Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved. Lean Six Sigma - the Industr ial Approach to Quality also applicable to drive Quality in Healthcare 10-11February 2011 Labquality Days Helsinki Tom M Pettersson. PhD [email protected] Lean Laboratory Medicine

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 1/41
Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean Six Sigma - the IndustrialApproach to Quality also applicable
to drive Quality in Healthcare
10-11February 2011Labquality Days Helsinki
Tom M Pettersson. [email protected]
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 2/41
Page 2Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
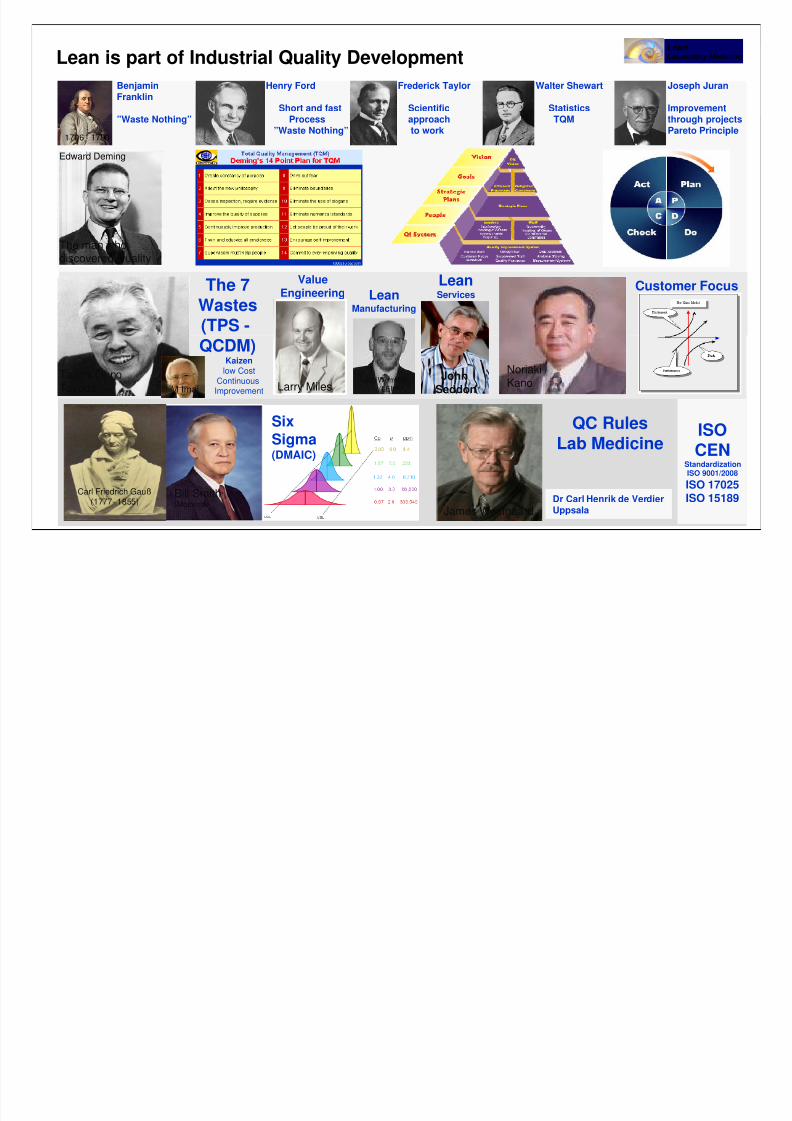
Lean is part of Industrial Quality Development
Bill Smith(Motorola)
Carl Friedrich Gauß(1777- 1855)
QC RulesLab Medicine
SixSigma(DMAIC)
The 7Wastes(TPS -QCDM)
Value
Engineering Customer Focus
ISOCEN
StandardizationISO 9001/2008
ISO 17025ISO 15189
M Imai
Kaizenlow Cost
Continuous
Improvement
Dr Carl Henrik de VerdierUppsala
Benjamin
Franklin
”Waste Nothing”
Henry Ford
Short and fastProcess
”Waste Nothing”
Frederick Taylor
