LPG SPHERE ERECTION FROM TMCP STEEL Goran Vručinić TPK-Zavod d.d. , Slavonska avenija 20, Zagreb, Croatia E mail: [email protected] Key words: LPG sphere TMCP steel Welding Abstract: To accept termomechanically controlled processed fine grained steel for LPG sphere erection, 5000m 3 in volume, comprehensive examinations were performed, considering : weldability, corrosive resistance and fracture properties. During erection, except welding technology, NDT-UT results were particulary observed ; NDT-RT method was insufficient for applied welding procedure – mechanized FCAW process, and revealed weldment defects. Welding sequences are very important to maintain finally measures, and to reduce stresses during welding sphere parts. Quantitative accoustic emission was finally performed during hydrostatic test. Revealed minor flaws with very low danger level of 0.03 J IC do not present immediate danger.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
LPG SPHERE ERECTION FROM
TMCP STEEL
Goran VručinićTPK-Zavod d.d. , Slavonska avenija 20, Zagreb, CroatiaE mail: [email protected]
Key words: LPG sphere TMCP steel Welding
Abstract:
To accept termomechanically controlled processed fine grained steel for LPG sphere erection, 5000m3 in volume, comprehensive examinations were performed, considering : weldability, corrosive resistance and fracture properties.
During erection, except welding technology, NDT-UT results wereparticulary observed ; NDT-RT method was insufficient forapplied welding procedure – mechanized FCAW process, andrevealed weldment defects.
Welding sequences are very important to maintain finallymeasures, and to reduce stresses during welding sphere parts.
Quantitative accoustic emission was finally performed duringhydrostatic test. Revealed minor flaws with very low dangerlevel of 0.03 JIC do not present immediate danger.
1.INTRODUCTION
According to croatian rules and standards, and ASME SectionVIII,Division I, sphere tank is designed with followingtechnical dana :
- Test pressure 6.75bar- Design temperatures -20°C/55°C- Class I- Volume 5000m3
- Internal dia. 21250 mm- t=29mm (lower part and upper callote)- t=26mm (upper shell)- H2S max 100ppm
Chemical composition of TMCP steel plates was :
%C min 0.036 max 0.044 %Si min 0.329 max 0.352 %Mn 1.14 max1.15 %P min 0.007 max 0.012 %S min 0.0005 max 0.0007 %Al min0.039 max 0.056 %Cu min 0.017 max 0.032 %Mo 0.003 max 0.006 %Nimin 0.028 max 0.052 %Cr min 0.023 max 0.05 %V min 0 max 0.003%Nb min 0.0035 max 0.039 %Ti 0.001 .
Mechanical properties of TMCP steel plates were:
Rp 0.5 = min 408 MPa max 499MPa Rm = min 487 MPa max 579 MPaA% min 59.4 max 73.2 Rp 0.5 / Rm = min 0.77 max 0.91 HV10 aver. =min 162 max 189 CHVaver (- 40°C ) = min 348 J max 462 J .
Corrosion properties of TMCP steel plates :
HIC test as per NACE TM 0284 , test solution NACE TM 0284 – 96 :solution A , test duration : 96 h ;
Test results : CLR max 1.7% CTR max 0.12% CSR max 0.001%.SSC test as per : ASTM G39-79/NACE TM 0177-90 , load 189.4N/mm2
, test period 96h ;Test results : no cracks.
Project requirements /weldments and/or base material/ :
- Quality level : ISO 5817 : 2003., B- Hardness : max 248 HV10- CVN ( -40°C ) : 35J- HIC/NACE TM 0284-96,Sol.A : CLR≤10% CTR≤3% CSR≤1%- SSC / ASTM G39-79/NACE TM 0177-90/ : weldment 720h/80%Rp0.2
Base material 720h/90%Rp0.2
- NDT : 100% visual, 100%RT, 100%UT(0°,45°,60°), 100%MT- Quantitative accoustic emission during hydrostatic
testing.
