Lean Manufacturing

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Lean Manufacturing
Agenda
Background Toyota Production System Key Lean Techniques Advantages and Disadvantages People and Customers Economics Changes in Lean Current Lean Practices Case Studies
Definition Lean Manufacturing – A way to eliminate waste and
improve efficiency in a manufacturing environment Lean focuses on flow, the value stream and
eliminating muda, the Japanese word for waste Lean manufacturing is the production of goods using
less of everything compared to traditional mass production: less waste, human effort, manufacturing space, investment in tools, inventory, and engineering time to develop a new product
Lean and Just-in-Time
Lean was generated from the Just-in-time (JIT) philosophy of continuous and forced problem solving
Just-in-time is supplying customers with exactly what they want when they want it
With JIT, supplies and components are “pulled” through a system to arrive where they are needed when they are needed
What is Waste?
Waste is anything that happens to a product that does not add value from the customer’s perspective
Products being stored, inspected or delayed, products waiting in queues, and defective products do not add value
Seven Wastes Overproduction – producing more than the customer
orders or producing early. Inventory of any kind is usually waste.
Queues – idle time, storage, and waiting are wastes Transportation – moving material between plants,
between work centers, and handling more than once is waste
Inventory – unnecessary raw material, work-in-process (WIP), finished goods, and excess operating supplies
