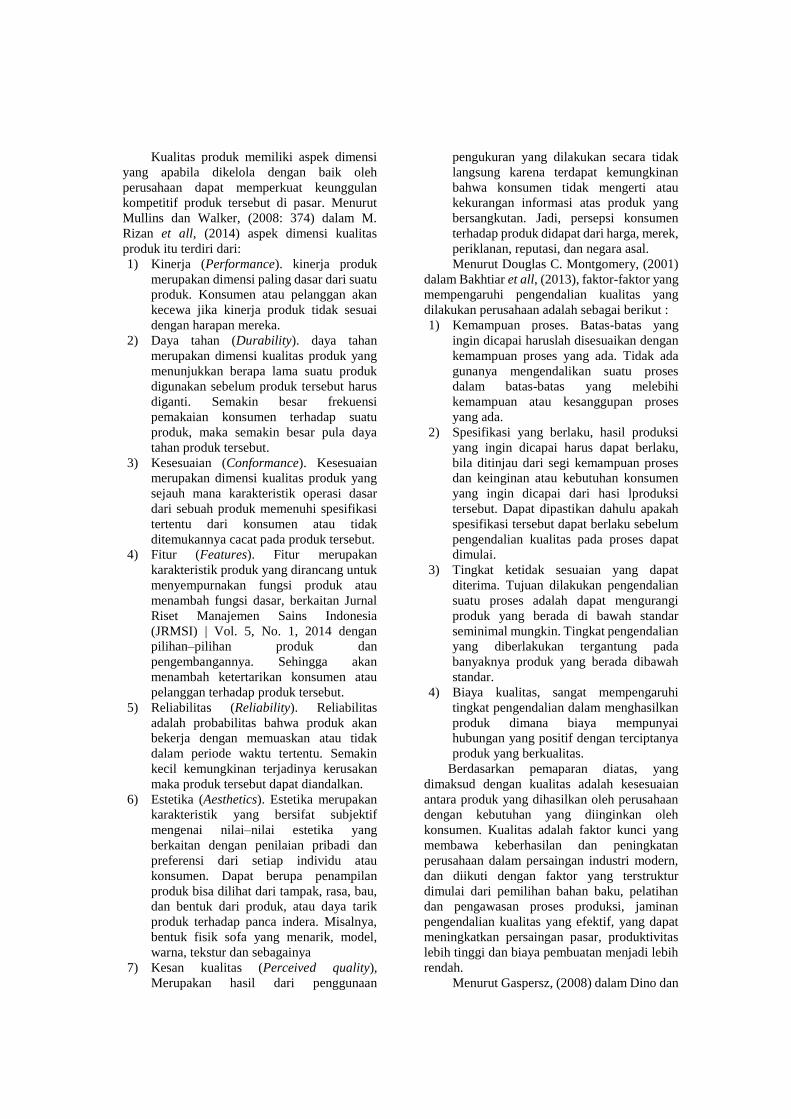
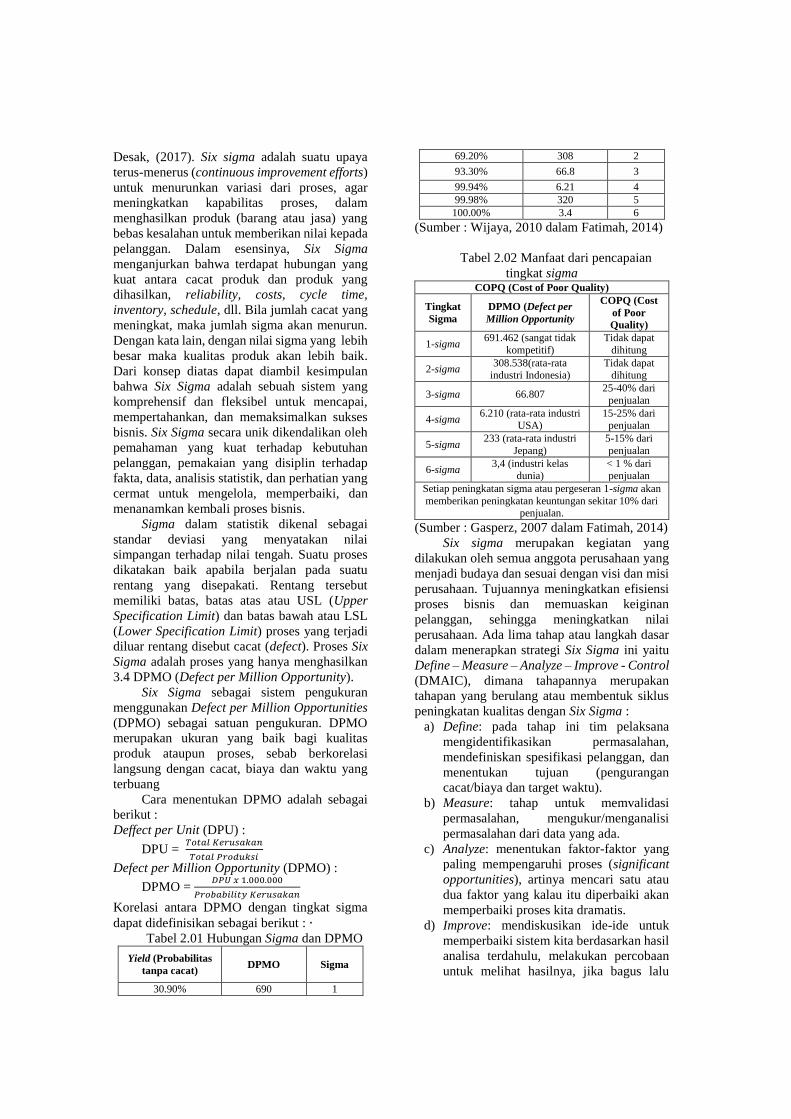
Korelasi antara DPMO dengan tingkat sigma
dapat didefinisikan sebagai berikut : ∙ Tabel 2.01 Hubungan Sigma dan DPMO
Yield (Probabilitas
tanpa cacat) DPMO Sigma
30.90% 690 1
69.20% 308 2
93.30% 66.8 3
99.94% 6.21 4
99.98% 320 5
100.00% 3.4 6
(Sumber : Wijaya, 2010 dalam Fatimah, 2014)
Tabel 2.02 Manfaat dari pencapaian
tingkat sigma COPQ (Cost of Poor Quality)
Tingkat
Sigma
DPMO (Defect per
Million Opportunity
COPQ (Cost
of Poor
Quality)
1-sigma 691.462 (sangat tidak
kompetitif)
Tidak dapat
dihitung
2-sigma 308.538(rata-rata
industri Indonesia) Tidak dapat
dihitung
3-sigma 66.807 25-40% dari
penjualan
4-sigma 6.210 (rata-rata industri
USA) 15-25% dari
penjualan
5-sigma 233 (rata-rata industri
Jepang)
5-15% dari
penjualan
6-sigma 3,4 (industri kelas
dunia) < 1 % dari penjualan
Setiap peningkatan sigma atau pergeseran 1-sigma akan
memberikan peningkatan keuntungan sekitar 10% dari penjualan.
