Lean Manufacturing Cellular Manufacturing One Piece Flow for Workteams Chapter 3 Basic Elements of Cell Design

Lean Manufacturing Cellular Manufacturing One Piece Flow for Workteams Chapter 3 Basic Elements of Cell Design.
Dec 17, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Lean Manufacturing
Cellular ManufacturingOne Piece Flow for Workteams
Chapter 3Basic Elements of Cell Design

Chapter 3 Overview
Phase 1 – Understanding the Current Conditions• Collect Product and Production Data• Document Current Layout and Flow• Time the Process• Calculate Process Capacity and Takt Time• Create Standard Work Combination Sheets
Phase 2 – Converting to a Process-Based Layout• Evaluate the Options• Plan Possible New Layouts• Move the Machines• Document the New Operating Procedures• Test to Confirm Improvement
Phase 3 – Continuously Improving the Process• Shorten Cycle Times• Shorten Changeover Times• Eliminate Product Defects• Reduce Equipment Failures
Summary

Converting Work Area into A Manufacturing Cell
Understanding the current conditions
Converting to a process-based layout
Continuously improving the process
Phase 1: Understanding the Current Conditions
Helps the conversion team determine what process to convert, and a base line to measure improvement.
Collect Product Data and Production Data• Product mix• Production resources (shifts, hours, employees, volume)
Document Current Layout and Flow• Process Route Analysis: helps to identify processing similarities
between different products and groups of products that could be made in a cell.
• Process Mapping• Time The Process: Determine the value-added ratio. The value-
added ratio is the time spent actually machining or working on the product divided by the total process lead time.
Calculate Process Capacity and Takt Time Create Standard Work Combination Sheet

Document the Current Process
Create Standard Work Combination Chart: Graphical display for each operation in the process. Depict the relationship between manual work time,
machine work time, and walking time for each step in an operation as well as the non-cyclical time.
Draw a solid line to indicate the Takt time.
Standard Work Combination Table - Definition
The Standard Work Combination Table combines human
movement and machine movement based on takt time and
is used as a tool to determine the range of work and work
sequence for which a team member is responsible.
Human work and Machine work
The key notion (idea) for the elimination of waste and the effective combination of work on the shop floor is the separation of machine work and human work.
When we observe the work in which operators handle machinery, then that work can be classified into machine or human work.
Understanding the separation of human and machine work is the basis for understanding the interface between these two elements.
If operators are merely observing the machine working then this is the waste of “Waiting” and should be eliminated.

Human work
This refers to work that cannot be completed without human effort. For example,
picking up materials
putting materials onto a machine
operating the controls of a machine

