Variante stru+urale dell’espansore rapido palatale Una delle principali problema/che che vengono a3ribuite all’espansore rapido palatale su docce acriliche ”Mc Namara”, è rappresentata dallo scarso rispe3o per i tessu/ gengivali sia durante la terapia che dopo la rimozione dell’apparecchio, e che talvolta spinge il clinico a rimuovere il disposi/vo prima del tempo (foto 1). Inoltre la copertura delle docce occlusali in acrilico rende difficile la corre3a valutazione del grado di espansione raggiunta e contribuisce a rendere l’apparecchio poco confortevole durante l’alimentazione. La necessità di prendere l’impronta antagonista e la cera di costruzione per la realizzazione, l’impossibilità di prendere un’impronta il giorno stesso della rimozione a causa della sofferenza gengivale che si instaura e alcuni limi/ clinici già messi in evidenza, hanno portato allo sviluppo di una variante stru3urale nella quale l’ancoraggio del disposi/vo è cos/tuito da soIli docce metalliche a parziale copertura occlusale (foto 2). Questo nuovo /po di espansore rapido su docce metalliche è stato u/lizzato per risolvere severe contrazioni del mascellare superiore. Presenta gli stessi vantaggi dell’espansore rapido su splint acrilico comparato agli espansori di Haas e su bande. Inoltre è cara3erizzato da un maggior rispe3o per i tessu/ molli, sia durante la terapia che immediatamente dopo la rimozione. Offre anche un maggior confort per il paziente, così da rendere possibile la permanenza nel cavo orale anche per mol/ mesi senza provocare sofferenza dei tessu/ molli. Il disposi/vo presenta una grande versa/lità e si può u/lizzare in den/zione permanente, mista o decidua. Per la sua realizzazione è necessario inviare al laboratorio esclusivamente un’impronta superiore in alginato, semplificando così per il clinico le operazioni alla poltrona . Il primo passaggio nella tecnica di costruzione del disposi/vo Espansore Rapido su docce metalliche consiste nell’eliminare con una lecron le imprecisioni del gesso sul modello, che generalmente si trovano lungo il colle3o clinico e nei solchi occlusali dei den/. Con la macchina termostampatrice si crea una stampata con disco da 0,5 mm di spessore (foto 3).Dopo lo stampaggio con un disco metallico si eliminano le eccedenze del materiale termoplas/co stampato, si sfila dal modello la doccia in plas/ca e si passa alla rifinitura con una fresa conica molto soIle, prestando par/colare a3enzione al bordo di chiusura della doccia , che deve essere tagliato esa3amente in corrispondenza del colle3o clinico degli elemen/ dentari sul modello (foto 4,5,6).

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Variante stru+urale dell’espansore rapido palatale Una delle principali problema/che che vengono a3ribuite all’espansore rapido palatale su docce acriliche ”Mc Namara”, è rappresentata dallo scarso rispe3o per i tessu/ gengivali sia durante la terapia che dopo la rimozione dell’apparecchio, e che talvolta spinge il clinico a rimuovere il disposi/vo prima del tempo (foto 1). Inoltre la copertura delle docce occlusali in acrilico rende difficile la corre3a valutazione del grado di espansione raggiunta e contribuisce a rendere l’apparecchio poco confortevole durante l’alimentazione. La necessità di prendere l’impronta antagonista e la cera di costruzione per la realizzazione, l’impossibilità di prendere un’impronta il giorno stesso della rimozione a causa della sofferenza gengivale che si instaura e alcuni limi/ clinici già messi in evidenza, hanno portato allo sviluppo di una variante stru3urale nella quale l’ancoraggio del disposi/vo è cos/tuito da soIli docce metalliche a parziale copertura occlusale (foto 2). Questo nuovo /po di espansore rapido su docce metalliche è stato u/lizzato per risolvere severe contrazioni del mascellare superiore. Presenta gli stessi vantaggi dell’espansore rapido su splint acrilico comparato agli espansori di Haas e su bande. Inoltre è cara3erizzato da un maggior rispe3o per i tessu/ molli, sia durante la terapia che immediatamente dopo la rimozione. Offre anche un maggior confort per il paziente, così da rendere possibile la permanenza nel cavo orale anche per mol/ mesi senza provocare sofferenza dei tessu/ molli. Il disposi/vo presenta una grande versa/lità e si può u/lizzare in den/zione permanente, mista o decidua. Per la sua realizzazione è necessario inviare al laboratorio esclusivamente un’impronta superiore in alginato, semplificando così per il clinico le operazioni alla poltrona . Il primo passaggio nella tecnica di costruzione del disposi/vo Espansore Rapido su docce metalliche consiste nell’eliminare con una lecron le imprecisioni del gesso sul modello, che generalmente si trovano lungo il colle3o clinico e nei solchi occlusali dei den/. Con la macchina termo-‐stampatrice si crea una stampata con disco da 0,5 mm di spessore (foto 3).Dopo lo stampaggio con un disco metallico si eliminano le eccedenze del materiale termoplas/co stampato, si sfila dal modello la doccia in plas/ca e si passa alla rifinitura con una fresa conica molto soIle, prestando par/colare a3enzione al bordo di chiusura della doccia , che deve essere tagliato esa3amente in corrispondenza del colle3o clinico degli elemen/ dentari sul modello (foto 4,5,6).

