MARCH 2014 Informed and in-depth editorial on the world mining industry www.im-mining.com OPERATION FOCUS: Venetia Malmberget PROCESS DESIGN & MONITORING WATER MANAGEMENT FRAGMENTATION COMMINUTION

March 2014
Apr 06, 2016
Articles covering fragmentation, comminution, water management and process design and monitoring
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

MARCH 2014
Informed and in-depth editorial on the world mining industry
www.im-mining.com
OPERATION FOCUS:Venetia
Malmberget
PROCESS DESIGN & MONITORING
WATER MANAGEMENT
FRAGMENTATION
COMMINUTION
IM COVER MARCH_proof 25/02/2014 08:03 Page 1

The Sala series of vertical pumps are strong, tough and the most reliable sump pumps on the market. The robust cantilever design without any submerged bearings or shaft seals, has long since established this range as an industrial standard in minerals processing.
The Sala series of vertical tank pumps are designed for abrasive slurry service and featuresimple maintenance and robust construction. The ingenious design of the pumps and thelack of shaft seal makes them exceptionally service friendly and easy to install.
Metso provides innovative and sustainable technology and services to mining, construction, and oil and gas industries. Discover more at www.metso.com/pumps
The Sala series of vertical pumps
Strongtough and
reliable
Vertical-Pumps_IFC-International-Mining-Mag.indd 1 2/14/2014 10:10:01 AM

CONTENTSM A R C H 2 0 1 4
AROUND THE WORLD 3 The Leader 4 World Prospects 72 Forthcoming events IBC Classifieds
MARCH 2014 | International Mining 1
12 OPERATION FOCUS: LKAB MalmbergetPaul Moore visited the highly mechanised LKABMalmberget underground iron ore operation nearGällivare in Arctic Sweden in October 2013, whichis undergoing major changes with thedevelopment of the new 1,250 m level.
20 COMMINUTIONRobert Pell looks at how rising energy costs andfalling ore grades are driving innovations incomminution.
34 FRAGMENTATIONJohn Chadwick looks at ways to do it better andsave crushing and grinding costs, and more.
44 PROCESS DESIGNThe design, monitoring and automation of minesand mineral processing facilities is a specialistarea, and one that brings together state of theart technology providers, consultants,equipment OEMs and engineering firms.Paul Moore reports on new developments.
1122
5544
2200
COVER: Veolia Water Solutions & Technologies
Veolia Water Solutions & Technologies offers Aquamove™ mobile water
treatment services for the mining market. The Aquamove™ ACTIFLO® Turbo
provides mobile, compact clarification for temporary or supplemental
wastewater or process water operations. Turbidity reduction along with color
and organic removal and other chemical precipitation/chemical softening
applications can also be achieved with the Aquamove ACTIFLO Turbo unit.
This technology can treat up to 1,500 gpm per trailer.
www.veoliawaterstna.com/mobilesolutions
54 WATER MANAGEMENTJohn Chadwick looks at ideas andtechnologies to best manage water on minesand issuing from mines. The mining waterand wastewater treatment market is expectedto grow from $2.29 billion in 2011 to $3.60billion in 2016, according to research by Frost& Sullivan.
66 OPERATION FOCUS – VenetiaThe future of the De Beers Venetia diamondmine in South Africa’s Limpopo province,will be secured to 2046 and beyond with itsnew underground mine, that will stabiliseproduction for the long term, reports PaulMoore, who visited the operation in 2013.
3344
6666
4444
MARCH 2014
Informed and in-depth editorial on the world mining industry
www.im-mining.com
OPERATION FOCUS:VenetiaMalmberget
PROCESS DESIGN & MONITORINGWATER MANAGEMENT
FRAGMENTATIONCOMMINUTION
CONTENTS _proof 25/02/2014 08:05 Page 1

MMD remains at the forefront of In-Pit Sizing and Conveying (IPSC) technology, developing ground breaking sizing systems that optimize efficiency, improve safety, and delivers high productivity.
For over 30 years the MMD Twin Shaft Mineral Sizer™ and robust Apron Plate Feeder have provided a trusted and proven reliable core allowing MMD to provide innovative mobile and semi-mobile IPSC solutions.
MMD Semi-Mobile Sizer Station relocated in modules by the MMD Transporter
10,000TPH Fully Mobile Sizer Station
MMD IPSCSolutions
THE MMD GROUP OF COMPANIESW W W . M M D S I Z E R S . C O M
MMD IM Advert 297x210+5mm v03.indd 1 1/28/2014 3:36:16 PM
Last month’s Mining Indaba was, on the face of
it, a great success drawing similar delegate
numbers to last year’s record 7,800 delegates.
Many hundreds more ‘attended’ without paying the
high registration fees. They held their meetings in
hotels around the Cape Town International
Conference Centre (CTICC) and on The Waterfront
and were seen at the many cocktail parties.
However, many expressed their disquiet about
the direction the event is taking. Many of the
supplier exhibitors were unhappy about the
relatively low number of mining company
registrants in the exhibition hall, but they did have
good networking meetings, again outside the CTICC.
Mining companies in the exhibition complained
about the lack of financial people, and bemoaned
too many suppliers wanting to sell them equipment
and spare parts. Fund managers complained about
the high registration fee to meet with mining project
personnel in the CTICC, etc. As Lawrie Williams
wrote on Mineweb – “there have been some
mutterings in the wings. Not everyone is happy!”
The Financial Mail’s Songezo Zibi, wrote a front
page editorial comment in Business Day. “The
Indaba” he says "has carried on for far too long, has
achieved little to nothing and its format and
relevance need serious re-evaluation”.
While he does miss the point to some extent, there
is an important message there. I heard Indaba described
as “just a supplier show”, “no longer an investment
conference” but, above all “still a great networking
event.” It certainly needs some serious rethinking.
I can say it no better than Williams: “The
conference is squarely a platform for financial,
politico-economic and corporate presentations and
as such works very well with some excellent and
informative speakers. The exhibition, which in the
early days used to be almost entirely a place for
mining companies and African governments to try
and attract investment has now largely been
hijacked by suppliers and mining sector service
companies who, in many cases have far more
money to spend on their displays, but would seem
to be aiming at a different audience metric.” See
http://www.mineweb.com
Getting into some specifics, one of the stars
these days is Randgold Resources’ CEO Mark
Bristow, not least because of the company’s success
in bringing the Kibali project in the DRC into
production significantly ahead of an already fast
track schedule.
Speaking at the Indaba, Bristow said that growing
uncertainty about the regulatory environments and
tax regimes in some African countries is
discouraging international investment in them. He
said that for Africa’s
abundant mineral wealth to
be brought to account, the
governments of the mineral-
rich countries and the
investors in and developers
of those assets should
recognise that their interests are closely aligned and
work together. “In other words, what Africa needs
are partnerships for prosperity,” he said.
An important keynote address was made by Dr
Eleni Gabre-Madhin, an Ethiopian economist and a
former CEO of the Ethiopia Commodity Exchange
(ECX). She has held senior positions in the World
Bank and United Nations (Geneva).
She spoke of Africa’s promise; two decades of
policy and political reforms and two decades of
democracy and stable governments. She also noted
the continent now hosts the majority of the world’s
fastest growing economies, a billion strong
population and rising incomes and there is a
renewed focus on infrastructure and skills.
She also warned of Africa’s challenges of
corruption, weak skills, bureaucracy, weak
infrastructure and weak institutions. There are also
perceptions that hamper investment, those of “lazy,
slow, chaotic, risky and corrupt.”
“Turning challenge into opportunity, she said.
“Invest in people, invest in eco-systems, invest in
long-term and dare to dream.”
As an example, she explained, in 2008, “when no
one thought it was possible, we launched the first of
its kind commodity exchange in Africa,” the ECX. It
offers electronic warehouse receipting, real-time
market data, next day payment clearing and
“guaranteed quality, quantity, delivery, and payment.”
Many speakers opined that South Africa would
pull through its current challenges. However, Minister
Susan Shabangu’s presentation was not reassuring
and seemed to make empty promises. It is not a
conducive environment for the mining companies or
the investment community that backs South Africa’
mining industry. As a result, investors continue to
adopt “a wait-and-see approach to the South
African mining industry,” says PWC’s Mine SA,
limiting the availability of funds for capital expenditure.
Her speech did little to address investor concerns
about labour instability and possible mining
legislation changes, making it difficult for mining
companies operating in South Africa to strategically
position themselves. Fears of resource
nationalisation are still strong.
John Chadwick
Publisher
PublisherJohn Chadwick B.Sc. Min EngEmail: [email protected]
EditorPaul Moore B.Sc (Hons), M.Sc.Email: [email protected]
Assistant EditorRobert Pell B.Sc. (Hons)Email: [email protected]
Editorial BoardProfessor Malcolm ScobleRobert E. Hallbauer Chair in Mining Engineering., University of BC, Vancouver
Jeff RoschykVice President – Service, P&H Mining, USA
Peter KnightsBMA Chair & Prof. of Mining Engineering University of Queensland
Stephen StoneWest One ManagementPerth, Western Australia
Dr. Andrew M. RobertsonPresident, Robertson GeoConsultants Vancouver, Canada.
Ed McCordProject ConsultantCaterpillar Global Mining, USA
Jason NitzMining Engineer
Dr Terry MudderManaging Director, TIMES Ltd, USA
Simon TarbuttConsultant, Santiago, Chile
Dr. Mike DanielComminution Process Consultant CMD Consulting Pty Ltd
Editorial Enquiries:Tel: +44 (0)1442 870 829Fax +44 (0)1442 870 617
Advertising Sales:Phil PlayleEmail: [email protected]+44 1442 87 77 77
Advertising ProductionLynne LaneEmail: [email protected]
Publishing ConsultantRobin Peach
Design & ProductionTrevor SheldonEmail: [email protected]
Website:www.im-mining.com
Annual Subscription Enquiries:Emma SmithEmail: [email protected]
Annual SubscriptionUK and Europe £160, €230Rest of the world US$270
International Mining (ISSN No: 1747-146X) ispublished monthly by Team Publishing Ltd, GBRand is distributed in the USA by Asendia USA,17B South Middlesex Avenue, Monroe NJ 08831and additional mailing offices. Periodicalspostage paid at New Brunswick NJ.POSTMASTER: send address changes toInternational Mining, 17B South MiddlesexAvenue, Monroe NJ 08831
Printed by The Manson Group, St Albans© Team Publishing Ltd 2014
ISSN 1747 -146X
MARCH 2014 | International Mining 3
A
IM uses, as preference, SI units throughout, so, for example, all
tonnes are metric unless otherwise stated.All dollars are US unless otherwise stated
THE LEADER VOLU M E 10 • N U M B E R 3
What Mining Indaba missed
LEADER PAGE_final 25/02/2014 08:12 Page 1

RIEGL Laser Measurement Systems hasbeen developing the world’s first survey-grade Unmanned Air System (UAS) LiDAR
sensor, the VUX-1. Last month saw the officiallaunch event, at the International Lidar MappingForum (ILMF), which took place in Denver fromFebruary 17 to 19 where the VUX-1 waspresented for the first time. RIEGL states: "Theinnovative sensor was designed to meet thechallenges of emerging surveying solutions byUAS, gyrocopters, and ultra-light aircraft, both inmeasurement performance and in systemintegration." The VUX-1 is an ultra lightweightLiDAR sensor with less than 4 kg overall weight,that can easily be mounted onto professional
UAS/RPAS. It has a 300° field of view andproduces extremely high quality LiDAR datausers expect from the RIEGL product. Internalstorage offers the ability tocollect data forseveral hours ataltitudes/rangesup to more than1,000 ft. Miningand mineralexplorationrepresents a keymarket for thisscanner application. “Byintroducing the VUX-1, RIEGL is
the first to offer a LiDAR sensor that has beenespecially developed for the UAS and RPASmarkets. We expect tremendous growth in thesefields and are proud to support these with thebreakthrough VUX-1,” said Dr Johannes Riegl,RIEGL’s Chief Executive Officer.
RIEGL also recently announced thatsince the release of version 10.2 of the
ESRI ArcGIS product family, the RIEGLscan database is now directly
supported in ArcCatalog,ArcMap, ArcScene andArcGlobe for data import.ESRI is based in Redlands,
California and is a globalsupplier of Geographic
Information Systems (GIS). Its
WORLD PROSPECTS
4 International Mining | MARCH 2014
To optimise any system one needs to fullyunderstand the effect of its variousparameters. This can prove especially
difficult in large scale and complex mining thermalfluid systems, where the assessment of anymodifications on the actual site is often notpossible or means costly downtime. Due to thenature of mining operations, even seemingly smallimprovements in efficiency can lead to substantialenergy saving over the long term. This drives theneed for a complete thermal fluid design andanalysis solution. This is where new simulationtechnology of Flownex can provide invaluableinsight, by translating the details of each processinto system-level performance and energyconsumption. Initially developed to solve air andwater distribution networks in mines, Flownexsoftware has evolved and been extended over theyears to deal with dynamic simulations ofnetworks with time-dependent flow and multiplefluids including non-Newtonian slurry, gas mixtureand two phase flow. Flownex has full heat transfercapability as well, which extends capability tosystems where water is used as a thermal energycarrier. In such systems it is not only flow andpressure that are taken into account, buttemperature and heat exchange as well.
Flownex works by simultaneously solving mass,pressure (momentum) and energy conservationon a system level through application of theImplicit Pressure Correction Method. This allowsengineers to analyse almost any thermal fluidsystems, including water management systems,from the perspective of energy usage.
The value of this approach was proven in someof the world`s deepest mines in South Africa,where water is used as the energy carrier toremove up to 100 MW of heat from a mine that is3,800 m deep. To optimise this system, ananalysis of the interaction between all the variousheat sources and water flow rates throughout themine was performed. The client reportedelectricity savings in the megawatt-range becauseof improved understanding of the system. A paperpresented in February, at the annual SME meeting
in Salt Lake City, by HJvan Antwerpen,entitled Combinedsystem simulation ofcooling andventilation for theworld`s deepest minedrew attention to theimpact of this type ofsimulation.
Flownex has alsobeen used forpredictive control andonline optimisation ofwater managementsystems thatcomprise severalreservoirs connectedby various pumps andpipelines. An example of this is a case where itwas necessary to determine the status of SouthAfrican water utility Midvaal Water’s existingreticulation system in terms of flow rates, flowdistribution, pressure drops and the integratedeffect on pump performance in pumping stationswhile accounting for multiple end user demandduring peak and off-peak periods. The ability tomodel the entire distribution network providedseveral benefits such as identifying areas ofconcern and possible future modifications. Alongwith establishing a basis model for pumpscheduling, whereby the systems energyconsumption can be optimised through sheddingthe load during hours when power demand is low.Flownex helped avoid any unplanned watershortages or water cut offs to nearby mines due toincorrect water reticulation system changes, thatcould of resulted in costly claims.
The strength of the software is not limited tothe assessment of existing water handlinginfrastructure, but has many applications duringthe design stage. Such as the ability to perform alifecycle cost optimisation i.e. finding the optimalpump/pipeline size combination to minimisepumping power and capital cost. Pressure
fluctuations due to the water hammer effect canbe investigated during a transient analysis andthe results conveniently plotted to determine therequired minimum pipe wall thickness and pipematerial to avoid costs associated with pipesrupturing. This same transient analysis can beused for the sizing of protective equipment andidentifying the best possible locations forpressure accumulators. The ability to calculateunbalanced transient fluid forces, that occurespecially at changes in direction such as elbows,help limit the overdesign of pipeline supportstructures while still being able to guaranteesafety.
The Flownex solver allows fast simulationspeeds (in the order of real time solution,depending on network size) and is capable ofhaving a simulation model alongside the SCADAto do comparative fault-finding. Flownex wasdeveloped by consulting company, M-TechIndustrial, to solve real word problems and isrepresented in the US market by Phoenix Analysisand Design Technologies (PADT), which aims tohelp companies use simulation effectively andefficiently by providing the support and trainingthey need. www.flownex.com
Analysis and optimisation of mine water management
▲
RIEGL makes further LIDAR changes
WORLD PROSPECTS_visuals 25/02/2014 08:15 Page 1

From underground coal mines in Queensland, Australia, to gold mines in Mali to the oil sands of Canada, you’ll find Cat products hard at work—drilling and digging, loading and hauling, grading and dozing, cutting and shearing. You’ll find Cat dealers—providing unmatched support, expert service and integrated solutions. And you’ll find our people—working alongside our customers to help them mine efficiently and productively while doing the utmost to protect the health and safety of miners, the environment and the communities where mining companies operate. MIN ING .CAT.COM
© 2014 Caterpillar. All Rights Reserved. CAT, CATERPILLAR, their respective logos, “Caterpillar Yellow,” the “Power Edge” trade dress as well as corporate and product identity used herein, are trademarks of Caterpillar and may not be used without permission.
International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1International Mining_WTM_Campaign.indd 1 2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM2/14/14 1:00 PM

With the merger of Ruukki with fellowspecial steels group SSAB still a work inprogress, a review of some of the
solutions provided highlights the wide range ofapplications in mining for Ruukki special steels.Since loaders, haul trucks, beltconveyor systems, crushers, millsand other equipment aresusceptible to extremely heavymechanical wear, it is crucial toselect the right kind of steel formining equipment and its spareparts. Any unexpected downtime isvery costly. A clear advantage is touse steel components with apredictable useful life to enablemaintenance to be planned and toreduce downtime. Also, havingspare parts and service easilyavailable near the mine areimportant factors. Ruukki statesthat its Raex steels can increases useful life by upto three times compared to standard steel.
Special steel products, such as Ruukki’s Raexand Optim product families, have beenformulated to meet the tough requirements of themining industry. Raex is made for ultimateendurance and is the toughest special steel inRuukki’s range. It is wear-resistant and high-strength steel, with a hardness ideal for miningapplications. The plate thicknesses range from 2mm to 80 mm. “Raex is used for all surfacessubject to wear, such as heavy buckets, dumpbodies, conveyor belt covers and wear parts incrushers and mills,” says Bogoljub Hrnjez,
Application Manager at Ruukki. “Raex prolongsthe useful life of components by two to threetimes compared to standard steel.”
Made using a direct quenching methoddeveloped by Ruukki, Raex wear-resistant steels
have a hard steel surface and strongmicrostructure. Ruukki Optim reduces weight andincreases safety. Structures made out of ultra-thinhigh-strength Optim products are light and verystrong at the same time. The Optim product rangeincludes steel strip and steel plate products, steeltubes and open steel profiles.
“Optim is used to support structures, forexample in transport vehicles, where it iscombined with Raex in the bodies to reducevehicle weight,” Hrnjez says. “It enhances impactresistance, increases payload and reduces fuelconsumption.”
Special steels also increase the safety of dump
loader and haul truck drivers. “The cabin of anunderground haul truck is often made of Raex orOptim steel,” says Hrnjez. “If a large rock falls onthe cabin, the special steel works like a springband and protects the driver whereas withstandard steel the rock would leave a large dent,with a much higher risk of cabin collapse and
personal injuries.”Hrnjez says that Ruukki
customers emphasise the longuseful life and consistent qualityof the steel. The company says itis well known for its efficientproduction process in makingquenched and tempered productssuch as Raex and Optim:
“Our steel is of a very highconsistent quality from batch tobatch, since we carefully selectthe raw materials and make allour special steel at the same steelmill,” says Panu Pitkänen, VicePresident, Raex and Optim
Products, at Ruukki.Consistent quality enables customers to better
calculate and estimate how long a part will last,which in turn is an advantage when planningmaintenance shutdowns.
Another key value for mining customers isRuukki’s global network of distributors, allowingprovision of steel products and technical serviceat short notice to mining customers. Supportedby several Ruukki Certified Partners, Ruukki’ssales and distribution network covers all majormining areas in the world, such as SiberianRussia, the northern parts of the Nordic countriesas well as Australia and Chile. www.ruukki.com
6 International Mining | MARCH 2014
WORLD PROSPECTS
flagship product ArcGIS is used by over a millionGIS professionals worldwide, including those inthe mineral exploration and mining industry. Thecompanies stated: “Sharing the same vision ofsupplying the best technology to its clients,ESRI and RIEGL entered a cooperation toprovide high end solutions for thegeoinformation industry.” The latest release ofArcGIS has brought some major improvementsto the professional GIS user. For those workingwith LiDAR datasets the improved pointcloudhandling is one of the top picks in the changelog. Along with the updates of the core softwaremodules, the 10.2 release comes with anextended version of the InteroperabilityExtension, which now supports the RIEGL scan
database RDB natively. This enables the user toread in scan data stored in RiSCAN PRO orRiPROCESS projects for further analysis in theArc software products.
“We see the GIS market rapidly embracingLiDAR data, as it adds a new level of detail tothe conventional GIS applications. Thereforeopening LiDAR as a data source for the GISprofessional is an important step for the LiDARindustry. We expect seeing very interesting GISapplications made possible through LiDAR datain the near future,” said Christian Sevcik,Manager Strategic Software Alliances at RIEGL.
Furthermore the high value of a pointcloud ina GIS environment is not only based ongeometric properties. Although the high point
densities provide an unrivalled level of detail forany GIS analysis, the additional point attributeslike reflectance, pulse width or pulse shapedeviation provided by a RIEGL laser scanner cansignificantly improve the quality of informationderived from a pointcloud. On the other handGIS users learnt to rely on classificationattributes to add semantic meaning to LiDARdata. Therefore RiPROCESS offers variousfiltering methods based on the point attributeswhich can be used for user definedclassification. The implementation of the RIEGLScan database RDB in the InteroperabilityExtension supports these classes and attributesfor further processing in the ESRI softwareproducts. www.riegl.com
allmineral raises bar in WHIMS with gaustec-GHX 1400
Ruukki highlights uptime value
The innovative gaustec® technology fromallmineral has been widely used withsuccess in ore processing around the world
for some years. Continuous R&D has resulted infurther major improvements in wet high-intensity magnetic separation. With anunsurpassed throughput capacity of up to 1,400t/h, the new gaustec-GHX 1400 is “particularly
efficient and cost-effective at processing low-grade iron ore into marketable high-grade pelletfeed fines” says allmineral. Increased globaldemand for raw materials, combined with asteady decline in the quality of the mineral rawmaterials in demand, has generated newinterest in the development of high-intensitymagnetic separators with larger capacities. The
company said that many factors make thegaustec-GHX 1400 an innovative solution:numerous improvements, vastly simplifiedmaintenance, reduced energy consumption,smaller plant layout, and greater flexibilitythrough variable customised settings, as well asthe high throughput capacity.
Although low-grade iron ore mines will
▲
WORLD PROSPECTS_visuals 25/02/2014 08:15 Page 2
We never stop
Atlas Copco continues to innovate with the introduction of the Pit Viper 311. The PV-311 has the capability to chew through drill patterns by drilling 9-12.25 inch (228-311 mm) holes with a clean hole single pass depth of 65 feet (19.8 m).
The Pit Viper 311 is the latest drill to join the numerous Pit Vipers drilling in mines across the globe. The PV-311 incorporates everything you love about the Pit Viper product line, but also includes new and innovative designs to continually lower the cost of drilling:
• Our proven Rig Control System (RCS) gives the PV-311 a strong technology foundation to bring serviceability and drilling accuracy to the front lines of the mining process
• The PV-311 increases productivity through increased tramming, feed and retract speeds, in addition to increasing the rates of the non-value added functions of the machine such as setting up
• Downtime for preventive maintenance has been reduced by up to 50% with the introduction of the centralized filter rack and ground level service interface where all fluids can be filled, drained or sampled
• Completing the PV-311 package is a world-class cabin with improved operator visibility and comfort, in addition to raising the bar when it comes to making safety integral to all of our designs
• At Atlas Copco we never stop working to reduce the costs associated with drilling. Visit our website to learn how productive the PV-311 has been since its introduction at MinExpo 2012.
Contact your Atlas Copco representative to learn more about how productive the PV-311 has proven to be.
www.atlascopco.com/blastholedrills

WORLD PROSPECTS
8 International Mining | MARCH 2014
benefit from the newtechnology, the mainfocus is on reclaiminglow-grade iron oretailings from ponds,with huge positiveenvironmental andeconomic benefits.Based on the newgaustec-GHXtechnology,construction work on aprocessing plantdesigned to processiron ore tailings with a45% Fe grade began atthe Itaminas mine inBrazil at the end of
2012. The plant went into operation in mid-2013with a feed capacity of 480 t/h and has threeprocessing stages (rougher, cleaner and re-cleaner) in a single unit at 2.5 mm matrix gap.The quality of the pellet feed product reaches65% Fe with an average tailings grade of 35%,approximately equivalent to a 30% plant yield.The high performance of the first gaustec-GHXled to the construction of a second plant of thesame type for further downgrading the tailingsto <20% Fe. The plant is scheduled forcommissioning in 2014. Plants and installationssupplied by allmineral are used in Europe, India,Australia, North and South America, and SouthAfrica. More than 750 allmineral installations fordry and wet processing are currently operatingreliably and efficiently around the globe.www.allmineral.com
Murray & Roberts takes simulation to the next level
The Murray & Roberts Cementation TrainingAcademy near Carletonville in South Africahas taken the use of simulation combined
with the use of other supporting technology towhat it says is “the next level.” Underpinned bya battery of learner support programmes,learner trackless mining machine operators areable to progress from a novice status through aseries of carefully designed stages thatculminate towards operator appliedcompetence. “We recognise that simulation hassignificant potential beyond what it is typicallyused for and we intend to fully exploit thispotential,” Tony Pretorius, Risk Manager at theMurray & Roberts Cementation TrainingAcademy, says. “Beyond purely training, wemake use of simulation for pre-employmentscreening, learner diagnostic assessment,accident/incident reconciliation, enhancementof psychomotor skills, operator proficiencycharting and engineering design. As part of ourlong term strategy, we intend to includesimulation to support mine design and to use itto role-play incidents and accidents that haveoccurred in the past in the workplace to ensurethat we continue mining by lessons learned.”
The Training Academy is also looking at moreprojects focussed around trackless mining,recognising that simulation is a powerful tool toaccelerate the competency journey of anoperator: “It accurately tests learnerproficiencies across three areas namely; health& safety, productivity enhancement andmachine appreciation in that the associatedexamples test reflexive competencies throughthe simulation of common workplace and workrelated hazards and risks in a virtualenvironment at a fraction of conventionaltraining related costs.”
Learner training at the Murray & RobertsCementation Training Academy begins with aPC-based e-learning programme developed fromOEM information relating to specific machineryand actual video footage of this machinery in
action. This combination of literature, diagramsand video imagery lays down the first level offoundational competence — knowledge andunderstanding. The learner then proceeds to thenext level that comprises a series of visual-based training modules. It is here that thelearner is taught that every action has aconsequence. The objective is to impartconsequential thinking, which ensures that oncein the field, the candidate will take the correctcourse of action to prevent a negative reaction.For example, the health and safety modulesfocus on issues such as pedestrians, fire, andbrake failure by testing the learner’s reactions ina “what if” scenario.
Thereafter the learner is introduced to thevirtual environment by engaging in video-typegames relating to the theme of machineryoperation. These games, highlighting tasks suchas load hauling, drilling and dumping, exposethe learner to the concept of what his/her futurejob will entail. The next stage is the “pre-simulation” environment, where the learnerobserves the experiences of other operators on
the simulator. “The objective here is topsychologically desensitise the learner in orderto remove any fear of operating the simulationequipment,” Pretorius explains. “Ultimately thisprocess minimises time wasting on thesimulator, because by the time the learner getsto this point, he/she has a very good idea ofwhat to expect. “So instead of applying typicalsimulator directed training that moves fromtheory to a practical component and then todeployment in the field, we’ve introduced e-learning components based on the OEMinformation, in the form of modules to whichend we provide support coaching by an SME(small to medium enterprise) to ensure thenecessary concepts are successfully conveyed.Coupled to that leg we provide visual basedtraining, also with a coach, to achieve reflexivecompetency. Gaming and pre-simulationprecede simulator training. The simulatorimpacts the visual, aural and haptic senses, sothe learner actually experiences the tension ofthe controls and the yaw, pitch and roll of themachine — it’s truly an actual look and feel ofthe machine in work mode. This dynamiccombination of practical and simulator trainingultimately leads to everyday competency.”
He adds: “In terms of workplace proficiency,we ensure that the learner is able to perform thetask at hand within the required parameters.Training therefore includes elements such aspre-use inspection, pre-start and startprocedures, brake testing, tramming, operationand end of shift procedures, which are brokendown into tasks. We sequence these tasks andthen implement a time and motion study foreach of these tasks which the learner mustperfect before entering the workplace to gainhands-on experience. This network of trainingpathways is more than the average trainingcentre follows and this is what differentiates usas a leader in the industry, with the overridingobjective of achieving high levels of proficiencyand safety.”www.murrob.com
WORLD PROSPECTS_visuals 25/02/2014 08:16 Page 3

Our diverse range of robust electronic delay detonators are designed to cope with the most challenging mining environments
Wealth Unearthed
Advancing, constantly evolving and defining the future of explosives technology in the global mining industry
Showcasing our cutting-edge products and value-adding services from 21-24 April 2014 at
For more information on AEL Mining Services, contact:AEL Latin America Tel: +562 2928 1300 | Fax: +562 2928 1315 Adress: Av. Nueva Tajamar 481, Of.1601, Torre Norte, WTC 7550099 Las Condes, Santiago, Chilewww.aelminingservices.com
Expomin full page advert final.indd 1 2/21/2014 11:30:54 AM

WORLD PROSPECTS
10 International Mining | MARCH 2014
There has been a lot of speculation in themarket since Caterpillar acquired Bucyruson where further consolidation in the
industry could come from, particularly withregard to any move into underground mining byKomatsu Ltd. This question has now beenanswered, with the announcement by Komatsuand GE Mining, a division of GE Transportation,that they have formed "a new collaboration todevelop next generation mining equipment."The statement said: "By combining theirexpertise in mining equipment and propulsionsystems, the companies will help meet theneeds of customers and partners worldwide,with an initial focus on developing solutions toincrease customer productivity and safety forunderground mines."
GE had already taken its step beyond its coreinvolvement in drive systems for miningmachines, with its purchases of Industrea andFairchild in 2012. The new company, Komatsu GEMining Systems, LLC, will be located at the GETransportation facility in Erie, Pennsylvania, andoperations will begin in April 2014. Komatsu andGE will each own 50% of the new company.
Komatsu and GE Transportation have alreadybeen partners in Komatsu electric mining trucksfor use in open-pit mines for a long time, withGE supplying the electric drive systems. Thecompanies stated: “By further building on theexisting partnership, the new company willcombine GE’s electric power expertise, electricdrive systems, and battery technologies withKomatsu’s vehicle and ICT technologies formining equipment to deliver innovativesolutions to global mining customers.” GE was arelative newcomer to the actual miningmachines market, and a tie-up with Komatsugives this new underground equipment venture
access to Komatsu's extensive dealer network,and relationships with major surface mines,many of which have associated undergroundoperations, or are planning undergroundexpansion in the future. Komatsu through the JVgets access to the vast resources and capital ofa company the size of GE. It is interesting thatICT (Information and CommunicationTechnology) is also mentioned. Komatsu ownsModular Mining, and together they developedthe FrontRunner Autonomous Haulage System(AHS), which has led the drive to wider surfacetruck automation in the Pilbara. This automationexpertise is now likely to be applied in the
underground space.Komatsu told IM: “Over the long term, we see
the importance of the underground miningbusiness. We introduced the AutonomusHaulage System as a super Dantotsu - aJapanese term meaning unique and unrivalled -product in open-pit mining. Komatsu would alsolike to enter the underground mining marketwith newly developed Dantotsu products. Webelieve that it will be possible to launch newlydeveloped next generation mining equipmentbased on the knowledge and experience of bothcompanies.”www.komatsu.com; www.ge.com
New underground mining force with Komatsu-GE JV
Mine Master equips new Face Master 1.7L rig with state of the art cabin system
To face up to the challenge of more andmore demanding working conditions in theunderground mines of KGHM, Mine Master
has started testing of its new Face Master 1.7Ldrilling rig. The company says that the rig isequipped with some unique solutions, whichnot only significantly improve the rig operatorergonomics and machine efficiency but alsoallow operators to maintain optimumperformancedespite changeablemine conditions.
The rig features ahydraulicallyoperated,ergonomic,“capsule-type"operator’s cabin.This cabin systemas well as the frontframe is certified for
transmission of loads at kinematics of 60 kJ. Thefront operator’s window also complies with P8Baccording to EN-356. The cabin is equipped withair conditioning, which works both duringtransportation and with mine’s power grid of500 v and is also equipped with a particle filter.Additionally, a hydrogensulphide filter has been
installed in the cabin in order to protect theoperator against gas leaks, which can occur inKGHM’s headings.
The test working unit was based on analready proven design of a B40D boom andMontabert HC109 drill, equipped with waterswivel and higher resistance to aggressive
flushing. In orderto ensure excellenttraction, the rig isalso equipped witha main pivot with
double rotation joint(vertical withhorizontal
oscillation).Thanks to thissolution it is possible toobtain very good stability
during manoeuvering as well asto use the rig in reduced width
headings. www.minemaster.eu
WORLD PROSPECTS_visuals 25/02/2014 08:17 Page 4

