link 1 /2012 The customer magazine of Rieter Spun Yarn Systems Vol. 24 / No . 59 . May 2012 / EN 04 TRENDS & MARKETS Rieter – with full power for the textile world 06 PRODUCT NEWS Recovering good fibers from blowroom waste 14 New R 60 Rotor Spinning Machine – Technological Progress 28 PARTS Precise Spindle Monitoring with ISM

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
link 1 /2012
The customer magazine of Rieter Spun Yarn Systems
Vol. 24 / No . 59 . May 2012 / EN
04 TRENDS & MARKETS Rieter – with full power for the textile world 06 PRODUCT NEWS Recovering good fibers from blowroom waste 14 New R 60 Rotor Spinning Machine – Technological Progress 28 PARTS Precise Spindle Monitoring with ISM

2 LINK 59 . 1 /2012
CONTENTS 03 EDITORIAL Ready for the Future
TRENDS & MARKETS04 Rieter – with full power for the textile world
Erwin Stoller, President of the Board of Directors and Executive Chairman of Rieter, comments on the strategic reorientation of the Group and the resulting benefits for the customers.
PRODUCT NEWS06 Recovering good fibers from blowroom waste With a recycling line, valuable good fibers can be
recovered – sustainability that pays off.
08 C 70 – Success through Cutting Edge Technology
11 Automation in Combing
14 New R 60 Rotor Spinning Machine – Technological Progress
The new spinning box of the R 60 rotor spinning machine improves spinning stability and reduces energy consumption.
16 Automation with Rieter SERVOtrail
18 Profitable Ring Spinning has a Name: Rieter G 32
TECHNOLOGY20 ComforJet® yarn convinces users
21 4 spinning systems in the Rieter SpinCenter
22 Processing of Indian Cotton
PARTS28 Precise Spindle Monitoring with ISM The individual spindle monitoring ensures competitive
advantages, also in retrofitting. It improves productivity and quality.
29 Innovative Retrofits for Draw Frames
RIETER INSIDE30 The Comfort of Competence – the video clip
31 Presentation of the Rieter Award in Vietnam
Cover:The new R 60 rotor spinning machine
proves its benefits in practice.
Publisher: Rieter Spun Yarn Systems
Editor-in-chief: Marketing Spun Yarn Systems
Copyright: © 2012 Maschinenfabrik Rieter AG,
Klosterstrasse 20, CH-8406 Winterthur,
www.rieter.com, [email protected]
Reprints permitted, subject to prior approval;
specimen copies requested.
Design and production: Marketing Rieter CZ s.r.o., P. Bielik

3LINK 59 . 1 /2012
EDITORIAL
The new generation of the wide card sets new re-cords in productivity, quality and energy-saving. Practical experience with the rotor spinning machine R 60, presented on the occasion of the ITMA 2011, substantiates the potential for softer yarns, higher productivity and better quality – and that with a low-er energy consumption.
The customized Rieter automation between flyer and ring spinning machine lowers costs and increases safe-ty. The same is achieved on the one hand with spin-dle monitoring, which is also worthwhile as a retrofit, and on the other hand with an upgrade for draw frames that improves the quality and operational safety.
Over and above the product range, Rieter supports its customers with comprehensive services. As an example for technological competence, an article in this edition describes the findings of an extensive analysis on the subject of the processing of cotton with a high proportion of short fibers. With tests in the Rieter SpinCenter using all 4 spinning technolo-gies, this can be understood “live”.
For example, the support also includes the awarding of yarn licenses, active communication of the Rieter yarns and help with yarn marketing.
The overall competence of Rieter that makes life eas-ier for customers and can guide them along the path to success can be experienced at the ITMA Asia 2012 in Shanghai on the Rieter Stand No. A 10 in Hall W 2.
Those who use Rieter competence simplify the way to achieving sustainable competitiveness. 12-101 •
Irrespective of whether the future looks rosy or un-certain, successful companies continuously work on improving their competitive situation.
In yarn production, relatively few factors are decisive: productivity, material exploitation, energy consump-tion and yarn quality. If these are positively further developed and thereby the competitiveness sustain-ably improved, it is easier to ensure success.
Rieter develops its products in this direction. In this edition of the Link, we are presenting several examples of how sustainable improvements can be achieved with new, innovative products or with the retrofitting of existing machines.
With a recycling line, valuable raw materials can be regained and material costs reduced.
Edda Walraf
Head Technology and Marketing Winterthur [email protected]
Ready for the Future Recent months were characterized by great uncertainty, although the outlook was generally not so bad. In this environment, companies that build on sustainability are particularly able to hold their ground. Sus-tainability not only in the sense of environment protection but in the development of lasting competitive advantages.
Rieter competence can be experienced at the ITMA Asia 2012 in Shanghai – Hall W 2 Stand A 10 with all 4 spinning technologies.

4 LINK 59 . 1 /2012
TRENDS & MARKETS
Rieter – with full power for the textile world A year ago, in April 2011, our company embarked on an historical course: the shareholders approved the proposal of the Board of Directors to split the Rieter Group and to operate the textile machine and automo-tive supply businesses as independent listed companies. Rieter has since become a branch-focused supplier of textile machines and technology components for staple fiber spinning plants. We run the company in two business groups: Spun Yarn Systems (machinery business) and Premium Textile Components (components business). What strategic goals do we follow with the newly formed company and what benefits does this bring our customers?
The separation of the Rieter Group was a huge strategic step for our company with its rich tradi-tion. For the customers and employees, however, it brought no revolutionary change. That was never our aim. Rather, we are pursuing a long-term orient-ed, evolutionary further development that benefits all our stakeholders.
What has led us to initiate these changes? The focus on business with textile machines and technology components brings Rieter a number of advantages. It allows us at a strategic level to more clearly posi-tion Rieter in the markets and to act more flexibly. This also applies to the capital market.
Rieter invests in the expansion of production capacity in Changzhou, to be closer to the customers in the important Chinese market.

5LINK 59 . 1 /2012
TRENDS & MARKETS
On the one hand, we are able to more precisely define our business model to the shareholders as a result of the branch focus. On the other hand, the new organi-zational structure with the two business groups Spun Yarn Systems and Premium Textile Components cre-ates greater transparency.
2 business groups for the clear orientation on both our customer segmentsPrimarily, however, these changes benefit our cus-tomers. We can strategically concentrate on one busi-ness area and thereby carry out our decision-making processes more quickly and thoroughly as well as spe-cifically using our resources. With the focus of our company on the two business groups, Spun Yarn Sys-tems and Premium Textile Components, we take full account of the differences between these two busi-ness spheres. The organizational innovations reflect a development that we have actively promoted in re-cent years. Alongside our established business with textile machines under the Rieter trademark as well as the associated spare parts and service activities, we have systematically expanded the business with tech-nology components for staple fiber spinning. The busi-ness group Premium Textile Components, together with the strong trademarks Bräcker, Graf, Novibra and Suessen, is one of the worldwide biggest suppliers in this field. As an independent organizational unit, Premium Textile Components is largely independent from Rieter’s machine business, both strategically and financially. It serves not only spinning plants but also machine manufacturers; one of them is Rieter it-self. The positive development of demand in both our segments, the machine business and the component business, has shown us that we are on the right path with this orientation.
Business expansion for the benefit of our customers Rieter has a solid balance and the long-term financ-ing of our projects is secured. We now have the strate-gic flexibility and the financial strength to position our business for a continuing successful future. Rieter will continue to grow in the coming years with products for our customers in markets in the traditional coun-tries as well as in markets with the biggest growth in China and India.
To achieve this, we have set ourselves 3 strategic goals:
•We want to remain number 1 in the premium seg-ment and in the middle segment to become at least number 2.
•We want to expand our position in China and India. This also includes a specific product range for the growing domestic markets.
•We want to close gaps in our product range, with our own innovative force, but also by exploiting external opportunities for growth.
Where do we stand today, when judged on these lines, and how was our start as a newly formed company? As far as the market environment was concerned, the business year 2011 was anything but easy. Rieter, however, performed well. With a solid financial basis and a strong market position, we intensified our in-vestment activities in 2011 in order to give impetus to achieving our strategic goals. Both business groups expanded their production capacity in the big growth markets China and India, to become even closer to the customers and to ensure delivery capability. With spe-cific products, we were increasingly able to win cus-tomers who produce yarns for the domestic markets in both countries. Equally, we accelerated our invest-ment activities and significantly increased invest-ments in research and development.
Rieter will continue the intensified investment activ-ities in the business year 2012 and has already set aside substantial means – for the benefit of our cus-tomers in both market segments, the machine busi-ness as well as the component business.
12-102 •
Erwin Stoller
President of the Board of Directors and Executive Chairman
6 LINK 59 . 1 /2012
PRODUCT NEWS
Recovering good fibers from blowroom waste Good fibers can easily be recovered from blowroom waste with the Rieter Recycling Line. These raw material savings make a significant contribution to a spinning mill’s operating profits.
Processing blowroom waste in the Rieter Recycling Line can make an important contribution here. The basic idea is to recover long fibers from the waste and feed them back into the production line. Depending on the spinning process and the trash content of the cotton, the investment in the additional blowroom machinery pays for itself within a year.
The spinning industry continually has to address the following challenges:•availability and cost of raw material •rising energy costs •availability and cost of personnel •financing and payback on investment
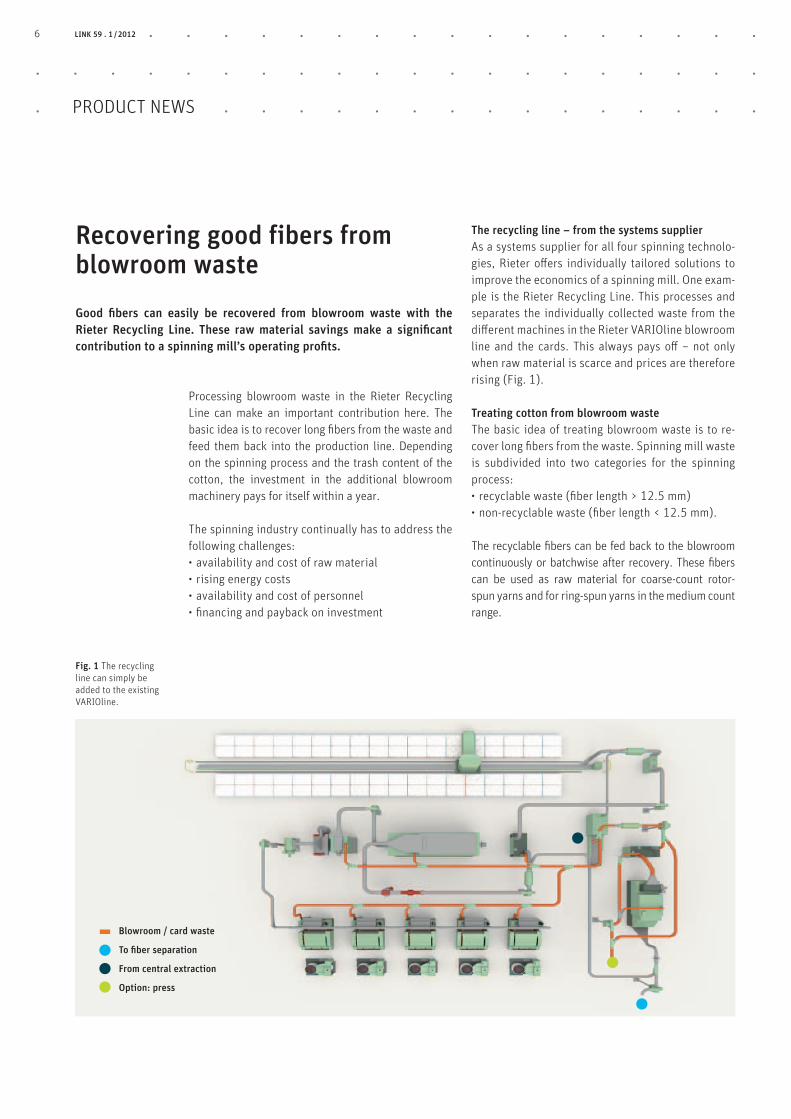
The recycling line – from the systems supplier As a systems supplier for all four spinning technolo-gies, Rieter offers individually tailored solutions to improve the economics of a spinning mill. One exam-ple is the Rieter Recycling Line. This processes and separates the individually collected waste from the different machines in the Rieter VARIOline blowroom line and the cards. This always pays off – not only when raw material is scarce and prices are therefore rising (Fig. 1).
Treating cotton from blowroom wasteThe basic idea of treating blowroom waste is to re-cover long fibers from the waste. Spinning mill waste is subdivided into two categories for the spinning process: •recyclable waste (fiber length > 12.5 mm)•non-recyclable waste (fiber length < 12.5 mm).
The recyclable fibers can be fed back to the blowroom continuously or batchwise after recovery. These fibers can be used as raw material for coarse-count rotor-spun yarns and for ring-spun yarns in the medium count range.
Fig. 1 The recycling line can simply be added to the existing VARIOline.
Blowroom / card waste
To fiber separation
From central extraction
Option: press
7LINK 59 . 1 /2012
PRODUCT NEWS
300 000
200 000
100 000
0
Dyrk Saaro
Technologe Putzerei Winterthur [email protected]
Joachim Maier
Senior Marketing Manager Winterthur [email protected]
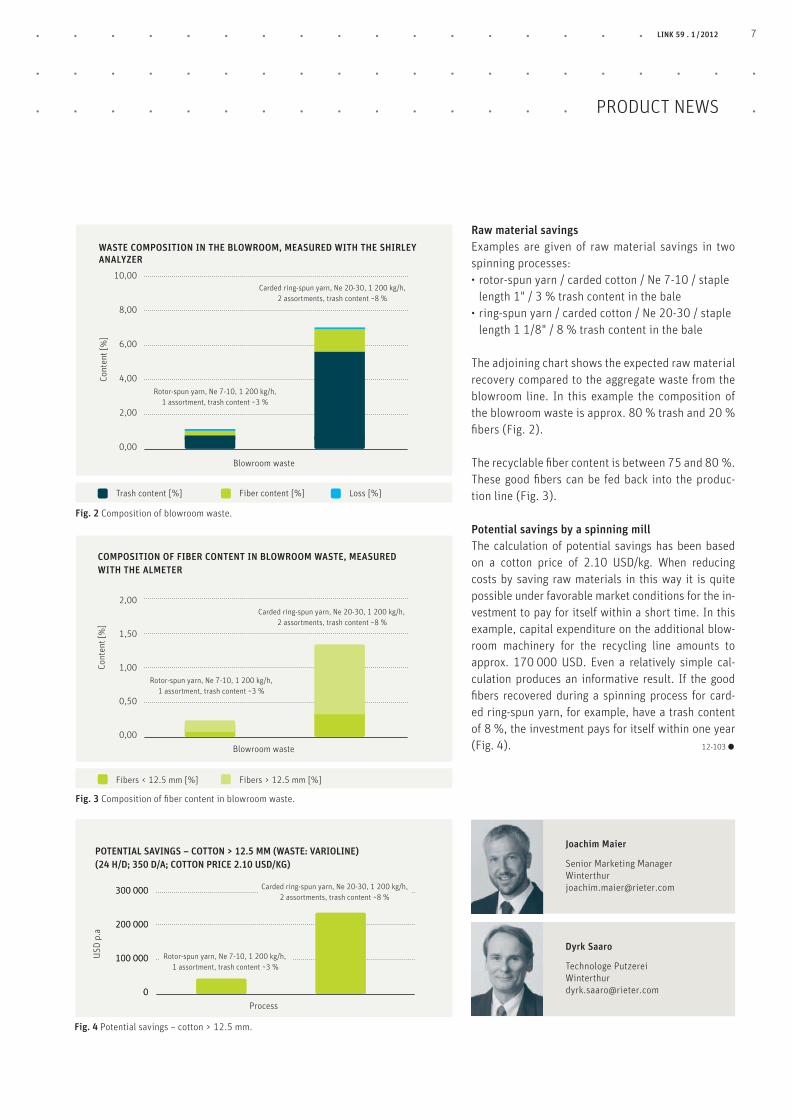
Raw material savings Examples are given of raw material savings in two spinning processes: •rotor-spun yarn / carded cotton / Ne 7-10 / staple
length 1" / 3 % trash content in the bale •ring-spun yarn / carded cotton / Ne 20-30 / staple
length 1 1/8" / 8 % trash content in the bale
The adjoining chart shows the expected raw material recovery compared to the aggregate waste from the blowroom line. In this example the composition of the blowroom waste is approx. 80 % trash and 20 % fibers (Fig. 2).
The recyclable fiber content is between 75 and 80 %. These good fibers can be fed back into the produc-tion line (Fig. 3).
Potential savings by a spinning mill The calculation of potential savings has been based on a cotton price of 2.10 USD/kg. When reducing costs by saving raw materials in this way it is quite possible under favorable market conditions for the in-vestment to pay for itself within a short time. In this example, capital expenditure on the additional blow-room machinery for the recycling line amounts to approx. 170 000 USD. Even a relatively simple cal-culation produces an informative result. If the good fibers recovered during a spinning process for card-ed ring-spun yarn, for example, have a trash content of 8 %, the investment pays for itself within one year (Fig. 4). 12-103 •
Cont
ent [
%]
Trash content [%]
Rotor-spun yarn, Ne 7-10, 1 200 kg/h,1 assortment, trash content ~3 %
Carded ring-spun yarn, Ne 20-30, 1 200 kg/h, 2 assortments, trash content ~8 %
Blowroom waste
Fiber content [%] Loss [%]
WASTE COMPOSITION IN THE BLOWROOM, MEASURED WITH THE SHIRLEY ANALYZER
Cont
ent [
%]
Fibers < 12.5 mm [%]
Rotor-spun yarn, Ne 7-10, 1 200 kg/h,1 assortment, trash content ~3 %
Carded ring-spun yarn, Ne 20-30, 1 200 kg/h, 2 assortments, trash content ~8 %
Blowroom waste
Process
Fibers > 12.5 mm [%]
COMPOSITION OF FIBER CONTENT IN BLOWROOM WASTE, MEASURED WITH THE ALMETER
POTENTIAL SAVINGS – COTTON > 12.5 MM (WASTE: VARIOLINE)(24 H/D; 350 D/A; COTTON PRICE 2.10 USD/KG)
Fig. 2 Composition of blowroom waste.
Fig. 3 Composition of fiber content in blowroom waste.
Fig. 4 Potential savings – cotton > 12.5 mm.
Rotor-spun yarn, Ne 7-10, 1 200 kg/h,1 assortment, trash content ~3 %
Carded ring-spun yarn, Ne 20-30, 1 200 kg/h, 2 assortments, trash content ~8 %
10,00
8,00
6,00
4,00
2,00
0,00
2,00
1,50
1,00
0,50
0,00
300 000
200 000
100 000
0
USD
p.a