(Sumber : Gasperz, 2007 dalam Fatimah, 2014)
Six sigma merupakan kegiatan yang
dilakukan oleh semua anggota perusahaan yang
menjadi budaya dan sesuai dengan visi dan misi
perusahaan. Tujuannya meningkatkan efisiensi
proses bisnis dan memuaskan keiginan
pelanggan, sehingga meningkatkan nilai
perusahaan. Ada lima tahap atau langkah dasar
dalam menerapkan strategi Six Sigma ini yaitu
Define – Measure – Analyze – Improve - Control
(DMAIC), dimana tahapannya merupakan
tahapan yang berulang atau membentuk siklus
peningkatan kualitas dengan Six Sigma :
a) Define: pada tahap ini tim pelaksana
mengidentifikasikan permasalahan,
mendefiniskan spesifikasi pelanggan, dan
menentukan tujuan (pengurangan
cacat/biaya dan target waktu).
b) Measure: tahap untuk memvalidasi
permasalahan, mengukur/menganalisi
permasalahan dari data yang ada.
c) Analyze: menentukan faktor-faktor yang
paling mempengaruhi proses (significant
opportunities), artinya mencari satu atau
dua faktor yang kalau itu diperbaiki akan
memperbaiki proses kita dramatis.
d) Improve: mendiskusikan ide-ide untuk
memperbaiki sistem kita berdasarkan hasil
analisa terdahulu, melakukan percobaan
untuk melihat hasilnya, jika bagus lalu
dibuatkan prosedur bakunya (standard
operating procedure-SOP).
e) Control: membuat rencana dan desain
pengukuran agar hasil yang sudah bagus
dari perbaikan tim kita bisa
berkesinambungan untuk selalu dimonitor
dan dikoreksi.
Siklus DMAIC dapat digambarkan sebagai
berikut:
Gambar 2.1
Siklus DMAIC (Wijaya, 2010 dalam
Fatimah, 2014)
3. METODE PENELITIAN
Dalam penelitian ini, penulis
menggunakan jenis penelitian kualitatif, dan alat
analisis menggunakan metode six sigma.
Menurut Surya Bintarti (2015: 4-5), penelitian
kualitatif adalah penelitian untuk menjawab
permasalahan yang memerlukan pemahaman
secara mendalam dalam konteks waktu dan
situasi yang bersangkutan, dilakukan secara
wajar dan alami sesuai dengan kondisi objektif
dilapangan tanpa adanya manipulasi, serta jenis
data yang dikumpulkan terutama data kualitatif.
Dalam penelitian ini menggunakan alat
analisis metode Six Sigma untuk mengetahui
strategi pengurangan produk kecacatan. Untuk
mengetahui besar nya produk kecacatan dan
penyebab kecacatan ditambahkan metode
pareto chart dan ishikawa diagram sebagai
penunjang variabel dalam penelitian ini.
Didalam penerapan six sigma ada lima langkah
yang disebut DMAIC (Define, Measure,
Analisys, Improve, Control). (Gaspersz, V, 2002
dalam Joko et all, 2011).
1) Define (Definisi)
Merupakan langkah operasional pertama
dalam program peningkatan kualitas six
sigma dengan langkah-langkah sebagai
berikut :
a) Deskripsi proses produksi.
b) Diagram aliran proses (process
flowchart).
c) Mendefinisikan masalah kualitas dalam
produk (Critical to Quality).
d) Mendefinisikan rencana tindakan,
sasaran dan tujuan
Define bertujuan untuk mengidentifikasi
produk ataus proses yang akan diperbaiki
dan menentukan sumber sumber (resources)
apa yang dibutuhkan dalam pelaksanaan
proyek dengan lebih spesifik dan dapat
diukur (measurable). Pada tahap ini
dilakukan pendefinisian permasalahan
berdasarkan karakteristik kualitas (Critical
to Quality) yang dapat mempengaruhi output
perusahaan. Artinya dalam tahap ini peneliti
harus mengetahui kegagalan atau cacat
produk yang terjadi dalam produk atau
proses yang akan diperbaiki. Selanjutnya
mengumpilkan beberapa informasi dasar
mengenai alur (flowchart) proses produksi
yang dapat mempengaruhi karakteristik
kualitas dari produk yang akan diteliti.
2) Measure (Pengukuran)
Merupakan langkah operasional kedua
dalam program peningkatan kualitas six
sigma dengan langkah-langkah sebagai
berikut :
1) Analisis diagram kontrol (P-Chart)
Mengidentifikasi proses dengan grafik
pengendali. Pada penelitian ini data yang
akan diteliti adalah data atribut, data
untuk mengetahui terkendalinya proses
dengan menggunakan grafik P, karena
merupakan data ketidaksesuaian, maka
rumus yang digunakan adalah sebagai
berikut : (Ariani, 2005 dalam Joko et all,
2011).
a) Menghitung garis pusat (Central
Line), merupakan rata-rata (mean)
kerusakan produk (P) yaitu dengan
rumus sebagai berikut :
𝐶𝐿 = �̅� ⬌ 𝐶𝐿 =∑ 𝑛𝑝
∑ 𝑛
Keterangan :
𝐶𝐿 = �̅� = Central Line rata-rata
produk
Σnp = Jumlah sampel produk cacat
Σn = Jumlah sampel produk yang
diteliti
b) Menghitung presentase produk cacat
yang dihitung menggunakan rumus
berikut :
𝑃 =𝑛𝑝
𝑛
Keterangan :
P=Presentasi atau proporsi
kerusakan produk.
np= Sampel produk cacat dalam
periode tertentu.
n = Sampel produk yang diteliti
dalam periode tertentu.
c) Menghitung batas kendali atas atau
Upper Control Limit (UCL), dapat
dihitung dengan menggunakan
rumus sebagai berikut :
𝑈𝐶𝐿 = 𝐶𝐿 + √𝐶𝐿(1 − 𝐶𝐿)
𝑛
3
Keterangan :
CL = Garis pusat (Central Line) atau
rata-rata produk.
UCL=Batas pengendali atas (Upper
Control Limit)
n = Sampel produk yang diteliti
dalam periode tertentu.
d) Menghitung batas kendali bawah
atau Lower Control Limit (UCL),
dapat dihitung dengan menggunakan
rumus sebagai berikut :
𝑈𝐶𝐿 = 𝐶𝐿 − √𝐶𝐿(1 − 𝐶𝐿)
𝑛
3
Keterangan :
CL = Garis pusat (Central Line) atau
rata-rata produk.