L&M POWERTRAIN PARTS LIMITED201 Snidercroft Road, Concord, Ontario, Canada L4K 2J9 Telephone: 905-669-2292 Fax: 905-669-6319 Toll-Free in North America: 1-800-387-3765 [email protected] WWW.LMPOWERTRAINPARTS.COM
DOWN TIME IS EXPENSIVE.And when you don’t have the parts you need, you’re losing a lot of time andtoo much money. That’s why, at L&M Powertrain Parts, we’re driven to serveyou better. With high-quality transmission, torque converter, differential and planetary axle parts, where and when you need them.
1-800-387-3765
All manufacturer’s names, numbers, symbols and descriptions are for reference purposes only, and it is not implied that part is the product of the manufacturer listed, nor is it intended to imply that L&M Powertrain PartsLimited is an authorized source for any of the manufacturers listed in this advertisement.
TRANSMISSION • TORQUE CONVERTER • DIFFERENTIAL • PLANETARY AXLE
L&M POWERTRAIN PARTS
WWW.LMPOWERTRAINPARTS.COM
LMPowertrainOEM fullpageAd1.14_Layout 1 1/17/14 8:49 AM Page 1

The LKAB Malmberget mine, in operation
since 1888, has grown to an operation
today that has some 600 km of roadways
of which about 300 km are in use at any one
time. Malmberget differs from LKAB Kiruna in
that it has 20 distinct orebodies, of which 15 are
currently being mined. Of these there are three
larger orebodies which are drilled using two ITH
production rigs at one time, drilling up to 50 m
holes, with the remaining two rigs used on the
smaller ore bodies and drilling 30-35 m holes.
The Malmberget deposit was originally
probably a more or less continuous ore lens
which experienced at least two phases of folding
and metamorphism. By strong ductile
deformation it was torn into several lenses that
today occupy a large-scale fold structure where
the individual ore bodies stretch parallel to the
fold axis, which plunge 40-50º toward the SSW.
Malmberget is also distinct in having a mix of
magnetite and haematite whereas Kiruna is
almost 100% magnetite. The so-called
Malmberget Western Field has 90-95%
magnetite and 5-10% haematite; and the Eastern
Field contains nearly all magnetite. Both the
Kiruna and Malmberget mines use large scale
sub-level caving.
In 2013, the Malmberget mining department
had some 525 full time employees. In addition to
the LKAB workforce, contractors accounted for
another 100 plus workers at any one time.
The Western Field includes the following
currently worked ore bodies: Josefina, Hens,
Johannes, Välkomma and Baron; with the
Eastern Field including Alliansen, Fabian,
Printzskiöld, Viri, Kapten, Parta and Dennewitz.
The names derive from influential people who
made an important impact in the mine
development in the early days, such as royals,
investors and military staff.
The main mine level to date has been situated
at 1,000 m but the new mine level at 1,250 m is
being phased in which takes the LOM to 2020
and beyond. M1250, as the new main level is
called, is designed to handle the extraction of 18
Mt/y of crude ore, plus 1-2 Mt/y of mined waste.
Workable ore reserves are estimated to be
around 140 Mt of crude ore. This will yield
around 84 Mt of finished product.
Production is currently both just above and
just below the 1,000 m level; with the main
haulage level at 1,000 m. Above the main area of
production is a haematite rich area in the area
between 560-1,000 m that is now mined in its
own right. At the 815 m level, the largest ore
body Fabian has two ore passes. Further down at
1,000 m, five ore passes are needed as the ore
body widens.
Interestingly at Malmberget, production holes
are drilled out often well in advance of actual
charging and blasting such is the scale of the
mine. It can be as much as six months before a
production drill fan is actually blasted, to the
point where the drilling process could be
referred to as development/production drilling.
This reflects the level of planning and scheduling
needed in the extraction of ore from multiple ore
bodies.
In addition to the shallower Western Field
haematite mining, another project covers mining
of remaining ore from older worked room and
pillar operation dating from the 1960s. At that
time mining was carried out using slushers and
ore trains. Some of these working areas have
collapsed with others still intact. However, they
are now a significant ore contributor – in 2013,
some 10% of overall ore production came from
these historic mining areas.
Once ore production has started, development
work is conducted by LKAB, but during new level
development as well as pre-production
development, contractors are used, the largest of
which is Veidekke. Bergteamet (Rock Team)
carries out raise boring work.
Malmberget operates gyratory crushers
underground, unusual but possible due to the
large drift sizes used. It crushes ore to 100 mm
size. The new 1,250 m level has two gyratories
with associated apron feeders that feed
conveyors and a temporary ore storage bin. A
hoist then transports the ore up to the 1,000 m
level, to the main ramp conveyor there that
supplies the main production hoist on the 815 m
level that transports the ore to surface via 23 t
skips. There are also crushers located on the 815
m level.
At the time of the visit in October 2013, the
1,250 m level crushers were already operating,
but contractor NCC was still onsite completing a
new personnel vehicle car park area and canteen
12 International Mining | MARCH 2014
The new iron age
Paul Moore visited thehighly mechanised LKABMalmberget undergroundiron ore operation nearGällivare in ArcticSweden in October 2013,which is undergoingmajor changes with thedevelopment of the new1,250 m level
OPERATION FOCUS
LKAB Malmberget from above
OPERATION FOCUS- MALMBERGET_proof 25/02/2014 09:14 Page 1


along with management offices. The 1,050 level
at the time was the deepest production area. The
key levels at Malmberget are at 600 m, 1,000 m
and 1,250 m. The 600 m level is used for ore
transport in the Western Field, with the Eastern
Field using the other main levels.
The dimensions of the Malmberget operations
are smaller than those at Kiruna. The Kiruna
orebody is one continuous mass with
dimensions of 4 km by 80 m and extending to 1.5
km deep and beyond; with Malmberget
production from multiple orebodies over a wider
area. Whereas Malmberget production is on
several levels, Kiruna’s is from two main levels.
Kiruna’s production in 2013 was about 28 Mt
compared to Malmberget’s 17 Mt. Despite this,
Malmberget as a site covers just as large an area
as Kiruna with a similar distance of underground
road network. Both mines use large scale sub
level caving with drift development, production
drilling, and LHD transport to ore passes. Key
differences include the use of larger electric
LHDs at Kiruna (diesel smaller LHDs are used at
Malmberget) and that there the ore passes load
automated trains, unlike the trucks at
Malmberget. Again this reflects the greater
flexibility needed at Malmberget when dealing
with multiple orebodies. Malmberget has one
primary crusher on the 600 m level in the
Western Field, and one at 815 m in the Eastern
Field, with two each on the 1,000 m and 1,250 m
levels. As stated, in the Western Field there is
only one 600 m to surface hoist, whereas the
Eastern Field has two hoists and a ramp
conveyor. The Eastern and Western production is
largely kept distinct until the pelletising phase,
when there is some blending of haematite into
the higher grade magnetite ore. While the
Western Field ore body reaches the 815 m depth
it is not currently mined at that depth, however,
ongoing studies will determine if a new transport
level will be established below 600 m.
Malmberget has two hoists to surface –
Vitåfors in the Eastern Field (approx 15 Mt/y
capacity), which is now effectively two in one –
the 1,250 m to 1,000 m section – then the 815 m
section to surface. The Alliansen hoist (4.7 Mt/y)
handles ore from the Western Field from the 600
m level to surface. This effectively means that
the Eastern and Western Fields are two distinct
mines, though the two are connected and it is
possible to take out Western Field ore via the
Vitåfors hoist, for example, if the Alliansen hoist
has stopped. This does not apply to maintenance
stoppages – every year both hoists and the
concentrator stop production for 10 days of
primary long term maintenance in May.
EquipmentIn terms of the drifting and drilling equipment,
LKAB operates its own equipment in the Eastern
Field with the exception of some ramp work. In
the Western Field all the equipment is contractor
operated. The Eastern Field drifting fleet includes
three jumbos, two charging rigs, four bolters,
three shotcreting rigs and 4 + 2 scaling rigs as
well as other ancillary equipment. In 2014 the
mine plans to carry out 20,000 m of drifting of
which 11,500 m will be done in-house and the
rest contracted. In 2013, some 11,000 m of in-
house drifting was completed and the rest
contracted. The 4 + 2 scaling rigs refers to the
fact that four machines are used for both drifting
and scaling but there are two dedicated JAMA
scalers.
As stated, in addition to the dedicated
automated WL6C production rig fleet of six, in
2013, the mine began buying production drill
metres from Wassara with its two rigs to make
up a shortfall while allowing Wassara to carry
out R&D.
During the IM visit, LKAB Wassara owned drill
number 698 was operating in the shallower
haematite zone, with five of the mine-owned rigs
in the magnetite rich main production areas. One
WL6C (number 692) was operating in drift 1680
at the Fabian 880 m level (FA880); and a second
at level 905 m in the 1310 drift (drill number
693). In the Alliansen ore body, on the 1,022 m
level, drill 691 was working in drift 4270; and in
the Viri ore body, drill 694 was working in drift
7880 at the 1,050 m level. In the Printzskiöld ore
body, number 695 was working in the 2520 drift
at the 970 m level. The final 696 rig was
operating in the 569 m level of the haematite
OPERATION FOCUS
14 International Mining | MARCH 2014
Attention Mining SuppliersLooking for sales leads?
Lighten your work load withInternational Mining’sProject E-Newsletter!
IM Project News is an e-newsletter that is sent outevery two weeks updating you completely and succinctlyon the latest:� Mining prefeasibility and feasibility studies � Decisions to go into production � Achievements of first production � Decisions to expand � Names of key project personnel � New players arising from IPO's and M&A activity � Now including bonus in-depth quarterly analysis of
global projects from the Raw Materials Group(www.rmg.se)
We know of no single source for the comprehensiveproject news now available through IM Project News.Extracting and compiling this information, frequentlyand consistently, into a searchable listing would takemany, many search hours. IMPN does the work for you,providing you with a comprehensive and concise single-source prospect list of mining operations and personnelfor targeted equipment sales, consulting services,management services, and investment analysis. The newsletter covers hardrock mining, fuel mineralsand industrial minerals. In each case, wherever possible,website contact details are provided for those who wantto do further research.
Don’t miss out, subscribe today by going to:http://corporate.im-mining.com/subscribeprojnews.aspand start receiving IMPN straight away or contact Emma Smith at [email protected] for a free trial.
OPERATION FOCUS- MALMBERGET_proof 25/02/2014 09:15 Page 2

rich zone in the 5694 level of the Johannes ore
body.
For drifting, two emulsion charging trucks
handle about 2,000 t of ANFO per year charging
5 m holes, while the production fleet has three
charging trucks handling about 4,000 t of ANFO
loading 45 m and longer holes.
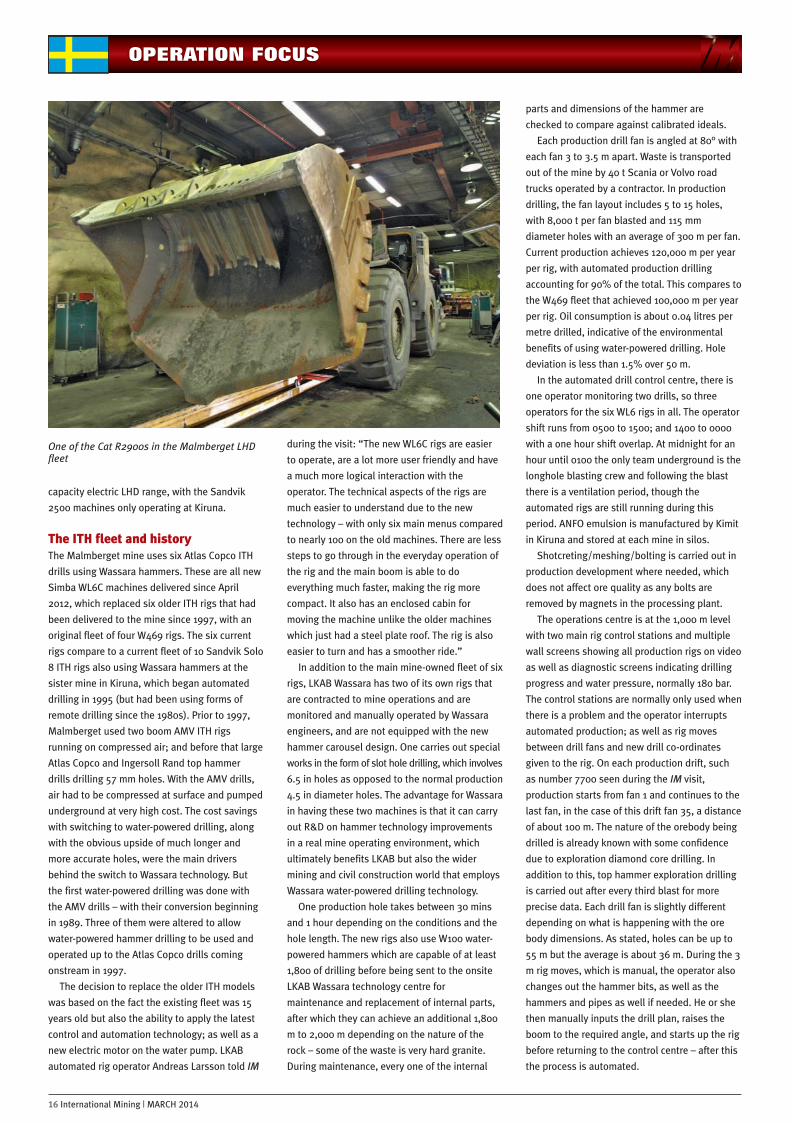
The main Eastern Field owned load and haul
fleet consists of 13 LHDs, of which nine are Cat
2900G and four are Sandvik Toro 0011. The
availability stands at about 8.5 LHDs at any one
time. The contractor in the Western Field
operates two LHDs. In terms of figures, in terms
of overall tonnes hauled, the 2014 plan is to
handle over 12 Mt with mine owned LHDs and
about 3 Mt with contractor LHDs. While NCC has
the drifting contract, production and waste
trucking uses other contractors. In the main
Eastern Field, there are five main ore passes on
the 1,000 m and 1,250 m level feeding the four
gyratories in that part of the mine.
The ore trucks used to be Sisu 120 t trucks but
today seven side tipper Volvo FH 12/13 90 t SLP
and two Scania R480 8 x 4 90 t trucks are used.
A further Volvo FM 12 35 t truck is used for
special projects. Actual ore mucking and
transport to ore passes is via the mixed LHD fleet
of Caterpillar 2900 (60%) and Sandvik Toro
(40%). The SLP trucks are loaded via the ore
passes and deliver the ore to the underground
crushers.
All capital equipment maintenance is done in-
house in underground shops on the 815 m level,
though this is in the process of being moved to
the 1,250 m level.
The mine has a very extensive micro-seismic
monitoring system with over 140 geophones and
more installed in 2013 as well as 1 Hz regional
devices. Drifting ground support is carried out by
Berg & Betong, which includes meshing,
shotcreting and bolting. As the mine has gone
deeper there has been a greater requirement for
mesh and more dynamic bolting, such as reactive
bolts. The mine is also looking at doing
simultaneous one process ground support
during drifting and work is ongoing with OEMs
on this concept, with the challenge being making
mesh/bolting machines that can keep up with
jumbos; and solutions include the use of mesh
on a roll as opposed to separate mesh sections.
Malmberget currently achieves one cycle of 4.8
m of drifting per day per fleet, with up to 10 fleet
cycles per day but wants to speed this up.
In the future, more of Malmberget production
will be from fewer ore bodies, so ideally the mine
would use larger and ideally electric LHDs;
though there is still a limited choice in the larger
OPERATION FOCUS
MARCH 2014 | International Mining 15
A schematic 3D-picture illustrating the orebodies in the Malmberget iron ore deposit
OPERATION FOCUS- MALMBERGET_proof 25/02/2014 09:15 Page 3
16 International Mining | MARCH 2014
capacity electric LHD range, with the Sandvik
2500 machines only operating at Kiruna.
The ITH fleet and historyThe Malmberget mine uses six Atlas Copco ITH
drills using Wassara hammers. These are all new
Simba WL6C machines delivered since April
2012, which replaced six older ITH rigs that had
been delivered to the mine since 1997, with an
original fleet of four W469 rigs. The six current
rigs compare to a current fleet of 10 Sandvik Solo
8 ITH rigs also using Wassara hammers at the
sister mine in Kiruna, which began automated
drilling in 1995 (but had been using forms of
remote drilling since the 1980s). Prior to 1997,
Malmberget used two boom AMV ITH rigs
running on compressed air; and before that large
Atlas Copco and Ingersoll Rand top hammer
drills drilling 57 mm holes. With the AMV drills,
air had to be compressed at surface and pumped
underground at very high cost. The cost savings
with switching to water-powered drilling, along
with the obvious upside of much longer and
more accurate holes, were the main drivers
behind the switch to Wassara technology. But
the first water-powered drilling was done with
the AMV drills – with their conversion beginning
in 1989. Three of them were altered to allow
water-powered hammer drilling to be used and
operated up to the Atlas Copco drills coming
onstream in 1997.
The decision to replace the older ITH models
was based on the fact the existing fleet was 15
years old but also the ability to apply the latest
control and automation technology; as well as a
new electric motor on the water pump. LKAB
automated rig operator Andreas Larsson told IM
during the visit: “The new WL6C rigs are easier
to operate, are a lot more user friendly and have
a much more logical interaction with the
operator. The technical aspects of the rigs are
much easier to understand due to the new
technology – with only six main menus compared
to nearly 100 on the old machines. There are less
steps to go through in the everyday operation of
the rig and the main boom is able to do
everything much faster, making the rig more
compact. It also has an enclosed cabin for
moving the machine unlike the older machines
which just had a steel plate roof. The rig is also
easier to turn and has a smoother ride.”
In addition to the main mine-owned fleet of six
rigs, LKAB Wassara has two of its own rigs that
are contracted to mine operations and are
monitored and manually operated by Wassara
engineers, and are not equipped with the new
hammer carousel design. One carries out special
works in the form of slot hole drilling, which involves
6.5 in holes as opposed to the normal production
4.5 in diameter holes. The advantage for Wassara
in having these two machines is that it can carry
out R&D on hammer technology improvements
in a real mine operating environment, which
ultimately benefits LKAB but also the wider
mining and civil construction world that employs
Wassara water-powered drilling technology.
One production hole takes between 30 mins
and 1 hour depending on the conditions and the
hole length. The new rigs also use W100 water-
powered hammers which are capable of at least
1,800 of drilling before being sent to the onsite
LKAB Wassara technology centre for
maintenance and replacement of internal parts,
after which they can achieve an additional 1,800
m to 2,000 m depending on the nature of the
rock – some of the waste is very hard granite.
During maintenance, every one of the internal
parts and dimensions of the hammer are
checked to compare against calibrated ideals.
Each production drill fan is angled at 80° with
each fan 3 to 3.5 m apart. Waste is transported
out of the mine by 40 t Scania or Volvo road
trucks operated by a contractor. In production
drilling, the fan layout includes 5 to 15 holes,
with 8,000 t per fan blasted and 115 mm
diameter holes with an average of 300 m per fan.
Current production achieves 120,000 m per year
per rig, with automated production drilling
accounting for 90% of the total. This compares to
the W469 fleet that achieved 100,000 m per year
per rig. Oil consumption is about 0.04 litres per
metre drilled, indicative of the environmental
benefits of using water-powered drilling. Hole
deviation is less than 1.5% over 50 m.
In the automated drill control centre, there is
one operator monitoring two drills, so three
operators for the six WL6 rigs in all. The operator
shift runs from 0500 to 1500; and 1400 to 0000
with a one hour shift overlap. At midnight for an
hour until 0100 the only team underground is the
longhole blasting crew and following the blast
there is a ventilation period, though the
automated rigs are still running during this
period. ANFO emulsion is manufactured by Kimit
in Kiruna and stored at each mine in silos.
Shotcreting/meshing/bolting is carried out in
production development where needed, which
does not affect ore quality as any bolts are
removed by magnets in the processing plant.
The operations centre is at the 1,000 m level
with two main rig control stations and multiple
wall screens showing all production rigs on video
as well as diagnostic screens indicating drilling
progress and water pressure, normally 180 bar.
The control stations are normally only used when
there is a problem and the operator interrupts
automated production; as well as rig moves
between drill fans and new drill co-ordinates
given to the rig. On each production drift, such
as number 7700 seen during the IM visit,
production starts from fan 1 and continues to the
last fan, in the case of this drift fan 35, a distance
of about 100 m. The nature of the orebody being
drilled is already known with some confidence
due to exploration diamond core drilling. In
addition to this, top hammer exploration drilling
is carried out after every third blast for more
precise data. Each drill fan is slightly different
depending on what is happening with the ore
body dimensions. As stated, holes can be up to
55 m but the average is about 36 m. During the 3
m rig moves, which is manual, the operator also
changes out the hammer bits, as well as the
hammers and pipes as well if needed. He or she
then manually inputs the drill plan, raises the
boom to the required angle, and starts up the rig
before returning to the control centre – after this
the process is automated.
OPERATION FOCUS
One of the Cat R2900s in the Malmberget LHDfleet
OPERATION FOCUS- MALMBERGET_proof 25/02/2014 09:16 Page 4

18 International Mining | MARCH 2014
The typical fan drilling time is about 10 hours
and each rig is capable of drilling about 350 m
per 24 hours. Each rig has two carousels – one
for the water-powered hammers and one for the
steel drill pipes. This can be one problem area
during operations in that occasionally during the
hammer changeout (normally between 120 to
180 m of drilling), the carousel won’t find the
correct position requiring the rig to be restarted.
That said, the newer carousel is capable of
changing a hammer in only 10-15 seconds. As
stated, each operator is responsible for two rigs;
and overnight between midnight and 0500 a
production report log is generated that notes all
stops or problems, which are also automatically
relayed to Atlas Copco. If there are any issues or
stoppages due to mechanical or hydraulic
failures then it may be necessary to get one of
the on-site Atlas Copco team to resolve them, as
they are responsible for service and maintenance
of the rigs themselves. Atlas Copco’s contractual
responsibility is also tied to rig performance in
terms of metres drilled. Atlas Copco has 18
engineers and mechanics underground at any
one time in Malmberget, who in addition to the
production rigs look after the fleet of Boomer
jumbos and Robolt bolting rigs.
Any hammer issues, such as excess wear due
to solids getting into the water supply, can be
addressed by the LKAB Wassara team; though
the hammers can run without excessive wear
with solids in the water up to a particle size of
about 50 microns. Fresh water is used at all
times in Malmberget, though at Kiruna recycled
water from the main tailings pond is used. The
electrical and water supply infrastructure in the
production areas is put in place in advance by
the production development team. The cables
supply power to the rigs at 1,000 v with the
water pipe pressure at only 7 or 8 bar, which is
stepped up to 180 bar by the high pressure
pump on the rig. In terms of rig service, LKAB
Wassara is currently working
on a new supply truck that
will carry hydraulic fluid,
steel drill pipes and hammers
on one machine, being
equipped with a hydraulic arm
to lift the hammers.
LKAB R&DThe LKAB journey towards
the future goal of 28 Mt/y
requires a thorough R&D
effort to ensure both mining
capacity and quality
stabilisation measures. The
ore deposits being developed
require extensive experimental resources in
order to meet the appropriate regulations or
adaptation of the existing ore processing plant,
as well as evaluating future product features.
The objective here is to produce functional
products of a high competitive quality.
Ore mining at increased depths requires both
a safe working environment as well as effective
sub level caving. In a SWOT analysis of the LKAB
long-term plan, the rock stability was identified
as a “specific risk” as increased mining depth
increases both rock stress and seismicity. This
requires new levels of mining layouts and
sequences as well as enhanced rock
reinforcement in order to provide a safe and
stable working environment. One important area
is the mining seismology, providing an
opportunity to increase the knowledge in the
seismicity that follows mining works.
The sub-level mining causes deformation and
fractures in the mine surroundings, mostly in the
orebody hanging walls but it also affects the foot
walls. It is desirable to predict this
environmental impact in a better way because of
its great impact on infrastructure and buildings.
The mining of orebodies underground also gives
rise to openings and deformations, affecting the
soil surface in several ways and requires a
different type of monitoring approach.
ProcessingMalmberget operates two pelletising plants – the
newer one known as MK3, commissioned in
2006, and an older facility known as BUV
commissioned in 1973. Both are equipped with a
waste gas cleaning system. MK3 was built to
significantly expand pellet capacity with the
original plan for Malmberget to supply only
pellets but the production of fines has continued,
as they are popular in the steel industry as a
cheap alternative to pellets for a certain
proportion of production (Malmberget pellets are
shipped from Lulea and fines from Narvik). Ore
supply to the pellets plants is 85% from the
Vitåfors shaft and 15% from the Alliansen shaft.
Both routes involve a wet and dry milling process.
The pellet mix is about 6% haematite, 3%
additives such as olivine and silica, and the
remainder magnetite. First the slurry moisture
content is reduced to 8% in a disc filter (BUV) or
drum filter at MK3 (five 150 t/h machines). Then
bentonite binder is added in a large Eirich mixer
at about 0.6% which equates to a bentonite
requirement of about 42,000 t/y. This mix then
passes to the pellet balling machines, through
screens to get a uniform pellet size and
thereafter to the straight travelling grates.
Undersize pellets go back to the balling
machines and oversize is sent back to the
Eirich mixer. A pellet size range of 9-14 mm is
deemed acceptable but the ideal is 10-12.5
mm. MK3 alone has five balling machine
circuits. The straight grate kiln used in MK3 is
an Outotec type. Initially for drying the hot gas
comes up from under the pellets (up-draught
drying or UDD) then switches to down-draught.
All the heat is recycled. The pellets pass
through distinct zones for drying, pre-heating
and firing. The kiln itself is fuelled by six pairs
of oil burners. The pellet bed is about 500 mm
thick, with the heat moved through the bed
following the firing zone using fans, followed
by a cooling zone. Quality is maintained using
online analysis, while physical samples are
taken every shift for tumbling and cold press
testing. Both the BUV and MK3 plants are
controlled using an ABB 800xA system. The
plants are maintained via one cold shutdown
and two hot shutdowns per year. Overall, the
plants currently have five balling machine
circuits each with a 4 Mt capacity but a sixth
may be added to account to allow for
increased production with the Svappavaara
ore. IM
OPERATION FOCUS
Gyratory crusher on 1,250 m level
Remotely monitoring the automated AtlasCopco WL6C production drills
OPERATION FOCUS- MALMBERGET_proof 25/02/2014 09:16 Page 5
Introducing ThyssenKrupp Industrial Solutions, a new company that combines the strengths of ThyssenKrupp Uhde with those of ThyssenKrupp Resource Technologies, itself the product of last year’s merger between ThyssenKrupp Fördertechnik and ThyssenKrupp Polysius.
We now provide expertise in the engineering and construction of chemical plants, refineries, cement works and other industrial complexes as well as advanced technologies for mining, mineral processing and bulk materials handling systems.
Engineering Excellence3: a new dimension of true expertise for customers everywhere. Why not contact us today?
www.thyssenkrupp-industrial-solutions.com
ThyssenKrupp Industrial Solutions
Engineering Excellence has now become
3
ThyssenKrupp Resource Technologies and ThyssenKrupp Uhde are nowThyssenKrupp Industrial Solutions

Cost effective and efficient ore liberation is
at the forefront of the current focus by
mining groups on efficiency and economy.
Crushing and grinding represents the most
energy intensive step in the mining process, and
according to at least one source, accounts for
around 3% of total world energy consumption.
Thus the stakes are high to supply larger, higher
capacity crusher and mill solutions to achieve
greater economies of scale – but this is limited
by available castings and componentry.
In terms of the wider challenges in furthering
the comminution process, Kevin Graney, Product
Development Manager at Metso discussed the
difficulties faced, stating: “A big challenge in
comminution is cost. As more ore is processed,
larger equipment is needed. When producing
such large castings, there are tremendous
pressures to provide products as cost efficiently
as possible. A couple of years ago we
introduced the 60-110E SUPERIOR primary
gyratory crusher. The focus of the 60-110E was
to efficiently use material while simplifying the
manufacturing process in order to lower the
purchase price of the crusher. These
manufacturing efficiencies have been
transferred into the MP2500 project to ensure
the crusher is designed for manufacturing and
Metso can offer the crusher on a cost
competitive basis while maintaining the quality
we are known for.”
There are also limitations to how big
equipment can be designed, and foundry
pouring capacities can be a constraint for
machine design. It is necessary to create
crushers that can process more material without
making the components so large that they
cannot be produced. This requires more
creative design processes.
Pushing boundariesMetso has developed the world’s largest cone
crusher, and supplied two of them to the
Sentinel copper project in Zambia. The
mentioned MP2500 cone crusher is based on
the industry leading MP crusher series, and was
developed to improve efficiency within the
comminution circuit. The MP2500 crusher
dynamics offer “an efficient crusher that is
capable of processing more material than ever.”
Two MP2500 cone crushers have been supplied
to First Quantum Minerals subsidiary Kalumbila
Minerals, the Sentinel operator, which has a 55
Mt/y processing facility. The new cone crushers
will be part of the secondary crushing circuit
installed to maintain the mill throughput to
offset a harder ore in the deeper areas of the pit.
The crushers will treat a portion of the ore
feeding the stockpile, crushing the top size to
below 40mm.
Metso has also won an order to install a
20,000 t/d crushing and screening system at
Chile’s Minera Esperanza, increasing annual
production of copper and gold by 15 to 20%. The
new plant will bypass much of the existing
grinding circuit and includes three MP1000 cone
crushers. Production is expected to start in
2015. The equipment to be supplied for the new
crushing plant consists of three MP1000 cone
crushers, three multi-flo double deck banana
screens in two sizes, seven belt feeders, two
pan feeders and nine belt conveyors with a total
length of 1 km. Einary Ojala, Senior Project
Manager, Metso said: “Metso will provide
engineering and construction of this new
crushing plant from the beginning of the project.
Metso is providing services in all the stages of
design, civil engineering works, installation and
commissioning of equipment. The work will be
done using the highest safety standards in the
industry.”
Graney also noted “Metso is continually
looking for ways to improve the equipment, but
more importantly we are trying to share our
knowledge with end users about how to
efficiently feed and operate the crushers. With
high turnover in the mining industry, tribal
knowledge can be lost, so it is important to
assist EPCMs and end users with our experience
and knowledge to allow crushing plants to be
designed as efficiently as possible.”
He adds: “There are also many opportunities
to reduce energy usage with existing equipment
by making minor changes in how the equipment
is operated. Applications in terms of the proper
sizing of crushers, operations and maintenance
practices are all important pieces of an efficient
process. “
COMMINUTION
20 International Mining | MARCH 2014
Effective liberation
Robert Pell looks at how risingenergy costs and falling oregrades are driving innovationsin comminution
Sandvik are carrying out projects aimed atimproving the lifetime of segments andcrushing teeth for the CR series of roll crushersin abrasive applications
COMMINUTION_proof 25/02/2014 10:24 Page 1
The leading aftermarket manufacturer and supplier of precision crusherspare parts and premium crusher liners for the mining industry.
Crusher Manganese Steels Limited
The Genuine Alternative
Vulcan Way, Hermitage Industrial Estate, Coalville, Leicestershire, LE67 3AP, United Kingdom.T. +44 (0) 1530 817 000F. +44 (0) 1530 817 111E. [email protected]
www.cmscepcor.com
International Mining CMS ad - 2012 22/5/12 09:04 Page 1

