Maintenance is the combination of all technical and associated administr ative actions intended to retain an item in, or restore it to, a state in which it can perform its required function. Many companies are seeking to gain competitive advantage with respect to cost, quality, service and on-time deliveries. The effect of maintenance on these variables has prompted increased attention to the maintenance area as an i ntegra l part of productivity improvement. Maintenance is rapidly evolving into a major contributor to the performance and profitability of manufacturing systems. In fact, some see maintenance as the "last frontier" for manufacturing. In their article "Make Maintenance Meaningful" P.K. Kauppi and Paavo Ylinen describe the bulk of maintenance proce dures as being as: y Preventive maintenance²the prevention of equipment breakdowns before they happen. This includes inspections, adjustme nts, regular service and planned shutdowns. y R epair work²repairing equipment and troubleshooting malfunction s in an effort to return the equipment to its previous condition. These repairs may be reactive or preventive. y Improvement work²searching for better materials and improved design changes to facilitate equipment reliabilit y. R epair work is often a part of improvement work. As shown in Figure 1, six maintenance programs are identified within the maintenance hierarchy, each representing an increased level of sophistication. Figure 1 Maintenance Hierarchy

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 1/18
Maintenance is the combination of all technical and associated administrative actions
intended to retain an item in, or restore it to, a state in which it can perform its required
function. Many companies are seeking to gain competitive advantage with respect to
cost, quality, service and on-time deliveries. The effect of maintenance on these
variables has prompted increased attention to the maintenance area as an integral part
of productivity improvement. Maintenance is rapidly evolving into a major contributor
to the performance and profitability of manufacturing systems. In fact, some see
maintenance as the "last frontier" for manufacturing.
In their article "Make Maintenance Meaningful" P.K. Kauppi and Paavo Ylinen describe
the bulk of maintenance procedures as being as:
y Preventive maintenance²the prevention of equipment breakdowns before they
happen. This includes inspections, adjustments, regular service and planned
shutdowns.
y R epair work²repairing equipment and troubleshooting malfunctions in an effort
to return the equipment to its previous condition. These repairs may be reactive
or preventive.
y Improvement work²searching for better materials and improved design changes
to facilitate equipment reliability. R epair work is often a part of improvement
work.
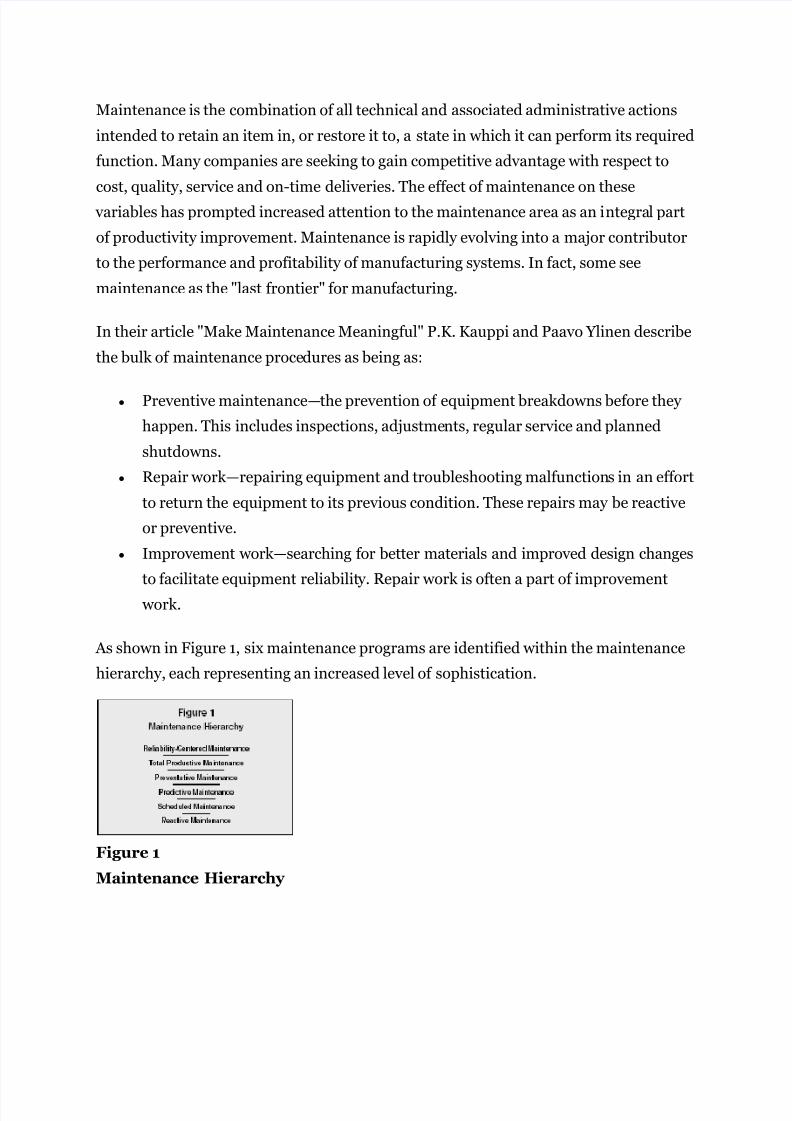
As shown in Figure 1, six maintenance programs are identified within the maintenance
hierarchy, each representing an increased level of sophistication.