Machine work
This refers to work or incidental work that equipment, which has been started by human hand, automatically performs operations.
Milling
Auto riveting / bolting
Auto inspection
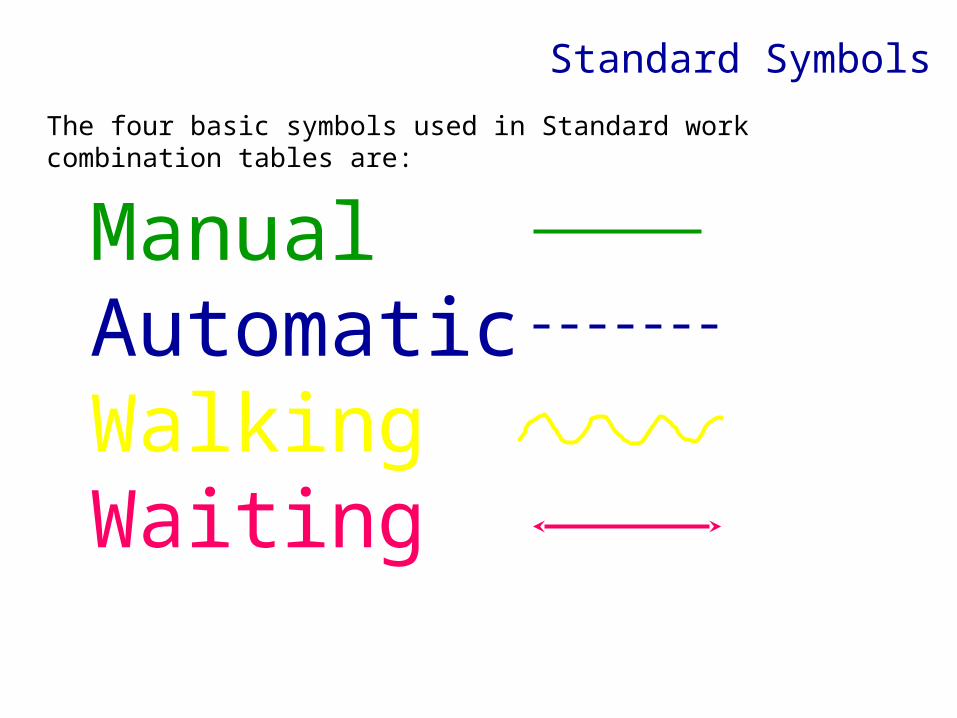
Standard Symbols
ManualAutomaticWalkingWaiting
The four basic symbols used in Standard work combination tables are:
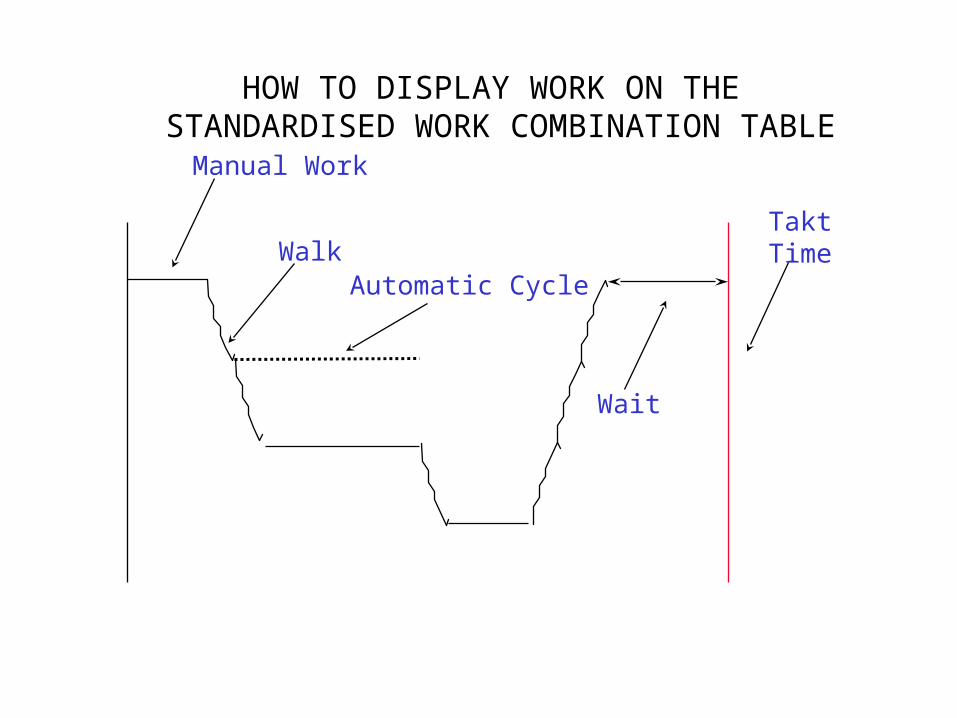
Walk
Manual Work
Wait
TaktTime
HOW TO DISPLAY WORK ON THE STANDARDISED WORK COMBINATION TABLE
Automatic Cycle

HOW TO DISPLAY WORK ON THE STANDARDISED WORK COMBINATION TABLE
TT
1
2,4
3,5
Returning tothe same process.

Group Leader
STANDARDISED WORK COMBINATION TABLEPart Number / Name123ABC / Widget LH
Takt Time:162Qty / shift: 169
OPERATING TIME IN MINUTESTIMEWORKSEQ’ OPERATION
TOTALSOperatorWait time
MAN AUTO WALK
Manual
Process Machine and subassembly Cycle time
Available time:480’ Supervisor
Prod/Engineer
AutomaticWalkingWaitingDepartment: Machine
Issue date 30/09/99
1 Select part A
2 Set into M/C 1
3 Start machine
4 Select part B
5 Set into jig
6 Select part C
7 Fit C to B
8 Set C/B to m/c 2
9 Start m/c
10 Remove A from m/c 1
11 Set A to jig
12 Remove C/B from m/c
13 Screw C/B to A
14 Check torque
15 Put in finished bin
23
510
1520
2530
3540
4550
55 6570
7580
8560 90 100
95 105110
115120
125130
135140
145150
155160
10
1 842
93
23
153
11
1 412
37
35
315
82
22
2
5
5
TTCT
95125 34 33129
Phase 2: Converting to a Process-Based Layout
Evaluate the Options: how to improve the four basic element of production:• Methods• Machines• Materials• People
Plan Possible New Layouts• Layout in the process steps is the basic principle• Machines placed close together• U or C shape• Often Counterclockwise (R/H next to machine)
Move the Machines Document the New Operating Procedures Test to Confirm Improvement