Metso told IM that the BRIC (Brazil,
Russia, India, and China) countries
have been the most popular
destinations for Metso crushers in
recent times as well as a healthy
market in Africa and the Middle
East.
“We are always looking at ways to
improve our existing products
whether through cost reductions or
product improvements. We are also
trying to focus on the services
business and how to ensure our
products can be adapted to simplify
maintenance and maintenance
processes,” said Graney.
A process plant mindsetOne of the major challenges with
comminution is the compartmentalisation of
the complete process, and the sub-optimising of
process steps. Sandvik told IM that it is in a
somewhat unique position in that it supports
everything from drilling through crushing.
“We can see the opportunities to implement
the mine-to-mill concept, in particular in
reducing the total cost and energy consumption.
The industry will also have to come to grips with
energy demands. Aside from temporary
fluctuations, diesel fuel will not get any cheaper,
and availability constraints of electric power will
affect both permitting and operating costs.
Emerging markets such as China and India
struggle to keep up with surging demand, and
major mining countries such as South Africa and
Chile fight to produce enough power. In this
environment, mining companies will have to
demonstrate increased energy efficiency and
reduction of total consumption. The European
Union has identified an over-dependence on
import of 14 critical raw materials. If they act on
this, it is quite likely any new mine operations
will have to be extremely energy efficient to be
permitted.”
Sandvik also believes that the mining
community would benefit from more of the
process plant mindset already at the mine site:
“Mining in the future should be a more of a
continuous process, including consistency in
mine planning and preventive maintenance. “
Sandvik are carrying out projects aimed at
improving the lifetime of segments and crushing
teeth for the CR series of roll crushers in
abrasive applications. Sandvik are investigating
a selection of materials and alternative
manufacturing methodologies for components
to improve lifetimes. Some of these
manufacturing methodologies can be displayed
in a matrix with resistance against abrasiveness
and impact on its axis. The identified solutions
are then tested in partnership with actual end
users to determine the effectiveness and
comparative performance of these solutions
against standard materials and manufacturing
techniques.
As well as this Sandvik are looking to develop
the serviceability of crushers. Fast and easy
service is a key driver of both safety and
productivity. One of the developments here can
be seen with the quick-release system and form-
fitted teeth for the recently developed CR810
hybrid crusher. The crushing technology itself
facilitates smaller and more mobile units than
traditional gyratory crushers would, and also
has a greater range in the feed materials it can
handle.
The newly developed CR810 hybrid crusher
has one fixed roll and one loose roll which
releases when “uncrushable” material enters
the machine. In combination with very robust
crushing elements, Sandvik believes that the
hybrid crusher can efficiently handle much
harder materials than in the past. The CR180
hybrid crusher has a design capacity of 11,500
t/h.
Sandvik’s focus on safe and easy service is
also seen in the latest designs of its crushing
stations. By mounting it on rails, the entire
crusher can be slid out for service, or complete
replacement. An installed crane can be used to
assist in the safe exchange of crushing teeth or
segments during maintenance tasks.
Sandvik says it aims to reduce energy
consumption in the comminution process by
moving the primary crusher closer to the mine.
In-pit crushing and conveying (covered in detail
again by this year’s IPCC event in South Africa –
see http://corporate.im-
mining.com/imevents/IPCC-2014.asp) is often
associated with waste handling. In surface
mining, this usually represents the
largest tonnage of materials
movement. The additional cost of
crushing is more than off-set by the
savings from conveying rather than
hauling by truck. Ore haulage may not
quite have the same economies of
scale as waste haulage, but
primary crushing has to be
done regardless and is not an
additional cost. In-pit crushing
and conveying of ore is simply
a cost comparison of conveying
versus trucking. It is nothing
more complicated than moving
the primary crusher as close to the mine face as
practical, with an extended conveyor to the
processing plant. Sandvik is a big proponent of
this process solution to reduce not only the total
energy consumption, but also cost and other
environmental impacts.
Stirring stuffFLSmidth is launching its new VXP5000 Vertical
Stirred Mill which has completed internal quality
control factory acceptance testing. The VXP5000
is FLSmidth’s largest mill and was showcased to
clients and employees in late 2013 at its
Vancouver, Canada facilities. The VXP500 mill
has been designed to have a smaller footprint
than other stirred media mills which is
especially helpful on brownfield projects, where
equipment must fit into an existing structure.
The mill speed is also an important
differentiator between the low (3 m/sec) and
high (15 m/sec) speed stirred mills according to
David Rahal, Product Manager, FLSmidth
VXPmill: “It allows the VXPmill to be used in
applications where the design constraints of the
other mills limit their ability to operate at the
optimum stress intensity for a given application.
The VXPmill bridges the gap between these two
extremes.”
The VXP5000 mill also has a unique, newly
designed maintenance procedure designed to
increase safety by eliminating workers exposure
to suspended load while changing out the discs
and spacers. Three VXP5000 mills have already
been shipped to the MAK project in Mongolia,
and one is scheduled to go to the Bozshakol
plant in northern Kazakhstan, with
commissioning scheduled for mid-2014.
FLSmidth has also provided Katanga Mining
with a new grinding mill to boost plant reliability
and enable production throughput predictability.
Terence Osborn, Minerals Capital Sales and
Marketing Manager at FLSmidth said: “It has
been well proven to be high quality and reliable
equipment, and we have a growing relationship
with this client.”
22 International Mining | MARCH 2014
COMMINUTION
The new Metso MP2500 cone crusher
COMMINUTION_proof 25/02/2014 10:24 Page 2
WHEN INVESTING MONEY MAKES VALUE
MICROBIT LEONARDO & MICROMINING CERAMIC BEADSThe ideal grinding media for ultra fine process and precious metal recovery.Microbit Leonardo are Bitossi beads used in the IsaMill.www.industriebitossi.com your grinding specialist
20131125_IB_pagina_InternationalMining.indd 1 25/11/13 16:04

24 International Mining | MARCH 2014
Katanga Mining will also implement
FLSmidth’s proprietary Process Expert™ system
(PXP) advanced process control mill optimisation
package. This high-level process control solution
is a proven method to simultaneously reduce
costs and improve product quality.
“The mill is running in closed circuit with
hydrocyclones, and we’ve developed software
that takes the milling plant operation into
account holistically,” Osborn said. “Having expert
knowledge of mill circuits, we’re in an ideal
position to ensure that the whole system runs in
a well-balanced and optimal manner, harnessing
PXP to achieve a consistent throughput.
Achieving consistency is particularly important at
this operation, since test work data indicates that
the ore from this project will be variable from a
hardness perspective and this always makes mill
circuit control more challenging. The best way to
maximize plant productivity is to maximize
stability. By running the plant as consistently as
possible, the mine will achieve a better quality
downstream product.”
New launches and deliveriesRussian mining equipment company Uralmash
has developed a crusher to be used at
Yubileinaya mine of ore-dressing and processing
enterprise EVRAZ Sukha Balkha. The crusher
supplied was a KMD-2200T1-D which is a fine
crusher with a 2,200 mm cone head base
diameter, designed for fine crushing of rock
product and ore mineral resources.
As previously announced by IM, Uralmash also
shipped a primary gyratory crusher of model KKD
1500/180 in November 2013, to ENRC’s
Sokolovsko-Sarbaiskiy iron ore mining and
processing production association in Rudniy,
Kazakhstan. This was the second of three
crushers that Uralmash will produce for the
company. The KKD 1500/180 crushers are being
used to develop the Kacharskiy deposit and can
handle 1,900 m3//hr. These KKD 1500/180
models include high-altitude automated
maintenance and grease systems and a PLC-
based drive control system.
Andrey Saltanov, General Director of Uralmash
said “Uralmash has great experience of working
with enterprises in Kazakhstan and we have got
an order for these new machines in highly
competitive conditions with foreign suppliers. We
offered the best price and delivery terms along
with exceeding their engineering needs versus
foreign products.”
Weir Minerals launched its new Enduron line of
comminution equipment, including crushers,
screens and feeders during 2013. The Enduron
range significantly expands Weir Minerals’
comminution solutions portfolio, adding to its
range of mill circuit products. The use of KHD
HPGR equipment in conjunction with the new
range of Enduron vibrating screens, feeders and
crushers offers an effective comminution
package. Weir Minerals has an emphasis on
enhancing mining productivity and safety, with
the new equipment being designed to maximise
customers’ operational efficiency.
“Screens and crushers are typically the
workhorses of an ore processing operation,” said
Ekkhart Matthies, Weir Minerals Global VP of
Comminution. “Weir Minerals’ design and application
expertise, combined with our product support
resources will ensure the new products provide
optimum performance as they cope with the
demands of today’s mining industry, and we are
already developing the next generation of
crusher technology for future applications. The
introduction of the new Enduron brand provides
the quality, scale and breadth of product to help
mine operators maximise efficiency and productivity,
while maintaining field safety,” said Matthies.
As mentioned by IM in 2013, Telsmith has
developed the T300 cone crusher which has been
engineered for maximum uptime and productivity
while delivering 300 hp performance and a
crushing capacity output range from 125 to 400
t/h. With an emphasis on lower operating costs
and increased safety, the T300 features a large
clearing circuit, which is engineered to safely and
quickly allow any uncrushable materials to pass.
The T300 has been designed with six cylinders,
which is fewer than conventional units, but
maintains the largest crushing force availability.
The unit also offers a new and improved patent-
pending anti-spin feature that prevents head spin
to extend manganese life. This is mounted on top
of the machine to offer top-service access. The
T300 is also designed to operate with pressure
lubrication oil, while eliminating the use of a gear
box and a separate hydraulic circuit.
The T300 features the largest-in-class, patent-
pending hybrid bearings and unlike roller bearing
machines, these large hybrid bearings offer both
a static and dynamic lift – resulting in far greater
lift to efficiently carry the crushing forces. The
hybrid bearings also have a washer and ramp
design to replace the conventional use of a
socket, socket liner, and head ball – all of which
require time-consuming removal when servicing
the machine, and to minimise downtime and
reduce inventory costs, the T300 enables the use
of a single bowl for all liners over its range of
operation – allowing optimum versatility,
flexibility, and efficiency in any aggregate
application.
Telsmith also showcased its new hydra-jaw
crushers with their worldwide product launch at
the 2014 CONEXPO-CON/AGG. The H3450 (863
mm x 1,270 mm) hydra-jaw is capable of
processing up to 598 t/h. It also includes a
hydraulic toggle for reduced maintenance, with
fast and safe hydraulic chamber clearing.
ABB recently commissioned an upgrade to
Vale’s existing Clarabelle dual pinion SAG mill.
The mill is used to reduce the size of the ore at
the company’s nickel and copper mines in the
Sudbury area of Ontario. The Sudbury operations
are primarily underground nickel sulphide mines
with integrated mining, milling, smelting and
refining operations. The Clarabelle mill was
designed to accept nickel-copper ore from
various sources and companies and to produce a
nickel-copper concentrate and copper
concentrate for further processing. The size of
the ore is further reduced in SAG mills, rod mills
and ball mills where all milling is done wet.
First awarded in 2010, the project is the
largest of several turnkey projects completed for
Vale in Canada. This complex project involved an
upgrade to a SAG mill of 10 m diameter and 11.2
rpm that had reached end-of-life with a newer,
more robust system. ABB replaced all of the
electrical equipment including 5500KW motors,
converter, transformer, motor control centres,
switchgear and mechanical auxiliary equipment
such as the cooling system – pump skid, chillers
and fin-fan heat exchangers. As well as
modifying existing foundation and air clutch
coupling to adapt it to the new motors. A
number of SAG mill applications were
implemented to facilitate the operation and
maintenance of the SAG mill.
COMMINUTION
The new FLSmidth VXP5000 Vertical Stirred Mill
COMMINUTION_proof 25/02/2014 10:25 Page 3

Copyright © 2014, Weir Slurry Group, Inc. All rights reserved. ENDURON is a trademark and/or registered trademark of Weir Minerals Europe Ltd;
WEIR is a trademark and/or a registered trademark of Weir Engineering Services Ltd.
To learn more about Enduron® machines go to : weirminerals.com/enduron.aspx
Rock stars.
You don’t become a star in this business by taking the day off. And that means every machine in
the circuit all performing together. That’s the whole idea with Enduron® machines. It starts with
an expanded, full-circuit line of equipment – crushers, screens and feeders to meet the toughest
demands of the mining, sand and aggregate industries. Each machine built to the highest
standards for durability and reliability. And totally supported almost anywhere in the world.
Star performance. From Weir Minerals.
machines go to : weirminerals.com/endu
standards for durability and reliability. And totally supported almost anywhere in the world.

Sizer developmentsMMD has installed a pair of semi-mobile systems
at a coal operation in Africa. These installations
are fed by Euclid EH400 dump trucks into a 450
m3 hopper over a MMD D9 Apron Plate Feeder,
which discharges into an MMD 1300 Primary
Sizer with a short sacrificial belt to an MMD 625
Secondary Sizer. The secondary sizer is
positioned in the pit just after the primary to
produce a 150 mm product for the overland belt
(the end user being of the opinion that larger
lumps damage the belt) and the plant acceptance
size. Currently the throughput is constricted by
the secondary to a maximum of 3,400 t/h. MMD
has also been asked to investigate installing
another secondary unit in parallel, to enable
running at 6000 t/hr, as the Apron Plate Feeder
and Primary Sizer can easily cope with this.
This project included a 500 t capacity Crawler
Transporter which is the newest piece of
equipment available from MMD, used initially to
transport the semi-mobile structures from the
construction area, outside the mine, down to the
mine face. Each piece was successfully
transported a distance of over 5 km and
negotiating grades of up to 8% in fewer than 20
hours. The Crawler Transporter will be used to
relocate the Semi-Mobile Sizer Stations as the
mine develops, to maintain a short truck haul
distance of approximately 500 m. MMD stated:
“These are believed to be the first two truly re-
locatable machines of this size in Africa, with all
previous machines by other suppliers using
equipment that was so large, and relocation so
complicated, that all attempts to move them were
abandoned and the plants became fixed.”
MMD also provided a Fully Mobile Sizer at the
Pingshou open pit coal mine in China. This unit
is a “third generation” MMD high-capacity
(>5,000 t/h) fully mobile sizing unit, and the first
fully mobile MMD unit to go into operation in
China, where the group has already been highly
successful with semi-mobile systems. This
machine will process 9,000 t/h of overburden
consisting primarily of sandstones. The horizons
at Pingshou contain several muddy layers and
are expected to get sticky in the short wet
season, when the daily precipitation can exceed
150 mm. The material, produced from 15 m high
benches of up to 1,700 m in length, will be
loaded by 60 m3 capacity rope shovel into the
MMD Mobile Sizer. The Sizer reduces the ROM
material (maximum dimensions 2.5 m x 2.5 m x 2
m) to a product suitable for belt conveying (400
mm maximum). The MMD Mobile Sizer feeds an
independent mobile 70 m bridge conveyor, which
in turn feeds the MMD Hopper car mounted on a
moveable face conveyor. The face conveyor,
subsequent haulage system, stacking and
spreading systems are not part of MMD’s scope
of supply, having been the subject to a separate
tender process.
HPGR and SMMsHigh pressure grinding rolls (HPGRs) and stirred
media mills (SMMs) have been successfully
introduced into the minerals industry as an
answer to the need to reduce energy
consumption. HPGRs have mainly been used for
tertiary fine crushing of competent and hard ores
in order to produce ball mill feed, and are
potential substitutes of SAG mills or conventional
tertiary cone crushers in traditional comminution
circuits.
ThyssenKrupp states: “Experience from other
industries suggests that HPGRs could even do
even more to reduce power demand due to their
high energy efficiency and their ability to be used
as dry grinding systems. HPGR systems already
have been successfully applied in the cement
industry for grinding limestone, clinker and slag
to a final product fineness of between 30 and 90
μm (P80) without the need to use any
downstream ball milling. The energy
consumption of an HPGR finish grinding plant
has been found to be significant lower than in
ball mill plants. This leads to the question of
whether the same methodology can be adopted
in minerals applications. Such a step would
require the use of dry rather than wet grinding
systems.”
The company adds: “Dry grinding systems are
so far only an exception in mineral processing,
since most post grinding processes are wet.
However, there are successful – mainly ball mill
based – dry grinding examples in gold, nickel or
iron ore. A lot of the questions which arise for
HPGR finish grinding systems were already
proven in the field as well as in pilot test work in
the lab. Considering the conservatism of the
minerals industry, a request for extended field
testing – at least on a pilot scale – will be quite
likely. The basic engineering work for such a pilot
trial plant and even a full scale commercial
installation is already available.”
Outotec and Maschinenfabrik Köppern have
agreed that they will cooperate in the
manufacture and supply of Outotec branded
COMMINUTION
26 International Mining | MARCH 2014
ABB synchronous motor AMZ1250 driving theSAG mill pinion gear at Vale Clarabelle mill
MMD’s latest Mobile Sizer inoperation at Pingshuo
COMMINUTION_proof 25/02/2014 10:25 Page 4

Changing the perception of washing and classification equipment forever.
Our modular solutions are delivered with a number of key themes at the very core of our ethos:
1. Rapid Deployment 2. Minimal Footprint3. Maximum Efficiency 4. Maintenance Access5. Full Electric Power
cdemining.com
Construction & Recycling
Mining
Industrial Sands
Environmental
International Mining Mar 14.indd 1 21/02/2014 09:08

comminution products as part of Outotec's
process solutions. Köppern has experience in
HPGR technology as well as briquetting and
compaction solutions. Köppern's HPGR looks to
complement Outotec's comminution
technologies and services and strengthen
Outotec's market position. Outotec's
comminution product range includes autogenous
(AG) mills, semi-autogenous (SAG) mills, high
intensity grinding (HIGmills), rod mills, ball mills
and pebble mills.
"Partnership with Köppern will broaden our
scope of delivery. We can offer our customers a
wide range of sustainable comminution solutions
and tailor the most energy efficient solution for
each customer", says Jari Rosendal, President of
Outotec's Non-ferrous Solutions business area.
"As an independent and family-owned
manufacturer and solution-supplier, we are proud
to partner with Outotec on an exclusive basis to
enhance our world-wide market potential for
HPGR applications" says Christopher Schafer,
Managing Director of Köppern.
As covered in a recent edition of IM,
FLSmidth’s engineers have improved their HPGR
frame design. They not only looked into the roll
change out time requirements, but also the
actual frame design and steel requirements. The
traditional FLSmidth cement HRP L-gable has
proven very effective for roll change outs, and is a
unique system that allows rolls to be lifted out of
the machine without having to extract a top
frame or incorporate an extended work platform.
The L-gable incorporates a vertical side pressure
beam and a portion of the top frame. It also uses
a pinning system, which greatly reduces roll
replacement time compared to the conventional
hard bolting frames.
However, with plant sizes growing due to
declining grades, more optimal flow sheets with
reduced footprints are being implemented. The
areas around the HPGRs are more compact, while
chute-work and conveyors are less retractable
than in the past. With this in mind, FLSmidth
engineering created the FLSmidth Express Frame,
which is designed and built for the quick
replacement of mineral application roll surfaces.
Mobile crushingPowerscreen has launched two new tracked
mobile crushing plants within the past 12
months. The Premiertrak 300 is a new mobile jaw
crusher with a 1,000 mm wide x 600 mm deep
jaw chamber, which can produce up to 280 t/hr
of crushed material. The Premiertrak 300 crusher
has been developed with the option of a vibrating
grizzly feeder (VGF) or a large fully independent
hydraulically driven pre-screen, which improves
fines removal and reduces chamber wear costs
for the customer.
To coincide with the independent pre-screen
feature, an optional hydraulically folding
extended side conveyor with a stockpile height of
3.1 m has been added to the machine to improve
stockpile capacity.
The Powerscreen jaw chamber has
hydraulically adjustable Closed Side Setting
(CSS), which can be adjusted in a matter of
minutes by a single operator without requiring
tools. The hydraulic release chamber option
(Premiertrak R300 crusher) incorporates the
proven hydraulic release mechanism to allow the
chamber to ‘dump’ and pass un-crushable
material which is ideal for recycling applications.
A hydraulically adjustable deflector plate is an
option for recycling applications. The machine is
highly versatile as it also incorporates a new
lock-out function to allow the operator to work in
hard rock quarry applications with the same
chamber.
The new hopper design incorporates a
complete hydraulic fold and lock system which
removes the need for manual wedges and can be
raised/ lowered from ground level removing the
need to work at height and providing rapid setup
times. The Premiertrak 300 jaw crusher features
a hydraulically lowering product conveyor with
3.5 m discharge height for easy removal of
trapped metal in recycling applications and
features full tunnelling to reducing snagging of
rebar.
The Premiertrak 300 can be powered by a Tier
3 CAT C9 Acer 205 kW or a Tier 4 Final compliant
COMMINUTION
28 International Mining | MARCH 2014
COMMINUTION_proof 25/02/2014 10:26 Page 5
Scania DC9 80A 202kW engine which is designed to run at the most
economical speeds to reduce fuel consumption and noise pollution.
Damian Power, Powerscreen Global Product Director, said: “With its
exciting new features and feedback from the testing period, we’re confident
that the Premiertrak 300 will set new standards worldwide. The machine
was recently showcased at a preview demonstration for distributors and
customers and there was a lot of enthusiasm among the attendees.”
Powerscreen has also developed the Trakpactor 320, which is the latest
evolution within the Trakpactor series of mobile horizontal shaft impactor
machines. The Trakpactor 320 comes in both standard and closed circuit
configurations.
The Powerscreen Trakpactor 320SR is a mid-sized horizontal impact
crusher redesigned with some key enhancements to offer operators and
contractors’ excellent reduction and high consistency of product shape for
performance in quarry and recycling applications. The crushing chamber
features a 1,130mm x 800 mm feed opening, hydraulically assisted CSS
adjustment, four bar rotor and twin apron design, and hydraulic overload
protection as standard. New to this model is an optional fully independent
hydraulic pre-screen which improves fines removal and reduces chamber
wear costs
Damian Power, Powerscreen Global Product Director, said, “Building upon
the success of the Powerscreen Trakpactor 320 impact crusher for the
quarry and recycling industry, the new Trakpactor 320SR crusher is set to
establish itself as a class leader amongst its peers and demonstrates what
is possible when we work with customers in defining features and
specifications.”
Power told IM: “With all the increasing costs associated with energy,
plant efficiency is more important now than it has ever been before. Ore
deposits are becoming more difficult to access and more difficult to process
and transport, this obviously increases the energy intensity of the process.
It is a well-known fact that comminution consumes around 3% of the
electricity produced around the world. Other prevalent issues include safety,
ore quality, sustainability and environmental impact.”
Powerscreen has looked to remedy this energy challenge with recent
product developments. Powerscreen has had process efficiency at the heart
of the specification for each machine. Typically using the lower fuel
consumption Tier 4 Final Scania engines, which operate at reduced optimum
running speeds with a direct drive coupling to the crushing chamber to
achieve the highest efficiency possible.
Mill linings and ballsCherylyn Stewart, External Projects Consultant, Russell Mineral Equipment
(RME) told IM: “RME’s abiding focus is the development of methods to
minimise maintenance downtime associated with any comminution device,
including conventional tumbling mills (AG, SAG, ball, rod), HPGR and
Vertical Stirred Mills.” RME is the leader in mill liner changeout equipment
and has developed the RUSSELL 6V Liner Placement Mill Relining Machine,
to compliment the RUSSELL 3V Vertical Stirred Mill Liner Handler. The
RUSSELL 6V has been designed to service the new family of large Vertical
Stirred Mills such as Metso’s VTM-3000-WB VERTIMILL.
The company also offers RUSSELL Elevating Platforms which surround
AG, SAG and ball mills, allowing mill relining crews to access much larger
areas of grinding mill shell during knocking in and liner bolt fastening and
retorquing without the need to remove safety locks and inch the mill. This
innovation was developed through a constructive relationship between the
Oyu Tolgoi mine, Kaltech USA Relining management and RME engineers.
RUSSELL Elevating Platforms are now in service at Oyu Tolgoi and have
proved a success.
RME has additionally developed the RME Mill Reline Director, which is a
software package aimed at defining the maximum grinding mill relining
performance. The foundation of Mill Reline Director is a database, compiled
COMMINUTION
MARCH 2014 | International Mining 29
www.koeppern.de
Köppern roller presses have been proven successful all over the world in plants for the energy-saving high pressure comminution of various ores and minerals like iron ore, copper, gold, molybdenum and diamonds, as well as cement clinker, limestone and blast furnace slag. For the comminution of abrasive materials a Köppern- patented wear protection of rollers is available.Köppern – Quality made in Germany.
• State of the art technology • Process technology know-how • High plant availability • Quick roller replacement
Pilot HPGR testing capabilities in Australia, Canada, Germany and South Africa
For further information please [email protected]
Comminuting your maintenance expenditure
COMMINUTION_proof 25/02/2014 10:26 Page 6

COMMINUTION
from data derived from video recording
reduction of actual relines captured by RME’s
specialised reline cameras. The video capture
allows analysis of that actual reline which guides
future equipment and process changes. This
data adds to the database, constantly
increasing the accuracy of Mill Reline
Director for its other important use:
aiding in the design of new mineral
concentrator grinding plants. In this
application, Mill Reline Director
can inform plant design and
equipment selection, all
assessed against rate of
return for each
investment decision.
The next 12 months
will see the global
rollout of RME
Mill Reline
Director
which, in
turn, will
liberate the full
performance potential of
each and every RME Mill
Relining System delivered to date.
RME’s latest pneumatic recoilless hammer is
the THUNDERBOLT 250. The hammer weighs less
than 20 kg, and is designed to be easily handled
by two operators. It delivers recoilless 250 joule
blows at one blow per second and has
been manufactured to replaces manual
sledgehammering. It is a useful tool in
grinding mill relining as well as heavy
vehicle maintenance.
ME Elecmetal’s joint-venture ball
plant recently received its OHSAS
18001 certification, a UK Standard for
occupational health and safety
management
systems,
which means
that the ME
Long Teng
Grinding
Media
(Changshu) Co
Ltd plant, has
accomplished
a high level of
safety controls
in the
manufacturing of
grinding balls. The
certification was
accredited by IQNET,
an international network of certifiers that, since
its foundation in 1990, has remained the largest
and most comprehensive network of quality
certification bodies in the world. In the joint-
venture ball plant, located in Changshu, China,
ME Elecmetal manufactures its premium quality
ME Super SAG and ME Ultra Grind forged steel
grinding balls.
Brakes and maintenanceTwiflex, which is part of the Heavy Duty
Overrunning Clutch and Brake division of Altra
Industrial Motion, supplies braking systems for
both geared and gearless grinding mills. Twiflex
told IM that their main focus over the last 12
months has been the development of a large
mono spring (floating) spring applied, hydraulic
release disc brake for the dual pinion direct drive
geared mills. The result has been the
introduction of the VMS-FL which is based on
Twiflex’s popular VMS range commonly used on
mine hoists. The VMS-FL has a braking force
rating of 460 kN which assumes a coefficient of
friction of 0.4 and 2 mm pad air gap, and the
design incorporates Twiflex’s unique safety ‘park-
off’ feature meaning the brake can be adjusted
so when depressurised there is zero stored
energy for maximum safety.
The VMS-FL is used in conjunction with a torque
limiter fitted between the motor and gearbox.
During maintenance when the motor is shut
down and the torque limiter is disengaged, the
brake is activated to hold the mill drive stationary
and prevent the mill from moving due to the
unbalanced load. The requirement of the brakes
is to hold the mill charge at an angle of up to 45°.
The new RME RUSSELL 6V has been designedto service the new family of large VerticalStirred Mills such as Metso’s VTM-3000-WBVERTIMILL
When you need a mill drive system thatdelivers reliability, maximum availability and cost effectiveness to AG, SAG, ball androd mills - look no further than David Brown.Utilising more than 150 years of global gear engineeringexpertise, David Brown supplies both fully optimised mill drive systems as well as individual components:
Girth gears Mill pinions
Mill drive gearbox Couplings
Barring drives
With mill drive gearbox manufacturing facilities right across the globe we can deliver the local support and technical expertise needed inthe global mining industry.
www.davidbrown.com
For more information visit www.davidbrown.com or contact [email protected]
WdarUes
Wwt
For m
COMMINUTION_proof 28/02/2014 12:46 Page 7

In normal operation, after the mill controller
receives the stop command from the customer’s
DCS it starts to ramp down the speed. When
reaching zero speed the drive system slowly
starts in the reverse direction to roll back the mill
until zero torque is remaining in the system and
the motor creates a positive torque to just hold
the mill with the charge unbalanced. By slightly
reducing the torque the direction of rotation is
changed and the mill is gently rolled back until
the charge is balanced.
During a power failure the motors are disabled
so the mill slows to a rocking mode due to the
unbalanced charge. This is a critical condition
whereby lubrication to the mill pad bearings is
limited by the number of accumulators in the
system. To prevent equipment damage the brake
is used to provide a controlled stop (between 10
and 30 seconds).
Twiflex and US distributors Hilliard have
recently completed the installation on both
geared and gearless mills at the Mount Milligan
mine in British Columbia, Canada. The scope of
supply for the 40 ft gearless SAG mill included
two brake stations each with 3 off VMSDP brakes
and a hydraulic power unit to provide controlled
braking functions. For the two 24 ft dual pinion
direct drive geared mills, Twiflex provided VKSD-
FL (floating) brakes on each mill to provide 454
kNm on the high speed shaft. The brakes act on a
1.778 m diameter disc fitted to a torque limiter.
Steve Powell, Product Manager at Twiflex said:
“The increase in the size of grinding mills has
become a major challenge to the suppliers of
drive chain components but particularly to brake
manufacturers. A good example is Twiflex’s
braking system on the 11.6 m gearless grinding
mill at the Boliden Aitik copper mine in Northern
Sweden which is required to produce a massive
38 MNm torque. The 8 off VMSDP dual piston
spring applied hydraulic released brakes each
weighing 1,850 kg act on a 13 m diameter flange
and can stop the mill with a full process charge of
1,375 kg in less than two seconds.”
Whilst the number of brakes and their size
have increased to cope with the bigger mills the
limiting factor is still the friction material. Twiflex
have installed a dedicated test facility at their Bedford
facility to investigate materials both for static and
dynamic duty with this development in mind.
Powell concluded by saying “Twiflex focus is
on developing and introducing new products to
the mining industry and the company have
recently launched new spring applied,
hydraulically released brakes (VBS, VCSD and
VKSD large pad) for this market. We are currently
working on low temperature versions of these
brakes in addition to on-going product
development and improvements. Our intention is
to develop a larger VMSDP for gearless mills.”
A number of mines globally protect their
grinding mills with Lubrication Engineers’ (LE)
Pyroshield® open gear lubricant, described as “a
long-lasting synthetic solution for high-load,
heavy-shock applications.” Its high film strength
allows Pyroshield to redistribute loads over the
surface area of large open gears. The powerful
formulation includes EP additives and Almasol,
LE’s exclusive solid wear-reducing additive. The
company states: “Converting mills to Pyroshield
is a simple process for mines, with no production
interruption. Pyroshield is also clear during use,
so inspection of gears is easy.” Pyroshield
lubricants can be used in automatic lubrication
systems, which apply the lubricant to the bull or
ring gear teeth at set intervals in metered
amounts. Pyroshield lubricants will not clog the
lube system and there are no solids to block or
abrade measuring valves. It also will not
accumulate on nozzles, clog or otherwise
interfere with the spraying process.
Comminution with pulse powerSwiss company SELFRAG AG is known for its
technology, centred on high voltage pulse power,
that is aimed at “revolutionising the comminution
process within the mining industry.” SELFRAG
has already sold a number of batch units to
institutes around the world, including the
globally-renowned Julius Kruttschnitt Mineral
Research Centre (JKMRC) in Australia, and is now
in the process of developing an industrialised
continuous system for mining applications.
COMMINUTION
MARCH 2014 | International Mining 31
COMMINUTION_proof 25/02/2014 10:41 Page 8

32 International Mining | MARCH 2014
COMMINUTION
SELFRAG’s high voltage fragmentation is a
comminution technique that uses electrical
discharges to weaken and/or fragment rocks.
Specialised high voltage generators are used to
create very powerful underwater high voltage
discharges, resulting in the formation of
shockwaves that cause widespread fracturing
inside the affected particle. Fracture patterns
generated by high voltage breakage resemble
those resulting from normal blasting, indicating
that high voltage fragmentation can be thought
of as a smaller-scale analogue of normal blasting
using explosives.
The company believes that the SELFRAG
method has two major advantages over
conventional comminution. Firstly, the interaction
between minerals and the induced electrical and
mechanical stress fields inside a rock matrix is
highly selective. This makes SELFRAG’s high
voltage fragmentation exceptional at liberating
minerals – ores treated using between 1 and 10
kWh/t are generally liberated both coarser and
more selectively. This has been shown to improve
concentrate quality for nickel and copper ores.
Alternatively, this improved liberation may be
used to increase the grind size of an ore, which
could represent a considerable energy saving.
SELFRAG’s Lab system, sold to geology and mining
institutes, has proven successful in liberating
zircons and other minerals for dating of rocks.
The second advantage is the ability to weaken
rocks using small energy inputs; energy inputs of
1 to 4 kWh/t, have typically given weakening
values of up to 160% and Bond work reductions
in the range of approximately 5% to 20%.
JKSimMet simulations have demonstrated that
these strength reductions can result in significant
overall energy savings. In the case of a SABC
circuit with two ball mills (see above), power
draw of the SAG mill was kept constant to
produce a finer product from the weakened feed;
this change in the circuit power balance was
sufficient to allow shutdown of one of two ball
mills, resulting in significant power savings as
well as considerable reductions in other costs
such as grinding media and liners (see diagram).
“At SELFRAG we currently have a pilot plant
capable of processing up to three tonnes per
hour,” explains CEO, Frédéric von der Weid. “We
have been using this plant for internal
development, as well as processing of bulk
samples for mining and exploration companies.
In the last six months, third party projects have
included platinum, copper/gold and silver
applications. We have also already completed
engineering work on a modular 10 t/h pilot unit;
this modular design represents a scalable
concept allowing for throughputs of 100 t/h or
more to be reached.” SELFRAG also offers
services in high voltage characterisation of ores
to the mining industry. In addition to mining
applications, SELFRAG is also actively developing
exploration solutions for the diamond market,
machines for the recycling of a wide variety of
feedstocks, and units suitable for ultra-high
purity fragmentation applications such as silicon
rod crushing. SELFRAG’s batch lab unit is already
installed in over 20 institutes around the globe,
including in Australia, Japan, China, North
America, and Brazil.
Mill girth gearsEngineering group David Brown is a leading
player in the design and manufacture of the large
girth gears that drive large AG, SAG, ball and rod
mills. IM spoke to Henk du Preez, Engineering
Manager of David Brown South Africa, on the
available technologies. Fabricated steel gears are
becoming increasingly popular and represent a
newer alternative to cast gear blanks, delivering
the benefits of steel gears without some of the
risks of casting steel. Fabrication allows the
designer to use a more cost effective structural
steel where the high hardness requirement is not
necessary, with the structural strength of the
structure being checked using Finite Element
Analysis (FEA) modelling techniques.
Girth gear design is stiffness limited and
deflection should be controlled to ensure good
load distribution over the tooth in contact. The
high hardness requirement for the
rim is necessary for tooth loads only.
Stresses away from the tooth root
and flanks are very low, making it
possible to utilise normal structural
steel for the gear structure. Proven
forging practice and reduction ratios
in excess of 6:1 are already
extensively used for pinion shafts
and gear wheels by David Brown,
minimising the risk of defects. Reduction ratios in
excess of 6:1 reduce segregation, eliminate
centre line defects, refine grain structure and
increase material toughness and integrity.
Commercially proven alloys are used, giving
minimum hardness values from 180 to 340 BHN,
and much higher impact strengths, typically 35J,
but can be as high as 90J. Du Preez comments:
“Whereas some fabricated gears have been
manufactured using cold formed ring segments
for speed and low cost, David Brown utilises a
unique hot forming process specifically
developed for girth gears. This delivers greater
material consistency and reduces residual
stresses.
Although fabricated gears are on the rise, cast
steel is the traditional material used for girth
gears and hardness ranges from 180 to 320 BHN.
Although, there are risks associated with large
steel castings, upgrading by means of welding
prior to final machining eliminates the effect on
the final product. Du Preez comments: “Proven
David Brown procedures are used to ensure
optimal quality and control any necessary
upgrading. With mill power and size ever
increasing, foundries have to produce larger
castings with higher hardness. A higher hardness
often means richer alloys, which can be more
difficult to manufacture, however technologies
such as liquid drenched castings, as used by
David Brown enable higher hardnesses at
optimum quality. Castings weighing over 20 t at a
hardness of 320 BHN are now being produced for
girth gears by specialist foundries.”
Du Preez added that Spheroidal Graphite Iron
(SGI) gears offer further material benefits when
compared to cast steel girth gears. The material
solidification properties allow easier casting,
whilst a sound material choice enables shorter
manufacturing processes and the delivery of a
robust girth gear. A well designed and
manufactured SGI girth gear will prove to be a
reliable component in the mill drive system. SGI
has a lower stiffness, meaning that the deflection
under a given load is more than that for steel
which improves load sharing across the face as
well as between teeth. IM
Several technologies are availablefor the manufacture of girth gearsfor driving large mills
COMMINUTION_proof 25/02/2014 10:41 Page 9