8 LINK 59 . 1 /2012
PRODUCT NEWS
C 70 – Success through Cutting Edge Technology With the foray into the application area of rotor and synthetic fibers, the operational field of the C 70 is complete. In terms of performance, quality and energy consumption it sets new standards.
Since the market launch of the C 70 card in 2010 in qualitatively superior segments such as combed and carded ring yarns, its operational range has been systematically extended. With the more than 600 C 70 cards sold in the meantime, Rieter has sold to-tally more than 5 000 cards with the 1.5 m card tech-nology.
Confirmation of the accuracy of the future-oriented 1.5 m carding technology was underlined by the fact that during the ITMA 2011 in Barcelona, no exhibi-tor showed a card more than 1 m wide.
C 70 – the new standardBoth in direct comparison with the latest card gen-eration of other suppliers and with the latest version of the C 60 card, the C 70 has proved its position as performance leader.
In a direct comparison using Viscose, the C 70 has clearly relegated its latest rivals to 2nd place. As re-gards production and quality, it was shown that the C 70 sets new standards. The yarn count of the spun rotor yarns was in the range Ne 30 – 50. The follow-ing results were achieved (Fig. 2):
•At 20 % higher production, a 30 % improvement in quality was reached.
•Both the evenness of the spun yarn and its strength were better than those of competitors.
At one customer in Turkey, technology trials were car-ried out with the latest version of the C 60 and a C 70 in order to compare production performance and qual-ity. The plant processes 100 % US cotton to knitting and weaving yarns in a fineness range Ne 24 – 30. For the comparison trials, an OE yarn with a yarn count
of Ne 30 was spun on the Rieter R 40 rotor spinning machine. Summarizing the testing period, it can be stated that:•the C 70 achieved a 25 % better quality at equal
production, •with the production increase of +60 % the C 70
reached the same quality values as the C 60.
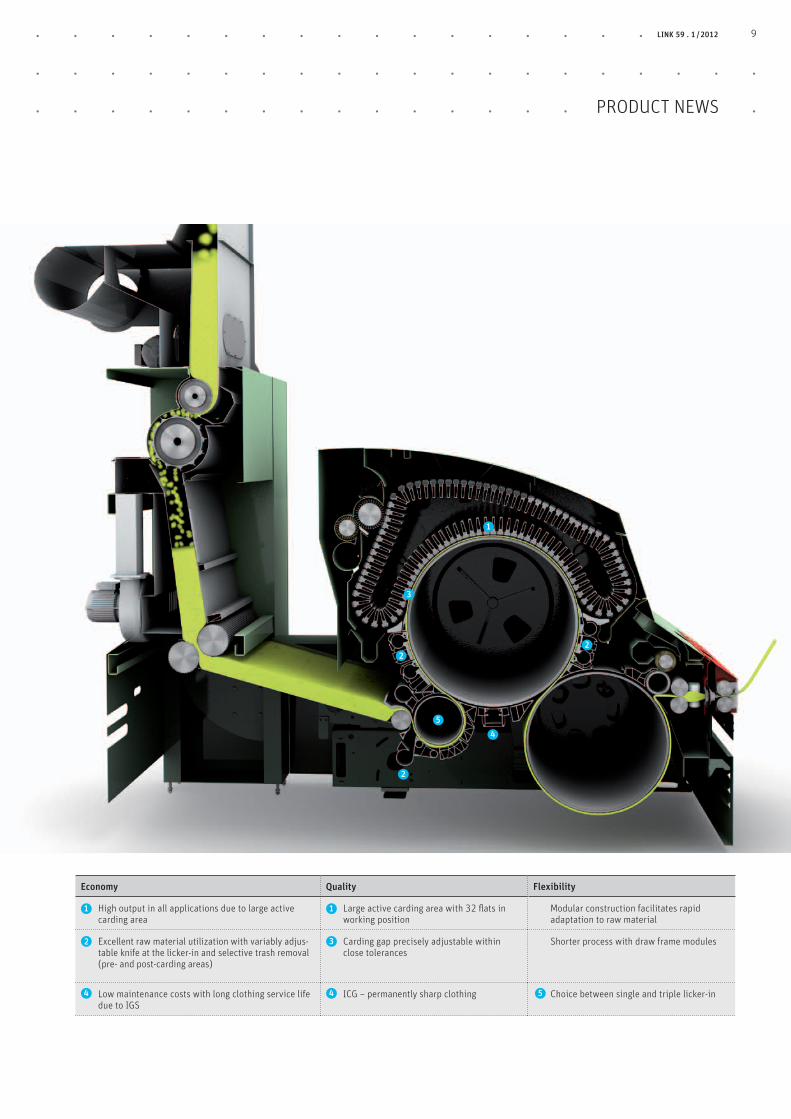
Success factorsThe key to this success can be found in a combina-tion of various factors. On the one hand, the working width of 1.5 m provides the optimal basis for maxi-mum performance. In combination with the high pre-cision in the area of the carding gap and the maximal active carding area of all cards (32 flats in working position with a working width of 1.5 m), the C 70 thereby becomes a benchmark.
Optimal raw material exploitation as well as flexible adaptation to various raw materials is achieved by selective trash removal. It contains the following fea-tures:•Infinitely adjustable knife on the licker-in.•Q-package with 4 inserts for optimization of the
extracted waste.•Infinitely adjustable flats speed that is directly
entered at the controls.
The IGS system (integrated grinding system) sharp-ens not only the cylinder clothing but also the flats throughout their service life with intelligently distrib-uted grinding cycles and thereby maintains the sliver quality at a high level. In addition, the durability of the clothings increases by up to 20 %.
The modular construction permits quick adjustment to new raw materials and requirements. The re-placement of the licker-in, flats and doffer clothing is time-consuming maintenance on conventional cards. The modular construction of the C 70 reduces these downtimes to previously unequalled minimal levels. All three modules can be even more easily replaced with prepared optional replacement models.
Fig. 1 Quicker and easier replacement of the inserts for variable trash removal.
9LINK 59 . 1 /2012
PRODUCT NEWS
1
2
2
2
45
3
Economy Quality Flexibility
High output in all applications due to large active carding area
Large active carding area with 32 flats in working position
Modular construction facilitates rapid adaptation to raw material
Excellent raw material utilization with variably adjus-table knife at the licker-in and selective trash removal (pre- and post-carding areas)
Carding gap precisely adjustable within close tolerances
Shorter process with draw frame modules
Low maintenance costs with long clothing service life due to IGS
ICG – permanently sharp clothing Choice between single and triple licker-in
11
2
44 5
3
10 LINK 59 . 1 /2012
160
140
120
100
80
60
40
20
0
0.18
0.16
0.14
0.12
0.10
0.08
0.06
0.04
0.02
0.00
120
100
80
60
40
20
0
65 0.09
1
59,5
140
0.15
7
102,
9
120
100
80
60
40
20
0
160
140
120
100
80
60
40
20
0
C 70
C 70
100
128
120
153
+20 %
+115 % -42 % 43 433
-16 %
PRODUCT NEWS
Annual saving: 25 000 CHF
Annual saving: 43 433 CHF
Competitor
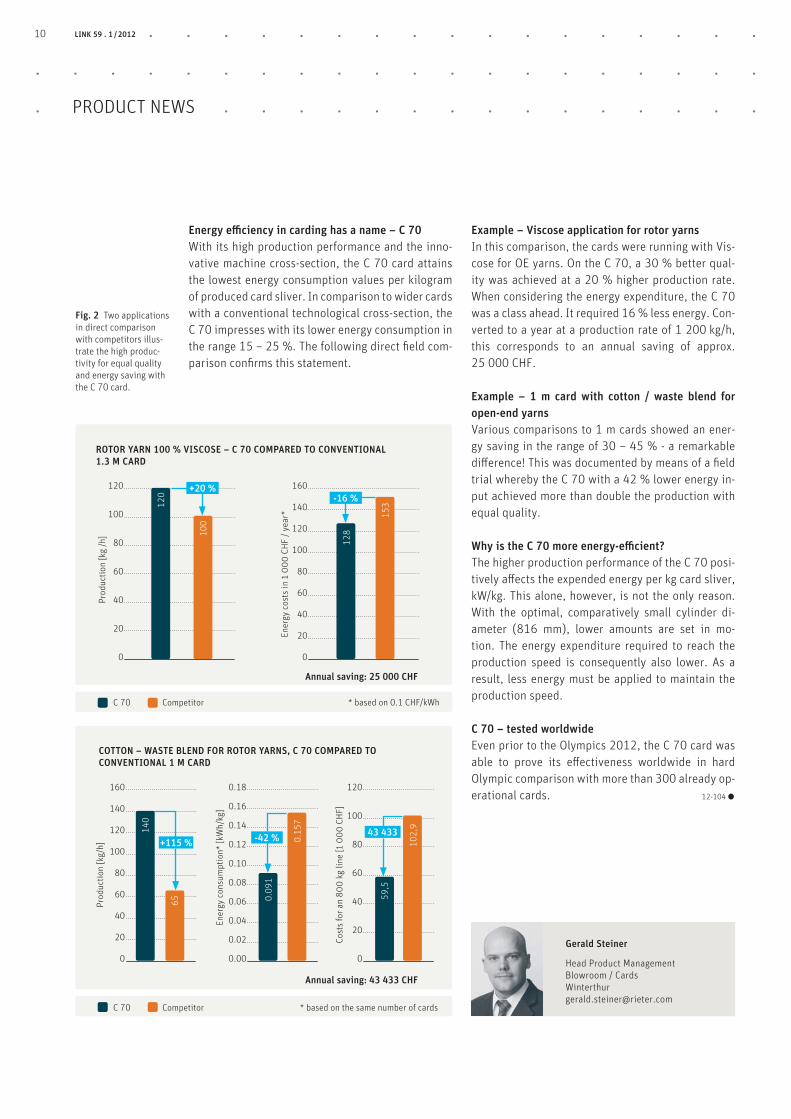
Energy efficiency in carding has a name – C 70With its high production performance and the inno-vative machine cross-section, the C 70 card attains the lowest energy consumption values per kilogram of produced card sliver. In comparison to wider cards with a conventional technological cross-section, the C 70 impresses with its lower energy consumption in the range 15 – 25 %. The following direct field com-parison confirms this statement.
Example – Viscose application for rotor yarnsIn this comparison, the cards were running with Vis-cose for OE yarns. On the C 70, a 30 % better qual-ity was achieved at a 20 % higher production rate. When considering the energy expenditure, the C 70 was a class ahead. It required 16 % less energy. Con-verted to a year at a production rate of 1 200 kg/h, this corresponds to an annual saving of approx. 25 000 CHF.
Example – 1 m card with cotton / waste blend for open-end yarnsVarious comparisons to 1 m cards showed an ener-gy saving in the range of 30 – 45 % - a remarkable difference! This was documented by means of a field trial whereby the C 70 with a 42 % lower energy in-put achieved more than double the production with equal quality.
Why is the C 70 more energy-efficient?The higher production performance of the C 70 posi-tively affects the expended energy per kg card sliver, kW/kg. This alone, however, is not the only reason. With the optimal, comparatively small cylinder di-ameter (816 mm), lower amounts are set in mo-tion. The energy expenditure required to reach the production speed is consequently also lower. As a result, less energy must be applied to maintain the production speed.
C 70 – tested worldwideEven prior to the Olympics 2012, the C 70 card was able to prove its effectiveness worldwide in hard Olympic comparison with more than 300 already op-erational cards. 12-104 •
Prod
uctio
n [k
g/h]
Ener
gy c
onsu
mpt
ion*
[kW
h/kg
]
Cost
s fo
r an
800
kg
line
[1 0
00
CH
F]
COTTON – WASTE BLEND FOR ROTOR YARNS, C 70 COMPARED TO CONVENTIONAL 1 M CARD
* based on the same number of cards
Prod
uctio
n [k
g /h
]
Ener
gy c
osts
in 1
00
0 C
HF
/ yea
r*
Competitor * based on 0.1 CHF/kWh
ROTOR YARN 100 % VISCOSE – C 70 COMPARED TO CONVENTIONAL 1.3 M CARD
Fig. 2 Two applications in direct comparison with competitors illus-trate the high produc-tivity for equal quality and energy saving with the C 70 card.
Gerald Steiner
Head Product Management Blowroom / Cards Winterthur [email protected]
11LINK 59 . 1 /2012
PRODUCT NEWS
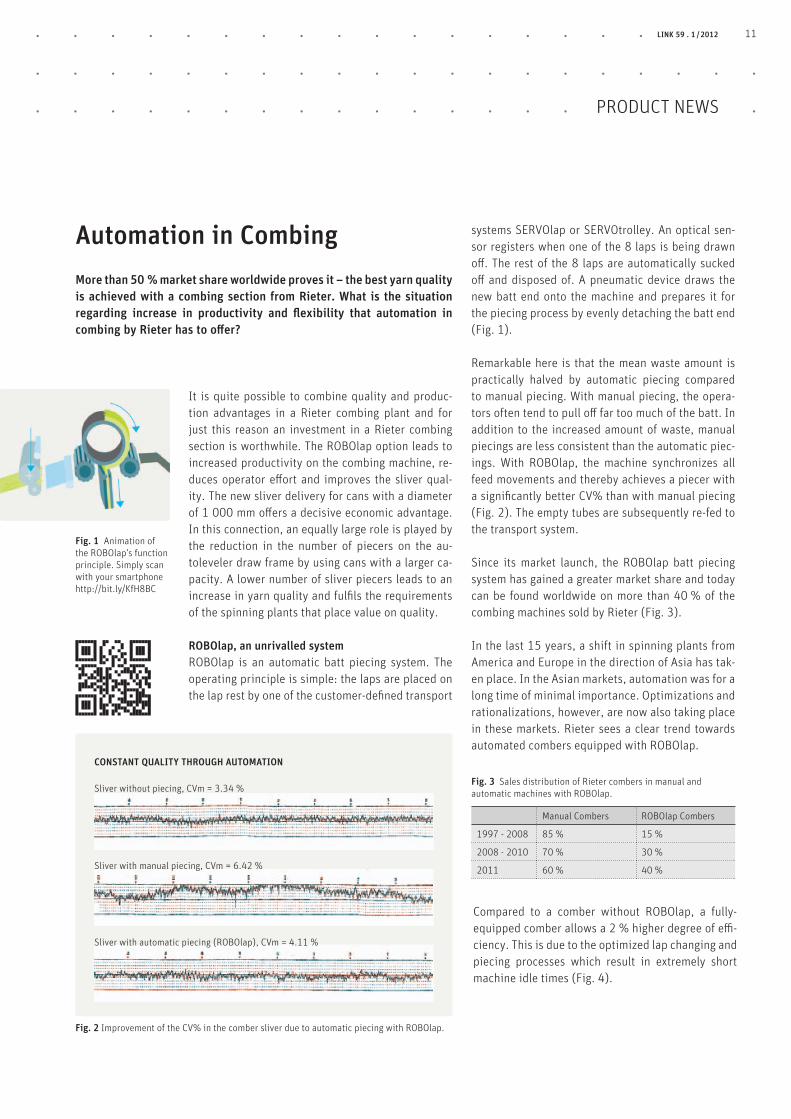
Automation in Combing More than 50 % market share worldwide proves it – the best yarn quality is achieved with a combing section from Rieter. What is the situation regarding increase in productivity and flexibility that automation in combing by Rieter has to offer?
It is quite possible to combine quality and produc-tion advantages in a Rieter combing plant and for just this reason an investment in a Rieter combing section is worthwhile. The ROBOlap option leads to increased productivity on the combing machine, re-duces operator effort and improves the sliver qual-ity. The new sliver delivery for cans with a diameter of 1 000 mm offers a decisive economic advantage. In this connection, an equally large role is played by the reduction in the number of piecers on the au-toleveler draw frame by using cans with a larger ca-pacity. A lower number of sliver piecers leads to an increase in yarn quality and fulfils the requirements of the spinning plants that place value on quality.
ROBOlap, an unrivalled systemROBOlap is an automatic batt piecing system. The operating principle is simple: the laps are placed on the lap rest by one of the customer-defined transport
systems SERVOlap or SERVOtrolley. An optical sen-sor registers when one of the 8 laps is being drawn off. The rest of the 8 laps are automatically sucked off and disposed of. A pneumatic device draws the new batt end onto the machine and prepares it for the piecing process by evenly detaching the batt end (Fig. 1).
Remarkable here is that the mean waste amount is practically halved by automatic piecing compared to manual piecing. With manual piecing, the opera-tors often tend to pull off far too much of the batt. In addition to the increased amount of waste, manual piecings are less consistent than the automatic piec-ings. With ROBOlap, the machine synchronizes all feed movements and thereby achieves a piecer with a significantly better CV% than with manual piecing (Fig. 2). The empty tubes are subsequently re-fed to the transport system.
Since its market launch, the ROBOlap batt piecing system has gained a greater market share and today can be found worldwide on more than 40 % of the combing machines sold by Rieter (Fig. 3).
In the last 15 years, a shift in spinning plants from America and Europe in the direction of Asia has tak-en place. In the Asian markets, automation was for a long time of minimal importance. Optimizations and rationalizations, however, are now also taking place in these markets. Rieter sees a clear trend towards automated combers equipped with ROBOlap.
Fig. 1 Animation of the ROBOlap’s function principle. Simply scan with your smartphone http://bit.ly/KfH8BC
Fig. 2 Improvement of the CV% in the comber sliver due to automatic piecing with ROBOlap.
Manual Combers ROBOlap Combers
1997 - 2008 85 % 15 %
2008 - 2010 70 % 30 %
2011 60 % 40 %
Fig. 3 Sales distribution of Rieter combers in manual and automatic machines with ROBOlap.
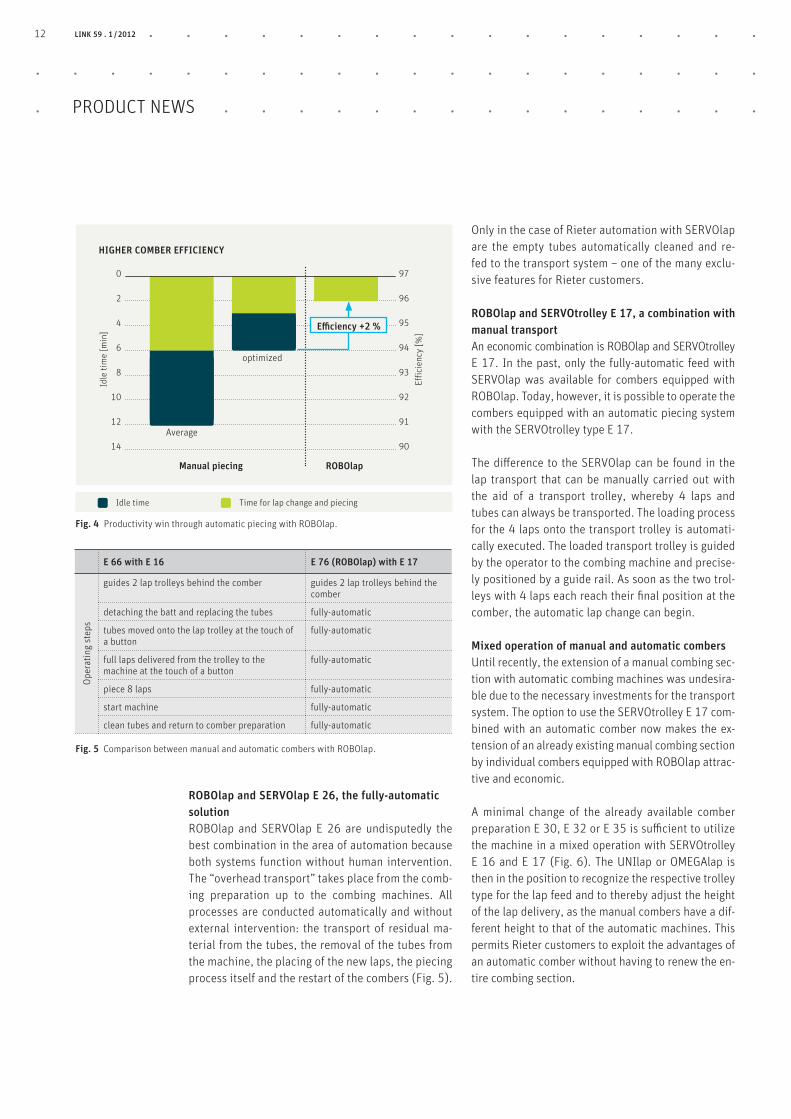
Compared to a comber without ROBOlap, a fully-equipped comber allows a 2 % higher degree of effi-ciency. This is due to the optimized lap changing and piecing processes which result in extremely short machine idle times (Fig. 4).
CONSTANT QUALITY THROUGH AUTOMATION
Sliver without piecing, CVm = 3.34 %
Sliver with manual piecing, CVm = 6.42 %
Sliver with automatic piecing (ROBOlap), CVm = 4.11 %
12 LINK 59 . 1 /2012
0
2
4
6
8
10
12
14
97
96
95
94
93
92
91
90
ROBOlap
PRODUCT NEWS
ROBOlap and SERVOlap E 26, the fully-automatic solutionROBOlap and SERVOlap E 26 are undisputedly the best combination in the area of automation because both systems function without human intervention. The “overhead transport” takes place from the comb-ing preparation up to the combing machines. All processes are conducted automatically and without external intervention: the transport of residual ma-terial from the tubes, the removal of the tubes from the machine, the placing of the new laps, the piecing process itself and the restart of the combers (Fig. 5).
Only in the case of Rieter automation with SERVOlap are the empty tubes automatically cleaned and re-fed to the transport system – one of the many exclu-sive features for Rieter customers.
ROBOlap and SERVOtrolley E 17, a combination with manual transportAn economic combination is ROBOlap and SERVOtrolley E 17. In the past, only the fully-automatic feed with SERVOlap was available for combers equipped with ROBOlap. Today, however, it is possible to operate the combers equipped with an automatic piecing system with the SERVOtrolley type E 17.
The difference to the SERVOlap can be found in the lap transport that can be manually carried out with the aid of a transport trolley, whereby 4 laps and tubes can always be transported. The loading process for the 4 laps onto the transport trolley is automati-cally executed. The loaded transport trolley is guided by the operator to the combing machine and precise-ly positioned by a guide rail. As soon as the two trol-leys with 4 laps each reach their final position at the comber, the automatic lap change can begin.
Mixed operation of manual and automatic combersUntil recently, the extension of a manual combing sec-tion with automatic combing machines was undesira-ble due to the necessary investments for the transport system. The option to use the SERVOtrolley E 17 com-bined with an automatic comber now makes the ex-tension of an already existing manual combing section by individual combers equipped with ROBOlap attrac-tive and economic.
A minimal change of the already available comber preparation E 30, E 32 or E 35 is sufficient to utilize the machine in a mixed operation with SERVOtrolley E 16 and E 17 (Fig. 6). The UNIlap or OMEGAlap is then in the position to recognize the respective trolley type for the lap feed and to thereby adjust the height of the lap delivery, as the manual combers have a dif-ferent height to that of the automatic machines. This permits Rieter customers to exploit the advantages of an automatic comber without having to renew the en-tire combing section.
E 66 with E 16 E 76 (ROBOlap) with E 17
Ope
ratin
g st
eps
guides 2 lap trolleys behind the comber guides 2 lap trolleys behind the comber
detaching the batt and replacing the tubes fully-automatic
tubes moved onto the lap trolley at the touch of a button
fully-automatic
full laps delivered from the trolley to the machine at the touch of a button
fully-automatic
piece 8 laps fully-automatic
start machine fully-automatic
clean tubes and return to comber preparation fully-automatic
Fig. 4 Productivity win through automatic piecing with ROBOlap.
Fig. 5 Comparison between manual and automatic combers with ROBOlap.
Idle
tim
e [m
in]
Effic
ienc
y [%
]
Idle time
Manual piecing
Average
optimized
Time for lap change and piecing
HIGHER COMBER EFFICIENCY
Efficiency +2 %

