This article was downloaded by: ["University at Buffalo Libraries"] On: 12 September 2013, At: 01:47 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK International Journal of Production Research Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/tprs20 Managing warehousing in an agile supply chain environment: an F-AIS algorithm based approach V. Kumar a , N. Mishra b , F.T.S. Chan c & A. Verma d a Department of Management & Information Systems, Dublin City University Business School, Dublin, Republic of Ireland b School of Computer Science and Information Technology, University of Nottingham, Nottingham, UK c Department of Industrial and Systems Engineering, The Hong Kong Polytechnic University, Hung Hom, Hong Kong d Computer Aided Manufacturing Laboratory, Department of Mechanical Engineering, University of Cincinnati, USA Published online: 24 Jan 2011. To cite this article: V. Kumar , N. Mishra , F.T.S. Chan & A. Verma (2011) Managing warehousing in an agile supply chain environment: an F-AIS algorithm based approach, International Journal of Production Research, 49:21, 6407-6426, DOI: 10.1080/00207543.2010.528057 To link to this article: http://dx.doi.org/10.1080/00207543.2010.528057 PLEASE SCROLL DOWN FOR ARTICLE Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content. This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
This article was downloaded by: ["University at Buffalo Libraries"]On: 12 September 2013, At: 01:47Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
International Journal of ProductionResearchPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/tprs20
Managing warehousing in an agilesupply chain environment: an F-AISalgorithm based approachV. Kumar a , N. Mishra b , F.T.S. Chan c & A. Verma da Department of Management & Information Systems, Dublin CityUniversity Business School, Dublin, Republic of Irelandb School of Computer Science and Information Technology,University of Nottingham, Nottingham, UKc Department of Industrial and Systems Engineering, The HongKong Polytechnic University, Hung Hom, Hong Kongd Computer Aided Manufacturing Laboratory, Department ofMechanical Engineering, University of Cincinnati, USAPublished online: 24 Jan 2011.
To cite this article: V. Kumar , N. Mishra , F.T.S. Chan & A. Verma (2011) Managing warehousingin an agile supply chain environment: an F-AIS algorithm based approach, International Journal ofProduction Research, 49:21, 6407-6426, DOI: 10.1080/00207543.2010.528057
To link to this article: http://dx.doi.org/10.1080/00207543.2010.528057
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,
systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

International Journal of Production ResearchVol. 49, No. 21, 1 November 2011, 6407–6426
Managing warehousing in an agile supply chain environment:
an F-AIS algorithm based approach
V. Kumara, N. Mishraby, F.T.S. Chanc* and A. Vermad
aDepartment of Management & Information Systems, Dublin City University Business School,Dublin, Republic of Ireland; bSchool of Computer Science and Information Technology, Universityof Nottingham, Nottingham, UK; cDepartment of Industrial and Systems Engineering, The Hong
Kong Polytechnic University, Hung Hom, Hong Kong; dComputer Aided ManufacturingLaboratory, Department of Mechanical Engineering, University of Cincinnati, USA
(Received 3 February 2010; final version received 26 September 2010)
In recent years, application of the agile concept in the manufacturing sector hasbeen researched extensively to reduce the varying effect of customer demands.However, most of the research work is focused on the shop floor of differentmanufacturing processes, while issues concerning the control of warehousescheduling in a supply chain have been neglected so far. Realising this in thepresent research an attempt has been made to address the scheduling aspect of awarehouse in an agile supply chain environment. To resolve the warehouseproblem in this paper, the authors have proposed a new Fuzzy incorporatedArtificial Immune System Algorithm (F-AIS). This algorithm encapsulates thesalient features of a fuzzy logic controller and immune system. The proposedalgorithm has been compared with genetic algorithm (GA), simulated annealing(SA) and artificial immune system (AIS) algorithm to reveal the efficacy of theproposed F-AIS algorithm.
Keywords: AIS; warehousing; scheduling; agile; supply chain; fuzzy
1. Introduction
Warehousing issues have generated a lot of curiosity over the last few decades because oftheir increasing importance, and contribution in the effectiveness of the supply chain. Theproper design and management of the warehouse is vital for the manufacturing industriesto compete with their contenders. The warehouse and the distribution centre is the lastpoint, where productivity could be controlled and managed in the supply chain to furtherreduce cost. An inefficiently planned warehousing system can lead to the overloading ofthe inventory and the deadlock of manufacturing orders during the transfer of productsfrom manufacturer to the customer. Therefore, maintaining an efficient flow of theinventory from the warehouse is a crucial task and efficient management of the warehousesystem is a prerequisite for the successful operation of a supply chain.
Most of the research carried out in the area of manufacturing technology mainly dealswith the scheduling of the manufacturing processes to reduce the lead time, the productdevelopment or the maintenance of the supply chain process (Nasr and Elsayed 1990,
*Corresponding author. Email: [email protected] address: School of Management and Business, Aberystwyth University, UK
ISSN 0020–7543 print/ISSN 1366–588X online
� 2011 Taylor & Francis
DOI: 10.1080/00207543.2010.528057
http://www.informaworld.com
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
Van Hoek 1998, Cachon and Fisher 2000, Moon et al. 2002). However, very few researchpapers discuss the issues involving warehouse management (Watson et al. 1999, Rubricoet al. 2004, Chan and Kumar 2009, etc.). This can be linked with the industrial focus on themanagement of the production system during the last few decades. However, with timemanufacturing firms’ attention has turned towards the success of the entire supply chainand further on the efficient management of their warehouses. In a supply chain linkingparameters between the suppliers and the customers are the production, warehousing, andsales. Since the warehouse manages the inventory at all the levels of the supply chain, rightform the raw material inventory to the finished inventory hence, it should be given asmuch importance as the manufacturing processes.
Knowing the complexity and significance of the warehousing in the supply chain,a number of authors have addressed the vehicle routing and related problems to optimiseits efficacy. Daniels et al. (1998) developed a model for the warehouse order pickingproblem. In their model, order picking requires choosing a subset of the locations whichstore an item to collect the required quantity. In the mean time, Daniels et al. (1998) alsodiscussed the different aspects of warehouse picking problem and formulated a model forsimultaneously determining the assignment and sequencing decisions. The various types ofthe warehousing systems were explained by Van den Berg and Zijm (1999). They alsodiscussed the various decision problems encountered in setting up warehousing systems,including justification, designing, planning and control issues. A need for intelligentwarehousing was also felt at the same time. In this direction, Kim et al. (2003a), proposeda hybrid intelligent agent-based scheduling and control system architecture for an actualindustrial warehouse order-picking problem where, goods were stored at multiplelocations and the pickup location for goods can be selected dynamically in near-realtime. However, the impact of approximate evaluation on the performance of the searchalgorithms for warehouse scheduling was studied by Watson et al. (1999). The warehousemodels assuming that all stock of a particular part is stored in one location in thewarehouse can be found in the literature such as Rosenthal and Ratliff (1983),Goetschalckx and Ratliff (1988), and Bozer and White (1990), Sanders and Graman(2009). Rubrico et al. (2008) applied a tabu search algorithm to derive a schedule for themultiple picking agents in a warehouse. The warehouse location problems undercontinuous economies of scale were studied by Feldman et al. (1966). However, toinvestigate the over-batching problem in warehouses, De Koster et al. (1999) applied twoheuristic algorithms namely seed algorithm and time saving algorithm to solve the problemand evaluated their performance using S-shape and L-shape strategies. Macro and Salmi(2002) generated a simulation model tool to determine the warehouse efficiencies andstorage allocation.