Scientificapproachto work
Walter Shewart
StatisticsTQM
Joseph Juran
Improvementthrough projectsPareto Principle
The man whodiscovered Quality
Edward Deming
James Westgaard
Taiichi Ohno
Toyoda Larry Miles
NoriakiKano
1706 - 1790
Jim Womack
(LEI)
LeanManufacturing
LeanServices
John
Seddon
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 3/41
Page 3Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
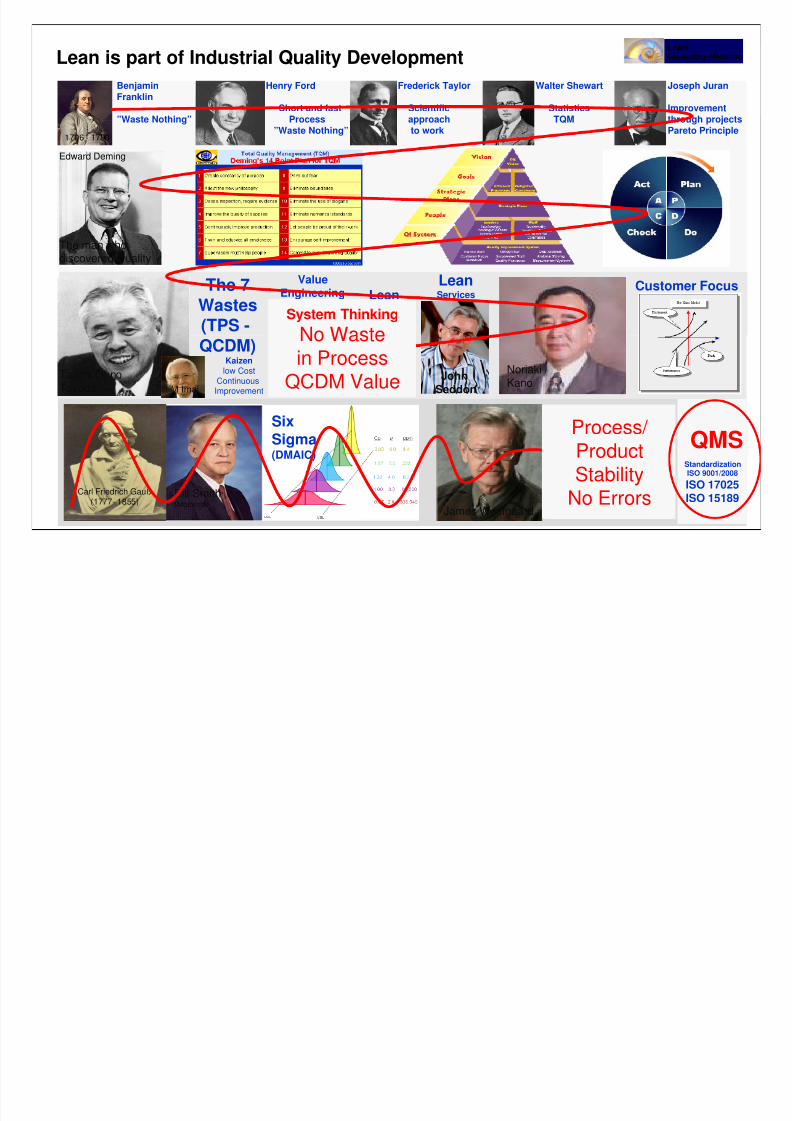
Lean is part of Industrial Quality Development
Bill Smith(Motorola)
Carl Friedrich Gauß(1777- 1855)
QC RulesLab Medicine
SixSigma(DMAIC)
The 7Wastes(TPS -QCDM)
Value
Engineering Customer Focus
ISOCEN
StandardizationISO 9001/2008
ISO 17025ISO 15189
M Imai
Kaizenlow Cost
Continuous
Improvement
Dr Carl Henrik de VerdierUppsala
Benjamin
Franklin
”Waste Nothing”
Henry Ford
Short and fastProcess
”Waste Nothing”
Frederick Taylor
Scientificapproachto work
Walter Shewart
StatisticsTQM
Joseph Juran
Improvementthrough projectsPareto Principle
The man whodiscovered Quality
Edward Deming
James Westgaard
Taiichi Ohno
Toyoda Larry Miles
NoriakiKano
1706 - 1790
Jim Womack
(LEI)
LeanManufacturing
LeanServices
John