13LINK 59 . 1 /2012
PRODUCT NEWS
Rationalizing cans with 1 000 mm diameterThe new sliver delivery for 1 000 mm can diameter corresponds to the requirement for uniformity of the can sizes in the spinning plant and offers unchallenged benefits in productivity and quality. The change to cans with 1 000 mm diameter on the comber allows the use of uniform cans – from the card through to the feeding of the autoleveler draw frames (Fig. 7). These cans hold double the material quantity of the 600 mm cans so far in use. The frequency of the can change is thereby halved and the efficiency of the comber is slightly raised by approx. 0.3 %. The benefit is, how-
Fig. 6 Lap change on the E 76 comber with ROBOlap and SERVOtrolley E 17.
ever, substantially greater with the autoleveler draw frame where the number of piecers is halved due to the double quantity of material in the cans. The effi-ciency of the draw frame consequently increases by more than 1 % and this with a simultaneous quality improvement.
With the presently available ROBOlap option in con-junction with a semi-automatic transport system and the new sliver delivery for cans with 1 000 mm di-ameter, productivity and quality in combing can be increased. 12-105 •
Fig. 7 Process optimi-zation in the spinning plant by utilization of uniform cans with 1 000 mm diameter.
Yvan Schwartz
Head Product Management [email protected]
1 000 mm CANS
14 LINK 59 . 1 /2012
PRODUCT NEWS
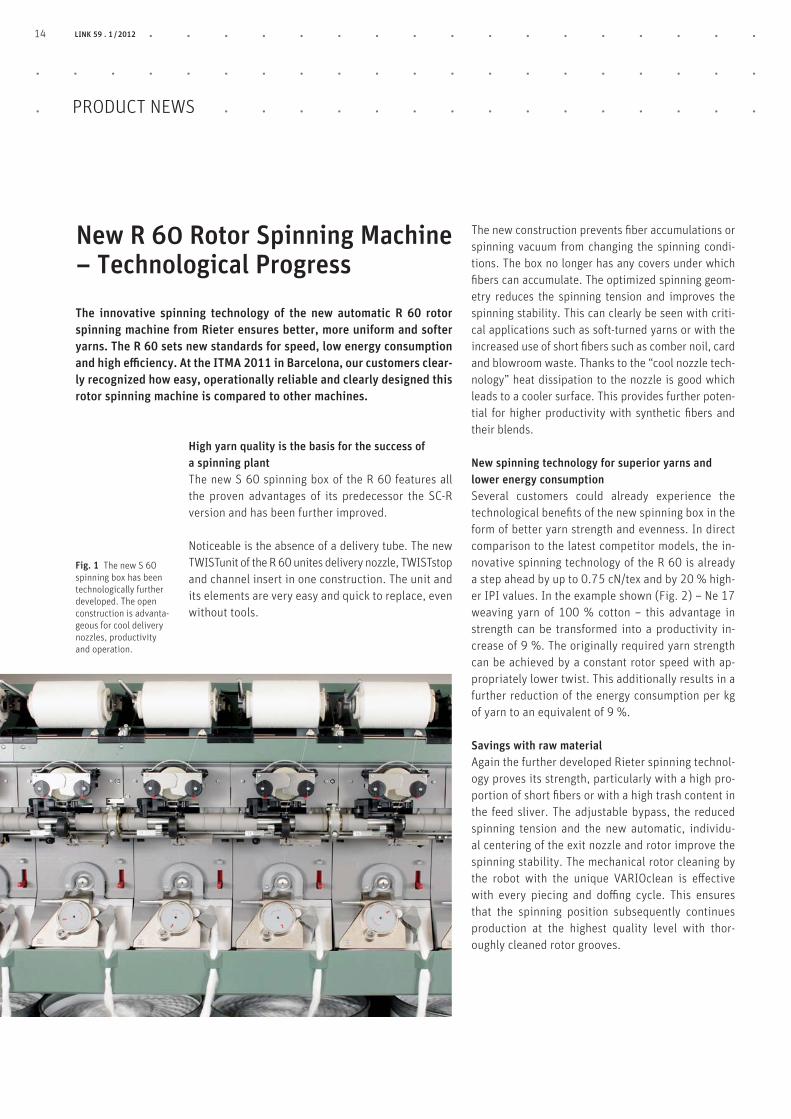
New R 60 Rotor Spinning Machine – Technological ProgressThe innovative spinning technology of the new automatic R 60 rotor spinning machine from Rieter ensures better, more uniform and softer yarns. The R 60 sets new standards for speed, low energy consumption and high efficiency. At the ITMA 2011 in Barcelona, our customers clear-ly recognized how easy, operationally reliable and clearly designed this rotor spinning machine is compared to other machines.
High yarn quality is the basis for the success of a spinning plant The new S 60 spinning box of the R 60 features all the proven advantages of its predecessor the SC-R version and has been further improved.
Noticeable is the absence of a delivery tube. The new TWISTunit of the R 60 unites delivery nozzle, TWISTstop and channel insert in one construction. The unit and its elements are very easy and quick to replace, even without tools.
The new construction prevents fiber accumulations or spinning vacuum from changing the spinning condi-tions. The box no longer has any covers under which fibers can accumulate. The optimized spinning geom-etry reduces the spinning tension and improves the spinning stability. This can clearly be seen with criti-cal applications such as soft-turned yarns or with the increased use of short fibers such as comber noil, card and blowroom waste. Thanks to the “cool nozzle tech-nology” heat dissipation to the nozzle is good which leads to a cooler surface. This provides further poten-tial for higher productivity with synthetic fibers and their blends.
New spinning technology for superior yarns and lower energy consumptionSeveral customers could already experience the technological benefits of the new spinning box in the form of better yarn strength and evenness. In direct comparison to the latest competitor models, the in-novative spinning technology of the R 60 is already a step ahead by up to 0.75 cN/tex and by 20 % high-er IPI values. In the example shown (Fig. 2) – Ne 17 weaving yarn of 100 % cotton – this advantage in strength can be transformed into a productivity in-crease of 9 %. The originally required yarn strength can be achieved by a constant rotor speed with ap-propriately lower twist. This additionally results in a further reduction of the energy consumption per kg of yarn to an equivalent of 9 %.
Savings with raw material Again the further developed Rieter spinning technol-ogy proves its strength, particularly with a high pro-portion of short fibers or with a high trash content in the feed sliver. The adjustable bypass, the reduced spinning tension and the new automatic, individu-al centering of the exit nozzle and rotor improve the spinning stability. The mechanical rotor cleaning by the robot with the unique VARIOclean is effective with every piecing and doffing cycle. This ensures that the spinning position subsequently continues production at the highest quality level with thor-oughly cleaned rotor grooves.
Fig. 1 The new S 60 spinning box has been technologically further developed. The open construction is advanta-geous for cool delivery nozzles, productivity and operation.