The vehicle routing problem inside warehouses has been studied by a few researchers.The warehouse location-routing problem (WLRP) was studied by Perl and Daskin (1985),while Burkard et al. (1995) analysed, and optimised the vehicle routing in an automatedwarehouse. Van den Berg and Gademann (1999) addressed the sequencing of requests inan automated storage/retrieval system with dedicated storage. The objective of their staticproblem was to find a route of minimal total travel time in which all storage and retrievalrequests may be performed. Kumar et al. (2008) studied the vehicle routing problem in aflexible manufacturing systems environment to address the part loading and unloadingissues that can be well applied in the warehousing scenario. Route generation forwarehouses using a fast heuristics method was studied by Rubrico et al. (2004). Theyaimed to minimise the distance of the routes, and the number of routes generated.
6408 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

From the viewpoint of the research contributions in the area of warehousemanagement we observed that most of the researchers have worked on the schedulingaspects of warehousing but so far they have neglected the agility concept. This motivatedthe authors to develop a warehouse model in an agile supply chain environment. Thevarious technological constraints, and the decision variables considered in this papermakes the model more realistic to the real world environment.
Meeting customer expectation is a difficult task and agility is needed in order toproduce a large variety of products that can accommodate the dynamic changes in theproduct design and the demand pattern of the market. The establishment of an agilephilosophy depends upon the three foremost critical elements: customer satisfaction,market place understanding, and response to the real demand. Agile organisationemphasises the two most important attributes; flexibility and adaptability (Kidd 1995,Christopher and Towill 2001, Agarwal et al. 2006). With the need of organisations tobecome more responsive to customer requirements in a competitive environment where thelevel of instability is continuously increasing, the adoption of the agile supply chainstrategies would help to counter these problems.
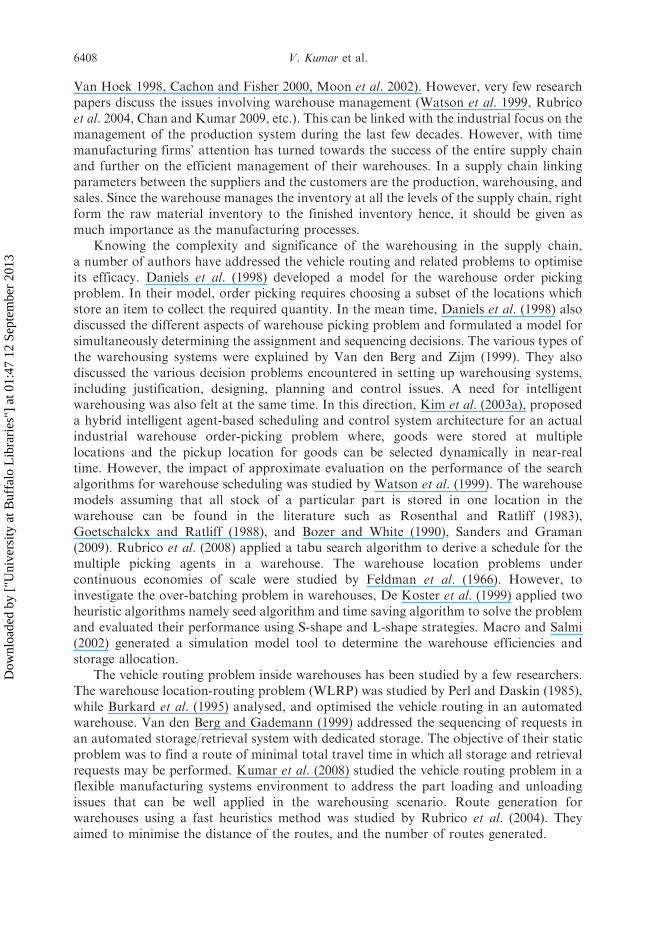
The literature review reveals that numerous research papers have addressed theapplication of an agile philosophy under different aspects of manufacturing processes(Towill and McCullen 1999, Yusuf et al. 1999, Jones et al. 2000, etc.). Manufacturingenterprises based on the agile concept are characterised by customer-supplier integratedprocesses for product design, manufacturing, marketing, and support services. Essentially,agility is a set of abilities for meeting widely varied customer requirements in terms ofprice, specification, quality, quantity and delivery. Goldman et al. (1995) expressed agilityas having four underlying principles: (i) delivering value to the customer; (ii) being readyfor change; (iii) valuing human knowledge and skills; and (iv) forming virtual partnerships.Gunasekaran (1999) conceptualised a model for an agile manufacturing system as shownin Figure 1.
In this research, the warehouse scheduling problem in an agile environment isaddressed. The authors have developed a model to find an optimal warehouse schedule sothat the total tardiness, as well as the number of tardy orders can be minimised. Theauthors have considered the role of AGVs in the warehouse scheduling problem; however,the number of vehicles in the warehouse is assumed to be fixed. Although, here it isworthwhile to mention that in order to make the scenario more practical, the authors havetaken into account the precedence relationship among the products, along with a non-uniform starting time of the warehouse. Subsequently, a mathematical model wasdeveloped to address the dynamic nature of the problem and thus, justifying the agileconcept. As a new order is introduced, the proposed model changes the warehousesequence in such a way that the total tardiness, as well as the number of tardy orders forboth new and previous orders is minimised. Reducing tardiness allows a manufacturingfirm to be more responsive to customer demand. In order to solve such type of complexproblem this paper proposes a Fuzzy incorporated Artificial Immune System (F-AIS)based algorithm. The F-AIS algorithm integrates the delicacies of the fuzzy rules (Kimet al. 2003b) and the immune system, and converges quickly to find a better solution in aminimum number of generations. The proposed algorithm has been compared with geneticalgorithm (GA), simulated annealing (SA) and simple artificial immune system (AIS)algorithm to show its efficacy and robustness over others.
The next section discusses the problem formulation in detail and highlights the variousconstraints and decision variables considered in this problem. Thereafter, the paper gives
International Journal of Production Research 6409
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
a brief stepwise description of the F-AIS algorithm. Section 4 discusses a numericalexample of a scheduling problem normally prevailing in the warehousing environment.The efficacy of the F-AIS algorithm has been tested under this scenario. Results arediscussed in Section 5 of the paper while, conclusion of the paper with some futureresearch directions are presented in Section 6.
2. Problem formulation
2.1 Problem description
Supply chain coordination is vital for the success of any manufacturing firm and itdepends upon the relationship among the manufacturers, suppliers, warehouses, customersand used production methodology. The resulting instability generated due to uncertaintyin the production schedules, warehouse management, and transportation severely affectsthe relationship of the company with their suppliers of the raw materials and the customersto whom it sells their products. In a similar way, the scheduling methodology adoptedduring the different stages of manufacturing immensely affects the success of the supplychain. However, agile manufacturing is capable of successfully overcoming the discrep-ancies generated due to the uncertainties. The selection of appropriate warehouse,
Systems
People
Strategies
Technologies
Rapid partnesh
ip
Reconfigurability Mass cu
stomiza
tin
Virtual enterprise
Agile manufacturing system
Figure 1. An agile manufacturing system.