Motion – movement of equipment or people Overprocessing – work performed on product that adds
no value Defective product – returns, warranty claims, rework
and scrap
Origins
Lean Manufacturing is sometimes called the Toyota Production System (TPS) because Toyota Motor Company’s Eiji Toyoda and Taiichui Ohno are given credit for its approach and innovations
Underlying Principles to TPS
Work shall be completely specified as to content, sequence, timing, and outcome
Every customer-supplier connection, both internal and external, must be direct and specify personnel, methods, timing, and quantity of goods or services provided
Product and service flows must be simple and direct – goods and services are directed to a specific person or machine
Any improvement in the system must be made in accordance with the “scientific method” at the lowest possible level in the organization
Toyota Production System
Since the Toyota Production System requires that activities, connections, and flow paths have built-in tests to signal problems automatically, gaps become immediately evident.
Results of the TPS are improvements in reliability, flexibility, safety, and efficiency.
These lead to increase in market share and profitability.
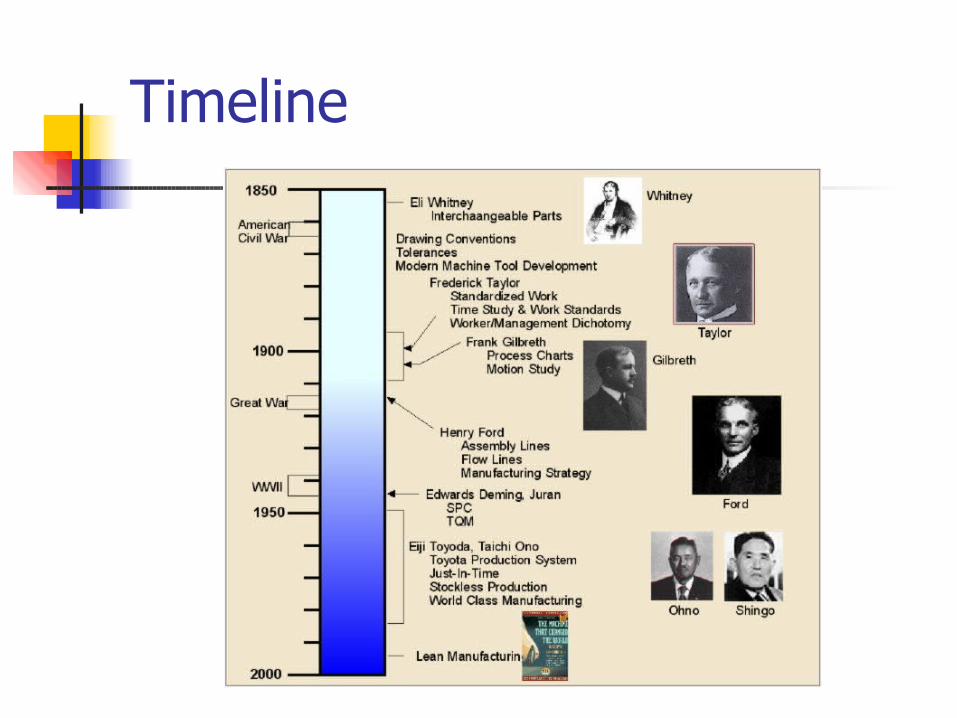
Timeline
Key Lean Manufacturing Techniques
5S
Single Minute Exchange of Dies
Kanban
Cellular Manufacturing
5S
Strategy for creating a well organized, smoothly flowing manufacturing process

5S Examples
Before After
Benefits of 5S
Increases organization and efficiency Avoids wasted motion Increases safety Eliminates unnecessary inventory Offers improvements at an inexpensive
cost
5S Drawbacks