Ian Smith, Managing Director and CEO of
Orica Ltd addressed 500 guests at the
Melbourne Celebrates Mining dinner at the
end of October last year on the theme of
innovation, noting that “65 to 80% of energy
consumption in mining is consumed in
processing while 20 to 35% is consumed in the
actual mining itself. 98% of the energy used in
comminution is lost as heat, noise and
mechanical losses while only 2% is used in
particle breakage. Extensive research by the
industry has already identified the following
methods for improvement: smart blasting, pre-
concentration and new grinding technology.
“Chemical energy is about 25 times more
effective than mechanical energy for breaking
rock even though current explosives are still
only 30 to 60% of their theoretical potential
effectiveness for breaking and moving rock. This
is an area Orica is working on through better
formulation of explosives and improved
application in the field.”
Turning to ways that mining can be more
efficient and even more socially responsible he
used the example of a nonferrous open-pit
metal mine. “Comminution accounts for 53% of
the energy consumed on a typical metal mine
site. Emissions from diesel and electricity are
typically 29-32 kg of CO2e per tonne mined
whereas emissions from explosives are 0.2 to
0.4. Electricity accounts for approximately 55%
of this output in a typical
open cut coal mine and 75
to 85% in a nonferrous
metal mine. If you reduce
the size of the feed
material to the
comminution circuit in a
metal mine from 150 to 80
mm (F80) through using
explosives more effectively
you get about a 55%
increase in throughput.
This means you can
increase your output
without spending more
capital or you can reduce the energy
consumption and emissions by around 30% for
the tonnes mined.
“If such an approach was applied around the
world a significant contribution to reducing
greenhouse gases would be achieved without
impacting our lifestyle. Energy efficient
comminution strategies provide:
1. Improved overall environmental impact
2. Improved social license to operate
3. Improved outputs and earnings.
“As we exhaust easily accessible high grade
orebodies comminution efficiency will become
increasingly important. Through the more
effective use of the chemical energy in
explosives we can mine more for less impact.”
Better blastingAccording to South Africa’s BME, open pit
operators, unaware of the benefits of electronic
blasting systems, are losing opportunities to
reduce operating costs and simultaneously
increase the efficiency of downstream crushing,
screening and milling operations.
Tinus Brits, Manager, AXXIS Detonator
Technologies at BME, adds that opportunities to
FRAGMENTATION
34 International Mining | MARCH 2014
Rock breaking
John Chadwick looks at ways to do it better and savecrushing and grinding costs, and more
Split-Desktop version 3.1.1 was released latelast year. Split-Desktop refers to the "user-assisted" version of the Split™ rockfragmentation measurement software. Digitalimages acquired in the field can be analysed ona laptop or at the office to determine the sizedistribution of fragmented rock at any stage inthe process. The source of these images can bea muck pile, haul truck, leach pile, draw point,waste dump, stockpile, conveyor belt, or anyother situation where clear images of rockfragments can be obtained. Within Split-Desktop, the images are manually scaled andedited for optimum accuracy
Aramine has a new ANFO charging pallet that isadaptable and offers five different tankcapacities. The 250 litre tank has an emptyweight of 220 kg; the 400 litre weighs 350 kgand the 570 litre, 500 kg. These pallets are easyto use, can be moved by forklift or crane and bemade available quickly. There is an on-board,foldable platform for convenient tank filling.This unit is primarily designed for an operationwhere an ANFO Charging Truck is not availableor as a backup in case of breakdown
FRAGMENTATION_proof 25/02/2014 12:17 Page 1

36 International Mining | MARCH 2014
reduce emissions of carbon dioxide - the most
common of greenhouse gases and a major
contributor to global warming - are also being
lost by open pit operators who continue to use
older shock tube technologies in preference to
electronic initiation systems.
“Perceptions still exist that electronic
initiation systems are more complicated and
expensive to use than older technologies. The
tendency amongst many operators is to directly
compare costs between the two systems. As
shock tube systems are cheaper than electronic
systems, the assumption is made that the older
technology is more cost effective.
“The fact is that drilling and blasting costs in
operations are transparent. This exposes drilling
and blasting to become corporate targets for
cost reduction. The activities become the focus
area for cost-cutting and often, unwittingly,
operators do more harm than good through
taking actions that appear obvious.
“No real consideration is given to benefits
that accrue through increased production and
throughput in the crushing, screening and
milling operations where considerable savings
can be achieved, and often become obvious
after the first successful blast,” says Brits.
“The benefits of electronic systems are
huge,” says Brits adding that open pit operators
who have moved over to the systems during the
last two years have made considerable savings
at their operations.
“The primary benefit lies in the flexibility of
electronic systems like BME’s AXXIS systems,”
says Brits. “One item in the magazine can give
any delay required - something that is
impossible with shock tube.
“The dramatic difference in accuracy between
shock tube and electronic systems is not
appreciated. Using the accuracy in well-
designed blast timing plan can dramatically
transform operations. The accuracy allows for
optimal interaction of the shock-waves between
adjacent blastholes to enhance fragmentation.
This is not possible with inaccurate initiation
systems.”
Programmability allows settings to be varied
from zero to 10,000 milliseconds in 1 millisecond
intervals. Blasts can therefore be modified to
suit operator needs and the particular geology
of an area. Electronic detonators do not suffer
the problems of cut-offs that all older initiations
systems have and “therefore allow for much
larger blasts to be fired without risk of cut-offs
and failures.” says Brits.
Furthermore, two or more blasts can be fired
next to each other because electronic initiation
systems are impervious to rock from one blast
site landing on another site.
Two-way communications between the
blasting box and detonators means that
problems can be identified before a blast.
Misfires can be prevented, as the system will
identify where a possible failure will be and this
can be corrected before the blast is fired. With
older initiation systems, any damage to down
lines will not be identified and the resulting
misfires will only be discovered after digging
into the muckpile has commenced.
“To fully realise the potential of electronics,
however, means looking beyond breaking rock
at the face. Finer fragmentation in a blast means
that more material passes through the crusher
circuits, thus improving profitability, as more
stone moves through the gate. Massive savings
can be made on electricity costs at the crusher.
Load and haul rates improve. Wear and tear on
plant is reduced. Throughput in tons per hour
increases and, as fragmentation is better, the
risk of equipment breakdown is reduced.”
The major, often unconsidered beneficiary of
electronic initiation systems is the environment,
says Brits. “The manufacture, transport and
firing of 1 t of explosives will create about 4 t of
carbon dioxide equivalent greenhouse gasses.
To load and haul the rock blasted by the 1 t of
explosives will produce about 8 t of greenhouse
gasses; to crush and process the same rock will
release about another 32 t into the atmosphere.
“Effective breaking of rock during the drilling
and explosive phases, will increase plant
efficiency and significantly reduce the
greenhouse gas emissions in the downstream
processes.”
Last year Dyno Nobel joint venture partner
Buckley Powder Co conducted a Differential
Energy™ blasting trial at a gold mine in the
western US. The trial showed Differential Energy
increased overall shovel productivity by 8%,
reduced powder factor by 18%, eliminated the
need to dewater wet drill holes and reduced all
visible NOx after-blast fumes over traditional
blasting methods.
The trial was a major success; improving
fragmentation, reducing fumes and increasing
ore production. The customer will be
implementing Dyno Nobel’s Differential Energy
system throughout the mine site.
To test the ability of the Dyno Nobel (DetNet
South Africa) DigiShot® initiation system to
deliver firing times that ensure independent
detonation of the primary explosive at both
ends of the column, a production blast was
designed to test two techniques of initiation and
determine the best method to use for fragmentation.
One half of the blast was designed for both top
and bottom primers to detonate simultaneously.
The other half of the blast was programmed
with a 25 ms delay between the bottom and top
priming unit firing times.
Observations of the blasted material after
detonation showed a definite difference in
overall fragmentation and oversize. The side of
the blast with primers programmed to fire at the
same time showed better fragmentation and
reduced oversize. Mucking of the blasted
material confirmed the initial observations made
at the time of the blast event.
The concept of multiple priming was
originally introduced to blasting as a means of
ensuring complete initiation of the explosive
column in each blasthole. By using precise
DigiShot detonators to instantaneously initiate
firing multiple priming units or tracing the entire
length of the explosive column with detonating
cord, it was hoped that completed initiation of
the column would enhance results.
Another common technique calls for the
placement of primers at opposite ends of each
explosive column with a delay between primers
to have bottom-hole initiation with a back-up
primer for complete column detonation. Some
blasters tried using identical delays for both
priming units, but the inaccuracy of the
traditional pyrotechnic detonator made the
results inconclusive.
By splitting the blast event in half and
designing the primer firing sequence to have
half the blast with instantaneous initiation and
FRAGMENTATION
A typical result from an AXXIS blast – goodfragmentation, even muckpile and effectivethrow
FRAGMENTATION_proof 25/02/2014 12:18 Page 2

half with a 25 ms delay
between bottom and
top primers, Dyno Nobel
hoped to show the
advantages of precision
detonation and double
priming each hole for
instantaneous firing of
both primer units.
The basic firing time
(both surface delay and
blasthole) for the blast
was determined by
using Signature Hole Analysis (SHA) seismic
modelling to reduce off-site impact on
neighbouring properties. All holes were double
primed with primers placed at opposite ends of
the explosive columns.
The use of multiple priming with electronic
detonators can be an expensive proposition. The
DigiShot system allows the blaster to confirm
that each detonator is functioning before giving
the firing command which may reduce the need
to double prime to ensure that every explosive
column will detonate. Theories regarding the use
of multiple priming to enhance blast results have
been hard to test with conventional detonators.
With the precision of the DigiShot detonator, it is
possible to prime each end of the explosive
column and have independent detonation of each
priming unit. This enhances explosive
performance in the areas where it is most
needed, at the floor and toward the collar. The
collision of the two detonation fronts in the
explosive column has been thought to aid
fragmentation as well.
While this has not been fully proven, the
explosive column detonates in half of the normal
time, allowing better energy release into the
rock.
The results of this test blast served to confirm
that multiple priming
with electronic
detonators can provide a
fragmentation result that
adds additional value to
the use of electronic
detonators. Down-stream
production costs can be
reduced and more than
compensate for the cost
of using multiple
electronic detonators.
iRing Inc. has released
its new underground mining software solution,
Aegis Designer. Aegis Designer is a powerful,
standalone application that offers intelligent
automatic ring generation, intuitive editing,
effective pattern optimisation and advanced
forecasting. Aegis Designer allows for the fast
creation and editing of every aspect of ring
design, including drilling, loading, priming,
timing, slot design and more. It offers a flexible
and effective reporting system, as well as direct
communication with drills using the IREDES
format, and helps planners go from design to
production faster than before.
“The mining industry is constantly evolving,
and we believe that Aegis Designer is the next
evolutionary step in blasting software. We’ve
produced a software product that lets mining
operations to get closer to turning underground
“Aegis Designer represents a completeparadigm shift in underground blast design.This is exciting new technology that stronglycompliments CAE’s Underground PlanningSolutions” says Dylan Webb, Director ofMarketing and Strategy at CAE Mining. CAEMining is a global partner and distributor ofiRing products
FRAGMENTATION
MARCH 2014 | International Mining 37
For wheel loaders:min/max....30/90(100)tcapacity...max 450 t/hvolume max......8,5 m3
For excavators:min/max...50/160(200)tcapacity...max 600 t/hvolume......max 6,2 m3
mALLU M Series - Smmart mobile crushing for soffft rock miningALLU M Series - Smmma ALLU Finland Oy Jokimäentie 1, 16320 Pennala, Finland
Tel: +358 (0)3 882 140 Email: [email protected] bring the machine to tthe material, not the other way arouundg
FRAGMENTATION_proof 25/02/2014 12:19 Page 3

blasting operations into a precision
manufacturing process. We see the ability to
quickly design multiple scenarios and
immediately compare forecasts as a total game
changer,” said Mark Sherry, co-owner of iRing.
Its automatic ring generation can lay out
hundreds of holes in less than a second and
powerful editing capabilities let mine planners
get the exact designs they want in rapid time. The
comprehensive template based reporting system
allows for detailed metrics including fragmentation
profiles, costs, tonnage, powder factor, etc.
Quickly getting the correct design is facilitated
by fast and flexible automatic ring generation.
Planners can fine tune automatic rules on a per
ring basis. Intuitive click and drag editing is
combined with precise numerical editing.
Aegis Designer allows better forecasting;
predict break radii and fragmentation
distributions; use drill, blast and recovery costs
to determine production costs and predict
relative profitability of a design.
Users can quickly create and compare multiple
plans to see the differences caused by small and
major changes and se how changing financial
realities will affect costs and revenues associated
with drilling, blasting and recovery. Compare ‘as-
built’ to planned scenarios, and see how
deviations impact the bottom line.
Maptek’s BlastLogic™ drill and blast
management system harnesses under-used
information to enhance dig rates and improve
blast performance. Digging rates, toe and wall
control and loss or dilution provide a good
measure of blast performance. Aside from
operator ability, material digability is the
fundamental factor affecting production of
excavators and shovels. A shovel productivity
gain of more than 9% has been attributed to
consistently easy digability, of which drill and
blast is the key enabler.
Geology and structure aligned with targeted
blast objectives determine the drill and blast
design. Many sites already implement quality
checks on drilling and charge placement.
However, efficient use of this data is restricted as
it is often manually compiled into spreadsheets
or tabular QA systems.
The Maptek BlastLogic decision support
system assists engineers to harness existing
underutilised information to enhance dig rates.
Identifying areas of a pattern that can lead to toe
or oversize due to poor execution of drilling is
difficult.
Ambiguity associated with the actual placement
of charge can result in sub-optimal dig rates.
BlastLogic focuses on getting the fundamentals
of drill and blast right every time. This leads to
improvement on bench performance in critical
areas like pattern preparation, hole depth
variation, charging and stemming compliance.
Blast managementOf course it is essential to monitor and check
successful fragmentation is being achieved. Dyno
Nobel uses WipWare’s blast fragmentation
analysis software as a value-added tool to
enhance customer service. The Reflex technology
can be used to confirm and accurately benchmark
blast fragmentation. As WipWare notes, “blast
optimisation is different in every situation and
with every rock type. Using WipWare’s Reflex and
downstream Momentum technology blast
experts can quantify and optimise their blasts for
the lowest cost and maximum production.
“It is not unreasonable to project that
WipWare’s blast fragmentation technology saves
the mining and aggregate industry millions of
dollars in energy consumption and other related
costs while optimising productivity and
efficiencies.”
Some of Vale’s Sudbury (Canada) mines use
WipWare’s portable Solo technology to analyse
particle data in various aspects of the mining
processes. Mine personnel use it to analyse
particle data for various lengths of time. The
portability of the unit allows them to identify
where the mine’s challenges are with respect to
improving uniformity in particle sizes and allows
them to collect historical data in various mine
locations. With this information, the opportunity
exists to optimise particle uniformity and identify
where best to use WipWare’s Momentum
technology.
At the 4th Annual WipWare Training Seminar
on blasting optimisation in 2013 (a three-day
event) international blasting experts Jack
Eloranta of Eloranta & Associates (a regular
contributor to this article in the past) and Takis
Katsabanis of Queen’s University shared their
extensive knowledge and experience with the
gathering and related real-world examples of
blast optimisation successes.
Although the focus was primarily on blasting
and explosives, the organisers said that a
number of attendees from the mineral processing
side of the industry had come away from the
seminar “with a new understanding of the links
between blasting and milling relating to mine to
mill optimisation.” Seminar participants received
hands-on training with WipWare’s WipFrag and
Delta software packages and an overview of the
company’s Momentum, Reflex and Solo
automated systems. The hands-on sessions were
extremely well-received by all participants,
according to the organisers.
Momentum is a fully automated analysis
system for measuring the size distribution of
unconsolidated material on multiple conveyor
belts in real time without disrupting production.
This technology is highly configurable and
performs well in harsh industrial environments
for process automation and historical reference.
WipWare algorithms along with the latest
computers allow for its systems to analyse up to
four images per second.
Reflex is an automated real-time fragmentation
analysis system designed to measure particle
fragmentation on moving load/haul and LHD
vehicles without disrupting production.
Blast Movement Technologies’ BMM System
has been designed for routine use by site
personnel. The general concept is that remotely
locatable targets (BMMs) are installed near the
valuable mineral. They are located after the blast,
allowing the production team to know exactly
where the ore and waste is so they can be
separated and sent to appropriate locations –
improving mine reconciliation (IM, September
2011, p32).
BMT says “this technology enables a genuine
step-change in ore control and is generating
significant interest from some of the world’s
largest mining companies. The BMM System is
the first practical method to accurately measure
3D blast movement and therefore improve ore
loss and dilution and reconciliation. The system
is an integrated set of hardware, software and
support. The main components are BMMs,
Activator, Detector and BMM Assistant software.
Paul Adams of Canada’s Porcupine Joint
Venture states: “[because we] can now predict
ore movement much more accurately, both
dilution and ore loss have decreased
significantly, and profits are up.”
UK-based Blue Dog Scientific, run by Dr Gary
Sharpe, has developed a drill and blast system
which he says can significantly cut costs and
increase production rates. The basic focus is to
scientifically engineer and design tailored
solutions which minimise wasted explosive
energy but maximise outcomes. This includes
directional blasting and borehole partitioning,
exploiting simple and easy to implement
techniques to ensure the explosive energy is
directed in the optimal way into rock breaking
and rock movement and providing rapid
blasthole loading systems and charge
decoupling systems.
The approach, according to Sharpe, prevents
sending shock waves out equally in all directions,
which is both wasteful and potentially damaging;
and prevents explosives gas acting and escaping
equally in all directions, which is wasteful and
potentially detrimental. Explosive enhancement
engineering exploits rock breaking geometrics,
shaped charge effects and shock wave
interactions to:
� Very significantly increase the explosive’s rock
blasting power
� Reduce fumes and other negative outcomes
of commercial explosives
� Provide robust, cheaper and safer explosive
initiation and attenuation systems
FRAGMENTATION
38 International Mining | MARCH 2014
FRAGMENTATION_proof 25/02/2014 12:19 Page 4
Introduced in 2004, Ridgeback Marathon blasthole bits have set the standard for penetration rate, life, and reduced Total Drilling Cost in major mining operations worldwide. The toughness of patented HET inserts, coupled with the enhanced cleaning and gauge life of the patented Ridgeback shirttail and gauge design, provide a unique
solution to the challenges of blasthole drilling.
VENTED CONES
PATENTED RIDGEBACK SHIRTTAIL
ADVANCED HIGH PULL-DOWN BEARING PACKAGE
IMPROVED THRUST CAPACITY
HIGH ENERGY TUMBLED (HET) INSERTS
VARELINTL.COM
VAR-1509 Ridgeback ad International Mining-v1.0.indd 1 5/4/12 1:16 PM

� Allow much lower amounts of explosives to be
used per blasthole
� Ameliorate the need for costly and sensitive
priming systems and boosters
� Improve both rock fragmentation and its
control
� Reduce misfires or leftover explosives,
improving safety.
Borehole pre-conditioning is also being
explored, where the top and the bottom of
blastholes receive small modifications, by
explosive or mechanical means, to improve
results and enable significant reductions in
stemming and sub-drilling blastholes.
It aims to reduce explosive costs and loading
times; minimise costs and stoppage times
associated with problems such as back-break,
vibration, air blasts, fly-rock, fines and damage to
commodities; minimise pollution (fumes);
maximise rock fragmentation and rock
movement; and increase safety and reduce
damage caused by accidental blasts.
Sharpe says: "Rock and explosives science
states that enormous efficiency gains are
achievable, simply by employing commercial
explosives much more effectively and by
ensuring blasting design is mine and rock
specific. This systematic engineering approach is
a set of simple techniques and methods which
can potentially significantly reduce costs, while
simultaneously increasing returns and
productivity. The approach is based on the
fundamental principles of how explosives
systems and rock mechanics work together and
on decades of applied R&D in this area...when
these systems are applied and integrated
together, the opportunities for increasing mining
profitability become staggeringly large, because
the knock-on effects are cumulative - less energy
consumption, less machine wear and tear, less
ore dilution, faster and cheaper extraction of
commodities from blasted rock, faster turn
around times."
Blue Dog is also giving attention to dynamic
rock processing, in which small amounts of
commercial explosive might be used on already
blasted rock to release commodities, either as an
alternative or to assist mechanical crushing and
milling.
In November 2013, Blue Dog also commenced
a collaborative service agreement with BME
Mining in South Africa, whereby Blue Dog is to
provide “significant modelling and knowledge
expertise support”, working with Tony Rorke,
BME's Blasting Technology Director, across a
range of technical projects.
Blue Dog Scientific is developing new
generation propellant technologies with partners
worldwide. Propellant technologies does not
refer to using propellants as direct replacements
for explosives, as has been tried in the past, but
employing propellants as the power source in
revolutionary technological rock breaking “engines.
The technologies Blue Dog Scientific has
already developed with partners are incredibly
powerful, with demonstrated results. These, says
Sharp, are “revolutionising rock blasting and rock
breaking.”
These propellant technologies are incredibly
safe. They do not explode until confined and do
not require detonators. They have stand-off
distances of just meters from the blast and are
engineered not to produce fly rock.
They also ameliorate many of the problems
directly caused by explosives:
� They do not produce shock waves which can
cause hidden damage
� Produce minimal vibrations and fumes
� They result in minimal "fines" (dust).
Sharp believes that “propellant technologies
are definitely the future for a number of
underground mining activities.
“However, what is often missed is that the
pressures and burning rates they produce are a
far better match to the breakage and damage
mechanisms of rock than explosives ever can be:
� Rock is a relatively weak material with
compressive strengths in the 100 MPa range
� Rock has tensile strengths a tenth of
compressive strength in the 10 MPa range -
this is all that is required to break rock
effectively
� Cracks propagate and develop relatively
slowly in rock
� Explosives generate pressures three orders of
magnitude larger than the rocks’ strength, in
the 10 GPa range - this is not only wasteful but
highly detrimental
� Explosives apply pressure so suddenly to the
rock, that under these extreme dynamical
conditions, the rock actually becomes ten
times stronger - this is counter productive
� Different rock types and conditions require
completely different explosive products
� Explosives tend to cause extensive and
unnecessary micro-damage around boreholes
� Propellant technologies apply pressures
which are commensurate with the rock
strengths and apply it in a sustained and
steady way until the rock breaks
� Propellant technologies can very easily be
tuned to any specific rock and conditions
� Propellant technologies work best by keeping
the charge weight as low as possible - this
also prevents micro-damage.
“This is why we are breaking concrete with
just a spoonful of propellant in the engine and
blasting significant amounts of rock with just
tens of grams of powder per hole."
Better drillingA new version of the MDS-2000 drilling
management and control system from MOBA
launched last year has new features meaning it
can now be used to record the orientation of the
machine with GNSS antennae and the height by
means of laser reference. With telesupport,
MOBA also offers fast service via internet
connection.
By recording the machine orientation using
two GNSS antennae, the torsion on the machine
can be determined with very high accuracy and
included in the calculation of the drilling angle.
This simplifies and speeds up drill-hole planning.
The orientation can also be determined without
problems during bad weather conditions and in
darkness. Another new feature is the height
detection of the mount by means of laser
reference. The drill holes can thereby be drilled to
exactly same depth, even if the ground is uneven.
The MDS-2000 determines and stores drilling
angle, depth, time, GPS position and motor data
of the drilling device. The system uses this
FRAGMENTATION
40 International Mining | MARCH 2014
MOBA’s MDS-2000 drillingmanagement and controlsystem
FRAGMENTATION_proof 25/02/2014 12:35 Page 5

information for efficient application and drill-hole
planning. All data can be viewed at any time and
from anywhere via a web interface by means of
telematics. In addition, the system now also
records and stores drill-head data such as
torque, driving force and contact pressure. With
this information, the drilling speed can be
optimised and wear minimised.
CRCMining is developing a ground-breaking
high-pressure water jet system to improve
blasthole drilling performance. This should
significantly boost penetration rates while
slashing drilling costs per metre. The system
uses a high-pressure water jet incorporated into
a tricone drill bit. The water jet acts to cut a
groove in the base of the hole ahead of the
mechanical action of the bit, enabling the rock to
fracture more easily along the groove. When the
water jet groove is cut near the perimeter of the
hole, the drill bit is able to advance more rapidly,
with significantly less pull-down pressure.
Dihon Tadic, CRCMining’s Hard Rock and
Surface Mining Program Leader, believes there is
significant opportunity for this technology.
“Preliminary test results in several rock types are
very encouraging,” said Tadic. “Clever integration
of the water jet assisted blast hole drilling
technology with existing drilling equipment will
significantly improve drill performance and
reduce total drilling costs.”
Extensive research, development and testing
using CRCMining’s full-scale laboratory blasthole
drill has demonstrated significant performance
gains in various rock types. Drilling rates in hard
rock such as granite were improved by 35%.
Drilling rates in sandstone were improved by over
100%, with drastically reduced pull-down force.
Preliminary modelling indicates that a
commercial system may deliver a 20% reduction
in $/m drill costs.
“This technology is a potential game-changer
for some drilling processes,” Tadic said. “Single-
pass, surface blasthole drilling is the primary
target, with the performance benefits offering
reduced fleet sizes through productivity
improvement. Also, there is added flexibility with
hole sizes able to be increased – or smaller rigs
utilised – due to the lower pull-down force
requirements compared to conventional drilling.”
CRCMining is looking to demonstrate this
technology in a mine production environment in
collaboration with a suitable OEM partner.
CRCMining has also developed an innovative
pulsed water jet system for rapid breakage of
oversize rocks at drawpoints, ore-passes and
sizers, to reduce bottlenecks in material loading,
transport and processing.
“CRCMining’s pioneering rock breakage
technology employs a pulsed high-pressure
water jet system to rapidly fracture hard rock
boulders”, explained Tadic. “Extensive research
and development has demonstrated extremely
rapid, simple and effective rock breaking
capability, which importantly requires no pre-
drilling or other rock preparation. The technology
will provide the mining industry a faster and
more practical solution that will significantly
reduce the delays and cost of secondary
breakage.”
“This system has been developed in a
collaborative project at CRCMining for application
to oversize material at drawpoints of caving
operations. The core technology has application
to other rock breakage requirements including
size reduction at ore-passes and sizers, and is
envisaged to play a key role in processing
oversize in-pit material in continuous mining and
haulage systems.”
Uphole explosives delivery truckGlobal explosives major MAXAM has been
developing Mobile Explosives Manufacturing Unit
FRAGMENTATION
MARCH 2014 | International Mining 41
CRCMining’s pulsed water jetsystem also has potentialapplication to remoteoperation and non-entryautomated mining operationsfor improved safety andproductivity
FRAGMENTATION_proof 25/02/2014 12:35 Page 6

FRAGMENTATION
42 International Mining | MARCH 2014
(MEMU) trucks for both open pit and
underground mining projects for a number of
years. However, underground projects require
very specific solutions for each particular mine
case, and the nature of work always requires very
robust equipment, both in terms of technology
and reliability. The development of a new Up Hole
(UH) explosives delivery truck was aimed at
achieving a new design which could not only
perform reliably in underground environments,
but could also accommodate all the necessary
equipment for the operation, making the unit
self-contained. MAXAM worked together with
Getman on the project, giving it access to
Getman’s 50 plus
years of experience in
the construction of
equipment for
underground work.
The co-operation
during the design and
construction phase of
the UH truck is
described by both
companies as “very
fluent, and indeed and
important factor in the
success of the
project.”
The UH is a mobile
underground bulk
explosives delivery truck that has been specially
designed to load up holes. It is self-contained
and independent from other underground mining
equipment, which can help to shorten mining
cycles. It is capable of charging full rings and up
holes safely and efficiently. The hose is
positioned by a hose pusher and hose retraction
is automatic and electronically controlled. The
unit can deliver a wide range of densities with full
control, which permits accurate loading, full
monitoring and detailed reporting. The
explosives are transported and handled as a non-
sensitised matrix suspension, classified as an
oxidiser 5.1 material. The hopper has a capacity
of 5,000 kg of matrix, and density can be
adjusted to suit blasting requirements. The UH
can load up to 50 m long up holes and down
holes with a delivery rate of up to 70 kg/min.
Remote charging provides faster charging rates
and increased safety while a “reliable, low
maintenance system reduces downtime.” The
quantity loaded is customised for each blast hole
and the material sensitised only after loading
into the blast hole. The UH is capable of pumping
both of the main MAXAM bulk emulsion products
– Riomex and Rioflex. Riomex UP is the MAXAM
emulsion product especially developed for up
hole applications. This product is a gassed
emulsion suitable for use in up holes of up to 50
m long and 102 mm diameter with minimised
waste or reloading. This product can sleep up to
a week, which allows mines to schedule blasts
according to production requirements. Rioflex UP
is more energetic than the emulsion and can be
delivered with a wider range of densities (0.6-
1.3). Rioflex can be used in all underground
blasting applications , including development,
shaft sinking and up holes. It can be used in
production holes with a high density and in
contour holes with a low density. This can reduce
the amount of drilling required while improving
wall control.
To ensure safe operation the UH series has
also been equipped with a full range of safety
devices such as electronically controlled safety
FRAGMENTATION_proof 25/02/2014 12:35 Page 7

parameters; pumping line pressure sensor; burst
disk in pumping line; pressure relief valves in all
lines; pumping line flow sensor; and pumping
line temperature sensor. It also features timeout
trips, emergency stop buttons, a fire suppression
system, flowmeter in all lines, tank level sensor,
and pressure relief valves in all tanks.
The UH series is also capable of loading
explosives with different densities from hole to
hole – for example, it is possible to protect the
hanging wall using low density product in the
perimeter holes and then use a high density
product in the production holes, thus achieving
optimum fragmentation and reduced dilution.
AEL improves blasting at LetsengThe Letseng diamond mine, situated in the heart
of the Maloti Mountain Range in Lesotho, is the
world’s highest diamond mine peaking at 3,100 m
above sea level. Letšseng is owned by the
Lesotho Government in conjunction with Gem
Diamonds and is well recognised for producing
some of the highest value per carat stones.
Excessive damage to diamonds during the mining
and beneficiation process results in the operation
losing substantial revenue. This motivated the
mine to request AEL Mining Services to extend
blasting trials by an additional six months in
order to further measure improvements in
damage to diamonds. This challenge presented
an opportunity for AEL to demonstrate their
mining expertise, and to
showcase their electronic
initiating systems with
the benefit of improved
fragmentation uniformity,
improved muckpile
control, and further
downstream beneficiation
benefits. The initial
electronic blast was
carried out on October
20, 2013 based on the
current bench design
parameters from Letseng. The mine requested
the use of a V2 chevron; however, after a
calculated evaluation of the bench width, the
requested blast delay design was changed to
have a more optimal muckpile configuration The
ore bench required minimal material movement
into the bottom of the pit after blasting, as this
would otherwise comprise the design life of the
slope catchment berms, which is a safety concern
when it comes to falls of ground, as well as loss
of ore tons and delays in production. The added
technical challenge was a requirement from the
client to blast a ramp in conjunction with the
main blast, and subsequently, the material on the
ramp to be left in-situ.
The use of the software Viewshot allowed for
flexibility in the timing design, and the blasting
team could simulate different scenarios in order
to find the optimal timing solution. The design
was then transferred to the control equipment for
the Digishot Plus detonators. A proficient
understanding and manipulation of the timing
chevron resulted in the key objective being met
resulting in a blasting solution fit for purpose.
The end result: “a perfectly controlled muckpile
profile with minimal material thrown to the pit
bottom, and an improved uniformity in
fragmentation for optimal beneficiation
processes - exactly as the customer requested.”
The subsequent blast was custom designed to
incorporate the new design parameters, based on
invaluable lessons gained from the first blast.
Improvements were made on the desired
fragmentation size, and a marked time and cost
saving advantage was seen by the mine in terms
of load and haul efficiencies. IM
FRAGMENTATION
W E C O N V E Y Q U A L I T Y
Moveable Mineral Intake Systems
SAMSON Materials Handling Ltd.n-mh.com
FRAGMENTATION_proof 25/02/2014 12:21 Page 8

