-
8/11/2019 MD-6A
1/44
Fatigue
By far the majority of engineering design projects involve machineparts subjected to fluctuating or cyclic loads. Such loading induces
fluctuating or cyclic stresses that often results in failure by fatigue.
There are two domains of cyclic stresses (two differentmechanisms):
Low-Cycle fatigue: Domain associated with high loads and short
service life. Significant plastic strain occurs during each cycle. Lownumber of cycles to produce failure. 1
-
8/11/2019 MD-6A
2/44
Fatigue is a progressive failure
phenomena associated with the
initiation and propagation ofcracks to an unstable size.
When the crack reaches a critical
dimension, one additional cyclecauses sudden failure.
From a designer point of view,
fatigue can be a particularly
dangerous form of failure
because: it occurs over time and
it occurs at stresses levels thatare not only lower than the UTS
but they can be lower than the
Yield Strength.
-
8/11/2019 MD-6A
3/44
There are three stages of fatigue failure:
Crack initiation
Crack propagation and
Fracture due to unstable crack growth.
Crack Initiation (Ductile Materials)
under cyclic loading, that contains a tensile component, localized yielding canoccur at a stress concentration even though the nominal stresses are below y this distorts the material and creates slip (or shear) bands (localized regions of
intense deformation due to shearing)
as the stress cycles, additional slip bands are created and coalesce into microcracks
this mechanism dominates as long as y is exceeded somewhere in the material
Crack Initiation (Brittle Materials)
materials that are less ductile, do not have the same ability to yield and thus formcracks more easily (i.e. notch-sensitive)
most brittle materials completely skip this stage and proceed directly to crack
propagation at sites of pre-existing flaws (e.g. voids, inclusions).
-
8/11/2019 MD-6A
4/44
Crack Propagation
a large stress concentration is developed around thecrack tip and each time the stress becomes tensile the
crack grows a small amount
when the stress becomes compressive, zero or to a
lower tensile state, the growth of the crack stops
(momentarily)
this process will continue as long as the stresses at the
crack tip cycle below and above the y of the materialcrack growth is due to TENSILE stresses and grows
along planes normal to the maximum tensile stress
-
8/11/2019 MD-6A
5/44
cycle stresses that are always compressive will
not elicit crack propagation
the rate of crack growth is very small (10 -9to
10-5
mm/cycle) but after numerous cycles thecrack can become quite large
If the fracture surface is viewed at high
magnification, striations can be observed due to
each stress cycleFracture cracks will continue to grow if tensile stresses
are high enough and at some point, the crack
becomes so large that sudden failure occurs patterns can be seen on the fracture surface
which indicate that failure was due to fatigue.
-
8/11/2019 MD-6A
6/44
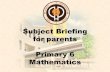
Typical fatigue
fracture surface
Each clamshell marking might
represent hundreds or
thousands of cycles.
-
8/11/2019 MD-6A
7/44
Stages I, II, and III of fatigue fracture process
Stage I:Initiation/nucleation
Stage II:
Stable growthStage III:
Final Fracture
Stage I
Cracks can initiate internally or externally (most often); surfacetreatment important, especially for high cycle fatigue.
Average crack growth can be less than lattice spacing.
microstructure,R, environment have big effects.Plastic zone smaller than grain size
-
8/11/2019 MD-6A
8/44
Persistent
slip bands
(Suresh,
Ch 4)
Factors that affect fatigue life
Magnitude of stress (mean,
amplitude...)
Quality of the surface(scratches, sharp transitions
and edges).
-
8/11/2019 MD-6A
9/44
Solutions:a) Polishing (removes machining flaws etc.)
b) Introducing compressive stresses (compensate for applied tensile stresses) into
thin surface layer by Shot Peening- firing small shot into surface to be treated.Ion implantation, laser peening.
c) Case Hardening - create C- or N- rich outer layer in steels by atomic diffusion
from the surface. Makes harder outer layer and also introduces compressive
stressesd) Optimizing geometry - avoid internal corners, notches etc.
-
8/11/2019 MD-6A
10/44
RangeFactorIntensityStressKKK
CyclePerRateGrowthCrackN
a
MinMax ___
____
==
=
Stage II Power law regime (Paris law);influence of microstructure,R,
environment, not as strong as forStage I.
A and m are parameters that depend on the material
environment, frequency, temperature, stress ratio.