If not fully implemented, may result in “Jive S” Store things Stick to the rules Superficially clean Switch to new fixtures Serve reluctantly
Can not be considered an end goal – must be part of a continuous improvement movement
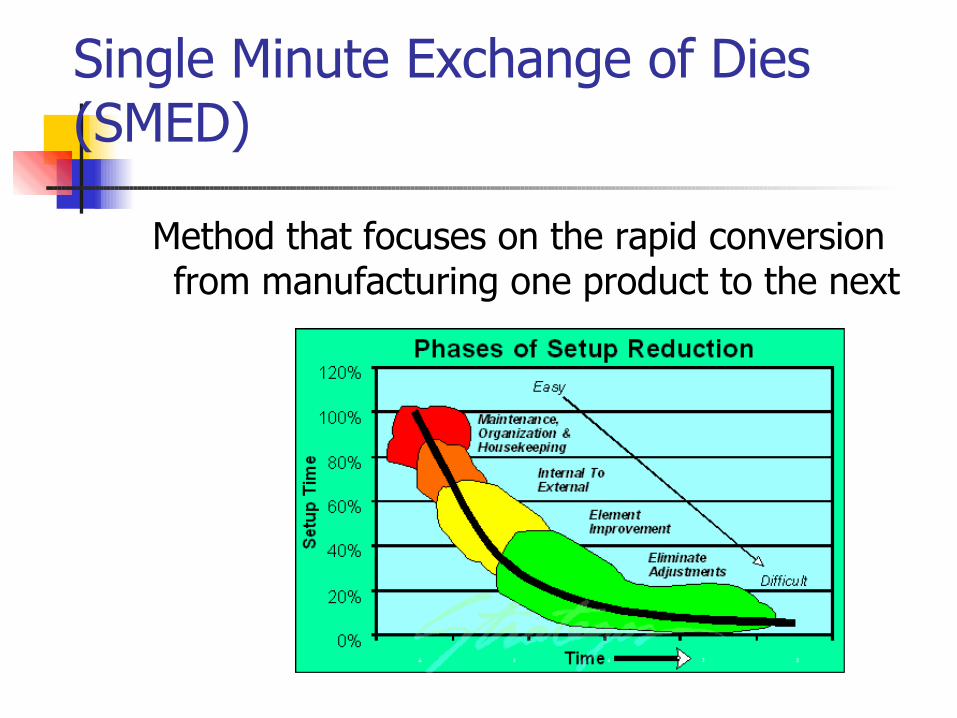
Single Minute Exchange of Dies (SMED)
Method that focuses on the rapid conversion from manufacturing one product to the next
SMED and Lean
SMED needs to be treated as a constant improvement program
Setup times can not be minimized overnight
Continuous evaluation and exploration of further improvements is absolutely necessary
05/30/10 18
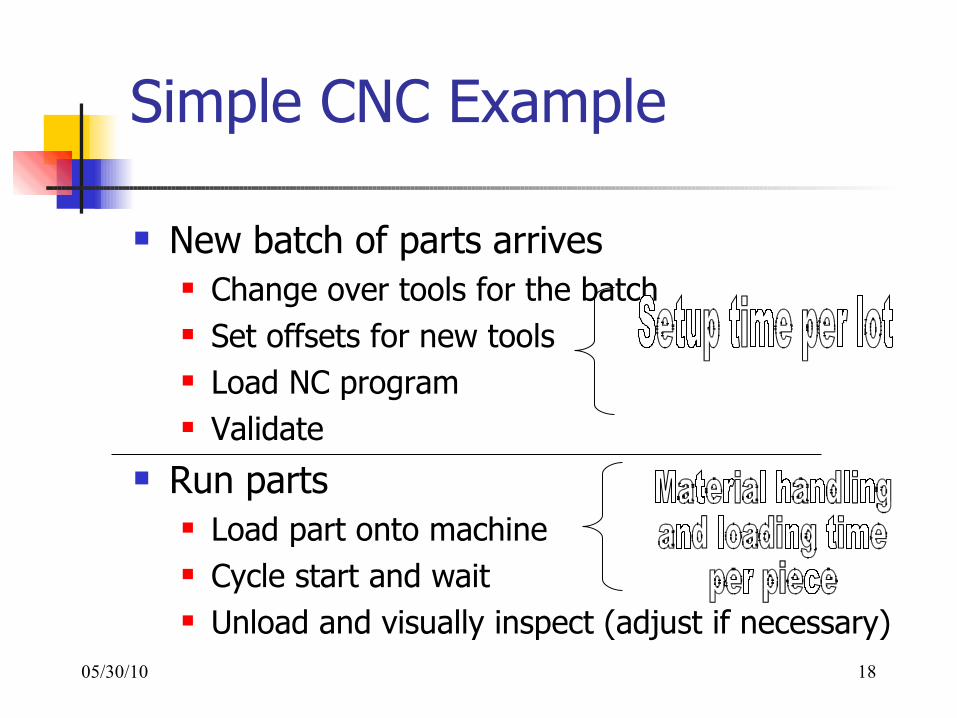
Simple CNC Example
New batch of parts arrives Change over tools for the batch Set offsets for new tools Load NC program Validate
Run parts Load part onto machine Cycle start and wait Unload and visually inspect (adjust if necessary)
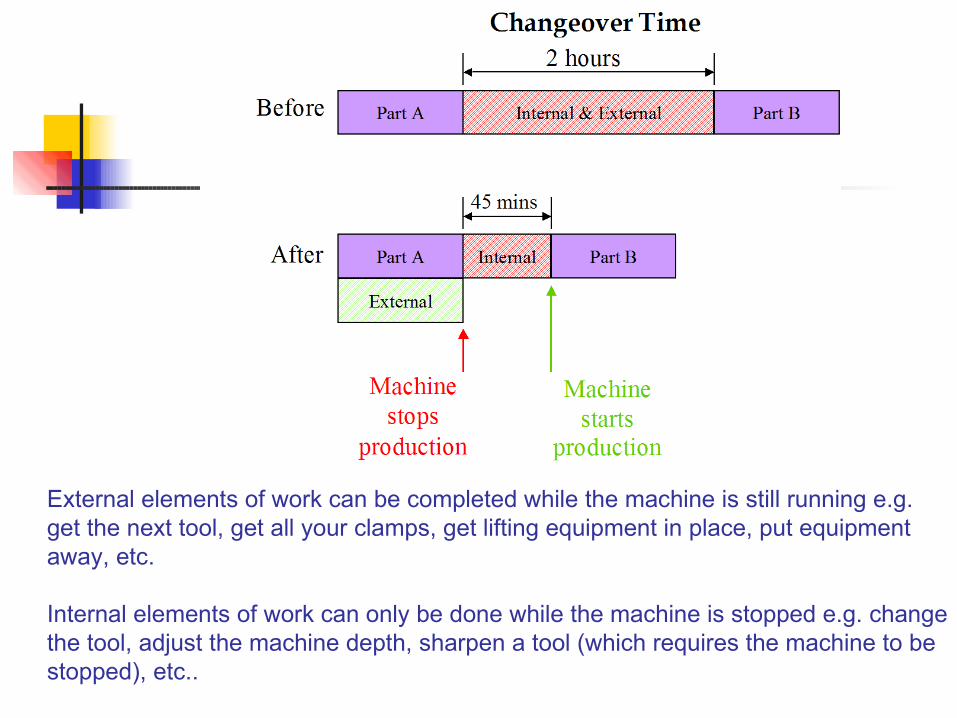
External elements of work can be completed while the machine is still running e.g. get the next tool, get all your clamps, get lifting equipment in place, put equipment away, etc.
Internal elements of work can only be done while the machine is stopped e.g. change the tool, adjust the machine depth, sharpen a tool (which requires the machine to be stopped), etc..
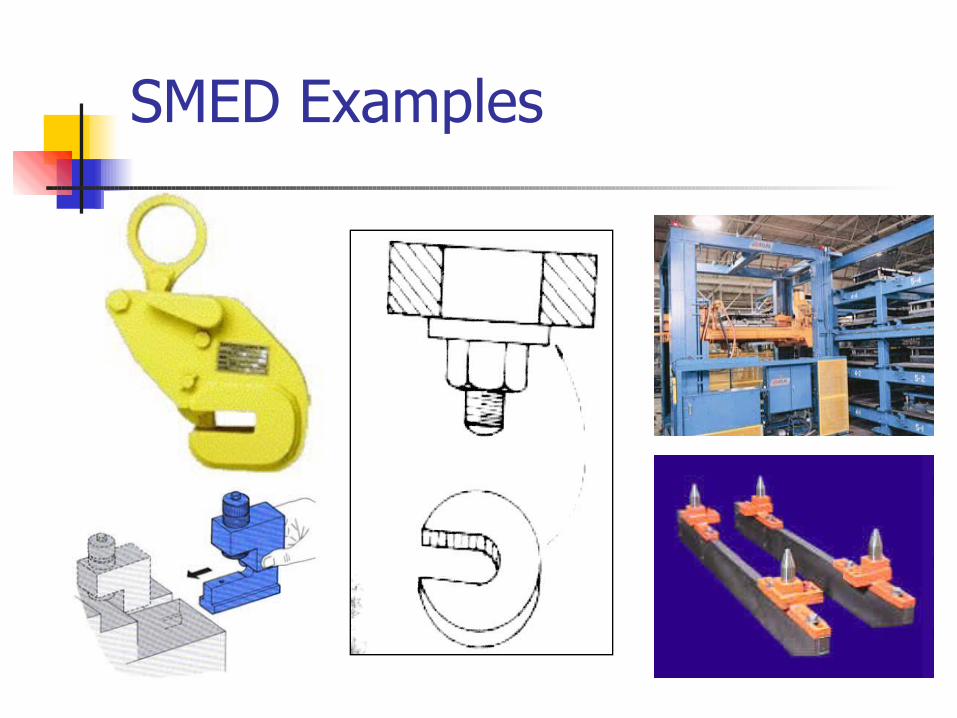
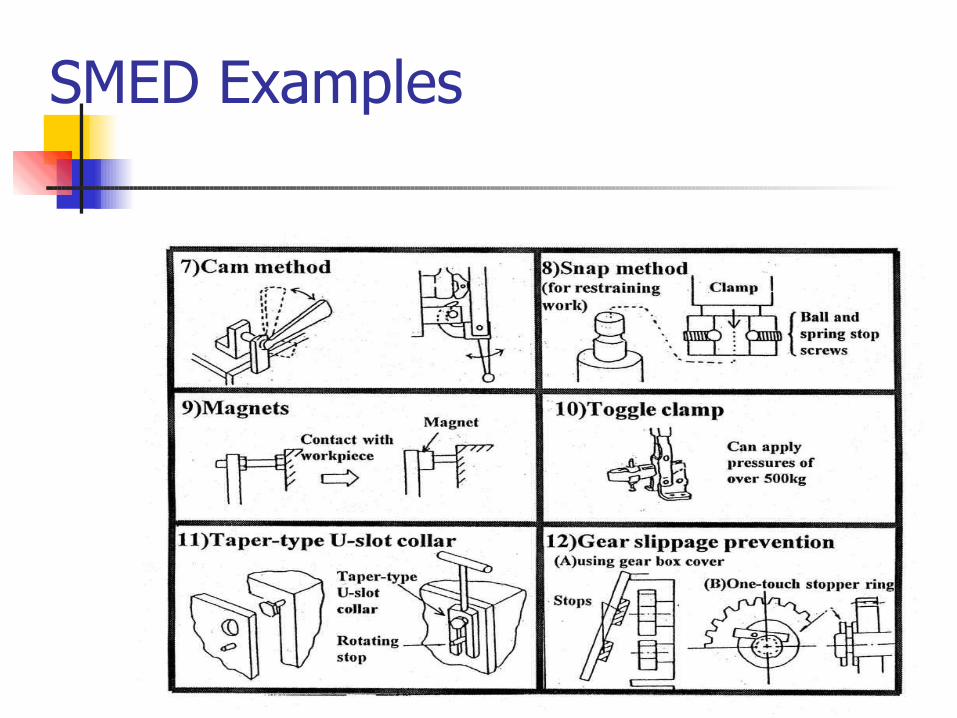
SMED Examples
SMED Examples
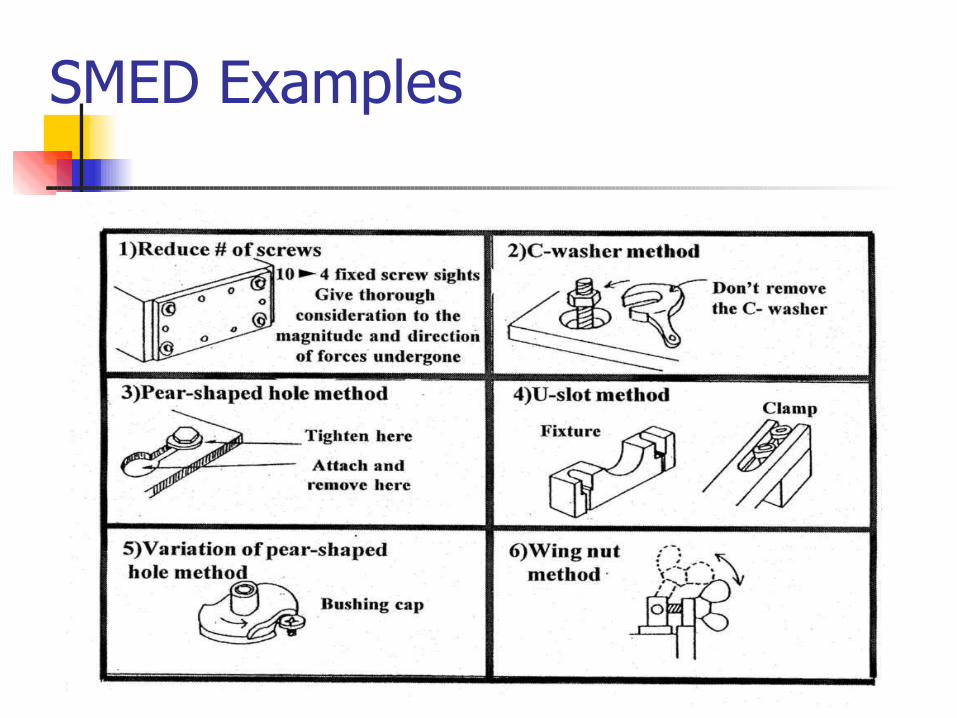
SMED Examples
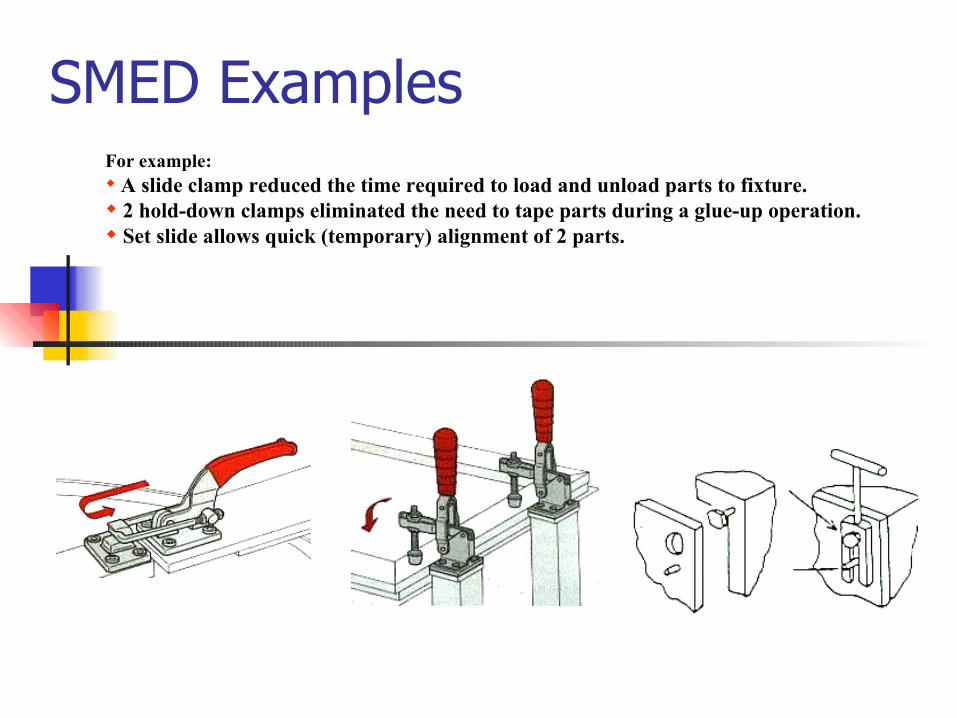
For example: A slide clamp reduced the time required to load and unload parts to fixture. 2 hold-down clamps eliminated the need to tape parts during a glue-up operation. Set slide allows quick (temporary) alignment of 2 parts.
