C O N S U L T I N G Manufacturing Assessment ARTURO BOLAÑOS, LEAN COACH & SIX SIGMA BLACK BELT

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
C O N S U L T I N G
Manufacturing AssessmentARTURO BO LAÑOS, L EAN COACH & S I X S I GMA BL ACK B ELT
Table of contents
Scope of Manufacturing Assessment◦ Visual Management Assessment◦ Scheduling Assessment◦ Inventory Management Assessment◦ Cleanliness/Order Assessment◦ Standard Work Assessment◦ Single Piece Flow Assessment◦ Assembly Floor Space Assessment◦ Floor Plan Layout Assessment◦ Value Stream Map - High Level
Findings & Recommendations
Impacts to Business
Organizational Structure
Implementation Plan
2
Scope of Manufacturing Assessment
The scope of the manufacturing assessment will cover Inventory Management, Planning, Scheduling, Workflow and Assembly.
The second section of this assessment will be the recommendations that impact, cost improvement, lead time/capacity improvement, productivity and quality improvements.
Purpose organizational structure of roles and responsibilities to reach these new vision.
Developed an Implementation Plan.
3

Inventory Assessment
Too much inventory of wire spools.
Four spools of #14 blue wire each 2,500 feet for total of 10,00 feet.
Obsoleted wire is here.
Need wire for ongoing projects.
How much money is tied up in this rack of wire spools?
4

Cleanliness/Order Assessment
Garbage is overflowing in the morning.
Trash cans do not have a designated location.
Empty cartons needs to be thrown away or properly secured away from the Assembly area.