Today there are host of challenges facing
mine operators: the decision of whether or
not to invest in operations in a climate of
economic uncertainty; trying to justify much
needed upgrades to facilities, infrastructure that
has become outdated and unreliable; and
volatile energy prices and rising costs of
maintaining legacy systems are making
profitability hard to predict. Schneider Electric
considers the trends of big data and
modernisation emerging within the mining
segment as ways to address some of the
challenges. Big Data for Mining is Schneider
Electric's philosophy towards implementing big
data across mining operations, emphasising the
importance of integration across domains, open
architectures and energy management within
mine sites. Big data extracts value by layering
process analytics onto existing embedded
capabilities to identify abnormalities and
pinpoint waste, allowing mining managers to
reduce operational costs by performing
targeted, proactive maintenance and upgrades.
Intelligent Modernisation for Mining is the
approach Schneider Electric takes when
consulting with mining customers on their
modernisation strategies, focusing on creating
efficiency through operations and distribution
that use less energy, increase productivity,
reduce maintenance costs and increase cost
effectiveness. Intelligent modernisation focuses
on ensuring that capital investments are offset
by an increase in efficiency to streamline
operations to keep costs low.
IM spoke with Greg Magdanz, Director of the
Mining, Minerals and Metals Competency Centre
at Schneider Electric, about opportunities that
big data and modernisation present for the
mining industry. He highlights skill shortages,
rising energy costs and the challenge of ever
stricter regulations as drivers for greater
modernisation and streamlining in mining. “We
are optimising customer operations by
enhancing the visibility of information that is
already there and integrating it into one system
– thereby hugely increasing accessibility and
simplicity. Currently a lot of the information
relating to equipment performance in mining
and minerals processing is scattered; and could
be employed to increase efficiencies. This could
involve better use of energy, and diverting
unused energy to other parts of the process.
Integration will also remove the need to have
people on the ground conducting video
surveillance. Mines and processing plants could
even integrate weather prediction technology
into their management systems.”
Schneider says it means starting from the
ground up. As an example, its EcoStruxture
process integration architecture is designed to
help mining and other companies trying to cut
their utility bills manage energy usage and uses
data right from sensors on any equipment using
power.
All data and information on equipment
performance will be transferred to an open network
and managed by Schneider software, before
giving the mine management a comprehensive
view of assets in real time, including graphical
and diagrammatical representation of
performance, helping companies make
decisions to achieve better utilisation.
Schneider has a range of offerings for the
mining and mineral process industry. Process
efficiency is the foundation of improving plant
operational performance including timely
decisions that reduce production waste, and
intelligent data that help mines capture process
events, quantify their impact, and diagnose their
root causes. StruxureWare Plant Operation
Ampla offers a complete set of tools to help
mines achieve this, with 11 modules focusing on
specific process areas: Ampla Downtime, Ampla
Production, Ampla Energy, Ampla Metrics, Ampla
Inventory, Ampla Quality, Ampla Planner, Ampla
Recipe, Ampla Knowledge, Ampla Maintenance
and Ampla Cost.
StruxureWare Plant Operation Ampla is now
part of the StruxureWare software applications
and suites. StruxureWare is the brand name
identifying Schneider Electric’s various software
applications and suites to drive business
performance while conserving enterprise
resources. The StruxureWare software suite is
organised within a framework of three levels:
Control, Operations and Enterprise. Leading
global mining and manufacturing organisations
use Ampla as their Manufacturing Execution
System to drive efficiency. Ampla’s mining
specific functionality supports deployment
throughout a mine operation from extraction,
smelters and furnaces and onto storage and
transportation.
StruxureWare Plant Operation is an
operations management software solution used
to identify and improve plant effectiveness. It
helps organisations improve their
competitiveness by reducing costs, increasing
operational efficiencies, reducing losses, and
optimising energy consumption.
Acquisitions have also been key to the mining
offering. With the incorporation of Citect,
Schneider now offers Vijeo Citect, the operating
and monitoring component of PlantStruxure, the
new Process Automation System from Schneider
Electric. With its powerful visualisation
capabilities and operational features, it delivers
actionable insight faster, enabling operators to
respond quickly to process disturbances and,
thereby, increase their effectiveness.
Vijeo Historian is the information
management component of PlantStruxure. It
comprises the historian and portal
functionalities of the solution, enabling the
customer to accurately store data while
connecting their production and business
systems through its active data transfers and
simple, easy-to-use reporting. CitectSCADA is a
reliable, flexible and high performance system
for any industrial automation monitoring and
control application. It delivers actionable insight
faster, enabling operators to respond quickly to
process disturbances for increased efficiency.
PROCESS DESIGN AND MONITORING
44 International Mining | MARCH 2014
A procession of ideas
The design, monitoring and automation of mines andmineral processing facilities is a specialist area, and onethat brings together state of the art technologyproviders, consultants, equipment OEMs and engineeringfirms. Paul Moore reports on new developments
The new Emerson iOpsCentre in Austin, Texas
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:11 Page 1

One Source for complete
concentratorsFLSmidth is more than just an equipment supplier, we are
a solutions provider. Through our extensive global leading
equipment lines, we offer the full flowsheet for complete
concentrators. Through the integration of a comprehensive line
of FLSmidth resources, we will work together as your One Source
to develop your project while shortening your project schedule,
reducing CAPEX and optimizing OPEX.
FLSmidth integrates metallurgical testing, ore characterization,
process development, detailed design engineering, global
procurement, expert process control and localized services to
ensure fully customized solutions for our clients. Along with
equipment, FLSmidth provides the support you need to be sure
that your plant gets up and running quickly and stays maintained
for maximum performance.
For more information, visit us at: www.flsmidth.com

46 International Mining | MARCH 2014
Switch2Citect is a conversion tool that allows
customers to simply and reliably upgrade legacy
control systems to CitectSCADA. This reduces
Total Cost of Ownership (TCO) by minimsing
conversion and ongoing maintenance costs. It
also provides opportunities to take advantage of
the latest technologies to improve plant
productivity.
Most recently, in January this year, Schneider
Electric’s acquisition of Invensys was completed.
This acquisition sees two of the leading players
in the industrial market join forces to create a
more global, innovative, technology company
with a strong position in integrated industrial
automation, software and energy management.
Invensys in the mineral processing industry is
primarily known for its Foxboro and Wonderware
offerings. Wonderware provides real-time
production and performance information and
facilitates the more effective use of plant
information, giving more refined performance
indicators and better optimisation of plant
operations leading to improved allocation of
resources. It has been installed at Debswana’s
diamond mining operations in Botswana
amongst other customers. The Foxboro PAC
(Programmable Automation Control) system is a
high-performance automation controller
solution integrated within the Wonderware
System Platform using ArchestrA technology.
The next-generation Foxboro Evo process
automation system has evolved directly from
Invensys’ industry-leading technology, entrusted
to control and protect some of the world's
largest, most complex process facilities. The
system extends the company’s pioneering
Foxboro I/A Series control system, which is
known for its reliability and future-proof
architecture; integrates its world-leading
Triconex safety system; and provides a
component object-based engineering
environment. The Foxboro Evo system makes it
easier for users to incorporate and
run the operations management and
productivity applications. The
Foxboro PAC hardware marries high
performance, reliability and high I/O
density with cost-effective
redundancy options. The process
modules and I/O system form the
basis of a complete distributed
control and recording environment
capable of continuous analogue,
logic, and sequential control
combined with secure data
recording at point-of-measurement; all designed
to maximise return on investment (ROI).
ModularisationWith shrinking profit margins and increasing
costs worldwide, companies in the mining
industry are having to change their mindsets to
survive. Appropriate Process Technologies (APT)
believes it is helping to make this possible by
providing the appropriately selected modular
plants to process various minerals in a variety of
orebodies. The company philosophy is to
minimise start-up costs and plant installation
times, as well as lowering the energy
requirements and environmental impact
Because of the modular design in various
sizes, a project can start small and then be
upgraded by having extra modules added – this
means that a company can plan its capital
expenditure over the life of a project without
having to outlay the entire amount up front. This
approach has been implemented in various
ways. Some companies have chosen to start with
a smaller size plant, and then once revenue has
been internally generated, the next size plant is
installed. Alternatively, a client starts with lower
recovery plants (such as alluvial or hard rock
machines) and then adds the sequential units to
increase recovery percentage (crushing, milling
and cyanidation). This results in internal
generation of revenue and minimises equity
and/or borrowing costs.
APT’s Business Development Engineer, Gary
McFarlane says that APT prefers to have
personal interaction
with clients in order to
establish the best
mining
plants/modules for
each specific project.
“With our added
services such as
testwork programmes
and financial models, we can advocate recovery
percentages with predicted cash flow returns
and payoff periods. This puts into perspective
whether such a plant will be economical at
various processed tonnages and recoveries. We
can go to the high 90’s percentile recovery range
out of the gate, but this capital expenditure is
often unwarranted on a fresh ore type. This
phased approach also allows our clients to gain
confidence in the orebody, then implement the
next stage.”
APT has designed a range of plants from 1.5
t/h through to 250 t/h, thus allowing a mine of
any size or speciality to get started. APT’s
delivery lead times for the <3t/h plant range is
less than six weeks and the largest plants are
less than 22 weeks, thereby materially reducing
conventional lead-times; enabling earlier
generation of revenue.
McFarlane also stated how he sees the
mining sector was changing. “With the drastic
decrease in market capital and shedding of
assets from the large players in the industry, we
have seen a massive movement to the smaller
plant ranges of up to 20 t/h. The projects are
still there, but with the scarce availability of
capital for projects that are not of ultra high
grade, projects are forced to shift to this staged
development approach.”
Another concept of the APT design that
makes it so attractive is the “complete package
approach” of the plants. All plants larger than 10
t/h are installed and commissioned by APT,
everything right down to a gold smelting room
and a kitchen sink are provided. The training of
the mine personnel follows the installation and
then the plant is handed over. This takes the
responsibility off of the mine owner, and
provides a plant that will operate in any
environment, irrespective of location.
“The entire plant is pre-assembled in our
assembly works in Johannesburg, then after the
dry run, the plants are coded, packed, and
shipped. We do all of the processing plant,
nothing is left to the client, this way we know
the plant will perform as promised. It is a
complete solutions package.”
PROCESS DESIGN AND MONITORING
Schneider Electric argues that the increasedability to add more low cost sensors and moresystems will need to be associated to theability to deal with it and drive smart decisions.But the quantity of the information needs to bealigned with the quality of information
Graphic showingcapital cost reductionwith use of APTmodular plantapproach
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:12 Page 2

Flexibility of process contract typesFLSmidth is one of the few companies in the
minerals industry that can offer customers a total
package for plant design, engineering,
procurement, commissioning and start-up for
complete concentrator plants. After many years
of acquisitions and combining the best talent
from a number equipment and technology
companies, FLSmidth’s says its “global strength
enables the company to provide expertise,
technologies, and resources to engineer and
build complete systems, whether for a complete
concentrator plant with a global performance
guarantee or simply single pieces of equipment,
and everything in between.”
Traditional project execution involves bidding
out individual products. Although this is always
an option for its customers where FLSmidth will
bid during the basic and detailed engineering
phases of plant development, FLSmidth has built
upon how their equipment is traditionally
supplied. They also offer the unique benefit of a
range of packaging options under different
contracting models that can save customers time
and money, while providing a more robust solution.
Each of FLSmidth’s contract models offers
different strategies and benefits to a project, and
all are effective in today’s dynamic market. The
company says it offers unique advantages of
expertise and value, providing solutions with
proven equipment and leading technologies.
The FLSmidth Engineering, Procurement, &
Services or EPS model is the complete solution
for the supply of concentrators. This process can
start with metallurgical testing and ore
characterisation which is carried out at new
state-of-the-art laboratories located in the
Minerals Testing and Research Centre in Salt
Lake City. These facilities work closely with
customers to receive ore samples that are
studied, characterised and tested to provide the
best total optimised flowsheet solutions.
With lower ore grades, harder, deeper and
more complex ores, it is becoming more and
more essential to offer mining companies the
right mineralogy, answers, process know-how,
equipment and services for optimising plant
design. FLSmidth argues that companies that
only provide some of these services don’t have
the ability to offer all of the synergies that are
realised when making all these testing,
equipment and process solutions available from
one source.
With the FLSmidth EPS model, a mining
company can take full advantage of the unique
orebodies they are dealing with by best
understanding what equipment they can use to
get the most out of their investment. FLSmidth
has a broad base of equipment options that are
recommended and supplied based on the results
surrounding the mineralogy. The company can
then provide expert services through start-up and
all of the engineering and products in between.
“This model offers the most comprehensive
performance guarantee available and mitigates
many of the risks involved with a large project
that would normally be sourced from many
unrelated suppliers.”
Recent EPS projects include partial EPS Supply
of a 40,000 t/d copper concentrator; partial EPS
Supply of an 18,000 t/d phosphate concentrator;
and EPS supply of a 2 Mt/y gold concentrator;
15,000 t/d copper concentrator; and 4 Mt/y TPA
iron concentrator.
The reality is, however, that for strategic and
other reasons, mines often choose to source
services and equipment through various
companies. With competitive bidding, working
through large engineering firms and the
globalisation of supply chains, FLSmidth says it
needs to “remain flexible to offer the mining
industry any combination of equipment that may
be needed for specific applications.”
With the Process Island option, FLSmidth
provides complete sub-sections of the
concentrator plant that the customer’s
engineering firm can place into the overall layout.
To qualify as a Process Island, there must be
some component of engineering added to the
equipment. A Process Island would involve
putting a number of distinct technologies
together to operate as a unit process. The
engineering involved in this would typically be
PROCESS DESIGN AND MONITORING
MARCH 2014 | International Mining 47
Local Presence - Global CompetenceNorth America, USAwww.dsiunderground.com
South America, Chilewww.dsi-chile.com
EMEA, Austriawww.dywidag-systems.at
APAC (ASEAN), Australiawww.dsiminingproducts.com/au
www.dsiunderground.com
The DYNA® Tork Bolt transfers Dynamic Loads of a Rock Burst into the Support System through the resin to rock interface.
Innovative SolutionsDYNA® Tork Bolt
Advanced Resin Mix and Anchoring Ability Provides ultimately yielding Support in
Dynamic Rock Burst Conditions
Unique Mixing-Helix Reduces Costs Patent Pending Design
DSI SUPPLIES SAFETY
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:12 Page 3

process and technology related and could involve
wrap around guarantees. An example of a
Process Island would be a Comminution Island
(crushers, mills, cyclones, and pumps), Grinding
Island (crushers and material handling),
Dewatering Island (thickeners and filtration). A
combination would be to provide the combined
technologies along with structural support. Each
process island package comes with FLSmidth’s
performance guarantee within the island battery
limits. This approach saves time and money and
simplifies the overall project execution.
Finally, the Bundled Products contract model
allows customers to purchase multiple pieces of
FLSmidth’s brand name equipment under a single
supply contract. The benefit of this is that the
customer can typically get a slightly lower capital
cost (due to volume pricing or discounting) plus
the customer can reduce procurement and
engineering costs by working with a fewer
number of suppliers. All equipment comes with
FLSmidth’s standard mechanical warranty.
Advanced optimisationYokogawa, known for its CENTUM DCS systems in
mining, has supplied control systems to a
number of major operations. The KCGM Fimiston
gold plant had long relied on a CENTUM CS
distributed control system (DCS), and
experienced no major failures while it was in use.
In 2009, KCGM decided to replace this legacy
system with Yokogawa’s latest DCS, CENTUM VP.
Yokogawa Australia successfully installed this
new system and it has operated with no major
problems since the completion of this project in
late 2009. This commenced with the migration of
the human machine interface (HMI) from a
CENTUM CS Unix based system to a CENTUM VP
Windows based system. The legacy information
control stations (ICS) were removed and replaced
with new HMI stations and large screens. The
control room has eight, 50 in wall-mounted
screens and each HMI station has four monitors.
The CENTUM VP displays have an entirely new
look & feel and the new ergonomically designed
HMI stations provide access to significantly more
operation data and are easier to operate.
In April 2014, Yokogawa will begin offering
new solutions for optimising plant operations in
mining and other industries. These solutions will
be provided as part of Yokogawa’s VigilantPlant
Services suite to support safe, stable, and highly
efficient plant operations. The technology
underlying these solutions is Yokogawa’s newly
developed MIRROR PLANT online simulator.
The MIRROR PLANT simulator can visualise the
internal state of a plant process and make near-
term predictions on plant behaviour. An industry
first, this simulator operates in synchronisation
with the plant control system and features the
good performance required in commercial plants.
In recent years, there has been increasing
focus on improving plant safety and
strengthening competitiveness by making plants
more efficient. For example, in the chemical
industry, plant operators need, in real time, to
manage or adjust the state of catalysts and the
composition of the reagents and product
materials in a chemical reactor, to optimise both
plant productivity and product quality. However,
many of the process variables are difficult to
measure or cannot be measured directly. Based
on actual process information such as flow rate,
temperature, and pressure, simulation
technology can make predictions on items that
cannot be measured in real time: for example,
the amount of each component in a product, and
thus simulate the state of a plant. By means of
high-speed calculations, the simulator can make
near-term predictions on the state of a plant.
Operators can then anticipate events and take
action earlier to ensure safe operation.
Yokogawa and its subsidiary, Omega
Simulation, jointly developed the MIRROR PLANT
online plant simulator. It operates in
synchronisation with the plant control system
and constantly updates a process model. Based
on this simulator, Yokogawa will offer support
solutions that help its customers optimise their
plant operations. The MIRROR PLANT simulator
operates in synchronisation with the plant
control system. Based on real-time
manufacturing process information and using a
proprietary function for adjusting model
parameters, MIRROR PLANT precisely simulates
the state of a plant. By using plant models,
MIRROR PLANT visualises the current state of the
plant, the state of the plant up to several hours in
the future, and the state at plant locations where
it is not possible to measure temperature or
pressure. It then displays these results on screen
at a CENTUM VP integrated production control
system operator terminal or at a standard PC.
MIRROR PLANT also has an alarm function that
can alert operators to potential problems. As
such, the MIRROR PLANT solution can help
Yokogawa’s customers operate their plants safely
and efficiently while maintaining product quality.
Emerson Process Management recently
introduced its Integrated Operations Initiative to
address customers’ needs for streamlined
decision-making, easily accessible expertise and
the safe, collaborative collocation of essential
personnel. “Running safe, profitable production
operations is becoming increasingly challenging
in the locations our customers are working in,”
said Peter Zornio, Chief Strategic Officer of
Emerson Process Management. To overcome these
challenges and improve operational effectiveness,
manufacturers are turning to a new model called
Integrated Operations (iOps). While implementations
vary, key ingredients include: collocation of
cross-functional teams in more desirable locales,
collaboration tools like video conferencing and
other applications, real-time access to process
and asset data and streamlined decision making
workflows. The mining and minerals industry
could be a key user of the new systems.
To accelerate industry realisation of the
benefits iOps can provide, Emerson has
developed three distinctive offerings in its
Integrated Operations Initiative: the industry’s
most comprehensive and scalable automation
architecture; a real-world lab to experience
Integrated Operations, called the iOps Centre;
and consulting services to help customers
envision, plan and execute their own iOps
strategy.
Emerson states: “Real-time access to essential
information is fundamental to iOps and has been
a core focus within Emerson for decades.
Emerson’s innovation in key technologies is
unmatched: the world’s first fully digital plant
architecture, the first fully digital safety system,
the most robust wireless technology portfolio,
remote/low-power field communications, the
industry’s broadest offering of diagnostics-based
‘pervasive sensing’ instruments, and monitoring
applications to convert this data into actionable
information. Each of these innovations is
foundational to the Integrated Operations model
as they provide real-time insight to actual
conditions, giving personnel the confidence to
make better decisions.”
“Customers have steadily seen operational
improvement for years by deploying smart
automation technologies that provide them more
data – more visibility – into what’s really
happening,” said Jim Nyquist, Group VP for
Emerson’s Process Systems and Solutions
business. “But data alone isn’t enough. The real
opportunity is to imagine new organisational
workflows, like the formation of cross functional
collaboration centres that bring together
decentralised expertise to enable better, faster
decision-making.”
To give customers a clear sense of what’s
possible in the future of Integrated Operations,
Emerson has recently opened its state-of-the-art
iOps Centre in Austin, Texas. A real-world,
working model of a production enterprise,
customers can experience the next generation of
collaboration and real-time, multi-disciplinary
decision making. “We worked for nearly two
years on the vision and execution of the iOps
Centre,” said Nyquist, “partnering with industry
leaders ranging from Dell, Barco, Cisco, Mynah
Technologies, OSISoft, and more. The
enthusiasm and support for this project from our
partner companies has been outstanding,”
continued Nyquist. “We are able to showcase
leading-edge technologies in virtualisation, video
collaboration, telecommunications and more.
PROCESS DESIGN AND MONITORING
48 International Mining | MARCH 2014
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:12 Page 4

Customers gain a clear vision of what’s possible
through an experience they can’t get anywhere
else in the world.”
Lastly, to help customers establish and
execute their vision, Emerson has developed
Integrated Operations Consulting Services. First,
consultants help customers develop a vision for
their operations, based on ever-growing best
practices. Following human centred design
methods, Emerson works with customers to
define roles and work practices and to also
define applications targeted to individual user
requirements. Then, consultants leverage
Emerson’s deep project management roots to
help customers put their vision into action. These
recommendations are derived through onsite
visits, personnel interviews, assessments, and
analysis. This service is performed by senior
consultants with the right expertise to explore
opportunities and alternatives for taking
advantage of new integrated operations capabilities.
XPS and XT advance joint offeringThe Technology businesses within Glencore now
includes XT (previously Xstrata Technology) the
providers of equipment such as IsaMills, Jameson
Cells, IsaSmelt, IsaKidd and Albion Processes;
and XPS, a discipline leader in Process
Mineralogy and Plant Support, Process Control,
Materials Technology and Extractive Metallurgy.
These technology businesses are independent
businesses within the group, separate from any
commodity business. XPS says that this means it
can bring to its clients “a deep understanding of
a wide range of commodities, operations, and the
entire value chain, while providing independent
and fully confidential support for all our clients.”
XPS and XT have been long-time siblings and
have operated effectively in their respective areas
of specialisation, while ensuring they each
provide the best independent professional
advice. The two businesses now plan to expand
this collaboration into the new area of
Engineering Services.
XPS is a licensed metallurgical engineering,
technology services and testwork business based
in Falconbridge, Ontario, Canada that serves the
global mining industry. Since 2007 XPS has
provided complete flowsheet and process
development services for a range of commodi ties
including Geomet Unit selection, modelling, lab
scale batch testing, pilot plant demonstrations
and techno-economic studies. In recent years,
these activities have resulted in Process Design
Basis being produced for clients who then
proceed to engineering and cost estimation and
in certain cases, construction of the flowsheet.
Examples include, the Mont calm circuit, Kabanga
Concentrator and changes to the Strathcona Mill
flowsheet to treat the GeoMet Units from Nickel
Rim South Mine in Sudbury.
XPS has now announced that it can now
incorporate mechanical, electrical and civil
engineering into its product offerings by
partnering with long time sibling XT (Xstrata
Technology), which has a long history of
engineering of large scale IsaSmelt, IsaMill,
IsaKidd and Albion Process installations
including all the process equipment layout,
process control and electrical, structural and
PROCESS DESIGN AND MONITORING
XPS and XT are now partnering in the area ofEngineering Services
MARCH 2014 | International Mining 49
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:12 Page 5

mechanical ancilliaries. XT has engineered and
supplied critical equipment to over 18 IsaSmelt
installations with a total project installed value of
several billion dollars in every corner of the
globe. From its engineering offices in Brisbane,
Australia and Vancouver, Canada, XT provides
services from over 100 engineers, layout
draftsman, estimators and procurement services
personnel. The statement said: “The distinct
advantage of the XPS-XT Engineering Service is
the operations/maintenance experience we bring
to the project as we are aware, first-hand, what is
needed for a successful Type 1 start-up. This
experience is embedded in the project team from
process design to conceptual engineering to
operations training and commissioning support.
XPS-XT Engineering can work with other
engineering firms in providing all facets of the
EPCM cycle and can estimate and install all
manner of process equip ment. This partnership
will enable XPS to provide solid process
performance guarantees when appropriate.”
The partnership between XPS and XT is
believed to be unique to the industry where flow -
sheet development/testwork/piloting, process
control system design, materials technology and
design and process, mechanical/electrical/
structural design, and training/installation/
commissioning support can be delivered under
one roof, from people with decades of experience
operating the plants they design.
Mining’s automation futureProduct Manager Janne Kytökari is responsible
for mining industry applications and global sales
support at Metso Automation’s Minerals
Processing Systems unit and recently outlined
his thoughts on the main benefits of using new
automation systems in mining. He comments:
“With accurately controlled minerals processes,
such as the crushing and grinding circuit,
flotation and water management, the mine is
able to get a steady yield without any severe
deviations. A correctly tuned
control system can help the
plant achieve maximum
throughput. The main
advantage is that an
automation system allows
the process operators to see
what is happening with the
whole process – from
beginning to end – in real-
time. If any problems occur,
the cause can be traced
quickly and efficiently. All
process data, like detailed
figures on production and performance, are also
stored for reporting and other, later use.”
In addition, machine wear is often hidden until
the machine breaks down. With an automation
system that has integrated condition monitoring,
it is easy to collect and use all the relevant maintenance
information for scheduling preventative
maintenance actions. This can reduce process
downtime significantly. Naturally, automation
also has a positive impact on workplace safety.
Kytökari is convinced that automation and
information technologies will have a bigger role
in the future. As stated previously in this article,
minerals automation can be a valuable tool in
tackling many of the mining industry’s big
challenges, such as limited availability of water,
energy consumption, environmental responsibility
and the mineralogical complexity of ore.
He adds: ”In developed countries, where
safety is the top priority, mining and minerals
automation demand is already high, but mines all
over the world need some kind of process
automation in order to be able to run their
processes effectively. Although in some areas
where labour costs are low, a high throughput
mineral process plant can’t achieve a high yield
without a modern control system. This is why the
demand for minerals automation is growing
especially in countries like Brazil, Russia and
China.”
In terms of trends, he refers to the so-called
industrial Internet is something that will perhaps
change the way plants are run in the future. The
term includes issues such as machine-to-
machine communication and machine learning.
With the help of machine-based algorithms and
big data analytics, mining operations will be able
to understand the causal patterns of machines
and processes much more accurately than today.
“Allowing all Metso-manufactured machines to
be connected to the Internet opens a variety of
possibilities. Remote support from Metso’s
engineers and specialists to maintenance crews,
metallurgists and operators could help solve
maintenance and process issues quickly. Plus,
when machine data from Metso-manufactured
equipment can be gathered and analysed from
numerous plants all around the world, we may
find patterns that help us enhance the design
and quality of the machines.“
With the Metso DNA distributed control
system, information management and integrated
condition monitoring, any mineral processing
plant is able to control its processes, its
performance and deviations. Metso also provides
performance studies that examine the customer’s
process and suggest improvements. This in
particular is where Metso’s know-how in minerals
processing equipment, automation and minerals
processes comes together.
Upgrading PLCs at KittilaABB is currently upgrading the automation system
at Agnico Eagle's Kittila gold mine in Lapland,
with eight of its latest ruggedised PLCs for
controlling equipment in harsh conditions and
extreme climates. The PLCs will control the
sedimentation process of the concentrating mill
at Europe's largest gold mine, Agnico Eagle, in
northern Finland which is 150 km inside the Arctic
Circle.
ABB won the original contract for the main
automation system at the gold mine, and
configured and installed electrical automation
based on its 800xA Extended Automation system
and industrial IT architecture. The project
involved a large amount of ABB automation
components including ABB's 800 series operator
interface panels and AC500 PLCs for the underground
control of pumps, air conditioning, and the
motors used in ore crushing and processing.
However, a number of items of plant
equipment came with automation from other
vendors, including PLCs that were supplied with
the sedimentation facility that forms part of the
mine's concentrating mill. The PLCs were normal
industrial grade types, but housed in freeze-
protected cabinets located outdoors. Since
installation, however, this facility has suffered a
number of process stoppages because of the
environment at the mine, which includes very wet
and humid conditions and winter temperatures
as low as -40°C. If a process stoppage happens in
winter the impact can be severe, as the weather
can quickly add to the problem by freezing and
blocking pipelines.
There have been some four or five stoppages
a year, stemming from power outages, extreme
cold temperatures, or water droplets that form
on the PLC modules when the cabinet doors
were opened. In winter, condensation can
happens in seconds – almost the instant the
cabinet doors are opened and the benefits of the
cabinet's ingress protection are lost – because of
the very low temperatures and the moisture-
laden air around the concentrating mill. The
same problem can also happen in springtime, as
temperatures can swing between -25°C and 15°C
PROCESS DESIGN AND MONITORING
50 International Mining | MARCH 2014
ABB’s AC500-XC PLC can operate intemperatures from -30°C to 70°C, with reliablesystem start-ups in temperatures as low as -40°C
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:12 Page 6
Client-focused solutions across the mining & minerals value chain
Our Clients’ interests are at the core of our business decisions. Investment in ourpeople, open communication, innovative technologies and tailored solutions are thefoundation of our ability to meet our Clients’ needs. From project concept tocompletion, putting SAFETY FIRST.
Tenova Mining & Minerals provides total integrated technological solutions for themining, bulk materials handling and minerals beneficiation industries.
n Engineering & EPCM services n Open pit mining & underground solutions and bulk handling n Advanced process technology
& modular plant solutions n Solid / liquid separation n Electric furnaces & associated plant solutions n Client support services
Offices in the Americas, Africa, Europe, Asia and Australia
58 Emerald Parkway Road, Greenstone Hill Ext 21, Johannesburg 1609, South Africa+27 11 899 9111 [email protected]
TENOVA is a worldwide supplier of advanced technologies, products and engineering services for the metals and mining & minerals industries
TMM CORP GLOBAL ADVERT GEN 3 - ENGLISH -JAN 2014 ONWARDS_Layout 1 2014/02/20 3:06 PM Page 1

PROCESS DESIGN AND MONITORING
52 International Mining | MARCH 2014
from night to day, leading to heavy
condensation.
The mine operators decided to upgrade this
part of the control system to improve reliability
and uptime. They were very happy with the PLCs
that provided control in the hot and humid
underground environment and turned to the
supplier of these – main automation vendor ABB
– who proposed a solution based on the XC PLC.
XC is an 'extreme conditions' variant of the well-
known AC500 PLC family that is installed
underground. It has built-in protection against a
very wide variety of threats posed by harsh
environmental and operating conditions
including high and low temperatures, high
humidity, low air pressure, salt mist and
hazardous gases, and vibration and shock. In this
case, the new ABB XC PLCs will be installed at the
mine's above-ground processing centre – with
some I/O modules located at a remote water
pumping location and connected using ProfiNET.
Mining is one of the key target applications for
this PLC. ABB states that the harsh environment
at Kittila poses no problem for the XC PLC which
can operate in temperatures from -30°C, with
reliable system start-ups in temperatures as low
as -40°C. Its circuit boards have a conformal
coating to protect against moisture ingress. And
the PLC is protected against vibration and shock
and will tolerate a lot of mechanical stress – such
as accelerations up to four g from random
vibrations up to 500 Hz, or two g from sinusoidal
vibration. This built-in protection means that the
ABB PLCs are being installed in standard
uninsulated stainless steel cabinets – without
any need for freeze-protection heaters.
“Ruggedised PLC technology opens up new
design possibilities, allowing automation to be
sited right where the control I/O is needed, in
many cases without high-specification environmental
protection – as at this mine is deep inside the
Arctic Circle” says Risto Haavisto of ABB Finland.
Metallurgical solutionsRecent projects awarded to electric furnaces and
associated plant equipment specialist, Tenova
Pyromet, “are indicative of the company’s
commitment to proactively meeting its client’s
needs, through ongoing technological innovation,
supported by close interaction with the client
from project concept to completion”, says Tenova
Pyromet Managing Director Chris Oertel. Tenova
Pyromet is part of the global Tenova Mining &
Minerals group. “Our clients are faced with
increasing challenges in terms of harder to
access and lower grade materials, escalating
power costs and increasing legislative and social
pressure to minimise impact on the environment.
Our involvement with the client right from the
study phase and our position at the forefront of
technology in terms of improving efficiencies,
recovering more energy and reducing operating
costs and environmental impact, means that we
are well positioned to deliver optimum/fit for
purpose solutions that assist our clients address
these factors. Our current portfolio of work
includes a good mix of study work, from
investigating optimal furnace smelting solutions
for smelting pig iron through to ferrochrome,
technology development and execution projects.”
A contract recently awarded to Tenova Pyromet
by Metalleghe covers equipment design, supply
and supervision for a new plant to be built in
Mrkonjic, Republic of Srpska, Bosnia and
Herzegovina. The project includes an innovative
new automated hot metal handling and casting
system and an electrical stinger, the development
of which Tenova Pyromet is working on closely
with Metalleghe. The 24 month project is
expected to make Metalleghe the second largest
Bosnian company and is part of its expansion to
its silicon metal production facilities, by
developing a new smelter complex, within a few
kilometres of the existing Bosnian-Herzegovinian
Silicon Industries (BSI) operation. BSI is the
silicon metal and silica fume production arm of
the international Metalleghe Group. Tenova
Pyromet’s contract comprises detail design and
equipment supply of key furnace equipment and
associated engineering, detail design and supply
of plant electrical and automation systems,
cooling water system and detail design of the
furnace structural steel building, and training and
technical assistance during the site construction
phase. The majority of equipment supplied by
Tenova Pyromet will be custom designed in full
compliance with Republic of Srpska legislation,
fabricated within the European Union and
delivered to the project site.
An important Tenova Pyromet technology
being provided is the automation and control
system, which will allow interfacing between the
smelting furnace, raw materials handling system
and off-gas cleaning plant. Tenova Pyromet will
provide process guarantees for the smelting
furnace’s production rate and hot metal power
consumption per silicon metal unit produced.
“This project further cements Tenova Pyromet’s
reputation as a leading supplier of cost
competitive silicon metal furnaces,” says Oertel.
“It highlights our ability to provide a complete
peace of mind solution to the client, at a
competitive price, and play an integral role as an
extension to our client’s management team. Via
our financial department in Milan, we also
assisted Metalleghe with the arrangement of
their leasing agreement.”
In another recent contract award, BCL in
Botswana became the first recipient of Tenova
Pyromet’s new generation AutoFurn™ controller,
with the software supplied and installed within
three months of date of order. The many
additional features of the new generation
controller include enhanced furnace automation to
provide automatic slipping, electrode baking after
long slips and electrode sounding. By automating
the process and maintaining the required furnace
power and electrode resistances or currents, the
controller brings consistency to an operation,
allowing for rapid recovery from upsets, optimising
power input and reducing furnace downtime. The
controller also maximises furnace potential by
allowing it to run as close to its safe limitations as
possible. “Our AutoFurn controller is another
example of how our ongoing innovation is a key
differentiator, maintaining our position as a
leader in the field of furnace technologies,” notes
Oertel. “This proprietary software has been
employed successfully on furnaces for many years,
but we are continually improving it to
accommodate the changing requirements and
challenges of ferroalloy furnace operators. In
addition, our many references of successful
installations around the world also positions us
well to win contracts. We were awarded the BCL
contract based on the client’s experience of a
successful installation in the USA and on our solid
track record with BCL, which includes supply of
copper products and study work.”
The user-friendly controller can be applied to
existing furnaces and to those being built, says
Oertel. “Although the BCL plant is old with
limited field instrumentation, the software was
installed on two submerged arc furnaces at BCL’s
plant in Selebi Phikwe, in less than two weeks
from arriving on site to automatic control mode.
The challenges related to integrating the system
into the existing plant set-up were easily
overcome due to the adaptability of AutoFurn,
which enables it to communicate with existing
control systems.” IM
The BSI silicon operation in Bosnia
PROCESS DESIGN & MONITORING_proof 25/02/2014 13:13 Page 7