Phase 3: Continuously Improving the Process
Rearranging the layout into a manufacturing cell is not really an end point - it is the beginning of continuous improvement
Look for problems that keeps the process from flowing:• Long cycle times• Product defects • Long changeover times• Equipment failures
Shorten Cycle Times
Phase 3: Continuously Improving the Process…
Shorten Changeover TimesSingle minute exchange of die (SMED) approach gives a three stage system
for shortening setup:
1. Separate Internal and External Setup (can reduce setup time by 30-50 %)• Internal setup refers to setup operations that can be done only with
the equipment stopped• External setup can be done while the machine is working
Typical activities include:• Transporting all necessary tools and parts to the machine while it is
still running the previous job• Confirming the function of exchangeable parts before stopping the
machine for changeover
2. Convert Internal Setup to External Setup• Standardized functions such as die height to eliminate the need for
adjustments.• Using devises that automatically position the parts without measurement
Phase 3: Continuously Improving the Process…
3. Streamline All Aspects of Setup• Using parallel operations, with two or more people working simultaneously • Using functional clamps instead of nuts and bolts• Using numerical setting to eliminate trial and error adjustments
• Eliminate Product Defects• Mistake proofing/Zero Quality Control (ZQC)- zero defects
Reduce Equipment Failure• Total Productive Maintenance (TPM): is a comprehensive, company-wide
approach for reducing equipment related losses such as downtime, speed reduction, and defects by stabilizing and improving equipment conditions.

Summary
Phase 1 – Understanding the Current Conditions• Collect Product and Production Data• Document Current Layout and Flow• Time the Process• Calculate Process Capacity and Takt Time• Create Standard Work Combination Sheets
Phase 2 – Converting to a Process-Based Layout• Evaluate the Options• Plan Possible New Layouts• Move the Machines• Document the New Operating Procedures• Test to Confirm Improvement
Phase 3 – Continuously Improving the Process• Shorten Cycle Times• Shorten Changeover Times• Eliminate Product Defects• Reduce Equipment Failures
Lean Manufacturing
Cellular ManufacturingOne Piece Flow for Workteams
Chapter 4Teamwork Tools for Cellular Manufacturing
Chapter 4 Overview
Working in Teams
Standardizing Workplace Conditions through 5S
Using Visual Management for Production Control
and Safety
Performing Autonomous Maintenance Activities
Using Activity Boards and One-Point Lessons
Summary
Working in Teams
Success depends on teamwork
In a cell, people work together in new ways
Several operations are combined in a sequence, and the main job of the people working in the cell is to maintain a smooth flow through the operations
Work must be coordinated
A group of employees has more creative potential and energy than any person working on a problem alone
Standardizing Workplace Conditions through 5S
Cellular manufacturing cannot succeed in a workplace that is cluttered, disorganized or dirty
Establishing basic workplace conditions is essential in creating a manufacturing cell
The 5S system is a set of five basic principles that have names beginning with S:• Sort• Set in Order• Shine• Standardize• Sustain
Using Visual Management for Production Control and Safety
Visual management is an important support for cellular manufacturing
Visual management techniques express information in a way that can be understood quickly by everyone
Sharing information through visual tools helps keep production running smoothly and safely
One form of visual management in manufacturing cells is the andon system:• Individual machines or assembly stations are equipped with call
lamps• If the machine breaks down or run out of parts, the operator or the
machine turns on a light to call attention
Using Visual Management for Production Control and Safety
Visual location indicators help keep order in the workplace• Lines, labels, and signboards
Visual information can also prevent to make mistakes• Color coding
• Matching color marks
Performing Autonomous Maintenance Activities
Activities carried out by shopfloor teams in cooperation with maintenance staff
Element of Total Productive Maintenance (TPM)
Changes old view that operators just run machines and maintenance people just fix them
Operators learn how to clean the equipment daily and how to inspect it for trouble signs as they clean
Learn the equipment and assist with repairs
Team-based activity: work with maintenance technicians and engineer
Using Activity Boards and One-point Lessons
Two useful approaches for making information public A bulletin board or wall chart
• Displays information about team activities and the results achieved• Chart improvement measures such as quality rate, On Time
Delivery, Overtime, Takt Rate, etc.• Helps keeping track of issues to follow up in the future
A one-point lesson • An easy to read poster to teach others about a particular problem• An improvement example, or • Basic knowledge that everyone should have• Kept short and focused on one point • Often illustrated with photos or drawings
Summary
Working in Teams
Standardizing Workplace Conditions through 5S
Using Visual Management for Production Control
and Safety
Performing Autonomous Maintenance Activities
Using Activity Boards and One-Point Lessons
Related Documents