15LINK 59 . 1 /2012
R 60
3,6 4,0
14,3 13,7
180
1651617
PRODUCT NEWS
Twist factor [αe]
Delivery speed [m/min]
Yarn strength [cN/tex]
TotalIPI
Piecing quality is particularly important with a high rate of yarn breakagesThe ends down rate when spinning with the R 60 is reduced by lowered spinning tension. The 25 % quicker robot, in comparison to the R 40, can deal with a far greater number of ends down and maintain the high efficiency of the machine. The robots need only 20 seconds for the complete cycle including complete rotor cleaning and doffing. With the unique AEROpiecing® technology, almost yarn-like piecings in mass and strength are achieved. Only this can pre-vent more piecings generating substantial costs in downstream processing.
Faulty piecings create high costsA sample calculation shows the following: a typical Ne 12 denim weaving yarn contains around 0.5 piec-ings per kg of yarn. Just one yarn break in the weav-ing plant today costs – worldwide – approx. 2 EUR, as alongside the efficiency, the fabric quality is very quickly also influenced. Such faults in the fabric are paid for by the buyers with expensive compensation. Under these circumstances, with only a 1 % lower rate of faulty piecings in the weaving plant, already 0.01 EUR per kg of yarn can be saved. This leads to significant savings or even better, to higher profits for the spinner.
Fig. 2 The improved spinning technology of the R 60 brings significant benefits for quality and productivity.
Central drive consumes less energy The modern concept of the R 60 was specifically op-timized for low energy consumption. The greatest energy consumers of the rotor spinning machine are the drives for rotor, suction and opening rollers. For the rapidly turning rotors and opening rollers, opti-mized tangential belt drives have continued to prove energy saving. For the central suction the R 60 ex-hibits advantages, as the electronically-controlled vacuum combined with the automatic filter cleaning avoids unnecessary losses.
The life cycle of the electronic components can be extended by specific heat dissipation. For instance, in the R 60 the drive inverters were concentrated in an area that is specifically cooled by innovative heat dissipation.
Measurements taken at customers have, in compari-son to competitive machine concepts, confirmed en-ergy consumption at least 10 % lower.
The longest machine offers flexibility with independent sidesWith up to 540 rotors, the R 60 is the longest rotor spinning machine on the market. With independently producing machine sides, it can still be as flexibly op-erated as a short machine.
Producing two different yarn qualities on one machine could create the risk of confusion. On the R 60 this is excluded by the double tube loaders, the two package transport belts and the clear allocation of the machine sides on the display. 12-106 •
Dr. Stephan Weidner-Bohnenberger
Head Product Management Rotor Spinning Ingolstadt [email protected]
Competitor
R 60 – Nm 28 / Ne 17, 100 % COTTON WEAVING YARN