LCL = Batas pengendali bawah
(Lower Control Limit)
n = Sampel produk yang diteliti
dalam periode tertentu.
2) Menghitung peta kontrol X-bar dan R
Tahap-tahap perhitungan peta kontrol X-
bar dan R sebagai berikut :
a. Peta kendali X-bar
CL = X-Double Bar
UCL = X-Double Bar + (𝐴2)(R-
bar)
LCL = X-Double Bar - (𝐴2)(R-
bar)
b. Peta Kendali R
CL = R-bar = 0,95
UCL = (𝐷4)(R-bar)
LCL = (𝐷3)(R-bar)
Keterangan : Nilai 𝐴2, 𝐷3,𝑑𝑎𝑛 𝐷4
adalah nilai konstanta untuk
menyusun peta kendali X-bar dan
R dengan besaran nilai
bergantung pada ukuran
subgroup dari setiap sampel
(tabel nilai 𝐴2, 𝐷3,𝑑𝑎𝑛 𝐷4
terlampir).
3) Pengukuran tingkat Six Sigma dan
DPMO
Menghitung nilai kapabilitas sigma.
Tahap-tahap perhitungan nilai sigma
sebagai berikut :
Pengukuran tingkat six sigma dan
DPMO, dapat dilakukan dengan
langkah-langkah sebagai berikut :
a) Menentukan DPU (Defect Per Unit)
𝐷𝑃𝑈 =𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘 𝐶𝑎𝑐𝑎𝑡
𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖
b) Menentukan DPMO (Defect Per
Million Opportunuities)
𝐷𝑃𝑀𝑂 =𝐷𝑃𝑈 𝑥 1.000.000
𝑃𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝐾𝑒𝑟𝑢𝑠𝑎𝑘𝑎𝑛
c) Menghitung nilai sigma dengan
bantuan Microsoft excel dengan
rumus
= 𝑁𝑂𝑅𝑀𝑆𝐼𝑁𝑉((1000000− 𝑁𝑖𝑙𝑎𝑖 𝐷𝑃𝑀𝑂)/1000000)+ 1,5
3) Analyze (Analisa)
Merupakan langkah ketiga dalam program
peningkatan kualitas six sigma, pada tahap
ini dilakukan beberapa hal :
1. Pareto Analysis
2. Mengidentifikasi sumber-sumber
akar penyebab kecacatan atau
kegagalan, sehingga dapat diketahui
tindakan penanggulangan langsung
(Fishbone Diagram Analysis)
3. Failure Mode and Effect Analysis
(FMEA)
4) Improve (Perbaikan)
Setelah akar penyebab dari masalah kualitas
teridentifikasi, maka perlu dilakukan
penetapan rencana tindakan perbaikan untuk
melaksanakan peningkatan kualitas.
Penentuan dan implementasi solusi-solusi
berdasarkan hasil analisa yang telah
dilakukan pada fase sebelumnya. Langkah-
langkah untuk melaksanakan peningkatan
kualitas dengan menggunakan action plan
dan FMEA tools.
5) Control (Pengendalian)
Merupakan tahap operasional terakhir dalam
proyek peningkatan kualitas six sigma. Pada
tahap ini dibuat Rencana pengendalian
(control plan) dan lembar pengecekan
(checksheet) untuk mengetahui performa

proses setelah dilakukan perbaikan. rencana
pengendalian (control plan) untuk
mengetahui performa proses produksi
setelah dilakukan perbaikan. Dengan adanya
manajemen kontrol terhadap proses
produksi, akan sangat membantu dalam
mengantisipasi terjadinya kerusakan pada
produk yang dihasilkan. Tim dapat
mengatasi masalah yang terjadi secara
langsung dan dilakukan pemecahan masalah
secara cepat, tepat dan akurat. Sehingga
kerusakan produk yang terjadi dapat ditekan
seminimal mungkin sehingga dapat
menghilangkan potensi lost time dan lost
cost dari akibat adanya kerusakan produk
tersebut. Untuk itu penulis
merekomendasikan agar dibuatkan control
plan dan checksheet (lembar pengecekan
berkala) untuk dapat memberikan
kemudahan dalam manajemen kontrol saat
proses produksi berlangsung.
4. HASIL DAN PEMBAHASAN
Define Tahap pertama yang dilakukan dalam
DMAIC adalah define. Pada tahap ini, dilakukan
pendefinisian terhadap masalah kualitas pada
produk dengan langkah-langkah sebagai
berikut :
1. Deskripsi Proses Produksi
Dalam proses produksinya, PT.YID
menggunakan mesin Injection Molding
untuk menghasilkan produk-produk yang
berbahan plastik, termasuk pada produk
knob assy yang saat ini sedang diteliti oleh
penulis. Proses kerja mesin Injection
Molding ini diawali dengan cara
mencampur bahan baku bulir plastic
dengan recycle material kemudian setelah
tercampur, bahan baku tersebut dialirkan
menuju hopper, kemudian buliran plastik
tersebut akan menuju barrel yang
didalamnya terdapat rotating screw yang
berfungsi untuk mengalirkan material
cairan plastik yang meleleh setelah
dipanasi oleh heater. Bahan baku yang
sudah berbentuk cair tersebut akan
didorong menuju nozzle dan kemudian
cairan plastik tersebut disuntikkan ke
dalam (mold) cetakan produk, diamkan
selama beberapa detik (cooling time)
hingga dingin dan menjadi produk padat,
produk akan keluar dari mold sesuai
dengan cetakan yang diinginkan. Berikut
ini adalah gambaran bagian bagian utama
dari mesin Injection Molding :
Gambar 4.1 Mesin Molding Injection
a) Feed Hopper : Hopper berfungsi
sebagai wadah untuk menampung
bulir plastik yang akan dipanaskan
dan dicairkan untuk dialirkan menuju
barrel. Saat material berada di dalam
hopper,material akan dipanaskan
oleh (heater) elemen panas, proses
drying time sesuai standar spesifikasi
material, juga untuk menghilangkan
kandungan air yang terdapat pada
material plastik yang dapat
menyebabkan hasil yang tidak
sempurna.
b) Barrel : Barrel berfungsi untuk
mengalirkan cairan plastik yang telah
dipanaskan dari hopper melalui
screw kemudian dialirkan menuju
cetakan (mold). Di dalam barrel
terdapat heater untuk menjaga
temperatur material plastik agar tetap
mencair dan tidak menghambat
proses injeksi.
c) Heater : Sebagai elemen panas utama
yang berfungsi untuk mengubah
buliran plastik menjadi cairan plastik
agar proses injeksi tetap berjalan
lancar.
d) Rotating dan Reciprocating Screw :
Merupakan bagian mesin injection
molding yang mengatur aliran bahan
baku yang telah dipanaskan dan
kemudian mendorong bahan baku
tersebut menuju nozzle.
e) Mold Plates : Sebagai alat cetakan
utama sebuah produk yang akan
dicetak. 2. Crtical to Quality
Pendefinisian masalah standar kualitas
yang menjadi penyebab paling potensial
dalam proses produksi Knob Assy yang
telah diidentifikasikan sebagai berikut :
a) Kontaminasi
Hasil produk yang terkontaminasi
dan tercampur dengan material yang
berbeda dari standar yang ditentukan.