Figure 1
Maintenance Hierarchy

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 2/18
REACTIVE M AINTENANCE
R eactive maintenance (also known as corrective maintenance) involves all unscheduled
actions performed as a result of system or product failure. Basically, it is an attempt to
restore the system/product to a specified condition. The spectrum of activities within
this level are (1) failure identification, (2) localization and isolation, (3) disassembly, (4)
item removal and replacement or repair in place, (5) reassembly, and (6) checkout and
condition verification. This approach is mainly a response to machine breakdowns.
Unfortunately, many manufacturers are still in a reactive mode of operation. Their main
objective is to ship the product. If their manufacturing equipment breaks down, they fix
it as quickly as possible and then run it until it breaks down again. This is an extremely
unreliable process and is not the best way to maximize the useful life span of one's
assets. It leaves machine tools in a state of poor repair and can cause the production of
out-of-tolerance parts and scrap. Because of its unpredictable nature it can easily cause
disruptions to the production process.
SCHEDULED M AINTENANCE
Scheduled maintenance utilizes a previously developed maintenance schedule for each
machine tool. This is much like an oil change on an automobile that takes place every
three months or 3,000 miles, whichever comes first. While this is a broadly practiced
technique in many manufacturing organizations, it does possess some distinct
disadvantages. The scheduled maintenance may take place too soon, while the machine
still operates well (15-20 percent of all components fail after a predictable time), or it
may come too late if the machine fails before the scheduled maintenance time. In some
cases, the machine may still be running but producing unacceptable parts. Scheduled
maintenance can be considered a part of preventive maintenance known as fixed-time
maintenance (FTM). Preventive maintenance is discussed later.
PREDICTIVE M AINTENANCE
Predictive maintenance involves performing maintenance on a machine in advance of
the time a failure would occur if the maintenance were not performed. Of course, this
means that one must calculate when a machine is predicted to fail. In order to do this,
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 3/18
the firm must collect data on variables that can be used to indicate an impending failure
(vibration, temperature, sound, color, etc.). This data is then analyzed to approximate
when a failure will occur and maintenance is then scheduled to take place prior to this
time. By seeking the correct level of maintenance required, unplanned downtime is
minimized.
PREVENTIVE M AINTENANCE
Preventive maintenance encompasses activities, including adjustments, replacement,
and basic cleanliness, that forestall machine breakdowns. Preventive activities are
primarily condition based. The condition of a component, measured when the
equipment is operating, governs planned/scheduled maintenance. Typical preventive
maintenance activities include periodic inspections, condition monitoring, critical item
replacements, and calibrations. In order to accomplish this, blocks of time are
incorporated into the operations schedule. One can easily see that this is the beginning
of a proactive mode rather than a reactive one. The purpose of preventive maintenance
is to ensure that production quality is maintained and that delivery schedules are met.
In addition, a machine that is well cared for will last longer and cause fewer problems.
Current trends in management philosophy such as just-in-time (JIT) and total quality
management (TQM) incorporate preventive maintenance as key factors in their success.
JIT requires high machine availability, which in turn requires preventive maintenance.