16 LINK 59 . 1 /2012
PRODUCT NEWS
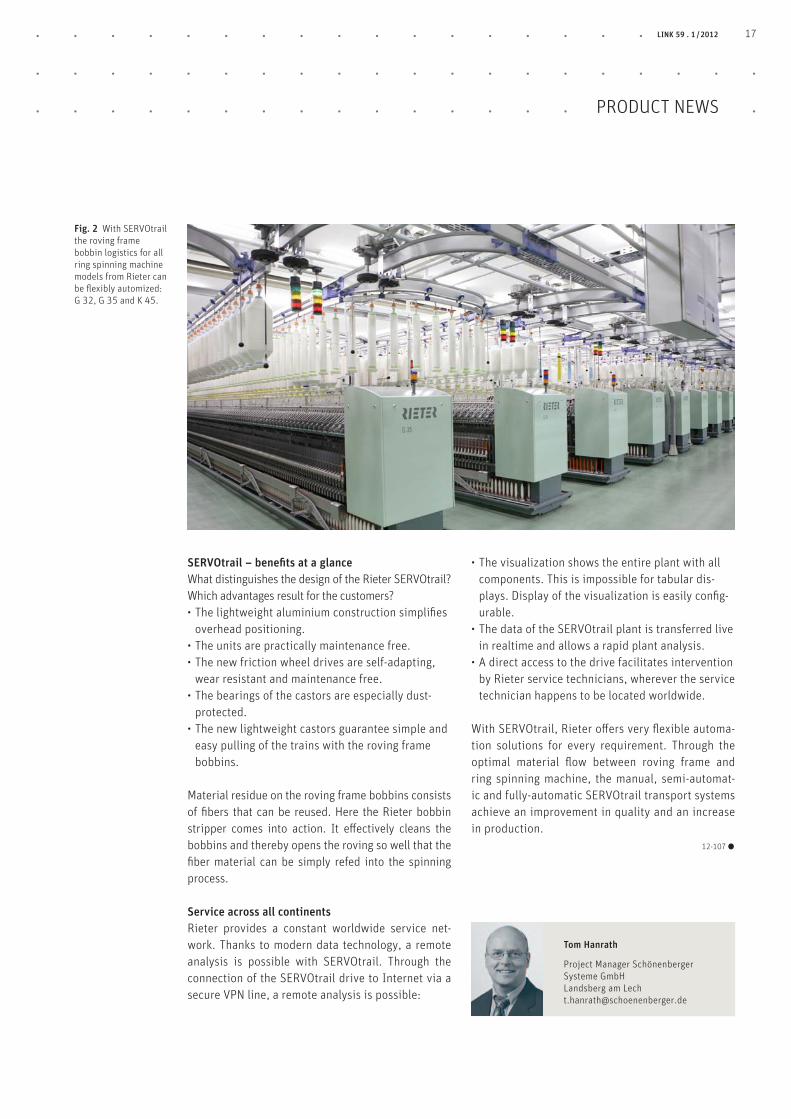
Automation with Rieter SERVOtrail Automation in the ring spinning mill is a worldwide trend. By means of an optimal material flow between roving frame and ring spinning machine, quality improvement and higher production with consecutive personnel savings are achieved by the manual, semi-automatic and fully-automatic SERVOtrail transport systems.
In the spinning preparation through to the roving frame, a qualitatively superior roving is produced with Rieter machines. Unfortunately, the roving frame bobbins are then often treated inexpertly. They are stacked up on top of each other in the trol-ley for intermediate storage. Consequently, the top layer of the soft-turned roving is partially damaged and soiled. This loss in quality of the roving bobbins has a negative effect on the subsequent process.
Perfect material flow from roving frame to the spin-ning machineWith a Rieter SERVOtrail system the ring or compact spinning machines are perfectly supplied with the roving frame bobbins – without compromising on quality. The roving frame bobbins are not touched on the surface but the inner tubes are held and are thereby moved into the ring spinning machine with-out any damage occurring. This ensures that the previ-ously achieved quality of the roving is also maintained between the roving frame and the ring spinning ma-chine.
Flexible automation stages – according to requirementsRieter offers manual, semi-automatic and fully-auto-matic transport systems for the material flow between roving frame and ring spinning machine. According to requirements, Rieter customers can select the level of automation that is most suitable for their spinning plant. For spinning plants with primarily the same assortment range, the Rieter SERVOtrail continu-ous is suitable. For frequent changeovers of fiber mix in the plant, the Rieter SERVOtrail flexible is bene-ficial. With the help of profitability analyses, Rieter can calculate for the customers the return on invest-ment and thereby supports customers in evaluating the most suitable transport system.
Open and easy to clean In textile machine engineering, soiling in the spin-ning plant is one of the greatest challenges. Fiber fly and fluff intrude everywhere, even in practically closed profiles where the rollers are inside. For this reason, Rieter decided in favour of using an open rail profile for the SERVOtrail guide rails.
The advantages of the open profile are:•The rails and trains in the ring spinning machines
are automatically cleaned by the traveling cleaner.•The cleaning of the unit is possible during opera-
tion without removal of parts.•Inspections and maintenance are easy and quickly
made without removal of trains, as the elements are visible and easily accessible.
Fig. 1 Safer bobbin transfer, dependable tube cleaning, rails that do not become dirty and easy storage are a matter of course with Rieter SERVOtrail.
17LINK 59 . 1 /2012
PRODUCT NEWS
SERVOtrail – benefits at a glanceWhat distinguishes the design of the Rieter SERVOtrail? Which advantages result for the customers?•The lightweight aluminium construction simplifies
overhead positioning.•The units are practically maintenance free.•The new friction wheel drives are self-adapting,
wear resistant and maintenance free.•The bearings of the castors are especially dust-
protected.•The new lightweight castors guarantee simple and
easy pulling of the trains with the roving frame bobbins.
Material residue on the roving frame bobbins consists of fibers that can be reused. Here the Rieter bobbin stripper comes into action. It effectively cleans the bobbins and thereby opens the roving so well that the fiber material can be simply refed into the spinning process.
Service across all continentsRieter provides a constant worldwide service net-work. Thanks to modern data technology, a remote analysis is possible with SERVOtrail. Through the connection of the SERVOtrail drive to Internet via a secure VPN line, a remote analysis is possible:
Tom Hanrath
Project Manager Schönenberger Systeme GmbH Landsberg am Lech [email protected]
•The visualization shows the entire plant with all components. This is impossible for tabular dis-plays. Display of the visualization is easily config-urable.
•The data of the SERVOtrail plant is transferred live in realtime and allows a rapid plant analysis.
•A direct access to the drive facilitates intervention by Rieter service technicians, wherever the service technician happens to be located worldwide.
With SERVOtrail, Rieter offers very flexible automa-tion solutions for every requirement. Through the optimal material flow between roving frame and ring spinning machine, the manual, semi-automat-ic and fully-automatic SERVOtrail transport systems achieve an improvement in quality and an increase in production. 12-107 •
Fig. 2 With SERVOtrail the roving frame bobbin logistics for all ring spinning machine models from Rieter can be flexibly automized: G 32, G 35 and K 45.
18 LINK 59 . 1 /2012
PRODUCT NEWS
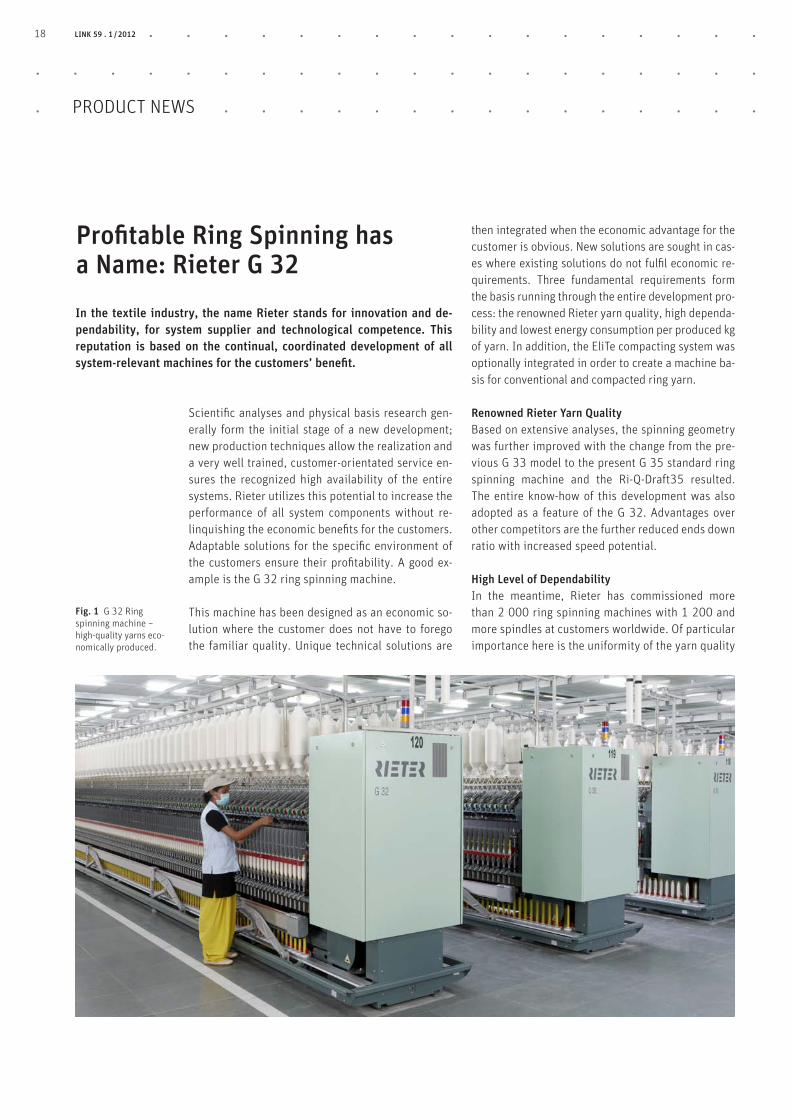
Fig. 1 G 32 Ring spinning machine – high-quality yarns eco-nomically produced.
Profitable Ring Spinning has a Name: Rieter G 32In the textile industry, the name Rieter stands for innovation and de-pendability, for system supplier and technological competence. This reputation is based on the continual, coordinated development of all system-relevant machines for the customers’ benefit.
Scientific analyses and physical basis research gen-erally form the initial stage of a new development; new production techniques allow the realization and a very well trained, customer-orientated service en-sures the recognized high availability of the entire systems. Rieter utilizes this potential to increase the performance of all system components without re-linquishing the economic benefits for the customers. Adaptable solutions for the specific environment of the customers ensure their profitability. A good ex-ample is the G 32 ring spinning machine.
This machine has been designed as an economic so-lution where the customer does not have to forego the familiar quality. Unique technical solutions are
then integrated when the economic advantage for the customer is obvious. New solutions are sought in cas-es where existing solutions do not fulfil economic re-quirements. Three fundamental requirements form the basis running through the entire development pro-cess: the renowned Rieter yarn quality, high dependa-bility and lowest energy consumption per produced kg of yarn. In addition, the EliTe compacting system was optionally integrated in order to create a machine ba-sis for conventional and compacted ring yarn.
Renowned Rieter Yarn QualityBased on extensive analyses, the spinning geometry was further improved with the change from the pre-vious G 33 model to the present G 35 standard ring spinning machine and the Ri-Q-Draft35 resulted. The entire know-how of this development was also adopted as a feature of the G 32. Advantages over other competitors are the further reduced ends down ratio with increased speed potential.
High Level of DependabilityIn the meantime, Rieter has commissioned more than 2 000 ring spinning machines with 1 200 and more spindles at customers worldwide. Of particular importance here is the uniformity of the yarn quality

19LINK 59 . 1 /2012
1.60
1.55
1.50
1.45
1.40
1.35
1.30
1.25
1.2016 500 17 000 17 500 18 000 18 500 19 000 19 500
-8 %
-8 %
PRODUCT NEWS
Fig. 2 Practical values in India confirm the low energy consump-tion of the G 32.
Fig. 3 G 32 with EliTe®CompactSet and the guide arm P3-1 from Rieter.
and also the dependability of the components. State-of-the-art TITAN rings in combination with HPS-18 and HPS-25 spindles stand for extremely long life cycles and lowest energy consumption. The cops change system with SERVOgrip and ROBOdoff pro-vides greatest dependability. SERVOgrip is the de-scription for the controlled cops change without underwinding in combination with adaptable twist factor for sure separation of the yarn ends with all yarn counts and fiber types. ROBOdoff is the widely-known, self-controlling and efficient doffer. The com-bination ensures a very low ratio of start-up ends down of approx. 0.7 % to 1.5 %.
Lowest Energy Consumption per kg YarnRieter carried out extensive measurements under the same conditions for its own G 32 as well as for competitor machines. It was shown that depending on the spindle speed, energy savings with the G 32 from 5 % to 8 %, and in some cases even higher, could be measured.
Generally with the G 32 customers operate with up to 15 % higher spindle speeds compared to competi-tor machines, due to the improved spinning stability.
Combined with the lower start-up and operational ends down, the following macroeconomic advantag-es could be achieved at customers: •up to 8 % lower energy consumption per kg of
yarn [kWh/kg],•up to 25 % more production per spindle per time
unit,•up to 30 % lower personnel requirement per kg of
yarn.
Impressive values that in combination with the re-nowned durability of Rieter machines ensure the profitability of the investment.
Integrable EliTe Compacting System With the construction of the G 32 attention was paid to creating a universal machine that is designed to cover a wide range of applications. This also includes the integration of the Rieter core yarn system and the well-known EliTe compacting system. The latter is currently supplied with central suction and filter box which guarantees lower energy costs compared to small sectional motors as well as a high level of dependability. A further advantage over small sec-tional motors is here the modularity. The machine can both be prepared for EliTe and also be supplied with the integrated EliTe system. It goes without say-ing that the machine can also be retrofitted on site.
Rieter has achieved a real coup with this machine. Flexibility, yarn quality, durability and low yarn pro-duction costs united in one system – the G 32 ring spinning machine has rightly earned its supplemen-tary name: The Money Spinner. 12-108 •
Ener
gy c
onsu
mpt
ion
[kW
h/kg
]
Rieter
Spindle speed [U/min]
NE 30, 100 % COTTON, KNITTING YARN
Andreas Hellwig
Head Product Management Ring Spinning Winterthur [email protected]
Competitor