Apabila terjadi kontaminasi terutama
dengan bahan baku yang berbeda
warna akan terlihat dengan jelas
secara visual terjadinya percampuran
warna material yang menyebabkan
produk menjadi cacat.
b) Short Material
Produk yang dihasilkan tidak
sempurna, ada sebagian produk tidak
terbentuk dikarenakan adanya udara
terjebak didalam cetakan (mold)
sehingga material tidak dapat
memasuki ruang pada cetakan
tersebut dan produk tidak dapat
terbentuk secara sempurna dan
diidentifikasikan sebagai produk
cacat.
c) Weldlines (garis seperti alur las)
Permukaan produk yang dihasilkan
terdapat garis membentuk seperti
garis alur las. Hal ini terbentuk akibat
adanya pertemuan dua sisi celah
aliran cairan plastik menuju cetakan
produk (gate) dari dua sisi arah yang
berbeda dan bertemu menjadi satu
pada saat proses pendinginan produk
(cooling time).
d) Bubble
Permukaan produk yang dihasilkan
terdapat gelembung kecil yang
terlihat secara visual. Hal ini
terbentuk akibat adanya gelembung
udara pada saat proses injeksi yang
menjadi penyebab terciptanya
gelembung pada produk.
e) Deform
Cacat pada permukaan produk yang
tidak rata atau biasa disebut penyok.
Cacat jenis ini dapat terlihat secara
visual yang disebakan volume
tekanan material yang disuntikkan
menuju cetakan (mold) tidak
terdistribusi secara merata.
Measure
Dalam tahapan measure, dilakukan
pengumpulan data dan analisis yang berguna
untuk mengetahui permasalahan berdasarkan
frekuensi maupun penyebab produk cacat dan
sebagai dasar pengambilan keputusan untuk
dilakukan perbaikan terhadap produk cacat
tersebut
1. Analisis Diagram Kontrol (P-Chart)
Diagram kontrol P-Chart ini digunakan
untuk mengetahui apakah cacat produk
yang dihasilkan masih dalam batas yang
ditentukan (control limit), data diambil
dari checksheet diatas bahwa jumlah
produksi yang dihasilkan selama periode
penelitian sebanyak 34.480 pcs, dengan
ditemukan produk cacat sebesar 1.149 pcs.
Dari data diatas dapat dibuat diagram
kontrol P-Charts dengan langkah-langkah
sebagai berikut :
1) Menghitung garis pusat (Central
Line), merupakan rata-rata (mean)
kerusakan produk (P) yaitu dengan
rumus sebagai berikut :
𝐶𝐿 = �̅� ⬌ 𝐶𝐿 =∑ 𝑛𝑝
∑ 𝑛
Maka, didapat hasil perhitungan
sebagai berikut :
𝐶𝐿 = �̅� =1.149
34.480= 𝟎, 𝟎𝟑𝟑
Jadi, central line (CL) atau rata rata
(�̅�) hasil produksi akhir yaitu sebesar
0,033.
2) Menghitung presentase produk cacat
yang dihitung menggunakan rumus
berikut :
𝑃 =𝑛𝑝
𝑛
Maka didapat hasil perhitungan
sebagai berikut :
Periode Oktober 2018 didapat,
𝑃 =163
5110= 𝟎, 𝟎𝟑𝟐
Periode November 2018 didapat,
𝑃 =216
5268= 𝟎, 𝟎𝟒𝟏
Periode Desember 2018 didapat,
𝑃 =303
5732= 𝟎, 𝟎𝟓𝟑
Periode Januari 2019 didapat,
𝑃 =117
4880= 𝟎, 𝟎𝟐𝟒
Periode Februari 2019 didapat,
𝑃 =144
4964= 𝟎, 𝟎𝟐𝟗
Periode Maret 2019 didapat,
𝑃 =127
5020= 𝟎, 𝟎𝟐𝟓
Periode April 2019 didapat,
𝑃 =79
3506= 𝟎, 𝟎𝟐𝟐
3) Menghitung batas kendali atas atau
Upper Control Limit (UCL), dapat
dihitung dengan menggunakan
rumus sebagai berikut :
𝑈𝐶𝐿 = 𝐶𝐿 + √𝐶𝐿(1 − 𝐶𝐿)
𝑛
3
Maka, didapat hasil perhitungan sebagai
berikut :
Oktober 2018, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
5110
3= 𝟎, 𝟎𝟓𝟏𝟒𝟏
November 2018, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
5268
3= 𝟎, 𝟎𝟓𝟏𝟐𝟐
Desember 2018, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