5

Cleanliness/Order Assessment
Cabinets are not labeled on outside.
Cabinets are not kept up.
Cabinets are not adjacent to the workflow.
Bottom picture of a cabinet not labeled and adjacent outside of stockroom.
6

Standard Work AssessmentThe picture to the upper right shows an employee performing a tapping operation in the assembly area.
One designated employee assembles a panel and introduces panel to panel variation.
The picture to lower right shows work performed by Wiremen.
This form of assembly work promotes to non-standard wire lengths and potential quality problems.
7

Single Piece Flow Assessment
The workflow is poor and is not apparent for the area.
Awaiting materials in order to complete the PAN assembly.
Non Standard table used to assemble panels.
Picture to the right is wired panel in the “Quiet Room” for rework.
Single Piece Flow Assessment
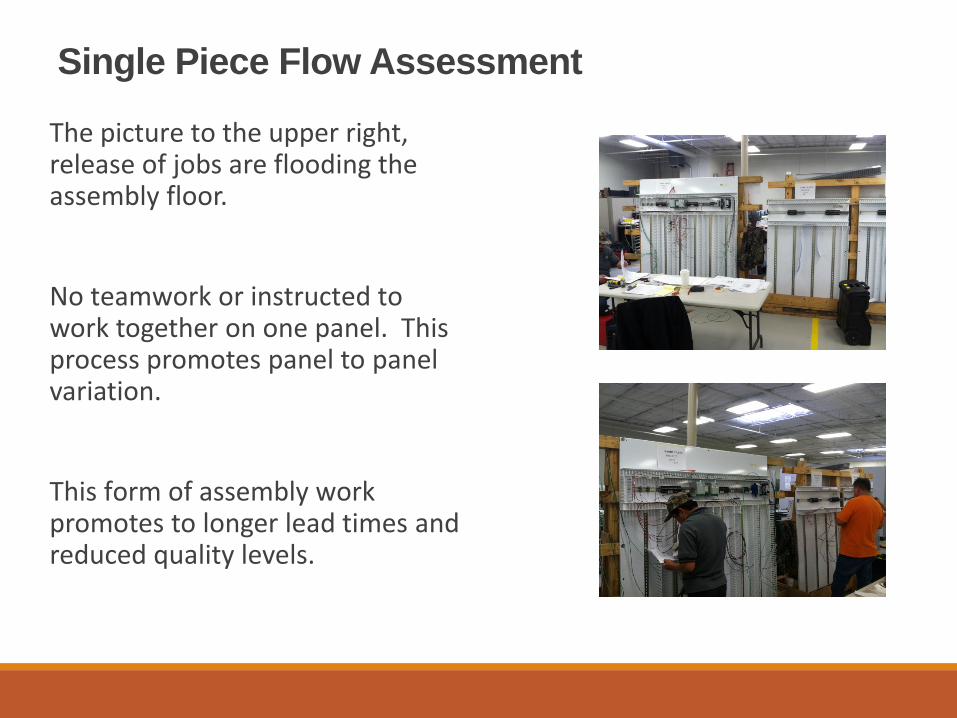
The picture to the upper right, release of jobs are flooding the assembly floor.
No teamwork or instructed to work together on one panel. This process promotes panel to panel variation.
This form of assembly work promotes to longer lead times and reduced quality levels.
Assembly Floor Space Usage
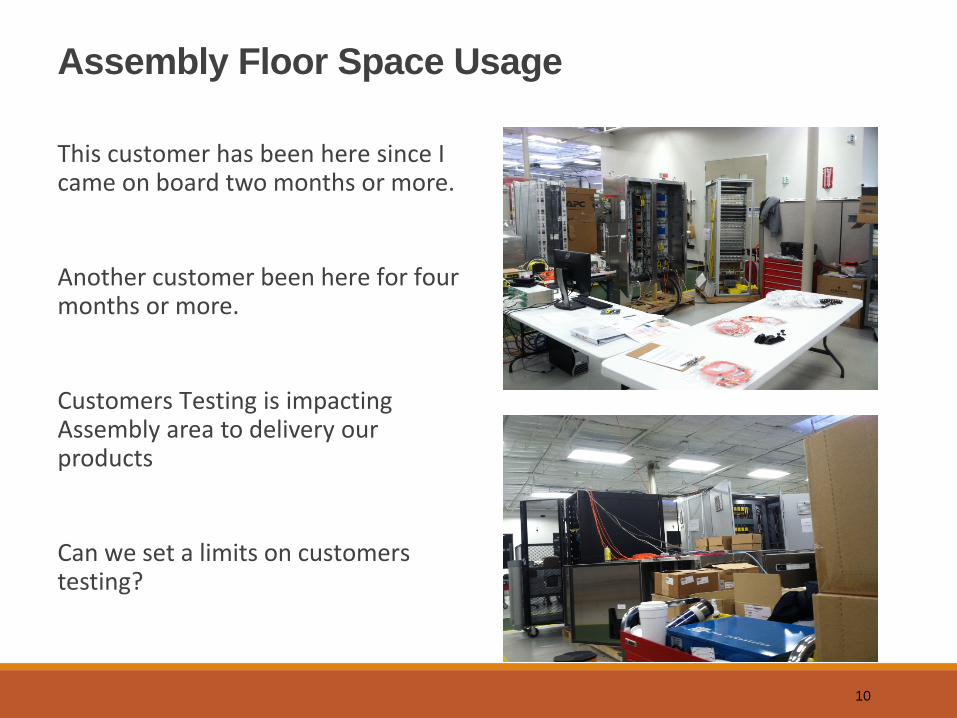
This customer has been here since I came on board two months or more.
Another customer been here for four months or more.
Customers Testing is impacting Assembly area to delivery our products
Can we set a limits on customers testing?
10