Rhodes Nelson, newly appointed Managing
Director of Multotec Manufacturing, says that
over the past four decades the company’s
screening media activities have been key to the
company’s growth. Nelson has worked within
Multotec Manufacturing for the past 15 years and
over the past four years was deployed in various
operational roles in
preparation to take on
this leadership role.
“Our vision is quite
simple – we want to
become the No 1
screening media
technology
solutions
provider for the
minerals processing
industry worldwide
within a five to ten year
period,” Nelson says.
“We intend to
accomplish this by drawing on our substantial
industry experience to establish structures that will
appropriately service our overseas customers. This
development will be expedited by the fact that today
there is a high level of connectedness in the global
mining industry in terms of technology. Whether
through industry forums, movement of personnel
between companies, or communication through
social media, mining industry players know what’s
out there and aspire to keep pace with technological
advancements.”
The journey to international growthIn 2003 Multotec embarked on the first leg of the
journey to internationalise the company in a way that
would allow it to participate in the global knowledge
economy, increase the skills and experience of its
personnel and identify new markets and
applications. Today, this is being advanced by
harnessing the company’s global customer base to
leverage design innovation. Partnerships with
customers are an important component of this
initiative, allowing Multotec to become far more
integrated in a knowledge economy that is moving
forward at a rapid rate.
“Many of our screening media personnel have
been with Multotec for decades and so we’ve
accumulated almost a generation of wisdom and
learning that has resulted in a keen understanding of
market trends and the requirements of these
markets, especially in the minerals processing and
beneficiation arena,” he says. “We recognise that it
is imperative to document this knowledge and
incorporate it into systems and support structures
that will take the company forward into its next
growth phase.
“At the same time, we’re
putting a lot of emphasis on
developing and retaining the
critical technical talent among
our newer staff members and
setting them on a path
to develop the levels of
technical capability
necessary to service
global customers. In line
with the majority market
we’ve secured in the African
region this represents a new
chapter for Multotec, as we
move forward in terms of
succession planning and sustainability. As a
maturing operation, we’re now looking at the bigger
picture and at the longer term and believe the
development of these skills will also boost the
country’s economic sector in general.”
Nelson adds that as customers come under
increasing pressure to extract maximum value from
their existing assets the screening media
market is evolving from being
purely a buying market
to one that demands
added value.
“It’s an interesting
fact that while the
actual screening media
represents about 2% of
the total capital cost of the
solution, the screen’s efficiency
is totally dependent on the
screening media and how it performs in
terms of the feed envelopes that render
downstream beneficiation processes optimally
and efficiently,” he continues. “The real spend comes
into play on the opex side where replacement and
maintenance of screening media and the support
sub-frame surfaces constitute the major operational
costs.
“Allied to this is that the deteriorating quality of
today’s ore bodies requires us to optimise screening
media performance on a continual basis. While
screens are originally specified for a certain grade of
ore, as the grade changes over time and invariably
deteriorates so the screen performance must be
adjusted and improved. In a sense, the interaction of
a screening media supplier with the customer is
never-ending so we need to develop a sound
understanding of each customer’s applications as
the ROM feedstocks continuously vary over the life of
mine.
“In addition, as a result of the depletion of skills
sets on the mines, screening media OEMs like
ourselves are now called upon to be the solution
providers and are being held accountable for the
equipment we supply. Therefore, as the
technological complexity of our products escalates
we’re increasingly being measured on
performance.
“We’re taking all these elements into
account as we move towards
realising our vision to
become the
world’s
screening media
supplier of choice,”
Nelson concludes.
ADVERTISEMENT FEATURE
MULTOTEC AIMS TO BECOME LEADING GLOBAL SCREENMEDIA SOLUTIONS PROVIDER
INTERNATIONAL MINING PROFILES
Multotec Group
PO Box 224, Kempton Park, 1620
South Africa
Phone: +27 011-923-6193
Email: [email protected]
Website: www.multotec.com
MARCH 2014 | International Mining 53
Building on a platform of robust growth in the African market that has positioned it as the marketleader, Multotec is now focusing on replicating its local successes to become the leading screeningmedia solutions provider in the international arena.
The innovative Multotec TeePeescreen panel which ensuresincreased open area and drainage.
The injection moulded polyurethane TeePee screenpanel complete with Saddle Top frame.
The Multotec Saddle Topframe which offers a unique
pinless panel fastening systemthat is growing in demand
worldwide.
MULTOTEC MARCH 14_proof 25/02/2014 14:12 Page 2

The consequences of mismanaging water
can be dire, to man, beast and mining
company. In just one recent example,
South Africa’s Department of Water and
Environmental Affairs (DWEA) has laid criminal
charges against the owners of a tailings dam
that overflowed and caused extensive pollution
of the Selati and Olifants rivers in Limpopo.
The dam, owned by Phalaborwa-based
mining company Bosveld Phosphates,
overflowed in late December due to heavy rains,
releasing highly acidic water into the Selati
River, which flows into the Olifants River, killing
fish over a 15 km stretch of water.
Noting that the company had contravened the
National Water Act, DWEA Director for
Compliance Monitoring and Enforcement Nigel
Adams explained that samples had revealed
water quality in the dam was well below the
levels stipulated in the Act.
SANParks spokesman Ike Phaahla said that the
environmental damage in the Kruger National Park
caused by the spill was “extensive and spreading”.
Moving waterPumps in all sorts of applications can be vital to
an operation’s water management. For example,
while many South African plants are still running
on Warman AH® series slurry pumps for highly
abrasive mill duties, an increasing number of
plant operators in other parts of Africa are
recognising that the latest generation Warman
MCR® rubber-lined centrifugal slurry pump from
Weir Minerals offers superior safety and low
ownership costs, as well as outstanding
performance and reliability.
“These pumps are recording major successes
globally across a broad range of commodities
and in Africa we’re looking at a number of
additional new MCR pumps going into operation
this year, so this technology is clearly
generating a substantial amount of market
confidence,” Rui Gomes, Product Manager:
Slurry Pumps at Weir Minerals Africa, says.
“The MCR pump is specifically designed for
mill discharge and cyclone feed duties,
incorporating a number of elements that
maximise performance in the most
aggressive wear applications.
Features such as impeller design,
liner material, specific speed
and bearing assembly allow
the pump to easily manage
large size particles in dense
abrasive slurries and offer
the right combination of
ruggedness, durability,
hydraulics and materials.
“A big advantage is the full
front throat bush adjustment that helps
with pump efficiency
and performance and is
critical to the efficient operation of the pump,
while a quick-change feature allows technicians
to replace the wet end of the pump on site.”
At a gold mine in southwest Ghana, a trial
installation matched the performance and wear
life of an existing Warman 14/12 AH metal pump
and a competitor’s 16/14 primary mill discharge
pump. The trial also sought to determine whether
a Warman 350MCR could handle the mill’s tonnage.
“The initial milestone of matching or
improving on the 2,100 t/h achieved by the
original pumps was quickly achieved,” Gomes
says. “The second and more critical goal was to
increase the wear life of the pumps and here the
target of 1,000 hours of operation without
failure was also achieved. The impeller lasted
about 1,900 hours before requiring replacement
and the R55 rubber liners continued without
needing replacement.
“A number of factors drove the success of this
trial. Firstly, the pump design was ideally suited
to the duty, compared to the pumps previously
installed —notably the contribution of the
MCR’s rubber lining to the substantial increase
in its wear life and the consequent improved mill
availability. We were actually astounded at the
performance of the rubber liners versus the
metal volute originally in place. At the four
month inspection there was still a substantial
amount of residual value on the liners and we
estimate getting to about 6,000 hours — six
times as long as the life of the metal volute.”
In another successful installation in the West
African gold industry, a Warman 350MCR was
installed to compare against a Warman 16/14 AH
metal pump. The mill was operating at flows of
about 2,000 m3/h to a head of 38 m and the
Weir Minerals Africa team had to install the MCR
to fit in with existing pipework and foundations.
The complete wet end was changed out after
about 1,400 hours, which more than doubled
the life of the metal volute of the 16/14,
effectively improving plant availability.
“This particular site was experiencing the
fairly common problem of mill balls coming
through the system and cracking the metal
volutes,” he says. “However, the R55
rubber liner offered an indirect,
but immediate solution to
this operational issue.
The customer was also
impressed by the quick
and easy adjustment
capability, the reduced
cost of replacement
spares and the improved
safety levels. This MCR was
installed in 2012 and we’re
getting similar feedback after 18
months of
operation.”
WATER MANAGEMENT
54 International Mining | MARCH 2014
Managing a preciousresource
John Chadwick looks at ideas and technologies to bestmanage water on mines and issuing from mines. Themining water and wastewater treatment market isexpected to grow from $2.29 billion in 2011 to $3.60billion in 2016, according to research by Frost & Sullivan
Weir Minerals’ new R55 rubber components areeasily identifiable by their unique branding tape
WATER MANAGEMENT_proof 25/02/2014 13:41 Page 1

56 International Mining | MARCH 2014
A third gold mine in West Africa agreed to
trial an MCR pump against its existing
14/12 AH pump and a full technical team
from Weir Minerals Africa designed,
supplied and fitted a retrofit base. This
plant was poised to increase its tonnage to
3,000 m3/h to a head of 39 m to boost
output.
“The throatbush ran for about 2,000
hours — far more than what was being
achieved with the 14/12 metal
throatbush,” says Gomes. “Both the
impeller and the liners were intact and are
still running at the moment, after about
3,000 hours without replacement.
“In brownfields applications, over
the years tonnages and requirements change
but the pumps very rarely change. This could be
detrimental if the pump becomes too big for the
duty, impacting on efficiencies and pump life, or
too small, affecting wear life. We’ve now proved
that we’re able to retrofit MCR pumps into
existing piping and foundations to achieve
significant improvements with little or no
downtime and we’ve started to focus on a
variety of commodity plants where there is
pressure to drive costs down and improve
processes.”
Wilden (well known for its air-operated
double diaphragm (AODD) pump technology)
has attracted a lot of attention for its Pro-Flo®
SHIFT. “The Pro-Flo SHIFT’s advancement in not
only performance but also energy efficiency
addresses many of the concerns of the modern-
day industry,” said Chris Distaso, Director of
Engineering, Wilden.
“The new Pro-Flo SHIFT represents a
significant breakthrough in energy efficiency
within the AODD pump category. Due to its
revolutionary design, the patent-pending Pro-Flo
SHIFT Air Distribution System (ADS) allows
Wilden AODD pumps to achieve up to a 60%
savings in air consumption over all competitive
AODD pump technologies, while providing more
product yield per standard cubic foot per minute
(SCFM)”, the company says. While it
dramatically improves energy efficiency, it also
costs 50% less than an electronically actuated
ADS, is submersible, and features plug-and-play
operation.
Its robust design makes the Pro-Flo SHIFT
ideal for use in harsh operating environments
and includes ATEX compliance for use in
potentially explosive atmospheres. The Pro-Flo
SHIFT has fewer operating parts, which equates
to less downtime and simple maintenance.
It is available in 38 mm, 51 mm and 76 mm
sizes and features maximum discharge
pressures to 8.6 bar, maximum flows to 1,056
litres/min and maximum solid-handling size to
13 mm.
The Abaque Series of peristaltic hose pumps
from Mouvex®, a leading manufacturer of
positive displacement pumps, have been
designed to meet the challenging requirements
of mining, thanks in part to its seal-free design
that eliminates leaks and product
contamination.
Mouvex Abaque pumps are ideal for handling
anything from abrasive and aggressive fluids to
shear-sensitive and viscous materials. These
self-priming pumps can run in forward or
reverse and offer suction-lift capabilities to 9 m,
as well as the ability to run dry without
adversely affecting performance. The Abaque
pumps are available in ductile iron and stainless
steel construction, allowing higher discharge
pressure to 16 bar.
The Abaque Series’ pumping action is
achieved by the compression of a circular loop
of elastomeric hose by two diametrically
opposed rotating shoes. This rotational motion
forces the fluid in the hose to move ahead of
each shoe. When each shoe reaches the end of
the loop, the reinforced hose immediately
returns to its original shape, ensuring suction
and priming. The housing is partially filled with
lubricant, aiding the smooth running of the
shoes on the hose. The inside of the hose and
the hose inserts are the only pieces of
equipment that come in contact with the
pumped fluids, allowing aggressive and
contaminated fluids to be pumped safely and
efficiently.
The hoses are available in natural rubber
(ideal for use with diluted acids and alcohols),
Buna-N (highly wear resistant to oily products),
and EPDM (high chemical resistance when
handling concentrated acids, alcohols and
ketones). Abaque pumps are available in ten
different sizes, with flow rates ranging from 0.26
to 1.283 litres/min and a choice of close-
coupled or bare-shaft drive.
Mouvex is an operating company within Pump
Solutions Group (PSG®).
Pumping solutionsXylem has provided a complete dewatering
solution, including Flygt pumps and agitators, to
drain some 35 million m3 of water from a
flooded mine in Sweden. The flooded
Leveäniemi open-pit mine in Svappavaara is
believed to contain some 110 Mt of iron ore. The
mine first opened in 1961 and operated until
1983 when recession forced the cessation of
work. When the world’s leading producer of
processed iron ore products for steel making,
LKAB, decided to undertake the challenging
task of draining the mine after almost 30 years
of inactivity, the company commissioned Xylem
to deliver a complete dewatering solution.
“We were acutely aware of the challenges
involved in emptying the mine given the volume
of water we were dealing with; a project like this
could have serious consequences if handled
incorrectly,” explained Peder Nensén, Project
Manager at LKAB, “An added challenge was
northern Sweden’s harsh climate which meant
that any solution would have to be able to cope
with freezing temperatures.”
“We have a strong presence in northern
Sweden and a long-standing relationship with
this customer,” explains Robert Nyberg, Xylem’s
Head of Aftermarket business for the Nordic
region. “In addition, Xylem has [relevant]
experience of dewatering projects in the mining
sector, having developed similar solutions for
mine dewatering projects in Sweden and
Norway, for example.”
The complete dewatering solution provided
by Xylem consists of two submersible Flygt 3351
pumps and four LS350/450 Flygt pumps,
delivering a total pumping output of more than
2.5 MW. These pumps are housed in a floating
pumping station in the centre of the flooded
mine and in a dry station on land. Xylem also
supplied 20 Flygt agitators which are designed
to prevent water around the pipelines from
freezing in winter months.
“Xylem worked closely with LKAB to deliver a
customised turnkey solution for this project,”
explained Nyberg, “This unique installation,
requiring a floating pumping station, was
designed specifically for this application by our
team and demonstrates how we can combine
our technical expertise and innovative approach
to solve complex dewatering challenges.”
“Floating pumping stations aren’t usually part
of our everyday work! To the best of my
knowledge, Xylem was in a unique position to
be able to deliver a total solution which
included the installation and peripheral
services,” he continued.
A double set of pipes, approximately 1,500 m
in length, connect the floating station to the dry
station, which, in turn, is connected to a 5-km
long gravity pipe, leading to the discharge point.
WATER MANAGEMENT
Wilden’s Pro-FloSHIFT is
available withmaximum
suction lifts to7.2 m dry and
9.0 m wet
WATER MANAGEMENT_proof 25/02/2014 14:05 Page 2
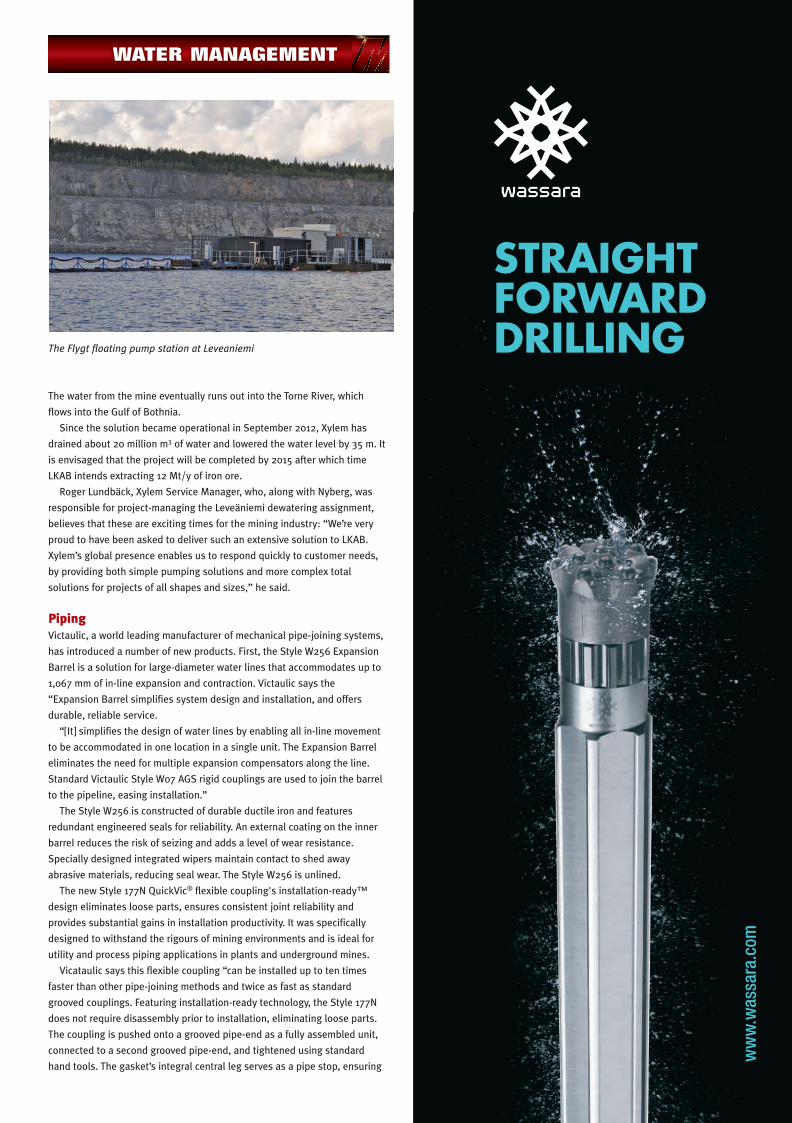
The water from the mine eventually runs out into the Torne River, which
flows into the Gulf of Bothnia.
Since the solution became operational in September 2012, Xylem has
drained about 20 million m3 of water and lowered the water level by 35 m. It
is envisaged that the project will be completed by 2015 after which time
LKAB intends extracting 12 Mt/y of iron ore.
Roger Lundbäck, Xylem Service Manager, who, along with Nyberg, was
responsible for project-managing the Leveäniemi dewatering assignment,
believes that these are exciting times for the mining industry: “We’re very
proud to have been asked to deliver such an extensive solution to LKAB.
Xylem’s global presence enables us to respond quickly to customer needs,
by providing both simple pumping solutions and more complex total
solutions for projects of all shapes and sizes,” he said.
PipingVictaulic, a world leading manufacturer of mechanical pipe-joining systems,
has introduced a number of new products. First, the Style W256 Expansion
Barrel is a solution for large-diameter water lines that accommodates up to
1,067 mm of in-line expansion and contraction. Victaulic says the
“Expansion Barrel simplifies system design and installation, and offers
durable, reliable service.
“[It] simplifies the design of water lines by enabling all in-line movement
to be accommodated in one location in a single unit. The Expansion Barrel
eliminates the need for multiple expansion compensators along the line.
Standard Victaulic Style W07 AGS rigid couplings are used to join the barrel
to the pipeline, easing installation.”
The Style W256 is constructed of durable ductile iron and features
redundant engineered seals for reliability. An external coating on the inner
barrel reduces the risk of seizing and adds a level of wear resistance.
Specially designed integrated wipers maintain contact to shed away
abrasive materials, reducing seal wear. The Style W256 is unlined.
The new Style 177N QuickVic® flexible coupling's installation-ready™
design eliminates loose parts, ensures consistent joint reliability and
provides substantial gains in installation productivity. It was specifically
designed to withstand the rigours of mining environments and is ideal for
utility and process piping applications in plants and underground mines.
Vicataulic says this flexible coupling “can be installed up to ten times
faster than other pipe-joining methods and twice as fast as standard
grooved couplings. Featuring installation-ready technology, the Style 177N
does not require disassembly prior to installation, eliminating loose parts.
The coupling is pushed onto a grooved pipe-end as a fully assembled unit,
connected to a second grooved pipe-end, and tightened using standard
hand tools. The gasket’s integral central leg serves as a pipe stop, ensuring
The Flygt floating pump station at Leveaniemi
WATER MANAGEMENT
STRAIGHTFORWARDDRILLING
www.wassara.com
WATER MANAGEMENT_proof 25/02/2014 14:05 Page 3

full pipe insertion, and metal-
to-metal bolt-pad contact
provides visual confirmation of
proper assembly.”
Being a flexible coupling it
permits a limited amount of
linear and angular movement
at the pipe joint to
accommodate expansion, contraction and
deflection. The Style 177N is available in 50 to
200 mm sizes and accommodates pressures
ranging from full vacuum 6,900 kPa. The coupling
is supplied with a grade “EHP” EPDM gasket for
water services or grade “T” nitrile gasket for air
services.
The Style 177N is an addition to the Victaulic
installation-ready family, which includes the Style
107 rigid couplings. Installation-ready couplings
join standard roll-grooved and cut-grooved steel
pipe.
The new Style 905 HDPE coupling quickly and
reliably joins plain-end high-density polyethylene
(HDPE) pipe. The coupling eliminates the need
for butt fusing, saving time and money. To
assemble a joint, the coupling is pushed onto a
lubricated pipe-end as a fully assembled unit,
connected to a second pipe-end, and tightened
using a standard socket or impact wrench.
Stainless steel retaining rings bite into the outer
pipe-wall around the pipe’s circumference,
offering 360o engagement that resists expansion
and contraction. Metal-to-metal bolt-pad contact
provides visual confirmation of proper assembly.
With no special pipe-end preparation
necessary and half as many installation steps,
Style 905 couplings offer a much faster joining
method than butt fusing. It is an installation-
ready™ coupling, which does not require
disassembly prior to installation. It can be
installed in seconds without fusion equipment or
specialty tools. HDPE pipe joined with Style 905
couplings is ready for immediate use; no cooling
time is necessary.
The coupling creates a union at every joint,
simplifying maintenance such as fitting
replacement, and enabling the pipe to be rotated
to extend service life in abrasive applications.
Upon pipe replacement, the couplings can be
reused, saving money.
The Style 905 coupling is available in 50 to 150
mm sizes and is rated for use with HDPE pipe
with standard dimension ratio (SDR) of 7 to 32.5.
Philip Wood, Export Sales Manager for
Polypipe told IM: “In designing and
implementing effective mine dewatering systems,
mine operators are taking a crucial step in
ensuring the long-term functionality and
profitability of a mining facility. With many mines
producing thousands of gallons of wastewater
per minute, systems capable of coping with
considerable volumes of pressurised water,
which may contain abrasive particles as well as
chemical solutions, are essential in keeping a
mine operating at optimum capacity, as well as
protecting the surrounding environment from
potential contamination. Any dewatering system
will need to take into account not only the
projected usage of water by extraction
procedures at the mine, but also the local climate
and environment. If a site is prone to frequent or
seasonal flash flooding, which could cause a
tailings pond to overflow, additional capacity
needs to be planned in. Proximity to rivers and
other water courses, either above or below
ground, will also require a more sophisticated
system. Extensive field testing, to examine a
site’s hydrogeology and climate and assess the
possible impacts of ineffective dewatering or
accidental overflow, is therefore essential and
should be completed as early into the planning of
a mine as possible in order to gain the relevant
permits. Consideration must also be given to the
welfare needs of mine personnel – water for
drinking, cooking and bathing must often be
pumped in and stored on site, so care must be
taken to ensure this fresh water cannot come into
contact with mine wastewater in the event of
excessive rainfall or equipment failure.”
Both open-pit and sub-surface mining
operations require effective dewatering systems,
which provide more benefits than simply
removing excess water from working areas. When
undertaken efficiently, mine dewatering also
ensures the stability of mine walls by preventing
erosion, reduces wear and corrosion on drilling
equipment and other machinery, and improves
workplace health and safety. Properly controlled
mine dewatering also helps protect the
surrounding water table from contamination,
protecting local ecosystems and maintaining
clean drinking water for surrounding
communities.
While pumps, valves and sensors are the most
high-profile aspects of mine dewatering systems,
the whole infrastructure can collapse if not
properly supported by appropriate pipework. In
fact, systems relying on weak pipework without
the required capacity can cause pumps to
burnout increasing operational and expensive
downtime costs.
In order to cope with water being pumped
from a mine, particularly where it must travel up
an incline or must be removed rapidly, the ability
to cope with pressurised water is a key
requirement for dewatering pipework. As a major
use of water in mines is in the excavation of ores
through erosion and wet drilling, wastewater will
inevitably contain sand, grit, rock fragments and
other abrasive material which is generally not
removed until the treatment phase of mine
dewatering. Pump these slurries from a mine at
high pressure and their abrasive properties are
amplified, adding to the strain placed on
pipework systems. As well as the capacity to
stand up to abrasive particles, pipework must
also be resistant to chemical corrosion or
softening.
Wood comments: “For mine dewatering
systems, polyethylene (PE) is an ideal solution.
Its resistance to chemicals enables it to
withstand even the most aggressive acids as well
as abrasive particles. PE pipes have significant
inherent strength and impact resistance. They
can be installed both above and below ground
and can cope with temperatures in the range of -
40°C to 60°C. The extremely smooth bore of PE
pipes offers reduced friction – meaning less drag
and turbulence when large volumes of water are
transported at high velocity. PE pressure pipes
can be jointed using butt-welding or electro-
fusion techniques to form a continuous
homogenous pipeline which affords no chance of
leakage. Specifying the correct pipework and
subsidiary storage can optimise the effectiveness
of a mine dewatering system, cutting down on
maintenance costs for the pipework itself as well
as pumping machinery. PE in particular is ideally
suited to the demands of mining operations,
offering inherent strength combined with the
reduced weight and flexibility needed for
transport to and installation in remote mining
environments.”
Polypipe offers a number of product solutions
for water management in mining applications
such as dewatering, storage and distribution.
These include PE100 pressure pipes, HDPE twin-
wall gravity systems – Ridgidrain and
RidgistormXL – for infrastructure and site
drainage, along with Polystorm cell units for
water attenuation and re-use.
Sustainability is always an important factor in
the choice of materials used to underpin mining
infrastructure, especially so on a project that is
destined to have a lifespan in excess of 60 years.
For the surface drainage of the rail marshalling
yard at the new Tonkolili iron ore mine in Sierra
Leone, operator African Minerals chose
Polypipe’s Ridgidrain. The company supplied to
the project over 4,000 m of 300 mm Ridgidrain
WATER MANAGEMENT
58 International Mining | MARCH 2014
Victaulic’s Style W256 Expansion Barrel isavailable in 600 to 1,000 mm sizes andaccommodates pressures of up to 2,065 kPaand straight-line movement of up to (1,067 mm.The Style W256 does not accommodate systemdeflection
WATER MANAGEMENT_proof 25/02/2014 14:05 Page 4

perforated twinwall pipe.
Specifying HDPE (high-density polyethylene) as a sustainable surface
drainage solution for the marshalling yard, African Minerals selected
Polypipe through a competitive tender process. The company cited a
number of factors that determined its choice of the UK manufacturer,
including excellent and effective communications, and the ability to work
closely with both African Minerals and its shipping agent to ensure that all
of the materials involved were manufactured to a precise specification and
that tight shipping deadlines were met.
Provision of full documentation was also a key factor, as African Minerals
Project Manager Gary Nel explains: “This project is extremely important to
Sierra Leone and as the mine operator; African Minerals is committed to
applying the highest standards to everything that we do. We are working to
internationally recognised performance standards and so we place high
demands on the materials we acquire for the mine infrastructure. The
Polypipe product is backed up by full certification, so meets our
specification in terms of documentation and traceability.”
Polypipe’s Ridgidrain system features a proven structured wall
construction with a reduced virgin plastic content. The structured wall
design gives high ring stiffness and strength and its lower weight, compared
with clay or concrete products, which means reduced transport and
installation costs and improved health and safety benefits for installers.
HDPE provides excellent resistance to abrasion and chemical attack and
withstands ground movement and differential settlement. The longer pipe
lengths available reduce the number of joints required, significantly
reducing the risk of leakage, while its extremely smooth bore resists
blockage and makes the pipework system more easy to maintain. The
product supplied for the Tonkolili project was fully perforated to allow
effective sub-soil drainage. Wood explains: “HDPE is the material of choice
in many mining infrastructure applications.” It is ideally suited to rugged
terrain, extreme climates and changing site environments.
In another Sierra Leone iron ore operation, a twinwall drainage system
from Polypipe has been installed in the first phase of the infrastructure work
at the Marampa mine using 150mm Ridgidrain pipes and associated fittings.
Infrastructure contractor Dawnus Construction was subsequently awarded
an additional package of work to drain and stabilise an existing tailings
dam. The Ridgidrain HDPE product was supplied for management of water
decanting from the tailings, into a pipeline to drain water within the tailing
dam wall to a local water treatment area. The Ridgidrain system offers a
complete solution for non-pressurised surface and sub-surface drainage
applications. It is lightweight and offers exceptional compression strength
with easy push-fit installation.
Flowrox has introduced the Flowrox Scaling Watch, a new product
WATER MANAGEMENT
Polypipe Ridgidrain HDPE product being installed
MARCH 2014 | International Mining 59
Dealer Inquiries Welcome
Find your local dealer: hannay.comInt’l: 518-797-3791 | N. America: 877-467-3357
Only one reel handles the
toughest treatment.
For safety underground, underwater, and aboveground, you need dependable equipment.Our reels are custom designed and constructedof heavy-gauge steel to absorb punishmentdelivered by the most demanding applicationsand the harshest environments.
High-quality materialsTrouble-free maintenanceBuilt to spec
Ideal for welding, hydraulics, communications, lubrication, fueling, and more
WATER MANAGEMENT_proof 25/02/2014 14:05 Page 5

designed for the precise measurement of
scale in pipelines and other fluid control
environments. Scaling is a common
problem in the minerals, metallurgy and
waste water industries, where production
rates can be adversely affected by the
hardening of iron, salts and other minerals
in pipes and valves.
This device is a wafer piece of pipeline
engineered for insertion between two
flanges for a precise fit that allows the
detection of scale that can reduce the flow
of fluids through a pipeline. It uses
Electrical Capacitance Tomography (ECT)
technology, which allows operators to see inside
piping systems without stopping the process or
opening up the pipeline, and enables 3D-imaging
and measurement of non-conductive media
inside process pipelines and tanks.
In addition, it uses a patented algorithm that
creates a 3D image of the process fluid in the
piping and generates trend data as well as show
free volume inside the pipe and the growth rate
of the scale over time.
Among other features, the Flowrox Scaling
Watch can show the scale thickness, scale
profile, growth rates over time, composition, and
free flow volume—all of which allow engineers to
understand areas where pipes are prone to
scaling. It is a predictive device—rather than
reactive—and allows its operators to address
scale issues before they reach critical levels that
can cause downtime or costly damage.
Designed to be manufactured in diverse
metals, the Flowrox Scaling Watch is
manufactured in carbon steel, type 316/316L
stainless steel and titanium to meet the needs of
industries with intense scaling issues that can
result in high costs of maintenance.
While the device is not designed to detect
scale on the entire length of the pipeline, it
precisely measures scale in the exact spot where
it is installed—usually in a section or segment
where the heaviest scaling is known to occur.
Todd Loudin, President and CEO of North
American Operations for Flowrox explained that it
“can model mathematically the scale build-up
and also provide calculations on the free
available pipe remaining.”
The technology behind the Flowrox Scaling
Watch was invented by Rocsole, of which Flowrox
purchased a portion and assumed the
responsibility for global sales, marketing and
manufacturing of the device.
Containing and conserving GSE Environmental, a leading manufacturer of
containment and drainage solutions, has signed
a global distribution agreement with TENAX, a
leading producer of reinforcement and
stabilisation products. Under this agreement,
GSE has the exclusive right to distribute, on a
global scale, TENAX geogrids used in mining and
environmental applications.
Geogrids are geosynthetic products used for
soil reinforcement and stabilisation in a variety of
applications where the native soils are too weak
to support expected loads or heavy traffic.
“GSE is excited to further our relationship with
TENAX. With this agreement, GSE offers the
broadest range of geosynthetic products and
services, and we can now provide complete
containment, drainage, and reinforcement
solutions to our global customers, wherever they
are located,” said Giovanni Capra, Vice President
Business Development, GSE Environmental.
“TENAX is thrilled to partner with GSE to bring
our highly-engineered reinforcement solutions to
a global environmental and mining customer
base. GSE shares the same commitment to
quality, innovation, and customer service that has
been a cornerstone of the TENAX culture since
our founding in 1959,” said Claudio Fenzo,
Division Director, TENAX.
GSE is a global manufacturer and marketer of
geosynthetic lining solutions, products and
services used in the containment and
management of solids and liquids in mining.
Greg Butlin, Ashland Water Technologies,
notes that dust causes many issues including
worker safety concerns, spontaneous
combustion, equipment wear and ore loss, all of
which impact a mine’s productivity. “Dust control
programs mitigate these issues protecting mine
employees and equipment as well as preventing
loss of product as it is handled. Spraying water
on roads, crushers, stockpiles and conveyor drop
points is the most common method for
controlling dust because it is easy to do and
appears economically attractive. Unfortunately,
in many areas, water is a scarce resource and the
effect of the water lasts only until it evaporates.
If the operation is not designed and well
maintained, excessive volumes of water can be
unnecessarily used without a positive effect on
dust control due to evaporation or runoff. Excess
spray water can also cause slipping
hazards, foul conveyor belts, and add
unnecessary moisture to the product being
shipped to the mine’s customers.
“A Canadian mine used spray water
equivalent to 5% moisture addition to the
ore to control dust. This created muddy
ore that was difficult to handle and
created a dangerous situation when it
prevented the doors on the skip used to
transport ore to the surface from closing
properly. The addition of 0.1% of Ashland’s
Zalta DS21-120 surfactant to the spray
water allowed the moisture addition to be
reduced to 0.75% resulting in an 84% reduction
in dust levels, elimination of skip door problems
and a 50% reduction in the lead levels in the
miners’ blood (caused by inhalation of lead
bearing ore dust). The net reduction in water
consumption was 594 million gallons per year.”
PurificationWesTech Engineering’s Iowa office has achieved
ISO 9001:2008 certification. The facility oversees
the General Filter and Microfloc product lines.
This certification is a process that documents and
verifies that a facility consistently operates at a
worldclass quality level.
WesTech placed priority on gaining ISO
9001:2008 certification for its Iowa operation
upon acquiring the General Filter and Microfloc
product lines from Siemens in September, 2012.
WesTech engineers and manufactures process
equipment and working solutions for wastewater
treatment as well as minerals processing.
Westech says “the engineers at Microfloc and
General Filter were the pioneers of some of
today’s most standard and trusted water
treatment processes, including the mixed media
filter bed, commercially viable tube settlers, the
upflow Adsorption Clarifier system, and the
process of introducing oxygen into a process
stream without breaking system pressure.
General Filter and Microfloc still own the
reputation for the most effective and valuable
packaged treatment plants on the market.”
Late last year, the Veolia Water Solutions &
Technologies Brine Concentrator System at
Energy Resources of Australia’s Ranger uranium
mine in the Northern Territory of Australia began
operations as part of ERA’s long-term water
management strategy. The system treats mine
process water to produce 1,830 megalitres of
clean water annually (1.3 Mgal/d). The project
will play an integral part in the progressive
rehabilitation activities at the mine. The system,
based on HPD evaporation technology from
Veolia, was delivered nearly three months earlier
than scheduled through close collaboration
between Veolia and ERA. An early delivery was
important as ERA’s detailed water inventory
WATER MANAGEMENT
60 International Mining | MARCH 2014
Ashland’s Zalta DS21-120 surfactant can greatlyreduce water use in dust suppression
WATER MANAGEMENT_proof 25/02/2014 14:05 Page 6