5732
3= 𝟎, 𝟎𝟓𝟎𝟕𝟐
Januari 2019, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
4880
3= 𝟎, 𝟎𝟓𝟏𝟔𝟗
Februari 2019, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
4964
3= 𝟎, 𝟎𝟓𝟏𝟓9
Maret 2019, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
5020
3= 𝟎, 𝟎𝟓𝟏𝟓𝟐
April 2019, 𝑈𝐶𝐿 = 0,033 +
√0,033(1−0,033)
3506
3= 𝟎, 𝟎𝟓𝟑𝟖𝟕
4) Menghitung batas kendali bawah
atau Lower Control Limit (UCL),
dapat dihitung dengan menggunakan
rumus sebagai berikut :
𝑈𝐶𝐿 = 𝐶𝐿 − √𝐶𝐿(1 − 𝐶𝐿)
𝑛
3
Maka, didapat hasil perhitungan sebagai
berikut :
Oktober 2018, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
5110
3= 𝟎, 𝟎𝟏𝟒𝟓𝟖
November 2018, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
5268
3= 𝟎, 𝟎𝟏𝟒𝟕𝟕
Desember 2018, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
5732
3= 𝟎, 𝟎𝟏𝟓𝟐𝟕
Januari 2019, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
4880
3= 𝟎, 𝟎𝟏𝟒𝟑𝟎
Februari 2019, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
4964
3= 𝟎, 𝟎𝟏𝟒𝟒𝟎
Maret 2019, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
5020
3= 𝟎, 𝟎𝟏𝟒𝟒𝟕
April 2019, 𝐿𝐶𝐿 = 0,033 −
√0,033(1−0,033)
3506
3= 𝟎, 𝟎𝟏𝟐𝟏𝟐
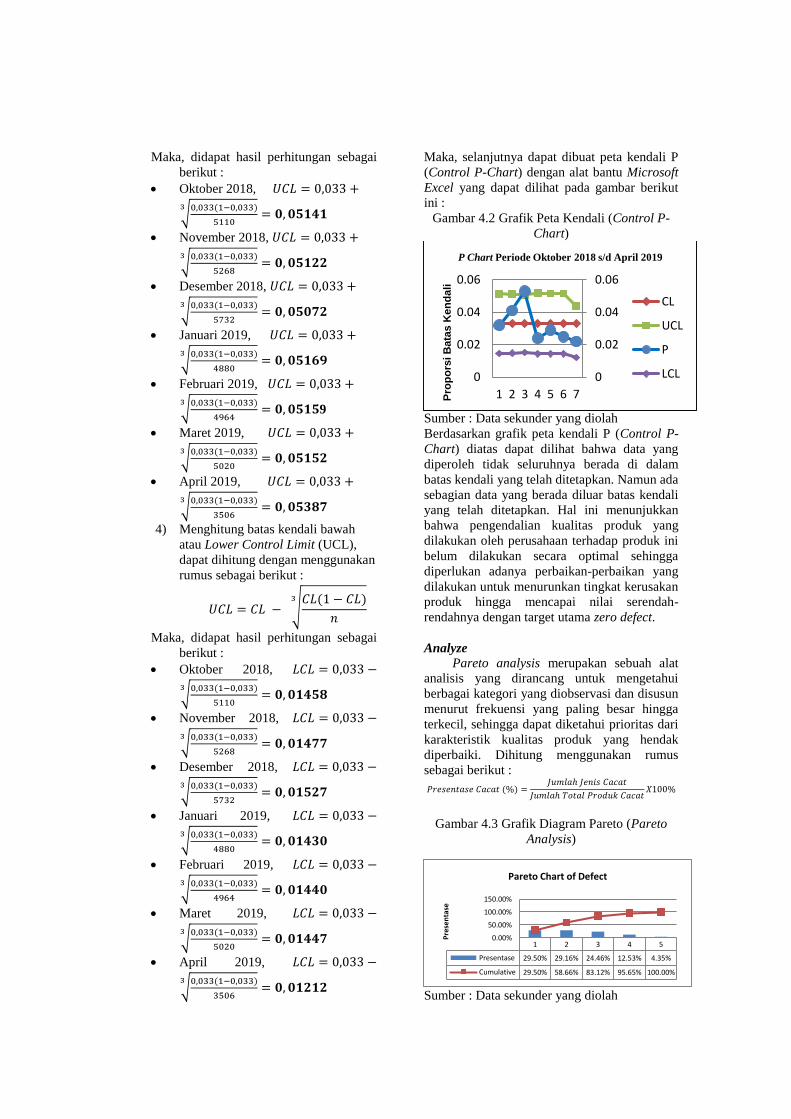
Maka, selanjutnya dapat dibuat peta kendali P
(Control P-Chart) dengan alat bantu Microsoft
Excel yang dapat dilihat pada gambar berikut
ini :
Gambar 4.2 Grafik Peta Kendali (Control P-
Chart)
Sumber : Data sekunder yang diolah
Berdasarkan grafik peta kendali P (Control P-
Chart) diatas dapat dilihat bahwa data yang
diperoleh tidak seluruhnya berada di dalam
batas kendali yang telah ditetapkan. Namun ada
sebagian data yang berada diluar batas kendali
yang telah ditetapkan. Hal ini menunjukkan
bahwa pengendalian kualitas produk yang
dilakukan oleh perusahaan terhadap produk ini
belum dilakukan secara optimal sehingga
diperlukan adanya perbaikan-perbaikan yang
dilakukan untuk menurunkan tingkat kerusakan
produk hingga mencapai nilai serendah-
rendahnya dengan target utama zero defect.
Analyze
Pareto analysis merupakan sebuah alat
analisis yang dirancang untuk mengetahui
berbagai kategori yang diobservasi dan disusun
menurut frekuensi yang paling besar hingga
terkecil, sehingga dapat diketahui prioritas dari
karakteristik kualitas produk yang hendak
diperbaiki. Dihitung menggunakan rumus
sebagai berikut :
𝑃𝑟𝑒𝑠𝑒𝑛𝑡𝑎𝑠𝑒 𝐶𝑎𝑐𝑎𝑡 (%) =𝐽𝑢𝑚𝑙𝑎ℎ 𝐽𝑒𝑛𝑖𝑠 𝐶𝑎𝑐𝑎𝑡
𝐽𝑢𝑚𝑙𝑎ℎ 𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘 𝐶𝑎𝑐𝑎𝑡𝑋100%
Gambar 4.3 Grafik Diagram Pareto (Pareto
Analysis)
Sumber : Data sekunder yang diolah
0
0.02
0.04
0.06
0
0.02
0.04
0.06
1 2 3 4 5 6 7Pro
po
rsi B
ata
s K
en
da
li
P Chart Periode Oktober 2018 s/d April 2019
CL
UCL
P
LCL
1 2 3 4 5
Presentase 29.50% 29.16% 24.46% 12.53% 4.35%
Cumulative 29.50% 58.66% 83.12% 95.65% 100.00%
0.00%
50.00%
100.00%
150.00%
Pre
sen
tase
Pareto Chart of Defect
Berdasarkan diagram pareto diatas, dapat
diklasifikan jenis cacat dari yang paling
dominan, hingga jenis cacat yang paling sedikit.
Jenis cacat short material terdeteksi sebagai
jenis cacat yang tertinggi sebanyak 30,2%, jenis
cacat kontaminasi sebanyak 30,1%, jenis cacat
weldlines sebanyk 25,1%, jenis cacat deform
sebanyak 10,2%, dan jenis cacat bubble
sebanyak 4,5%, sehingga kelima jenis cacat ini
yang menjadi fokus perbaikan untuk produk
tersebut.