Assembly Floor Space Usage
The corners are saved and placed in storage. Should be the shipping or inventory area.
Inventory of new enclosures are packed using up valuable real estate.
Can excess inventory be stored off site with a Vendor close by?
11
Visual Management
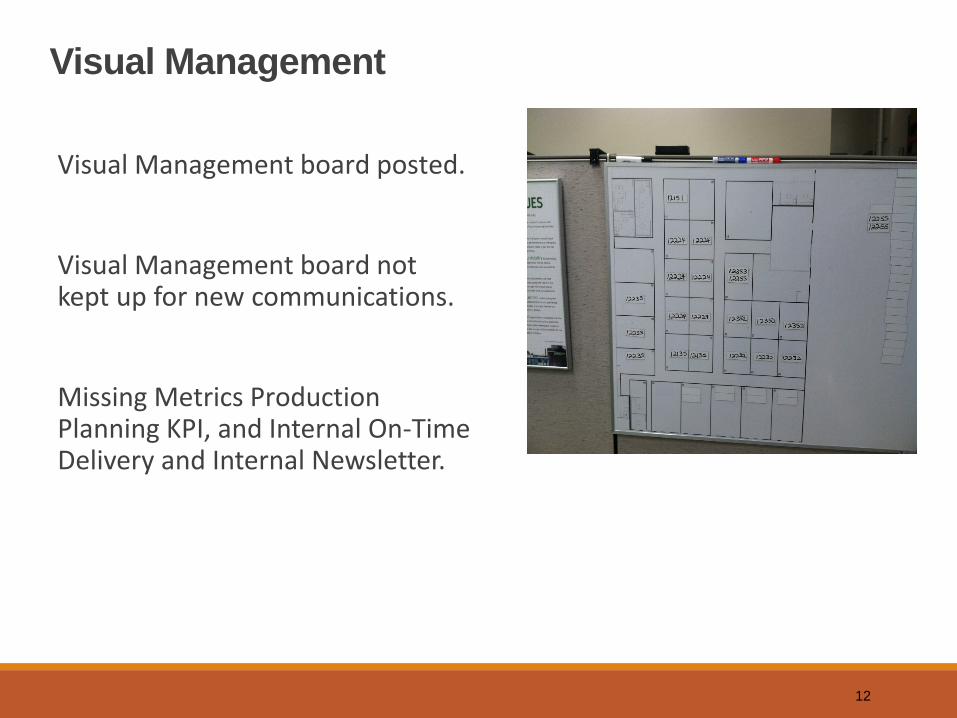
Visual Management board posted.
Visual Management board not kept up for new communications.
Missing Metrics Production Planning KPI, and Internal On-Time Delivery and Internal Newsletter.
12
Planning Assessment
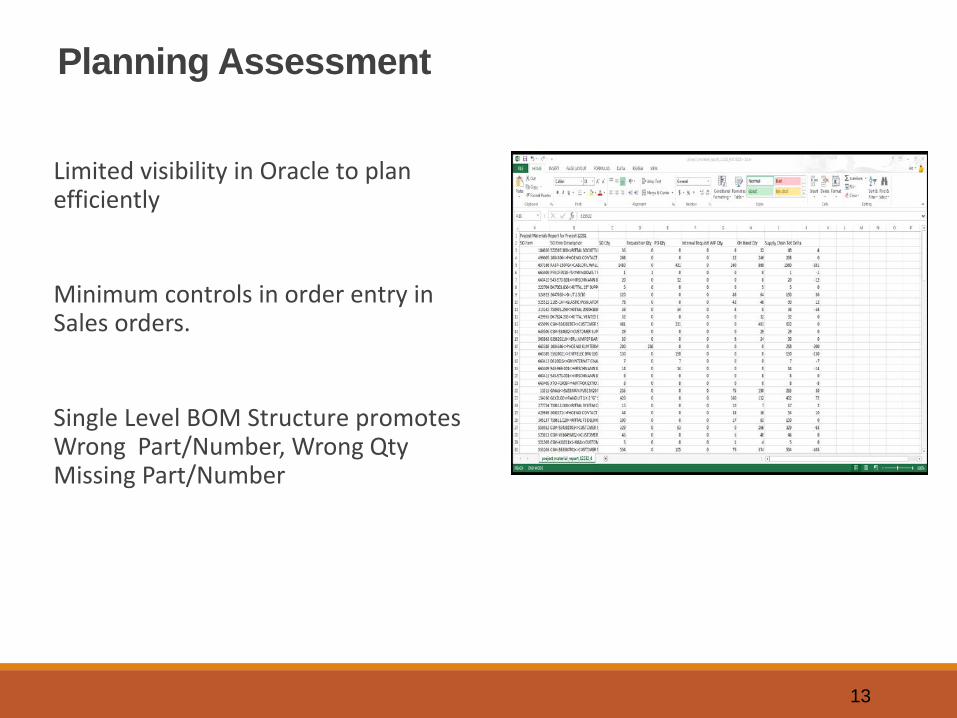
Limited visibility in Oracle to plan efficiently
Minimum controls in order entry in Sales orders.
Single Level BOM Structure promotes Wrong Part/Number, Wrong Qty Missing Part/Number
13