Seddon
Lean Laboratory Medicine
System Thinking
No Wastein Process
QCDM ValueProcess/ProductStability
No Errors
QMS
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 4/41
Page 4Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
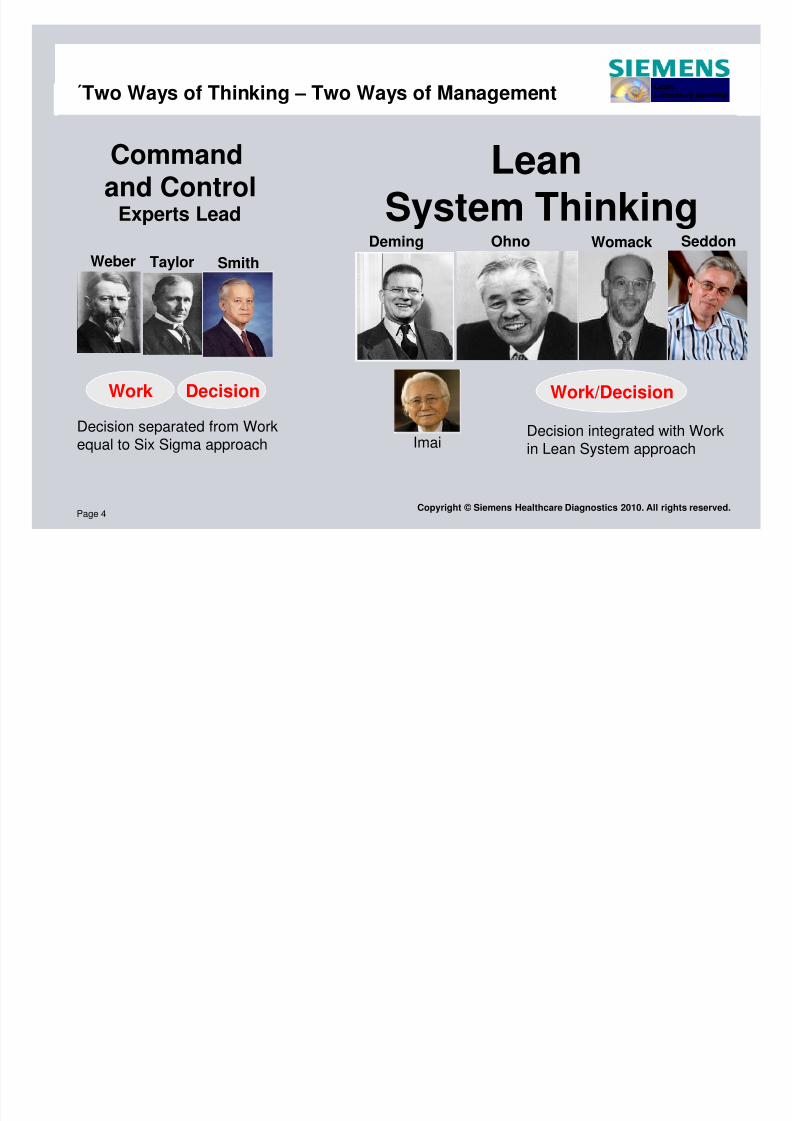
Imai
Work Decision Work/Decision
Decision separated from Workequal to Six Sigma approach
Decision integrated with Workin Lean System approach
´Two Ways of Thinking – Two Ways of Management
Weber Taylor
Deming Ohno Womack Seddon
Command
and Control
Lean
System ThinkingSmith
Experts Lead
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 5/41
Page 5Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
The TPS Approach
Taiichi OhnoFather of the Toyota Production System
He called the Toyota system
“profit-making industrial engineering”.
”- in Lean all we do is to reduce the timeit takes from when we commit money to
the raw materials to when we collectmoney from our customers”
”We design for best quality tolowest price”
”We mobilize all intelligence in theorganization to meet our purpose”
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 6/41