Also, TQM requires equipment that is well maintained in order to meet required process
capability.
Preventive maintenance is also seen as a measure of management excellence. It requires
a long-term commitment, constant monitoring of new technology, a constant
assessment of the financial and organizational tradeoffs in contracting out versus in-
house maintenance, and an awareness of the impact of the regulatory and legal
environment.
The resulting benefits of preventive maintenance are many. Some of them are listed
below:

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 4/18
y Safety. Machinery that is not well-maintained can become a safety hazard.
Preventive maintenance increases the margin of safety by keeping equipment in
top running condition.
y Lower cost. A modern and cost-effective approach to preventive maintenance
shows that there is no maintenance cost optimum. However, maintenance costs
will decrease as the costs for production losses decreases. Obviously, no
preventive maintenance action is performed unless it is less costly that the
resulting failure.
y R eduction in failures and breakdowns. Preventive maintenance aims at reducing
or eliminating unplanned downtime, thereby increasing machine efficiency.
Downtime is also reduced when the preventive maintenance process gives
maintenance personnel sufficient warning so repairs can be scheduled duringnormal outages.
y Extension of equipment life. Obviously, equipment that is cared for will last
longer than equipment that is abused and neglected.
y Improved trade-in/resale value of equipment. If the equipment is to be sold or
traded in, a preventive maintenance program will help keep the machine in the
best possible condition, thereby maximizing its used value.
y Increased equipment reliability. By performing preventive maintenance on
equipment, a firm begins to build reliability into the equipment by removing
routine and avoidable breakdowns.
y Increased plant productivity. Productivity is enhanced by the decrease in
unexpected machine breakdown. Also, forecast shutdown time can allow the firm
to utilize alternate routings and scheduling alternatives that will minimize the
negative effect of downtime.
y Fewer surprises. Preventive maintenance enables users to avoid the unexpected.
Preventive maintenance does not guarantee elimination of all unexpected
downtime, but empirically it has proven to eliminate most of it caused by
mechanical failure.
y R educed cycle time. If process equipment is incapable of running the product,
then the time it takes to move the product through the factory will suffer.
Taninecz found, from an Industry Week survey, that there is a strong correlation
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 5/18
between preventive maintenance and cycle-time reductions as well as near-
perfect on-time delivery rates. Also, approximately 35 percent of the surveyed
plants who widely adopted preventive maintenance achieved on-time delivery
rates of 98 percent, compared to only 19.5 percent for non-adopters.
y Increased service level for the customer and reduction in the number of defective
parts. These have a positive direct effect on stock-outs, backlog, and delivery time
to the customer.
y R educed overall maintenance. By not allowing machinery to fall into a state of
disrepair, overall maintenance requirements are greatly decreased.
TOTAL PRODUCTIVEM AINTENANCE
Total productive maintenance (TPM) is preventive maintenance plus continuing efforts
to adapt, modify, and refine equipment to increase flexibility, reduce material handling,
and promote continuous flows. It is operator-oriented maintenance with the
involvement of all qualified employees in all maintenance activities. TPM has been
described as preventive maintenance with these three factors added: (1) involving
machine operators in preliminary maintenance activities by encouraging them to keep
machines clean and well lubricated; (2) encouraging operators to report indications of
incipient distress to the maintenance department; and (3) establishing a maintenance
education and training program.
Developed in Japan, TPM places a high value on teamwork, consensus building, and
continuous improvement. It is a partnership approach among organizational functions,
especially production and maintenance. TPM means total employee involvement, total
equipment effectiveness, and a total maintenance delivery system. In order to achieve
this, machine operators must share the preventive maintenance efforts, assist
mechanics with repairs when equipment is down, and work on equipment and process
improvements within team activities. TennesseeEastman found that another employee,
such as an equipment operator, with minimal training, could do 40 percent of the
traditional maintenance mechanic's work. Another 40 percent could be performed with
additional training, but still below the certified level. Only 20 percent of the
maintenance tasks actually required a certified mechanic's skills. They also reported that
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 6/18
as much as 75 percent of maintenance problems can be prevented by operators at an
early stage. This frees maintenance personnel to be responsible for the tasks that require
their critical skills, such as breakdown analysis, overhaul, corrective maintenance and
root cause analysis. This places them in a "consultant" role with the operators allowing
them to:
y help the operator diagnose problems and restore equipment to like-new
condition;
y use appropriate technologies and standards to verify that the equipment is in
like-new condition after repair, overhaul, or replacement;
y use this knowledge to assess the root cause of the problem so that changes may
be made to the design, operation, or maintenance practices in the future;
y work with purchasing, engineering, operations, and maintenance to modify
procurement standards to assure maximum reliability in future equipment.