SMED Examples
SMED Examples
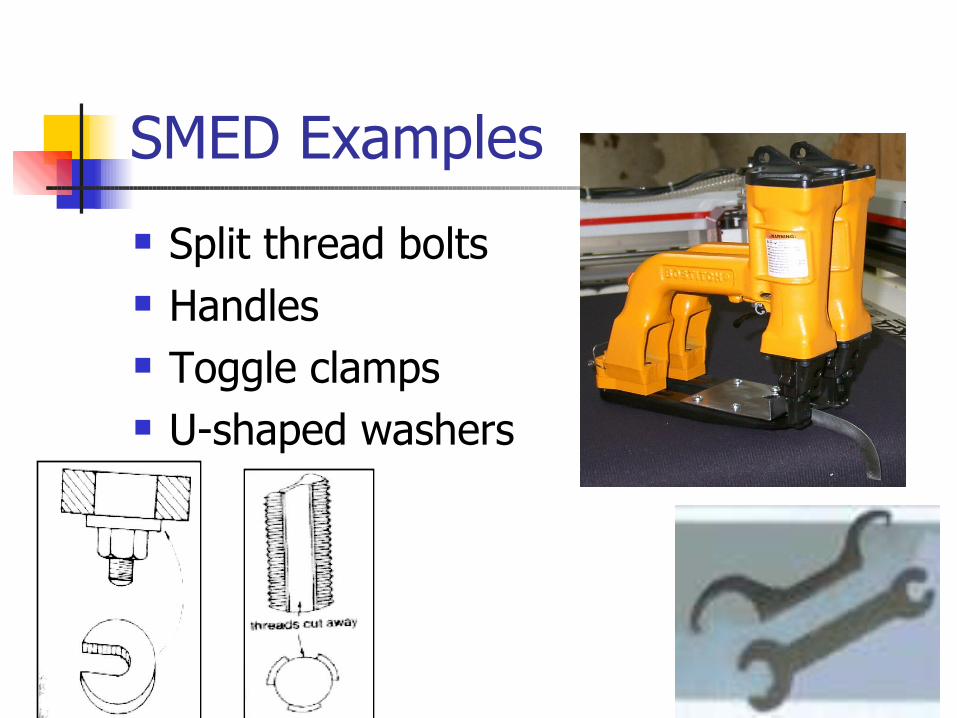
Split thread bolts Handles Toggle clamps U-shaped washers
05/30/10 25
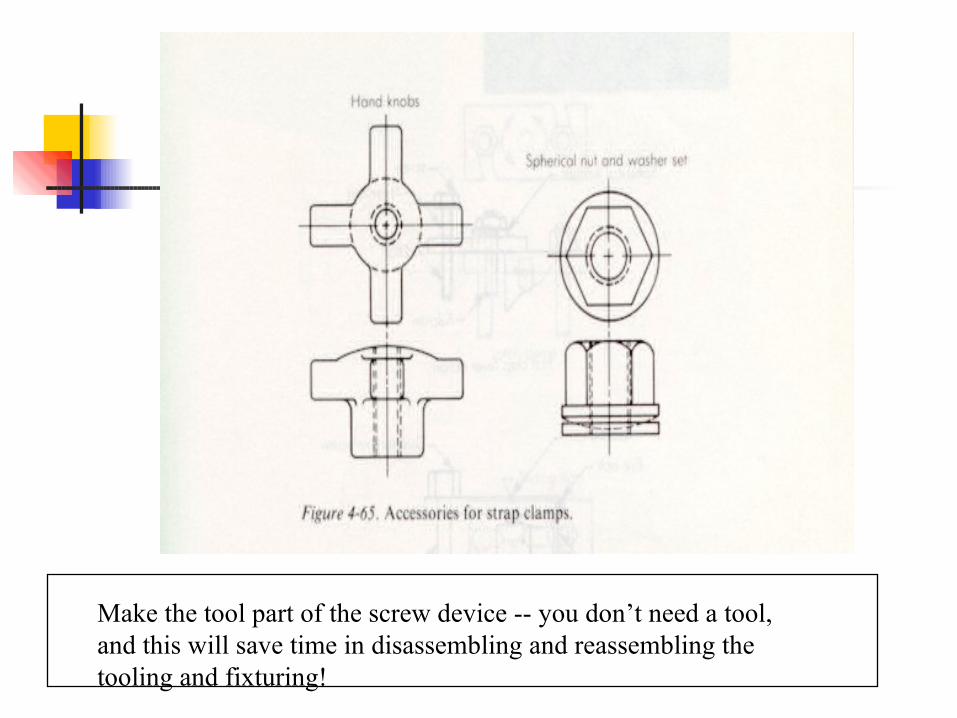
Make the tool part of the screw device -- you don’t need a tool, and this will save time in disassembling and reassembling the tooling and fixturing!
05/30/10 26
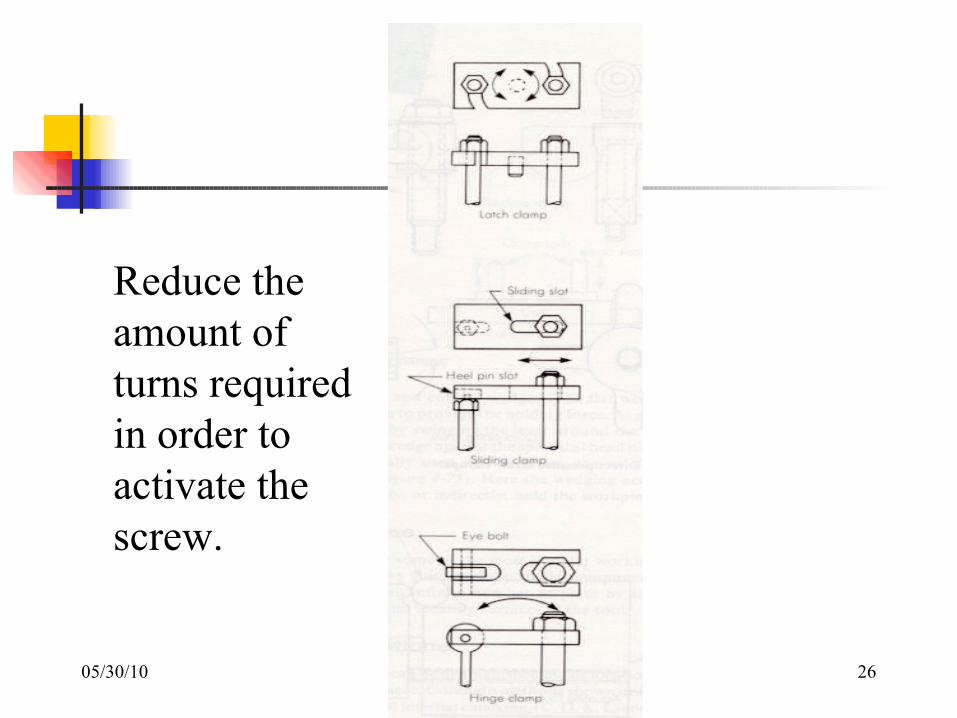
Reduce the amount of turns required in order to activate the screw.
05/30/10 27
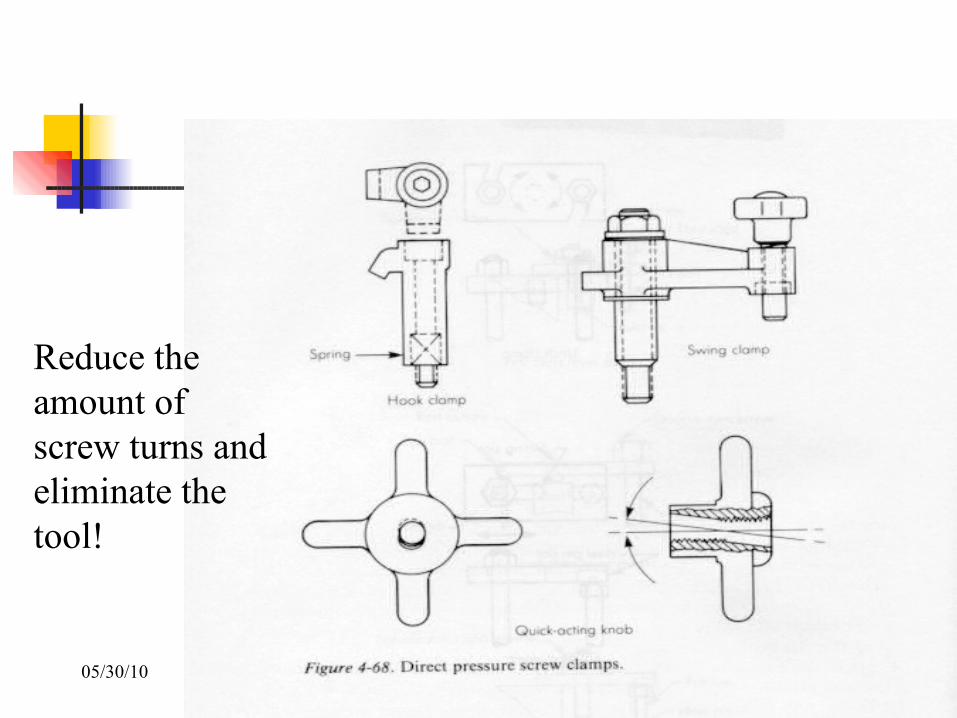
Reduce the amount of screw turns and eliminate the tool!