2.BASE MATERIAL/WELDMENT PROPERTIES
All tensile tests ( in different directions ) of base materialdemonstrated discontinuous extension, with Louders plateau andrelatively equable properties.
According to the project requirements, SSC test was performedduring period of 720h.
There were no cracks in SSC test during period of 720h, and90%Rp0,2 stress level for base material, 80%Rp0.2 for weldments.
During welding procedure qualifications, HIC tested specimenssatisfied CLR, CTR, CSR required values, mentioned above.
Considering ratio : Rp0.2/Rm > 0.75 ,It is necessary to meet with fracture mechanics properties forbase material and weld metal .CTOD testing was performed withstable crack propagation mode as result both for base and weldmetal :
Weld metal : CTODm mode , 0.216 (+20°C) 0.19 , 0.214 ( -40°C )HAZ : CTODm mode , 0.34 0.232 0.538 ( -40°C )Base metal : CTODm mode , 0.418 0.460 0.57 (- 40°C )
Base material metalurgical examination revealed 95% - 97%ferrite structure with ASTM No.10 grain size ; excellent
BM HAZ WM
HV10CVN/-40°C/
metalurgical weldability can be suspect through some equivalents:
PCmin = 0.238 CE(IIW) = 0.234 … t = 29mm H2max = 5ml/100grPcmax = 0.25 CE(IIW) = 0.253
Preheating to 100°C - 110°C is established to maintain weld zonehardness to max. 248HV10.
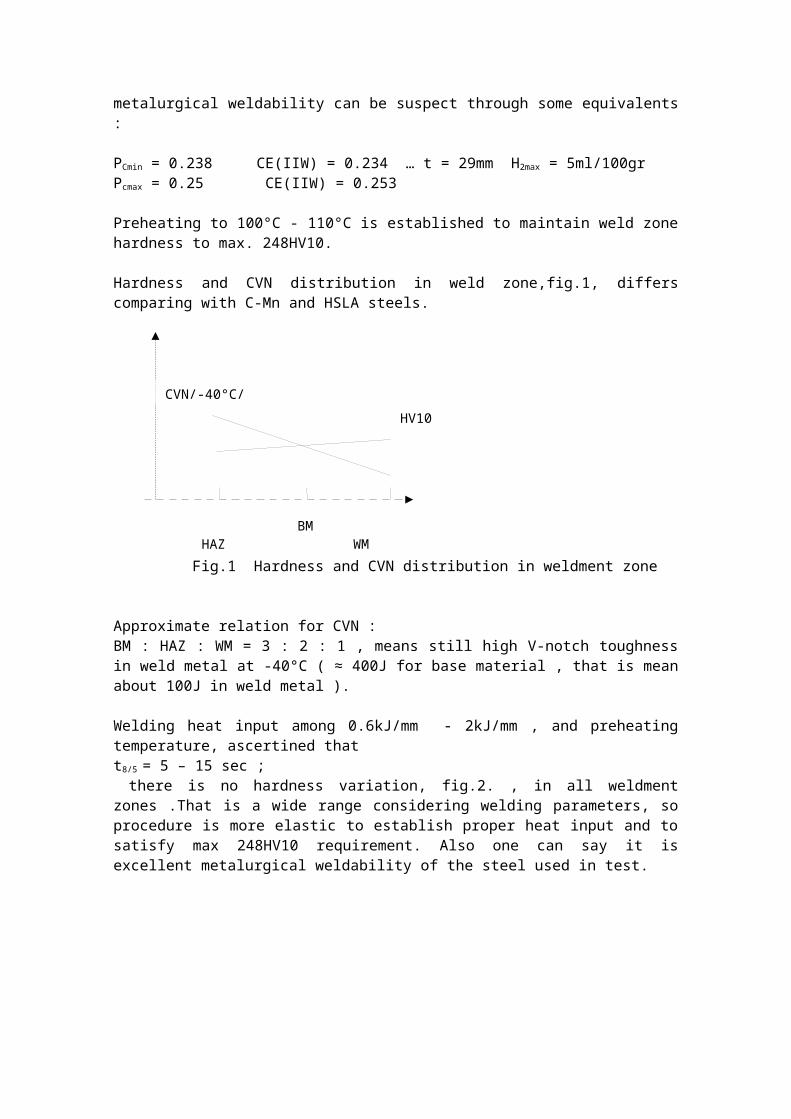
Hardness and CVN distribution in weld zone,fig.1, differscomparing with C-Mn and HSLA steels.