Of course, for all of this to work, the firm must have an organizational culture which
supports a high level of employee involvement. Businesses must be willing to provide
the necessary training in order to allow production personnel to perform the required
tasks.
TPM's focus is on elimination of the major losses or inefficiencies incurred in
production activities. These losses include those due to obstruction of equipment
efficiency, manpower efficiency, and material and energy efficiency. Based on their link
to corporate goals, targets for eliminating or reducing these losses are developed. Just as
in activity-based cost accounting where cost drivers are identified, the objective of TPM
is to identify variables that can demonstrate improved performance. All major
equipment losses are functionally related to availability, performance, efficiency and/or
quality rate so the improvement resulting from the maintenance system can be
measured by its impact on overall equipment effectiveness (see below).
Beneficial results of TPM include:
y Overall equipment effectiveness and overall efficiency are maximized.
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 7/18
y It takes the guesswork out of determining which machine needs major repairs or
rebuilding.
y It provides objectivity by converting the operator's intuition into quantifiable
values.
y It pinpoints exact maintenance requirement. The operator carries out only the
needed corrective actions so no unnecessary work, beyond routine maintenance,
is done.
y It rapidly verifies the effectiveness of major corrective work.
y Operators improve their job skills.
y Operators are motivated by involvement in maintaining their own machines and
by involvement in team-based concepts.
y Operator involvement in the process gives them ownership of making the projecta success.
y A preventive maintenance program for the lifecycle of the equipment is
developed.
y By getting everyone involved in equipment design and selection, a better
understanding of why certain decisions and trade-offs are necessary results.
y Equipment and maintenance management (inherent in a reliability strategy)
result.
y Capacity is maximized.
y Costs are minimized.
y Product quality is improved.
y Improved safety.
y The manufacturing process is continually improved.
As a final note on TPM, another school of thought holds that TPM can be adopted by
continuous diagnostic monitoring of a machine's conditions and establishing a trend
line for it. Trend lines approaching or veering into the domain that identifies poor
operating conditions will trigger maintenance action.
RELIABILITY-CENTERED M AINTENANCE
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 8/18
It has been assumed that preventive maintenance programs help to ensure reliability
and safety of equipment and machinery. However, tests performed by airlines in the
mid-1960s showed that scheduled overhaul of complex equipment had little or no
positive effect on the reliability of the equipment in service. These tests revealed the
need for a new concept of preventive maintenance, which later became known as
reliability-centered maintenance (R CM).
The concept of R CM is rooted in a 1968 working paper prepared by the Boeing 747
Maintenance Steering Group. A refined version appeared in 1970. Continued studies at
the Department of Defense led to the 1986 publication of the "R eliability Centered
MaintenanceR equirements for Naval Aircraft, Weapons Systems and Support
Equipment," a set of maintenance standards and procedures that certain military
maintenance personnel were expected to follow. The R CM methodology was further
developed and found application not only in the military and aviation, but also in the
energy, manufacturing, foundry, and transport industries.
According to Bulmer, theR CM process can be considered as three separate but
associated analyses: failure mode and effects analysis, consequence analysis, and task
analysis. These analyses consider the specific characteristics and consequences of a
failure and attempt to arrive at the optimal solution based on this information.
OVERALL EQUIPMENT EFFECTIVENESS
Total productive maintenance provides a systematic procedure for linking corporate
goals to maintenance goals. This procedure calls for the consideration of external and
internal corporate environments, and then the development of a basic maintenance
policy congruent with the environments. Next key points for maintenance improvement
are identified, which result in the definition of target values for maintenance
performance. These values, referred to as overall equipment effectiveness (OEE), are a
function of equipment availability, quality rate, and equipment performance efficiency,
and provide a starting point for developing quantitative variables for relating
maintenance measurement and control to corporate strategy.