Solo successivamente si elimina la pellicola interna posizionata prima di effe3uare la stampata. Nell’eventualità di un taglio accidentale eccessivo del materiale termoplas/co, con un pò di microfilm s’isola il modello e con la cera si ricostruisce il bordo mancante. Con la stessa fresa conica soIle, vengono crea/ i fori occlusali, in modo da fornire al clinico, al momento della rimozione, una superficie dentale di appoggio ove ancorarsi con la pinza toglibande. A questo punto il manufa3o viene messo in fusione , e dopo aver applicato i perni in cera al modellato si inserisce il tu3o nel cilindro (foto 7). Viene colato il rives/mento e si dà inizio al procedimento di fusione (foto 8). Dopo la fusione si inizia la rifinitura del modellato, rifinendo i margini di chiusura a lama di coltello. Una volta posizionate le due stru3ure , destra e sinistra, sul modello, si passa all’applicazione della vite centrale di espansione (foto 9). Il /po di vite più indicata per questo disposi/vo è quella a due braccia e non quella tradizionale a qua3ro, in quanto rende molto snello il disposi/vo e nello stesso tempo lo irrigidisce di meno facilitando le procedure di rimozione. Successivamente ,se il clinico lo richiede, è possibile applicare dei tubi re3angolari nella zona ves/bolare all’altezza dei secondi premolari, cosi da rendere possibile l’ancoraggio di un arco per la tecnica mul/-‐BKT. Si possono anche applicare dei rialzi occlusali o dei ganci per la trazione inversa (foto 10,11,12,13). L’intera stru3ura viene a questo punto sabbiata; all’interno per creare una superficie di adesione migliore, all’esterno per rendere l’apparecchio più este/co abbassando il punto di riflesso della luce. La sola zona che deve essere lucidata corrisponde alla regione dei colleI, in modo da impedire accumulo di placca e infiammazione gengivale.

Foto 1

Foto 2
Foto 3

Foto 4
Foto 5,6
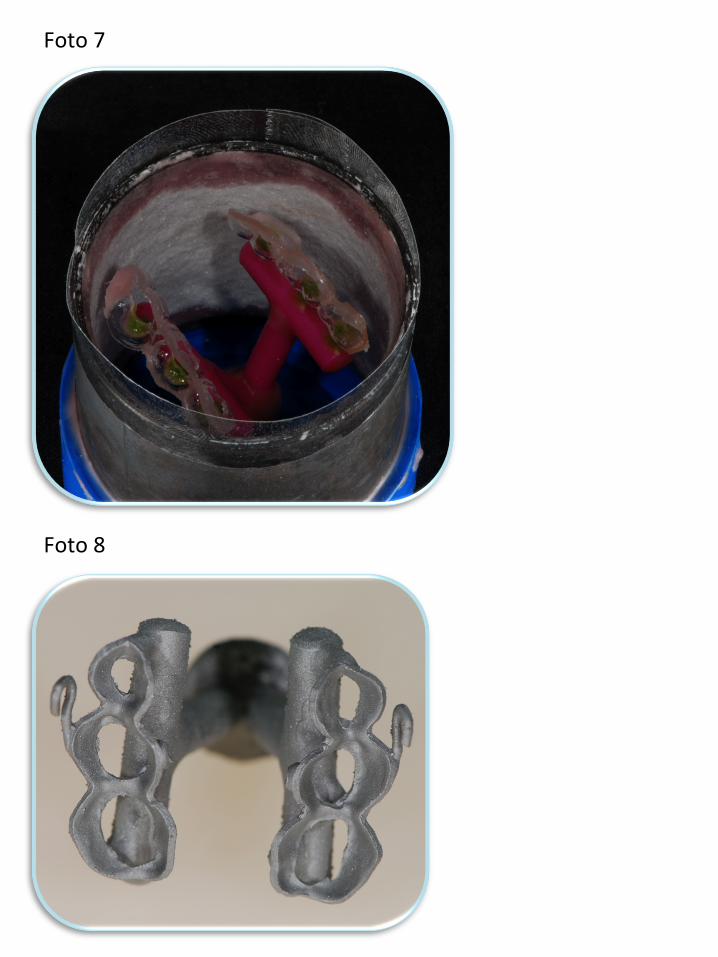
Foto 7
Foto 8

Foto 9
Foto 10

Foto 11
Foto 12

Foto 13
Related Documents