-
8/11/2019 MD-6A
11/44
Factors in Fatigue Life
Fatigue failure is controlled by how difficult it is to start andpropagate a crack (Stage I and II).
Anything that makes this process easier will reduce a components
fatigue life.
Good Things Bad Things
Smooth surfaces Hardsurfaces
Residual compressive stresses (a
compressive stress helps to keep acrack closed)
Rough surfaces (deep scratches,dents)
Stress concentrations
Corrosive environments
-
8/11/2019 MD-6A
12/44
Stage III
As the crack grows, and if theplastic zone size becomes
comparable to the specimen
thickness (provided fracturedoesnt take place earlier), the
crack can begin to reorient
itself 45 to the tensile stress
axis (plane stress conditions)
Similar to failure understatic mode (cleavage,
microvoid coalescence, etc).
Microstructure,R,important; environment not
so important
-
8/11/2019 MD-6A
13/44
max=maximum stress in the cycle
min=minimum stress in the cycle
mean=mean stress
a=alternating stress amplitude
=range of stress
R=stress ratio
-
8/11/2019 MD-6A
14/44
Max
Min
MinMax
MinMaxa
MinMaxMean
Min
Max
R
=
=
=
+=
2
2
-
8/11/2019 MD-6A
15/44
The fatigue strength (Sf) initially
starts at a value ofSutatN=0 anddeclines logarithmically with
increasing cycles
In some materials at 106107cycles,theS-Ndiagramplateaus and the
fatigue strength remains constant
this plateau is called the endurancelimit (Se) and is very important since
stresses below this limit can be
cycled indefinitely without causing a
fatigue failure.
S-N Diagram
-
8/11/2019 MD-6A
16/44
Fatigue data is highly
variable and must be
described in an
statistical manner.Fatigue failure is an
statistical event.
104 105 106 107
N
S
The S-N Curves are really showingthe probability of failure.
-
8/11/2019 MD-6A
17/44
Fatigue Failure Mode or Fatigue-Life Methods
Stress-Life (S-N)
Strain-Life (e-N)
Linear Elastic Fracture Mechanics Approach (LEFM)
Low-cycle fatigue (LCF) less than 1000 cycles
High-cycle fatigue (HCF) more than 1000 cycles
Fatigue Regimes
High Cycle Fatigue Failure of a transmission shaft
Crack origin
-
8/11/2019 MD-6A
18/44
(a) Load amplitudes are predictable and consistent over the life of the
part
(b) Stress-based model - determine the fatigue strength and/or
endurance limit
(c) Keep the cyclic stress below the limit
Stress-Life Approach
(a) Gives a reasonably accurate picture of the crack-initiation stage
(b) Accounts for cumulative damage due to variations in the cyclic load(c) Combinations of fatigue loading and high temperature are better
handled by this method
(d) LCF, finite-life problems where stresses are high enough to causelocal yielding
(e) Most complicated to use
Strain-Life Approach
-
8/11/2019 MD-6A
19/44
Service Equipment, e.g., automobiles
-
8/11/2019 MD-6A
20/44
When the cyclic load level varies during the fatigue process, a
cumulative damage model is often hypothesized. To illustrate,
take the lifetime to beN1 cycles at a stress level 1 andN2 at 2.
If damage is assumed to accumulate at a constant rate during
fatigue and a number of cycles n1 is applied at stress 1, wheren1 < N1 , then the fraction of lifetime consumed will be
Miner's law for cumulative damage
1
1
N
n
12
2
1
1=+
Nn
NnTo determine how many additional cycles the specimenwill survive at stress 2, an additional fraction of life will
be available such that the sum of the two fractions equals
one:
Note that absolute cycles and not log cycles are used
here. Solving for the remaining cycles permissible at 2:
=
1
122 1
N
nNn
-
8/11/2019 MD-6A
21/44
The generalization of this approach is calledMiner's Law,
and can be written :
where njis the number of cycles applied at a loadcorresponding to a lifetime ofNj .
1=J
j
N
n
Example 1
Consider a hypothetical material in which the S-N curve is linear from a
value equal to the fracture stress f at one cycle (log N = 0), falling to a
value of f/2 at log N = 7as shown. This behavior can be described by
the equation
The material has been subjected to
n1 = 105 load cycles at a levelS =
0.6f, and we wish to estimate how
many cycles n2 the material can
now withstand if we raise the loadtoS = 0.7f.