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 9/18
Essentially, OEE offers a measurement tool that helps identify the real areas of
opportunity within an operation. These areas have been termed the "six big losses." OEE
allows the firm to break these losses into smaller components to better evaluate the
impact the maintenance program is making on the operation. The six losses are:
1. Breakdowns from equipment failure (unplanned downtime)
2. Setup and adjustments from product changes and minor adjustments necessary
to get the equipment operating properly after the line change
3. Idling and minor stoppages due to abnormal operation of the equipment causing
momentary lapses in production, but not long enough to track as downtime
4. R educed speeds, the discrepancy between design and actual speed the equipment
operates
5. Process defects due to scrapped production and defects needing rework
6. R educed yield and lost materials during the manufacturing process, from start-
up to end of production run
If a company has an OEE of 85 percent or more, then it is considered to be a world-class
company.
TRENDS INM AINTENANCE
Two major trends in the development of maintenance management research have been
identified: (1) emerging developments and advances in maintenance technology,
information and decision technology, and maintenance methods; and (2) the linking of
maintenance to quality improvement strategies and the use of maintenance as a
competitive strategy.
The first major trend has to do with the impact of artificial intelligence techniques, such
as expert systems and neural networks, on the formation of maintenance knowledge inindustrial organizations. There is a diverse application of expert systems within the
maintenance area. A number of these systems and their applications are listed below:
y CATS²an expert maintenance system for detecting sudden failures in diesel-
electric locomotive systems
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 10/18
y INNATE²an expert system used for electronic circuit diagnosis
y FSM²an expert system used by Boeing for continuous condition monitoring of
aircraft alarms
y RL A²an expert system developed by Lockheed for repair-level analysis for major
parts in an aerospace system
y GEMS-TTS²an expert system used by AT&T maintenance specialists to isolate
faults in communication links
y TOPAS²an expert system that diagnoses transmission and signaling problems in
real time that may arise on switched circuits.
y CHA RLE Y²an expert system used by General Motors to diagnose problems with
broken machine tools and to instruct less experienced individuals by providing
explanationsy XCON²an expert system developed by Digital Equipment Corporation (now part
of Compaq) for product configuration
The second major trend is typified by the emergence of total productive maintenance,
which must be incorporated into the firm's strategy. In the quest for world-class
manufacturing, many industries are appreciating the need for efficient maintenance
systems that have been effectively integrated with corporate strategy. It is vital that
maintenance management becomes integrated with corporate strategy to ensureequipment availability, quality products, on-time deliveries, and competitive pricing.
Managerial attitudes have changed toward maintenance because of the emergence of
new management philosophies. In addition, social trends such as lack of capital,
fluctuations in currencies, competition, quality, and environmental consciousness, have
also encouraged a new focus on maintenance.
Maintenance will continue to be a major area of concern for manufacturers and other
forms of business. A study of some seventy manufacturing plants found that over 50percent of the maintenance work performed by these firms was reactive (run to failure,
emergency breakdown). The balance of maintenance work was preventive or period
based (25 percent), predictive or condition based (15 percent), and proactive or root-
caused based (10 percent). A strong correlation has been found to exist between
manufacturing cost reduction and preventive/predictive maintenance. Over a five-year

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 11/18
period a study group of companies found that productivity improvements correlated
strongly with a number of variables, one of which was preventive/predictive
maintenance.
Mike Laskiewicz recommends that organizations recognize maintenance as a key
department that needs to be well managed. In addition, the maintenance department
should be led by a strong-minded individual who is a good motivator, technically
competent, experienced and familiar with advanced industry practices. Finally
Laskiewicz notes that maintenance planning must be a top priority.
SEE AL SO: Continuous Improvement ; Lean Manufacturing and Just-in-Time
Production ; Operations Strategy ; Organizational Culture
R ead more: Maintenance - strategy, system, definition, school, model, company,
hierarchy, disadvantages, business, system, R eactive maintenance, Scheduled
maintenance, Predictive maintenance, Preventive maintenance
http://www.referenceforbusiness.com/management/ Log-
Mar/Maintenance.html#ixzz0tNlC1KgD
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 12/18
Evaluating the maintenance requirement
It¶s not sufficient to evaluate only the units needing maintenance. Study the system, the workingenvironment in which the units operate and how the unit or system might affect the operation of theplant itself. Identify bottlenecks that can harm the whole system ² or the whole plant. Checkbottlenecks with extra care and evaluate their condition to ensure that no unforeseen problems canthreaten plant operation.
Keep in mind that the plant¶s designers probably didn¶t have maintenance foremost in their mind.Instead, they probably had instructions to design and build it as cheaply as possible. Also, the plantprobably was erected by workers having little knowledge about maintenance. Most plants can showhorrendous examples of the effect of this lack of knowledge. There¶s no doubt that plantmaintenance often can benefit from a bit of a redesign, an option that shouldn¶t be ruled out.
Maintenance requirements typically come in three varieties: condition-based, time-based or run tofailure. These classifications are by no means exhaustive and they¶re only meant to provideguidance when evaluating the kind of maintenance suitable for each unit evaluated.
Conditi on-based maintenance ( CBM)
This can be the most economical choice, but only if the cost of the monitoring devices isn¶t too highand extensive dismantling to check the condition of the equipment isn¶t required. CBM works bestwhen simple checks are sufficient to get an indication of the equipment¶s condition.
A simple visual inspection can detect leaks or other mechanical faults. You can use touch to detectheat and vibrations. You can listen for damaged bearings and even smell to detect overheating or oilleaks. Also, trending the recorded process variables can be used to detect the need for maintenance. However, for vital or costly equipment, use instruments because they detect faultslong before an operator can using only the five senses.
Time-based maintenance
This is the type that manufacturers normally recommended. It¶s based solely on the number of operating hours or calendar days a unit has been in operation. This method normally is used whencondition monitoring is too difficult or when there¶s a clear correlation between operating time andmechanical failure. When using time-based maintenance, consider how the unit is used. Therecommended maintenance intervals normally apply to units in fairly constant operation. It¶s notuseful for units that are mainly in standby mode.

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 13/18
For the latter type of equipment it¶s better to multiply the number of starts by an ³equivalent´ number of operating hours. For example, an emergency generator is tested every week (52 starts per year)and each start can be considered equal to 20 running hours. Multiplying the number of starts by 20gives a value that should be added to the true running hours to arrive at the maintenance trigger point. This method is recommended because each start causes more wear than an hour in normaloperation.
R un t o failure
This maintenance approach is used for highly reliable equipment, when it¶s difficult to performcondition monitoring or when instrumentation is costly in comparison to the equipment value.
Although not normally recommended, run to failure can be used if the unit in question won¶t interferewith plant operation should it cease to function, assuming it can be replaced easily and rapidly. If not, it might be possible to alter the installation to enable a rapid replacement. This maintenancetype can be tied to the unit ² if the unit needs to be included in the maintenance system at all.
The design of any vital system should be reconfigured if some run-to-failure component can fail often
and without warning.
Writing the pr ocedures
After the relevant data for each applicable unit has been captured and its maintenance requirementanalyzed, it¶s time write procedures. Enter them directly into the computerized maintenance systemor write them by hand on a note pad ² the important thing is to have the procedures written.
Although it¶s essential to involve plant personnel in the equipment analysis, it¶s probably unfair toforce them to enter data into the computer system. As one operator put it, ³If I wanted to sit and writeall day, I would have gotten me an office job.´ Management should consider outsourcing the initialmaintenance procedure drafting and development using a competent technical writer with
knowledge about maintenance and producing suitable procedures.
If plant personnel follow the advice given above, the result will be a valuable information resourcethat forms the basis of the comprehensive set of maintenance procedures. It would reduce the labor required to write the procedures, thus saving a substantial amount of money.
Gunnar Gustafsson is educated as a Marine Engineer with a long experience from operating and maintaining ships, oil rigs and power plants of various types, He now puts his education and experience to good use as a technical writer. Contact him at
The Maintenance Information Loop
Figure 1 below describes the flow of maintenance information and how the various aspects
fit together.

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 14/18
Figure 1 ± Maintenance Information Loop
The large square block indicates the steps that take place within the computerized
maintenance management system, or CMMS.