05/30/10 28
05/30/10 29
05/30/10 30
Benefits of SMED
Increases throughput by reducing setup times Eliminates setup errors Increases safety Reduces the cost of setups Reduces waiting times and inventory buildups Decreases the required skill level of the
operators
Kanban
A system that uses replenishment signals to simplify inventory management Signals (usually cards) hold product details
What to make, when to make it, how much to make, and where to send it
Cards stay attached to a bin that holds the product When bin is empty, it is returned to the start of the
assembly line for replenishment Full bins are returned to the customer, and the cycle
continues
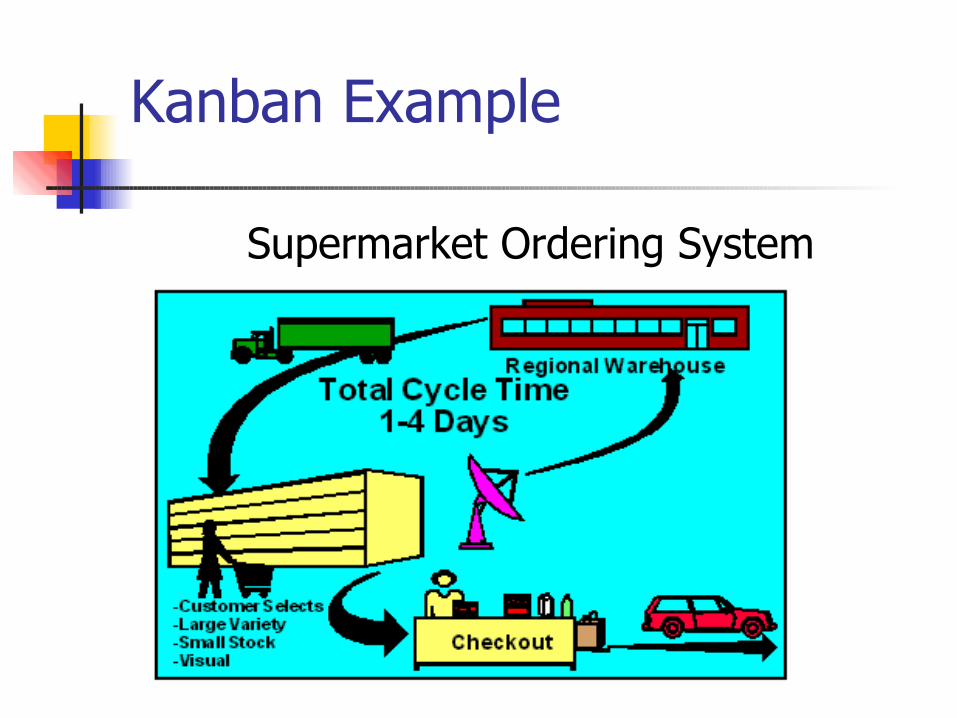
Kanban Example
Supermarket Ordering System
Benefits of Kanban
Highly visible systems Simple, effective, and inexpensive Reduces inventory and eliminates stock-
outs Improves the quality of service Improves lead times
Cellular Manufacturing
Dividing the manufacture of products into semi-autonomous and multi-skilled
teams known as work cells
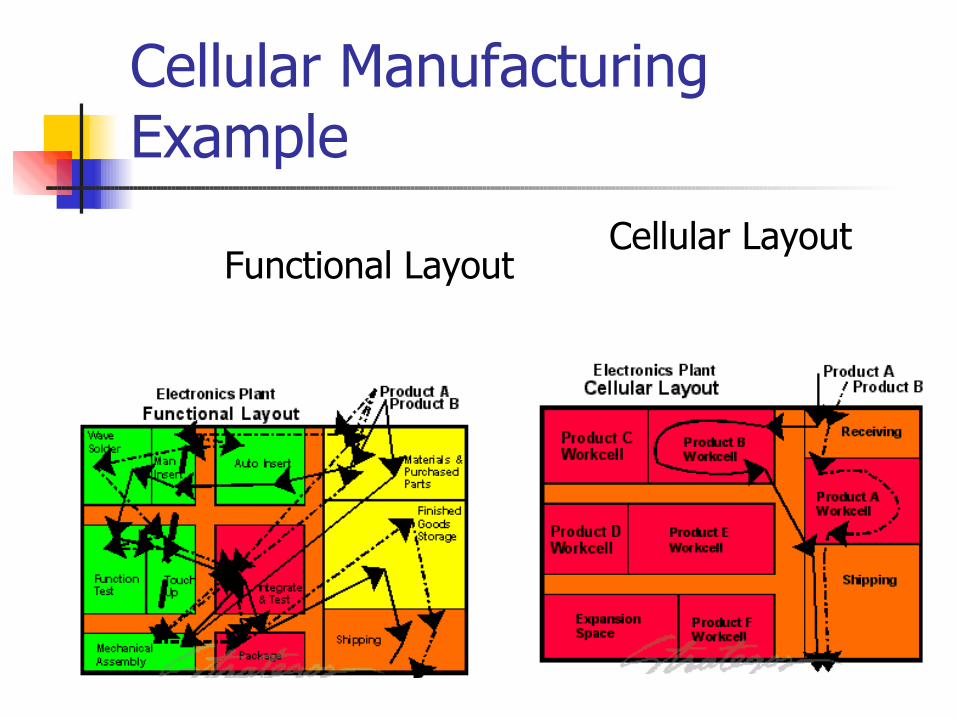
Cellular Manufacturing Example
Functional LayoutCellular Layout
Benefits of Cellular Manufacturing
Simplifies material flow and management
Reduces interdepartmental travel Reduces throughput time Reduces lot sizes Simplifies scheduling
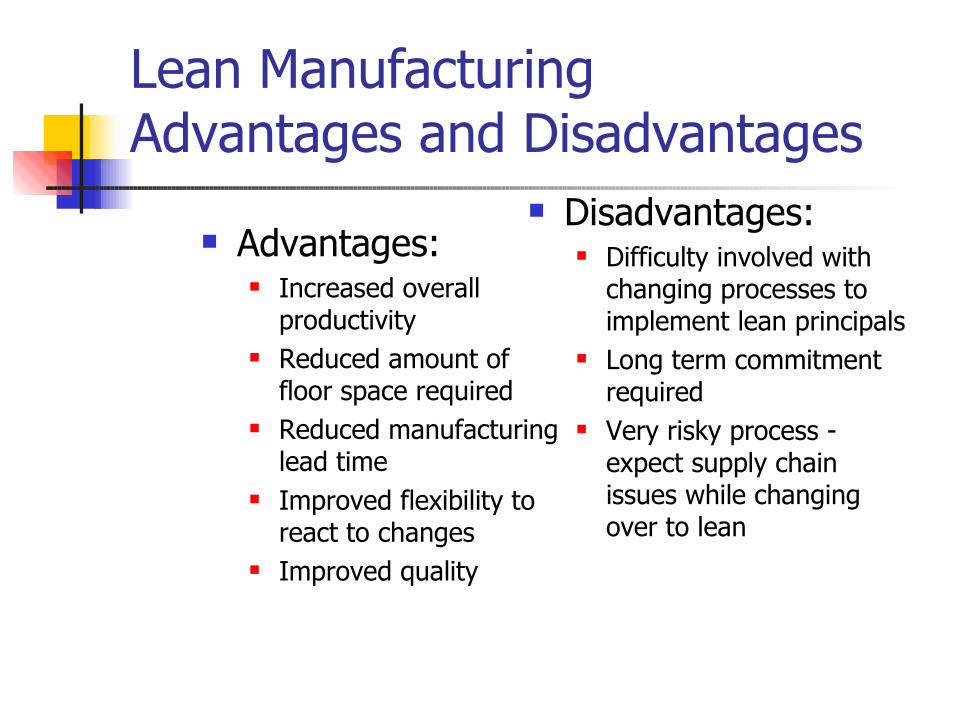
Lean Manufacturing Advantages and Disadvantages
Advantages: Increased overall
productivity Reduced amount of
floor space required Reduced manufacturing
lead time Improved flexibility to
react to changes Improved quality
Disadvantages: Difficulty involved with
changing processes to implement lean principals
Long term commitment required
Very risky process - expect supply chain issues while changing over to lean
People
Transition to Lean is difficult since a company must build a culture where learning and continuous improvement are the norm.