20 LINK 59 . 1 /2012
ComforJet®
1
2
TECHNOLOGY
ComforJet® yarn convinces users ComforJet® is the brand name of the yarn spun on the Rieter J 20 airjet spinning machine. Various users confirm its advantages in downstream processing and the high quality of the end products.
The new J 20 airjet spinning machine could be ad-mired for the first time on Rieter’s exhibition booth at the ITMA in Barcelona. The many interested visi-tors were impressed by its space-saving concept and clearly structured operating layout. An Ne 50 cotton yarn and an Ne 30 viscose yarn were spun simultane-ously on the completely independent machine sides.
Positive feedback from knitting mills to Hermann Bühler Ltd The cotton yarn was produced from raw ma-terial from Hermann Bühler’s spinning mill in Switzerland. This company already successfully man-ufactures ComforJet® yarns on its Rieter airjet spin-ning machines and is one of the first licensees of the
ComforJet® brand. Experience with purchasers of its yarns is very positive. Renata Franz, Business De-velopment Manager at Hermann Bühler, comments: “The good package build of the cylindrical bobbins facilitates faultless take-off behavior on the knitting machine.”
High speeds on the knitting machine impress Santoni customers Good running properties in the knitting mill have also been confirmed by Italian knitting machine manufac-turer Santoni, the market leader in seamless knitting machines. The cylindrical packages of airjet-spun yarn were supplied by Hermann Bühler and pro-cessed on its ATLAS HS (high speed) circular knit-ting machine in the company’s test center and on its booth at the ITMA in Barcelona.
To quote Gianpiero Valsecchi, Santoni’s sales man-ager: “The high speed of 45 rpm and the extremely low fiber fly of the ComforJet® cotton yarn in particu-lar fascinated us and visitors to our booth.” Accord-ing to Gianpiero Valsecchi, ComforJet® yarn enables maximum productivity to be achieved while machine cleaning effort is reduced at the same time. Efficien-cy is improved significantly due to the very low inci-dence of fiber fly.
Advantages for textile finishers and final customersThe special structure of the yarn enables size and dyestuff to be reduced in textile finishing. Compared to conventional ring-spun yarn, the finished fabric impresses after washing with extremely low pilling, lower shrinkage and very high dimensional stability. The uniform fabric appearance and – for an airjet-spun yarn – pleasantly soft hand in the finished fab-ric are further characteristic features of ComforJet® yarn. 12-109 •
Fig. 1 Santoni’s Atlas HS circular knitting machine produces at 45 rpm with Comfor-Jet® cotton yarn.
Anja Knick
Senior Marketing [email protected]
Fig. 2 ComforJet®, the new yarn, spun on the Rieter airjet spinning machine.
21LINK 59 . 1 /2012
TECHNOLOGY
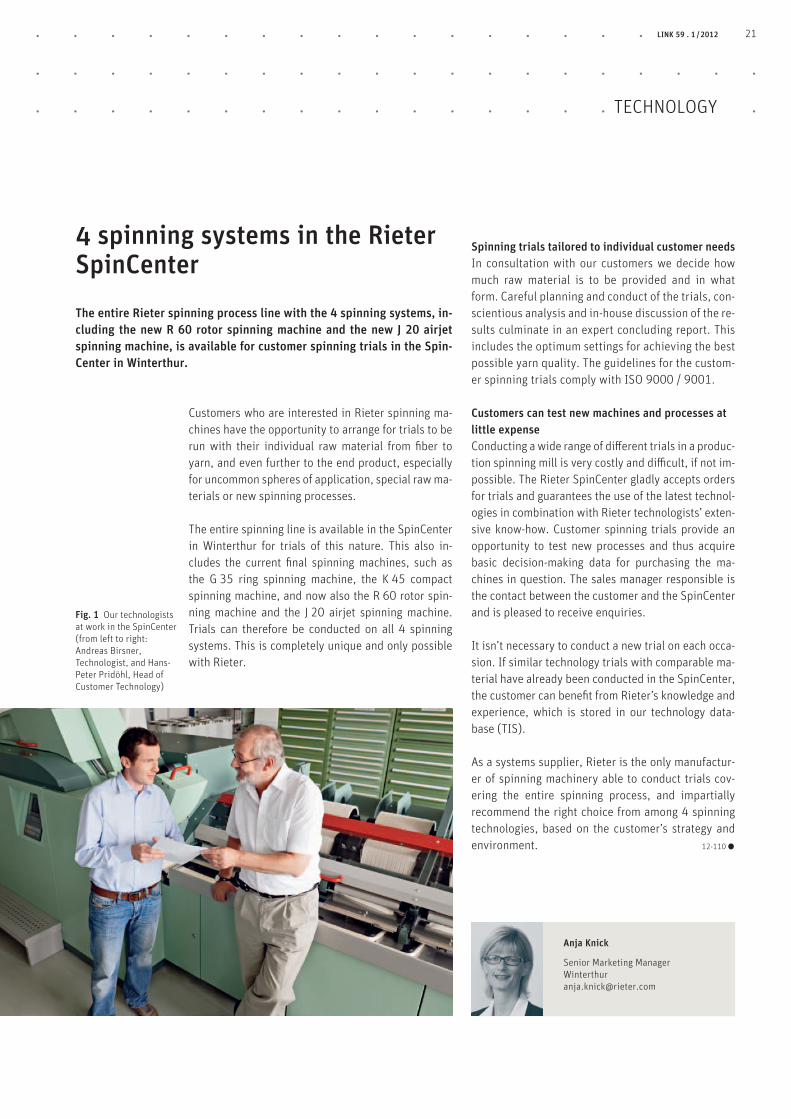
4 spinning systems in the Rieter SpinCenterThe entire Rieter spinning process line with the 4 spinning systems, in-cluding the new R 60 rotor spinning machine and the new J 20 airjet spinning machine, is available for customer spinning trials in the Spin-Center in Winterthur.
Spinning trials tailored to individual customer needsIn consultation with our customers we decide how much raw material is to be provided and in what form. Careful planning and conduct of the trials, con-scientious analysis and in-house discussion of the re-sults culminate in an expert concluding report. This includes the optimum settings for achieving the best possible yarn quality. The guidelines for the custom-er spinning trials comply with ISO 9000 / 9001.
Customers can test new machines and processes at little expenseConducting a wide range of different trials in a produc-tion spinning mill is very costly and difficult, if not im-possible. The Rieter SpinCenter gladly accepts orders for trials and guarantees the use of the latest technol-ogies in combination with Rieter technologists’ exten-sive know-how. Customer spinning trials provide an opportunity to test new processes and thus acquire basic decision-making data for purchasing the ma-chines in question. The sales manager responsible is the contact between the customer and the SpinCenter and is pleased to receive enquiries.
It isn’t necessary to conduct a new trial on each occa-sion. If similar technology trials with comparable ma-terial have already been conducted in the SpinCenter, the customer can benefit from Rieter’s knowledge and experience, which is stored in our technology data-base (TIS).
As a systems supplier, Rieter is the only manufactur-er of spinning machinery able to conduct trials cov-ering the entire spinning process, and impartially recommend the right choice from among 4 spinning technologies, based on the customer’s strategy and environment. 12-110 •
Customers who are interested in Rieter spinning ma-chines have the opportunity to arrange for trials to be run with their individual raw material from fiber to yarn, and even further to the end product, especially for uncommon spheres of application, special raw ma-terials or new spinning processes.
The entire spinning line is available in the SpinCenter in Winterthur for trials of this nature. This also in-cludes the current final spinning machines, such as the G 35 ring spinning machine, the K 45 compact spinning machine, and now also the R 60 rotor spin-ning machine and the J 20 airjet spinning machine. Trials can therefore be conducted on all 4 spinning systems. This is completely unique and only possible with Rieter.
Anja Knick
Senior Marketing [email protected]
Fig. 1 Our technologists at work in the SpinCenter (from left to right: Andreas Birsner, Technologist, and Hans-Peter Pridöhl, Head of Customer Technology)
22 LINK 59 . 1 /2012
2 3 . 0 -2 5 . 4 2 6 . 1 9 2 6 . 9 9 2 7 . 7 8 2 8 . 5 8 2 9 . 3 7 3 0 . 1 6 3 0 . 9 6 3 1 . 7 5 3 2 . 5 4 3 3 . 3 4 3 4 . 1 3 3 4 . 9 3 3 5 . 7 -4 4 . 4 1
2 9 /3 2 -1 1 1 /3 2 1 1 /1 6 1 3 /3 2 1 1 /8 1 5 /3 2 1 3 /1 6 1 7 /3 2 1 1 /4 1 9 /3 2 1 5 /1 6 1 1 1 /3 2 1 3 /8 1 3 /3 2 -1 3 /4
5 . 0
4 . 5
4 . 0
3 . 5
3 . 0
2 . 5
2 . 0
1 . 5
1 . 0
0 . 5
0
1,5
1 6 0
1 4 0
1 2 0
1 0 0
8 0
6 0
4 0
2 0
0
7,8
71
162
TECHNOLOGY
(mm)
(inch)
RANGE OF APPLICATION OF THE SPINNING SYSTEMS FOR 100 % COTTON
[1 0
00
00
0 to
ns]
(mm)
short
AFIS Autojet; commercial staple; UQL (w) (mm)
medium long extra long
(inch)
Ring spinning
Rotor spinning Air-jet spinning
SPINNING UNITS INSTALLED WORLDWIDE 2010
Tota
l ins
talle
d sp
inni
ng u
nits
[mill
ion]
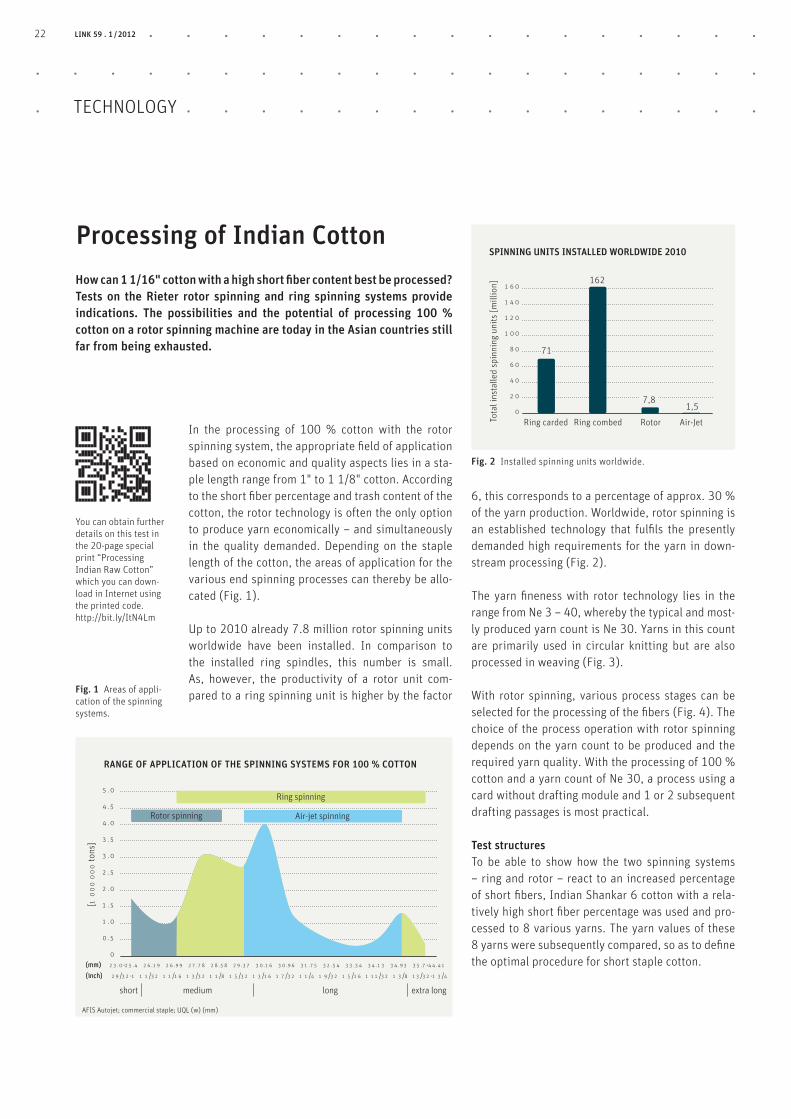
Fig. 2 Installed spinning units worldwide.
Ring carded Ring combed Rotor Air-Jet
Processing of Indian Cotton How can 1 1/16" cotton with a high short fiber content best be processed? Tests on the Rieter rotor spinning and ring spinning systems provide indications. The possibilities and the potential of processing 100 % cotton on a rotor spinning machine are today in the Asian countries still far from being exhausted.
In the processing of 100 % cotton with the rotor spinning system, the appropriate field of application based on economic and quality aspects lies in a sta-ple length range from 1" to 1 1/8" cotton. According to the short fiber percentage and trash content of the cotton, the rotor technology is often the only option to produce yarn economically – and simultaneously in the quality demanded. Depending on the staple length of the cotton, the areas of application for the various end spinning processes can thereby be allo-cated (Fig. 1). Up to 2010 already 7.8 million rotor spinning units worldwide have been installed. In comparison to the installed ring spindles, this number is small. As, however, the productivity of a rotor unit com-pared to a ring spinning unit is higher by the factor
6, this corresponds to a percentage of approx. 30 % of the yarn production. Worldwide, rotor spinning is an established technology that fulfils the presently demanded high requirements for the yarn in down-stream processing (Fig. 2).
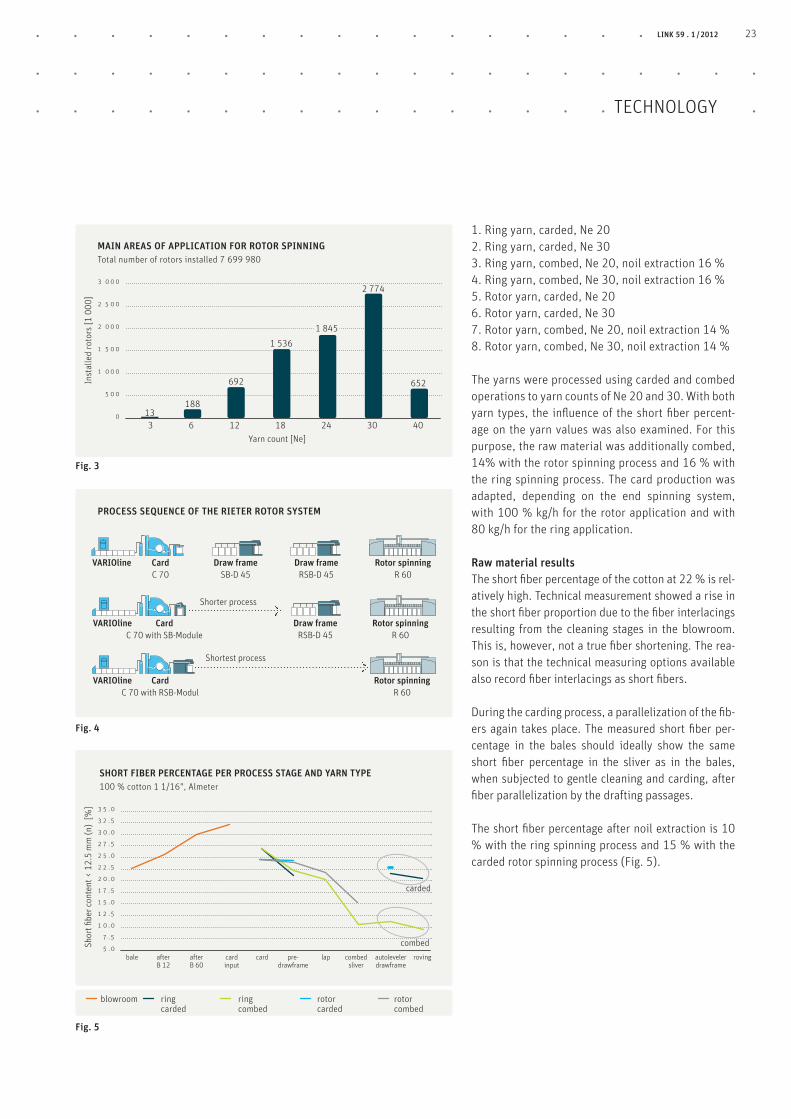
The yarn fineness with rotor technology lies in the range from Ne 3 – 40, whereby the typical and most-ly produced yarn count is Ne 30. Yarns in this count are primarily used in circular knitting but are also processed in weaving (Fig. 3).
With rotor spinning, various process stages can be selected for the processing of the fibers (Fig. 4). The choice of the process operation with rotor spinning depends on the yarn count to be produced and the required yarn quality. With the processing of 100 % cotton and a yarn count of Ne 30, a process using a card without drafting module and 1 or 2 subsequent drafting passages is most practical.
Test structuresTo be able to show how the two spinning systems – ring and rotor – react to an increased percentage of short fibers, Indian Shankar 6 cotton with a rela-tively high short fiber percentage was used and pro-cessed to 8 various yarns. The yarn values of these 8 yarns were subsequently compared, so as to define the optimal procedure for short staple cotton.
You can obtain further details on this test in the 20-page special print “Processing Indian Raw Cotton” which you can down-load in Internet using the printed code.http://bit.ly/ItN4Lm
Fig. 1 Areas of appli-cation of the spinning systems.
23LINK 59 . 1 /2012
3 5 . 0
3 2 . 5
3 0 . 0
2 7 . 5
2 5 . 0
2 2 . 5
2 0 . 0
1 7 . 5
1 5 . 0
1 2 . 5
1 0 . 0
7 . 5
5 . 0
13188
692
1 536
1 845
2 774
652
3 6 12 18 24 30 40
3 0 0 0
2 5 0 0
2 0 0 0
1 5 0 0
1 0 0 0
5 0 0
0
TECHNOLOGYIn
stal
led
roto
rs [1
000
]
Fig. 3
Fig. 4
Yarn count [Ne]
MAIN AREAS OF APPLICATION FOR ROTOR SPINNINGTotal number of rotors installed 7 699 980
PROCESS SEQUENCE OF THE RIETER ROTOR SYSTEM
Rotor spinningR 60
Draw frameRSB-D 45
CardC 70 with SB-Module
VARIOline
VARIOline CardC 70
Draw frameSB-D 45
Draw frameRSB-D 45
Rotor spinningR 60
Shortest process
Rotor spinningR 60
CardC 70 with RSB-Modul
VARIOline
Shorter process
Fig. 5
Shor
t fibe
r con
tent
< 1
2.5
mm
(n)
[%]
SHORT FIBER PERCENTAGE PER PROCESS STAGE AND YARN TYPE100 % cotton 1 1/16", Almeter
carded
combedbale after
B 12 after B 60
card input
card lap rovingpre- drawframe
combed sliver
autoleveler drawframe
blowroom ring carded
ring combed
rotor carded
rotor combed
1. Ring yarn, carded, Ne 202. Ring yarn, carded, Ne 303. Ring yarn, combed, Ne 20, noil extraction 16 %4. Ring yarn, combed, Ne 30, noil extraction 16 %5. Rotor yarn, carded, Ne 206. Rotor yarn, carded, Ne 307. Rotor yarn, combed, Ne 20, noil extraction 14 %8. Rotor yarn, combed, Ne 30, noil extraction 14 %
The yarns were processed using carded and combed operations to yarn counts of Ne 20 and 30. With both yarn types, the influence of the short fiber percent-age on the yarn values was also examined. For this purpose, the raw material was additionally combed, 14% with the rotor spinning process and 16 % with the ring spinning process. The card production was adapted, depending on the end spinning system, with 100 % kg/h for the rotor application and with 80 kg/h for the ring application.
Raw material resultsThe short fiber percentage of the cotton at 22 % is rel-atively high. Technical measurement showed a rise in the short fiber proportion due to the fiber interlacings resulting from the cleaning stages in the blowroom. This is, however, not a true fiber shortening. The rea-son is that the technical measuring options available also record fiber interlacings as short fibers.
During the carding process, a parallelization of the fib-ers again takes place. The measured short fiber per-centage in the bales should ideally show the same short fiber percentage in the sliver as in the bales, when subjected to gentle cleaning and carding, after fiber parallelization by the drafting passages.
The short fiber percentage after noil extraction is 10 % with the ring spinning process and 15 % with the carded rotor spinning process (Fig. 5).
24 LINK 59 . 1 /2012
250
225
200
175
150
125
100
75
50
25
0
16
15.5
15
14.5
14
13.5
13
12.5
12
11.5
11
35
14.8714.71
15.48
12.3760
3824
102 7
21
6368
42
217
0.110.100.090.080.070.060.050.040.030.020.010.00
2 2 . 0
2 1 . 5
2 1 . 0
2 0 . 5
2 0 . 0
1 9 . 5
1 9 . 0
1 8 . 5
1 8 . 0
1 7 . 5
1 7 . 0
1 6 . 5
1 6 . 0
TECHNOLOGY
0,1050,105 0,073 0,011 0,019
0,107
0,104
0,099 0,0540,1090,109
bale after B 12
after B 60
card input
card lap rovingpre- drawframe
comber sliver
autoleveler drawframe
blowroom ring carded
ring combed
rotor carded
rotor combed
Mea
n fib
er le
ngth
(n)
[mm
]
MEAN FIBER LENGTH PER PROCESS STAGE AND YARN TYPE100 % cotton 1 1/16", Almeter
TRASH CONTENT PER PROCESS STAGE AND YARN TYPE100 % cotton 1 1/16", ITV
Fig. 7
card lap comber sliver autoleveler draw frame
Ring carded
Rotor cardedRing combed
Rotor combed
Num
ber o
f im
perf
ectio
ns
YARN QUANITY DEPENDENT ON SPINNING PROCESS100 % cotton 1 1/16", Ne 30, αm = 109, R 40 and G 33 (winded)
Fig. 8
Ring combed 16.4 % noil
CVmThin places -50 % Thick places +50 % Neps +280 %
Rotor carded
Rotor combed 13.9 % noil
Ring carded
combed
carded
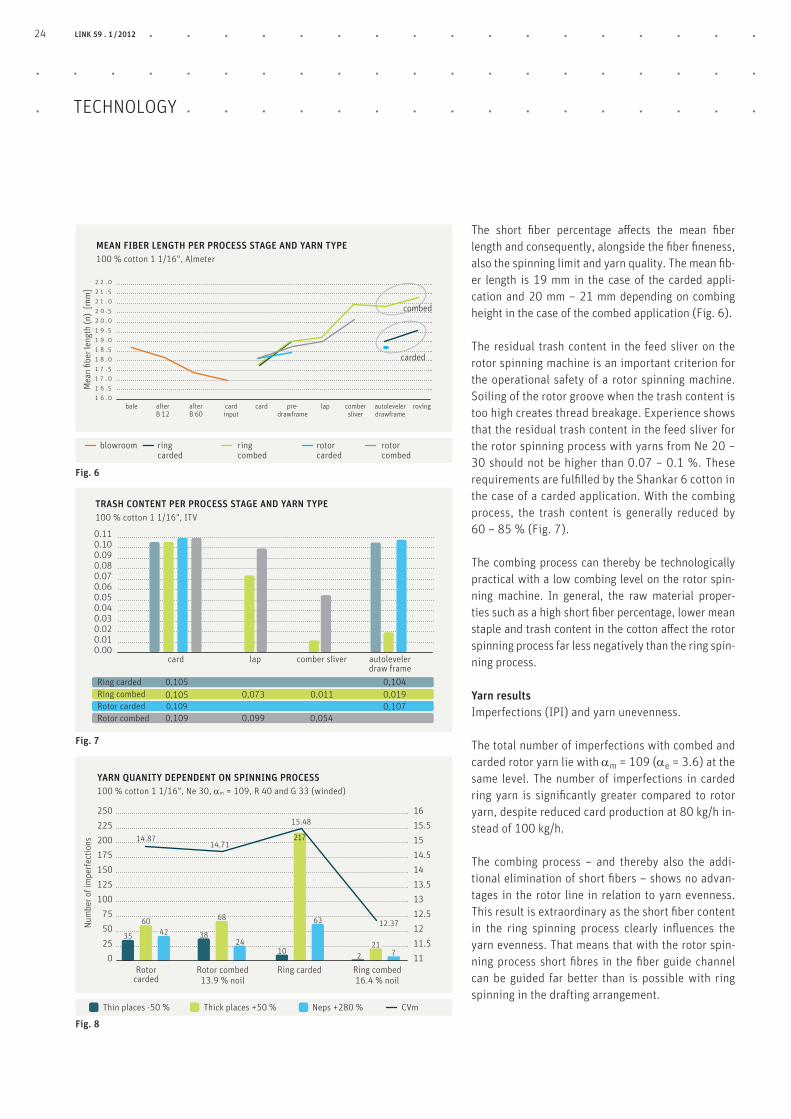
The short fiber percentage affects the mean fiber length and consequently, alongside the fiber fineness, also the spinning limit and yarn quality. The mean fib-er length is 19 mm in the case of the carded appli-cation and 20 mm – 21 mm depending on combing height in the case of the combed application (Fig. 6).
The residual trash content in the feed sliver on the rotor spinning machine is an important criterion for the operational safety of a rotor spinning machine.Soiling of the rotor groove when the trash content is too high creates thread breakage. Experience shows that the residual trash content in the feed sliver for the rotor spinning process with yarns from Ne 20 – 30 should not be higher than 0.07 – 0.1 %. These requirements are fulfilled by the Shankar 6 cotton in the case of a carded application. With the combing process, the trash content is generally reduced by 60 – 85 % (Fig. 7).
The combing process can thereby be technologically practical with a low combing level on the rotor spin-ning machine. In general, the raw material proper-ties such as a high short fiber percentage, lower mean staple and trash content in the cotton affect the rotor spinning process far less negatively than the ring spin-ning process.
Yarn resultsImperfections (IPI) and yarn unevenness.
The total number of imperfections with combed and carded rotor yarn lie with αm = 109 (αe = 3.6) at the same level. The number of imperfections in carded ring yarn is significantly greater compared to rotor yarn, despite reduced card production at 80 kg/h in-stead of 100 kg/h.
The combing process – and thereby also the addi-tional elimination of short fibers – shows no advan-tages in the rotor line in relation to yarn evenness. This result is extraordinary as the short fiber content in the ring spinning process clearly influences the yarn evenness. That means that with the rotor spin-ning process short fibres in the fiber guide channel can be guided far better than is possible with ring spinning in the drafting arrangement.
Fig. 6
25LINK 59 . 1 /2012
TECHNOLOGYN
umbe
r of p
artic
les/
1 00
0 m
TRASH PARTICLES IN THE YARN DEPENDENT ON PROCESS100 % 1 1/16" Cotton, Yarn count Ne 30, αm = 109, R 40 and G 33 (winded)
Fig 9
Rotor carded Rotor combed 13.9 % comber noil
Ring carded Ring combed 16.4 % comber noil
Fig. 10
Rotor carded, αm = 109
Rotor combed, αm = 109
Ring combed, αm = 98
Ring carded, αm = 109
100 % COTTON 1 1/16", NE 20, COMBER NOIL 13.9 %, R 40 AND G 33 (WINDED)
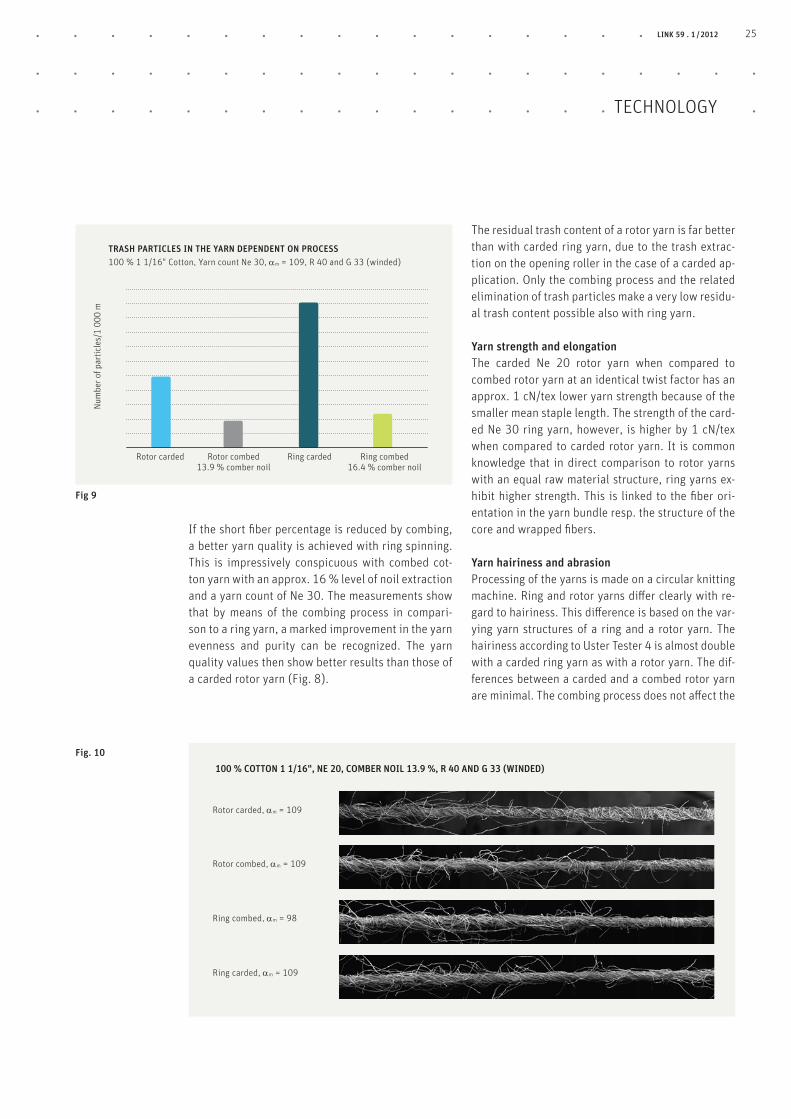
If the short fiber percentage is reduced by combing, a better yarn quality is achieved with ring spinning. This is impressively conspicuous with combed cot-ton yarn with an approx. 16 % level of noil extraction and a yarn count of Ne 30. The measurements show that by means of the combing process in compari-son to a ring yarn, a marked improvement in the yarn evenness and purity can be recognized. The yarn quality values then show better results than those of a carded rotor yarn (Fig. 8).
The residual trash content of a rotor yarn is far better than with carded ring yarn, due to the trash extrac-tion on the opening roller in the case of a carded ap-plication. Only the combing process and the related elimination of trash particles make a very low residu-al trash content possible also with ring yarn.
Yarn strength and elongationThe carded Ne 20 rotor yarn when compared to combed rotor yarn at an identical twist factor has an approx. 1 cN/tex lower yarn strength because of the smaller mean staple length. The strength of the card-ed Ne 30 ring yarn, however, is higher by 1 cN/tex when compared to carded rotor yarn. It is common knowledge that in direct comparison to rotor yarns with an equal raw material structure, ring yarns ex-hibit higher strength. This is linked to the fiber ori-entation in the yarn bundle resp. the structure of the core and wrapped fibers.
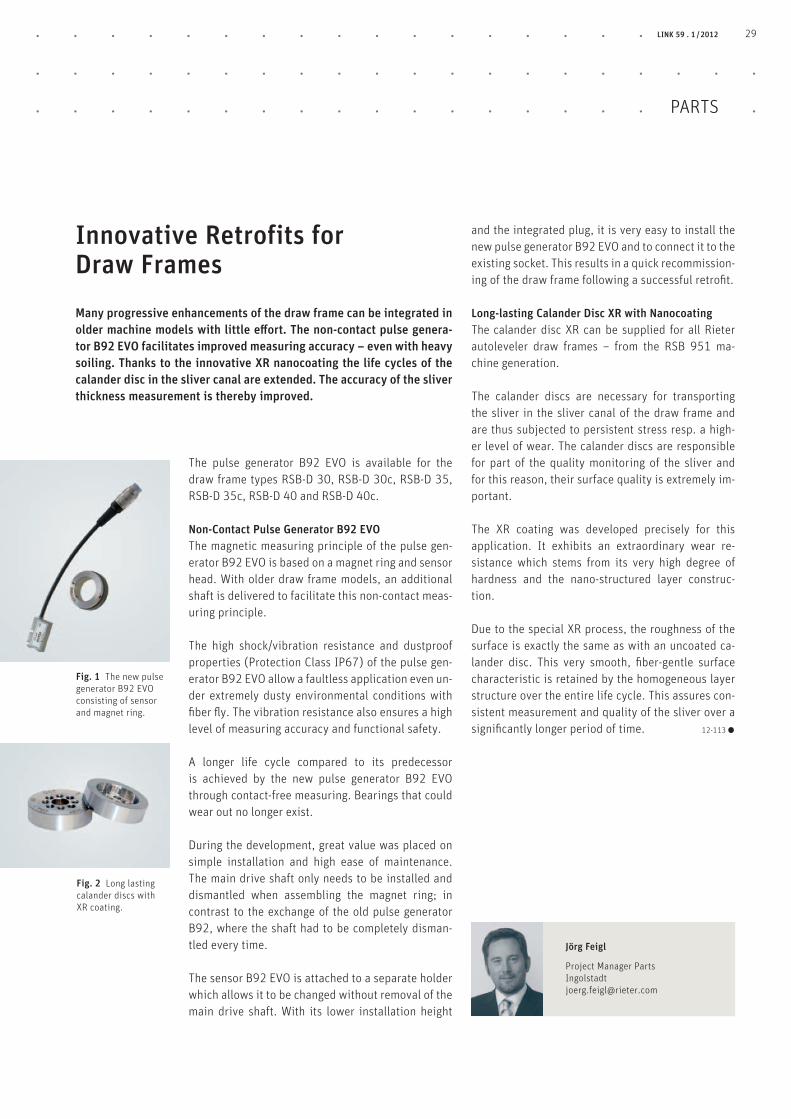
Yarn hairiness and abrasionProcessing of the yarns is made on a circular knitting machine. Ring and rotor yarns differ clearly with re-gard to hairiness. This difference is based on the var-ying yarn structures of a ring and a rotor yarn. The hairiness according to Uster Tester 4 is almost double with a carded ring yarn as with a rotor yarn. The dif-ferences between a carded and a combed rotor yarn are minimal. The combing process does not affect the