Solution
-
8/11/2019 MD-6A
22/44
Solution
From the S-N relationship, we know the lifetime atS = 0.6f= constant
would beN1 = 398107and the lifetime atS = 0.7f= constantwould beN2 = 15849.
11868398107
1000001158491
1
122 =
=
= N
nNn
Design Philosophy: Damage Tolerant Design
-
8/11/2019 MD-6A
23/44
Design Philosophy: Damage Tolerant Design
S-N (stress-cycles) curves = basic characterization.
Old Design Philosophy =Infinite Life design: accept empiricalinformation about fatigue life (S-N curves); apply a (large!) safety
factor; retire components or assemblies at the pre-set life limit, e.g.
Nf=107. *Crack Growth Rate characterization ->
*Modern Design Philosophy (Air Force, not Navy carriers!) =
Damage Tolerant design: accept presence of cracks in components.Determine life based on prediction of crack growth rate.
-
8/11/2019 MD-6A
24/44
Endurance Limit
Low strength carbon and alloy steel
Some stainless steels, irons, Titanium alloys
Some polymers
No endurance limit
Aluminum Magnesium
Copper
Nickel
Some stainless steels Some High strength carbon and alloy steels
For Steels
For steels with an ultimate strength greater
than 200 kpsi, endurance does not increase sowe just set a limit at 50% of 200kpsi, i. e., Se
= 100 kpsi.
Other factors
Crack Growth
-
8/11/2019 MD-6A
25/44
Crack Growth
Fatigue cracks nucleate and grow when stresses vary.
The stress intensity factor under static stress is given by:
For a stress range, the stress intensity range per cycle is:
aYKI =
( ) aYaYK MinMaxI ==Cracks grow as a function of the number of stress cycles (N), stress
range ( I) and stress intensity factor range (KI). For a KI belowsome threshold value (KI)threshold a crack will not grow.
Fatigue Crack Propagation Log da/dN
-
8/11/2019 MD-6A
26/44
Fatigue Crack Propagation
Three stages of crack growth, I, II and III.
Stage I: Crack Initiation: transition to a finitecrack growth rate from no propagationbelow a threshold value of K.
Stage II: Crack Propagation, power lawdependence of crack growth rate on K.This is linear in log-log coordinates.
Stage III: Crack Unstable, acceleration of
growth rate with K, approachingcatastrophic fracture.
Log da/dN
Log Kth
KcI
II
III
For Stage II:
( )mI
KCN
a=
Paris Equation: Where C and m are
empirical constants
Combined Mean and
-
8/11/2019 MD-6A
27/44
Alternating Stresses
The plots are normalized by dividing the
alternating stress a by the fatigue
strengthSfof the material under fullyreversed stress (at the same number of
cycles) and dividing the mean stress mby the ultimate tensile strengthS
ut
of the
material.
When a mean component of stress is added
to the alternating component, (b) and (c)the material fails at lower alternating
stresses than it does under fully reverse
loading.
The presence of a mean-stress
component has a significant effect
on failure.
A parabola that intercepts 1 on each axis is called the Geber Line
-
8/11/2019 MD-6A
28/44
A parabola that intercepts 1 on each axis is called the Geber Line.
A straight line connecting 1 on each axis is called the Goodman line
The Goodman line is often used as a design criterion, since it is more
conservative than the Geber line.
Fatigue Failure Criteria
Similar to the static failure analysis, a failure envelope is
constructed using the mean and amplitude stress components.
Under pure alternating stress (i.e. a only) the part should fail at
Se (orSf) whereas, under pure static stress (i.e. m only) the part
should fail atSut.Thus, the failure envelope is constructed on a a-m plot by
connectingSe (orSf) on the a-axis withSuton the m-axis:
-
8/11/2019 MD-6A
29/44
The two most common failure criteria.
Both of these are used in conjunction withthe Langer first-cycle yield criterion:
If l th t th S d S ith th t d
-
8/11/2019 MD-6A
30/44
If we replace the strengthsSa andSm with the stresses na and nm(where n is the factor of safety), the factor of safety can be solved
for:
G l S l i P d
-
8/11/2019 MD-6A
31/44
General Solution Procedure:
determine the fully corrected endurance (or fatigue) limit Se
(orSf) determine nominal stresses a,o and m,o at the site of interest
apply stress concentrations KfandKfm to determine a and
m calculate the factor of safety against fatigue ( nf)
calculate the factor of safety against first-cycle yield ( ny)
determine whether the part is at risk for failure by fatigue or
yielding.