6410 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

vehicle and sequence in which products are transferred from the manufacturer to the
warehouse and finally from the warehouse to the retailer, is performed in such a way that
total tardiness as well as number of tardy jobs are minimised.In the present research the sequencing has generally been tackled using the criteria to
minimise the tardiness, as well as the number of tardy jobs. At the same time, the
precedence relation among the different parts of an order has been incorporated to imitate
real manufacturing circumstances. Additionally, an attempt has also been made in this
article to take care of the dynamic nature of the customer’s demands by rescheduling the
sequence as soon as a new order is introduced. Generally, two commodity network flow
models are used to generate a feasible warehouse sequence with precedence constraintscriteria in the travelling salesman problem (TSP) (Kusiak and Finke 1987). In this research
also two a commodity network flow model is used to generate the warehouse sequencing
developed by Lee et al. (2002).
2.2 Objective function
Notation and acronyms: for convenience, all the notation and acronyms used in the model
are listed in the Appendix.Integrality of decision variables: the model is based on the following binary decision
variables:
Xpij ¼1, if product i of order p is kept in warehouse immediately after product j
0, otherwise
�
Ypim ¼1, if product i of order p is kept in warehouse m
0, otherwise
�
Zijm ¼1, if product i precedes product j in warehouse m
0, otherwise:
�
Constraints:
. C1: commodity feasibility constraintsBetween the products wpi and wpj commodity q of the order type ‘p’ is feasible, if it
satisfies the following constraints:
XJpj¼1
Xqpji �
XJpj¼1
Xqpji ¼
Jp � 1, for i ¼ �p�1, otherwise
,
�8P ð1Þ
Xqpji,X
qpji � 0, 8P, i, j: ð2Þ
Similarly between the products wpi and wpj commodity ‘r’ is feasible if it satisfies
the following constraints:
XJpj¼1
Xrpji �
XJpj¼1
Xrpji ¼
Jp � 1, for i ¼ �p�1, otherwise
,
�8P ð3Þ
Xrpji,X
rpji � 0, 8p, i, j: ð4Þ
International Journal of Production Research 6411
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

. C2: precedence constraintPrecedence relations between products are feasible if the difference between sums
of the commodity q from products wp� to wpj and from products wp� to wpj for all
the order type p is greater then or equal to 1:
XJpj¼1
Xrp�j �
XJpj¼1
Xrp�j � 1, 8P and ðwp� ! wp�Þðwp� 6¼ �pÞ: ð5Þ
. C3: sum of commodities constraintFor a feasible product sequence, sum of commodities q and r between the
products Wpi and Wpj is equal to Jp � 1:
Xqpij þ Xr
pij ¼ ðJp � 1ÞXpij, 8p, i and j: ð6Þ
. C4: warehouse constraintThis constraint implies that a warehouse will keep a new product only after
removing the previous product. This constraint can be expressed as:
�hjm � �pim þ �ð1� ZijmÞ � �pjm, ð7Þ
where � is a very large positive number.. C5: storage time constraint
The storage time of each product should always be positive or zero:
�pim � 0: ð8Þ
. C6: feasibility of tour constraintProduct sequence of the order type p is feasible if sum of commodities q and r is
equal to Jp � 1:
XJpj¼1
Xqpji þ Xr
pji
� �¼ Jp � 1, 8p and i: ð9Þ
Formulation of objective function: The number of transportations from the manufacturer to
warehouse for the product type ‘i ’ of the order type ‘p’ having lot size of production �hpi is:
�hpi ¼lp
�pi
� �, ð10Þ
where symbol �d e represents the greatest integer function.The transition time required for the product type ‘i’ to be transferred from the
manufacturer to the warehouse and store it for sufficient time in the warehouse and finally
transfer to the retailer is:
tpij ¼ rp�pimYpim þ �pijXpij þ rpDMm
Vþ rp
DWm
Vþ LTþUT
� �: ð11Þ
Total transition time for all the product types in the 0-1 integer programming model
is given by:
T ¼XPp¼1
XJpj¼1
XJpj¼1j 6¼i
XMm¼1
XMn¼1
1
Jp � 1tpij X
qpij þ Xr
pij
� �: ð12Þ
6412 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

Subject to:
XMm¼1
Ypim ¼ 1, 8p and i ð13Þ
and
Ypim 2 f0, 1g, 8p, i and m: ð14Þ
Tardiness of customer order p (�p) is the amount of time by which the completion time
exceeds from its due date. It can be expressed as:
�p ¼ maxCp � dup0
�: ð15Þ
Total tardiness of all the customer orders is:
� ¼XPp¼1
�p: ð16Þ
The overall objective of the warehouse scheduling problem is to minimise the total
tardiness of all the customer orders:
minimiseXPp¼1
�p: ð17Þ
It is possible only if total transition time T for all the customer orders is minimum,
that is:
minimiseXPp¼1
XJpj¼1
XJpj¼1j6¼i
XMm¼1
XMn¼1
1
Jp � 1tpij X
qpij þ Xr
pij
� �, ð18Þ
where,
tpij ¼ rp�pimYpim þ �pijXpij þ IMLmYpim þ rpDMm
Vþ rp
DWm
Vþ LTþUT
� �:
3. F-AIS (fuzzy incorporated AIS) algorithm
The artificial immune system (AIS) was proposed by De Castro and Von Zuben (2001),
and De Castro and Timmis (2002) inspired by the biological immune system.
The prime function of an immune system is to protect the body from unfamiliar invaders.
To accomplish this task the body produces a number of antigenic receptors that
combat the attacking antigens (Ag’s). The harmless cells that belong to our body, are
termed as self antigens whereas, the disease causing cells are referred to as nonself antigens.
The detailed mechanism of the AIS which is similar to the human immune system is
explained in the earlier work of Kumar et al. (2006), and Chan et al. (2006). The major
International Journal of Production Research 6413
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
attributes of the AIS are clonal selection, immune memory, affinity maturation,and receptor editing.
3.1 Clonal selection
Clonal selection theory explains the immune system response to the nonself antigensrecognised by the B-cells. These antibodies bind themselves to the antigens in order toeliminate them by the other immune cells. The proliferation rate of the immune cell isproportional to its affinity with the selective antigen. The new cells formed afterthe division of the immune cell undergoes hyper-mutation to increase their antigenicreceptor that poses higher affinities with the selective antigen. The harmful clonesgenerated during the process are eliminated. After the completion of the process, theimmune system with antibodies having improved affinities is obtained. The detailedmechanism of this process is discussed in the earlier work of Kumar et al. (2006), and ofChan et al. (2006).
3.2 Immune memory
After the elimination of the antigens from the body, most of the antibodies returnto the normal condition. However, some of them still remain circulating inside thebody as memory cells. Whenever the body is attacked by similar antigens, thesememory cells become activated and they respond to these antigens in a more efficientmanner.
3.3 Affinity maturation
Affinity maturation in the immune system is referred as the phenomenon of having higheraffinity of antibodies in memory cells than the early primary response cells. Hyper-mutation is carried out to increase the affinity of the antibodies which are selected for apool of memory cells whereas; the low affinity cells are eliminated. The deletion of the selfreactive receptors by the B-cells, and the formation of new receptors is termed as receptorediting, which helps in escaping the local minima whereas, hyper-mutation helps inexploring the local regions. To avoid the entrapment in the local minima a fuzzy logiccontroller, based on some rules is created that updates the mutation ratio as per thechanges in the average fitness of the population.