$1.5Bin copper
$2.9Bin non-metallic minerals, including diamonds, was produced in Ontario in 2012
$2.6Bin gold
$1.4Bin nickel
$787Min other metals such as platinum and silver
Opportunities for mineral exploration in Ontario abound. Powered
by global leaders in innovation and safety standards, our mining
practices are among the safest and most sustainable in the world.
With business costs lower here than in most G7 countries, Ontario
suppliers are more competitive – so you can depend on quality goods
and services, delivered on time, on spec and on budget. Innovation
is at our core. Make Ontario your next big idea.
YourNextBigIdea.ca/Mining
BIG IDEAIS YOUR NEXTHERE’S WHY ONTARIO, CANADA
Paid for by the Government of Ontario.
OGILVY DIVISION PUB: International Mining AD #: MEDTE-MIHY-2013-EN
Print Production Contact: FORMAT: MAGAZINE FILE: 89-37807-MEDTE-MIHY-2013-EN-SWOP.pdf
KATHIE HINSTA TRIM: 210mm x 297mm CLIENT: Ministry of Economic
RedWorks Delivery/Technical Support: (416) 945-2388 JOB #: P.MEC.MECADV.13026.K.011
O G I LV Y O P E R AT O RE G
PA S SF i n a l
medte-mihy-2013-en-feb-im
S:190 mmS
:270 mm
t:210 mmt:297 m
m
b:220 mmb
:307 mm

WATER MANAGEMENT
62 International Mining | MARCH 2014
modelling indicated a need for the capacity to
treat large volumes of water. Despite the
accelerated schedule, there were no safety
incidents in the more than 700,000 man hours
logged during equipment fabrication,
construction, and system commissioning.
“The Brine Concentrator is a critical
component of ERA’s future as the successful
treatment of process water is key to
rehabilitating the site and ensuring our water
balances are in full control,” remarked ERA Chief
Executive Rob Atkinson. “Without the Brine
Concentrator I don’t believe ERA has a future.”
Veolia’s industrial operating group in Australia
lent its assistance in the early design stages of
the facility and was subsequently awarded an
interim operations and maintenance contract by
ERA for the system. Early involvement of Veolia
Australia’s operations team allowed an operator’s
perspective to be incorporated into the design.
The Veolia operations team also provided for a
smooth transition from system checkout and
commissioning to full operation while allowing
ERA to focus their staff in other areas of the mine.
ERA Ranger, located 8 km east
of Jabiru and 260 km east of
Darwin is one of the world’s
largest uranium producers and
Australia’s longest continually
operating uranium mine. Uranium
has been mined at Ranger for
three decades and it is one of
only three mines in the world to
produce in excess of 110,000 t of
uranium oxide.
Earlier in 2013, across the
world, Veolia Water successfully
commissioned and begun
operational management of the
Northern West Virginia Water
Treatment Facility near
Mannington, West Virginia. The
Zero Liquid Waste (ZLW) facility
designed and built by
Veolia treats 3,500 gal/min
of mine drainage water. By
employing a ZLW process,
water of low quality is
extracted and treated, and
clean water is returned to
the ecosystem, improving
the water balance and
condition of the
Monongahela River
watershed. Veolia is
providing operational
management of the facility
for 10 years, guaranteeing
the owners continual performance and
optimisation of the system. The ZLW treatment
concept removes contaminants in the mine water
and reduces them to solid salts. The process also
uses a number of sustainable practices and
technology applications, reducing the carbon and
energy footprint of the treatment process.
This environmentally sustainable design and
construction approach was developed to help the
customer (then CONSOL Energy) meet discharge
standards for chlorides in West Virginia's
waterways. The facility treats water from the
Blacksville #2, Loveridge and Robinson Run
mining operations, which were recently acquired
from CONSOL Energy by Murray Energy in
December 2013. “In partnering with Veolia on
this firstof- its-kind in scale and scope project, we
were able to bring the water treatment plant
online on time, under budget, and in full
compliance with our permits," commented
Katharine Fredriksen, Senior Vice President
Environmental Strategy and Regulatory Affairs,
CONSOL Energy. "This demonstrates the success
of partnering with a company that shares our
commitment to our core values of safety,
compliance, and continuous improvement.”
To quantify the benefits of the water treatment
facility to the Monongahela River, Veolia
conducted a Water Impact Index (WIIX)
evaluation. Developed by Veolia, the WIIX 2
measures not only water volume, but the level of
stress upon local water resources, overall water
quality and indirect water impacts from
chemicals and electricity. Measuring all these
factors, the WIIX calculates the annual water
impact of the new treatment facility will be 1.3
billion gallons of high-quality water returned to
the Monongahela River basin, validating a
positive environmental impact by the water
treatment facility. “Veolia is continually working
to develop sustainable solutions to meet the
needs of our industrial customers while
benefitting the environment,” said Kirk Schwab,
General Manager of Veolia Water Solutions &
Technologies’ Pittsburgh office that designed and
built the facility. “We are pleased to deliver this
state-of-the-art project….and believe that it will
be the benchmark for mine water treatment in
the Appalachian region for years to come.”
Steve Hopper, Executive Vice President and
Chief Operating Officer for Veolia Environment
North America's Industrial business, said, "The
partnership goes beyond meeting new regulatory
requirements. It combines technical know-how
with operational expertise to implement a
solution which positively impacts the environment
while meeting the customer’s production needs
through guaranteed performance."
Pentair Advanced Filtration is involved in all
aspects of water treatment at mining operations
from mine camp potable water treatment and
waste water treatment; supply of process water
for mines in dry, arid regions; treatment of Acid
Mine Drainage (AMD) and treatment of tailings
water and recovery of precious metal s from
waste streams.
Aveng Water has patented the High
Precipitation Reverse Osmosis (HiPRO)
technology which treats AMD to potable water
quality or better. The
technology has been
successfully using the
Pentair X-Flow AquaFlex
membranes since the
commissioning of the first
plant in 2008. The HiPRO
systems use three stages of
UF–RO to achieve recoveries
greater than 98%.
The technology has been
further commercialised with
references at Anglo American
Coal and BHP Billiton
amongst others.
X-Flow’s Seaguard
membranes are in operation
at the Areva SWRO plant at
Swakopmund. The plant
Veolia’s brine concentrator system is a long-term solution to ERA's process watermanagement
WATER MANAGEMENT_proof 25/02/2014 13:43 Page 7
Rapid Development 201428-30 September | Qubus Hotel, Krakow, Poland
Following on from the highly successfulinaugural Rapid Development conferencein August 2013 in Sydney, Australia – forour second global event we are bringingthe conference to Poland. Thisemphasises Poland’s double importancein deep underground mining – from bothits sizeable coal industry through groupssuch as KWSA, Bogdanka and others; butalso its underground metallic operationsunder KGHM. Some of the largest andmost advanced roadheaders in the worldare used at these operations, and withmost of the mines being accessed viashaft, the country is also a world leader inshaft sinking technology. Given the natureof its own deep mining industry, Polandhas been a key development ground forrapid development machines andtechniques, both horizontal and vertical.
This meeting is global in scope and asever, the program and audience willinclude a mix of real case studies,technology providers, mining groups,underground contractors, componentsuppliers, academics/mining engineers,consultants and others. Offers ofpresentations are welcome from all partsof the world. Those covering real projectsand studies are particularly welcome.From faster drill and blast advance, to newmechanised approaches to development,shaft sinking, the use of TBMs in mining,through to new ground support andshotcreting methods to allow for fasteradvance, this conference will once again cover it all.
Opportunities are open for both speaker slots and for sponsorship of the conference. Interested parties are advised to contact the Rapid Development 2014 Conference Director Paul Mooreas soon as possible at [email protected].
Please also check for regular conference updates and details on how to register at
http://corporate.im-mining.com/imevents/
RD Conf ad 2014_HR 22/01/2014 17:28 Page 1

supplies process water for the Areva uranium mines that are further inland.
UF membranes were selected due to the lower OPEX and superior product
quality compared to conventional treatment technologies.
This application is also common in Chile, where certain mines, like those
in the Atacama Desert, are severely short of process water for milling,
crushing or flotation. Two X-Flow references are the Sierra Gorda and
Candeleria plants. These mines desalinate sea water at the coast and then
pump it to the mines which are 300 km away and lie at over 3,000m above
sea level.
In the treatment of tailings water to achieve a responsible standard
before discharge, X-Flow Tubular UF membranes are applied to meet
discharge standards and create the possibility for re-use.
CDE Global has set up an official alliance with the world’s largest
manufacturer of organic coagulants and synthetic flocculants, SNF (UK) Ltd.
It says this partnership “will ultimately allow CDE to continue to provide
customers with an unrivalled level of aftersales service for those who deal
with solids liquid separation, foam control and waste water treatment
processes. CDE and SNF will work closely together during commissioning
phase to ensure that the end user has a suitable and efficient water
treatment solution on site which provides the best results possible in terms
of the re-use of water following chemical treatment.”
CDE Custom Care Manager Martin Jackson comments, “For us, the
customer experience is key; working together with SNF enhances this
overall experience for our customers as a complete solution is now
available. Our customers effectively now have a single point of contact with
the comfort of knowing that CDE have taken full ownership of this
responsibility. We use the latest innovative technology in terms of water
treatment solutions, where we continuously look to provide our customers
with world beating products. Working with a leading manufacturer of
polymer is the perfect way to deliver our promise.”
By working with SNF, CDE has access to expert SNF chemists which will
enable a support network to be established when dealing with issues
associated to anti-foam, sludge, dosage levels etc. The partnership will
ensure that numerous samples are taken before commissioning starts, to
ensure the right polymer can be recommended, with findings produced in a
documented lab report. This proactive approach has proven to ensure there
is no time lost during the commission phase, enabling CDE customers to
turn the key on their plant at the earliest opportunity.
Following commissioning of the water treatment plant, SNF will then take
additional samples to ensure that the chosen polymer is performing as it
should, ensuring continuous performance monitoring to enable process
optimisation at all times.
Rob Long, Industrial Business Manager at SNF comments, “We have an
unrivalled understanding of customers' requirements and through our
extensive product research and development facilities, we have a
continuous commitment to delivering the highest level of customer service
and quality product support within the world of solid liquid separation
technology. CDE are market leaders in water treatment technology so in
this respect, we are pleased to be associated with them and we look
forward to helping them in delivering many successful projects in the
future”.
Mining companies may need to integrate multiple sites, often in very
remote locations, into one standardised information system providing
management with access to real-time data from across the enterprise. To
stay competitive in a regulatory environment, companies must empower
operators with real time data to optimise mining and metallurgical
extraction and production processes, and to streamline and document
regulatory compliance efforts.
Companies worldwide use the OSIsoft® PI System® to provide the real-
time data infrastructure and collaboration tools needed to meet key
challenges. They are leveraging the capabilities of the PI System to
WATER MANAGEMENT
WATER MANAGEMENT_proof 25/02/2014 13:55 Page 8

WATER MANAGEMENT
MARCH 2014 | International Mining 65
drastically reduce water and energy consumption
while processing all types of ore. The system can
be used for tasks including:
■ Increasing energy efficiency
■ Managing water consumption
■ Maximising asset performance
■ Mitigating risk and achieving regulatory
compliance.
It assists the maximising of asset performance
through real-time monitoring. Improve grade
recovery management and future forecasting with
accurate information on actual production
process costs, including energy and water
consumption, yields, and efficiency.
Reduce waste and associated costs by having
real-time updates on production status and
required inventory levels. Prolong asset life and
minimise long-term capital investments using
condition-based maintenance programs that
send scheduled-repair notifications before
breakdowns occur.
Reduce unaccounted-for metal losses with the
ability to analyse historical data and identify the
problem sources.
Effectively meet regulatory requirements and
achieve certification, quality assurance, and Six
Sigma goals with complete and accurate
reporting.
OSIsoft says the PI System ensures that
“mines, smelters, and refineries can run
efficiently and safely with real-time monitoring
that enables people to identify and prevent
problems before they occur.”
NanoStruck Technologies says it “has a
powerful suite of proprietary nano-biotechnology
solutions that can transform even the most
contaminated waters into pure, safe, and drinkable
water for a fraction of expected costs. Nanostruck's
proprietary line of technologies is also designed
to fight global water shortage problems. These
technologies remove molecular sized particles
using patented absorptive organic polymers.”
It explains that organic polymers “are nature’s
very own sponges. These versatile biomaterials
are derived from crustacean shells or plant fibres,
depending on requirements of their usage. Acting
as molecular sponges, the nanometer-sized
polymers are custom programmed to absorb
specific particles for remediation or retrieval
purposes. These could be to clean out acids,
hydrocarbons, pathogens, oils and toxins in
water via its NanoPure solutions. Or to recover
precious metal particles in mine tailings.”
After five years of intensive research and
testing, NanoStruck Technologies has developed
its low-cost and environmentally friendly
NanoPure technology.
NanoPure brings the most contaminated water
into environmental discharge/ drinking water
standards. A NanoPure unit is built in a 12 m
container for handling and shipment. It contains
a primary precipitations and pH adjustment
section (depending on the source of influent
these steps are optional). There is a NanoStruck
micro Dissolved Air Flotation (DAF) with high
frequency ultrasonic waves. The micro bubbles
introduced at the DAF are further accelerated by
the ultrasound waves down to the micronic and
nano levels, exponentially breaking down organic
particles.
A NanoStruck electro-coagulation unit further
breaks down fats, oil, grease and bio-film that
produces algae. It also allows inorganics to float
or to coagulate for easy removal by skimming.
NanoStruck multi-media nano-filtration further
clarifies the processed water removing impurities
and contaminants. Nano co-polymer removes last
stage odour, remaining chemicals and improves
clarity. The last stage of treatment goes through
the bed of NanoStruck Nano-filtration where
most unchanged particles and chemicals are
adsorbed.
Additionally, with NanoMet, the technology
can be used to recover precious and base metals
from mine tailings. Currently, NanoStruck
Technologies is designing and building systems
to recover precious metals. It first performs a
detailed analysis of both solid and liquid samples
to determine the most efficient design using its
proprietary technology and then builds to suit
the application for clients.
Ecosphere Technologies, a water engineering,
technology licensing and manufacturing
company, has completed its first Ozonix® Ore
Recovery Equipment (ORE) system for Ecosphere
Mining, a wholly-owned subsidiary of the
company, and a new Mobile Operations Vehicle
(MOV) that is designed to remain on location for
extended periods of time when Ecosphere is
demonstrating its Ozonix® ORE system.
The patented Ecosphere Ozonix process is a
revolutionary advanced oxidation process that is
currently being used by customers in the oil and
gas industry to reduce costs, increase treatment
efficiencies and eliminate harmful chemicals from
wastewater treatment operations around the US.
The non-chemical Ozonix water treatment
technology was proven in the oil and natural gas
industry and is poised to have the same positive
impact on the mining industry, the company says.
“Ecosphere Mining plans to deploy Ozonix not
only to increase ore recovery rates for mine
operators, but also to handle the toughest water
remediation problems facing the hard rock
mining industry such as acid mine drainage,
tailing pond wastewater treatment and leachate
treatment and recovery.”
Good AMDMuch of the naturally occurring radioactivity in
fracking wastewater might be removed by
blending it with another wastewater from acid
mine drainage (AMD), according to a Duke
University-led study (North Carolina, USA).
“Fracking wastewater and acid mine drainage
each pose well-documented environmental and
public health risks. But in laboratory tests, we
found that by blending them in the right
proportions we can bind some of the fracking
contaminants into solids that can be removed
before the water is discharged back into streams
and rivers,” said Avner Vengosh, Professor of
Geochemistry and Water Quality at Duke’s
Nicholas School of the Environment.
He believes this could be an effective way to
treat shale hydraulic fracturing wastewater, while
providing a beneficial use for AMD “that currently
is contaminating waterways in much of the
northeastern US.”
Blending fracking wastewater with AMD also
could help reduce the depletion of local
freshwater resources by giving drillers a source
of usable recycled water for the hydraulic
fracturing process, he added.
The peer-reviewed study was published in late
December 2013 in the journal Environmental
Science & Technology. Radium and Barium
Removal through Blending Hydraulic Fracturing
Fluids with Acid Mine Drainage, Andrew J. Kondash,
Nathaniel R. Warner, Ori Lahav, Avner Vengosh.
Environmental Science & Technology, Dec. 24,
2013, http://dx.doi.org/10.1021/ es403852h
Vengosh and his team blended different
mixtures of Marcellus Shale fracking wastewater
and AMD, all of which were collected from sites
in western Pennsylvania and provided to the
scientists by the industry. After 48 hours, the
scientists examined the chemical and
radiological contents of 26 different mixtures.
Geochemical modelling was used to simulate the
chemical and physical reactions that had
occurred after the blending; the results of the
modelling were then verified using x-ray
diffraction and by measuring the radioactivity of
the newly formed solids.
“Our analysis suggested that several ions,
including sulphate, iron, barium and strontium,
as well as between 60 and 100% of the radium,
had precipitated within the first 10 hours into
newly formed solids composed mainly of
strontium barite,” Vengosh said. These
radioactive solids could be removed from the
mixtures and safely disposed of at licensed
hazardous-waste facilities, he said. The overall
salinity of the blended fluids was also reduced,
making the treated water suitable for re-use at
fracking sites.
“The next step is to test this in the field. While
our laboratory tests show that is it technically
possible to generate recycled, treated water
suitable for hydraulic fracturing, field-scale tests
are still necessary to confirm its feasibility under
operational conditions,” he added. IM
WATER MANAGEMENT_proof 25/02/2014 13:55 Page 9

Venetia is today an open pit mine and
South Africa's largest producer of
diamonds, contributing 40% of the
country's annual production. The mine is in
Limpopo Province in the northeast corner of the
country just south of the Limpopo River, the
border with Zimbabwe. This is one of South
Africa's more economically deprived areas, and
De Beers is actively involved with Limpopo
Economic Development, Environment and
Tourism (LEDET) initiatives together with the
local municipalities in a number of job creation
projects. Venetia is located adjacent to the De
Beers created 32,500 ha Venetia Limpopo Nature
Reserve, and the company is also involved in a
variety of ecological conservation activities in
and around the area. As part of the sustainable
mining and rehabilitation plans, the company
relocates trees and animals within the mine
boundaries to assist with its goal to re-establish
conservation areas on what were previously
commercially farmed properties. When the mine
was built in the early 1990s, indigenous trees
were transplanted including the massive baobab
now flourishing in the Kirstenbosch Botanical
Gardens almost 2,000 km from the Venetia mine.
The mine’s two labour sending areas are
Musina and Blouberg from which employees are.
bussed daily. There is also a successful drive to
increase the amount of local businesses involved
in contracting and maintenance at Venetia,
through working with the local governments in
these towns. In addition, the De Beers Zimele
Venetia business hub has been created. This is a
De Beers small enterprises development fund,
with the name derived from “Zimele” the Nguni
word for “be independent” or “stand on your
own feet.” The concept of Zimele is used by De
Beers (and parent company Anglo American) to
achieve two concurrent objectives: to instill a
spirit of economic self-reliance among the
unemployed in mining communities and to
articulate a vision of sustainable post-diamond
mining livelihoods. The project established a
small business hub in the area around Venetia
and entrepreneurs are supported by De Beers’
technically competent staff underpinned by a
simplified funding application process. From
2011 to 2012 De Beers Zimele’ s Venetia Business
Hub provided ZAR3.4 million in funding to 17
small businesses. As a result, a total of 207 jobs
were created and/or sustained. Funding was
provided to entrepreneurs, ranging from loans of
ZAR1,000 to ZAR1 million, at a 6% per annum
interest rate. The Venetia Hub has supported
different types of local enterprises, from
Mushosa Trading CC, a transport business, to
Capricorn Poultry Power, a retail business which
specialises in chicken.
66 International Mining | MARCH 2014
Going deeperunderground
The future of the Venetia mine inSouth Africa’s Limpopo province, will be secured into the 2040s andmaybe beyond with its newunderground mine, that will stabiliseproduction for the long term, reportsPaul Moore, who visited theoperation in late 2013
OPERATION FOCUS
1903 Diamond bearing alluvial gravels are discovered near the Limpopo River, 35 km northeast of
the mine on Seta Farm
1969 De Beers begin exploration to locate the source of the alluvials with a soil sampling program
1974 Small kimberlites discovered near Beitbridge over the Zimbabwe border
1980 Kimberlite pipes are discovered
1988 Feasibility study commissioned
1989 Feasibility completed and board approval for the ZAR1.1 billion project
1990 Mine construction begins
1992 Venetia opens on August 14 after 30 month construction period
2012 ZAR20 billion underground project approved. The Environmental Authorisation (EA) was
issued in July, while the EMP was approved in October
De Beers Venetia Timeline
Construction of the underground decline portal,November 2013s
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:35 Page 1

The Venetia mine also has a good record in partnership with the
Department of Education in Limpopo, as it helped construct the
infrastructure to 11 schools in the Musina and Blouberg areas, including
classrooms, ablution facilities, administration blocks and water provision.
Through the Rural Schools Programme, De Beers Venetia, again in
partnership with the Department of Education, built boarding facilities for
children with special needs at Ratanang Special School in Senwabarwana,
Limpopo. This boarding school houses more than 300 children and has
matron’s quarters, dormitories and a security guard house.
In another initiative, the mine introduced a teacher subsidy program to
three local schools in the Musina area providing funding for additional
Mathematics and Science educators. It also focuses on providing
scholarships to needy, yet academically deserving, learners who struggle to
pay their school fees. Finally, the teacher subsidy program provides schools
with grants to help them improve the quality of education in their
classrooms.
The deposit and settingThe Venetia deposit consists of a cluster of 14 kimberlite pipes. Currently the
mine is exploiting two of the largest, K001 and K002 in a single, split shell
open pit operation. Pre-stripping and construction commenced in 1990,
phasing the mine into initial production in 1992 and full production in 1993.
The Venetia kimberlite pipes vary in size from <1 ha to 12.5 ha. The two
largest kimberlites, K001 and K002 being 12.5 ha and 5 ha respectively, form
the basis of the mine plan, with the remainder of the satellite kimberlites
being mined as the open pit expands. The kimberlites are contained within
the centre of a synformal structure. Gneiss, biotite schist and amphibolites
mainly comprise the complex jointed host rock, which is further complicated
by unfavourably orientated metamorphic layering in the southern region,
which can cause planar failures. Deformation of the country rock is
extremely complex and typical of the Limpopo metamorphic terrane in
which it is situated.
The intact rock strength of the country rock types varies from 100 MPa to
in excess of 300 MPa. Open pit design and planning at Venetia mine has, in
the past, been based on a conventional concentric mining method. The
concentric mining principle mines a waste cut or pushback 360° around the
ore body. Each mining cut becomes progressively larger as the pit gets
deeper. In order to maintain ore feed to the plant, waste stripping increases
significantly year on year as the pit depth increases. Cost profiles mirror
waste stripping profiles therefore in pursuit of better returns, mine design
criteria and philosophies were investigated.
As at several other De Beers operations, split shell mining was chosen,
which departs from the conventional concentric method of waste stripping.
The concept is based on the principle of splitting a pit shell along an axis,
creating two separate push-backs and joining the opposite halves of each
design. The direct benefit of the split shell design is that it allows for waste
stripping to be deferred from the early part of the waste cut life, without
putting exposed ore at risk for mining. The split shell presents opportunities
to target higher graded areas while deferring waste which in turn defers cost
and can bring revenue forward.
Once the particular cut has commenced, the mine is to some extent
committed to the mining of that entire cut, as capital expenditure and
infrastructure will be required to maintain production for the duration of that
particular cut. Whittle 4D optimisation was run on Venetia to determine the
final economic pit shell. Analysis was further conducted on the optimum
shell to establish optimal push back limits or waste cuts. In total, four waste
cuts were established, and concentric practical pits were designed from
these Whittle shells using the Gemcom mine planning software.
Surface mining operationsCurrent kimberlite mine production in ore terms is about 6 Mt/y treated at a
OPERATION FOCUS
MARCH 2014 | International Mining 67
www.ConferenceMine.com
ConferenceMineMining Conferences
April 7-9, 2014 | Whistler, Canadawww.coldcovers.com
April 26-30, 2014 | Ouro Preto, Brazilwww.mineclosuresolutions.com
June 9-12, 2014 | Vancouver, Canadawww.paste2014.com
September 8-11, 2014 | Vancouver, Canadawww.geosyntheticssolutions.com
April 12-15, 2015 | Vancouver, Canadawww.minewatersolutions.com
November 10-12, 2014 | Lima, Peruwww.heapleachsolutions.com
To learn more about InfoMine conferences visit
www.ConferenceMine.com
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:35 Page 2
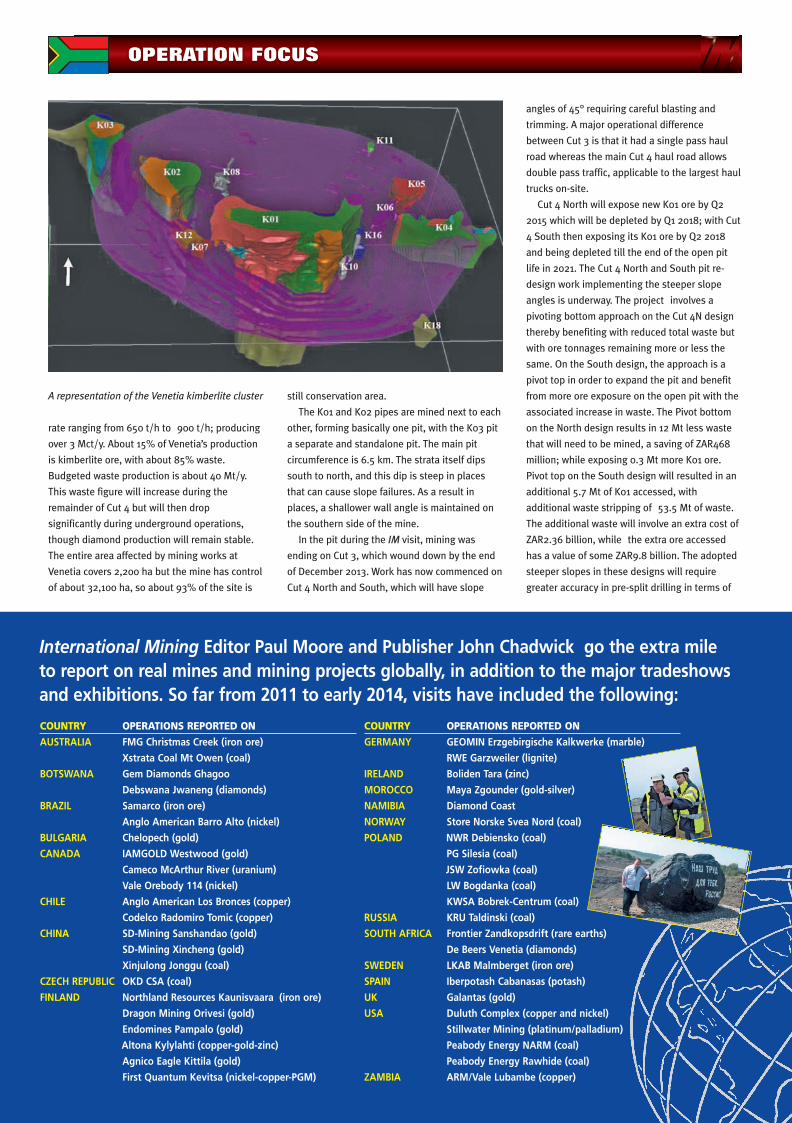
rate ranging from 650 t/h to 900 t/h; producing
over 3 Mct/y. About 15% of Venetia’s production
is kimberlite ore, with about 85% waste.
Budgeted waste production is about 40 Mt/y.
This waste figure will increase during the
remainder of Cut 4 but will then drop
significantly during underground operations,
though diamond production will remain stable.
The entire area affected by mining works at
Venetia covers 2,200 ha but the mine has control
of about 32,100 ha, so about 93% of the site is
still conservation area.
The K01 and K02 pipes are mined next to each
other, forming basically one pit, with the K03 pit
a separate and standalone pit. The main pit
circumference is 6.5 km. The strata itself dips
south to north, and this dip is steep in places
that can cause slope failures. As a result in
places, a shallower wall angle is maintained on
the southern side of the mine.
In the pit during the IM visit, mining was
ending on Cut 3, which wound down by the end
of December 2013. Work has now commenced on
Cut 4 North and South, which will have slope
angles of 45° requiring careful blasting and
trimming. A major operational difference
between Cut 3 is that it had a single pass haul
road whereas the main Cut 4 haul road allows
double pass traffic, applicable to the largest haul
trucks on-site.
Cut 4 North will expose new K01 ore by Q2
2015 which will be depleted by Q1 2018; with Cut
4 South then exposing its K01 ore by Q2 2018
and being depleted till the end of the open pit
life in 2021. The Cut 4 North and South pit re-
design work implementing the steeper slope
angles is underway. The project involves a
pivoting bottom approach on the Cut 4N design
thereby benefiting with reduced total waste but
with ore tonnages remaining more or less the
same. On the South design, the approach is a
pivot top in order to expand the pit and benefit
from more ore exposure on the open pit with the
associated increase in waste. The Pivot bottom
on the North design results in 12 Mt less waste
that will need to be mined, a saving of ZAR468
million; while exposing 0.3 Mt more K01 ore.
Pivot top on the South design will resulted in an
additional 5.7 Mt of K01 accessed, with
additional waste stripping of 53.5 Mt of waste.
The additional waste will involve an extra cost of
ZAR2.36 billion, while the extra ore accessed
has a value of some ZAR9.8 billion. The adopted
steeper slopes in these designs will require
greater accuracy in pre-split drilling in terms of
OPERATION FOCUS
A representation of the Venetia kimberlite cluster
International Mining Editor Paul Moore and Publisher John Chadwick go the extra mileto report on real mines and mining projects globally, in addition to the major tradeshowsand exhibitions. So far from 2011 to early 2014, visits have included the following:
COUNTRY OPERATIONS REPORTED ON
AUSTRALIA FMG Christmas Creek (iron ore)
Xstrata Coal Mt Owen (coal)
BOTSWANA Gem Diamonds Ghagoo
Debswana Jwaneng (diamonds)
BRAZIL Samarco (iron ore)
Anglo American Barro Alto (nickel)
BULGARIA Chelopech (gold)
CANADA IAMGOLD Westwood (gold)
Cameco McArthur River (uranium)
Vale Orebody 114 (nickel)
CHILE Anglo American Los Bronces (copper)
Codelco Radomiro Tomic (copper)
CHINA SD-Mining Sanshandao (gold)
SD-Mining Xincheng (gold)
Xinjulong Jonggu (coal)
CZECH REPUBLIC OKD CSA (coal)
FINLAND Northland Resources Kaunisvaara (iron ore)
Dragon Mining Orivesi (gold)
Endomines Pampalo (gold)
Altona Kylylahti (copper-gold-zinc)
Agnico Eagle Kittila (gold)
First Quantum Kevitsa (nickel-copper-PGM)
COUNTRY OPERATIONS REPORTED ON
GERMANY GEOMIN Erzgebirgische Kalkwerke (marble)
RWE Garzweiler (lignite)
IRELAND Boliden Tara (zinc)
MOROCCO Maya Zgounder (gold-silver)
NAMIBIA Diamond Coast
NORWAY Store Norske Svea Nord (coal)
POLAND NWR Debiensko (coal)
PG Silesia (coal)
JSW Zofiowka (coal)
LW Bogdanka (coal)
KWSA Bobrek-Centrum (coal)
RUSSIA KRU Taldinski (coal)
SOUTH AFRICA Frontier Zandkopsdrift (rare earths)
De Beers Venetia (diamonds)
SWEDEN LKAB Malmberget (iron ore)
SPAIN Iberpotash Cabanasas (potash)
UK Galantas (gold)
USA Duluth Complex (copper and nickel)
Stillwater Mining (platinum/palladium)
Peabody Energy NARM (coal)
Peabody Energy Rawhide (coal)
ZAMBIA ARM/Vale Lubambe (copper)
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:40 Page 3