Combination of Loading Modes:
-
8/11/2019 MD-6A
32/44
Combination of Loading Modes:Assuming that all of the loading modes are in-phase with one another:
use the fully corrected endurance (or fatigue) limit for bending
multiple any alternating axial loads by the factor 1/kload,axialdo not have to adjust torsion loads since this is taken care of when
determining the von Mises effective stress
determine the principal stresses at the site of interest
determine the nominal von Mises alternating stress a,oand
mean m,ostressapply the fatigue stress concentration factorsKfandKfmuse the product of the stress concentration factors if more than one are present
at the site of interest
calculate the factor of safety ( nfor ny) as before
St Lif M th d
-
8/11/2019 MD-6A
33/44
Stress-Life MethodTo determine the strength of materials under the action of fatigue loads,
specimens are subjected to repeated or varying forces of specified
magnitudes while the cycles or stress reversals are counted to
destruction.
S-N Diagram
The ordinate of the S-N
diagram is called the fatigue
strength.
Fatigue Strength and Endurance Limit
-
8/11/2019 MD-6A
34/44
The fatigue strength (Sf) and the endurance limit (Se) for some
materials can be found (refer to text appendices) or can be estimatedfrom the following relations:
g g
the fatigue strength or endurance limit are typically determined from
the standard material tests (e.g. rotating beam test)
however, they must be appropriately modified to account for the
-
8/11/2019 MD-6A
35/44
, y pp p y
physical and environmental differences between the test specimen
and the actual part being analyzed:
Stress-Life Method
-
8/11/2019 MD-6A
36/44
In fatigue testing, the applied stress, a, is typically described bythe stress amplitude of the loading cycle and is defined as:
a = (max - min )/2 = /2
The stress amplitude is generally plotted against the number of
cycles to failure on a linear-log scale. S-N plots
Tests performed on unnotched specimens
Constant amplitude Cycles to failure (Nf) monitored for each stress amplitude level
(S)
Plotted linear-log Basquin eq:a = f(Nf)
b
Endurance limit: 107 cycles (no failures
Stress Life Method
Application of Correction Factors
-
8/11/2019 MD-6A
37/44
Application of Correction Factors1. Loading Effects: The tests are conducted on a specimen that is in
pure bending. Only the outer fibers see the full magnitude of thestress.
2. Components that are loaded axially will have all their fibers see
this maximum stress, therefore, we should adjust the fatiguestrength to reflect this condition.
Surface Factor (ksurface)
Rotating beam specimens are polished to avoidadditional stress concentrations and thus rougher
surfaces need to be accounted for:
-
8/11/2019 MD-6A
38/44
Size Factor (ksize)
-
8/11/2019 MD-6A
39/44
rotating beam specimens are small and larger diameter beam tend to
fail at lower stresses due to the increased probability of the materialcontaining microscopic flaws
for rotating cylindrical parts:
for non-rotating parts, an equivalent diameter
obtained by equating the volume of material stressedabove 95% of the maximum stress to the same volume
in a rotating beam specimen:
097.0
097.0
189.1.........:2508_
869.0.........:.103.0_
1.....:)8_(3.0_
=
=
=
dkmmdmmfor
dkindinfor
kmmindfor
size
size
size
and then the previous set of equations can be used to calculate ksize
-
8/11/2019 MD-6A
40/44
for axial loading, there is no size effect
Load Factor (kload)
-
8/11/2019 MD-6A
41/44
( load) fatigue tests are carried using rotating bending tests and thus a
strength reduction factor is required for other modes of cyclic loading:
NOTE: If one uses von Mises effective stresses,
thus adjusting for shear vs. normal stressesKloadfor torsion is 1.
-
8/11/2019 MD-6A
42/44
-
8/11/2019 MD-6A
43/44
kreliabilityll t d d t l h i bilit i t d ith it d
-
8/11/2019 MD-6A
44/44
collected data always has some variability associated with it and
depending on how reliable one wishes that the samples met (or
exceeded) the assumed strength, we use the following correction factor: