1 Copyright © 2012 Mahindra & Mahindra Ltd. All rights reserved. CII National Award for Excellence In Energy Management 2018 Journey Towards Sustainable Tomorrow Mahindra & Mahindra Ltd - Nashik Plant Presented By- Novokesh Mishra Deputy Manager ECON

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1Copyright © 2012 Mahindra & Mahindra Ltd. All rights reserved.
CII National Award for Excellence In Energy Management 2018
Journey Towards Sustainable Tomorrow
Mahindra & Mahindra Ltd - Nashik Plant
Presented By-
Novokesh Mishra
Deputy Manager
ECON
2
3
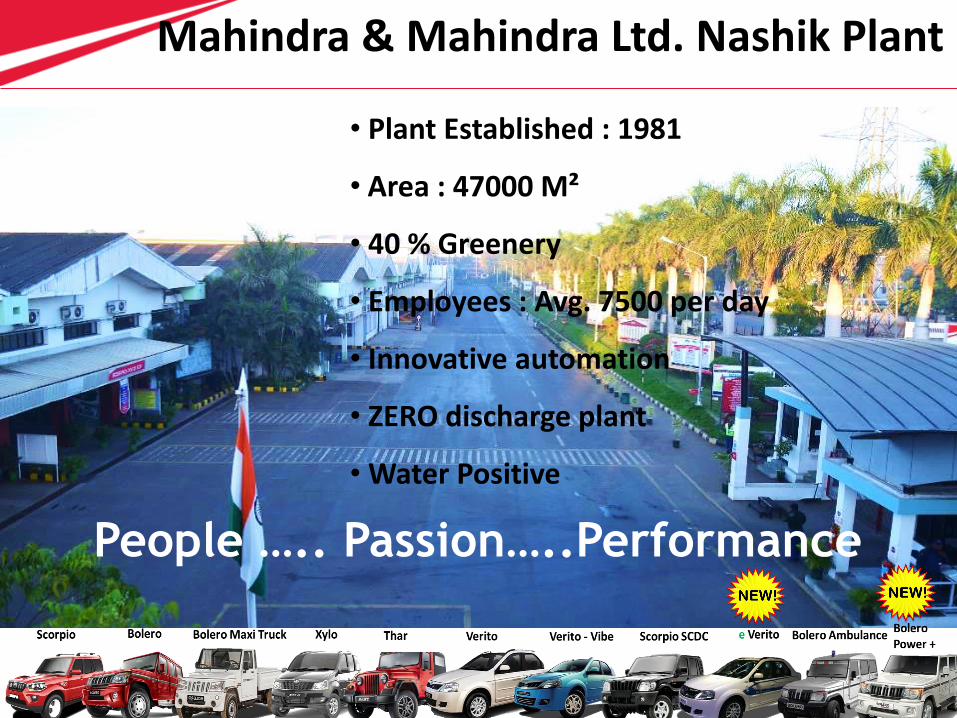
People ….. Passion…..Performance
Mahindra & Mahindra Ltd. Nashik Plant
• Plant Established : 1981
• Area : 47000 M²
• 40 % Greenery
• Employees : Avg. 7500 per day
• Innovative automation
• ZERO discharge plant
• Water Positive
4
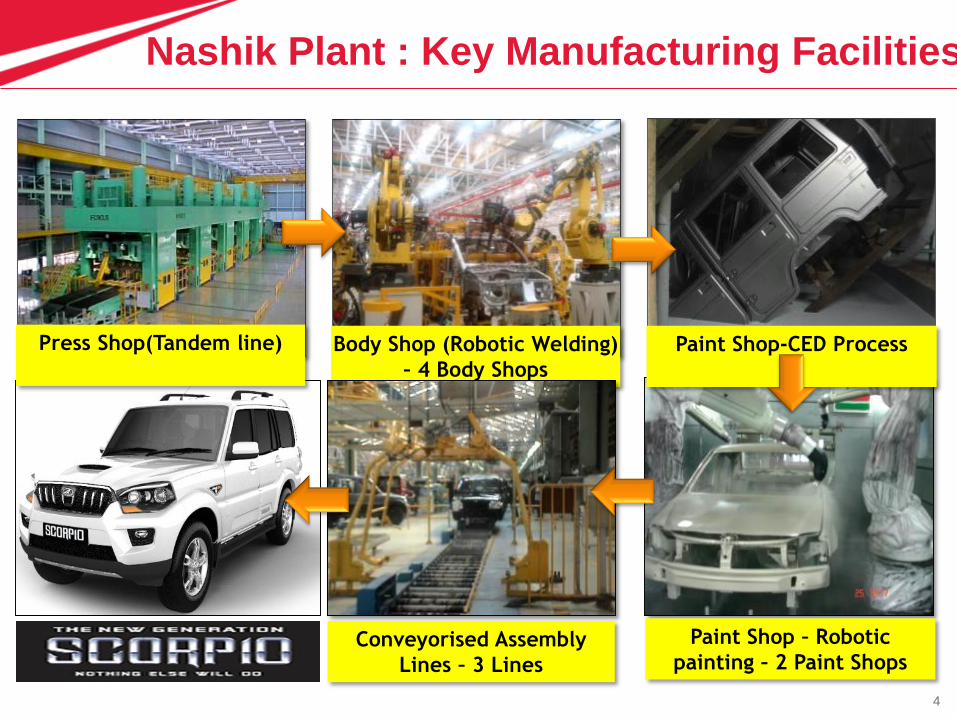
Press Shop(Tandem line) Body Shop (Robotic Welding)
– 4 Body Shops
Paint Shop-CED Process
Paint Shop – Robotic
painting – 2 Paint ShopsConveyorised Assembly
Lines – 3 Lines
Nashik Plant : Key Manufacturing Facilities
5
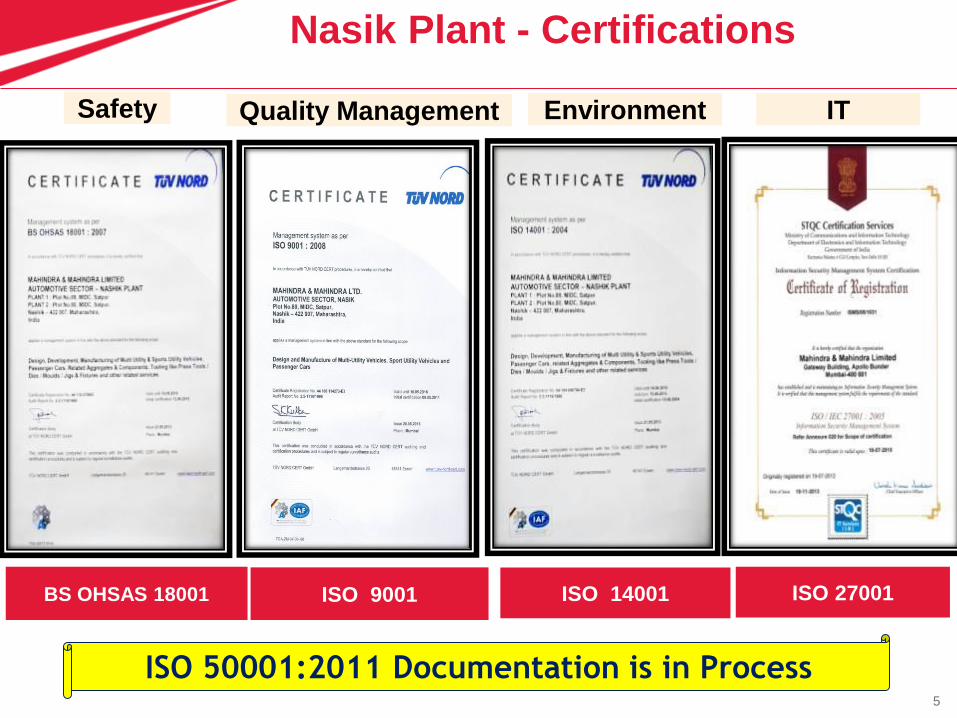
Nasik Plant - Certifications
BS OHSAS 18001 ISO 9001 ISO 14001
Safety Quality Management Environment IT
ISO 27001
ISO 50001:2011 Documentation is in Process
6
The Core Values
Accepting No Limits
Alternative Thinking
Driving Positive Change
“We will challenge conventional thinking and innovatively use all our resources to drive positive change in the lives of our stakeholders and communities across the
world, to enable them to Rise.”
CORE PURPOSE
• Think big, think global• Challenge conventional
thinking• Agility with discipline• Reasoned risk-taking• Orientation for Excellence• Seek breakthrough
solutions
Rise by daring to disturb the universe
• Pursue new approaches
• Celebrate diversity• Focus innovation on
customer needs• Invent your way to
growth• Frugal mindset
Rise with your ingenuity
• Customer sensitivity• Build quality to
delight customers• Entrepreneurial
Engagement• Forge strong
relationships• Work hard. Have fun.
Rise by shaping destinies
Top 10 global Auto brands
Deliver Farm Tech Prosperity
CORE VALUES : Good Corporate Citizenship | Professionalism | Customer First | Quality Focus | Dignity of the Individual
BR
AN
D P
ILLA
RS
7
Mr.Darshan
(Thermal Energy)Mr. Atul Joshi.
(Water Mgnt)Mr. Mahadeo Salunkhe
(Energy Mgmt System)
Mr. Simon .
(Electrical System)Mr. Rushikesh Jadhav.
(Safety)
Mr. Harshad Kaduskar
(Environment)
Mr. Satish Bakare.
(Waste Mgnt)
Mr. Santosh Shingane
(Diesel & paper)Kamlakar Ghongader.
(ESOPS/CSR)Mr. Utkarsh Kulkarni
(Systems)
Mr. Ketan Wagh
(GSCM)
Mr. Mohan Chitnis
(Green IT)
Mr. H. D. Aher VP – Mfg. (NSK & IGT)
Mr. Norbert Desouza GM – CMD & SAFETY
Energy Conservation Team
8
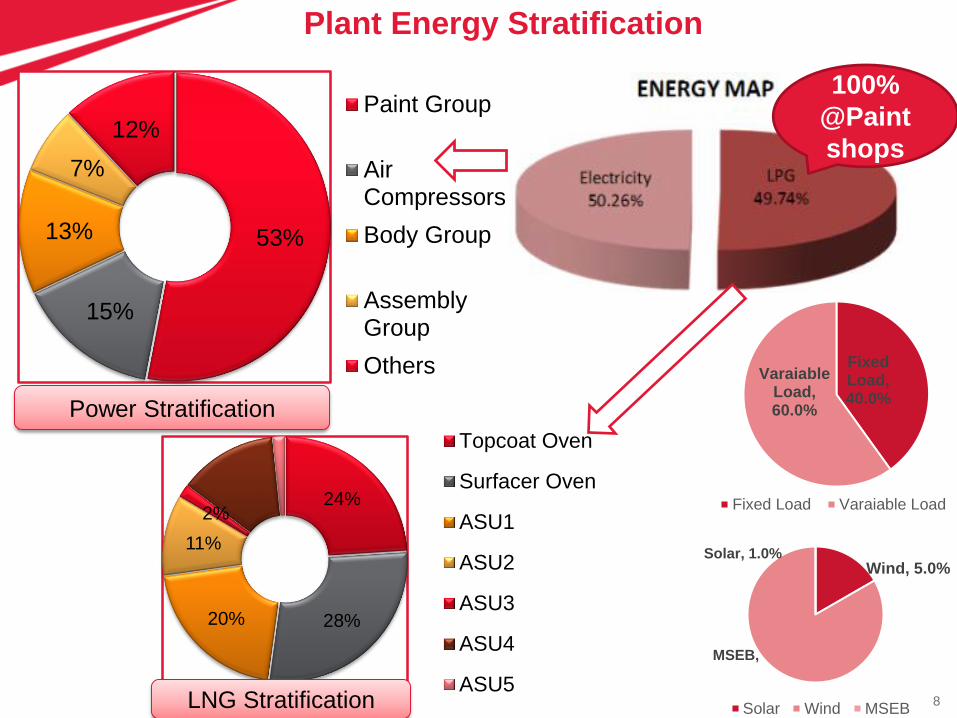
53%
15%
13%
7%
12%Paint Group
AirCompressors
Body Group
AssemblyGroup
Others
Electrical
100%
@Paint
shops
24%
28%20%
11%
2%
Topcoat Oven
Surfacer Oven
ASU1
ASU2
ASU3
ASU4
ASU5
Plant Energy Stratification
Power Stratification
LNG Stratification
Fixed Load, 40.0%
Varaiable Load, 60.0%
Fixed Load Varaiable Load
Solar, 1.0%Wind, 5.0%
MSEB,
Solar Wind MSEB

9
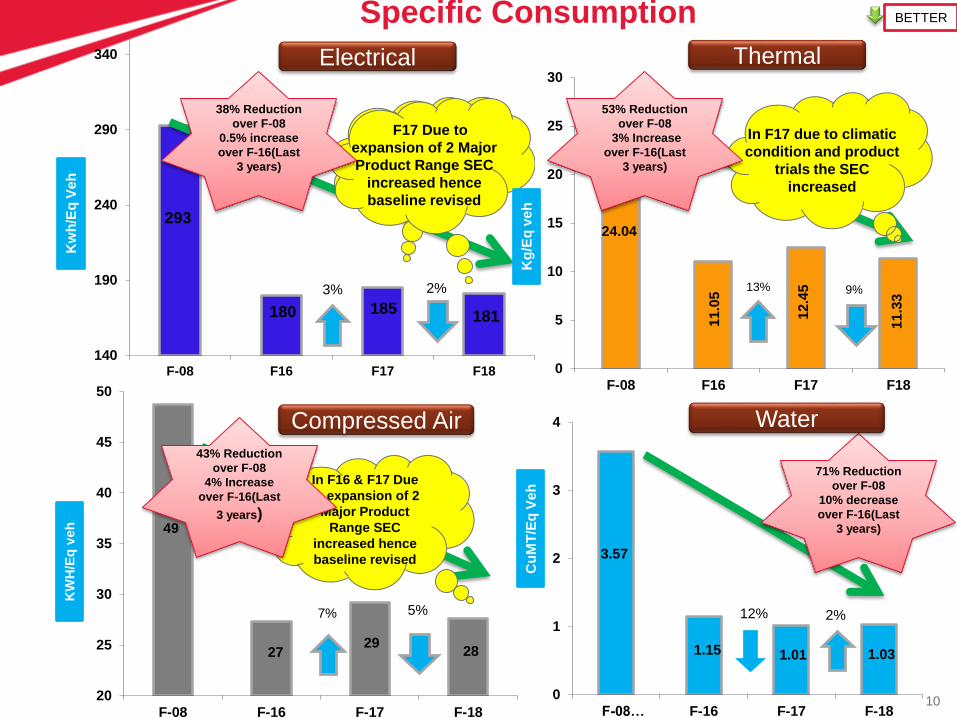
Reduction in Specific Consumption (Year wise)
10
Kw
h/E
q V
eh
Specific Consumption BETTER
293
180 185181
140
190
240
290
340
F-08 F16 F17 F18
3% 2%
F17 Due to
expansion of 2 Major
Product Range SEC
increased hence
baseline revised
24.04
11
.05
12
.45
11
.33
0
5
10
15
20
25
30
F-08 F16 F17 F18
13% 9%
In F17 due to climatic
condition and product
trials the SEC
increased
49
2729
28
20
25
30
35
40
45
50
F-08 F-16 F-17 F-18
5%7%
Kg
/Eq
ve
h
In F16 & F17 Due
to expansion of 2
Major Product
Range SEC
increased hence
baseline revised 3.57
1.15 1.01 1.03
0
1
2
3
4
F-08… F-16 F-17 F-18
12% 2%
KW
H/E
qv
eh
38% Reduction
over F-08
0.5% increase
over F-16(Last
3 years)
53% Reduction
over F-08
3% Increase
over F-16(Last
3 years)
43% Reduction
over F-08
4% Increase
over F-16(Last
3 years)
71% Reduction
over F-08
10% decrease
over F-16(Last
3 years)
Electrical Thermal
Compressed Air Water
Cu
MT
/Eq
Ve
h
11
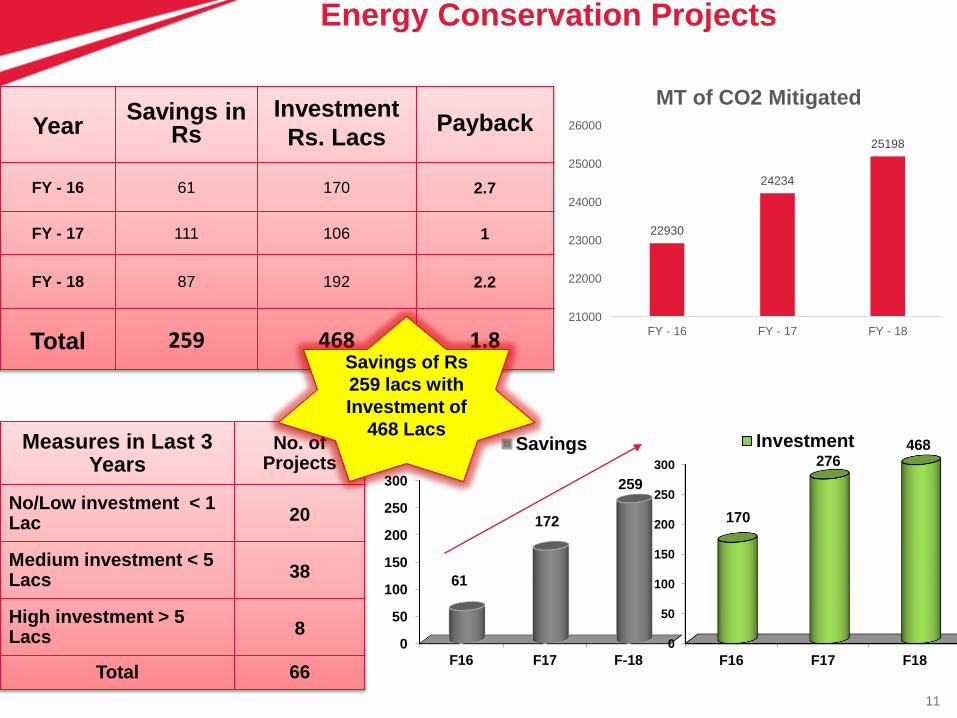
YearSavings in
RsInvestment
Rs. LacsPayback
FY - 16 61 170 2.7
FY - 17 111 106 1
FY - 18 87 192 2.2
Total 259 468 1.8
Energy Conservation Projects
Measures in Last 3 Years
No. of Projects
No/Low investment < 1 Lac 20
Medium investment < 5 Lacs 38
High investment > 5 Lacs 8
Total 66
0
50
100
150
200
250
300
F16 F17 F-18
61
172
259
Savings
0
50
100
150
200
250
300
F16 F17 F18
170
276468Investment
22930
24234
25198
21000
22000
23000
24000
25000
26000
FY - 16 FY - 17 FY - 18
MT of CO2 Mitigated
Savings of Rs
259 lacs with
Investment of
468 Lacs
12
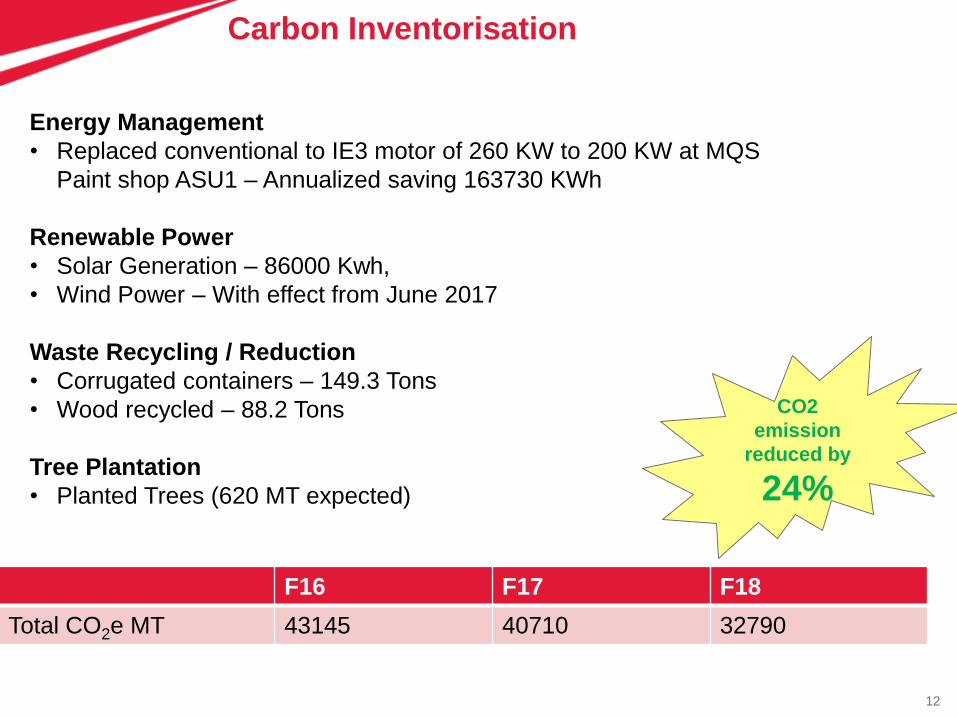
Carbon Inventorisation
Energy Management
• Replaced conventional to IE3 motor of 260 KW to 200 KW at MQS
Paint shop ASU1 – Annualized saving 163730 KWh
Renewable Power
• Solar Generation – 86000 Kwh,
• Wind Power – With effect from June 2017
Waste Recycling / Reduction
• Corrugated containers – 149.3 Tons
• Wood recycled – 88.2 Tons
Tree Plantation
• Planted Trees (620 MT expected)
CO2
emission
reduced by
24%
F16 F17 F18
Total CO2e MT 43145 40710 32790
13
Benchmarking of Energy Conservation Norms
14
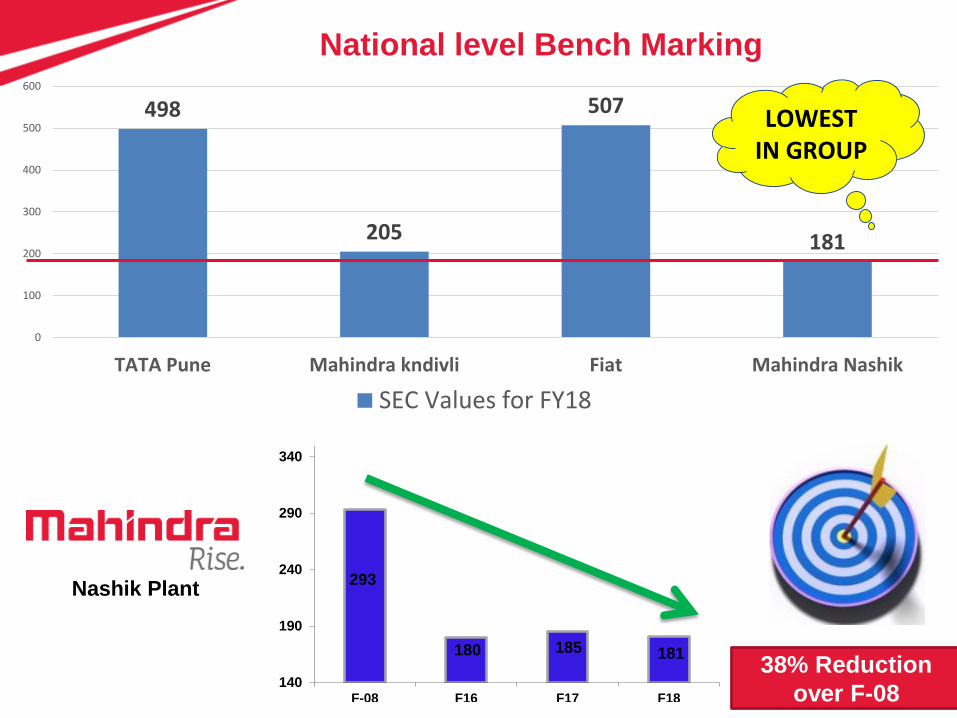
National level Bench Marking
Nashik Plant
498
205
507
181
0
100
200
300
400
500
600
TATA Pune Mahindra kndivli Fiat Mahindra Nashik
SEC Values for FY18
LOWEST IN GROUP
38% Reduction
over F-08
293
180 185 181
140
190
240
290
340
F-08 F16 F17 F18
15
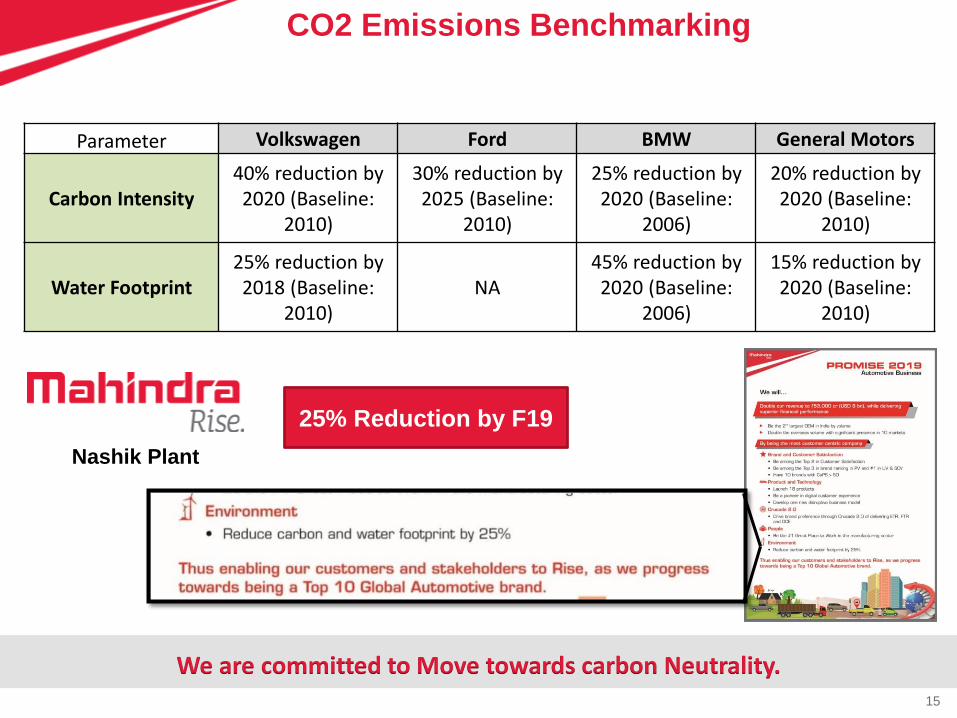
CO2 Emissions Benchmarking
Nashik Plant
25% Reduction by F19
Parameter Volkswagen Ford BMW General Motors
Carbon Intensity40% reduction by 2020 (Baseline:
2010)
30% reduction by 2025 (Baseline:
2010)
25% reduction by 2020 (Baseline:
2006)
20% reduction by 2020 (Baseline:
2010)
Water Footprint25% reduction by 2018 (Baseline:
2010)NA
45% reduction by 2020 (Baseline:
2006)
15% reduction by 2020 (Baseline:
2010)
We are committed to Move towards carbon Neutrality.

16
Low Temperature Heat Recovery
Innovative Project
17
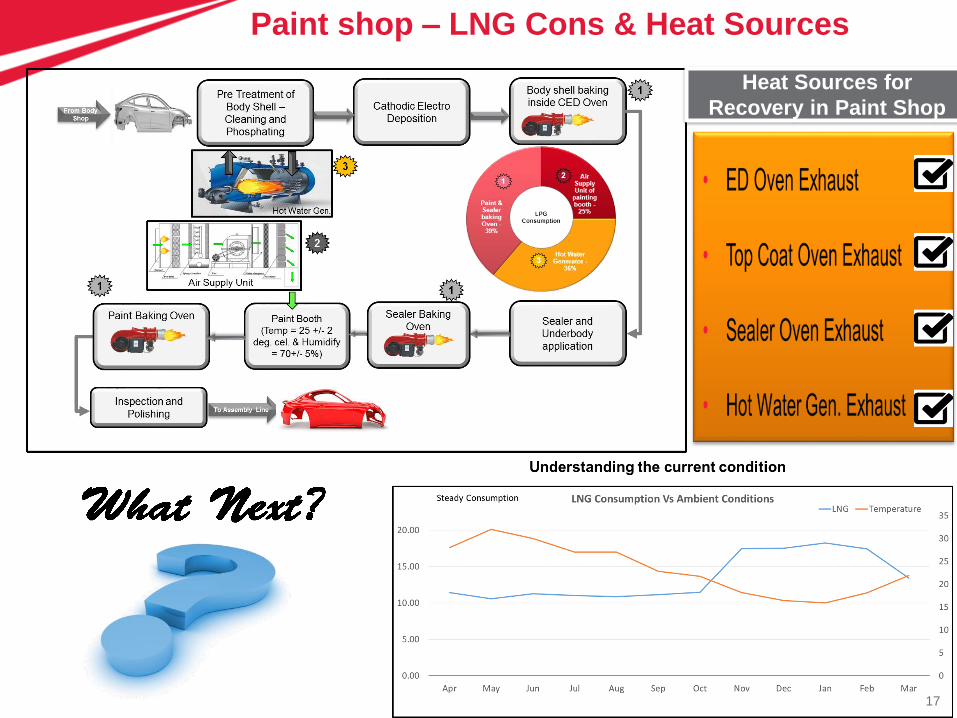
Paint shop – LNG Cons & Heat Sources
Heat Sources for
Recovery in Paint Shop
18
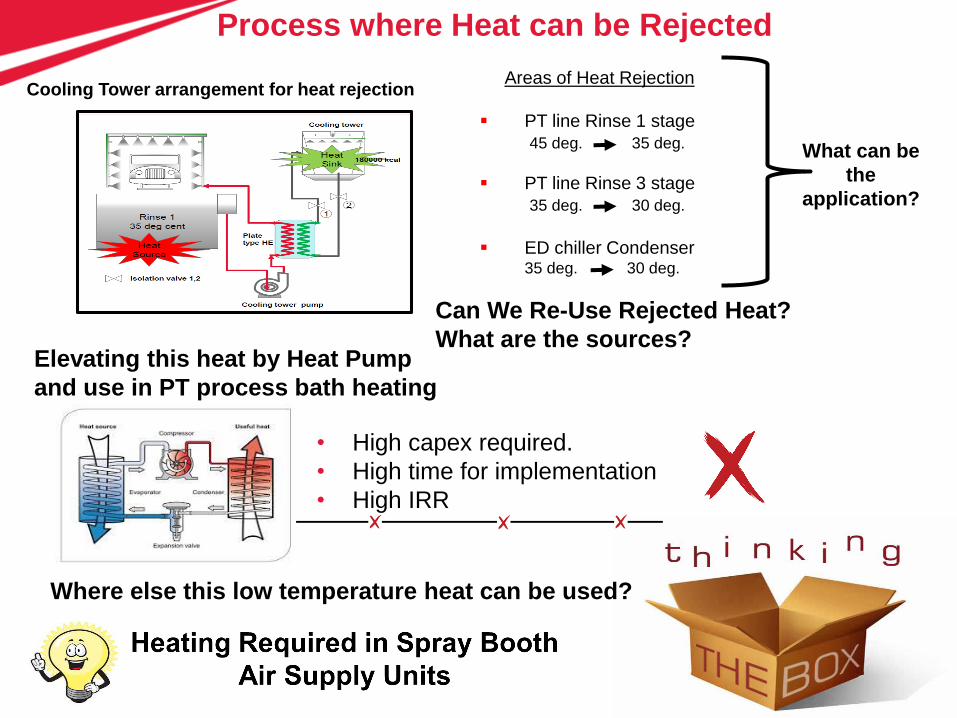
Can We Re-Use Rejected Heat?
What are the sources?
Cooling Tower arrangement for heat rejection
What can be
the
application?
Areas of Heat Rejection
PT line Rinse 1 stage
45 deg. 35 deg.
PT line Rinse 3 stage
35 deg. 30 deg.
ED chiller Condenser 35 deg. 30 deg.
• High capex required.
• High time for implementation
• High IRR
Elevating this heat by Heat Pump
and use in PT process bath heating
Where else this low temperature heat can be used?
Process where Heat can be Rejected
19
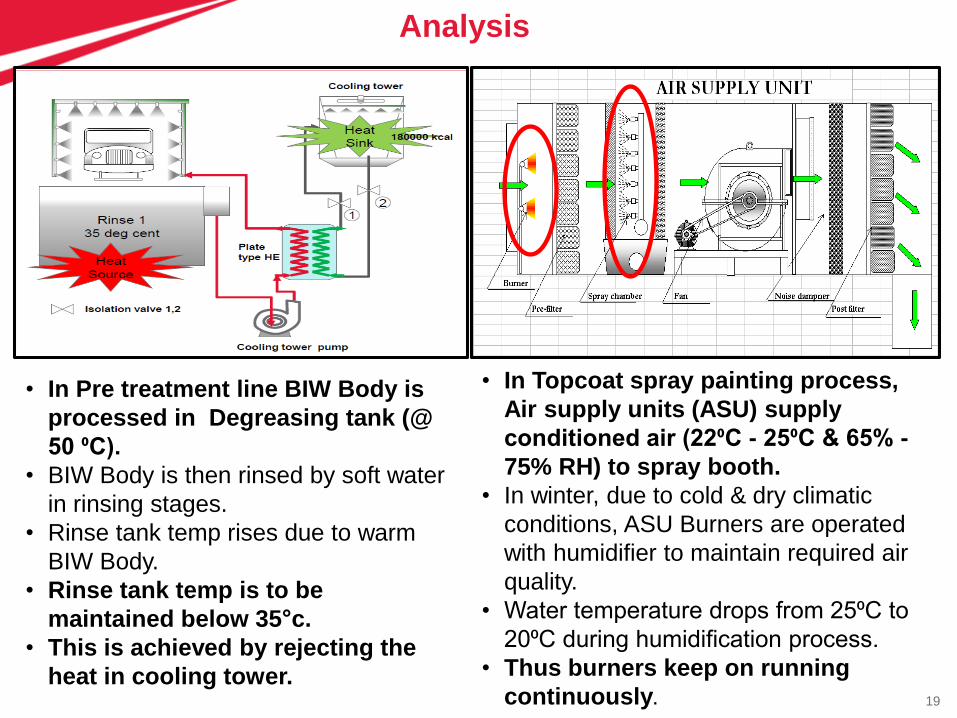
• In Pre treatment line BIW Body is
processed in Degreasing tank (@
50 ⁰C).
• BIW Body is then rinsed by soft water
in rinsing stages.
• Rinse tank temp rises due to warm
BIW Body.
• Rinse tank temp is to be
maintained below 35°c.
• This is achieved by rejecting the
heat in cooling tower.
• In Topcoat spray painting process,
Air supply units (ASU) supply
conditioned air (22⁰C - 25⁰C & 65% -
75% RH) to spray booth.
• In winter, due to cold & dry climatic
conditions, ASU Burners are operated
with humidifier to maintain required air
quality.
• Water temperature drops from 25⁰C to
20⁰C during humidification process.
• Thus burners keep on running
continuously.
Analysis
20
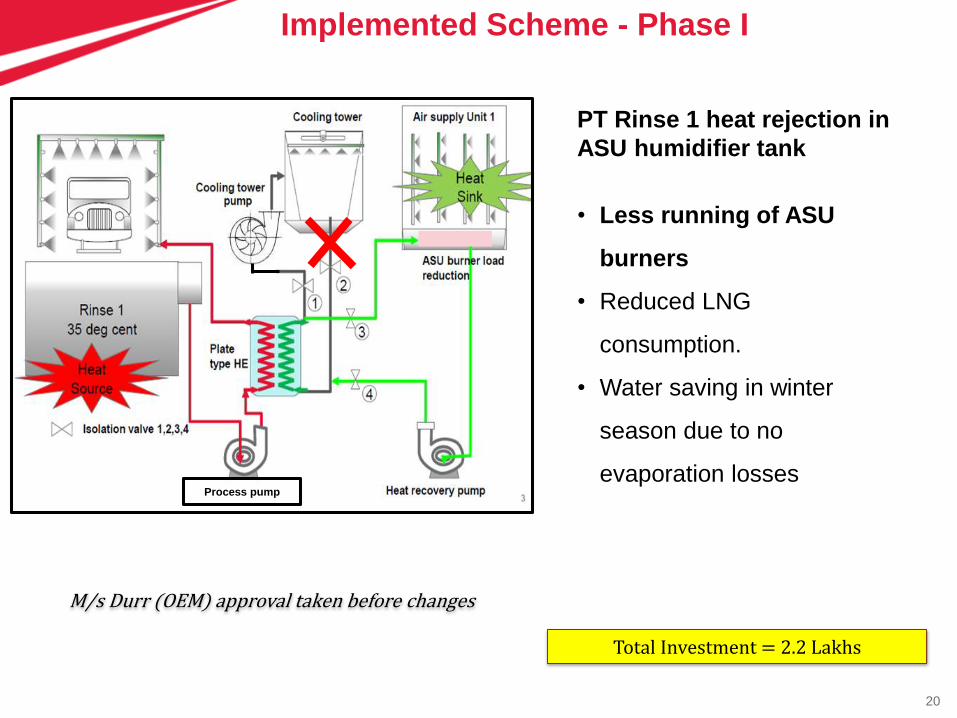
Implemented Scheme - Phase I
Process pump
• Less running of ASU
burners
• Reduced LNG
consumption.
• Water saving in winter
season due to no
evaporation losses
PT Rinse 1 heat rejection in
ASU humidifier tank
M/s Durr (OEM) approval taken before changes
Total Investment = 2.2 Lakhs
21
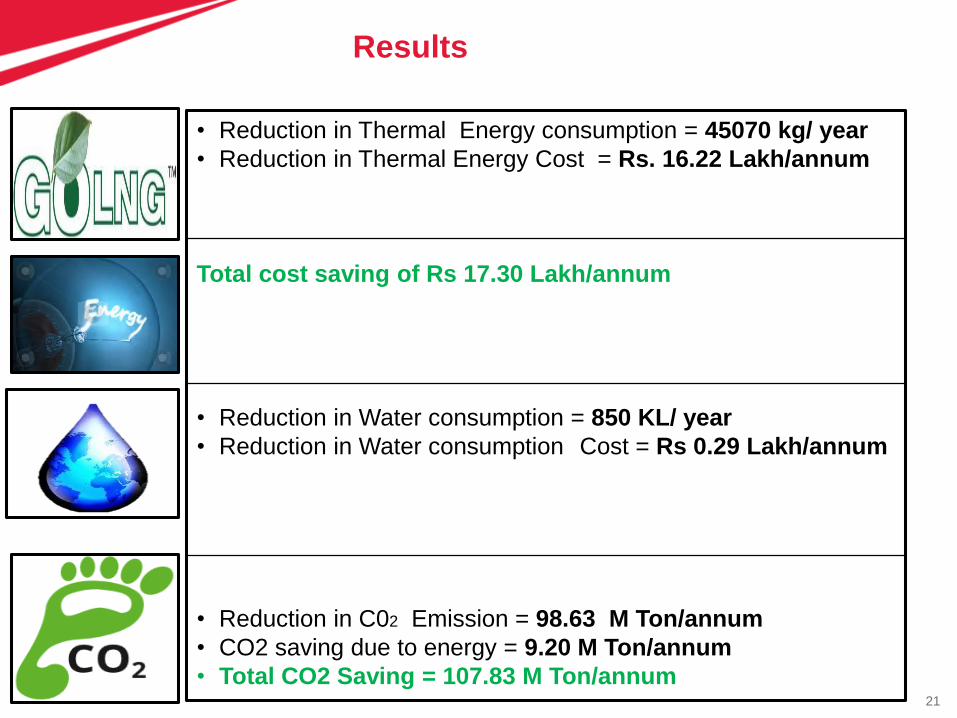
Results
• Reduction in Thermal Energy consumption = 45070 kg/ year
• Reduction in Thermal Energy Cost = Rs. 16.22 Lakh/annum
Total cost saving of Rs 17.30 Lakh/annum
• Reduction in Water consumption = 850 KL/ year
• Reduction in Water consumption Cost = Rs 0.29 Lakh/annum
• Reduction in C02 Emission = 98.63 M Ton/annum
• CO2 saving due to energy = 9.20 M Ton/annum
• Total CO2 Saving = 107.83 M Ton/annum
22
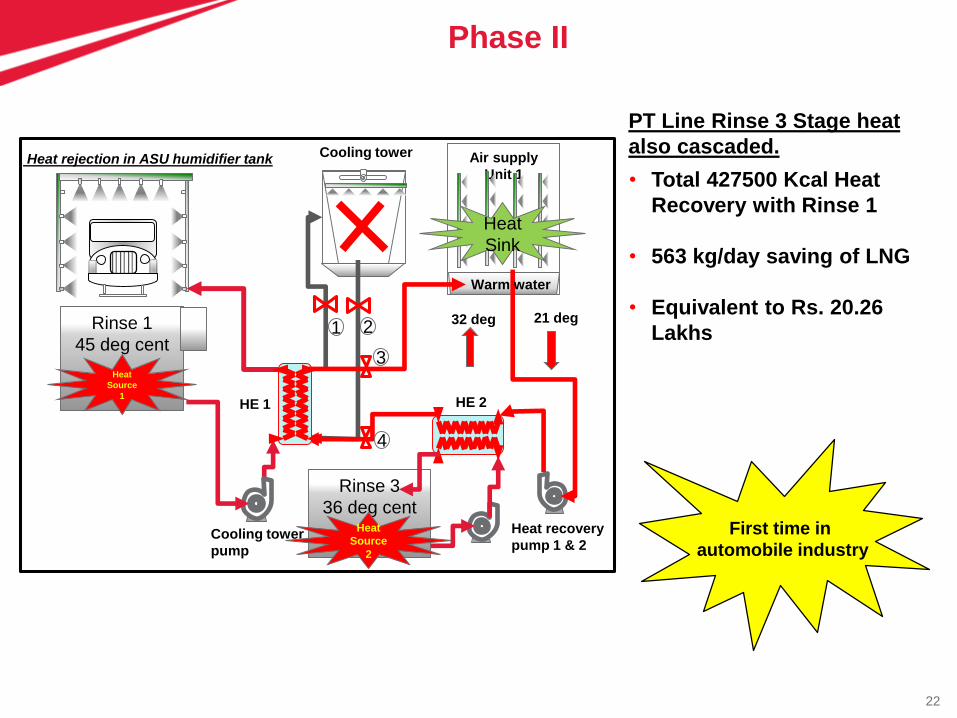
Phase II
Air supply
Unit 1
Rinse 1
45 deg cent
Cooling tower
pump
Heat recovery
pump 1 & 2
1 2
3
4
Cooling tower
HE 1
Heat
Sink
Warm water
Heat rejection in ASU humidifier tank
32 deg 21 deg
Rinse 3
36 deg cent
HE 2
Heat
Source
1
Heat
Source
2
PT Line Rinse 3 Stage heat
also cascaded.
• Total 427500 Kcal Heat
Recovery with Rinse 1
• 563 kg/day saving of LNG
• Equivalent to Rs. 20.26
Lakhs
First time in
automobile industry
23
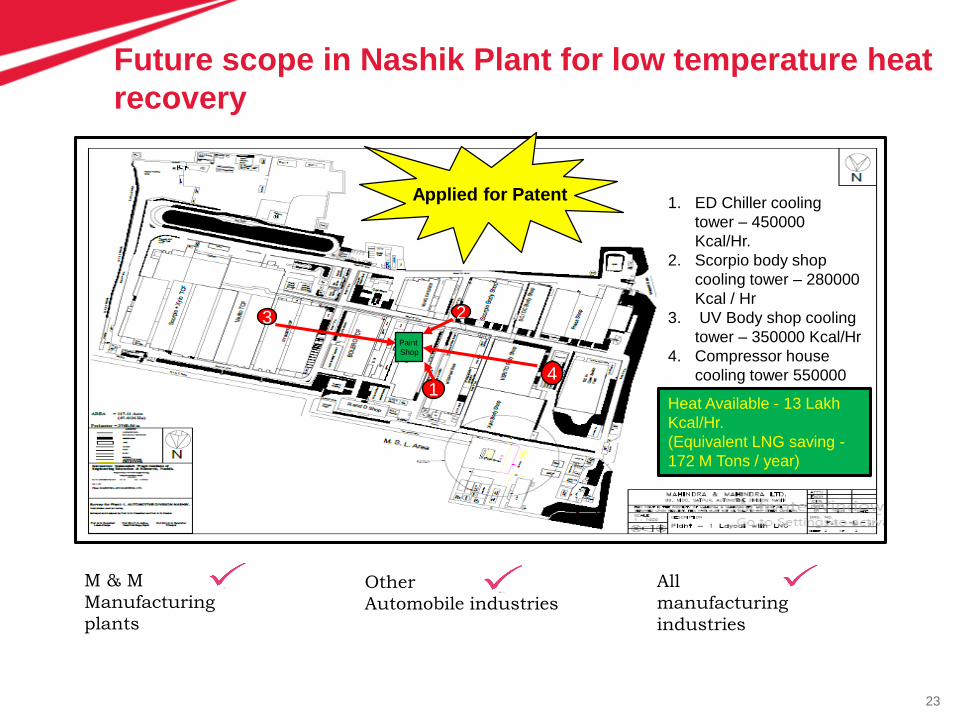
Future scope in Nashik Plant for low temperature heat
recovery
All
manufacturing
industries
Other
Automobile industries
M & M
Manufacturing
plants
2
4
3
Paint
Shop
1. ED Chiller cooling
tower – 450000
Kcal/Hr.
2. Scorpio body shop
cooling tower – 280000
Kcal / Hr
3. UV Body shop cooling
tower – 350000 Kcal/Hr
4. Compressor house
cooling tower 550000
Kcal / Hr1
Applied for Patent
Heat Available - 13 Lakh
Kcal/Hr.
(Equivalent LNG saving -
172 M Tons / year)
24
Parker Membrane
Energy Efficient Product
25
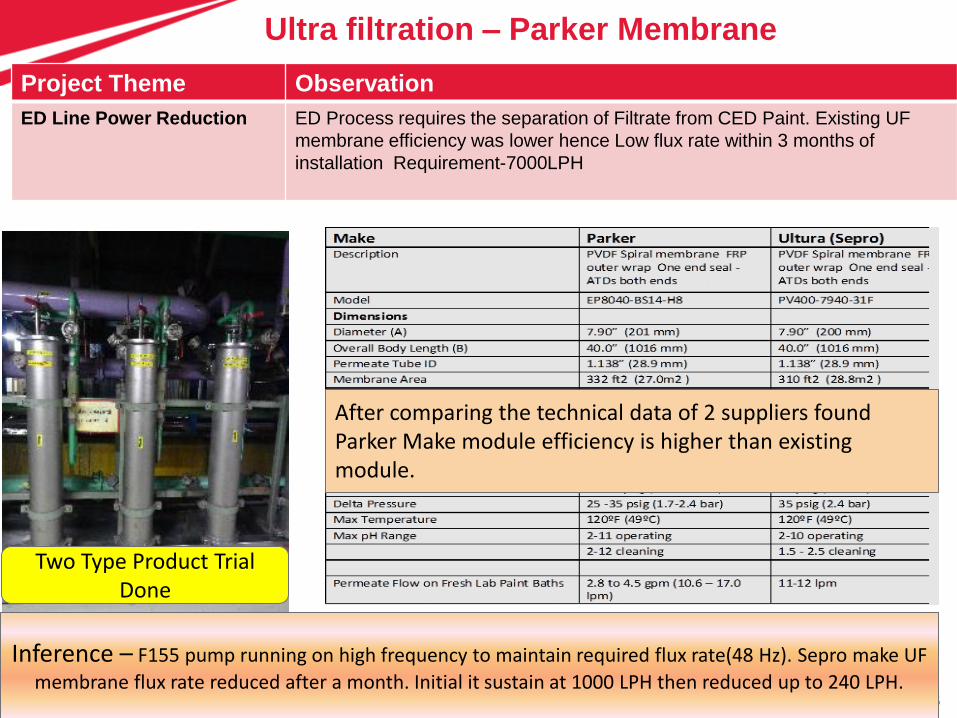
Ultra filtration – Parker Membrane
Project Theme Observation
ED Line Power Reduction ED Process requires the separation of Filtrate from CED Paint. Existing UF
membrane efficiency was lower hence Low flux rate within 3 months of
installation Requirement-7000LPH
Two Type Product Trial Done
Inference – F155 pump running on high frequency to maintain required flux rate(48 Hz). Sepro make UF
membrane flux rate reduced after a month. Initial it sustain at 1000 LPH then reduced up to 240 LPH.
After comparing the technical data of 2 suppliers found Parker Make module efficiency is higher than existing module.
26
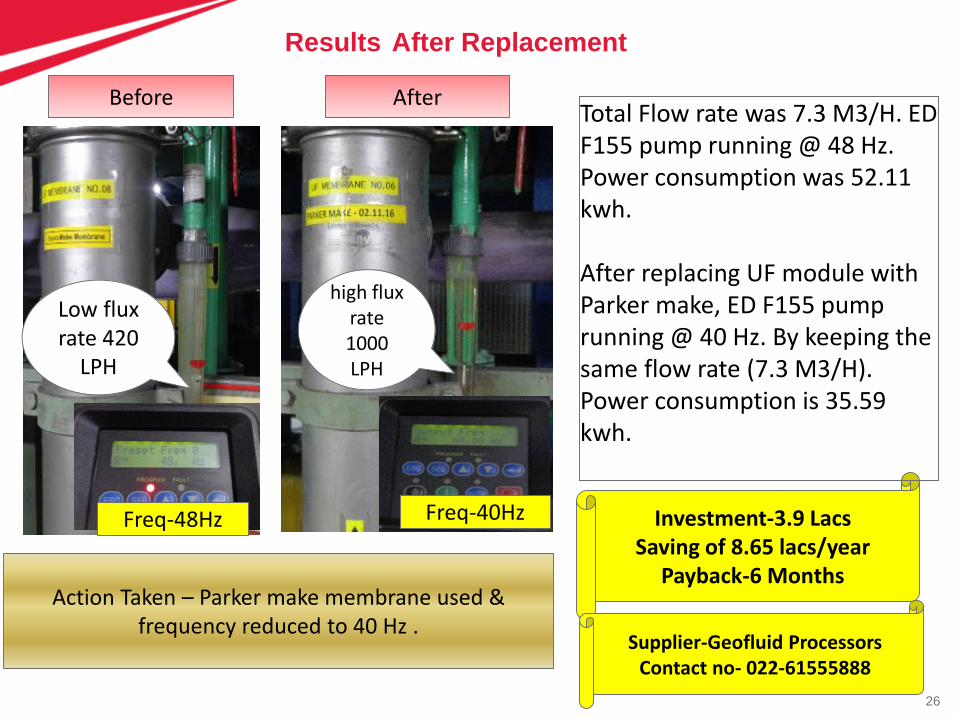
Before After
Action Taken – Parker make membrane used & frequency reduced to 40 Hz .
Low flux rate 420
LPH
high flux rate 1000 LPH
Freq-48Hz Freq-40Hz
Results After Replacement
Investment-3.9 LacsSaving of 8.65 lacs/year
Payback-6 Months
Supplier-Geofluid Processors Contact no- 022-61555888
Total Flow rate was 7.3 M3/H. ED F155 pump running @ 48 Hz. Power consumption was 52.11 kwh.
After replacing UF module with Parker make, ED F155 pump running @ 40 Hz. By keeping the same flow rate (7.3 M3/H). Power consumption is 35.59 kwh.
27
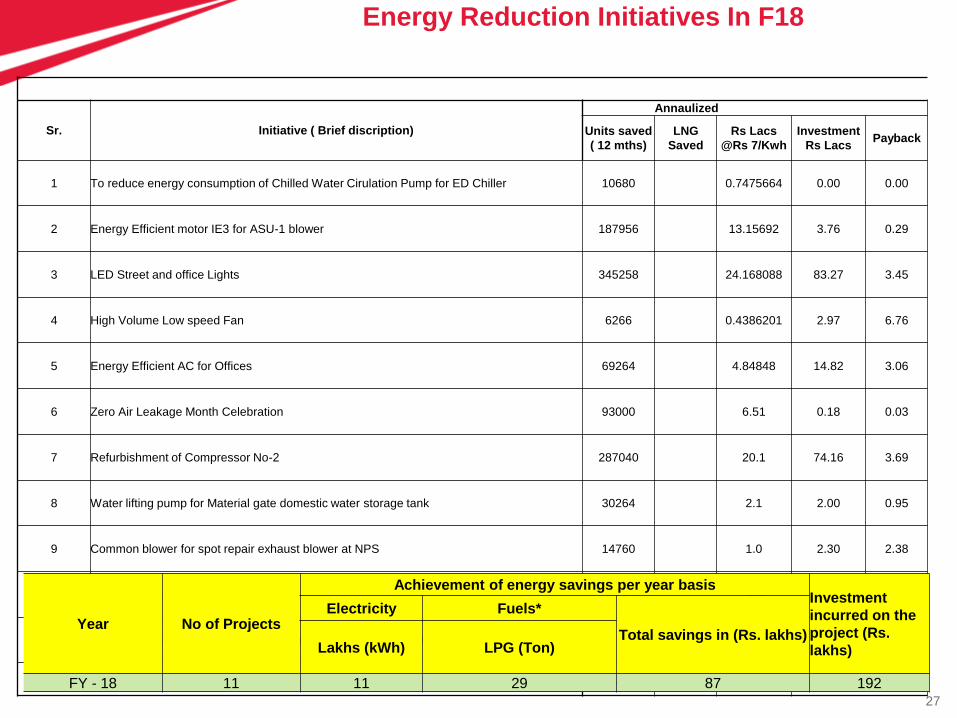
Energy Reduction Initiatives In F18
Sr. Initiative ( Brief discription)
Annaulized
Units saved
( 12 mths)
LNG
Saved
Rs Lacs
@Rs 7/Kwh
Investment
Rs LacsPayback
1 To reduce energy consumption of Chilled Water Cirulation Pump for ED Chiller 10680 0.7475664 0.00 0.00
2 Energy Efficient motor IE3 for ASU-1 blower 187956 13.15692 3.76 0.29
3 LED Street and office Lights 345258 24.168088 83.27 3.45
4 High Volume Low speed Fan 6266 0.4386201 2.97 6.76
5 Energy Efficient AC for Offices 69264 4.84848 14.82 3.06
6 Zero Air Leakage Month Celebration 93000 6.51 0.18 0.03
7 Refurbishment of Compressor No-2 287040 20.1 74.16 3.69
8 Water lifting pump for Material gate domestic water storage tank 30264 2.1 2.00 0.95
9 Common blower for spot repair exhaust blower at NPS 14760 1.0 2.30 2.38
10 Energy Efficient Pump for Coagulation 54793 3.8 6.00 1.56
11 Low Temperature heat Recovery by using PT Line RC 1 Tank Heat to Top Coat ASU 1. 28820 10.1 2.20 0.22
11 29 87 192 2.20
Year No of Projects
Achievement of energy savings per year basisInvestment
incurred on the
project (Rs.
lakhs)
Electricity Fuels*
Total savings in (Rs. lakhs)Lakhs (kWh) LPG (Ton)
FY - 18 11 11 29 87 192
28
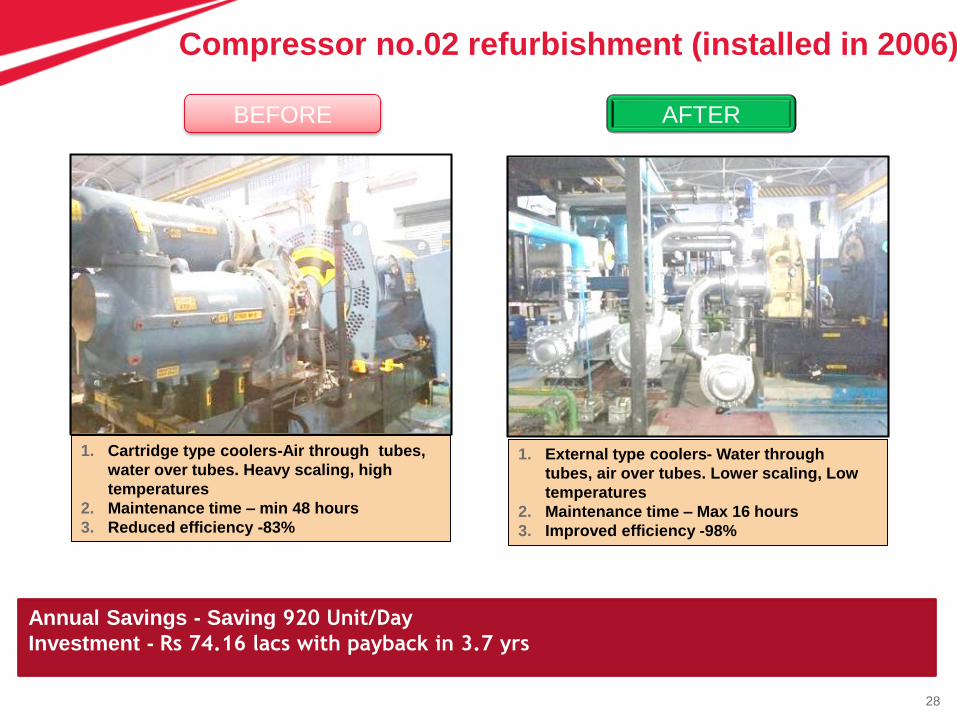
Compressor no.02 refurbishment (installed in 2006)
1. Cartridge type coolers-Air through tubes,
water over tubes. Heavy scaling, high
temperatures
2. Maintenance time – min 48 hours
3. Reduced efficiency -83%
1. External type coolers- Water through
tubes, air over tubes. Lower scaling, Low
temperatures
2. Maintenance time – Max 16 hours
3. Improved efficiency -98%
BEFORE AFTER
Annual Savings - Saving 920 Unit/Day
Investment - Rs 74.16 lacs with payback in 3.7 yrs
29
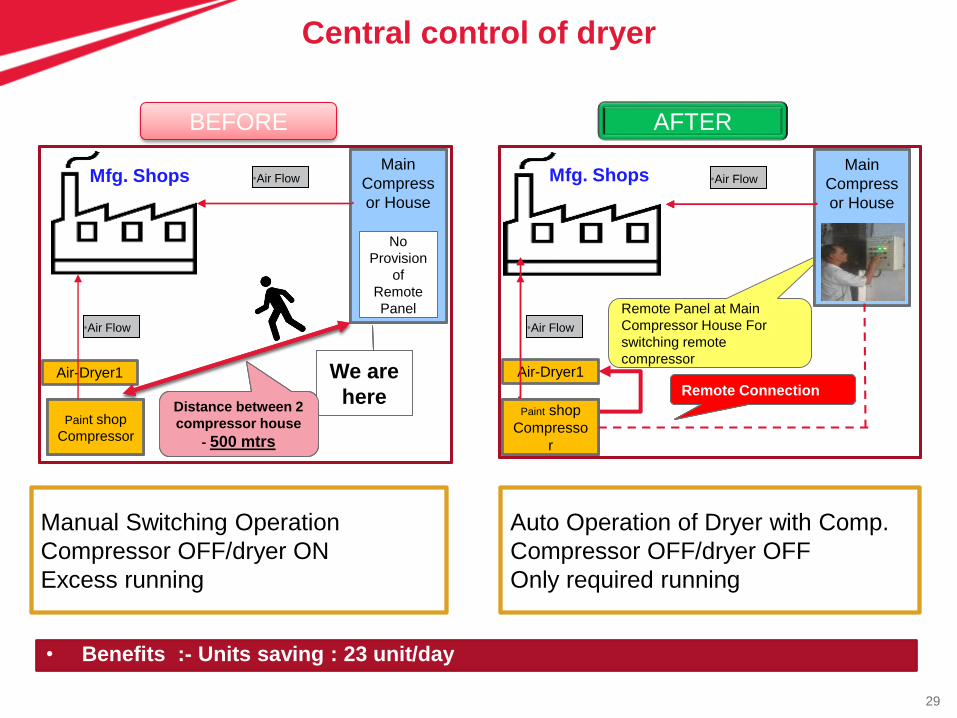
Central control of dryer
• Benefits :- Units saving : 23 unit/day
Manual Switching Operation
Compressor OFF/dryer ON
Excess running
Auto Operation of Dryer with Comp.
Compressor OFF/dryer OFF
Only required running
Main
Compr
essor
House
Remote Connection
Remote Panel at Main
Compressor House For
switching remote
compressor
•Air Flow
•Air FlowMain
Compr
essor
HouseNo
•Air Flow
•Air Flow
We are
hereDistance between 2
compressor house
- 500 mtrs
Air-Dryer1 Air-Dryer1
Main
Compr
essor
House
Remote Connection
•Air Flow
•Air FlowMain
Compr
essor
HouseNo
Provi
sion•Air Flow
•Air Flow
We are
hereDistance between 2
compressor house
- 500 mtrs
Main
Compress
or House
Paint shop
Compresso
r
Remote Connection
•Air Flow
•Air FlowMain
Compress
or House
Paint shop
Compressor
No
Provision
of
Remote
Panel
•Air Flow
•Air Flow
We are
hereDistance between 2
compressor house
- 500 mtrs
Mfg. Shops Mfg. Shops
BEFORE AFTER
30
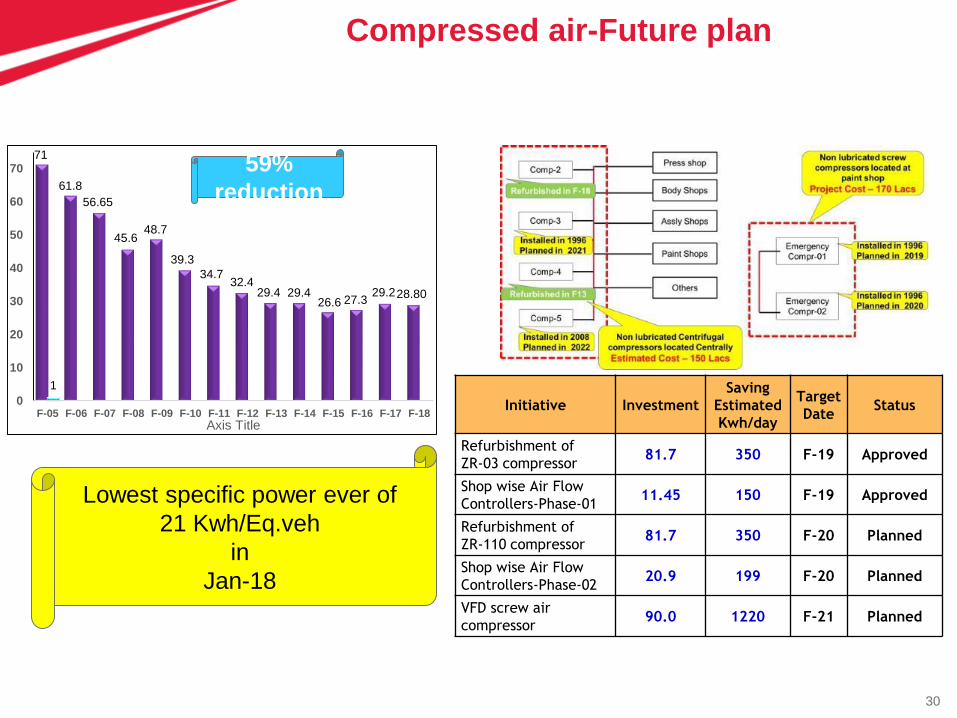
Compressed air-Future plan
59%
reduction
Initiative Investment
Saving
Estimated
Kwh/day
Target
DateStatus
Refurbishment of
ZR-03 compressor81.7 350 F-19 Approved
Shop wise Air Flow
Controllers-Phase-0111.45 150 F-19 Approved
Refurbishment of
ZR-110 compressor81.7 350 F-20 Planned
Shop wise Air Flow
Controllers-Phase-0220.9 199 F-20 Planned
VFD screw air
compressor90.0 1220 F-21 Planned
71
61.8
56.65
45.648.7
39.3
34.732.4
29.4 29.426.6 27.3
29.228.80
1
0
10
20
30
40
50
60
70
F-05 F-06 F-07 F-08 F-09 F-10 F-11 F-12 F-13 F-14 F-15 F-16 F-17 F-18
Axis Title
Lowest specific power ever of
21 Kwh/Eq.veh
in
Jan-18
31
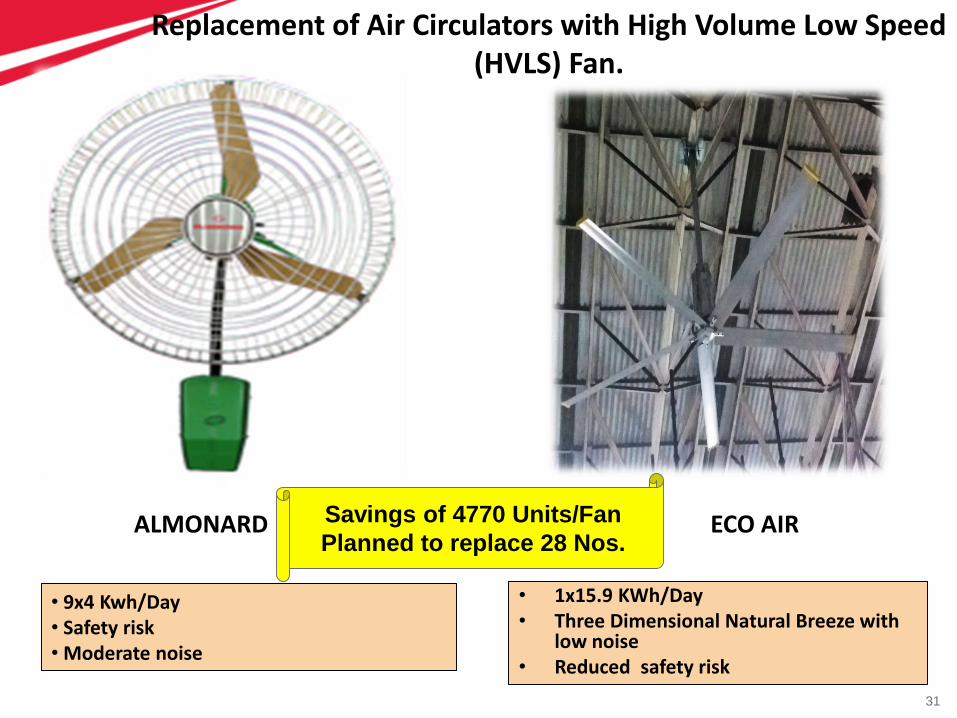
Replacement of Air Circulators with High Volume Low Speed (HVLS) Fan.
ECO AIRALMONARD
• 9x4 Kwh/Day • Safety risk• Moderate noise
• 1x15.9 KWh/Day• Three Dimensional Natural Breeze with
low noise• Reduced safety risk
Savings of 4770 Units/Fan
Planned to replace 28 Nos.

32
Partnership with EESL
Plant Lighting(Philips, Wipro, Goldwyn)
IE3 Motors
(Siemens - ACE LLP)
Air Conditioners(Godrej)
Planned through EESL - 37150 Nos.
Completed so far – 32011 Nos.
Investment – 217 Rs. Lacs
Savings – 13.34 Lac Units
Payback - 2.33 Years
Completed – 95%
Completed so far – 17 Nos.
Investment – 18.31 Rs. Lacs
Savings – 40622 Units
Payback –2.2 Years
Planned through EESL - Qty. 160 Nos.
Investment – 27 Rs. Lacs
Payback – 1.85 Years
Completed so far – 40 Nos.
Investment – 15 Rs. Lacs
Savings – 69264 Units/Annum
Payback – 3 Years
Planned through EESL Qty. 110 Nos.
Budget 41 Rs. Lacs
Payback – 2 Years
33
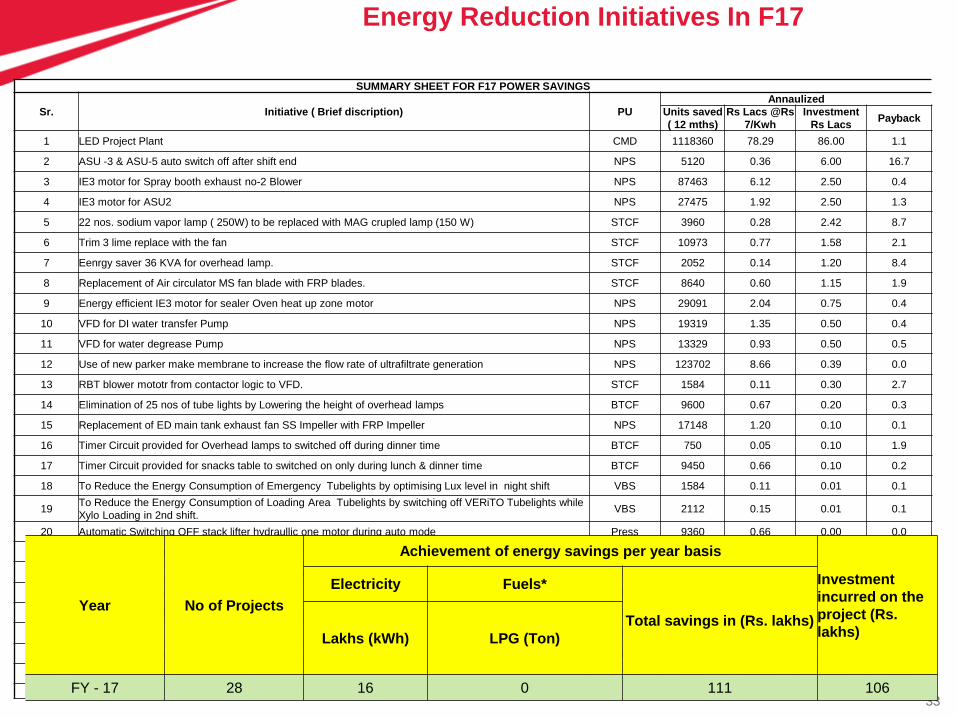
SUMMARY SHEET FOR F17 POWER SAVINGS
Sr. Initiative ( Brief discription) PU
Annaulized
Units saved
( 12 mths)
Rs Lacs @Rs
7/Kwh
Investment
Rs LacsPayback
1 LED Project Plant CMD 1118360 78.29 86.00 1.1
2 ASU -3 & ASU-5 auto switch off after shift end NPS 5120 0.36 6.00 16.7
3 IE3 motor for Spray booth exhaust no-2 Blower NPS 87463 6.12 2.50 0.4
4 IE3 motor for ASU2 NPS 27475 1.92 2.50 1.3
5 22 nos. sodium vapor lamp ( 250W) to be replaced with MAG crupled lamp (150 W) STCF 3960 0.28 2.42 8.7
6 Trim 3 lime replace with the fan STCF 10973 0.77 1.58 2.1
7 Eenrgy saver 36 KVA for overhead lamp. STCF 2052 0.14 1.20 8.4
8 Replacement of Air circulator MS fan blade with FRP blades. STCF 8640 0.60 1.15 1.9
9 Energy efficient IE3 motor for sealer Oven heat up zone motor NPS 29091 2.04 0.75 0.4
10 VFD for DI water transfer Pump NPS 19319 1.35 0.50 0.4
11 VFD for water degrease Pump NPS 13329 0.93 0.50 0.5
12 Use of new parker make membrane to increase the flow rate of ultrafiltrate generation NPS 123702 8.66 0.39 0.0
13 RBT blower mototr from contactor logic to VFD. STCF 1584 0.11 0.30 2.7
14 Elimination of 25 nos of tube lights by Lowering the height of overhead lamps BTCF 9600 0.67 0.20 0.3
15 Replacement of ED main tank exhaust fan SS Impeller with FRP Impeller NPS 17148 1.20 0.10 0.1
16 Timer Circuit provided for Overhead lamps to switched off during dinner time BTCF 750 0.05 0.10 1.9
17 Timer Circuit provided for snacks table to switched on only during lunch & dinner time BTCF 9450 0.66 0.10 0.2
18 To Reduce the Energy Consumption of Emergency Tubelights by optimising Lux level in night shift VBS 1584 0.11 0.01 0.1
19To Reduce the Energy Consumption of Loading Area Tubelights by switching off VERiTO Tubelights while
Xylo Loading in 2nd shift.VBS 2112 0.15 0.01 0.1
20 Automatic Switching OFF stack lifter hydraullic one motor during auto mode Press 9360 0.66 0.00 0.0
21 Reduction of torque of 250 kw main motor of press 1 Press 30420 2.13 0.00 0.0
22 Switch off cooling zone supply fan during last running & start the fan after temperature achieved NPS 26695 1.87 0.00 0.0
23 Major repair booth tube light to be switched off. NPS 265 0.02 0.00 0.0
24 Work area ex. To be switched on during start up. NPS 6905 0.48 0.00 0.0
25 NPS Excess tube light fixture elimination NPS 10149 0.71 0.00 0.0
26 NPS clear coat water greating pump start delay one hour. NPS 5988 0.42 0.00 0.0
27 Elimination of 6 Nos of fan by re arranging BTCF 4800 0.34 0.00 0.0
28 Elimination of over head lamps in Bolero TCF by re arranging. ( 5 Nos ) BTCF 3000 0.21 0.00 0.0
Energy Reduction Initiatives In F17
Year No of Projects
Achievement of energy savings per year basis
Investment
incurred on the
project (Rs.
lakhs)
Electricity Fuels*
Total savings in (Rs. lakhs)
Lakhs (kWh) LPG (Ton)
FY - 17 28 16 0 111 106
34
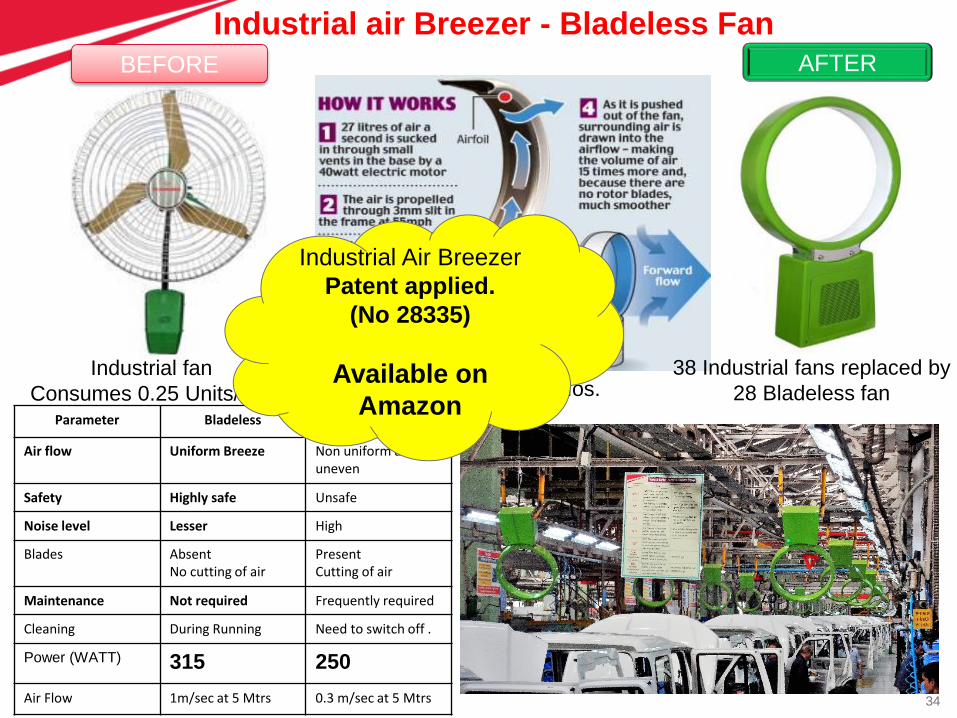
Parameter Bladeless conventional
Air flow Uniform Breeze Non uniform and uneven
Safety Highly safe Unsafe
Noise level Lesser High
Blades AbsentNo cutting of air
PresentCutting of air
Maintenance Not required Frequently required
Cleaning During Running Need to switch off .
Power (WATT) 315 250
Air Flow 1m/sec at 5 Mtrs 0.3 m/sec at 5 Mtrs
Industrial fan
Consumes 0.25 Units/Hrs
BEFORE AFTER
38 Industrial fans replaced by
28 Bladeless fanTotal installed 30 Nos.
Industrial air Breezer - Bladeless Fan
Industrial Air Breezer
Patent applied.
(No 28335)
Available on
Amazon
35
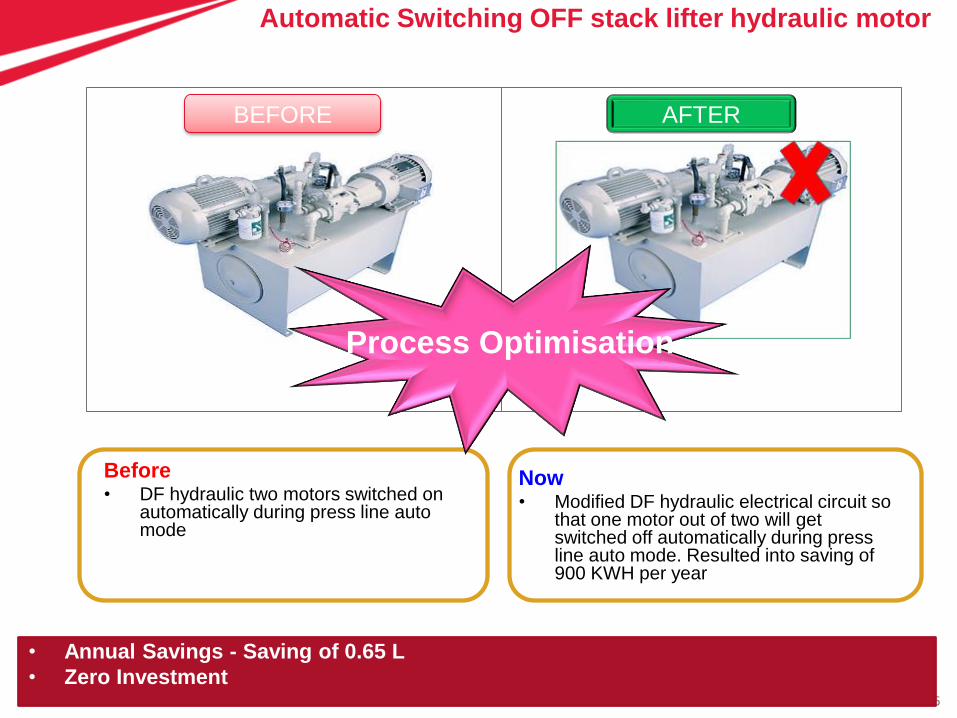
Before• DF hydraulic two motors switched on
automatically during press line auto mode
Now• Modified DF hydraulic electrical circuit so
that one motor out of two will get switched off automatically during press line auto mode. Resulted into saving of 900 KWH per year
• Annual Savings - Saving of 0.65 L
• Zero Investment
BEFORE AFTER
Automatic Switching OFF stack lifter hydraulic motor
Process Optimisation
36Copyright © 2012 Mahindra & Mahindra Ltd. All rights reserved. 36
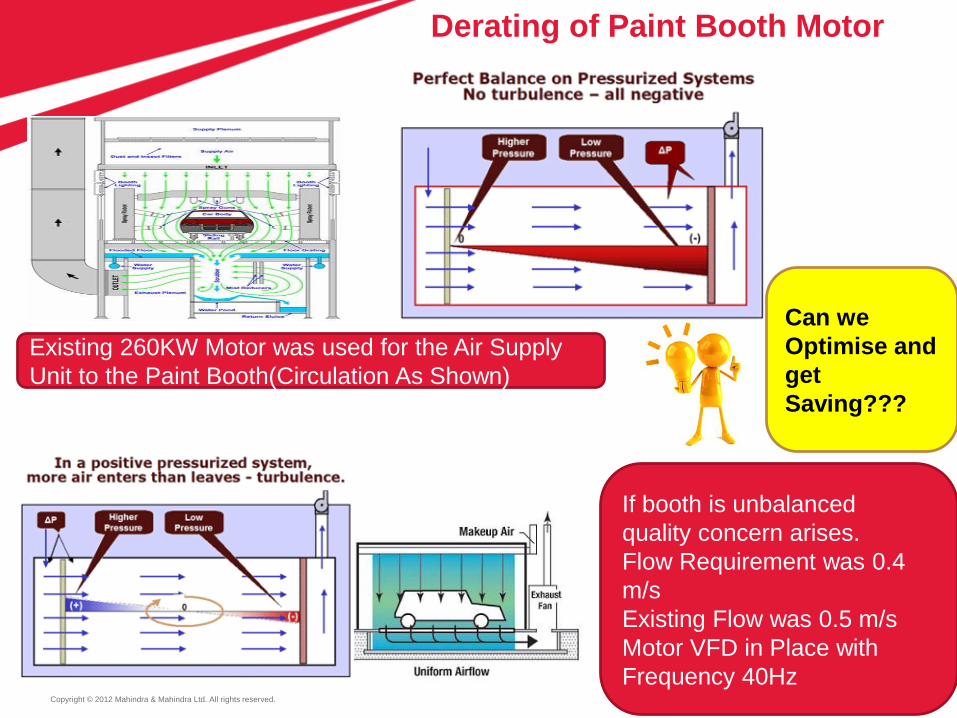
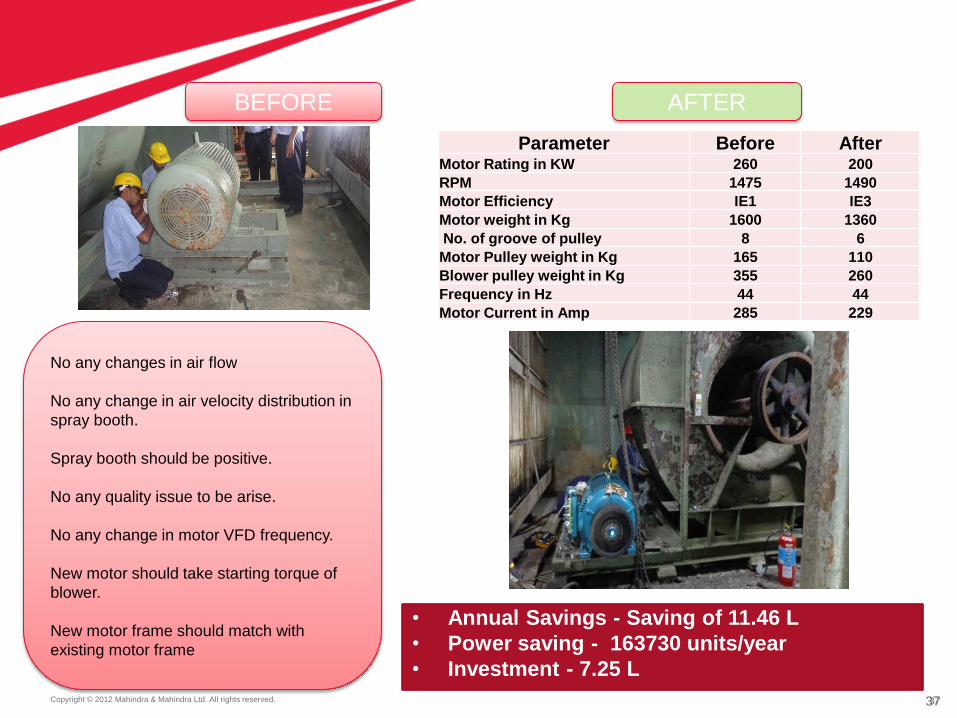
Derating of Paint Booth Motor
Existing 260KW Motor was used for the Air Supply
Unit to the Paint Booth(Circulation As Shown)
If booth is unbalanced
quality concern arises.
Flow Requirement was 0.4
m/s
Existing Flow was 0.5 m/s
Motor VFD in Place with
Frequency 40Hz
Can we
Optimise and
get
Saving???
37Copyright © 2012 Mahindra & Mahindra Ltd. All rights reserved. 37
Parameter Before AfterMotor Rating in KW 260 200
RPM 1475 1490
Motor Efficiency IE1 IE3
Motor weight in Kg 1600 1360
No. of groove of pulley 8 6
Motor Pulley weight in Kg 165 110
Blower pulley weight in Kg 355 260
Frequency in Hz 44 44
Motor Current in Amp 285 229
No any changes in air flow
No any change in air velocity distribution in
spray booth.
Spray booth should be positive.
No any quality issue to be arise.
No any change in motor VFD frequency.
New motor should take starting torque of
blower.
New motor frame should match with
existing motor frame
BEFORE AFTER
• Annual Savings - Saving of 11.46 L
• Power saving - 163730 units/year
• Investment - 7.25 L
38
Sl.
No.Title of Energy Saving project implemented PU
Achievement of Annual energy savings in 2015-16
Annual Electrical Savings
achievedAnnual thermal savings
Total
Annual
Savings
Invest.
Made
Units Lakhs Rs. LakhsTons of
LPGRs. Lakhs
Rs.
LakhsRs. Lakhs
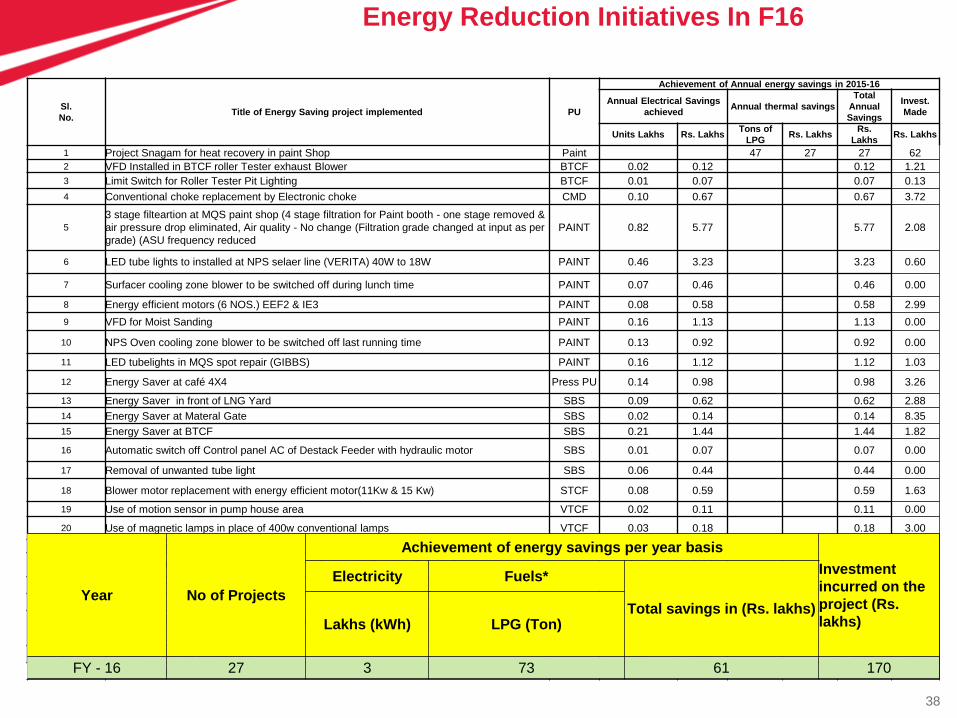
1 Project Snagam for heat recovery in paint Shop Paint 47 27 27 62
2 VFD Installed in BTCF roller Tester exhaust Blower BTCF 0.02 0.12 0.12 1.21
3 Limit Switch for Roller Tester Pit Lighting BTCF 0.01 0.07 0.07 0.13
4 Conventional choke replacement by Electronic choke CMD 0.10 0.67 0.67 3.72
5
3 stage filteartion at MQS paint shop (4 stage filtration for Paint booth - one stage removed &
air pressure drop eliminated, Air quality - No change (Filtration grade changed at input as per
grade) (ASU frequency reduced
PAINT 0.82 5.77 5.77 2.08
6 LED tube lights to installed at NPS selaer line (VERITA) 40W to 18W PAINT 0.46 3.23 3.23 0.60
7 Surfacer cooling zone blower to be switched off during lunch time PAINT 0.07 0.46 0.46 0.00
8 Energy efficient motors (6 NOS.) EEF2 & IE3 PAINT 0.08 0.58 0.58 2.99
9 VFD for Moist Sanding PAINT 0.16 1.13 1.13 0.00
10 NPS Oven cooling zone blower to be switched off last running time PAINT 0.13 0.92 0.92 0.00
11 LED tubelights in MQS spot repair (GIBBS) PAINT 0.16 1.12 1.12 1.03
12 Energy Saver at café 4X4 Press PU 0.14 0.98 0.98 3.26
13 Energy Saver in front of LNG Yard SBS 0.09 0.62 0.62 2.88
14 Energy Saver at Materal Gate SBS 0.02 0.14 0.14 8.35
15 Energy Saver at BTCF SBS 0.21 1.44 1.44 1.82
16 Automatic switch off Control panel AC of Destack Feeder with hydraulic motor SBS 0.01 0.07 0.07 0.00
17 Removal of unwanted tube light SBS 0.06 0.44 0.44 0.00
18 Blower motor replacement with energy efficient motor(11Kw & 15 Kw) STCF 0.08 0.59 0.59 1.63
19 Use of motion sensor in pump house area VTCF 0.02 0.11 0.11 0.00
20 Use of magnetic lamps in place of 400w conventional lamps VTCF 0.03 0.18 0.18 3.00
21 Use of electronic chokes instead of conventional chokes XBS 0.14 1.01 1.01 3.47
22 Replacement of Roller tester Blower motor 9.3 KW with Energy efficient of same rating. 0.03 0.24 0.000 0.24 1.75
23 Energy Effiency Motor for Paint Exhaust 0.04 0.26 0.26 0.00
24 Energy Effiency Motor for After Dryer 0.03 0.18 0.18 0.00
25Fogger installed below condensor coil of chiller & water curtain made near condensor coil to
maintained ambiet for chiller (Delta T is 2 deg. Cel.)0.37 2.60 2.60 0.00
26 Occupancy Sensor Installation 0.01 0.06 0.06 1.94
27 LED installation in Plant 1.92 13.41 13.41 47.00
Energy Reduction Initiatives In F16
Year No of Projects
Achievement of energy savings per year basis
Investment
incurred on the
project (Rs.
lakhs)
Electricity Fuels*
Total savings in (Rs. lakhs)Lakhs (kWh) LPG (Ton)
FY - 16 27 3 73 61 170
39
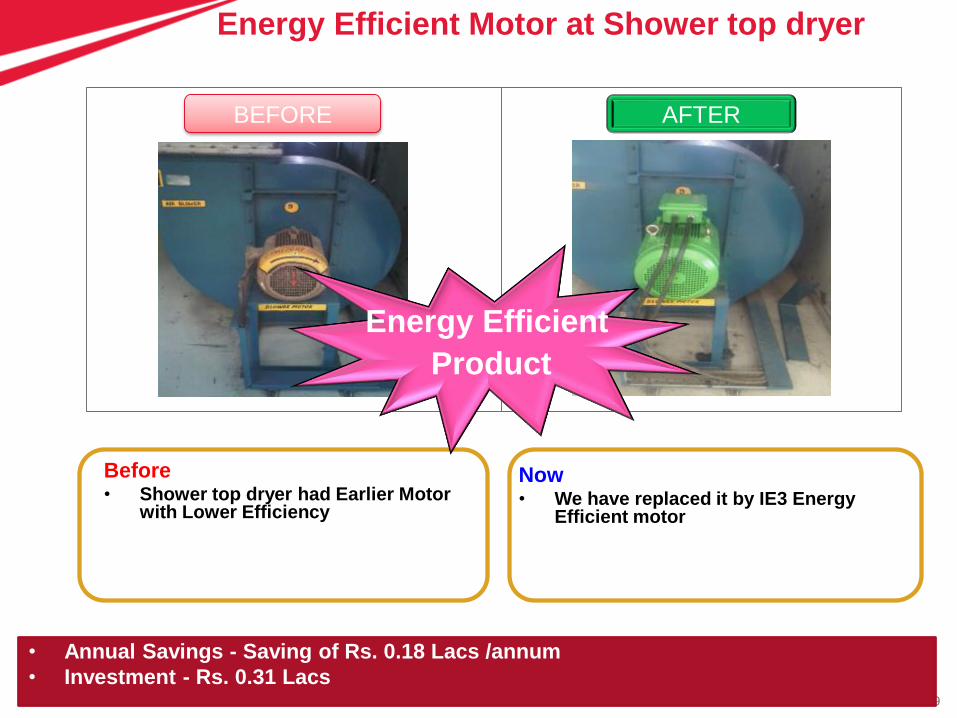
Before• Shower top dryer had Earlier Motor
with Lower Efficiency
Now• We have replaced it by IE3 Energy
Efficient motor
• Annual Savings - Saving of Rs. 0.18 Lacs /annum
• Investment - Rs. 0.31 Lacs
BEFORE AFTER
Energy Efficient Motor at Shower top dryer
Energy Efficient
Product
40
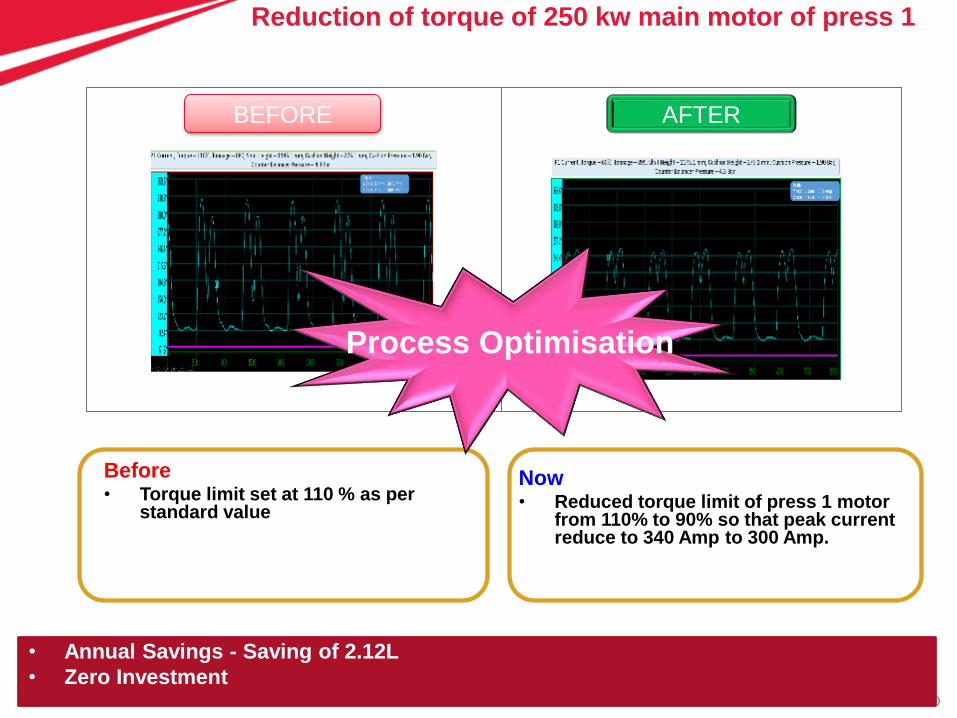
Before• Torque limit set at 110 % as per
standard value
Now• Reduced torque limit of press 1 motor
from 110% to 90% so that peak current reduce to 340 Amp to 300 Amp.
• Annual Savings - Saving of 2.12L
• Zero Investment
BEFORE AFTER
Reduction of torque of 250 kw main motor of press 1
Process Optimisation
41
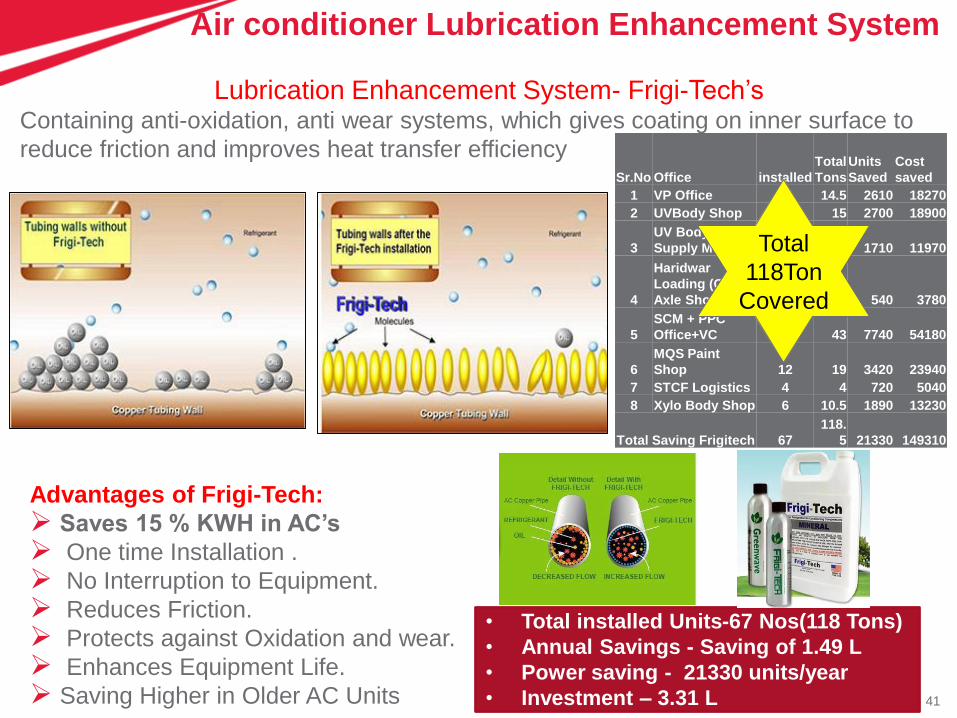
Advantages of Frigi-Tech:
Saves 15 % KWH in AC’s
One time Installation .
No Interruption to Equipment.
Reduces Friction.
Protects against Oxidation and wear.
Enhances Equipment Life.
Saving Higher in Older AC Units
Lubrication Enhancement System- Frigi-Tech’s Containing anti-oxidation, anti wear systems, which gives coating on inner surface to
reduce friction and improves heat transfer efficiency
• Total installed Units-67 Nos(118 Tons)
• Annual Savings - Saving of 1.49 L
• Power saving - 21330 units/year
• Investment – 3.31 L
Air conditioner Lubrication Enhancement System
Sr.No Office installed
Total
Tons
Units
Saved
Cost
saved
1 VP Office 8 14.5 2610 18270
2 UVBody Shop 8 15 2700 18900
3
UV Body
Supply Module 5 9.5 1710 11970
4
Haridwar
Loading (Old
Axle Shop) 2 3 540 3780
5
SCM + PPC
Office+VC 22 43 7740 54180
6
MQS Paint
Shop 12 19 3420 23940
7 STCF Logistics 4 4 720 5040
8 Xylo Body Shop 6 10.5 1890 13230
Total Saving Frigitech 67
118.
5 21330 149310
Total
118Ton
Covered
42
• Use of RTPFC Panels to reduce the Harmonics & Maintain Unity PF
Power Quality Enhancement by Use of
RTPFC Panels
Harmonic
Compliance as per
IEEE 519
43
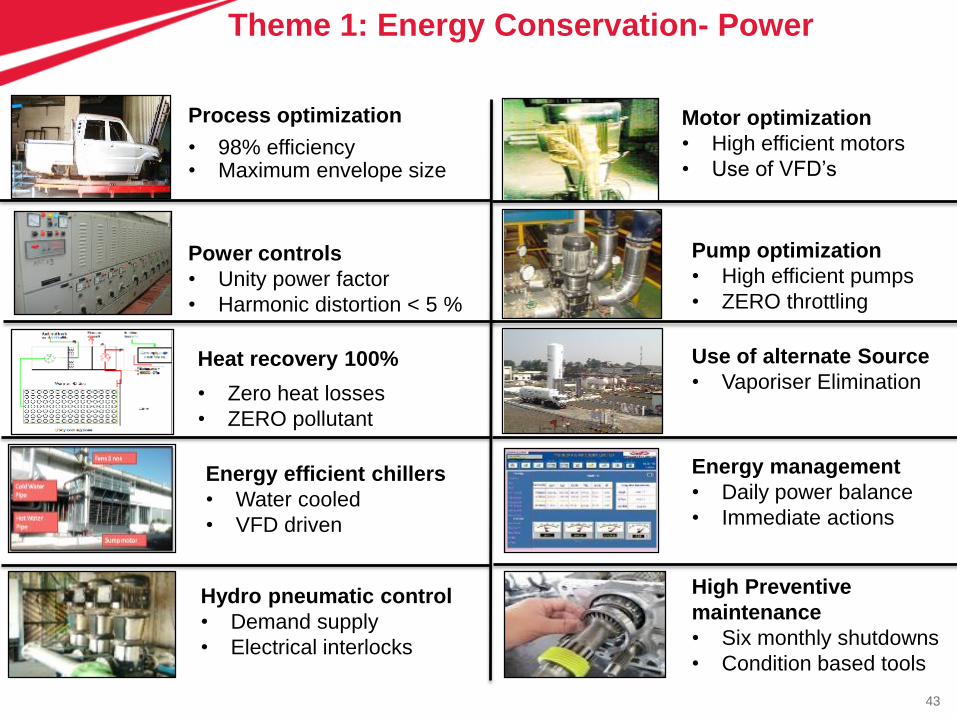
Process optimization
• 98% efficiency• Maximum envelope size
Heat recovery 100%
• Zero heat losses
• ZERO pollutant
Energy efficient chillers
• Water cooled
• VFD driven
Hydro pneumatic control
• Demand supply
• Electrical interlocks
Motor optimization
• High efficient motors
• Use of VFD’s
Pump optimization
• High efficient pumps
• ZERO throttling
Use of alternate Source
• Vaporiser Elimination
Power controls
• Unity power factor
• Harmonic distortion < 5 %
High Preventive
maintenance
• Six monthly shutdowns
• Condition based tools
Energy management
• Daily power balance
• Immediate actions
Theme 1: Energy Conservation- Power
44
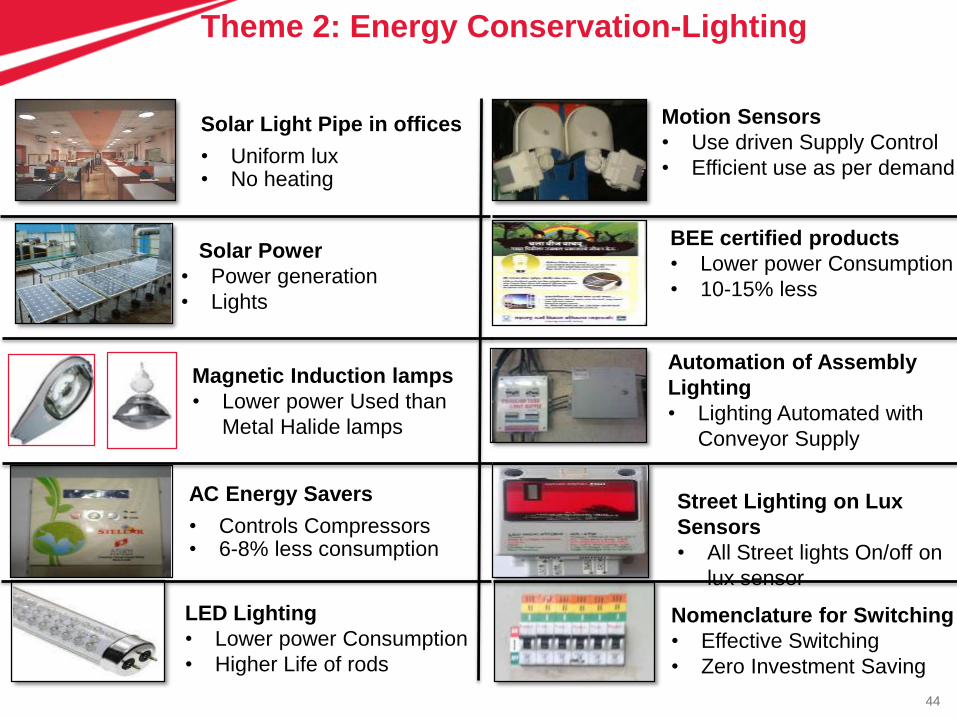
Solar Light Pipe in offices
• Uniform lux• No heating
AC Energy Savers
• Controls Compressors• 6-8% less consumption
Motion Sensors
• Use driven Supply Control
• Efficient use as per demand
Magnetic Induction lamps
• Lower power Used than
Metal Halide lamps
Nomenclature for Switching
• Effective Switching
• Zero Investment Saving
Automation of Assembly
Lighting
• Lighting Automated with
Conveyor Supply
LED Lighting
• Lower power Consumption
• Higher Life of rods
Street Lighting on Lux
Sensors
• All Street lights On/off on
lux sensor
Solar Power
• Power generation
• Lights
BEE certified products
• Lower power Consumption
• 10-15% less
Theme 2: Energy Conservation-Lighting
45
Designed network
• Minimum pressure drop• Ring loop
Supply side control
• Compressor optimization• Auto controls
Air monitoring-SCADA
• Daily losses• Immediate action
Demand side control
• Variability control• Less pressure
ZERO air drain valves
• No air losses• Auto control
Water Management
• Temperature control• Scale control
Solenoid valves at user
• Off when not used• Less demand
Localized compressor
• Air booster• Stand alone compressor
Remote control
• Auto shut down• Optimum usage
Air leakage management
• Air loss control• User morale
Theme 3: Energy Conservation-Compressed Air
46
Top to Bottom at CED oven
• Oven modified for air flow from top to bottom
CED oven Heat recovery
• Heat recovery from air to water.
Heat recovery from ovens
• Heat recovery from ovens to air supply units in NPS.
Sealer oven elimination
• Sealer oven eliminated in NPS
PTCED – 30JPH to 36 JPH
• Cab Cargo On single skid.• Cargo from ATC bypassing
drop lift.
Project - SANGAM
• Utilizing NPS heat from oven to PTCED line
WET ON WET
• Productivity increase of MQS TC
Wax oven elimination
• Introduction of air drying wax – process change
Theme 4: Energy Conservation-Thermal
Bunty Bubbly Project at
MQS Topcoat line.
• Productivity increase of Topcoat line by 10%
Alternative fuel for LPG
• Changed over to LNG from LPG
47
Canteen waste utilization
• Bio- gas plant generating LPG- used in canteen
• waste used as manure
Recuperate- Incinerator
• Burning of all flue gases• Reduction in air pollution
Waste thinner reduction
• Waste thinner distillation• Reuse in to process
Fuel saving & emission reduction
• Compacting by belling M/c.• Reduces the trips
Empty trolley project
• Returned trolleys in MLL • Save fuel & reduction in
Co2 emissions
Removal of access water paint sludge
• Filling of sludge in gunny bags instead of drums
Theme 5: Environment impact reduction
Milk run for material supply
• Fuel saved • Reduction of Co2 emission
Use of Battery Fork lifts
• Replacement of Diesel Forklifts with Battery operated. (emission reduction)
Drying of Paint Sludge
• Drying of sludge reducing weight
• Recovering Thinner
Use of Filter press
• To remove maximum water & liquid contains from Sludge
48
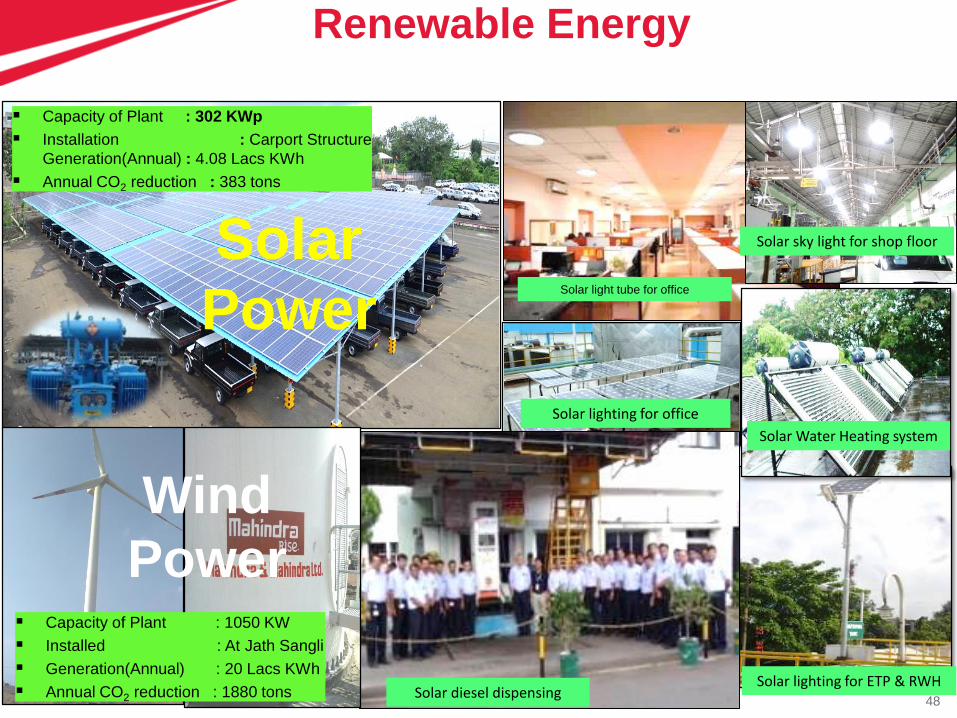
Capacity of Plant : 302 KWp
Installation : Carport Structure
Generation(Annual) : 4.08 Lacs KWh
Annual CO2 reduction : 383 tons
Solar Power Plant Solar Water Heating system
Solar lighting for ETP & RWH Solar diesel dispensing
Solar light tube for office
Solar sky light for shop floor
Capacity of Plant : 1050 KW
Installed : At Jath Sangli
Generation(Annual) : 20 Lacs KWh
Annual CO2 reduction : 1880 tons
Solar lighting for office
Wind
Power
Solar
Power
Renewable Energy
49
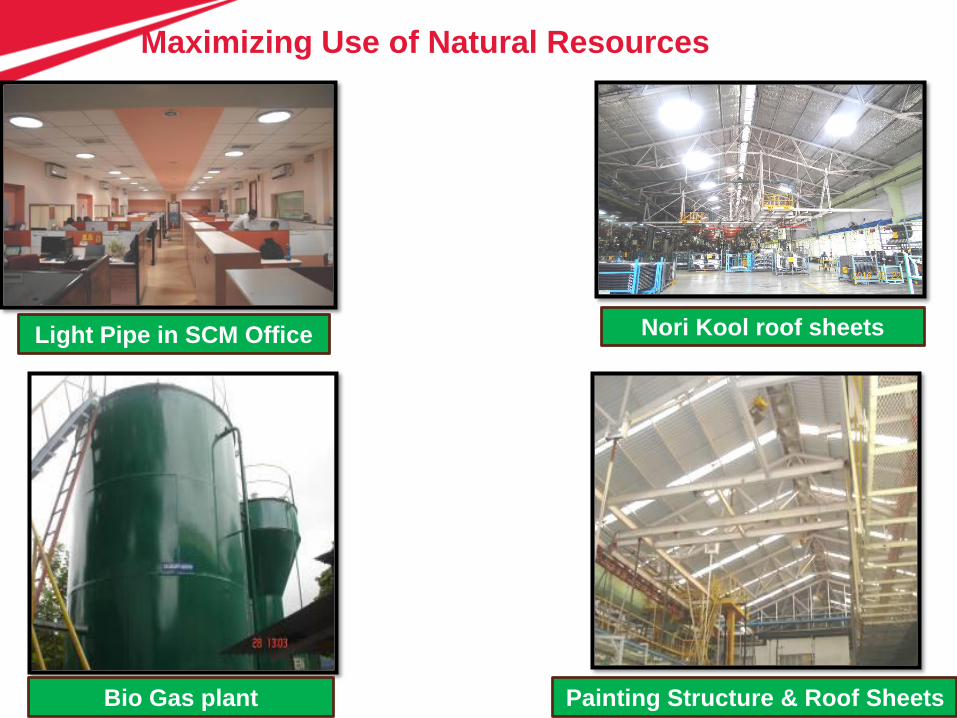
Maximizing Use of Natural Resources
Bio Gas plant
Light Pipe in SCM Office Nori Kool roof sheets
Painting Structure & Roof Sheets

50
Use of Day Light maximization
Before Painting Structure &
Roofsheets
Before Painting Walls & Columns After Painting Walls & Columns
After Painting Structure & Roof
Sheets
51
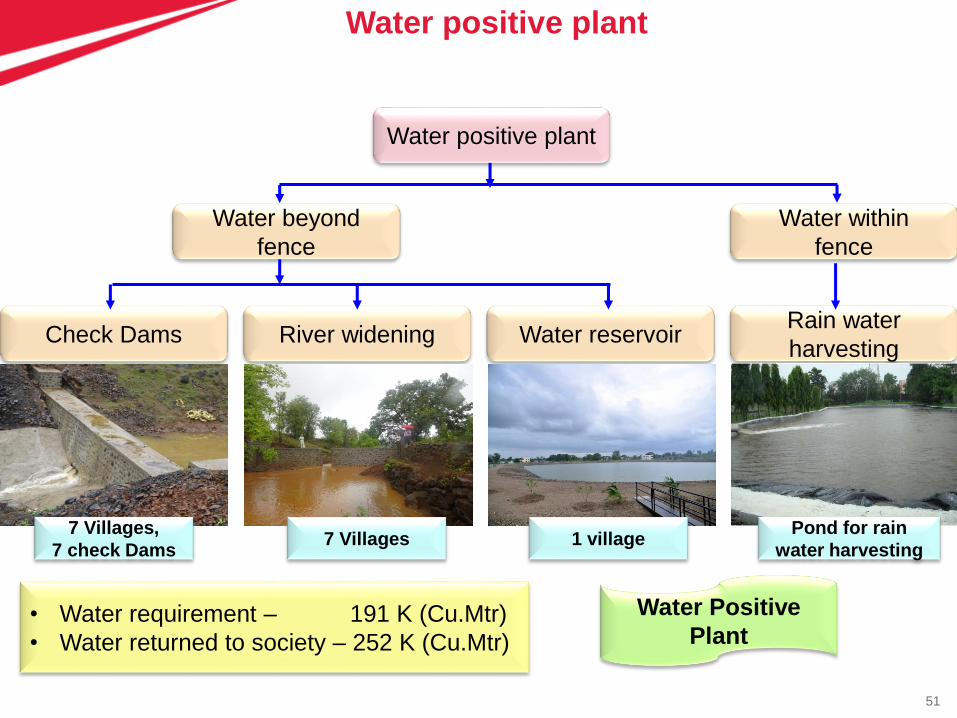
Water positive plant
Water positive plant
Check Dams River widening Water reservoirRain water
harvesting
Water beyond
fence
Water within
fence
7 Villages,
7 check Dams7 Villages 1 village
Pond for rain
water harvesting
• Water requirement – 191 K (Cu.Mtr)
• Water returned to society – 252 K (Cu.Mtr)
Water Positive
Plant
52
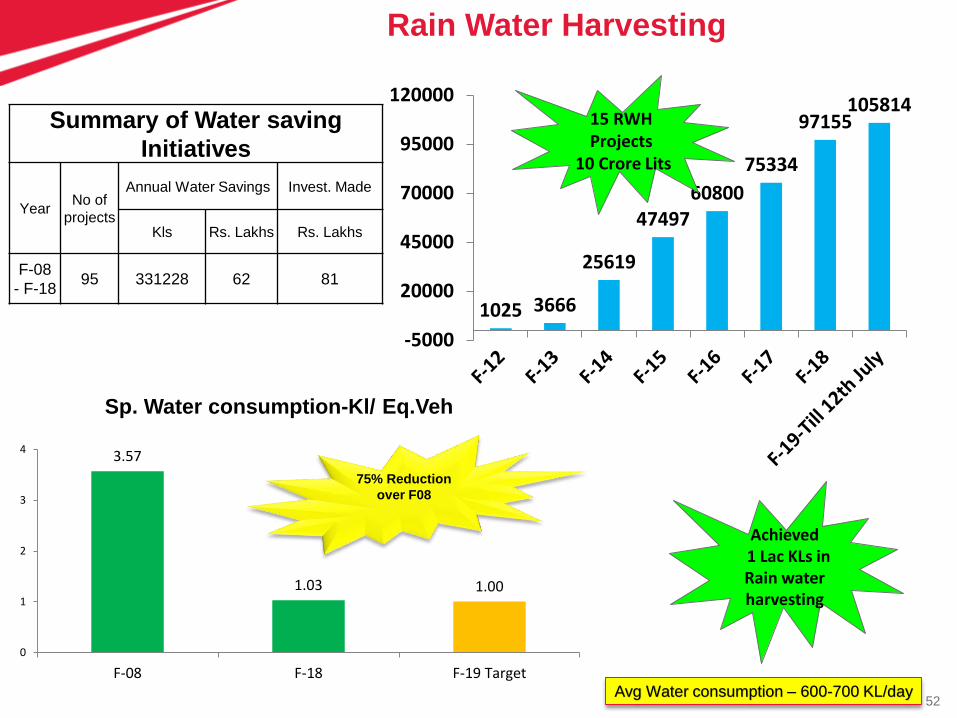
Rain Water Harvesting
1025 3666
25619
4749760800
75334
97155105814
-5000
20000
45000
70000
95000
12000015 RWH Projects
10 Crore Lits
Achieved1 Lac KLs in Rain water harvesting
Summary of Water saving
Initiatives
YearNo of
projects
Annual Water Savings Invest. Made
Kls Rs. Lakhs Rs. Lakhs
F-08
- F-1895 331228 62 81
3.57
1.03 1.00
0
1
2
3
4
F-08 F-18 F-19 Target
75% Reduction
over F08
Sp. Water consumption-Kl/ Eq.Veh
Avg Water consumption – 600-700 KL/day
53
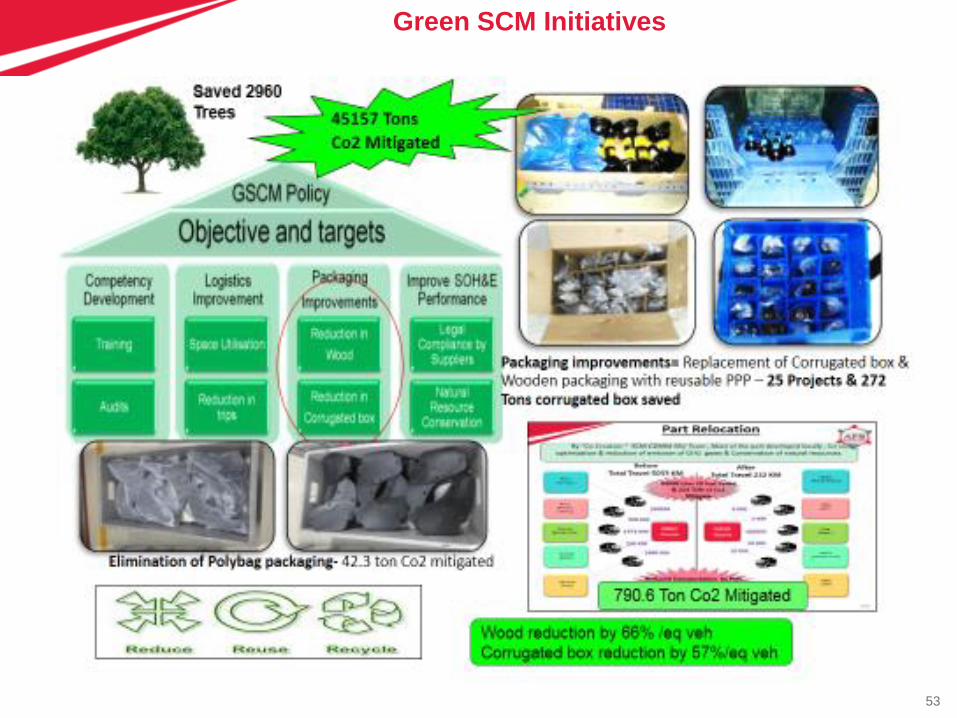
Green SCM Initiatives

54
Green SCM Initiatives
Non Hazardous waste Hazardous waste
Manual to Robotic painting 23%
Reduction in paint consumption
Spent solvent Recovery & Reuse
1.8 lac lit /year saving fresh solvent
Dewatering & drying of paint sludge
Recycling project in process
Recycle
Reduce
Eliminate
Reuse
55
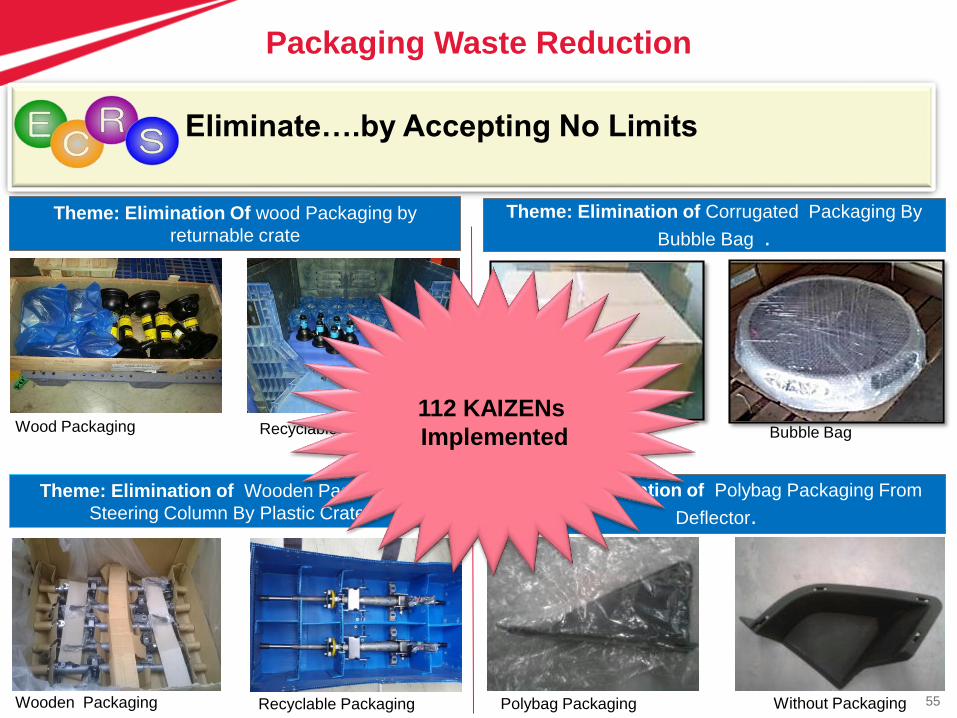
Eliminate….by Accepting No Limits
Wooden Packaging Recyclable Packaging
Theme: Elimination of Wooden Packaging Of
Steering Column By Plastic Crates.
Without PackagingPolybag Packaging
Theme: Elimination of Polybag Packaging From
Deflector.
Packaging Waste Reduction
Wood Packaging Recyclable Packaging
Theme: Elimination Of wood Packaging by
returnable crate
Bubble BagCorrugated Packaging
Theme: Elimination of Corrugated Packaging By
Bubble Bag .
112 KAIZENs
Implemented

56
Recycle Packaging Of Instrumental panel
Corrugated Packaging Recyclable Packaging
Theme: Corrugated Packaging of IP Replaced with
Recyclable Packaging
Recyclable PackagingWooden Packaging
Theme: Wooden Packaging Replaced By Returnable
crates .
Packaging Waste Reduction
Corrugated Packaging Recyclable Packaging
Theme: Corrugated Packaging of Footstep
Replaced with Recyclable Packaging
Recyclable TrolleyCorrugated Packaging
Theme: Corrugated Packaging Replaced By
Returnable Trolley Of radiator .
53 KAIZENs
Implemented

57
Waste Management
58
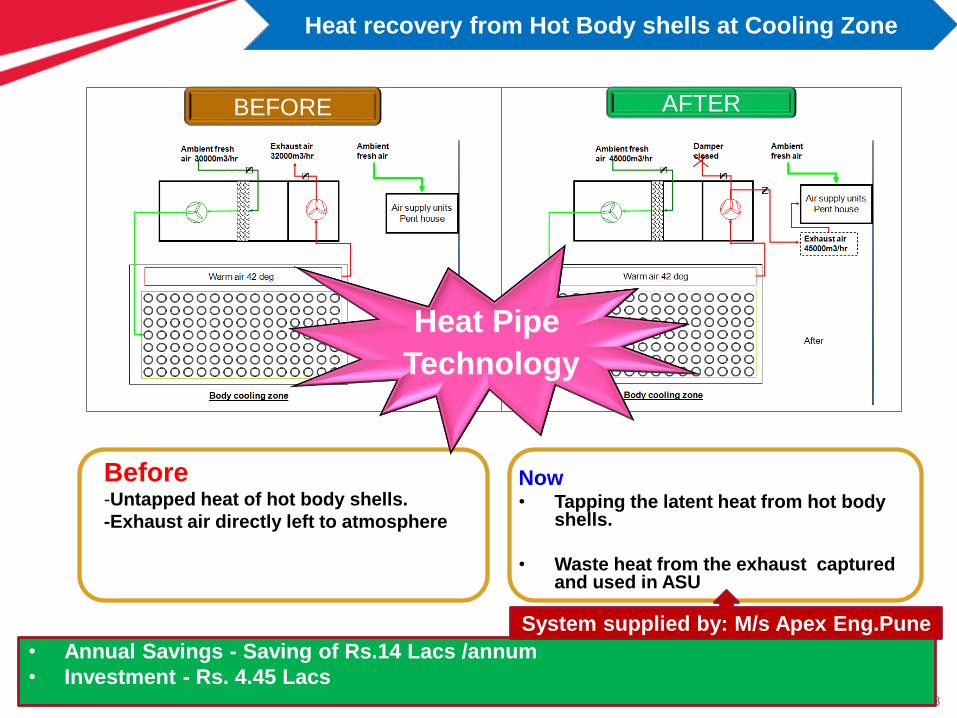
Before-Untapped heat of hot body shells.
-Exhaust air directly left to atmosphere
Now• Tapping the latent heat from hot body
shells.
• Waste heat from the exhaust captured and used in ASU
• Annual Savings - Saving of Rs.14 Lacs /annum
• Investment - Rs. 4.45 Lacs
BEFORE AFTER
Heat recovery from Hot Body shells at Cooling Zone
Heat Pipe
Technology
System supplied by: M/s Apex Eng.Pune
59
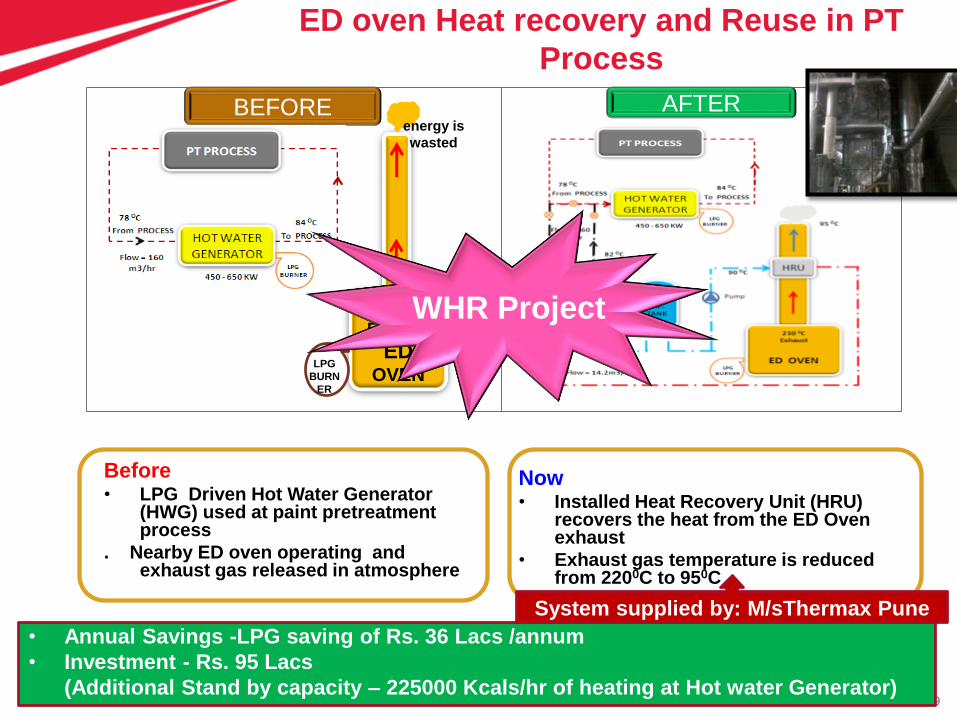
Before• LPG Driven Hot Water Generator
(HWG) used at paint pretreatment process
. Nearby ED oven operating and exhaust gas released in atmosphere
Now• Installed Heat Recovery Unit (HRU)
recovers the heat from the ED Oven exhaust
• Exhaust gas temperature is reduced from 2200C to 950C
• Annual Savings -LPG saving of Rs. 36 Lacs /annum
• Investment - Rs. 95 Lacs
(Additional Stand by capacity – 225000 Kcals/hr of heating at Hot water Generator)
BEFORE AFTER
220 OC
Exhaust
ED OVEN
energy is
wasted
LPG
BURN
ER
ED oven Heat recovery and Reuse in PT
Process
WHR Project
System supplied by: M/sThermax Pune
60
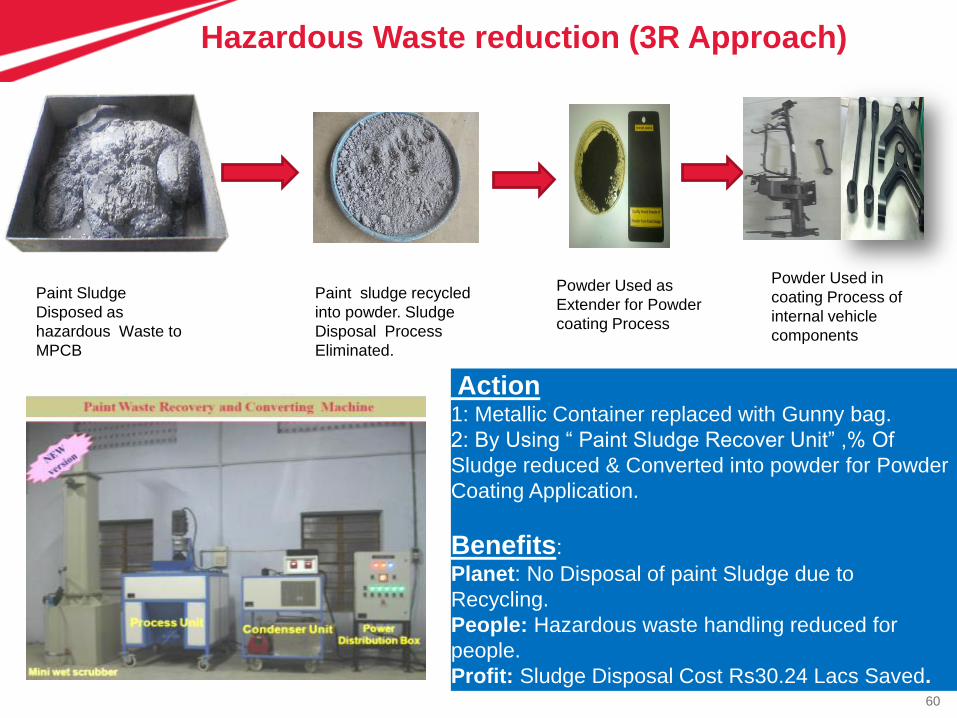
Paint Sludge
Disposed as
hazardous Waste to
MPCB
Paint sludge recycled
into powder. Sludge
Disposal Process
Eliminated.
Powder Used in
coating Process of
internal vehicle
components
Powder Used as
Extender for Powder
coating Process
Action1: Metallic Container replaced with Gunny bag.
2: By Using “ Paint Sludge Recover Unit” ,% Of
Sludge reduced & Converted into powder for Powder
Coating Application.
Benefits:
Planet: No Disposal of paint Sludge due to
Recycling.
People: Hazardous waste handling reduced for
people.
Profit: Sludge Disposal Cost Rs30.24 Lacs Saved.
Hazardous Waste reduction (3R Approach)
61
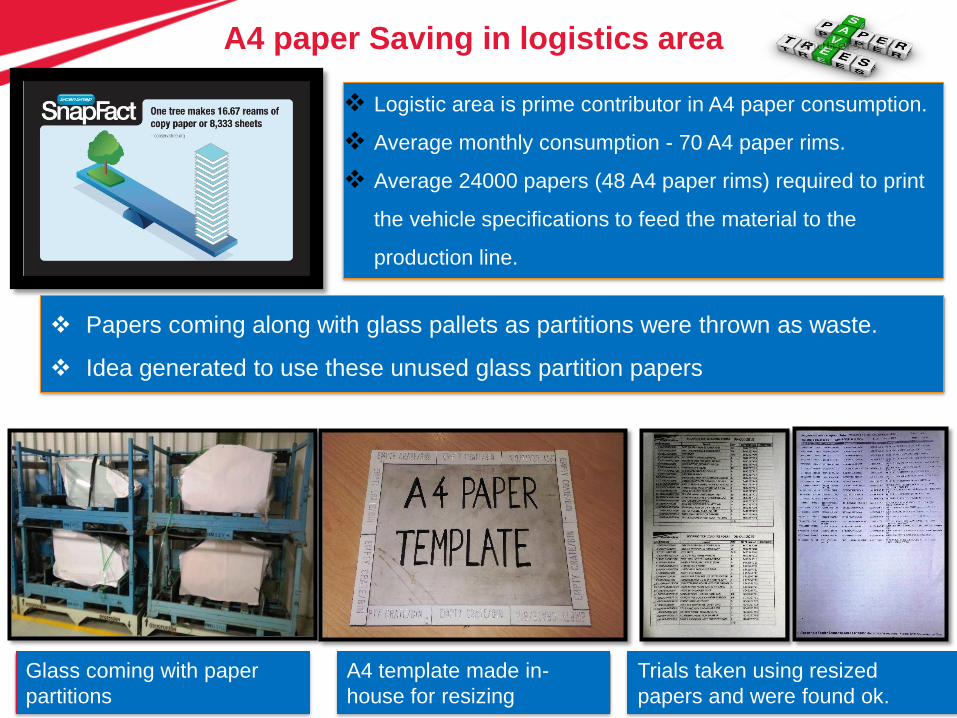
A4 paper Saving in logistics area
Logistic area is prime contributor in A4 paper consumption.
Average monthly consumption - 70 A4 paper rims.
Average 24000 papers (48 A4 paper rims) required to print
the vehicle specifications to feed the material to the
production line.
Papers coming along with glass pallets as partitions were thrown as waste.
Idea generated to use these unused glass partition papers
Glass coming with paper
partitions
A4 template made in-
house for resizing
Trials taken using resized
papers and were found ok.
62
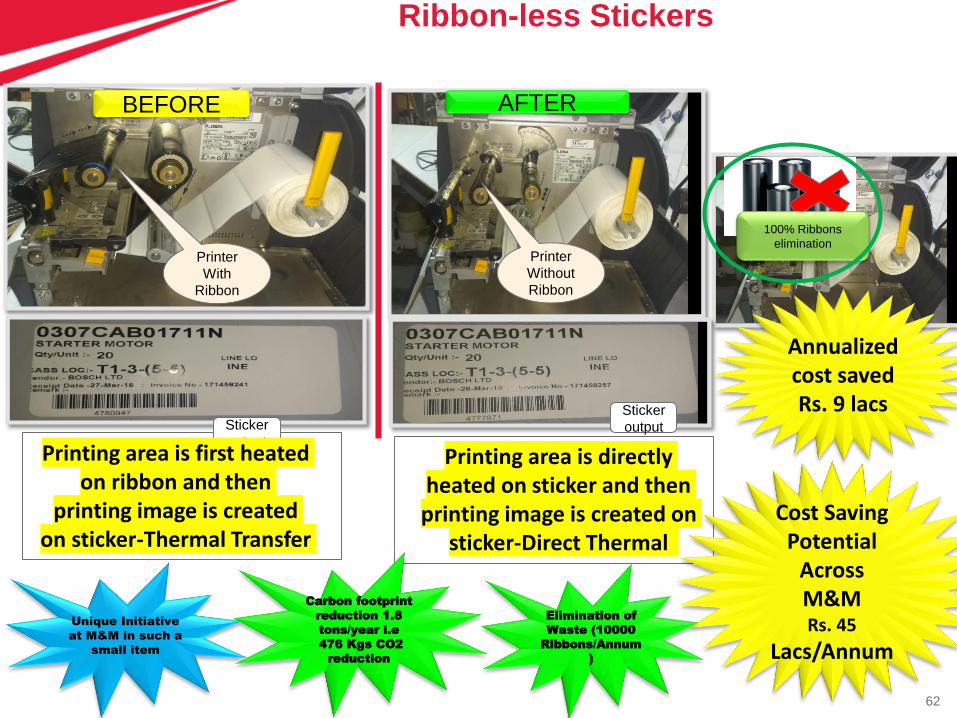
Ribbon-less Stickers
Printer
With
Ribbon
Printer
Without
Ribbon
BEFORE AFTER
Sticker
output
Sticker
output
Unique Initiative
at M&M in such a
small item
Carbon footprint
reduction 1.8
tons/year i.e
476 Kgs CO2
reduction
Annualized cost saved Rs. 9 lacs
Cost Saving Potential
AcrossM&MRs. 45
Lacs/Annum
100% Ribbons
elimination
Elimination of
Waste (10000
Ribbons/Annum
)
Printing area is first heated on ribbon and then
printing image is created on sticker-Thermal Transfer
Printing area is directly heated on sticker and then printing image is created on
sticker-Direct Thermal

63
DeptWaste
3RResource
ConservationRenewable
EnergySafety &
ErgonomicsTotal
Press shop 0 11 1 6 18
Verito Body 0 8 0 0 8
Sc Body 0 6 0 0 6
Xylo Body 0 1 0 1 2
MQS Paint Shop 0 11 0 4 15
NPS Paint Shop 2 12 0 2 16
Bolero TCF 13 17 0 12 42
Canteen 0 7 0 5 12
Bolero Body 0 16 1 0 17
Verito TCF 0 7 0 34 41
Sc TCF 23 70 1 20 114
SCM 4 1 0 3 8
CMD 0 2 1 0 3
Common 0 18 1 7 26
MDC 0 17 0 0 17
Total 42 204 5 94 345
Green spots at shop floor
Baltimore cooling Natural cooling tower Office solar light pipe
Canteen solar water heater Office solar PV Cell
Canteen bio gas plant
Shop solar Sky shade
64
Assurance & Sustenance
Daily Work Management TUV Audits TPM Assessment
KPMG Assessment BEE, CII & MEDA Awards Recognitions
65
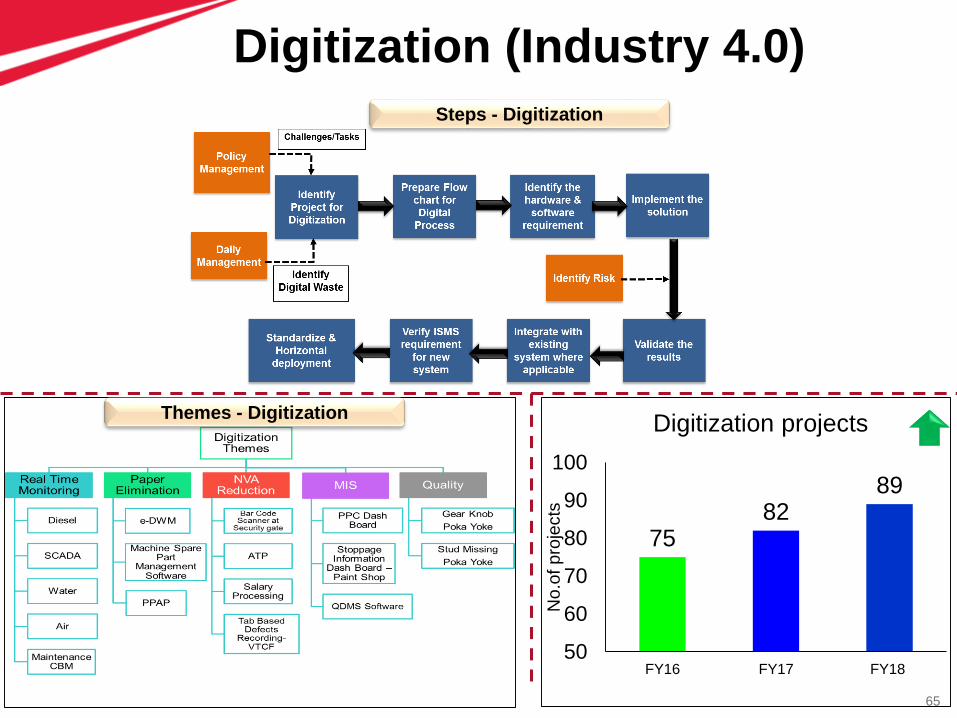
Digitization (Industry 4.0)
Steps - Digitization
7582
89
50
60
70
80
90
100
FY16 FY17 FY18
No.o
fpro
jects
Digitization projectsThemes - Digitization

66
Training & Awareness
• Training need
Identification
• 100% officers coverage
on E Portal
Employee
s
Suppliers
Community

67
EC Oath with HOD’s
Energy Efficient Product Display & Sale Solar Panel Sale in plant
EC Week Celebration
EC WEEK Banners at Gates & Canteen
68
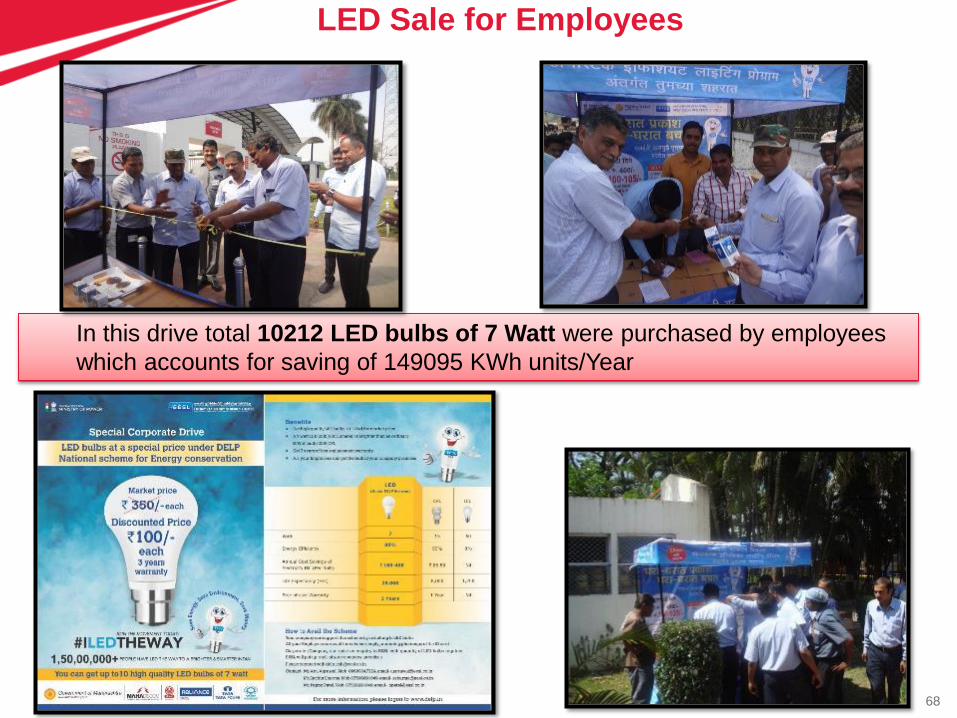
In this drive total 10212 LED bulbs of 7 Watt were purchased by employees
which accounts for saving of 149095 KWh units/Year
LED Sale for Employees
69
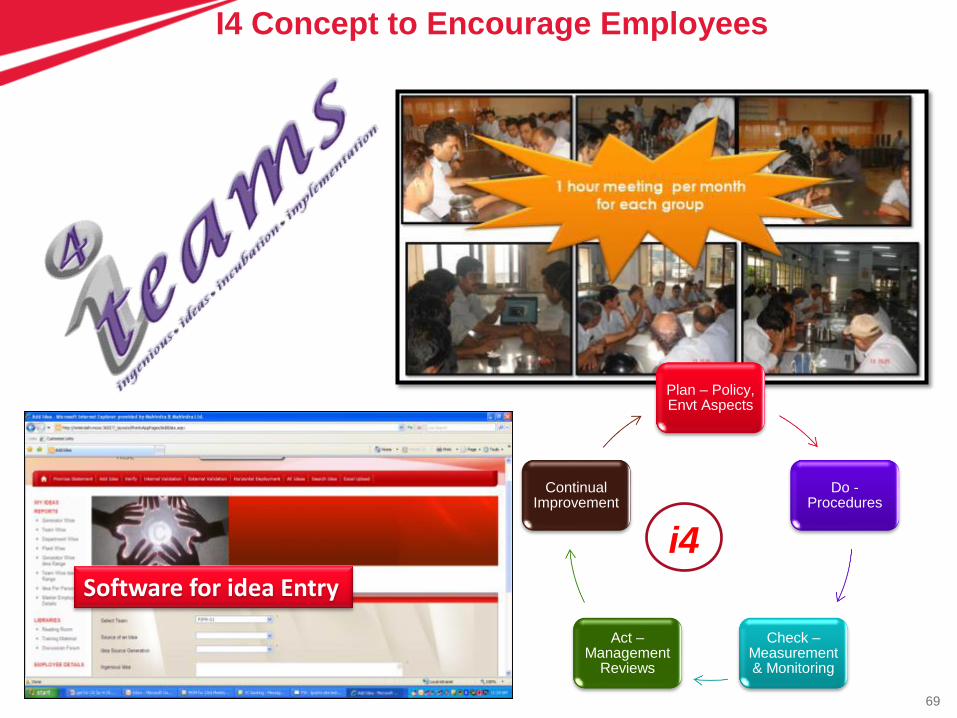
Software for idea Entry
Plan – Policy, Envt Aspects
Do -Procedures
Check –Measurement & Monitoring
Act –Management
Reviews
Continual Improvement
i4
I4 Concept to Encourage Employees
70
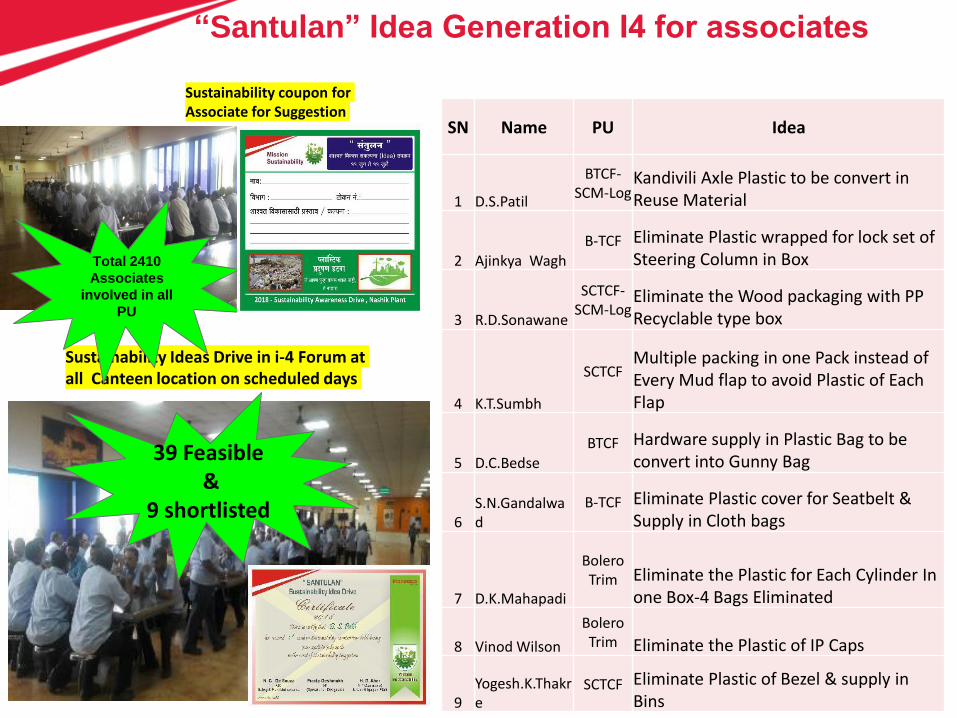
Sustainability Ideas Drive in i-4 Forum at all Canteen location on scheduled days
Total 2410
Associates
involved in all
PU
39 Feasible&
9 shortlisted
Sustainability coupon for Associate for Suggestion
SN Name PU Idea
1 D.S.Patil
BTCF-SCM-Log
Kandivili Axle Plastic to be convert in Reuse Material
2 Ajinkya WaghB-TCF Eliminate Plastic wrapped for lock set of
Steering Column in Box
3 R.D.Sonawane
SCTCF-SCM-Log
Eliminate the Wood packaging with PP Recyclable type box
4 K.T.Sumbh
SCTCFMultiple packing in one Pack instead of Every Mud flap to avoid Plastic of Each Flap
5 D.C.BedseBTCF Hardware supply in Plastic Bag to be
convert into Gunny Bag
6S.N.Gandalwad
B-TCF Eliminate Plastic cover for Seatbelt & Supply in Cloth bags
7 D.K.Mahapadi
Bolero Trim Eliminate the Plastic for Each Cylinder In
one Box-4 Bags Eliminated
8 Vinod Wilson
Bolero Trim Eliminate the Plastic of IP Caps
9Yogesh.K.Thakre
SCTCF Eliminate Plastic of Bezel & supply in Bins
“Santulan” Idea Generation I4 for associates
71
71
Half yearly
Event of
i-point
distribution
Felicitation of ‘i-point’ Gainers.

72
Identified 4 top Energy Use Supplier
Plant Data Collection for Various Energy
parameters
Plant Site Visit For Energy Audit(Within
ECON Week)
Report Preparation and Submission
Supplier End Energy Audits & Awards
Best Sustainable Kaizen
Award for Vendor
Best Innovative Kaizen
Award for Vendor
73
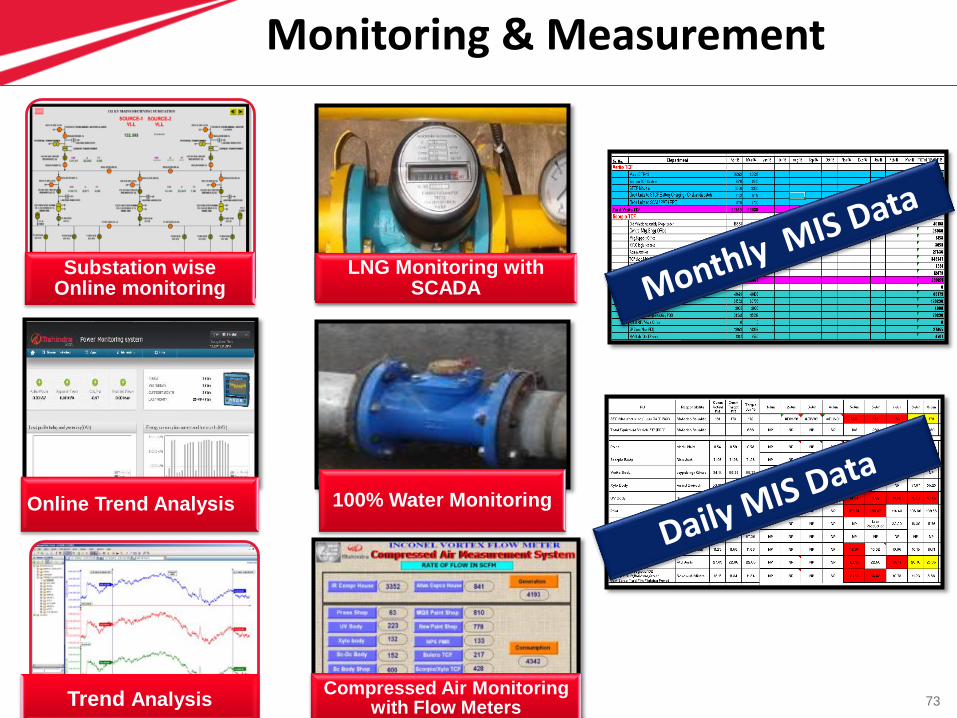
Substation wise Online monitoring
Trend Analysis
Monitoring & Measurement
Online Trend Analysis
LNG Monitoring with SCADA
100% Water Monitoring
Compressed Air Monitoring with Flow Meters

74
Beyond…

75
Connect to society
PrayasWar against Aids
Project RakheeDrive against
Thalassemia
Nanhi KaliGirl child support
SahayogKnowledge Sharing
Mahindra
Hariyali
Tribal Athelits
Talent Search
Swaccha Bharat
Abhiyan
Water beyond
fence
7 Villages,
7 check Dams
Adopted 4379
Nanhi Kalis
Arjun Award winner
(Kavita Raut)
Clean India
Mission
228 Childs
>1499 employees
Reach out
> 12 Lacs
66 Sessions,
12 NMC Schools
120 K
3 Lacs tree
plantation

76
Future Plans about Energy Conservation
77
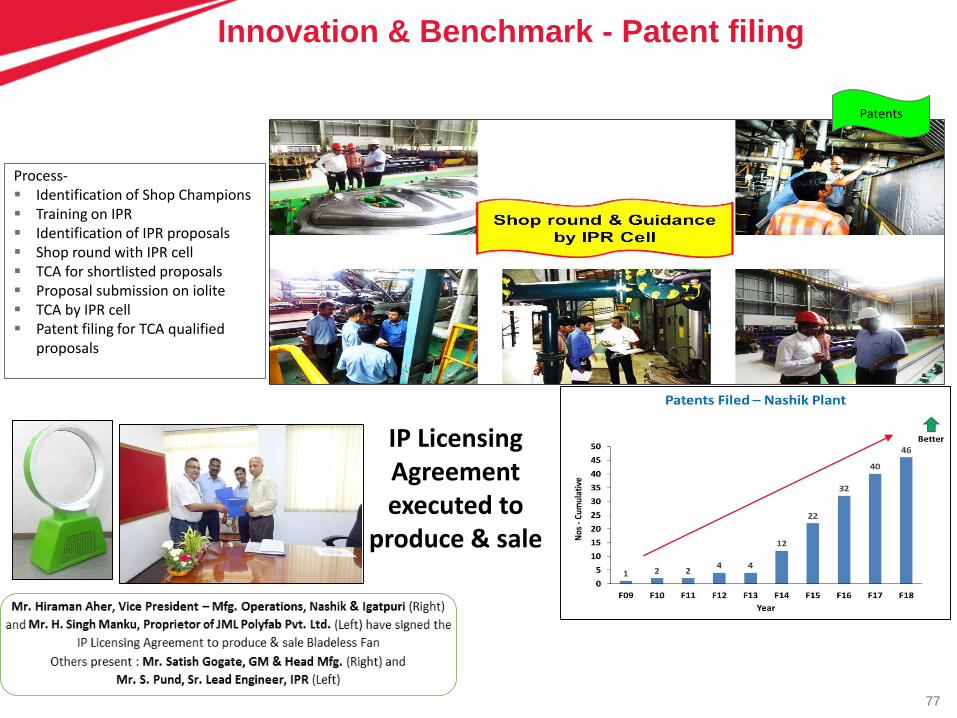
Innovation & Benchmark - Patent filing
Process- Identification of Shop Champions Training on IPR Identification of IPR proposals Shop round with IPR cell TCA for shortlisted proposals Proposal submission on iolite TCA by IPR cell Patent filing for TCA qualified
proposals
Patents
IP Licensing Agreement executed to
produce & sale

78
Future Projects

79
Sector level State level National level
Rise- Sustainability F18Rise- Sustainability F18 MEDA Award F18 (last 8 yrs) CII Energy Award F18
Founders day award F18 Maharashtra State Level Fire Drill CII Water Award
Vasundhara Award
Seem National Award
Achievements
We want to make
Mahindra globally admired
brand

80Copyright © 2012 Mahindra & Mahindra Ltd. All rights reserved.
Thank You
Related Documents











