
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript


Tahir Tariq(2010-ME-409)
Faizan Ilyas(2010-ME421)
Ali Hussian(2010-Me-453)
Member Name

A High Material Removal Rate Grinding Process for the Production of Automotive Crank Shaft
by
P. Comley,I. Walton , T. Jin, D.J.
Stephenson

Application of (HED)Grinding
Thermal Modeling ( Optimization of the grinding cycle for an automotive steel and cast iron)
Surface integrity
High Speed Of Wheel
Temperature Of work piece
Abstract
High efficiency deep grinding (HEDG)
(i) Reduces Cycle Time
(ii) Maintains Surface Integrity, form & finish
Is HEDG suitable for Cylindrical Plunge Grinding for automotive crack shaft (38MnSiVS6) steel Crankshaft.
Introduction


Two stages of Grinding
1) Laboratory
2) Production Machinery
Experiment

Sample Material is Steel
Material Removal Rate (100-2000 mm3/s)
Circular Arc Technique
1) Surface temperature
2) Finished temperature.
Laboratory
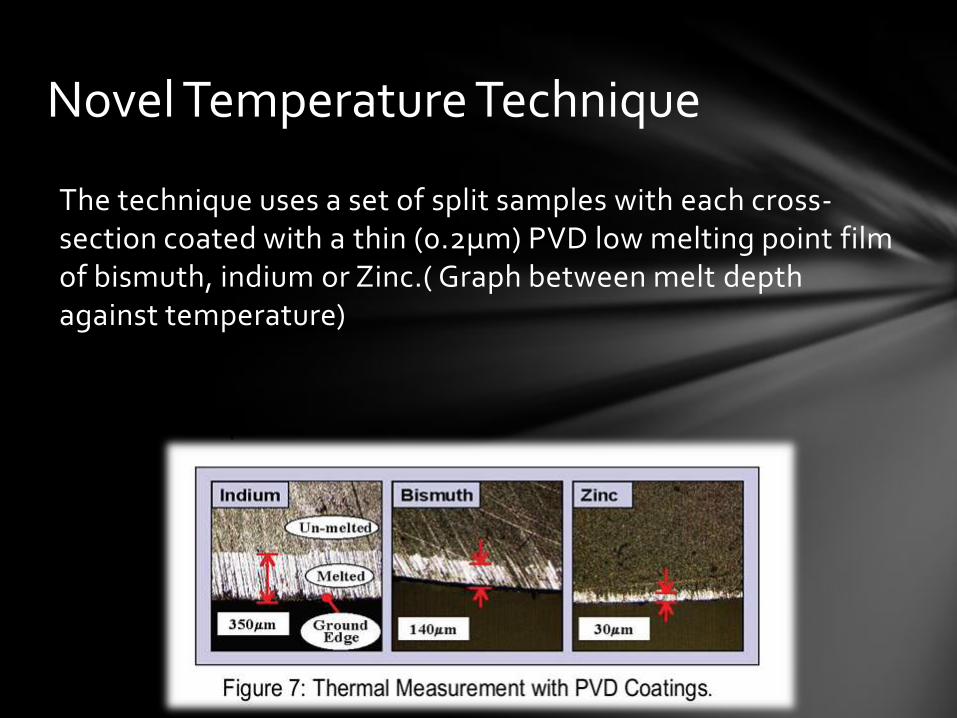
The technique uses a set of split samples with each cross-section coated with a thin (0.2μm) PVD low melting point film of bismuth, indium or Zinc.( Graph between melt depth against temperature)
Novel Temperature Technique

Change in Micro Hardness
Surface Integrity
Temperature variation
Residual stress
XRD (X-Ray Power Diffraction) & Barkhausen Noise (BN) Measurements.

Sample Material(Steel and cast iron Crankshaft )
Simple shaped grinding wheels were replaced with two fully profiled left and right hand wheels.
Laminar flow coolant & electroplated CBN were used.
Pressure Range (10bar-50bar)
Continuous Power
Production Machinery


Results

When combined with geometric considerations the model shows that the proportion of heat flux entering the Work piece initially climbs to a peak then reduces with increasing Q’w, even though the total heat flux continues to increase

Speed 200 m/s No change in Micro hardness
Microstructural Analysis
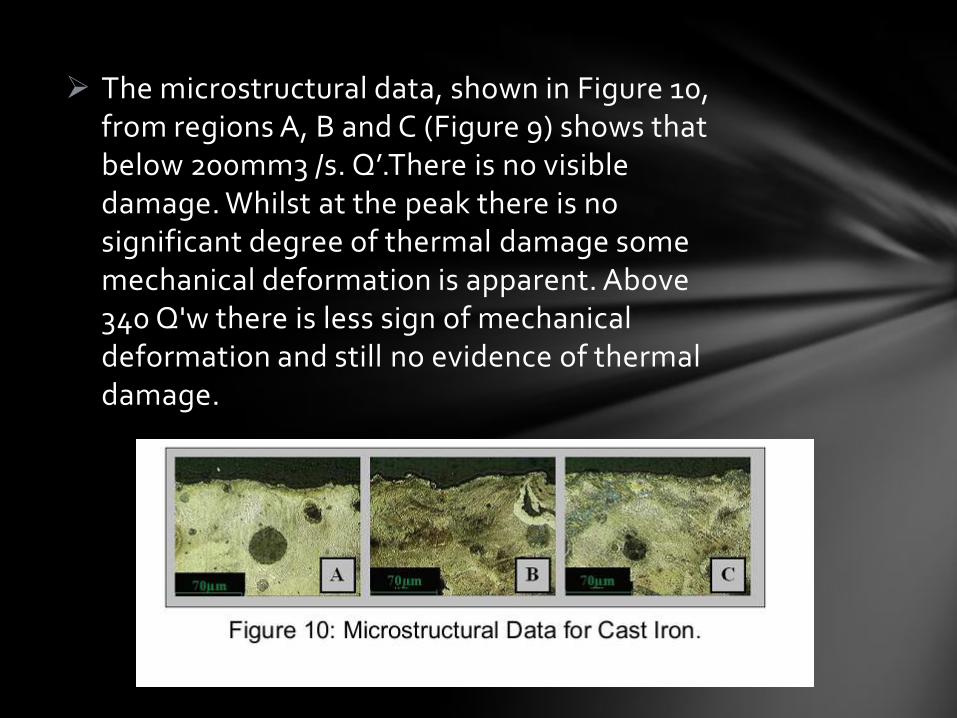
The microstructural data, shown in Figure 10, from regions A, B and C (Figure 9) shows that below 200mm3 /s. Q’.There is no visible damage. Whilst at the peak there is no significant degree of thermal damage some mechanical deformation is apparent. Above 340 Q'w there is less sign of mechanical deformation and still no evidence of thermal damage.

HEDG specific material removal rates as high as 2000 mm3/s can be achieved without thermal damage to the work piece.
For steel the thermal trend rises up to a peak in the region of 300 – 350 mm 3/mm's after which it falls.
In case of Cast iron the peak becomes stable at the lower value of
200 mm3 /mm's.
The thermal modeling approach was shown to be valid for cylindrical plunge grinding, correlating well with both thermal measurement and residual stress data.
Conclusions

There was no catastrophic abrasive grit or wheel failure as a result of the higher loads associated with the HEDG regime at Qi's up to 2000mm3/s.
Improved surface integrity and therefore better component performance and reliability due to relatively low work piece temperatures

Related Documents