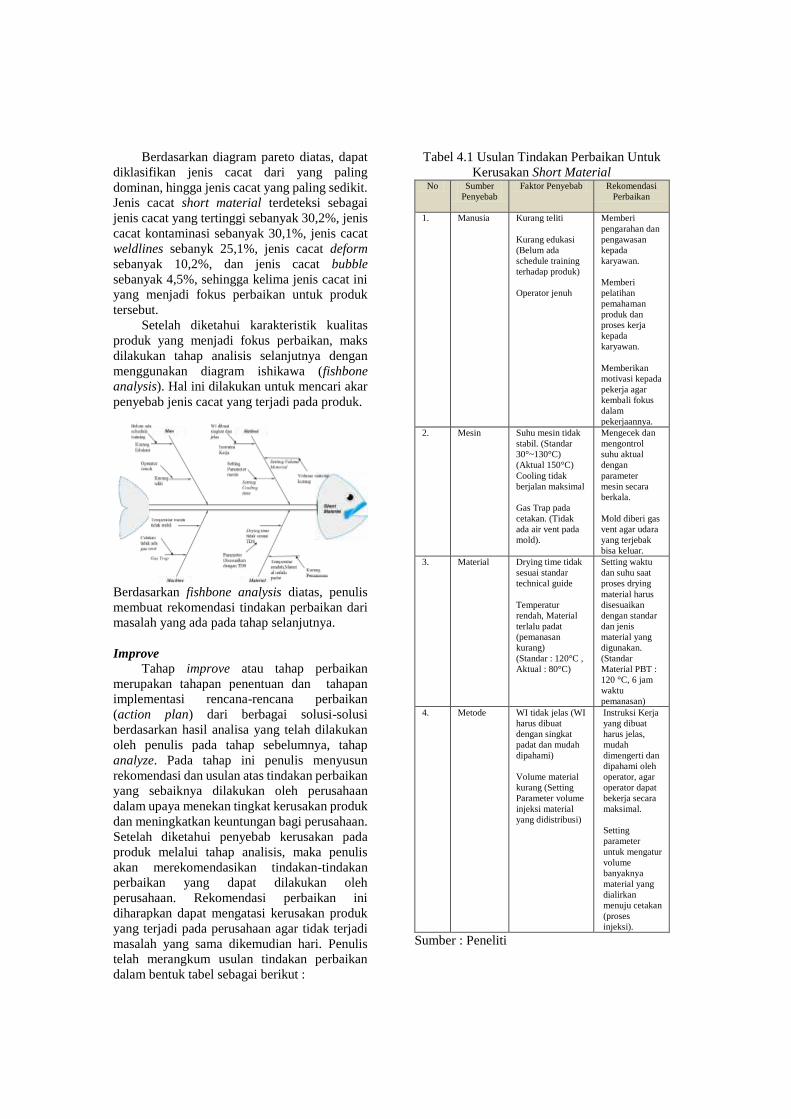
Setelah diketahui karakteristik kualitas
produk yang menjadi fokus perbaikan, maks
dilakukan tahap analisis selanjutnya dengan
menggunakan diagram ishikawa (fishbone
analysis). Hal ini dilakukan untuk mencari akar
penyebab jenis cacat yang terjadi pada produk.
Berdasarkan fishbone analysis diatas, penulis
membuat rekomendasi tindakan perbaikan dari
masalah yang ada pada tahap selanjutnya.
Improve
Tahap improve atau tahap perbaikan
merupakan tahapan penentuan dan tahapan
implementasi rencana-rencana perbaikan
(action plan) dari berbagai solusi-solusi
berdasarkan hasil analisa yang telah dilakukan
oleh penulis pada tahap sebelumnya, tahap
analyze. Pada tahap ini penulis menyusun
rekomendasi dan usulan atas tindakan perbaikan
yang sebaiknya dilakukan oleh perusahaan
dalam upaya menekan tingkat kerusakan produk
dan meningkatkan keuntungan bagi perusahaan.
Setelah diketahui penyebab kerusakan pada
produk melalui tahap analisis, maka penulis
akan merekomendasikan tindakan-tindakan
perbaikan yang dapat dilakukan oleh
perusahaan. Rekomendasi perbaikan ini
diharapkan dapat mengatasi kerusakan produk
yang terjadi pada perusahaan agar tidak terjadi
masalah yang sama dikemudian hari. Penulis
telah merangkum usulan tindakan perbaikan
dalam bentuk tabel sebagai berikut :
Tabel 4.1 Usulan Tindakan Perbaikan Untuk
Kerusakan Short Material No Sumber
Penyebab
Faktor Penyebab Rekomendasi
Perbaikan
1. Manusia Kurang teliti
Kurang edukasi
(Belum ada
schedule training
terhadap produk)
Operator jenuh
Memberi
pengarahan dan
pengawasan
kepada
karyawan.
Memberi
pelatihan
pemahaman
produk dan
proses kerja
kepada
karyawan.
Memberikan
motivasi kepada
pekerja agar
kembali fokus
dalam
pekerjaannya.
2. Mesin Suhu mesin tidak
stabil. (Standar
30°~130°C)
(Aktual 150°C)
Cooling tidak
berjalan maksimal
Gas Trap pada
cetakan. (Tidak
ada air vent pada
mold).
Mengecek dan
mengontrol
suhu aktual
dengan
parameter
mesin secara
berkala.
Mold diberi gas
vent agar udara
yang terjebak
bisa keluar.
3. Material Drying time tidak
sesuai standar
technical guide
Temperatur
rendah, Material
terlalu padat
(pemanasan
kurang)
(Standar : 120°C ,
Aktual : 80°C)
Setting waktu
dan suhu saat
proses drying
material harus
disesuaikan
dengan standar
dan jenis
material yang
digunakan.
(Standar
Material PBT :
120 °C, 6 jam
waktu
pemanasan)
4. Metode WI tidak jelas (WI
harus dibuat
dengan singkat
padat dan mudah
dipahami)
Volume material
kurang (Setting
Parameter volume
injeksi material
yang didistribusi)
1) Instruksi Kerja
yang dibuat
harus jelas,
mudah
dimengerti dan
dipahami oleh
operator, agar
operator dapat
bekerja secara
maksimal.
2)
3) Setting
parameter
untuk mengatur
volume
banyaknya
material yang
dialirkan
menuju cetakan
(proses
injeksi).