Fig.1 Hardness and CVN distribution in weldment zone
Approximate relation for CVN :BM : HAZ : WM = 3 : 2 : 1 , means still high V-notch toughnessin weld metal at -40°C ( ≈ 400J for base material , that is meanabout 100J in weld metal ).
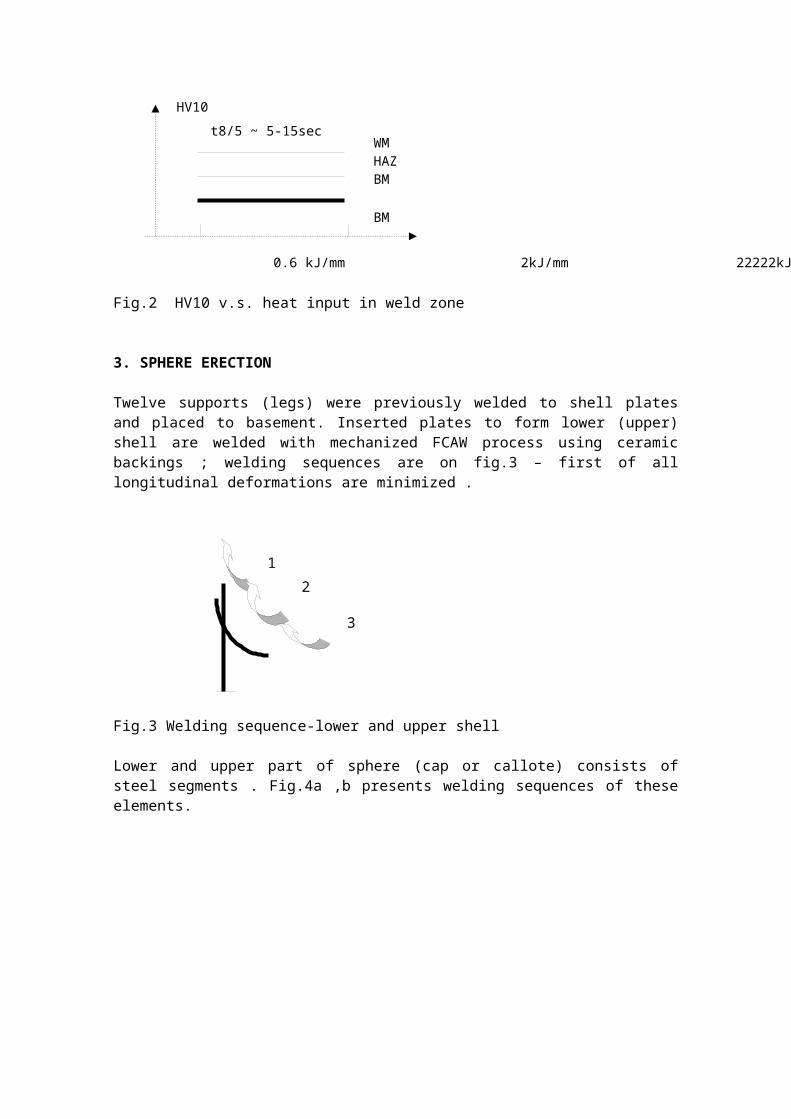
Welding heat input among 0.6kJ/mm - 2kJ/mm , and preheatingtemperature, ascertined that t8/5 = 5 – 15 sec ; there is no hardness variation, fig.2. , in all weldmentzones .That is a wide range considering welding parameters, soprocedure is more elastic to establish proper heat input and tosatisfy max 248HV10 requirement. Also one can say it isexcellent metalurgical weldability of the steel used in test.