achieving design vertical holes orientation as
well as design spacing in order to sustain these
new slopes. This pre-split drilling and trimming
work is contracted to Basil Read drilling
subsidiary B&E and uses crawler top hammer
drills. The pre-splits and trim drilling is done
using 127 mm and 165 mm blasthole diameters
respectively.
Barloworld supplied and maintains the surface
hauling fleet utilising either Cat or VR Steel truck
bodies. The mine operates six 600 t excavators,
which are a mix of older Terex/Bucyrus RH340
branded models plus post acquisition Cat-
branded 6060 machines; with each of the six
excavators having a Caterprillar D10 crawler
dozer assigned to it for clean-up duties. Some of
the excavators are equipped with 34m3 VR Steel
buckets as the kimberlite has relatively low
density. The excavators are matched with the
following trucks: 13 x Cat 789 (180 t) and 26 x
Cat 793 (225 t). The main blasthole drilling fleet
consists of seven Joy Global P&H 250XPs. The
trucks and excavators are maintained and serviced
by Barloworld and the drills by Joy Global. The
mine also has two Cat 994 wheel loaders. There
are also additionally three Engineering Top Tech
85,000 litre water tankers for dust control,
designed around Cat 775 chassis. Dust-A-Side
bitumen-based emulsion products are used to
help with this work. The Basil Read mining
contract fleet includes smaller Komatsu and Cat
(777) rigid trucks and Volvo ADTs. These are used
for overspill clean ups, stockpiling handling for
plant feed, in addition to K03 pit mining. The
Volvo machines are supplied by Babcock South
Africa, the dealer in that region. The Basil Read
fleet also includes a backhoe configuration
Liebherr 9350 hydraulic excavator, their largest
on-site. Personnel in the mine use a fleet of
Toyota Hiluxes with ROPS protection.
AEL have the surface explosives supply and
blasting contract, carrying out charging and
detonation, though De Beers itself designs the
blast themselves and works with the AEL team
on implementation. AEL has ANFO emulsion
storage silos on site.
The Cat 793 bodies include larger capacity VR
Steel truck bodies, which were commissioned due
the lower density kimberlite requiring a more
customised approach. The VR Steel truck body
capacity is 150 m3 versus 137 m3 allowing truck
fill factors of up to 225 t, because the VR steel
bowls have a lower weight. The fuel savings on
the return cycle are in the 6% range or 50 litres/h.
A fully laden truck uses some 360 litres/h. Tyre
costs remain high at around ZAR300,000 per new
tyre, or ZAR1.5 million per truck (taking into account
the fact that new tyres are migrated to rear positions).
The typical tyre life is about 8,000 h, with tyre pressure
monitoring a critical part of the tyre management
program as well as matching sets correctly. The
mine uses 100% Michelin tyres and does its own
tyre management and tyre monitoring.
The surface mine operates on contops
running 2 x 12 hour shifts per day, 24/7,
though this may be changed to three eight hour
shifts once the underground project starts up. Up
to 1,800 workers are bussed in daily, some of
whom live up to 1.5 hours away. Annual rainfall is
about 350 to 400 mm but in January 2013 the
mine had 445 mm in only a week, which was well
over the designed for 200 year flood event. This
meant over 1 million m3 had to be pumped out
from pit bottom where most of the planned high
grade kimberlite for 2013 was scheduled to come
from. Waste stripping on upper Cut 4N benches
was heavily impacted resulting in having to stop
waste stripping operation on higher benches
until the water was pumped out from pit bottom
then all the remaining kimberlite at pit bottom.
As a result of the scale of floods experienced in
2013, the underground mine design was
adjusted to allow for more powerful pumping
stations, with pumping capacity upped by 200%.
The mine has a 204 ha area with all waste
dumps on the northern and eastern sides of the
mine. Waste at Venetia is dumped on 9 m to 18 m
lifts. Concurrent rehabilitation has been
incorporated in the LOM plans to significantly
reduce the environmental liability during the life
of the operation. As part of the final
rehabilitation process on the slopes gypsum is
also being mixed with top soil to encourage
plant growth. The final slopes are rehabilitated
and planted. In 2013 to the time of the November
2013 visit, some 32 ha had been replanted. Once
rehabilitated, these areas become part of the
wider Limpopo reserve.
Underground projectThe ZAR20 billion project will enable
underground sourced production to replace the
open pit in the next seven years. Open pit
operations will run to 2021 and the conversion to
underground mining is expected to extend the
life of the mine by 25 years to 2046. The
development will see some 1.7 million m3 of rock
MARCH 2014 | International Mining 69
OPERATION FOCUS
Visit LibraryMine to find mining videos, links, dictionaries, and over 9000 mining and geoscience publications.
www.LibraryMine.com
LibraryMineMining Publications, Videos & Internet Links
www.LibraryMine.com
InfoMine
Diagram of Venetia underground design
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:40 Page 4

70 International Mining | MARCH 2014
produced with the opening up 73 km of shafts,
tunnels, workshops and ventilation systems
underneath the existing Venetia open pit mine.
In 2016, the lateral development work begins,
with the underground project workforce peaking
at 1,400 people in 2017. A transition period
between surface and underground will be seen
between 2018 and 2021. The work on the
underground project is on three main terraces in
the same part of the mine.
In 2013, the actual construction of the new
underground mine beneath the open pit began.
The UG mine shafts are located near the primary
crusher in the south/southwest part of the mine.
As stated, K001 is the current focus of
production, with the pit in that area at 330 m
currently which will continue to a 450 m depth
by 2021 before accessing both K001 and K002
pipes at depth via a decline. K001 also extends
well beyond the planned underground workings.
Indicated reserve figures have been increased
significantly through exploration drilling. These
underground reserves will be converted to
measured category once underground mining is
underway and more extensive core drilling can
be carried out. The K002 pipe is currently at a
250 m depth but will go to 350 m before going
underground. K3 will be mined out on surface.
The processing plant will not alter much with
the UG project as the nature of the ore at depth
is similar, though the aim is to keep supplying
fine residue deposits (FRD) to the plant right up
until LOM end.
As stated, the K001 pipe is the main focus of
underground workings, having indicated resources
down to 756 m and inferred to 1,044 m. The K002
pipe underground is indicated to 588 m and
inferred to 864 m. In addition, the K4 satellite
pipe will be intersected during waste stripping,
allowing it to be milled as well and fed to the
processing plant with optimal material. K3 is
inferred to a depth of 420 m. The underground
mine loading level will be at 960 m with the pump
station at 990 m and a truck loop at 900 m.
Access will be via two shafts (one service, one
production), with an additional access decline to
the bottom of the shafts at 1,044 m. A combination
of block caving and sub level caving will be used
with a crusher on the 960 m level. This use of two
mining methods reflects the shape of the ore body
and the accessing of both the K001 and K002 pipes.
Over 70 km of lateral development will be
needed. The main mine commissioning period
will be 2021 to 2024 and total recovered carats
will stabilise at some 4.5 Mct/y. Over its life, the
underground mine will treat approximately 130
Mt of ore, containing an estimated 96 Mct. The
mine will also support over 8,000 jobs directly,
and a further 5,000 through the supply chain –
benefitting the South African economy. Inferred
resources constitute 28% or 26.3 Mct of the
estimated carats.
The underground project concept study was
completed between 2003 and 2005, the PFS
between July 2009 and July 2010, and the final
definitive feasibility study between February
2011 and February 2012. The decline sinking part
of the project began in 2013 and will run to 2017.
Sinking of the production shaft will commence in
October 2014; and that for the service shaft in
January 2015. Fitting out of equipment in the
production shaft will be completed in 2018-2019
and 2019-2020 for the service shaft. The
production and service shafts are close together
and be equipped with double drum winders to
handle production skips and man cages. The two
deck man cage capacity will be 8 t. The
production shaft will have four 24 t skips capable
of moving at 6 m/sec and will a 6 Mt/y capacity.
Another departure from the “norm” with the
underground project is that De Beers has carried
out much of the overarching EPCM work itself,
with others such as TWP concentrating on only
specialist engineering parts of the project.
Total employees at Venetia will stabilise after
underground production begins at the level of
2,500, with long term an average of 50%
contractors. During the current and near term
construction period this figure will peak at about
4,000. Equipment costs will account for about
50% of the cost of the project.
The decline portal is being developed in four
blasts. The key contractor is Murray & Roberts
Cementation, which is carrying out the shaft
sinking and decline development; and Basil
Read, which is completing the surface
infrastructure development. Both M&R
Cementation and De Beers will work together on
the training of equipment operators. De Beers
will own the development fleet of jumbos and
underground trucks, but M&R will operate it.
Once the decline is completed, De Beers will
retain the fleet to carry out lateral development
and additionally deploy a new production load
and haul fleet. The majority of the underground
load and haul fleet will be supplied by Sandvik.
The Sandvik load and haul fleet will be
automation ready, with the block cave mine
trucks on an Automine loop and consideration of
the Automine Lite system for the block cave
LHDs as well as the sub level caving fleet. The
OPERATION FOCUS
Steepening of the pit walls is makingsignificant savings on waste mined and fuelused during Cut 4
Cat 793 truck with VR Steel body
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:40 Page 5

truck loop will be similar to that used at Finsch
(now operated by Petra) though with a number
of technical improvements. The main fleet
consists of Sandvik LH514 LHDs, of which two
have been delivered, and TH540 trucks, again of
which two have been delivered. Sandvik has also
supplied two DD421-60C jumbo drill rigs. With
the decline development, the LHDs, trucks, utility
machines and support vehicles can all be driven
down; which allowed for a reduction in the
service shaft from 10 m diameter to 7 m.
In addition, as part of a continuing plan to
develop its dealer service and support structure
in Africa, Getman has formed a partnership with
Sandvik South Africa for in-country service and
support of its products, and the Venetia
underground project represents the first Getman
sale into the South African market. In advance of
the project start, Getman and Sandvik have
worked through training programs ensuring that
Sandvik technicians are fully versed in the
operation and maintenance of Getman products,
and an inventory of spare parts has been
established in South Africa to support this and
future fleets. Getman and Sandvik have also
worked on a dynamic inventory plan based on
anticipated lifetime operating requirements to
ensure that in country support is always
available for these units. The fleet on site
includes a Getman A64 Scissor Lift; two Getman
A64 Crane Trucks; a Getman A64 Lube Truck; and
a Getman A64 Explosive Charger fitted with an
AEL emulsion package. Getman says that the
Venetia units offer a high degree of commonality,
allowing for an optimised mix of training
requirements and inventory to support the
product when in operation. The fleet is based on
the A64 carrier and has been specified both to
meet the current needs of the Venetia
underground development operations, and to
have the flexibility for growth as mining
operations ramp up.
At the time of the IM visit, the first portal blast
had been completed. There was 8 m of friable
material to solid rock, which has been reinforced
using resin grouted holes.
The 22 KV power brought in from an Eskom
substation has involved some upgrading of the
nearby main power lines. The underground mine
will also be tied into a temporary power genset
farm in case of power failures, which would also
allow key equipment like winders to keep
running in an evacuation. A surface camp lamp
station is being established by M&R.
The portal is 10 m wide with a 9° angle and 72
m length before the start of the decline proper.
There is a sump to catch rainwater and a settling
pond. The bottom of the decline in the K2 ore
will be reached by 2021. The decline will also
allow for the speeding up of infrastructure
development underground. The crusher station
underground will feed the hoist skips and then
either a waste or ore conveyor. The production
shaft collar measures 12 m by 12 m with the
actual 7 m diameter shaft completion date within
four years.
ProcessingThe surface mine has one primary gyratory
crusher followed by banks of Kawasaki
secondary cones (to 25 mm) and two tertiary
Polysius HPGRs (to 8 mm), with a line of large
Joest screens preceding the crushing circuits. As
stated the underground project will have one
gyratory underground. The crushing circuits
feed both coarse and fine Dense Media
Separation (DMS) plants. The primary crushing
stations crush ore to 150 mm before it is
conveyed to a main ore stockpile and thereafter
to the plant and further crushing. The HPGRs
have a major advantage over jaw crushers or
other technology as they are set in such a way
that there is much less risk of breaking or
damaging the diamonds as the HPGRs have
floating rolls that can give if necessary. Each
HPGR is powered by 2 x Siemens 825 kW motors.
Following the HPGRs and further screening, the
material passes to the DMS system and
ultimately to the highly secure diamond sorting
part of the process. The whole processing plant
is managed by a Citect (Schneider Electric)
SCADA control system. DMS produces a
diamondiferous concentrate, which is then
subject to X-ray fluorescence sorting to separate
diamonds from residual waste. After drying, final
hand-sorting recovers the diamonds, which are
sent to the offices of the Diamond Trading
Company South Africa (DTCSA) for classification
into some 5,000 categories based on combinations
of size, shape, colour and quality. IM
Left to right – Kawasaki cone, Joest screen,Polysius HPGR
SupplyMineConnecting Mining Suppliers & Buyers
www.SupplyMine.com
InfoMine
For Buyers For SuppliersYour source for Mining Suppliers Over 20,000 listed Worldwide
MARCH 2014 | International Mining 71
OPERATION FOCUS
OPERATION FOCUS- VENETIA_proof 25/02/2014 14:40 Page 6

AEL Mining Services 9www.aelminingservices.comALLU Finland Oy 37www.allumining.netAtlas Copco 7www.atlascopco.com/blastholedrillsBTi Breaker Technology 13www.rockbreaker.comCaterpillar 5www.mining.cat.comCDE 27www.cdemining.comClayton Equipment IBCwww.claytonequipment.comCMS Cepcor 21www.cmscepcor.comCSA Global IBCwww.csaglobal.comDavid Brown 30www.davidbrown.comDrilcorp IBCwww.drilcorp.comDSI Dywidag-Systems International 47www.dsiunderground.comFLSmidth 45www.flsmidth.comHaiwang 42www.wh-hw.comHannay Reels 59www.hannay.comHLS Hard-Line Solutions, Inc 17www.hard-line.comIMVC 64www.imvc2014.orgIndustrie Bitossi 23www.industriebitossi.comInfomine 67, 69, 71www.ConferenceMine.comwww.LibraryMine.comwww.SupplyMine.comKöppern 29www.koeppern.deL&M Powertrain Parts 11www.lmpowertrainparts.comLubrication Engineers International 33www.LElubricants.comMacLean Engineering 35www.MacLeanEngineering.comMcLanahan 31, IBCwww.mclanahan.comMEI Conferences 28www.min-eng.com/conferences/ Metso Minerals Industries Inc IFCwww.metso.com/pumpsMicon International IBCwww.micon-international.comMinesight/Mintec, Inc 41www.minesight.comMMD Mineral Sizing Ltd 2www.mmdsizers.comMultotec Group 53www.multotec.comNOV Fiber Glass Systems 55www.fgspipe.com Ontario Investment & Trade Services 61www.yournextbigidea.ca/miningPFA IBChttp://minelistings.com/mine-forsale/jorc-compliant-mumbwa-copperPressure Pro 15www.PressurePro.usRapid Development 2014 Conference 63http://corporate.im-mining.com/imevents/Samson Materials Handling 43www.samson-mh.comSandvik OBCwww.mining.sandvik.com
Sonic Drill Corporation IBCwww.sonic-drill.comSRK IBCwww.srk.comTenova Mining & Minerals (Pty) Ltd 51www.tenova.comThyssenKrupp Industrial Solutions 19www.thyssenkrupp-industrial-solutions.comTwiflex Ltd 28www.twiflex.comVarel International 39www.varelintl.comVeolia Water FCwww.veoliawaterstna.com/mobilesolutionsWassara 57www.wassara.comWeir Minerals 25www.weirminerals.com/enduron.aspx Zhangjiakou Xuanhua Huatai MiningCompany 49www.htkyjx.com
ADVERTISER INDEX
March 2-5: PDAC, Metro TorontoConvention Centre, Canada.www.pdac.ca
March 4-8: CONEXPO-CON/AGG, Las Vegas, USA.www.conexpoconagg.com
April 7-10: Comminution 14,Cape Town, South Africa. www.min-eng.com
May 11-14: CIM Convention, Vancouver, BC.http://vancouver2014.cim.org/
is a media sponsor for these forthcoming events in 2014
ADVERTISING SALES REPRESENTATIVES
UK, Europe (exc. Italy) & CIS, South Africa, US East Coast & CanadaContact: Phil Playle Lansdowne Media Services Ltd Tel: +44 (0)1442 877 777 Fax: +44 (0)1442 870 617 [email protected]
Western USA Contact: Bob WarrenLansdowne Media Services LtdTel: +44 (0)1442 877 777 Fax: +44 (0)1442 870 [email protected]
US Mid-West, Cent & MtContact: Kevin LaphamJ.P. Media IncTel: +1 (630) 420 9752 Fax: +1 (630) 420 [email protected]
Brazil:Contact: Joseph YoungMagazine Minérios & MineralesTel & Fax: +55-11-3788 [email protected]
Australia and New ZealandContact: David Lansdowne or Marika CooperLansdowne Media Services LtdTel: +44 (0)1442 877 777Fax: +44 (0)1442 870 [email protected] or [email protected]
South AmericaContact: Ricardo CortésEditec S.A.Tel: +56 2 757 4200 Fax: +56 2 757 [email protected]
Japan Contact: Akiyoshi OjimaJapan Advertising Communications, IncTel: 81-3-3261-4591 Fax: [email protected]
China: Contact: Huang Shusheng(黄术升)Tel: +86-10-13901065576Fax: [email protected]
India: Contact: Deven SinghBlock - III/007 Heritage Estate, Dodaballapur Road,Yelahanka, Bangalore - 560064Cell:- +91 - 74064 [email protected]
ItalyContact: Claudio Sanfilippo or Andrea RancatiRancati AdvertisingTel: +39 02 70300088 Fax: +39 02 [email protected] or [email protected]
Classified AdvertisingContact: Emma Smith or Lynne LaneTel: +44 (0)1442 870 [email protected] or [email protected]
72 International Mining | MARCH 2014
March 2-5: PDAC, Metro Toronto ConventionCentre, Canada. www.pdac.ca
3-5: Electra Mining West Africa, Accra, Ghana.www.electraminingwestafrica.com
4-5: AJM's 14th Annual Mineral Sands Conference,Melbourne, Australia.www.informa.com.au/conferences
4-8: CONEXPO-CON/AGG and IFPE expositions atthe Las Vegas Convention Center, USA.www.conexpoconagg.com; www.ifpe.com
17-20: Asia Mining Congress 2014, Singapore.www.terrapinn.com/2014/asia-mining-congress
24-26: 12th AusIMM Underground OperatorsConference 2014, Adelaide, Australia.www.ausimm.com.au/undergroundoperators2014
April 7-10: Comminution '14, Cape Town, South Africawww.min-eng.com
21-25: Expomin, Santiago, Chile. www.expomin.cl
FORTHCOMING EVENTS
AD INDEX_proof 28/02/2014 12:43 Page 1

www.srk.comConsulting services from exploration
through to mine closure
INTERNATIONAL MININGFollow our daily news posts
www.im-mining.com
Published every two weeks, IM ProjectNews is crammed with valuableinformation incorporating the latest newson projects within that fortnight.
It is specifically about projects (not speculative exploration reports)featuring operations embarking on scopingstudies or those further advanced toprefeasibility and feasibility.
Beyond that, we look at projects indevelopment, publishing regular updatesas they get closer to production. We also detail expansion projects atexisting mines.
At any one time there can be 8,000drilling projects underway, 1,500 reserve-definition studies, 800 feasibility studiesand 400 mines under construction.
So, to keep up with projects getting close to completion and learn about key project personnel, subscribe now to IM Project News.
Contact: [email protected]+44 1442 87 08 29Annual subscription is only £260, $410 or € 315
ALL dollars are US unless otherwise stated, and all units are metric. The subscription to IM Project News is personal and the
content is copyright. IM Project News should not be passed on to others, either as forwarded emails, as photocopies, or copies in any
other form. Intranet subscription details are available from [email protected]
Contact [email protected] NEWS
Project News (21) June 10, 2007
News from those projects making progress towards production – more every two weeks
A collection of recent starts and progress reports from around the world - updates on
projects around the globe likely to be in the market for equipment and services.
A collection of recent starts and progress reports from around the world - updates on projects around the globe
likely to be in the market for equipment and services. ..................................................................................................1
PREFEASIBILITY
..........................2
MEXICO - Tyler Resources - COPPER/GOLD....................................................................................................2
PAPUA NEW GUINEA - Harmony Gold - COPPER/GOLD ...............................................................................3
PERU - Strike Resources - IRON ORE.................................................................................................................3
SLOVAKIA - Tournigan Gold - GOLD.................................................................................................................4
ZAMBIA - African Eagle Resources - COPPER ....................................................................................................4
COLUMBIA - Greystar Resources - GOLD/SILVER...........................................................................................4
USA - Galway Resources - MOLYBDENUM/TUNGSTEN.................................................................................5
CANADA - Geodex Minerals - TUNGSTEN/MOLYBDENUM/COPPER .........................................................5
AUSTRALIA - Heron Resources - NICKEL .........................................................................................................6
ARGENTINA - Minera Andes - COPPER..............................................................................................................6
AUSTRALIA - Independence Group - GOLD.......................................................................................................6
RUSSIA – Polymetal - GOLD
.6
FEASIBILITY STAGE
...................7
BURKINA FASO - Goldbelt Resources - GOLD .................................................................................................7
USA - Great Basin Gold - GOLD/SILVER.............................................................................................................7
AUSTRALIA - Moly Mines - MOLYBDENUM....................................................................................................8
CHINA - Golden China Resources - GOLD...........................................................................................................8
AUSTRALIA - Goldstar Resources - GOLD.........................................................................................................8
CANADA - Western Copper Corp’s - GOLD/SILVER .........................................................................................9
AUSTRALIA - Minotaur Exploration/ Helix Resources - GOLD/SILVER............................................................9
SOUTH AFRICA - Eastern Platinum - PGMs .......................................................................................................9
USA - American Lignite Energy/ Headwaters Energy Services/ Great River Energy/ The North American Coal
Corp – LIGNITE…………………………………………………………………………………………….10
CHILE - Freeport-McMoRan Copper & Gold / Codelco - COPPER.......................................................................10
USA - FutureGen Alliance - COAL.......................................................................................................................10
CANADA - Atlantic Gold - GOLD .......................................................................................................................10
MEXICO - Baja Mining - COPPER/COBALT/ZINC/MANGANESE..............................................................11
GREENLAND - True North Gems - RUBY .........................................................................................................12
CANADA - North American Tungsten Corp - TUNGSTEN ................................................................................12
MONGOLIA - Western Prospector Group - URANIUM.....................................................................................12
ALGERIA - Terramin Australia - ZINC/LEAD....................................................................................................13
INDONESIA - Finders Resources - GOLD/COPPER........................................................................................13
COTE D’IVOIRE - Etruscan Resources - GOLD ...............................................................................................13
SAUDI ARABIA - ADV Group/ Bariq Mining - GOLD/COPPER........................................................................13
BRAZIL - Mirabela Nickel - NICKEL...................................................................................................................14
PERU - Monterrico Metals - COPPER/MOLYBDENUM ...................................................................................14
AUSTRALIA - Gindalbie Metals/ Anshan Iron & Steel Group - IRON ORE........................................................15
CANADA - Canadian Royalties - NICKEL/COPPER/PGM..............................................................................16
INVEST IN PROJECT NEWS
ALL dollars are US unless otherwise stated, and all units are metric. The subscription to IM Project News is personal and the
content is copyright. IM Project News should not be passed on to others, either as forwarded emails, as photocopies, or copies in any
other form. Intranet subscription details are available from [email protected]
Contact [email protected] NEWS
Project News (21) June 10, 2007
News from those projects making progress towards production – more every two weeks
A collection of recent starts and progress reports from around the world - updates on
projects around the globe likely to be in the market for equipment and services.
A collection of recent starts and progress reports from around the world - updates on projects around the globe
likely to be in the market for equipment and services. ..................................................................................................1
PREFEASIBILITY
..........................2
MEXICO - Tyler Resources - COPPER/GOLD....................................................................................................2
PAPUA NEW GUINEA - Harmony Gold - COPPER/GOLD ...............................................................................3
PERU - Strike Resources - IRON ORE.................................................................................................................3
SLOVAKIA - Tournigan Gold - GOLD.................................................................................................................4
ZAMBIA - African Eagle Resources - COPPER ....................................................................................................4
COLUMBIA - Greystar Resources - GOLD/SILVER...........................................................................................4
USA - Galway Resources - MOLYBDENUM/TUNGSTEN.................................................................................5
CANADA - Geodex Minerals - TUNGSTEN/MOLYBDENUM/COPPER .........................................................5
AUSTRALIA - Heron Resources - NICKEL .........................................................................................................6
ARGENTINA - Minera Andes - COPPER..............................................................................................................6
AUSTRALIA - Independence Group - GOLD.......................................................................................................6
RUSSIA – Polymetal - GOLD
.6
FEASIBILITY STAGE
...................7
BURKINA FASO - Goldbelt Resources - GOLD .................................................................................................7
USA - Great Basin Gold - GOLD/SILVER.............................................................................................................7
AUSTRALIA - Moly Mines - MOLYBDENUM....................................................................................................8
CHINA - Golden China Resources - GOLD...........................................................................................................8
AUSTRALIA - Goldstar Resources - GOLD.........................................................................................................8
CANADA - Western Copper Corp’s - GOLD/SILVER .........................................................................................9
AUSTRALIA - Minotaur Exploration/ Helix Resources - GOLD/SILVER............................................................9
SOUTH AFRICA - Eastern Platinum - PGMs .......................................................................................................9
USA - American Lignite Energy/ Headwaters Energy Services/ Great River Energy/ The North American Coal
Corp – LIGNITE…………………………………………………………………………………………….10
CHILE - Freeport-McMoRan Copper & Gold / Codelco - COPPER.......................................................................10
USA - FutureGen Alliance - COAL.......................................................................................................................10
CANADA - Atlantic Gold - GOLD .......................................................................................................................10
MEXICO - Baja Mining - COPPER/COBALT/ZINC/MANGANESE..............................................................11
GREENLAND - True North Gems - RUBY .........................................................................................................12
CANADA - North American Tungsten Corp - TUNGSTEN ................................................................................12
MONGOLIA - Western Prospector Group - URANIUM.....................................................................................12
ALGERIA - Terramin Australia - ZINC/LEAD....................................................................................................13
INDONESIA - Finders Resources - GOLD/COPPER........................................................................................13
COTE D’IVOIRE - Etruscan Resources - GOLD ...............................................................................................13
SAUDI ARABIA - ADV Group/ Bariq Mining - GOLD/COPPER........................................................................13
BRAZIL - Mirabela Nickel - NICKEL...................................................................................................................14
PERU - Monterrico Metals - COPPER/MOLYBDENUM ...................................................................................14
AUSTRALIA - Gindalbie Metals/ Anshan Iron & Steel Group - IRON ORE........................................................15
CANADA - Canadian Royalties - NICKEL/COPPER/PGM..............................................................................16
FOR A FREE TRIAL!
Suppliers of laser scanningtechnology for continuousslope monitoring and volumemeasurements.
+44 (0)870 4429 400 3dlasermapping.com
…for Mining, Tunnelling & Surface Transport
World Leading Locomotives
& Haulage Solutions …
Clayton Equipment Ltd www.claytonequipment.com Tel +44 (0) 870 112 9191
P.O. Box No 3258
Makati Central Post Office
1272 Makati City
www.philippinemingclub.com
Mining business inthe Philippines?
The Philippine Mining Club (PMC)
Join/become a sponsor
PMC is proudly affiliated with
the globally-recognised
Melbourne Mining Club
and supported by the
Philippine Mineral Exploration
Association (PMEA)
and International Mining
RRRRRRRRRRRRRRRRRRRRReeeeeeessssooouuurrrcccccccccccccccccceeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeee IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIInnnnnnnnnnnnnnnnnnnnnnnnddddddddddddddddddddddddddddddddddddddddddduuuuuuuuuuuuuuuuuuuuuusssssssssstttttttrrrrrrrrrrrryyyyyyyyyyyyyy CCCCCCCCCCCC
oooooooonnnnnsssssuuuuuuuuuuuuuuullllllllllllllllttttttttttttttttttaaaaaaaaaaaaaaaaaannnnnnnnnnnnnnnnnnnnntttttttttttttssssssssssssssssss
Single & Multi-Stage Systems Cross Belt & Falling Stream Samplers Truck & Rail Auger Systems Cut Zone Systems Hammermill Crushers Rocker Tooth Crushers LabMill Crushers & Rotary Splitters
ACCURATE, RELIABLE SAMPLING
mclanahan.com
Borehole EngineersExploration & Waterwell drilling and consultation services worldwide +44 (0)191 5273970 [email protected]
www.drilcorp.com
Saint Barbara LLP +44 (0)20 7404 2211
Your Central London
Mining and Minerals Consultant
www.saintbarbara.com
Cradle to cradleConsulting assistance for mining clients from grass roots exploration through to mine closure.
>1,500 professionals > 45 offices > 20 countries 6 continents
Mining books for saleHistory, technology, environment, equipment andmore - all secondhand but in excellent condition,
many unopened.Send email to
[email protected] for a list of books available.
…for Mining, Tunnelling & Surface Transport
World Leading Locomotives
& Haulage Solutions …
Clayton Equipment Ltd www.claytonequipment.com Tel +44 (0) 870 112 9191
MAR CLASS_proof 28/02/2014 12:41 Page 1

Imagine if your drill rods and tubes for bench drilling lasted more than 30 percent longer.
The new Sandvik +Range rods feature the company’s unique steel alloy, which is much more resistant to heat and wear. The alloy is designed to extend service life, requiring fewer rod changes while improving safety and reducing stock and handling costs.
The new +Range offering, which includes T38+, T45+, T51+ and GT60+, is compatible with standard drilling products.
Join the movement toward The Future of Mining.It’s This Way: mining.sandvik.com
CUT COSTS ON EVERY METER DRILLED.THIS WAY!
Sandvik_+RANGE MAR 14_proof 20/02/2014 10:45 Page 1
Related Documents