26 LINK 59 . 1 /2012
TECHNOLOGY
Micrographs show the typical rotor yarn structure with wrapper fibers in comparison to the ring yarn structure. The greater hairiness and the associated volume increase of the ring yarn are clearly visible on the micrographs. Normally, a rotor yarn is charac-terized by a greater yarn diameter than a ring yarn, at an equal yarn count. This results in higher opac-ity in knits. However, as is shown by these results, this effect can also be reversed by a shortening sta-ple length with ring yarn due to inferior yarn orienta-tion and bonding in the yarn strand (Fig. 10).
Knitted fabric propertiesIn this specific case, the following commonly prac-tised and typical criteria for assessment of the knits were applied:•Fabric touch •Opacity•Evenness•Pilling
Touch, opacity and evennessAs to be expected, ring yarn is softer to the touch than rotor yarn. The greater opacity of the carded ring yarn compared to rotor yarn is in this case due to the higher hairiness. This influence is also appar-ent in the diminished opacity of combed ring yarn. Carded ring yarn shows a clearly inferior fabric ap-pearance to that of rotor yarns.
Only the combing process can improve the appear-ance in comparison to carded ring yarns to lie within the same range as rotor yarn. The use of the comb-ing process with rotor yarn cannot achieve improve-ments in the knits.
PillingMost of the physical properties of an end article are the result of the structure of the processed yarn. The pilling characteristics of the textile surface, espe-cially in knits, are one of the most important qual-ity criteria. End articles that form surface fiber pills after only a short period of wear cause an extreme devaluation of quality and are undesirable. Pilling is therefore a constant theme and can be substantially influenced and improved by lower hairiness and the fiber bonding structure of the end spinning process.
hairiness values of a rotor yarn. Thus, with rotor yarn the yarn hairiness is not primarily determined by the fiber length for but rather by the yarn structure.
Clear advantages concerning yarn abrasion are ob-vious with rotor yarns. Abrasion with a ring yarn is higher by more than factor 5 compared to that of a rotor yarn. It can be ascertained that the combing process has a positive impact on the yarn abrasion of a rotor yarn. The advantages of the rotor spinning technology when processing Shankar 6 cotton with a relatively high level of short fibers are impressive.
Fig. 11Rotor carded,Single Jersey 100 %,Cotton, 1 1/16",Ne 30,Navel KS-NX,110 000 U/min, αm 109.
Fig. 12Rotor combed,Single Jersey 100 %,Cotton, 1 1/16",Ne 30,Navel KS-NX,110 000 U/min, αm 109.
Fig. 13Ring carded,Single Jersey 100 %,Cotton,1 1/16",Ne 30,12 200 U/min, αm 109.
Fig. 14Ring combed,Single Jersey 100 %,Cotton,1 1/16",Ne 30,15 000 U/min, αm 109.