3.4 Fuzzy logic controller
In the proposed work to minimise the computational time and to avoid the chances ofbecoming entrapped in the local minima, a fuzzy logic controller (FLC) (Kim et al. 2003b)has been incorporated. The mutation FLC has been implemented independently toadaptively standardise the mutation ratio. The mutation ratio is updated based on the
6414 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
changes in the average fitness of the population. The strategy implied has been mentionedin detail in the earlier work of the authors (Chan et al. 2009).
3.5 Algorithm steps
The steps of the proposed F-AIS algorithm are explained below:
Step 1: Randomly generate a set of the population (Ps).
Step 2: Among the population of antigens randomly select a single antigen (Ag).
Step 3: Randomly select a sample of antibodies without substituting it from thepopulation of antibodies.
Step 4: Then expose antigens to these antibodies and calculate their affinities.
Step 5: The antibody having the highest affinity is selected and a set of clones aregenerated for the highest affinity antibody (Ab)
Step 6: All the generated clones are subjected to mutation with the rate proportional totheir affinity. The higher the affinity is, the smaller the mutation rate is. The mutation rateis updated as per the adaptive regulation of AIS parameters using FLC (Kim et al. 2003b,Chan et al. 2006).
. The input variables of the FLC for AIS parameters are the average fitness changesat instant t and t�1, i.e., D �uðF, j Þ and D �uðF, j� 1Þ.
. Using the fuzzy decision table the control actions of D �uðF, j� 1Þ, and D �uðF, j Þ aredetermined.
. Afterwards the change in mutation ratio (Dmð j Þ) is determined asDmð j Þ ¼ �Zða, bÞ, where Zða, bÞ are the values corresponding to D �uðF, j� 1Þ,and D �uðF, j Þ. � is the value to regulate the increasing or decreasing range for themutation rate.
. The mutation rate is updated as: Pmð j Þ ¼ Pmð j� 1Þ þ Dmð j Þ, where Pm is themutation rate at instant j.
Step 7: These clones are added to the randomly generated solutions after carrying out themutation process; afterwards again a set of antibodies are selected from these maturatedindividuals that are kept as memories of the system.
Step 8: The affinity of the new population is determined; if the affinity of the newsolution is greater than that of the cloned one then it is equivalent to that of the clones.
Step 9: The population with lowest affinities are replaced by the best clones generatedafter maturation.
Step 10: Steps 1–9 are repeated until the best antibody is obtained.
3.5.1 Solution representation and generation of initial feasible solution
The key issue in the implementation of F-AIS is encoding of the antigens and theirrepresentation. During the last two decades, various string encoding techniques have beendeveloped such as real encoding, integer encoding, permutation and matrix encoding.In this research, after extensive experimentation the decision was taken to use the
International Journal of Production Research 6415
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
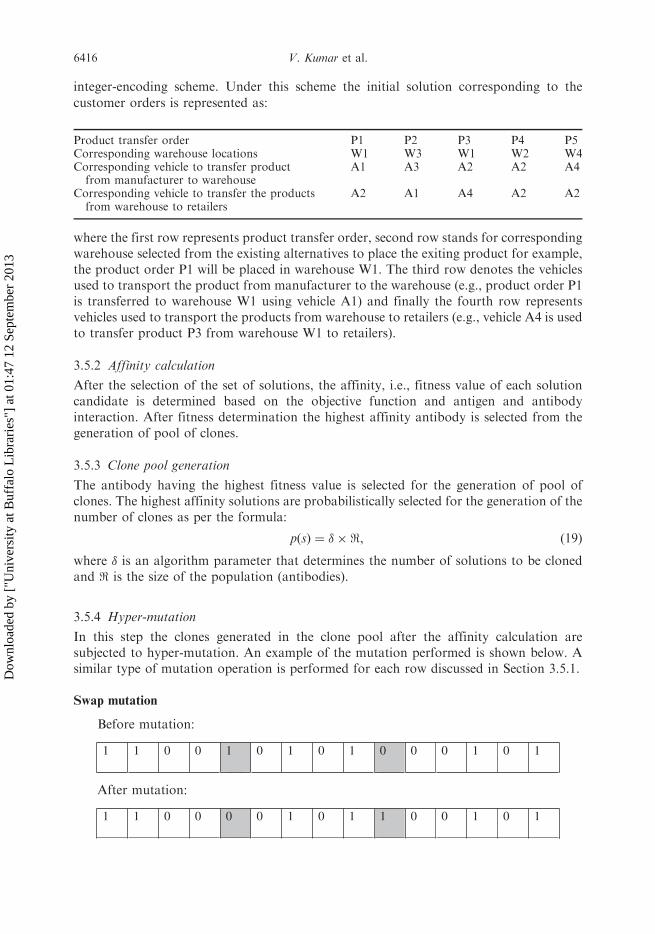
integer-encoding scheme. Under this scheme the initial solution corresponding to the
customer orders is represented as:
where the first row represents product transfer order, second row stands for correspondingwarehouse selected from the existing alternatives to place the exiting product for example,the product order P1 will be placed in warehouse W1. The third row denotes the vehiclesused to transport the product from manufacturer to the warehouse (e.g., product order P1is transferred to warehouse W1 using vehicle A1) and finally the fourth row representsvehicles used to transport the products from warehouse to retailers (e.g., vehicle A4 is usedto transfer product P3 from warehouse W1 to retailers).
3.5.2 Affinity calculation
After the selection of the set of solutions, the affinity, i.e., fitness value of each solutioncandidate is determined based on the objective function and antigen and antibodyinteraction. After fitness determination the highest affinity antibody is selected from thegeneration of pool of clones.
3.5.3 Clone pool generation
The antibody having the highest fitness value is selected for the generation of pool ofclones. The highest affinity solutions are probabilistically selected for the generation of thenumber of clones as per the formula:
pðsÞ ¼ ��<, ð19Þ
where � is an algorithm parameter that determines the number of solutions to be clonedand < is the size of the population (antibodies).
3.5.4 Hyper-mutation
In this step the clones generated in the clone pool after the affinity calculation aresubjected to hyper-mutation. An example of the mutation performed is shown below. Asimilar type of mutation operation is performed for each row discussed in Section 3.5.1.
Swap mutation
Before mutation:
1 1 0 0 1 0 1 0 1 0 0 0 1 0 1
After mutation:
1 1 0 0 0 0 1 0 1 1 0 0 1 0 1
Product transfer order P1 P2 P3 P4 P5Corresponding warehouse locations W1 W3 W1 W2 W4Corresponding vehicle to transfer productfrom manufacturer to warehouse
A1 A3 A2 A2 A4
Corresponding vehicle to transfer the productsfrom warehouse to retailers
A2 A1 A4 A2 A2
6416 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
3.5.5 Affinity maturation
After the hyper-mutation operation the fitness of the candidate solutions are againdetermined. The affinity of the new candidate solutions are compared with the oldsolutions. If the new solution has higher affinity than the previous one, then it is acceptedin place of the old solution. The poor solution present in the pool of operations is replacedby the best new solutions generated after the hyper-mutation. The �< low affinitysolutions are replaced by �< high affinity solutions, where is the replacement fraction.This replacement process is reiterated until the termination criterion is satisfied and thepoor solutions are replaced with the best one.
4. Numerical example
To demonstrate the efficacy and robustness of the proposed model and the quality ofthe solutions found by the F-AIS, randomly generated constrained examples areconsidered. Each example involves three coupled decision problems, viz. sequence ofproduct transfer, selection of appropriate warehouse and the selection of transportationvehicles for each product type to minimise the total tardiness and number of tardyorders. Additionally, various system constraints (precedence, commodity feasibility,sum of commodity, warehouse, vehicle, and feasibility of tour constraints) are takeninto account. It is customary to mention here that the adopted strategy is developedfrom an implementation viewpoint in an agile environment. In the upcomingsubsection, we are going to demonstrate the problem generation schema utilised inthe research.
4.1 Problem generation
The present section aims to demonstrate the scheme used here for generating the data sets.Here, data sets are generated with increasing complexity. The detailed description of thetotal number of orders to be transferred from a manufacturing plant to a retailer, thenumber of warehouses and vehicles taken into consideration, the distance between awarehouse and a manufacturing industry, and that between a manufacturing industry anda retailer and the velocity of each vehicle is fixed to 50 km/h are shown in Table 1. Thenumber of new orders has been determined by randomly generating a number in the range0 to 1/4th of the number of orders in progress. The due-dates of orders, initial setup time,setup time of warehouse between two products, loading and unloading time of the vehicle,and total number of products is generated by a discrete uniform distribution is also shownin Table 1.
For example, the data set generated by following the above methodology isillustrated in Table 2. This numerical example consists of five different customer orderswith different due-dates {du1¼ 200, du2¼ 260, du3¼ 400, du4¼ 320, du5¼ 280}. Theseorders are accomplished by transferring the corresponding products from the manufac-turer to the retailer via the warehouse using three different vehicles. Correspondingly, thevelocity of each vehicle is fixed at 50 km/h. In this case, we have considered six warehousesand the distance of the manufacturer from these warehouses and the retailers are shown
International Journal of Production Research 6417
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
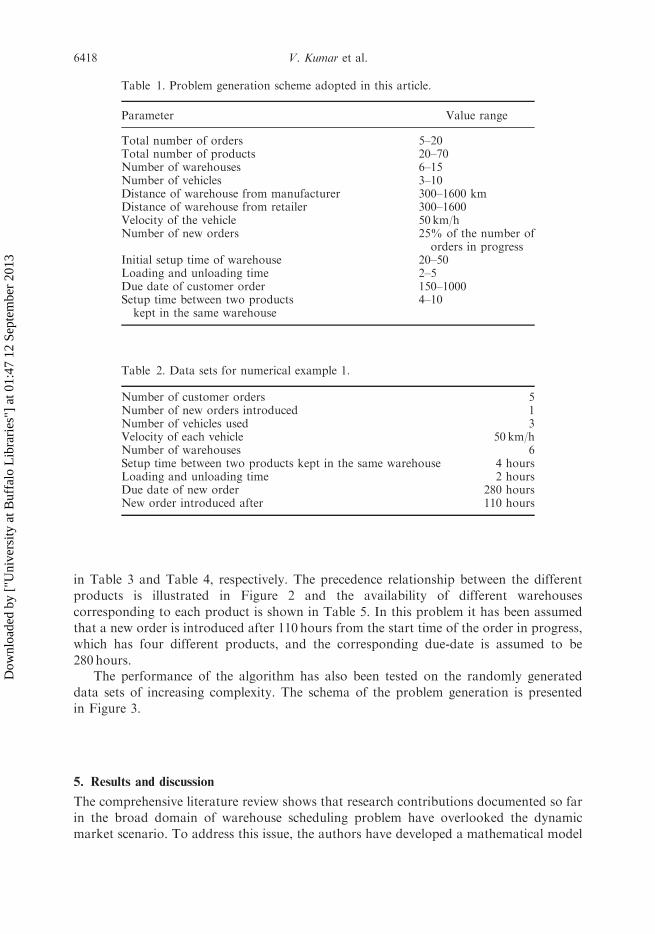
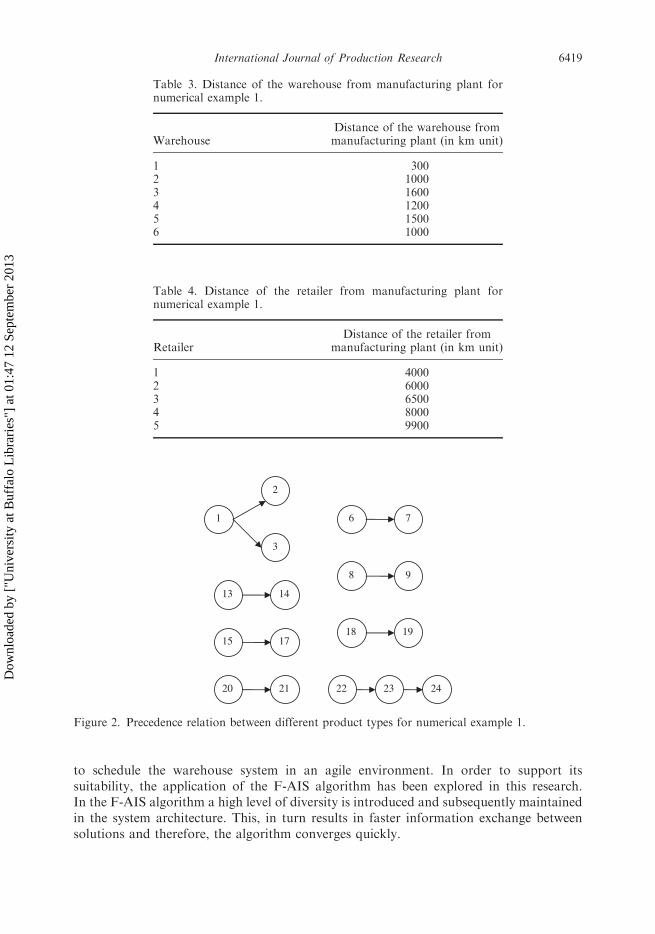
in Table 3 and Table 4, respectively. The precedence relationship between the differentproducts is illustrated in Figure 2 and the availability of different warehouses
corresponding to each product is shown in Table 5. In this problem it has been assumedthat a new order is introduced after 110 hours from the start time of the order in progress,which has four different products, and the corresponding due-date is assumed to be
280 hours.The performance of the algorithm has also been tested on the randomly generated
data sets of increasing complexity. The schema of the problem generation is presentedin Figure 3.
5. Results and discussion
The comprehensive literature review shows that research contributions documented so farin the broad domain of warehouse scheduling problem have overlooked the dynamicmarket scenario. To address this issue, the authors have developed a mathematical model
Table 1. Problem generation scheme adopted in this article.
Parameter Value range
Total number of orders 5–20Total number of products 20–70Number of warehouses 6–15Number of vehicles 3–10Distance of warehouse from manufacturer 300–1600 kmDistance of warehouse from retailer 300–1600Velocity of the vehicle 50 km/hNumber of new orders 25% of the number of
orders in progressInitial setup time of warehouse 20–50Loading and unloading time 2–5Due date of customer order 150–1000Setup time between two productskept in the same warehouse
4–10
Table 2. Data sets for numerical example 1.
Number of customer orders 5Number of new orders introduced 1Number of vehicles used 3Velocity of each vehicle 50 km/hNumber of warehouses 6Setup time between two products kept in the same warehouse 4 hoursLoading and unloading time 2 hoursDue date of new order 280 hoursNew order introduced after 110 hours
6418 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
to schedule the warehouse system in an agile environment. In order to support itssuitability, the application of the F-AIS algorithm has been explored in this research.In the F-AIS algorithm a high level of diversity is introduced and subsequently maintainedin the system architecture. This, in turn results in faster information exchange betweensolutions and therefore, the algorithm converges quickly.
1
2
3
17
6 7
98
1413
1815
19
20 21 22 23 24
Figure 2. Precedence relation between different product types for numerical example 1.
Table 3. Distance of the warehouse from manufacturing plant fornumerical example 1.
WarehouseDistance of the warehouse frommanufacturing plant (in km unit)
1 3002 10003 16004 12005 15006 1000
Table 4. Distance of the retailer from manufacturing plant fornumerical example 1.
RetailerDistance of the retailer from
manufacturing plant (in km unit)
1 40002 60003 65004 80005 9900
International Journal of Production Research 6419
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
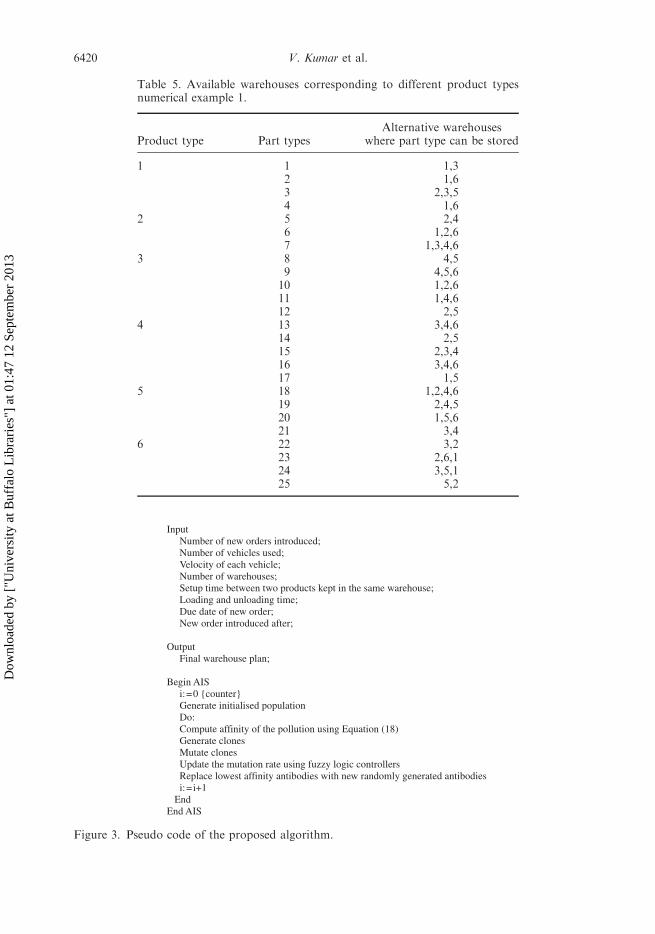
Table 5. Available warehouses corresponding to different product typesnumerical example 1.
Product type Part typesAlternative warehouses
where part type can be stored
1 1 1,32 1,63 2,3,54 1,6
2 5 2,46 1,2,67 1,3,4,6
3 8 4,59 4,5,610 1,2,611 1,4,612 2,5
4 13 3,4,614 2,515 2,3,416 3,4,617 1,5
5 18 1,2,4,619 2,4,520 1,5,621 3,4
6 22 3,223 2,6,124 3,5,125 5,2
InputNumber of new orders introduced; Number of vehicles used; Velocity of each vehicle; Number of warehouses; Setup time between two products kept in the same warehouse; Loading and unloading time; Due date of new order; New order introduced after;
OutputFinal warehouse plan;
Begin AIS i:=0 {counter}Generate initialised population Do: Compute affinity of the pollution using Equation (18) Generate clones Mutate clones Update the mutation rate using fuzzy logic controllers Replace lowest affinity antibodies with new randomly generated antibodies i:=i+1
End End AIS
Figure 3. Pseudo code of the proposed algorithm.
6420 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

The F-AIS algorithm achieves optimal or near-optimal solutions for the objective
considered in the warehouse problem and emerges as a powerful meta-heuristic algorithm.
The pseudo code of the algorithm illustrated in Section 3.5 is shown in Figure 3. In the first
numerical example, the proposed F-AIS algorithm generated a significant solution in less
number of generations as compared to GA, SA and AIS algorithm. Optimal parameters
were used for the GA (initial population size¼ 10; number of generations¼ 58; crossover
probability¼ 0.88; mutation probability¼ 0.29); SA (number of generations¼ 50 and
initial temperature¼ 300) and AIS algorithm (no. of generations¼ 62; population
size¼ 25; no. of antibodies selected for cloning selection¼ 5; no. of randomly added
anti-bodies¼ 7; max. no. of clones/antibodies¼ 2) while comparing them with the F-AIS
algorithm. The initial sequence generated by the F-AIS algorithm is shown in Table 6. As a
new order is introduced after 110 hours having a due-date of 280 hours, the F-AIS
algorithm generates a reschedule integrating the new order along with the remaining
portion of orders in progress. Correspondingly, the final sequence is generated by the
F-AIS algorithm and is shown in Table 7. From the table it can be inferred that the
reschedule concept easily takes care of the new orders while minimising the overall
tardiness. Also, it is observed that in the absence of rescheduling, the new order remains
idle until the previous orders are fully pursued.To reveal the efficacy of the proposed F-AIS algorithm, it has been compared with
a number of other algorithms as shown in Table 8. From the table, it is easily noticeable
that the proposed F-AIS algorithm requires less number of generations to converge
towards a better solution in comparison to GA and SA. It is evident from the rescheduled
sequence that the proposed model efficiently supports the dynamic nature of the
customer’s demand and helps the manufacturing company to realise the significance of
agile manufacturing. The convergence trend of the F-AIS algorithm with respect to
number of generations is illustrated in Figure 4. The performance of the integer and binary
encoding scheme was tested. Using the integer encoding scheme conversion was achieved
Table 6. Initial sequence generated by F-AIS algorithm.
Warehouse
Product Product Product Product
Starttime
Endtime
Starttime
Endtime
Starttime
Endtime
Starttime
Endtime
W1 18 10 4 1720 62 69.8 141.8 145.4 257.4 282.6 312.6
W2 3 14 1540 166 212.4 242.4 248.6 278.6
W3 1 13 21 1650 110 110.4 146.4 156.4 240.4 245.4 281.4
W4 8 19 550 90 97 145 154.4 226.4
W5 20 9 1237.4 133.4 135 231 271.4 331.4
W6 6 7 2 1120 116 117.8 157.8 167.8 251.4 258 318
Note: Start time–End time includes setup time, transportation time, loading and unloading time etc.
International Journal of Production Research 6421
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

after 41 generations; however, using the binary encoding scheme the convergence wasachieved only after 46 generations.
To show the robustness and consistency of proposed algorithm, 10 more problems withincreased complexity have been considered. Table 9 illustrates the comparative results of
Table 7. Final sequence generated by F-AIS algorithm after rescheduling.
Warehouse
Product Product Product Product Product
Starttime
Endtime
Starttime
Endtime
Starttime
Endtime
Starttime
Endtime
Starttime
Endtime
W1 18 10 4 1720 62 69.8 141.8 145.4 257.4 275.8 305.8
W2 3 23 14 1640 166 172 202.4 207.8 237.8 242.6 272.6
W3 1 22 5 24 1550 110 113.4 157 167.8 207.8 214.4 240.8 242.6 272.6
W4 8 19 13 2150 90 97 145 154.6 190.06 192 264
W5 20 9 25 1237.4 133.4 135 231 235.6 268 271.4 331.4
W6 6 7 2 1120 116 117.8 157.8 167.8 251.4 258 318
Note: Start time–End time includes setup time, transportation time, loading and unloading time etc.
0
10
20
30
40
50
5 10 15 20 25 30 35 40 45 50 55 60
Number of generations
Tota
l tar
dine
ss
Figure 4. Convergence trend of F-AIS algorithm with number of generations.
Table 8. Computational result for the numerical example 1.
Criterion Using GA Using SA AISProposed F-AIS
approach
Total tardiness 8.6 9.5 8.9 7.8Number of generations 58 65 62 41
6422 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
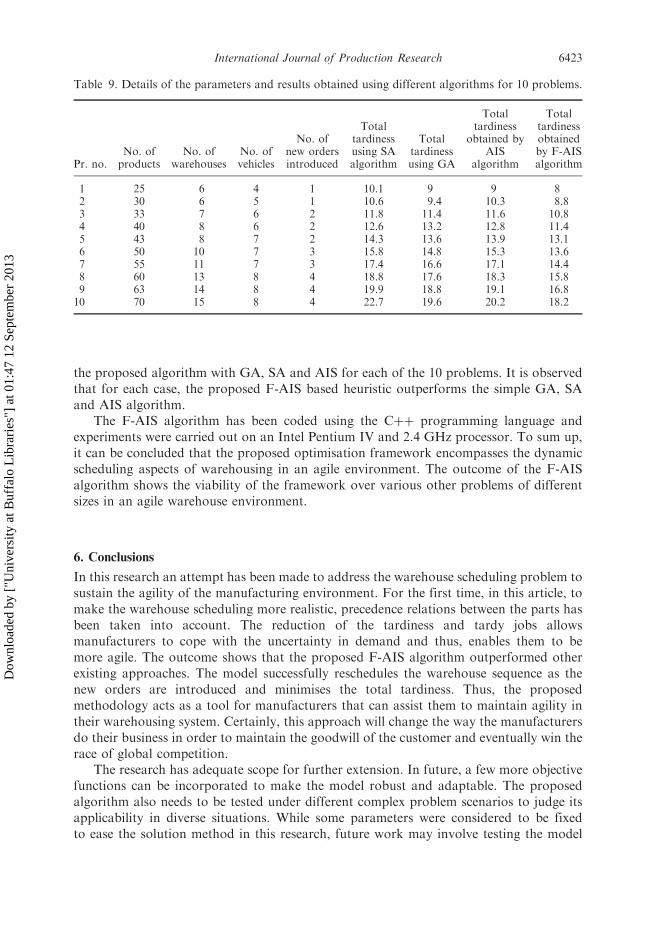
the proposed algorithm with GA, SA and AIS for each of the 10 problems. It is observedthat for each case, the proposed F-AIS based heuristic outperforms the simple GA, SAand AIS algorithm.
The F-AIS algorithm has been coded using the Cþþ programming language andexperiments were carried out on an Intel Pentium IV and 2.4 GHz processor. To sum up,it can be concluded that the proposed optimisation framework encompasses the dynamicscheduling aspects of warehousing in an agile environment. The outcome of the F-AISalgorithm shows the viability of the framework over various other problems of differentsizes in an agile warehouse environment.
6. Conclusions
In this research an attempt has been made to address the warehouse scheduling problem tosustain the agility of the manufacturing environment. For the first time, in this article, tomake the warehouse scheduling more realistic, precedence relations between the parts hasbeen taken into account. The reduction of the tardiness and tardy jobs allowsmanufacturers to cope with the uncertainty in demand and thus, enables them to bemore agile. The outcome shows that the proposed F-AIS algorithm outperformed otherexisting approaches. The model successfully reschedules the warehouse sequence as thenew orders are introduced and minimises the total tardiness. Thus, the proposedmethodology acts as a tool for manufacturers that can assist them to maintain agility intheir warehousing system. Certainly, this approach will change the way the manufacturersdo their business in order to maintain the goodwill of the customer and eventually win therace of global competition.
The research has adequate scope for further extension. In future, a few more objectivefunctions can be incorporated to make the model robust and adaptable. The proposedalgorithm also needs to be tested under different complex problem scenarios to judge itsapplicability in diverse situations. While some parameters were considered to be fixedto ease the solution method in this research, future work may involve testing the model
Table 9. Details of the parameters and results obtained using different algorithms for 10 problems.
Pr. no.No. ofproducts
No. ofwarehouses
No. ofvehicles
No. ofnew ordersintroduced
Totaltardinessusing SAalgorithm
Totaltardinessusing GA
Totaltardiness
obtained byAIS
algorithm
Totaltardinessobtainedby F-AISalgorithm
1 25 6 4 1 10.1 9 9 82 30 6 5 1 10.6 9.4 10.3 8.83 33 7 6 2 11.8 11.4 11.6 10.84 40 8 6 2 12.6 13.2 12.8 11.45 43 8 7 2 14.3 13.6 13.9 13.16 50 10 7 3 15.8 14.8 15.3 13.67 55 11 7 3 17.4 16.6 17.1 14.48 60 13 8 4 18.8 17.6 18.3 15.89 63 14 8 4 19.9 18.8 19.1 16.8
10 70 15 8 4 22.7 19.6 20.2 18.2
International Journal of Production Research 6423
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
by randomly generating the parameters. Further work is also needed to test the optimalityof the F-AIS algorithm with other nature-inspired algorithms like endosymbioticalgorithm, ant colony optimisation, particle swarm optimisation, protein syntheses, etc.
References
Agarwal, A., Shankar, R., and Tiwari, M.K., 2006. Modeling the metrics of lean, agile and leagile
supply chain: an ANP-based approach. European Journal of operational Research, 173 (1),
211–225.Bozer, Y.A. and White, J.A., 1990. Design and performance models for end-of-aisle order picking
systems. Management Science, 36 (7), 852–856.Burkard, R.E., Fruhwirth, B., and Rote, G., 1995. Vehicle routing in an automated warehouse:
analysis and optimization. Annals of Operations Research, 57 (1), 29–44.Cachon, G.P. and Fisher, M., 2000. Supply chain inventory management and the value of shared
information. Management Science, 46 (8), 1032–1048.Chan, F.T.S., Kumar, V., and Tiwari, M.K., 2006. Optimizing the performance of an integrated
process planning and scheduling problem: an AIS-FLC based approach. In: Proceedings of the
2006 IEEE conference on cybernetics and intelligent systems (CIS), 7–9 June, Bangkok,
Thailand, 298–305.Chan, F.T.S. and Kumar, V., 2009. A hybrid TSSA algorithm based approach to solve warehouse
scheduling problems. International Journal of Production Research, 47 (4), 919–940.
Chan, F.T.S., Kumar, V., and Tiwari, M.K., 2009. The relevance of outsourcing and leagile
strategies in performance optimization of an integrated process planning and scheduling
model. International Journal of Production Research, 47 (1), 119–142.Christopher, M. and Towill, D., 2001. An integrated model for the design of agile supply chains.
International Journal of Physical Distribution & Logistics Management, 30 (4), 235–246.Daniels, R.L., Rummel, J.L., and Schantz, R., 1998. A model for warehouse order picking. European
Journal of Operational Research, 105 (1), 1–17.De Castro, L.N. and Von Zuben, F.J., 2001. aiNet: an artificial immune network for data analysis.
In: H.A. Abbass, R.A. Sarker and C.S. Newton, eds. Data mining: a heuristic approach.
Hershey, PA: Idea Group Publishing, 231–260.De Castro, L.N. and Timmis, J., 2002. Artificial immune systems: a novel paradigm to pattern
recognition. In: Artificial neural networks in pattern recognition, SOCO-2002. University of
Paisley, UK, 67–84.
De Koster, M.B.M., Van der Poort, E.S., and Wolters, M., 1999. Efficient order batching methods
in warehouses. International Journal of Production Research, 37 (7), 1479–1504.
Feldman, E., Lehrer, F.A., and Ray, T.L., 1966. Warehouse location under continuous economies of
scale. Management Science, 12 (9), 670–684.
Goetschalckx, M. and Ratliff, H.D., 1988. Order picking in an aisle. IIE Transactions, 20 (1), 53–62.Goldman, S., Nagel, R., and Preiss, K., 1995. Agile competitors and virtual organizations. New York:
Van Nostrand Reinhold.
Gunasekaran, A., 1999. Agile manufacturing: a framework for research and development.
International Journal of Production Economics, 62 (1–2), 87–105.
Jones, R.M., Naylor, J.B., and Towill, D.R., 2000. Lean, agile or leagile? Matching your supply
chain to the market place. International Journal of Production Research, 38 (17), 4061–4070.Kidd, P., 1995. Agile manufacturing: forging new frontiers. Boston, MA: Addison-Wesley Longman.
Kim, B.-I., et al., 2003a. A hybrid scheduling and control system architecture for warehouse
management. IEEE Transactions on Robotics and Automation, 19 (6), 991–1001.
Kim, K.W., Gen, M., and Yamazaki, G., 2003b. Hybrid genetic algorithm with fuzzy logic for
resource-constrained project scheduling. Applied Soft Computing, 2 (3), 174–188.
6424 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
Kumar, V., et al., 2006. Stochastic make-to-stock inventory deployment problem: an
endosymbiotic psychoclonal algorithm based approach. International Journal of Production
Research, 44 (11), 2245–2263.
Kumar, V., et al., 2008. Performance evaluation of flexible manufacturing systems under uncertain
and dynamic situations. Proceedings of the Institution of Mechanical Engineers, Part B: Journal
of Engineering Manufacture, 222 (7), 915–934.Kusiak, A. and Finke, G., 1987. Modeling and solving the flexible forging module scheduling
problem. Engineering Optimization, 12 (1), 1–12.
Lee, Y.H., Jeong, C.S., and Moon, C., 2002. Advanced planning and scheduling with outsourcing in
manufacturing supply chain. Computers & Industrial Engineering, 43 (1–2), 351–374.Macro, J.G and Salmi, R.E., 2002. Warehousing and inventory management: a simulation tool to
determine warehouse efficiencies and storage allocations. In: Proceedings of the 34th winter
simulation conference: exploring new frontiers, 8–11 December 2002, San Diego, CA, USA,
1274–1281.Moon, C., Kim, J., and Hur, S., 2002. Integrated process planning and scheduling with
minimizing total tardiness in multi-plants supply chain. Computers and Industrial
Engineering, 43 (1–2), 331–349.Nasr, N. and Elsayed, A., 1990. Job shop scheduling with alternative machines. International Journal
of Production Research, 28 (9), 1595–1609.Perl, J. and Daskin, M.S., 1985. Warehouse location-routing problem. Transportation Research
Part B: Methodological, 19 (5), 381–396.
Rosenthal, A.S. and Ratliff, H.D., 1983. Order picking in a rectangular warehouse: a solvable case of
the traveling salesman problem. Operations Research, 31 (3), 507–521.Rubrico, J.I.U., et al., 2004. Route generation for warehouse management using fast
heuristics. In: Proceedings of IEEE/RSJ international conference on intelligent robots and
systems, 28 September–2 October, Sendai, Japan, 2093–2098.
Rubrico, J.I.U., et al., 2008. Meta-heuristic scheduling of multiple picking agents for warehouse
management. Industrial Robot: An International Journal, 35 (1), 58–68.Sanders, N.R. and Graman, G.A., 2009. Quantifying costs of forecast errors: a case study of the
warehouse environment. Omega, 37 (1), 116–125.Towill, D.R. and McCullen, P., 1999. The impact of agile manufacturing on supply chain dynamics.
The International Journal of Logistics Management, 10 (1), 83–96.
Van den Berg, J.P. and Gademann, A.J.R.M., 1999. Optimal routing in an automated
storage/retrieval system with dedicated storage. IIE Transactions, 31 (5), 407–415.
Van den Berg, J.P. and Zijm, W.H.M., 1999. Models for warehouse management: classification and
examples. International Journal of Production Economics, 59 (1–3), 519–528.Van Hoek, R.I., 1998. Reconfiguring the supply chain to implement postponed manufacturing.
International Journal of Logistic Management, 9 (1), 95–110.Watson, J.P., et al., 1999. The impact of approximate evaluation on the performance of search
algorithms for warehouse scheduling. Journal of Scheduling, 2 (2), 79–98.
Yusuf, Y.Y., Sarhadi, M., and Gunasekaran, A., 1999. Agile manufacturing: the drivers, concepts
and attributes. International Journal of Production Economics, 62 (1–2), 33–43.
Appendix. List of notation used in the mathematical formulation
Cp total time required to transfer order p from manufacture to retailer;�hpi number of transportations required for product i of customer order p;�pij lot size of transportation between the products wpi and wpj;�m set of products keep in the warehouse m;�pij setup time of warehouse between the storage of products wpi and wpj of customer order p;
International Journal of Production Research 6425
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13

"i number of alternative warehouses available for product i;�p first selected product for customer order p;� an arbitrarily large positive number;
�pim time for which product i of customer order p is kept in warehouse m;�pim time for which product i is stored in warehouse m;X
qpji quantity of commodity q transferred between products wpj and wpi for customer order p;
�p total tardiness of the order p;� total tardiness of all the customer orders;
DMm distance of warehouse m from manufacturing industry;dup due date of customer order p;
DWm distance of warehouse m from retailer;IMLm initial setup time of warehouse m;
JP total number of products in order p;LT loading time of the product on the vehicle;M set of different warehouses, M¼ {1, 2, . . . ,m};P set of different customer orders, P¼ {1, 2, 3, 4, . . . , p, . . . , h, . . . ,P};R lot size of different customer orders, R¼ {r1, r2, r3, . . ., rp} where rp is the lot size of order p;tpij transition time required between transfers of products i and j for order p;UT unloading time of the vehicle;V velocity of the vehicle;
Wp set of products required to transfer for customer order p, Wp ¼ fwpij8i ¼ 1, 2, 3, 4, . . . , Jpg;wpi ith product for customer order p.
6426 V. Kumar et al.
Dow
nloa
ded
by [
"Uni
vers
ity a
t Buf
falo
Lib
rari
es"]
at 0
1:47
12
Sept
embe
r 20
13
Related Documents