Scheduling Assessment
Accurate inventory is not reliable.
Constantly updating parts and vendor lists with vendor lead times.
Too much time spent expediting parts.
No visibility on procuring consumables.
14

Inventory Assessment
Stackable bin are not fully implemented.
Excessive obsoleted wire in the stockroom.
Customer supplied material in the overflowing from designated area.
15

Inventory Assessment
Field service computer equipment is stored in the shipping area.
Remnants of old projects and materials on the pallet taking up space outside the inventory cage.
16
Inventory Assessment
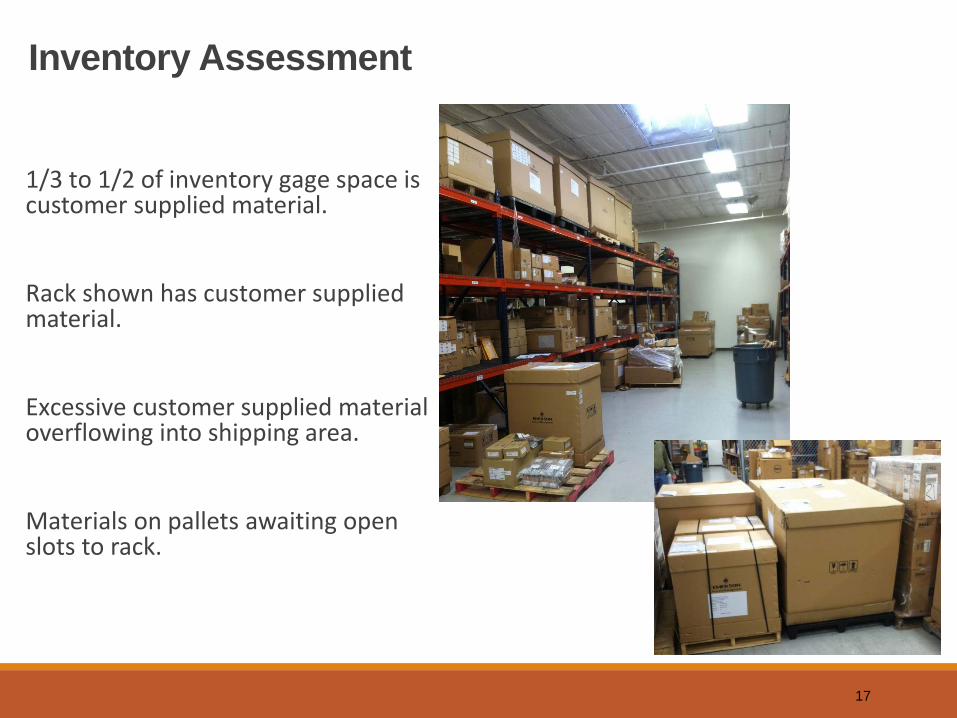
1/3 to 1/2 of inventory gage space is customer supplied material.
Rack shown has customer supplied material.
Excessive customer supplied material overflowing into shipping area.
Materials on pallets awaiting open slots to rack.
17
Single Piece Flow Assessment