HV10
WMHAZBM
BM
t8/5 ~ 5-15sec
0.6 kJ/mm 2kJ/mm 22222kJ/mm
12
3
Fig.2 HV10 v.s. heat input in weld zone
3. SPHERE ERECTION
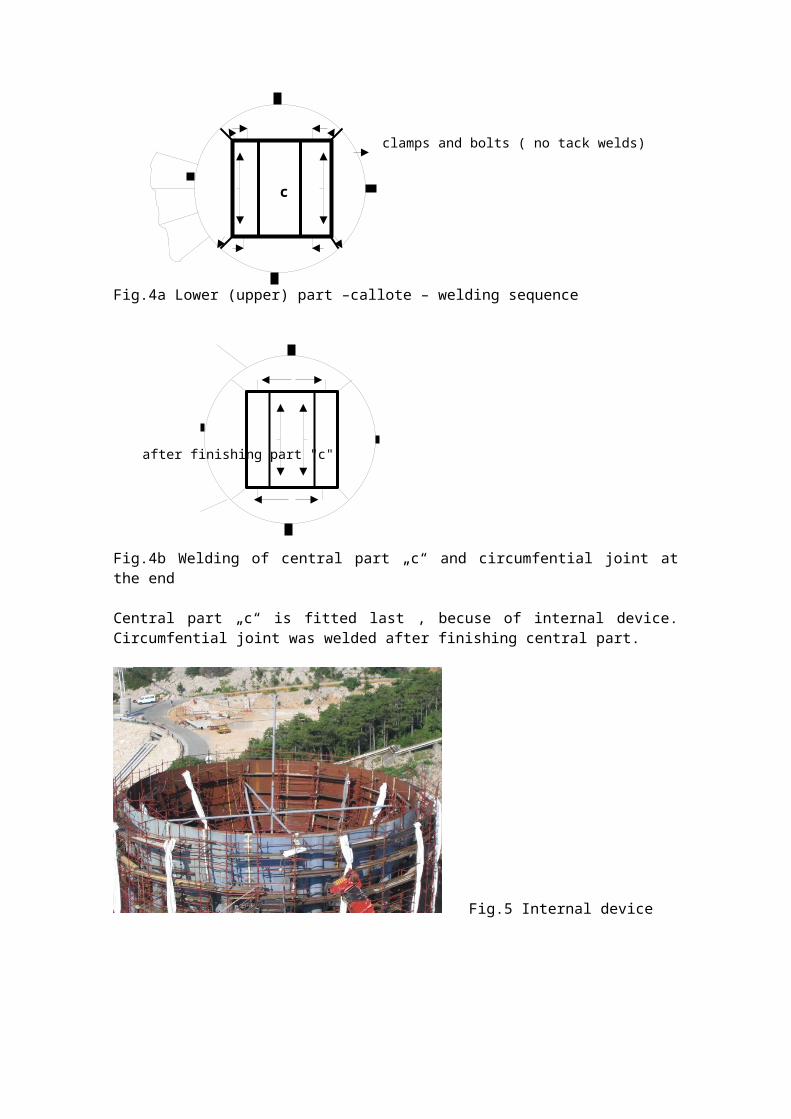
Twelve supports (legs) were previously welded to shell platesand placed to basement. Inserted plates to form lower (upper)shell are welded with mechanized FCAW process using ceramicbackings ; welding sequences are on fig.3 – first of alllongitudinal deformations are minimized .
Fig.3 Welding sequence-lower and upper shell
Lower and upper part of sphere (cap or callote) consists ofsteel segments . Fig.4a ,b presents welding sequences of theseelements.
c
clamps and bolts ( no tack welds)
after finishing part "c"
Fig.4a Lower (upper) part –callote – welding sequence
Fig.4b Welding of central part „c“ and circumfential joint atthe end
Central part „c“ is fitted last , becuse of internal device.Circumfential joint was welded after finishing central part.