Sumber : Peneliti

Control
Pada tahapan kontrol ini, tindakan yang
perlu dilakukan yaitu melakukan proses
monitoring termasuk pengendalian proses yang
ada agar masalah-masalah yang timbul pada
proses produksi tidak terulang kembali di masa
mendatang, dan dari hasil analisis dan
perbaikan yang telah direkomendasikan oleh
penulis. Hal ini dilakukan untuk memastikan
proses perbaikan yang dilakukan dapat
diaplikasikan dalam proses produksi dan dapat
terlaksana dengan baik. Oleh karena itu, dalam
proses kontrol ini harus benar-benar
diaplikasikan dan dilakukan pengawasan dalam
pelaksanaanya oleh pihak manajemen
perusahaan secara bersama-sama, diawali dari
Top Management, Middle Management,hingga
sampai ke Lower Management. Dengan adanya
manajemen kontrol ini, diharapkan membantu
dalam mengantisipasi terjadinya kerusakan pada
produk yang dihasilkan. Kita dapat mengatasi
masalah-masalah yang terjadi secara langsung
dan dilakukan pemecahan masalah secara cepat,
tepat dan akurat. Sehingga kerusakan produk
yang terjadi dapat ditekan seminimal mungkin
sehingga dapat menghilangkan potensi kerugian
waktu dan biaya (lost time & lost cost) dari
akibat adanya kerusakan produk tersebut. Untuk
itu penulis merekomendasikan agar dibuatkan
control plan untuk dapat memberikan
kemudahan dalam kontrol saat proses produksi
berlangsung.
Keseluruhan rencana tindakan dan proses
pengawasan terhadap material, tooling control
(mold/jig), proses produksi, dokumen,
maintenance hingga warehouse dan delivery
kontrol harus dilakukan secara
berkesinambungan. Komunikasi dan koordinasi
antara pihak departemen yang terkait dalam
perusahaan perlu dilaksanakan untuk dapat
menjaga efektifitas dan efisiensi secara
sistematis keseluruhan tujuan yang akan dicapai
melalui metode six sigma.
5. KESIMPULAN DAN SARAN
Kesimpulan
Berdasarkan hasil penelitian yang telah
dilakukan, dapat diambil beberapa kesimpulan
sebagai berikut :
1) Pendefinisian masalah kualitas pada
produk knob assy dengan pengendalian
kualitas menggunakan metode six
sigma terdapat 5 jenis penyebab
kerusakan produk yang tertinggi, yaitu
short material sebanyak 30,2% yang
diakibatkan oleh udara terjebak (gas
trap) pada cetakan (mold) sehingga
material tidak dapat mengisi seluruh
bagian cetakan dan tidak membentuk
produk secara sempurna. Selanjutnya
yaitu, jenis kerusakan kontaminasi
sebanyak 30,1% yang diakibatkan oleh
material produk yang tercampur oleh
bahan baku yang tidak sesuai standar
produk. Selanjutnya jenis kerusakan
weldlines sebanyak 25,1% yang
diakibatkan oleh pertemuan aliran
cairan plastik didalam cetakan yang
tidak dapat menyatu dengan sempurna
dan menimbulkan garis seperti alir las.
Kemudian, jenis kerusakan deform
sebanyak 10,2% yang diakibatkan oleh
penempatan produk yang tidak baik
atau juga efek dari proses yang tidak
staabil dan mengakibatkan produk
menjadi penyok / tidak rata. Jenis
kerusakan yang terakhir yaitu, bubble
sebanyak 4,5% yang disebabkan oleh
cleaning mold yang kurang bersih dan
parameter setting yang kurang tepat
mengakibatkan permukaan produk
muncul gelembung kecil (bubble)
akibat sisa cairan mold cleaner yang
masih tertinggal.
2) Analisa penyebab kerusakan
kerusakan hasil produksi di PT.YID
diawali dengan tahap define untuk
menentukan karakteristik kualitas
produk (critical to quality). Didapat
lima jenis kerusakan produk yang
menjadi prioritas utama dalam
perbaikan proses produksi yaitu, short
material, kontaminasi, weldlines,
deform dan bubble. Dilanjutkan
dengan tahapan measure dimana
didapat Defect Per Million
Opportunity (DPMO) rata-rata
(periode produksi Oktober 2018 –
April 2019) sebesar 6457,14 DPMO
yang dapat diartikan bahwa dalam satu
juta kesempatan yang ada akan
terdapat 6457,14 kemungkinan
(Probability) kerusakan produk
dengan rata-rata nilai sigma sebesar
4,00. Kemudian dianalisa penyebab
kerusakan produk tersebut pada tahap
analyze dengan alat analisis Fishbone
Diagram untuk dapat mengukur
probabilitas penyebab kerusakan

secara terperinci dan memperlihatkan
hubungan antara permasalahan jenis
kerusakan produk dengan probabilitas
penyebab kerusakan dengan faktor-
faktor diantaranya manusia (Man),
mesin (Machine), bahan baku
(Material) dan metode (Method).
Selanjutnya dengan analisis Failure
Mode and Effect Analysis (FMEA)
dengan pendekatan yang lebih
sistematik dengan mengidentifikasi
mode kegagalan potensial dan efek dari
potensi kegagalan tersebut yang
digolongkan berdasarkan tingkat
kerusakan (Severity) , kriteria
probabilitas banyak kerusakan yang
terjadi (Occurrence), dan cara deteksi
potensi kegagalan yang akan terjadi
(Detection), sehingga didapat Risk
Priority Number (RPN) yang dapat
digunakan sebagai acuan skala
prioritas dalam perbaikan keseluruhan
proses produksi yang harus dilakukan.
Nilai RPN (Risk Priority Number)
tertinggi yaitu 120 (Short material dan
Kontaminasi), kemudian secara
berturut-turut yaitu dengan nilai RPN
sebesar 80 (Weldlines, Deform, dan
Bubble). Kemudian dibuatkan
rekomendasi tindakan perbaikan dari
hasil Fishbone Analysis dan FMEA
sesuai skala prioritas yang telah
ditentukan dalam tahap perbaikan
(improve). Berdasarkan grafik
perbandingan data sebelum dan
sesudah perbaikan bahwa terjadi
penurunan rasio kerusakan produk
dengan perbandingan sebagai berikut :
Jumlah produk rusak sebesar 1.149 Pcs
rata-rata 3,24% (periode Okt-18 s/d
Apr-19, sebelum perbaikan), dan
kemudian dilakukan produksi pada
(periode Okt-18 s/d Apr-19 week 2,
setelah perbaikan) dan terdapat jumlah
produk rusak sebesar 185 pcs rata-rata
0,51%. Dengan adanya penurunan
kerusakan produk ini berarti langkah
perbaikan yang dilakukan sudah tepat,
tetapi perlu dilakukan kontrol dan
pengawasan yang baik agar kerusakan
produk tersebut tidak terulang di masa
yang akan datang.