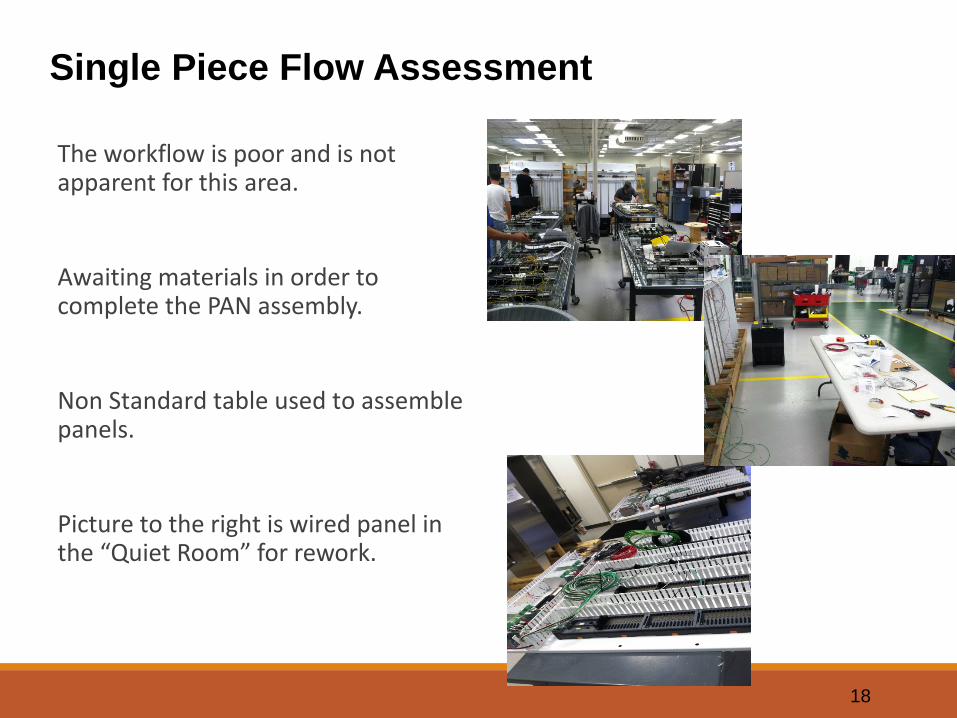
The workflow is poor and is not apparent for this area.
Awaiting materials in order to complete the PAN assembly.
Non Standard table used to assemble panels.
Picture to the right is wired panel in the “Quiet Room” for rework.
18
Single Piece Flow Assessment
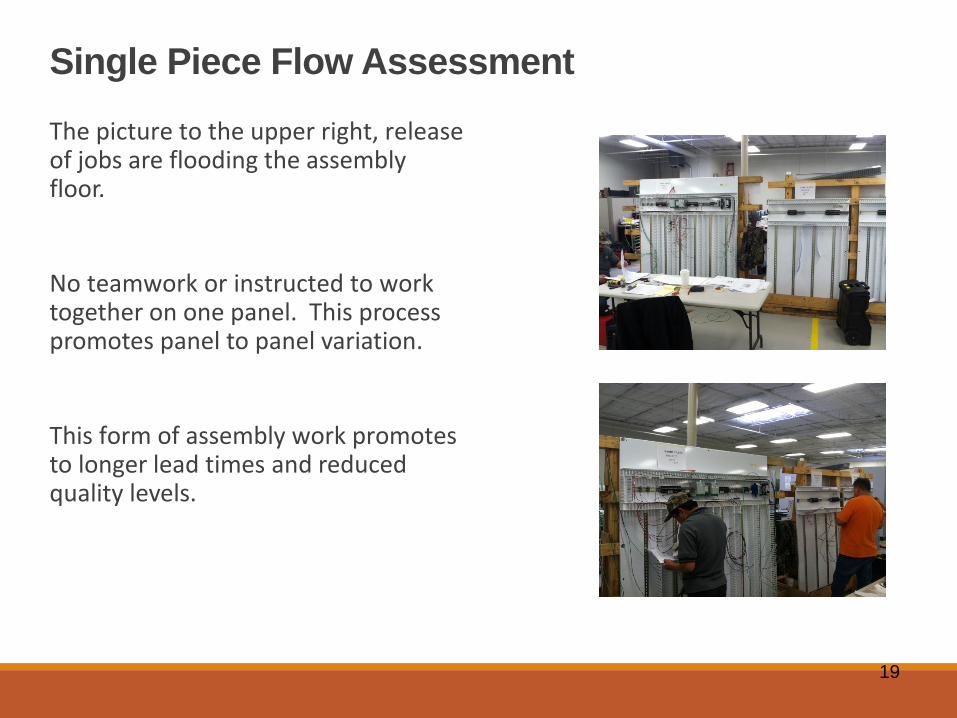
The picture to the upper right, release of jobs are flooding the assembly floor.
No teamwork or instructed to work together on one panel. This process promotes panel to panel variation.
This form of assembly work promotes to longer lead times and reduced quality levels.
19
Assembly Floor Space Usage
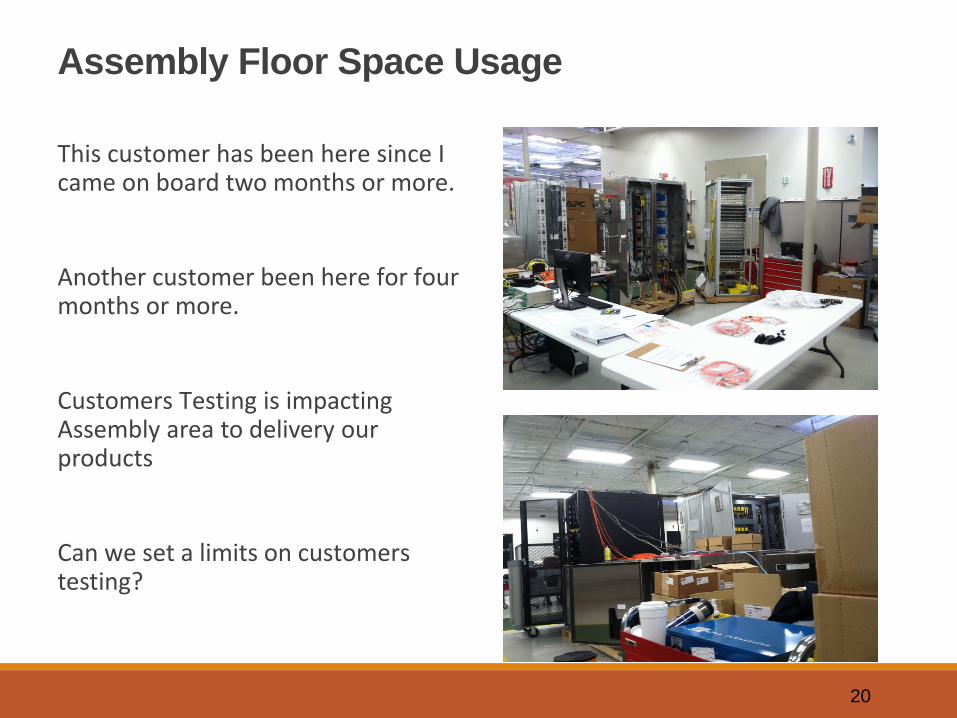
This customer has been here since I came on board two months or more.
Another customer been here for four months or more.
Customers Testing is impacting Assembly area to delivery our products
Can we set a limits on customers testing?
20