Fig.5 Internal device
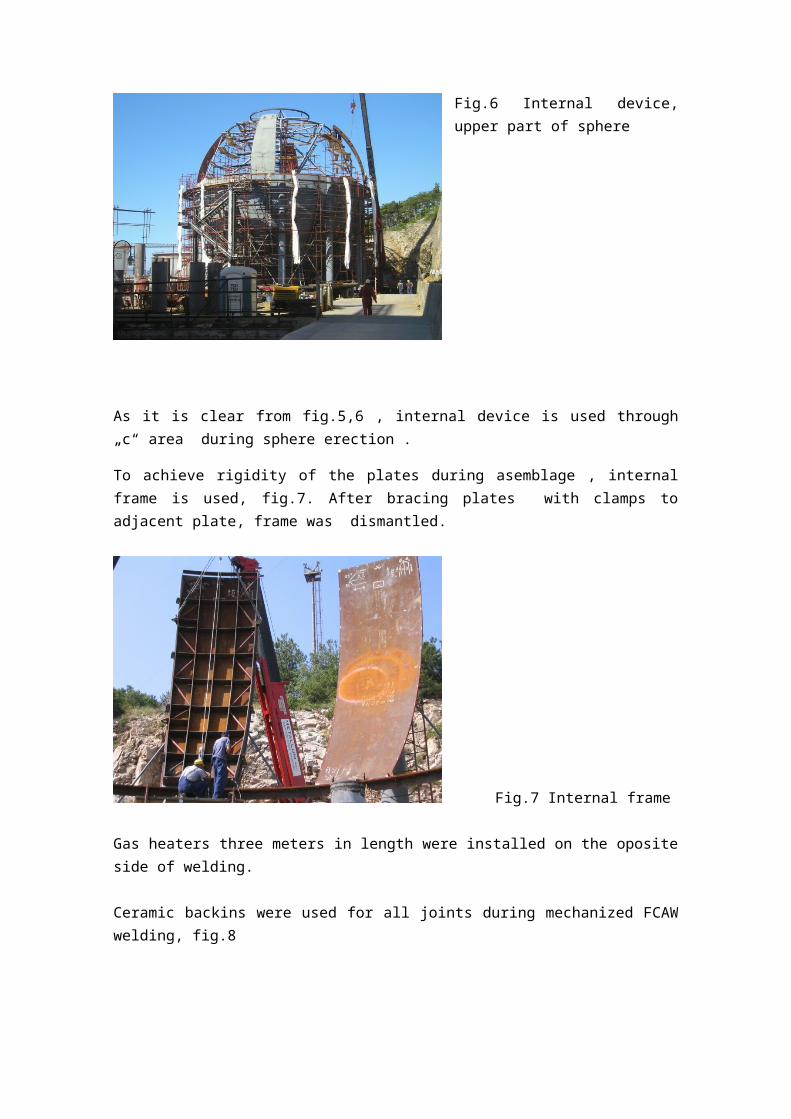
Fig.6 Internal device,upper part of sphere
As it is clear from fig.5,6 , internal device is used through„c“ area during sphere erection .
To achieve rigidity of the plates during asemblage , internalframe is used, fig.7. After bracing plates with clamps toadjacent plate, frame was dismantled.
Fig.7 Internal frame
Gas heaters three meters in length were installed on the opositeside of welding.