27LINK 59 . 1 /2012
6
5
4
3
2
1
0
TECHNOLOGY
With all the knits examined, the ring yarn showed the worst pilling values. The carded rotor yarn achieved the lowest pilling values resp. the best marks (Figs. 11-14). The greater randomization of fibers and the wrapper fibers produce resistance to the formation of fiber pills. It can be clearly seen that the combed rotor yarns show inferior values to those of the carded rotor yarns. This fact can also be ex-plained by the reducing randomization of the fibers due to the different staple compositions (Fig. 15).
SummaryBy means of the combing process, the trash content is reduced in a range from 60 – 85 %. With a low combing level, the combing process can certainly represent a technologically suitable solution for the rotor spinning process. The additional short fiber extraction shows no benefit in the question of yarn evenness with rotor yarn.
That means with the rotor spinning process, short fibers can be far better guided through the fiber guide channel than is possible with ring spinning by means of the drafting arrangement. In contrast, with the production of ring yarn the combing process is indispensible to improve quality when a higher short fiber percentage, a lower mean staple or a higher trash content exist in the cotton.
Such prerequisites have a far less negative effect on the rotor spinning process than on the ring spinning process. According to the raw material constellation and the type of downstream processing, the rotor spinning process can be considered as more eco-nomical. The evenness of the rotor yarns is superior to that of ring yarn in the case of processing carded Shankar 6 cotton at a yarn count of Ne 20.
By means of the combing process, the ring yarn qual-ity can be considerably improved and is only then su-perior to the carded rotor yarn in the case examined, with the exception of the hairiness and abrasion re-sistance and the pilling values.
The greater hairiness and the associated volume in-crease in the ring yarn resulted in a better opacity in the knitted fabric. Normally, a rotor yarn is charac-terized by a greater yarn diameter at equal yarn fine-ness than with a ring yarn. This results in a higher opacity in the knitted fabric. This effect can be re-versed by a shortening staple length due to the infe-rior fiber orientation and bonding in the yarn strand.
Ring yarn has a softer touch compared to rotor yarn. By means of the combing process with rotor yarn, no improvement in the knitted fabric can be achieved.
The reduction of the twist coefficient with combed rotor yarn also does not lead to any improvement, neither in the touch nor in the other assessment criteria. With all the knits examined, the ring yarn exhibited the worst pilling values. The rotor yarn achieved the best pilling values. 12-111 •
PILLING VS. TYPE OF YARNKnitted fabric, Ne 20, acc. to Martindale, Yarn count Ne 20, Martindale
The
high
er th
e gr
ade,
the
bett
er
Fig. 15
Rotor carded, αm = 109
Ring carded, αm = 109
Ring combed, αm = 98
Rotor combed, αm = 109
Harald Schwippl
Head [email protected]
Cycles
500 1 000 1 500 2 000 2 500 3 000 3 500 4 000 4 500 5 000 5 500 6 000 6 500 7 000 7 500

28 LINK 59 . 1 /2012
1
2
PARTS
Urs Tschanz
Head Sales Support Parts SYSWinterthur [email protected]
Precise Spindle Monitoring with ISMAutomation of production, especially in the spinning process, is becoming increasingly important. Rapid intervention where a problem arises, high machine productivity and the resulting minimizing of follow-up costs are factors that mean a decisive competitive edge for yarn producers.
Rieter offers a system which can significantly influ-ence just these factors. Optimizing Production and Quality Individual Spindle Monitoring System (ISM) is based on the optical scanning of the ring traveler. If the traveler is no longer rotating on the ring, the con-trol detects an end down and signalizes this by the three-stage light guide system. Continuous moni-toring also permits slipper spindles to be precisely identified and indicated.
The machine operator is therefore in the position to locate the fault and to very quickly rectify it on the spot. (Fig. 1)
Fault Finding instead of Fault SearchingThe precise operator guide allows personnel to op-timize their procedures and thereby results in clear time saving. Unnecessary inspection tours are no longer made. Direct access to the right spinning posi-tion also brings a reduction in avoidable fiber waste. (Fig. 2)
Uninterrupted Documentation of Spinning PositionsAll ISM data is stored and can be used for numerous types of analysis. Connection to the Rieter data col-lection system SPIDERweb is unproblematic.
Also available as RetrofitRieter Parts offers this system as an economical ret-rofit on new as well as on older machine generations. Efficiency will be demonstrably increased and the constancy of the yarn quality improved. 12-112 •
29LINK 59 . 1 /2012
PARTS
Jörg Feigl
Project Manager Parts Ingolstadt [email protected]
Innovative Retrofits for Draw FramesMany progressive enhancements of the draw frame can be integrated in older machine models with little effort. The non-contact pulse genera-tor B92 EVO facilitates improved measuring accuracy – even with heavy soiling. Thanks to the innovative XR nanocoating the life cycles of the calander disc in the sliver canal are extended. The accuracy of the sliver thickness measurement is thereby improved.
The pulse generator B92 EVO is available for the draw frame types RSB-D 30, RSB-D 30c, RSB-D 35, RSB-D 35c, RSB-D 40 and RSB-D 40c.
Non-Contact Pulse Generator B92 EVOThe magnetic measuring principle of the pulse gen-erator B92 EVO is based on a magnet ring and sensor head. With older draw frame models, an additional shaft is delivered to facilitate this non-contact meas-uring principle.
The high shock/vibration resistance and dustproof properties (Protection Class IP67) of the pulse gen-erator B92 EVO allow a faultless application even un-der extremely dusty environmental conditions with fiber fly. The vibration resistance also ensures a high level of measuring accuracy and functional safety.
A longer life cycle compared to its predecessor is achieved by the new pulse generator B92 EVO through contact-free measuring. Bearings that could wear out no longer exist.
During the development, great value was placed on simple installation and high ease of maintenance. The main drive shaft only needs to be installed and dismantled when assembling the magnet ring; in contrast to the exchange of the old pulse generator B92, where the shaft had to be completely disman-tled every time.
The sensor B92 EVO is attached to a separate holder which allows it to be changed without removal of the main drive shaft. With its lower installation height
Fig. 1 The new pulse generator B92 EVO consisting of sensor and magnet ring.
Fig. 2 Long lasting calander discs with XR coating.
and the integrated plug, it is very easy to install the new pulse generator B92 EVO and to connect it to the existing socket. This results in a quick recommission-ing of the draw frame following a successful retrofit.
Long-lasting Calander Disc XR with NanocoatingThe calander disc XR can be supplied for all Rieter autoleveler draw frames – from the RSB 951 ma-chine generation.
The calander discs are necessary for transporting the sliver in the sliver canal of the draw frame and are thus subjected to persistent stress resp. a high-er level of wear. The calander discs are responsible for part of the quality monitoring of the sliver and for this reason, their surface quality is extremely im-portant.
The XR coating was developed precisely for this application. It exhibits an extraordinary wear re-sistance which stems from its very high degree of hardness and the nano-structured layer construc-tion.
Due to the special XR process, the roughness of the surface is exactly the same as with an uncoated ca-lander disc. This very smooth, fiber-gentle surface characteristic is retained by the homogeneous layer structure over the entire life cycle. This assures con-sistent measurement and quality of the sliver over a significantly longer period of time. 12-113 •

30 LINK 59 . 1 /2012
RIETER INSIDE
1 2
3
http://bit.ly/IC1dEN
Michel Gelin
Senior Marketing Manager [email protected]
The Comfort of Competence – the video clip Advertising spots tell us entire stories every day – in the space of a few seconds. Rieter’s total offering, the advantages enjoyed by custom-ers with Rieter as their systems supplier – these are explained in the “The Comfort of Competence” campaign. A brief, unconventional adver-tising spot illustrates the new campaign in an exciting way.
“The Comfort of Competence” is the customer ben-efit provided by Rieter Spun Yarn Systems. Rieter is a strong, competent partner, dedicated to making customers’ lives easier by offering care and support from the initial investment discussions to the suc-cessful operation of a spinning mill.
The new advertising spot illustrates just this mes-sage and puts the focus on the comfortable armchair, which serves as a metaphor for Rieter’s machines and services.
The history of a project with RieterThe spot shows a project undertaken with Rieter in simplified form. It starts with discussions between a customer and a Rieter salesman, who provides the customer with expert advice on all 4 spinning pro-cesses. The signed project is then laid out in 3D on the computer and adapted to the customer’s wish-es. Rieter then conducts various textile trials with the customer’s raw material in order to establish the precise spinning parameters. The machines supplied are installed quickly and reliably in a coordinated team effort by Rieter fitters. Before the installation is handed over to the customer, quality tests are per-formed – and certified after successful completion.
Rieter celebrates the climax of these operations – the handover of the installation – together with the cus-tomer. The satisfied customer raises his glass with Rieter employees in a toast to the successful comple-tion of the project.
Now watch it!Visitors to our exhibition stand at the ITMA in Barce-lona were already able to watch the new advertising spot or were shown it on an iPad by a Rieter sales engineer.
The advertising spot is now accessible for viewing on the Rieter website. Use this printed QR code to view it in comfort on your mobile phone. 12-114 •
Fig. 1 Behind the scenes: video record-ing of the textile trial.
Fig. 2 The camera focuses on the Rieter sales engineer.
Fig. 3 Perfect lighting of the scene for the video clip.

31LINK 59 . 1 /2012
RIETER INSIDE
The Rieter Award consists of two components: an in-dividual distinction in the winner’s home country and a trip to Rieter in Switzerland. The prize trophy and the accompanying certificate were handed over to Ms. Le during the Rieter symposium in Ho Chi Minh City in Vietnam. The event, which took place on 25. October 2011, was attended by more than 100 repre-sentatives of 36 customers from the southern regions of Vietnam. The ceremonial prizegiving met with a great reception by all the guests, with particular trib-ute also being paid to Rieter’s support and promotion of young textile science students.
On the occasion of the Rieter Award week in Septem-ber 2011, Ms. Le travelled together with all other prizewinners from around the globe to spend seven days in Switzerland including a trip Barcelona to visit the ITMA 2011.
This gave Award winners the chance to get to know Rieter as a company and its employees and they had the unique opportunity to study the latest innovations of the textile machine industry at close quarters. – A summit meeting for the “textile future”. 12-115 •
Presentation of the Rieter Award in Vietnam In 2011, the coveted Rieter Award was once again presented to a stu-dent from Vietnam. Winner of the Rieter Award was Ms. Le Nguyen Bao Quyen from the Technical University in Ho Chi Minh City. In her student research project, Ms. Le selected a very interesting branch in the diver-sified field of textile applications by examining non-woven fabrics.
Left to right: Rolf Zimmermann, Rieter Sales Engineer Asia/Orient, Thomas Kuettel, Rieter Head Sales Area Asia Pacific & Orient, Le Nguyen Bao Quyen from Vietnam, winner of the Rieter Award 2011, Reto Thom, Head Sales.
The Rieter Award winners 2011 on their visit to the Rieter headquarters in Winterthur (Switzerland). Front row, from the left: Qin Wang (China), Le Nguyen Bao Quyen (Vietnam), Nazan Erdumli (Turkey). Back row, from the left: Pavel Murychau (Belarus), Kashif Nadeem (Pakistan), Avinash Kesaraju (India). Mr. Md Almirany from Bangladesh is missing on the photo. To our regret, he was not issued with a visa and could therefore not participate in the Rieter Award week.
Rolf Zimmermann
Regional Sales Manager Asia / Orient Winterthur [email protected]
www.rieter.com
Rieter Machine Works Ltd.Klosterstrasse 20CH-8406 WinterthurT +41 52 208 7171F +41 52 208 [email protected]@rieter.com
Rieter Textile Systems (Shanghai) Ltd.12/F, New Town CentreNo. 83 Loushanguan RoadCN-Shanghai 200336T +86 21 6236 8013F +86 21 6236 8012
Rieter India Private LimitedGat No 134/1, Off Pune Nagar RoadKoregaon BhimaTaluka Shirur, District PuneIN-Maharashtra 412207T +91 2137 253 071F +91 2137 253 075
Feel confident with the Rieter CalculatorDownload it now from www.rieter.com/rikipedia
Related Documents