Assembly Floor Space UsageTotal Factory square footage 9,967.8
FAT square footage is 3,209 which accounts for 32.2% of Assembly.
Assembly square footage is 1,609 which accounts for 16.1% of Factory.
Inventory on floor square footage is 1,114 which comprises 11.2% of Factory.
Stockroom square footage is 2,053 which is 20.6% of Total Factory.
Shipping square footage is 1,433.7 which accounts for 14.3% of Total Factory.
21
Floor Plan Layout
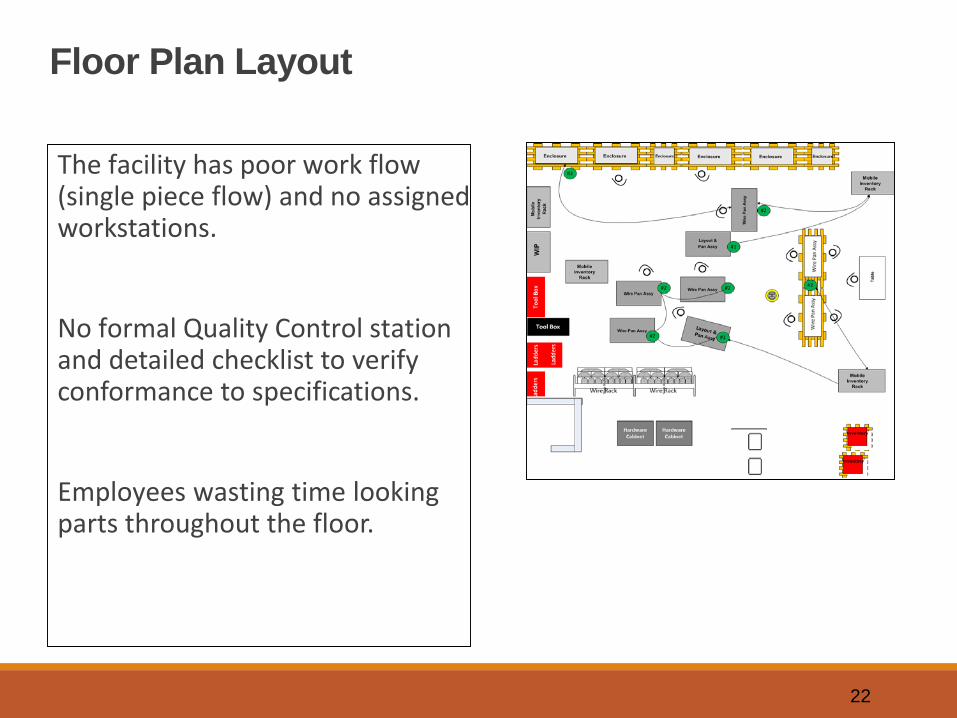
The facility has poor work flow (single piece flow) and no assigned workstations.
No formal Quality Control station and detailed checklist to verify conformance to specifications.
Employees wasting time looking parts throughout the floor.
22
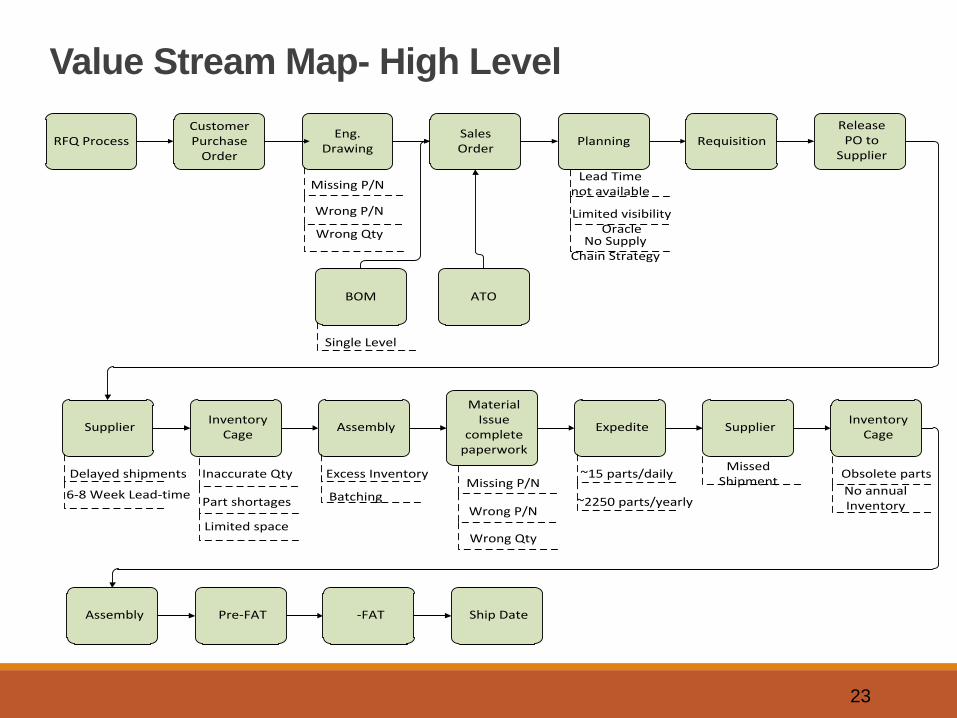
Value Stream Map- High Level
RFQ ProcessCustomerPurchase
Order
Eng. Drawing
BOM
Sales Order
ATO
Planning RequisitionRelease PO to
Supplier
Supplier Inventory Cage Assembly
Material Issue
complete paperwork
Expedite Supplier Inventory Cage
Assembly Pre-FAT -FAT Ship Date
Missing P/N
Wrong P/N
Wrong Qty
Lead Time not available
Excess Inventory
Batching
Inaccurate QtyMissing P/N
Wrong P/N
Wrong Qty
Single Level
Limited visibilityOracle
No Supply Chain Strategy
~15 parts/daily
~2250 parts/yearly
MissedShipment Obsolete parts
No annual InventoryPart shortages
Limited space
Delayed shipments
6-8 Week Lead-time
23

