VISUAL User Conference 2009 VISUAL User Conference 2009 October 25 – 28, 2009 Marriott Downtown Providence, RI Lean Scheduling – Shorter lead times, increased capacity, less inventory, lower costs

Lean Schedulng Case Study Providence Oct 09
Nov 29, 2014
An in depth review of Graphicast's successful adoption of VISUAL Lean Scheduling and Theory of Constraints
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

VISUAL User Conference 2009VISUAL User Conference 2009
October 25 – 28, 2009Marriott Downtown Providence, RI
Lean Scheduling – Shorter lead times, increased capacity, less inventory, lower costs
Val Zanchuk
• President, Graphicast, Inc.• Background
President, TAFA, Inc. - 1987/2000Product Manager, Air Products – 1975/1987 Engineer – New Jersey Zinc – 1973/1975Engineer – Phelps Dodge – 1972/1973
• EducationBS, M.Engr in Metallurgy – Lehigh UniversityRegistered PETwo US Patents
2VISUAL User Conference 2009
Graphicast, Inc.
• Founded in 1978• Located in Jaffrey, NH• Contract manufacturer of machined, zinc alloy
castings In-house design, mold making, casting, machining
capabilitiesProprietary, graphite mold casting process creates high
density castings with exceptional surface finish Most applications are high valued added machine
components • Laboratory analysis equipment• Printing presses• Automation equipment

Graphicast, Inc. - continued
• Customers range from Fortune 500 to small, family owned companies
• Company characteristicsHigh degree of employee involvement – an ESOP
companyHigh degree of customer interaction and
collaborationHigh degree of operations and financial analysis

A Long Time VISUAL User
• Implemented VISUAL in July 1999• The impetus for selecting VISUAL was the
scheduling capabilityPrevious scheduling system was semi-automated
with lots of anguish• Scheduling had become the focal point of company
activity The VISUAL Concurrent Scheduler greatly reduced
scheduling time and manual intervention
A Long Time VISUAL User - continued
• VISUAL consolidated all operational and financial activity
• We developed numerous Crystal reports running off the VISUAL database Provided detailed analysis of sales, financial, and
operational information for fine tuning the business
Some Scheduling Problems Persisted
• The machine shop was booked solid 8 weeks in advanceMore late shipments cropped up as overall lead times
went out to 16 weeks• Normal shop floor issues wreaked havoc with the
schedule Set up problems, machines down, etc.The floor and the schedule would not match after time,
requiring frequent adjustments and reruns of the schedule• The schedule wasn’t pulling jobs in if previous jobs
finished early

Some Scheduling Problems Persisted - continued
• Rush orders were very disruptive to the schedule and caused late shipments Forward scheduling was better than backward scheduling,
but not by much
• The schedule tried to break into jobs to improve lead times Not feasible with our parts due to complex and lengthy set
ups
• Ultimately, the schedule was not able to efficiently reflect the nature of our business

What’s behind Lean Scheduling
• Lean scheduling is based on Goldratt’s Theory of Constraints (TOC) Introduced in the business novel, “The Goal”Utilizing TOC in production
• Identify the constraint that limits the throughput of the system• Relieve or eliminate the constraint to free the system to operate at
its peak level– Add extra shifts– Add a second machine– Use other (unconstrained) machines to produce the same part
What’s behind Lean Scheduling - continued
• TOC scheduling relies on three components “Drum” – The pace of the “constraint” “Buffer” – Some amount of WIP or time that protects the
constrained component “Rope” – A signal to upstream operations to release work
into the system
• TOC thinking is consistent with Lean and Six SigmaUse TOC to focus on constraintsUse Lean or Six Sigma techniques to improve and stabilize
operations
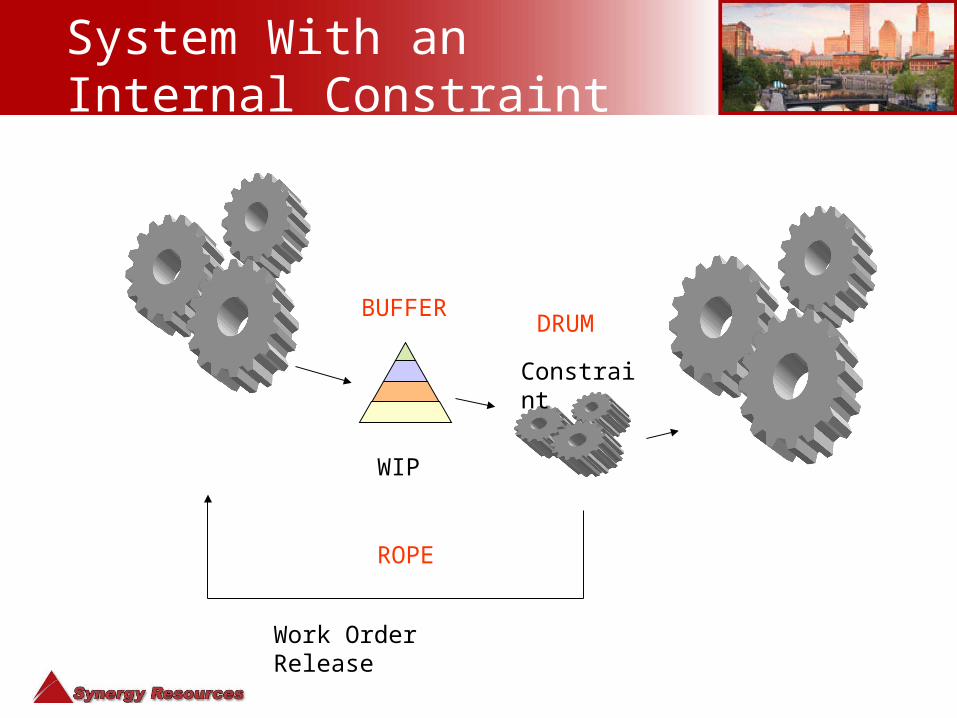
System With an Internal Constraint
Constraint
WIP
DRUMBUFFER
ROPE
Work Order Release