Success of lean requires the full commitment and involvement of all employees and of the company’s suppliers.
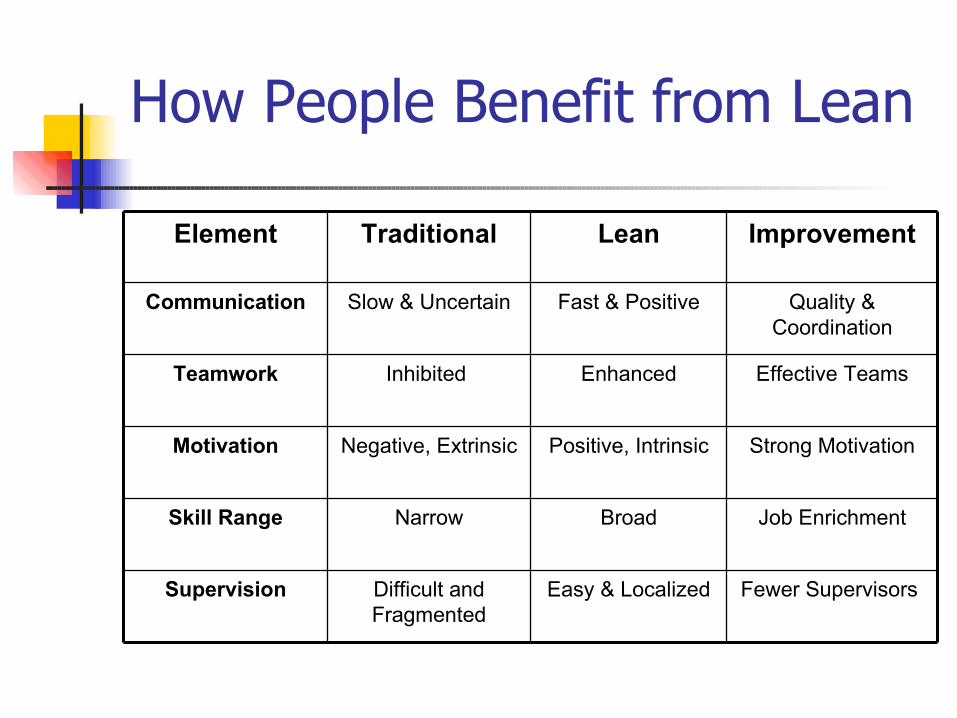
How People Benefit from Lean
Element Traditional Lean Improvement
Communication Slow & Uncertain Fast & Positive Quality & Coordination
Teamwork Inhibited Enhanced Effective Teams
Motivation Negative, Extrinsic Positive, Intrinsic Strong Motivation
Skill Range Narrow Broad Job Enrichment
Supervision Difficult and Fragmented
Easy & Localized Fewer Supervisors
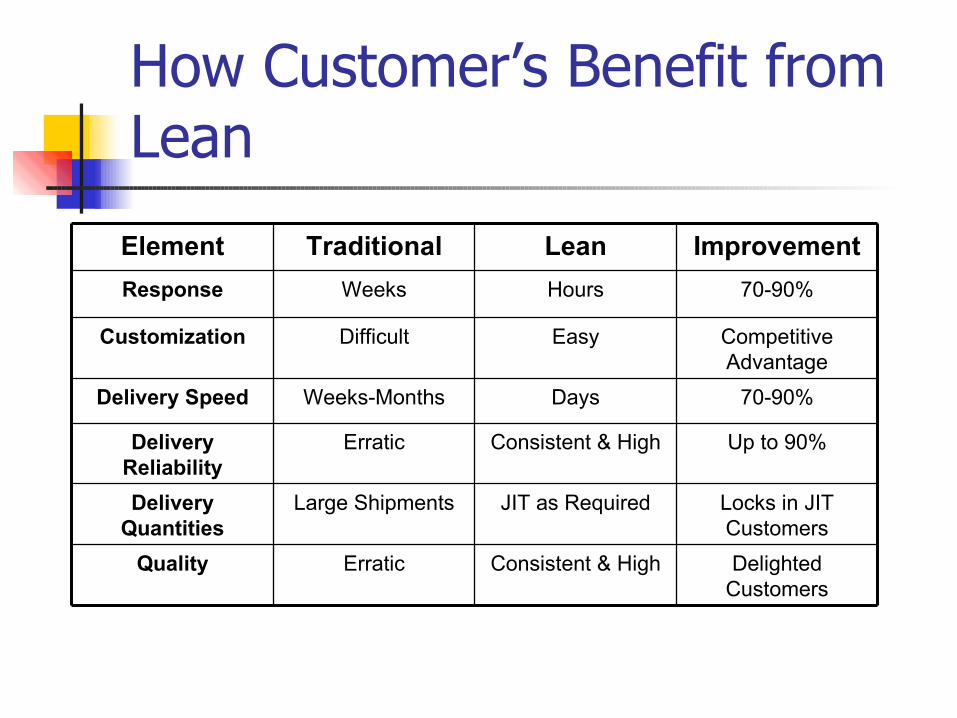
How Customer’s Benefit from Lean
Element Traditional Lean Improvement
Response Weeks Hours 70-90%
Customization Difficult Easy Competitive Advantage
Delivery Speed Weeks-Months Days 70-90%
Delivery Reliability
Erratic Consistent & High Up to 90%
Delivery Quantities
Large Shipments JIT as Required Locks in JIT Customers
Quality Erratic Consistent & High Delighted Customers
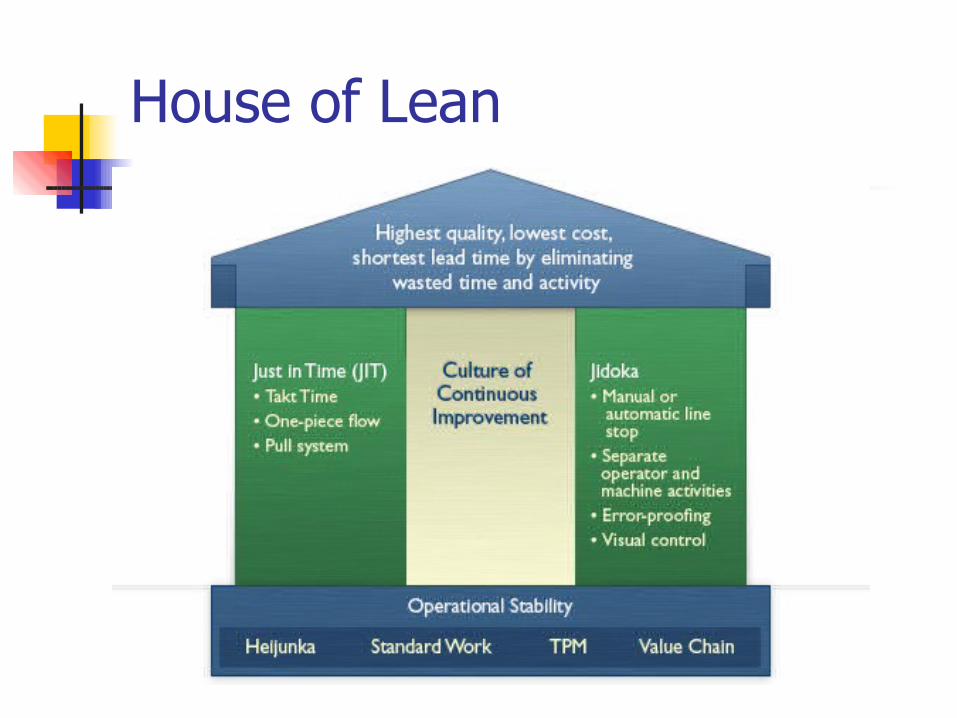
House of Lean
Economics
Reduction of Inventory Less space necessary to hold inventory
Reduced Waste Decreased Production Cost
Increased market share Able to provide what the customer wants quickly
Increased competitive advantage Faster response to the customer Lower Cost Higher Quality
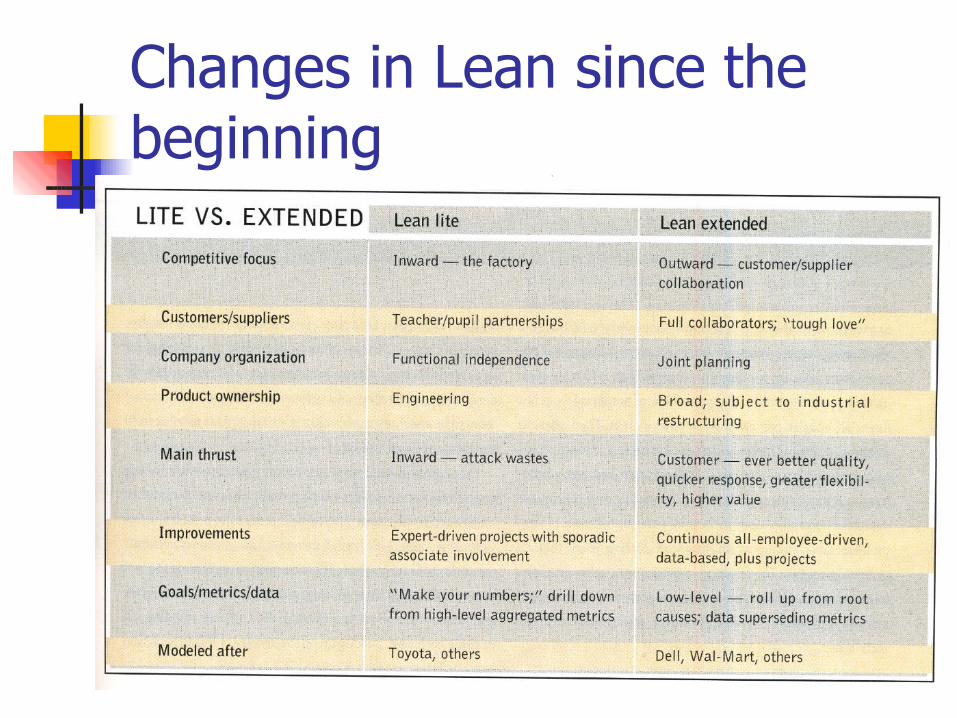