Ceramic backins were used for all joints during mechanized FCAWwelding, fig.8
Fig.8 Ceramic backing
4.QUANTITATIVE ACOUSTIC EMISSION TESTING
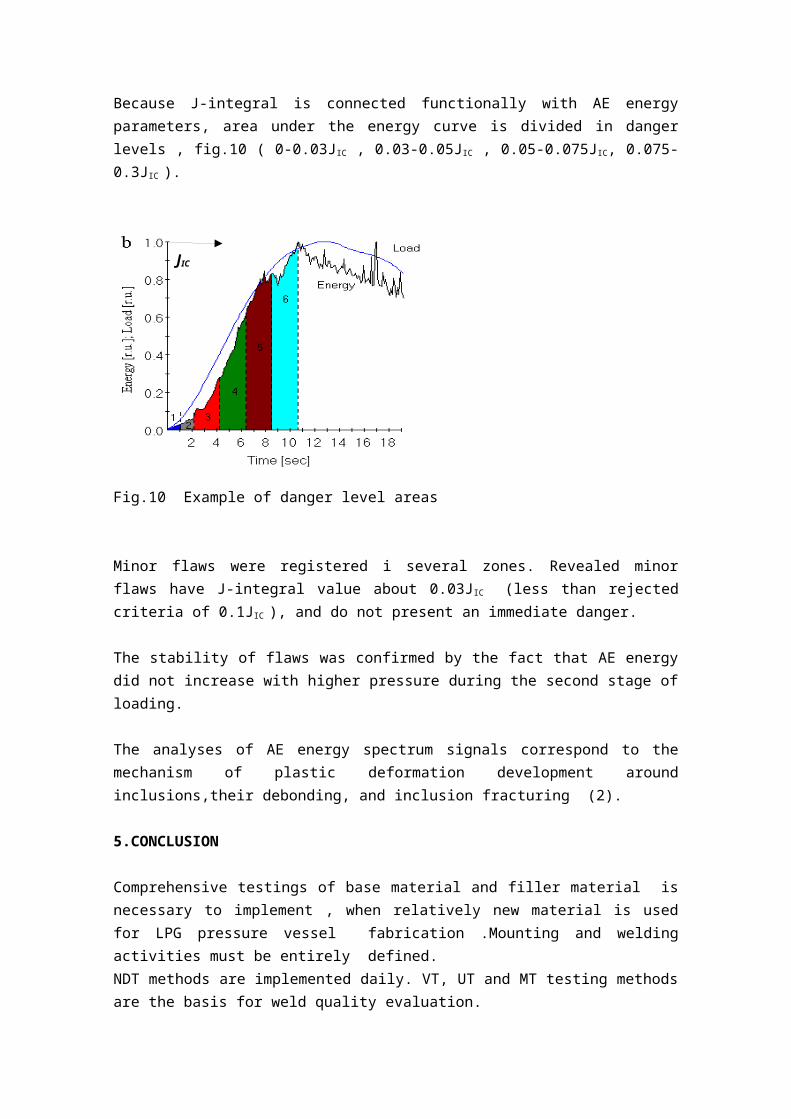
Quantitative acoustic emission (QAE) is finally performed,during hydrostatic test. Piezoelectric integral sensors ( 50-450kHz , 100 pieces ) were used for QAE , fig.9.After all equipment was installed on the sphere, complete QAEsystem passed calibration, measurement points , sensor couplinsand waveguide connections were tested.
In the absence of design criteria for QAE, J-integral valueequal to 0.1 JIC has been used as a treshold of danger level offlaws, recommended for high energy equipment of nuclear plants(1).
Fig.9 QAE sensor
Sphere was loaded to 50%, 65%,85% and 100% of test pressure intwo stages.