Develop a Balance Score Card for the business.
Identify Key Performance Indicators KPIs for Visual Management.
Identify Operational Plans for the Managers to support the business.
Provide A3 reporting Training to Managers and Supervisors.
Section : Visual Management
• Visual Management board posted.
• Visual Management board not kept up for new communications.
• Missing Metrics Production Planning KPI, and Internal On-Time Delivery and Internal Newsletter.
Recommendations
Findings & Recommendations
24

Section : Planning Recommendations
Findings & Recommendations
Limited visibility in Oracle to plan efficiently.
Minimum controls in order entry in Sales orders.
No Supply Chain Strategy in place.
No inventory metrics setup.
Oracle Expert to develop the purchasing order action report and make improvement on item master to improve meeting customer demands.
Improve product structure to incorporate multilevel BOM to improve customer delivery and develop a Standard Checklist for Order Entry.
Develop a Supply Chain Strategy to reduce lead-time and increase cost savings.
25

Develop a Supply Chain to delivery spool of wire with two day.
Reorganize the Inventory Cage so the Corners have a home.
Develop a JiT program with the Suppliers to bring within two day lead-time.
Vendor Managed Program to maintain the Cabinets.
Section : Inventory Management
• Too much inventory of wire spools.
• The corners are saved and placed in on the Shop Floor.
• Inventory of new enclosures are packed using up valuable real estate.
• Cabinet with expensed items are not in Oracle.
Recommendations
Findings & Recommendations
26

Findings & Recommendations
Develop a full 5S Program that includes 5S Kaizen Events and training to all employees and Supervisors.
Work with the Waste Removal company the capacity and develop a process that meets our need to remove trash from our facility.
Properly secured the empty carton away from the Assembly area.
Garbage is overflowing in the morning
Disorganized work area.
Trash cans do not have a designated location.
Empty cartons are adjacent to completed Panels.
Section : Cleanliness/Order Findings Recommendations
27

Develop a full Standard Work Program that includes: Process Flow Standards, Standard Time Studies and Standard Work documents.
Implement a Training Program with the newly approved Standard Work documents.
Develop audit program to verify the employees are sustaining the standards.
Implement fully comprehensive Quality Checklist for the process flow and will significantly reduce troubleshooting at FAT area.
.
Section : Standard Work Findings
• The picture to the upper right shows an employee performing a tapping operation in the assembly area.
• One employee assembles a panel and introduces panel to panel variation.
• The picture to lower right shows work performed by Wiremen.
• This form of assembly work promotes to quality problems.
Findings & RecommendationsRecommendations
28
Develop a new work cells that include that are designed to improve productivity.
Implement fully comprehensive Quality Checklist for the process flow and significantly reduce troubleshooting at FAT area.
Develop GEMBA Walks to identify bottlenecks and address them quickly.
Section : Single Piece Flow Findings
• The workflow is poor and is not apparent for this area.
• Awaiting materials in order to complete the PAN assembly.
• Picture to the right is wired panel in the “Quiet Room” for rework.
Findings & RecommendationsRecommendations
29
Develop a customer constructional based agreement on duration of Testing in the FAT area.
Identify parts to find new homes closer to the inventory area.
Set the lead-time in the item master to improve inventory turns.
Section : Assembly Usage Findings
• Customers Testing is impacting Assembly area to delivery our products.
• The corners are saved and placed in Delta V assembly.
• Inventory of new enclosures are packed using up valuable real estate.
Recommendations
Findings & Recommendations
30
Section : Floor Plan Layout Recommendations
Findings & Recommendations
The facility has poor work flow (single piece flow) and no assigned workstations.
Loosely Structured Quality Checks in the shop.
Employees wasting time looking parts throughout the floor.
Develop a completely revised floor plan that flow better.
Develop a Quality Control station and detailed checklist to verify conformance to specifications.
The Mobile Carts need to standardized how they are loaded.
31
Section : Cost Improvements Recommendations
Impacts to Business
• No item master management in place to develop standard lead-times to meet customer demands.
• Reactionary buying.
• No inventory strategy and metrics setup.
Improve product structure to incorporate multilevel BOM to improve customer delivery and develop a Standard Checklist for Order Entry.
Eliminate maverick spending by improving product structure and managing customer expectations.
Develop a buying strategy and improve operational methodology.
32

Section : Lead-time /Capacity Recommendations
Impacts to Business
• Inventory of new enclosures are packed using up valuable real estate.
• No system linkage from customer delivery date to component lead time.
• Customers Testing is impacting Assembly area to delivery our products.
Develop a JiT program to pull enclosures and parts from a key suppliers.
Improve product structure to incorporate multilevel BOM to improve customer delivery and develop a Standard Checklist for Order Entry.
Free up the space and put three work cell.
33

Section : Productivity Recommendations
Impacts to Business
• The facility has poor work flow (single piece flow) and no assigned workstations.
• Employees wasting time looking parts throughout the floor.
• Garbage is overflowing in the morning.
• Disorganized work area.
Develop a completely revised floor plan that flows better.
The Mobile Carts need to standardized how they are loaded.
Develop a full 5S Program that includes 5S Kaizen Events and training to all employees and Supervisors.
34