Changes in Lean since the beginning
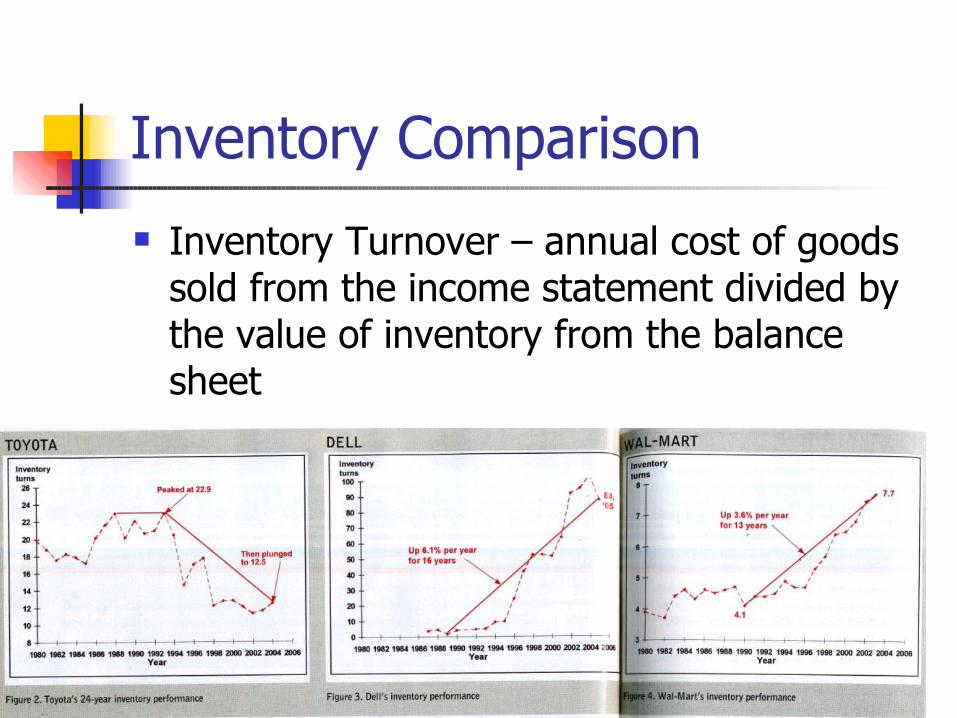
Inventory Comparison
Inventory Turnover – annual cost of goods sold from the income statement divided by the value of inventory from the balance sheet
Quality Control 6 sigma process
Combination of old and new ideas 6 ingredients
Genuine focus on the customer Data- and fact-driven management Process focus, management, and improvement Proactive management Boundarlyless collaboration Drive for perfection, tolerance failure
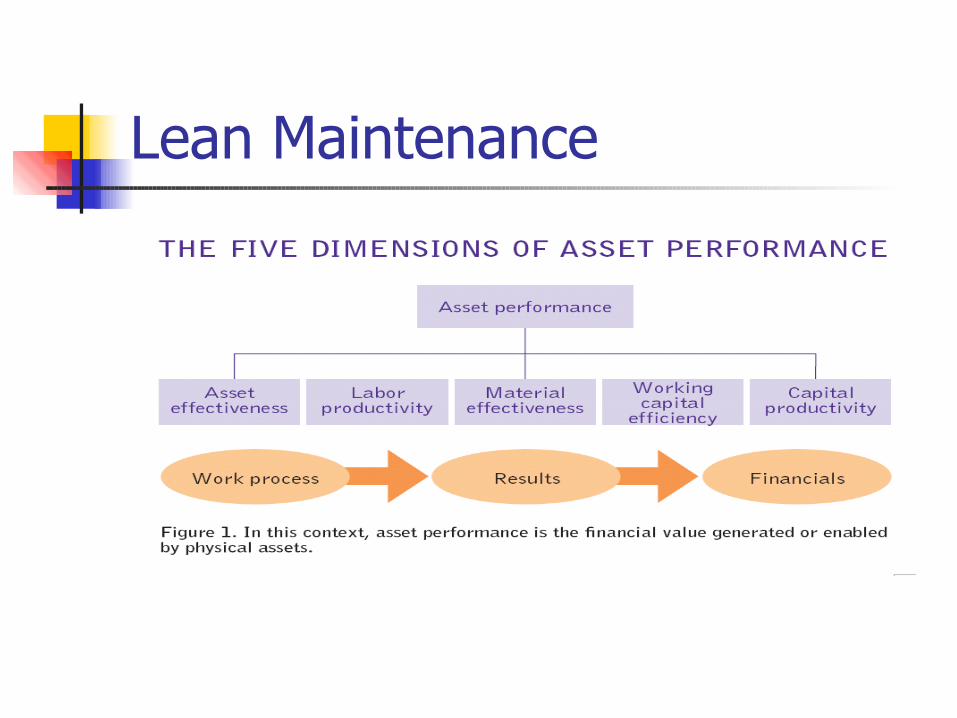
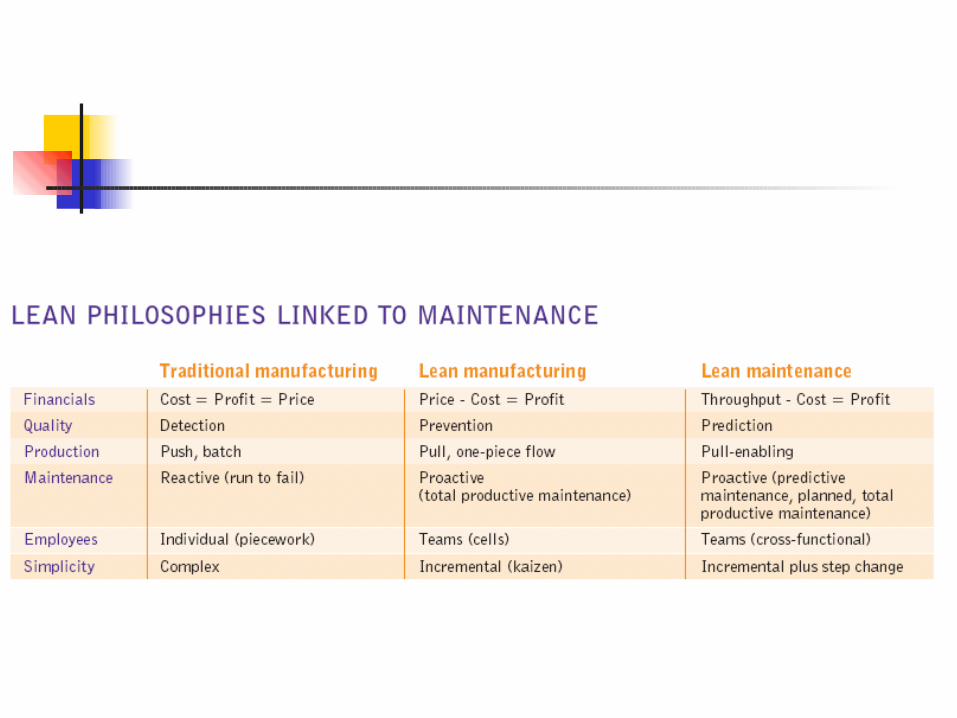
Lean Maintenance
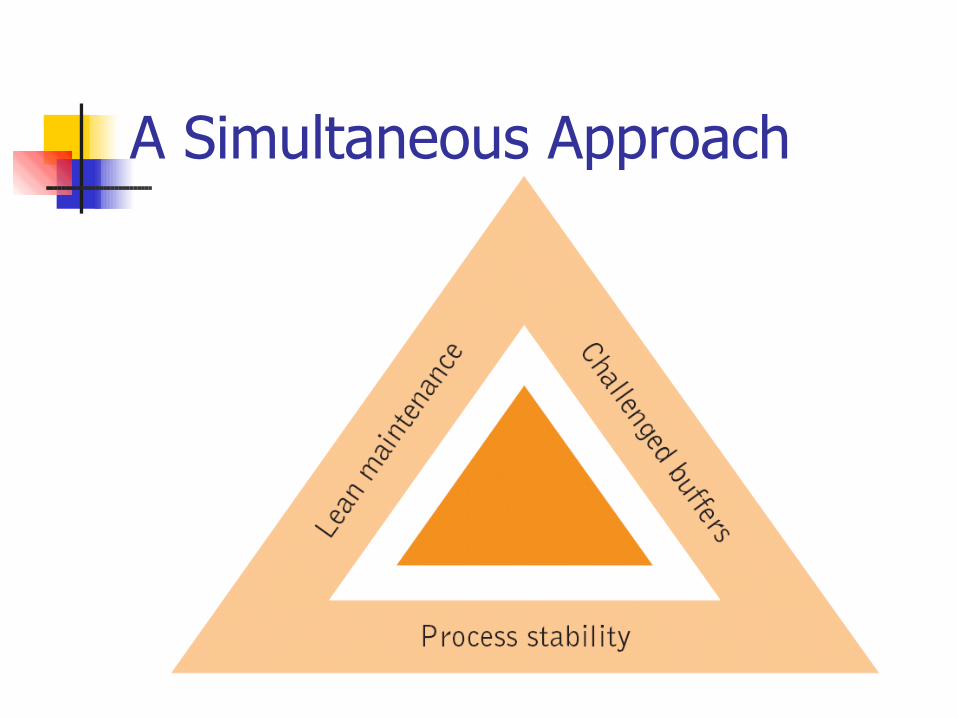
A Simultaneous Approach
6 Tools for Lean Maintenance
Visual Controls 5S Seven Wastes Single Minute Exchange of Dies Poka-yoke Total Productive Maintenance
Other impacts of Lean
Bell South – service industry Management system and operations
Control Process management, work measurement,
management control, and people development Combines lean and 6 sigma
Woburn Safari Parks Feed logistics Animal Resource Planning
Background Poli-film America Inc. a division of a German owned company. Manufactures protective masking that prevents abrasion and
staining of exposed surfaces during manufacturing and delivery
Industries Using Material: Plastics Automotives Construction Electronics Laminates Furniture Textiles
High demand product 24/7 production
Problems An enterprise resource planning system that
encompassed an unstable database The database was untrustworthy account of inventory,
hand counts were necessary to confirm the numbers counted by computers
Led to many employees spending many hours and led to low processing and limit of work utilization
Lack of frequency in supplies and storage – errors in production and set limits
Unable to trace items Main concern – program’s ability to adapt to
changing processes and production goals while still maintaining inventory traceability real time data with multiple distribution sites
Results Chose a new program to implement in later 2003
Greatest impact on company’s inventory flow and order distribution Real time traceability allowed him to cut down on the 2 mil lbs of
film and other materials by more than half and maintain a sufficient safety stock for when its time to reorder and restock
Benefits through Lean Time and money has seen dramatic cuts
Instead of 20 min to fill an order, takes less than 5 min currently Allowed company to expand for more regional coverage Been simplified for reports Reduce time taken to accomplish certain tasks and add more
responsibilities
Related Documents