3) Berbagai macam usulan tindakan
perbaikan yang dilakukan disertai
proses kontrol atau pengawasan
terhadap jalannya perbaikan telah
disusun oleh penulis. Usulan untuk
faktor manusia adalah perbaikan
terhadap proses pelatihan karyawan,
memberikan pelatihan terhadap
pemahaman proses produksi secara
rinci kepada karyawan serta
memberikan pengarahan dan motivasi
terhadap karyawan, agar karyawan
lebih percaya diri dan dapat
memecahkan masalah yang dihadapi
dalam pekerjaanya. Usulan untuk
faktor mesin adalah dengan
memperbaiki konstruksi dari cetakan
(mold) pada saat pengembangan
produk baru sebelum dilakukan
produksi massal dengan
memperhatikan berbagai potensi
kegagalan dari hasil analisis FMEA
dengan berbagai probabilitas
kerusakan yang dapat terjadi terhadap
konstruksi cetakan (mold) sehingga
pada saat produksi massal, kondisi
mesin / cetakan (mold) dapat
digunakan proses produksi secara
maksimal. Usulan untuk faktor bahan
baku adalah dengan memperhatikan
jenis bahan baku yang akan dipakai,
presentase penggunaan masterbatch
(jika pakai masterbatch), komposisi
penggunaan material daur ulang
(recycle / crusher) yang tepat dan
sesuai serta memperhatikan TDS
(Technical Data Standard) yang
direkomendasikan oleh Supplier agar
bahan baku dapat mengahasilkan
produk yang berkualitas. Usulan untuk
faktor metode adalah dengan membuat
instruksi kerja / Standard Operational
Procedure yang jelas dan mudah
dimengerti oleh karyawan. Kemudian
dalam tahapan proses kontrol /
pengawasan dilakukan dengan lembar
pengecekan (checksheet) serta lembar
(action & control plan) yang telah
dibuat oleh penulis dan dilakukan
secara bersama-sama dan koordinasi
yang baik dari seluruh departemen
terkait dalam perusahaan.
Saran
Beberapa saran yang dapat direkomendasikan
oleh penulis terkait dengan hasil penilitian
antara lain :
1) Hasil penelitian pengendalian kualitas
produk dengan metode six sigma
diharapkan dapat memberikan solusi
dari berbagai permasalahan kualitas
produk yang ada di PT.YID dengan
melakukan kontrol pengendalian
kualitas secara terus-menerus dan
berkesinambungan (continuous
improvement).
2) Kesadaran mengenai pengendalian
kualitas produk yang harus dimulai
dari Top Management, Middle
Management, hingga sampai ke Lower
Management, sehingga sistem yang
telah diperbaiki dapat dijalankan dan
dapat mencegah segala potensi
kegagalan yang dapat terjadi di masa
yang akan datang.
DAFTAR PUSTAKA Bintarti, Surya. (2015) . Metodologi Penelitian
Ekonomi Manajemen. Jakarta : Mitra
Wacana Media.
Darsono. 2013. Analisis Pengendalian Kualitas
Produksi Dalam Upaya Mengendalikan
Tingkat Kerusakan Produk. Jurnal
Ekonomi Manajemen Akuntansi :
No.35/Th.XX/Oktober 2013 ISSN:0853-
8778
Fransiscus. Hanky, Juwono. Cynthia Prithadevi,
dan Astari. Isabelle Sarah. 2014.
Implementasi Metode Six Sigma DMAIC
untuk Mengurangi Paint Bucket di PT.X.
jurnal Rekayasa Sistem Industri :
Volume 3, Nomor 2, 2014.
Kusuma Dewi, Shanty, 2012. Minimasi Defect
Produk dengan Konsep Six Sigma. Jurnal
Teknik Industri : Volume 13, Nomor 1,
Februari 2012
Muhaimin, Sodikin. Imam, dan Sidarto. 2013.
Analisis Pengendalian Kualitas Produk
dengan Penerapan Metode Taguchi dan
5S, Jurnal REKAVASI : Volume 1,
Nomor 1, Desember 2013.
Nugraha, Andika. 2014. Rancangan
Pengendalian Kualitas Pada Proses Per
Bonel PT. Panca Pratama Graha Gresik.
Jurnal Ilmiah Mahasiswa Universitas
Surabaya : Volume 3, Nomor 2, 2014.
Rimantho, Dino, dan Mariani, Desak Made.
2017. Penerapan Metode Six Sigma
Pada Pengendalian Kualitas Air Baku
Pada Produksi Makanan, Jurnal JITI
UMS : Volume 16, Nomor 1, Juni 2017.
Rizan. Mohamad, Prasetya. Rheza, dan
Kresnamurti. Agung. 2014. Pengaruh
Kualitas Produk dan Kualitas Pelayanan
Terhadap Kepuasan Pelanggan (Survei
Terhadap Pengguna Laptop Merek
Toshiba dan Pengguna Laptop Merek
Acer). Jurnal Riset Manajemen Sains
Indonesia (JRMSI) : Volume 5, Nomor
1, 2014.
S. Bakhtiar, Tahir. Suharto, dan Hasni. Ria
Assyifa. 2013. Analisa Pengendalian
Kualitas Menggunakan Metode
Statistical Quality Control. Jurnal
Malikussaleh Industrial Engineering :
Volume 2, Nomor 1, 2013.
Satrijo. Albert Laurent, Sari. Yanny, dan
Hidayat. M. Arbi. 2013. Perbaikan
Kualitas Proses Produksi Dengan
Metode Six Sigma di PT. Catur Pilar
Sejahtera, Sidoarjo. Jurnal Ilmiah
Mahasiswa Universitas Surabaya :
Volume.2, No. 1 (2013).
Setiawan. Lilik, dan Alriani. Ida Martini. 2018.
Analisis Pengendalian Proses Produksi
Dengan Metode Statistical Quality
Control Pada PT. Estwind Mandiri
Semarang. Jurnal Ekonomi Manajemen
dan Akuntansi : Volume 4, Nomor 1,
Juni 2011.
Susetyo. Joko, Winarni, dan Hartanto. Catur.
2011. Aplikasi Six Sigma DMAIC dan
Kaizen Sebagai Metode Pengendalian
dan Perbaikan Kualitas Produk. Jurnal
Teknologi : Volume 4, Nomor 1, Juni
2011.
Sutiyarno. Didik, dan Chriswahyudi. 2019.
Analisis Pengendalian Kualitas dan
Pengembangan Produk Wafer Osuka
dengan Metode Six Sigma Konsep
DMAIC dan Metode Quality Function
Deployment di PT. Indosari Mandiri.
Journal of Industrial Engineering and
Management Systems : Volume. 12,
No.1, 42-51, 2019.
Syukron. Amin.; Kholil, Muhammad. (2013).
Six Sigma Quality for Business
Improvement. Yogyakarta : Graha Ilmu.
Zahara. Fatimah. 2014. Pengendalian Kualitas
Part Trim Rear Quarter Right APV
Arena dengan Menggunakan Metode Six
Sigma di PT. Suzuki Indomobil Motor.
Jurnal Optimasi Sistem Industri :
Volume 13, Nomor 1, April 2014.
Related Documents