It is good practice to conduct some form of analysis to identify the appropriate maintenance
tasks to care for your equipment. RCM2 is probably the most celebrated methodology, but
there are many variations.
The analysis will result in a list of tasks that need to be sorted and grouped into sensible
chunks, which each form the content of a checklist. Sometimes it may be necessary to do
some smoothing and streamlining of these groups of tasks in an iterative manner.
The most obvious next step is to schedule the work orders generated by the system into a
plan of work for the workshop teams.
Less common, however, is to use this checklist data to create a long-range plan of
forecasted maintenance work. This plan serves two purposes:
The results can be used to determine future labour requirements, and
They feed into the production plan.
The schedule of planned jobs is issued to the workshop and the work is completed.
Feedback from these work orders, together with details of any equipment failures, is
captured in the CMMS for historical reporting purposes.
A logical response to this shop floor feedback is that the content of the checklists should be
refined to improve the quality of the preventive maintenance, especially to prevent the
recurrence of failures.
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 15/18
A common mistake however, is to jump straight from the work order feedback and
immediately change the words on the checklists. When this happens, the integrity of the
preventive maintenance programme is immediately compromised because the revised
words on the checklist have no defendable scientific basis. This should be avoided wherever
possible.
The far better approach to avoid this guessing game is to route all the checklist
amendments through the same analysis as was used originally to create the initial
checklists. This means that the integrity of the maintenance program is sustained over the
long term. Implicit in this approach, however, is the need to have a robust system in which
the content of the analysis can be captured and updated easily.
Finally, all the information that gets captured into the CMMS must be put to good use
otherwise it is a waste of time. This is the value of management reports that can be created
from maintenance information.
In the RCM analysis
Without describing the complete RCM analytical process, it is instructive at this stage to
point out a few details that are important to the content of such an analysis because of the
way they can impact the overall maintenance plan.
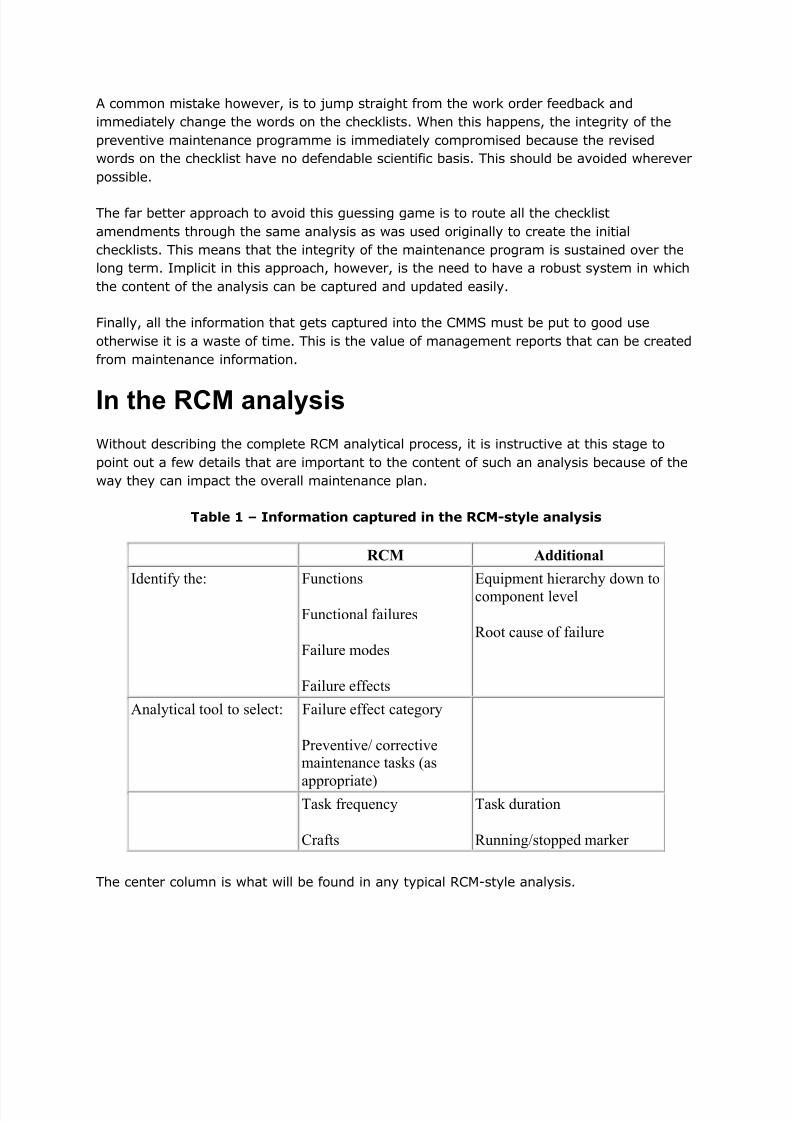
Table 1 ± Information captured in the RCM-style analysis
RCM Additional
Identify the: Functions
Functional failures
Failure modes
Failure effects
Equipment hierarchy down to
component level
Root cause of failure
Analytical tool to select: Failure effect category
Preventive/ correctivemaintenance tasks (as
appropriate)Task frequency
Crafts
Task duration
Running/stopped marker
The center column is what will be found in any typical RCM-style analysis.