Section : Quality Recommendations
Impacts to Business
• Shop experiences material shortages with an average of 6 parts per day.
• Single Level BOM Structure promotes wrong part/number, wrong qty, missing part/number.
• No Controlled Standard Work procedures on the Shop Assembly and Inventory Departments.
• No Non-conforming procedure how to handle defective parts.
Develop Standard Work upstream of Sale Order to reduce defects such as wrong part/number, wrong qty missing part/number.
Migrate to Multilevel BOM Structure to reduce defects downstream.
Develop Standard Work procedure for Assembly and Inventory Area.
Develop a quality metrics for the factory on to reduce defects.
35
Organizational Structure
Develop the Current State of Roles and Responsibilities for Shop.
Identify missing or bottle of constraints (Roles and Responsibilities) in reference to accomplishing critical tasks to run the business.
Identify the missing personnel with the right training and experience to perform critical tasks.
Identify the adequate roles and responsibilities for the positions.
The roles are documented on a Microsoft Word File: Shop Responsibilities.doc
36

Implementation PlanProject Schedule and Controlling
Item Objective & Methods Responsible Target Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Support Status Charter
1.0 Approval of Personnel Smith Approval TBD Planned
1.1 Supply Chain/Oracle Guru Smith Approval s e Planned
1.2 Quality/Industrial Engineer Smith Approval s e Planned
1.3 Inventory Control Clerk Smith Approval s e Planned
2.0 Interview of Personnel Smith2.1 Supply Chain/Oracle Guru Smith Hire s e Planned
2.2 Quality/Industrial Engineer Smith/Scott Hire s e Planned
2.3 Inventory Control Clerk Scott Hire s e Planned
3.0 Scope of Work Supply Chain/Oracle Upgrade Planned
3.1 Develop the Supply Chain Strategy Supply Chain/Oracle Upgrade s e Planned
3.2 Develop Spend Analysis for cost savings Supply Chain/Oracle Upgrade s e Planned
3.3 Multilevel BOM/Oracle Phase Supply Chain/Oracle Upgrade s --- --- e Planned
3.4 Supply Chain/Oracle Upgrade Phase Supply Chain/Oracle Upgrade s --- --- e Planned
3.5 Develop Supplier Report Card Supply Chain/Oracle Upgrade s --- --- e Planned
3.6 Train PS Personel to new update Oracle Supply Chain/Oracle Upgrade s e Planned
3.7 Train Chris to maintain new Supply Chain Supply Chain/Oracle Upgrade s e Planned
3.0 Scope of Work QC/Industrial Egr. Upgrade Planned
3.1 Standard work in the shop QC/Industrial Egr. Upgrade s e Planned
3.2 Standard work in the office QC/Industrial Egr. Upgrade s e Planned
3.3 Implement ICAR & SCAR Program QC/Industrial Egr. Upgrade s e Planned
3.4 Develop Supplier Quality Report QC/Industrial Egr. Upgrade s e Planned
3.5 Kaizen Event - Cell 1 QC/Industrial Egr. Event s e Planned
3.6 Kaizen Event - Cell 2 QC/Industrial Egr. Event s e Planned
3.7 Kaizen Event - Cell 3 QC/Industrial Egr. Event s e Planned
Planned
4.0 Manufacturing Excelllence Cahal 3 Events
5.1 Balance Score Card for shop & off ice Cahal 1 Event Planned
5.2 A3 Reporting for Managers or equivalent Cahal 1 Event Planned
5.3 LEAN Aw areness for Employees Cahal 1 Event Planned
Manufacturing Excellence FY 2010
37

A proven results oriented bilingual leader with manufacturing and transactional experience. Lead the development, implementation and performance of a process improvement system for companies in Oil & Gas, Power Generation, Automotive Electronics, Semiconductor, Medical Device, and Hot Spas.
Specialties: • Provide LEAN and Six Sigma Training to Senior Management and Supervisors.• Lead, executed, tracked and report high impact projects using, PDCA
methodologies.• Deliver formal training in Six Sigma, LEAN, and Continuous Improvement
methodologies.• Coordinate with Process Owners in development of Value Stream Maps and
Process Mapping.• Provide Project Management for LEAN and Six Sigma projects.• Deliver Kaizen Leader and LEAN Facilitator Training throughout US, UK, &
Switzerland.• Lead, coached and mentor in Lean & Kaizen Events within Manufacturing and
Service settings.
What I can do for your organization.
2/11/2013 – v6.0
Over 5.8 million dollars of cost savings in LEAN and Six Sigma Projects through out career.
Trained led, coached and mentored over 75 Kaizens from 5S to Relayed Lines.
Delivered projects with over 50% of lead-time reductions on LEAN Events.
Improved On-time Delivery from 45% to 90% at Proserv Facility.
Delivered projects with over 30% of transportation reductions on Kaizen Events.
Led two companies to successful QS-9000 certifications.
Managed cross-functional teams to 17 successful Production Part Approval Process (PPAP).
Accomplishments
2/11/2013 – v6.0
Thank you for viewing my presentation
If you enjoyed the presentation or have questions, please contact me at [email protected] or call me at 832-486-0159. I am available to consult with your company or open to new opportunities.
Best regards,
Art Bolanos
2/11/2013 – v6.0
Related Documents