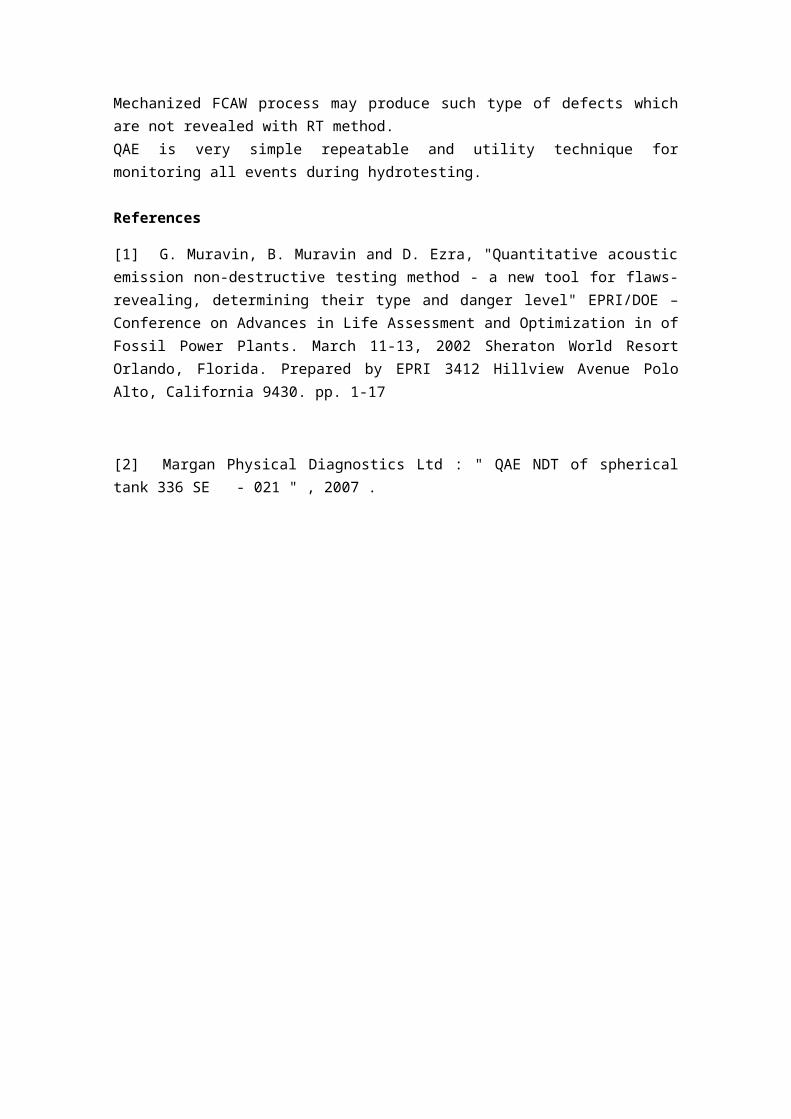
Because J-integral is connected functionally with AE energyparameters, area under the energy curve is divided in dangerlevels , fig.10 ( 0-0.03JIC , 0.03-0.05JIC , 0.05-0.075JIC, 0.075-0.3JIC ).
Fig.10 Example of danger level areas
Minor flaws were registered i several zones. Revealed minorflaws have J-integral value about 0.03JIC (less than rejectedcriteria of 0.1JIC ), and do not present an immediate danger.
The stability of flaws was confirmed by the fact that AE energydid not increase with higher pressure during the second stage ofloading.
The analyses of AE energy spectrum signals correspond to themechanism of plastic deformation development aroundinclusions,their debonding, and inclusion fracturing (2).
5.CONCLUSION
Comprehensive testings of base material and filler material isnecessary to implement , when relatively new material is usedfor LPG pressure vessel fabrication .Mounting and weldingactivities must be entirely defined.NDT methods are implemented daily. VT, UT and MT testing methodsare the basis for weld quality evaluation.
JIC
Mechanized FCAW process may produce such type of defects whichare not revealed with RT method.QAE is very simple repeatable and utility technique formonitoring all events during hydrotesting.
References
[1] G. Muravin, B. Muravin and D. Ezra, "Quantitative acousticemission non-destructive testing method - a new tool for flaws-revealing, determining their type and danger level" EPRI/DOE –Conference on Advances in Life Assessment and Optimization in ofFossil Power Plants. March 11-13, 2002 Sheraton World ResortOrlando, Florida. Prepared by EPRI 3412 Hillview Avenue PoloAlto, California 9430. pp. 1-17
[2] Margan Physical Diagnostics Ltd : " QAE NDT of sphericaltank 336 SE - 021 " , 2007 .
Related Documents