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 16/18
In addition to that, there is value in constructing a hierarchy of the equipment system
showing assemblies, subassemblies and individual components. This helps to keep track of
which section of the system is being considered at any time, and the list of components also
helps to identify the spare parts requirements for the system.
Of vital importance is the clear identification of the root cause of each failure, as this willaffect the selection of a suitable maintenance task. To illustrate this point, consider for
example, a seized gearbox. ³Seized´ is an effect. There could be several root causes of this
failure mode that can be addressed in different ways through the maintenance program.
There is usually no value in aiming maintenance at the effect of a failure.
Also important from a planning perspective is to identify the time it will take to carry out
each task independently. The sum total of these task times gives a good indication of how
long the total work order will take.
All of the above depends on the production process and the site¶s operating context, so
these comments should be taken simply as a guideline.
The following are a few points to consider when constructing a preventive maintenance
program:
Preventive maintenance tasks must:
y aim at the failure process
y be specific
y include specifications or tolerances
Wherever possible, aim for predictive rather than preventive tasks
y measure or check for conditions against a standard
y report the results
y create a follow-on task to repair or replace at the next opportunity
³Check and replace, if necessary´ tasks destroy planned times
Frequencies and estimated times for each task must be accurate and meaningful
Try wherever possible to only plan shutdown time for ³non-running´ tasks. Keep ³running´
tasks to be done during periods of normal production. Structure the maintenance program
to allow for this.
Sorting and grouping of checklists

8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 17/18
After analysing all the maintenance requirements for the equipment system, these
individual tasks would be grouped together to create the checklists, based on common
criteria for:
y Craft
y Frequencyy Safety / Non-safety tasks
y Running / Non-running checks and sensible
y Timing, etc. «
Smoothing the PM workload
In order to smooth the PM workload, a robust approach is to base the spread of PM
activities on the checklists arising from the RCM-style analysis. This assumes that the
analysis has been conducted thoroughly and that it is in a format that can be amended
easily.
The graph in Figure 2 below illustrates how it is possible to arrange the occurrence of the
PM work orders in such a way to create the smoothest possible flow of regular preventive
maintenance work, while still leaving enough time to carry out those ³follow-on´ corrective
maintenance tasks that were identified from conducting the preventive/predictive checks
during the last maintenance stop.
It is important to notice that just because two checklists may have the same frequency, it is
not necessary to schedule them to be done at the same time. Sometimes, of course, it does
make practical sense to schedule PMs for the same day, but don¶t assume that this is always
true. As a general rule, in an automated or continuous process production environment, thetotal amount of work on one checklist or work planned for one maintenance period should
not exceed 80 percent of the total time available.
Figure 2 ± Smoothing the PM workload
8/9/2019 Maintenance Work b.b
http://slidepdf.com/reader/full/maintenance-work-bb 18/18
In order to achieve this smoothed workload pattern, it may be necessary to return to the
timings, frequencies, groupings, start dates, etc., that were specified in the original analysis
and rework some of the data. This is the iterative approach that was mentioned earlier in
the description of Figure 1.
Related Documents