System With an External Constraint
Market too small for your capacity – the constraint
DRUM
ROPE
Work Order Release
SHIPPING BUFFER - TIME

Getting Ready
• “The Goal” – Employees read the book or watched the video Created TOC awarenessProvoked thought
• We sent a copy of our VISUAL database to Synergy ResourcesEvaluate database for consistency and integritySimulate DBR schedulingDetermine starting point for Lean Scheduling

Getting Ready - continued
• We started to restrict work order releases to reduce WIPWe weren’t concerned about orders being late, as we
expected an improvement in throughput with Lean Scheduling
• We cut back on overtimeGradually reduced overtime to minimize the impact of
potentially eliminating overtime with Lean Scheduling
• We wanted to create a fresh start environment for the implementation
Getting Started
• Five days of consulting time during the implementation Training Customizing reportsDebugging
• No internal constraint• Market constraint
Started day 1 with a time buffer of 8 weeks – half our existing lead time

Getting Started - continued
• Work order flow and close outs moved quickly WIP shifted on the floor toward the shipping dockReduced time buffer to 6 weeks on day 2
• A rush order came in on day 2 Left the buffer alone and watched the system responseRush order finished in two days
• Rush order did not affect quick work order flowDropped time buffer to 5 weeks on day 4
• Sent consultant home a day early

The Impact of Lean Scheduling
• Reduced time buffer to 4 weeks after the first month
• Practically eliminated overtimeSavings of about $100,000 per year
• Went to four day work weekBonus to employees for losing overtimeReduced electric bill by 15%

The Impact of Lean Scheduling - continued
• Reduced Inventory by 30%Freed up about $100,000 of cash
• Effectively doubled plant capacityOverall plant buffer is about 50%Plenty of capacity to handle rush orders without
impacting on-time deliveriesNo increase in equipment or employees needed to
grow• Major issue is now increasing throughput
Interesting Challenges
• Throughput AccountingThroughput = Revenue – Totally Variable Costs Inventory = WIP, Finished Good, and CapitalOperating Expenses = Costs to turn inventory into
throughput• Includes labor
• From a system overview, treat labor as a fixed expenseContrary to conventional thinkingOpens up opportunities when applied to the new
increased capacityAdd it to your managerial bag of tricks

Interesting Challenges - continued
• Employees grappled with Throughput Accounting In TOC, the focus is throughput
• Short runs• Move the product through the plant as quickly as possible
Employees comfortable running larger lots to reduce unit costs
• Large lots not consistent with TOC or Lean principalsThis has been the area of greatest message reinforcement
• They understand the schedule– Simple and it works
• Beginning to become more comfortable with the correlation between throughput, inventory, and lot size

A minimal amount of oversight day to day
• Simple reportsVISUAL Planned LoadVISUAL Resource Operations Buffer StatusPlant Wide Buffer Status - Crystal
• Simple schedulingFloor supervisors decide where to run jobsMinimal management involvement

Daily Schedule Output by Shop Resource

Looking at the System

A minimal amount of oversight day to day - continued
• Lean Scheduling efficiently reflects our day to day operationsRapid changesRush ordersCapacity planning
• Very quick “what-if” analysis Increasing or decreasing bookings Impact of overtime, personnel levels, vacations or
absences• We do not have a scheduling person
“Driving Business Innovation to Improve Business Performance”
• Savings From day one of the Lean Scheduling transformation
• Payback 2 ½ months for the entire investment in Lean Scheduling
• Fingertip Information Lean Scheduling gave us a rapid and efficient response tool to the
current economic chaos• Recognition
Graphicast received a 2009 PM100 award from Managing Automation Media for the Lean Scheduling project
• “Progressive Manufacturing” awards were bestowed on the 100 companies deemed to have most effectively used innovative methods to improve business performance.
Related Documents