Page 6Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean Focus
Yet the most powerful aspectof LEAN
is not what participants do toadd to improve a process but what
they remove from the processto improve it
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 7/41
Page 7Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
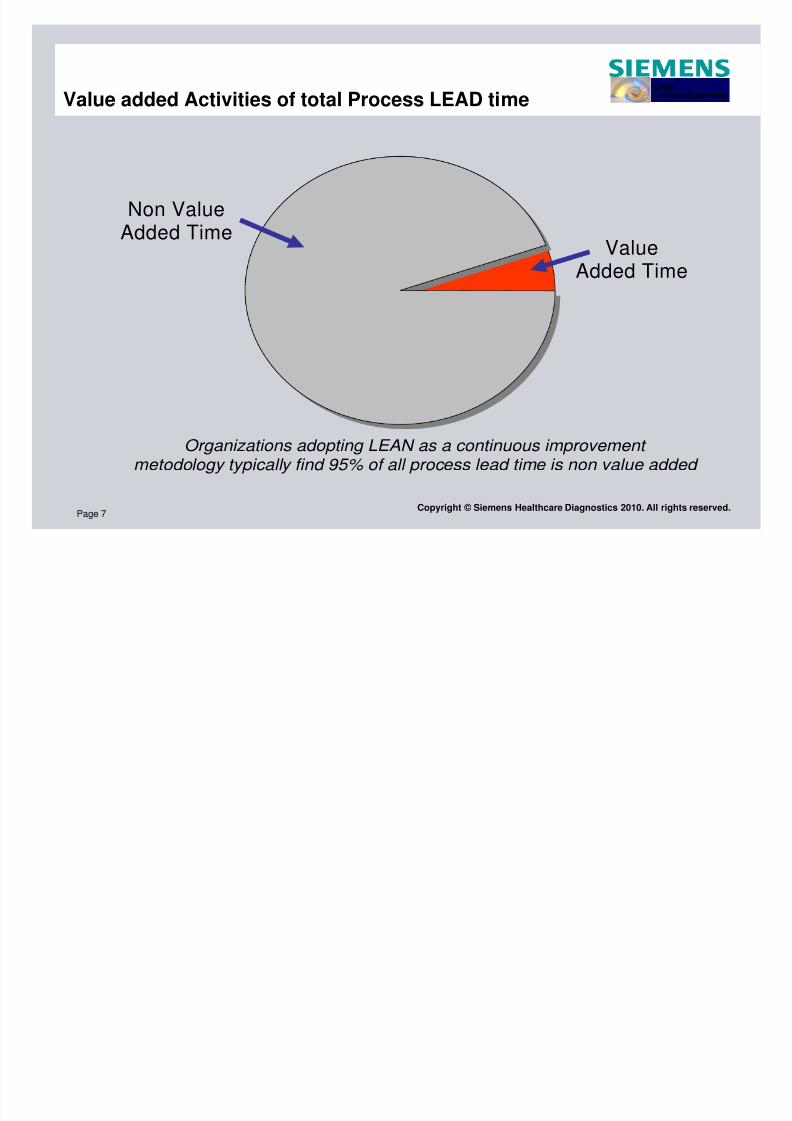
Value added Activities of total Process LEAD time
ValueAdded Time
Non ValueAdded Time
Organizations adopting LEAN as a continuous improvement metodology typically find 95% of all process lead time is non value added
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 8/41
Page 8Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
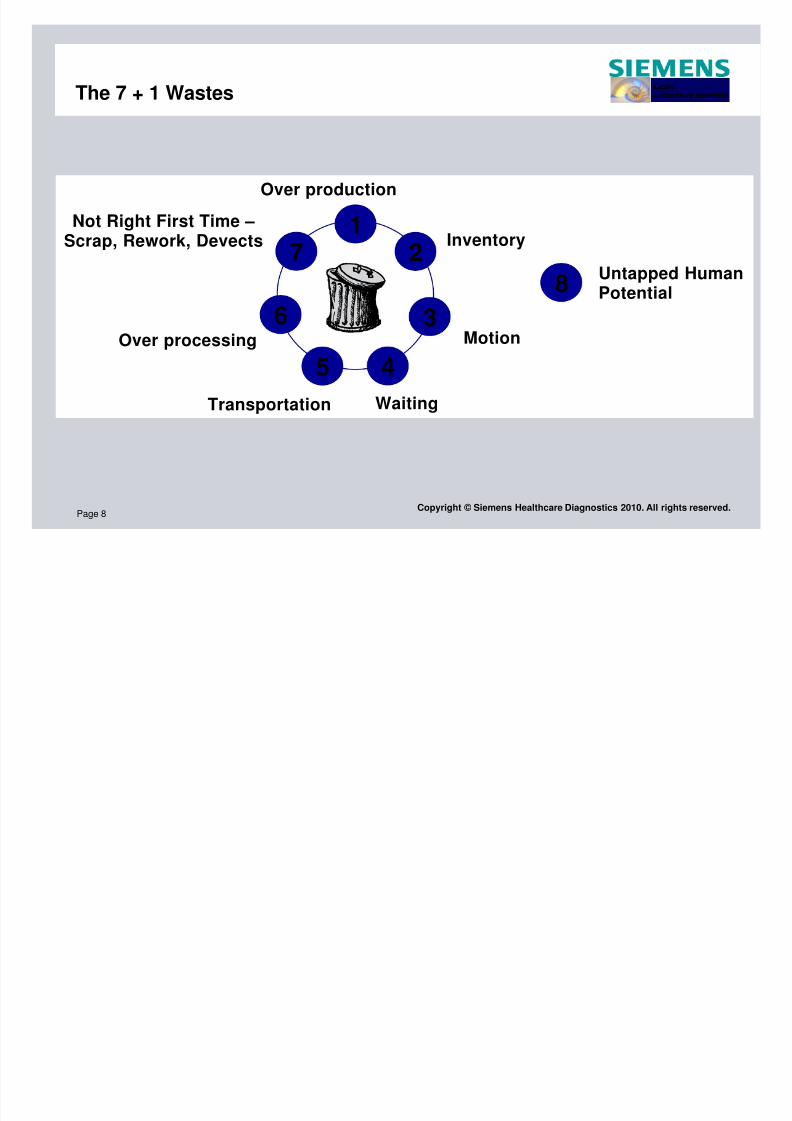
The 7 + 1 Wastes
12
5
3
4
7
6 8
Over production
Inventory
Motion
WaitingTransportation
Over processing
Not Right First Time –Scrap, Rework, Devects
Untapped Human
Potential
Lean
Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 9/41

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 10/41
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 11/41
Page 11Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
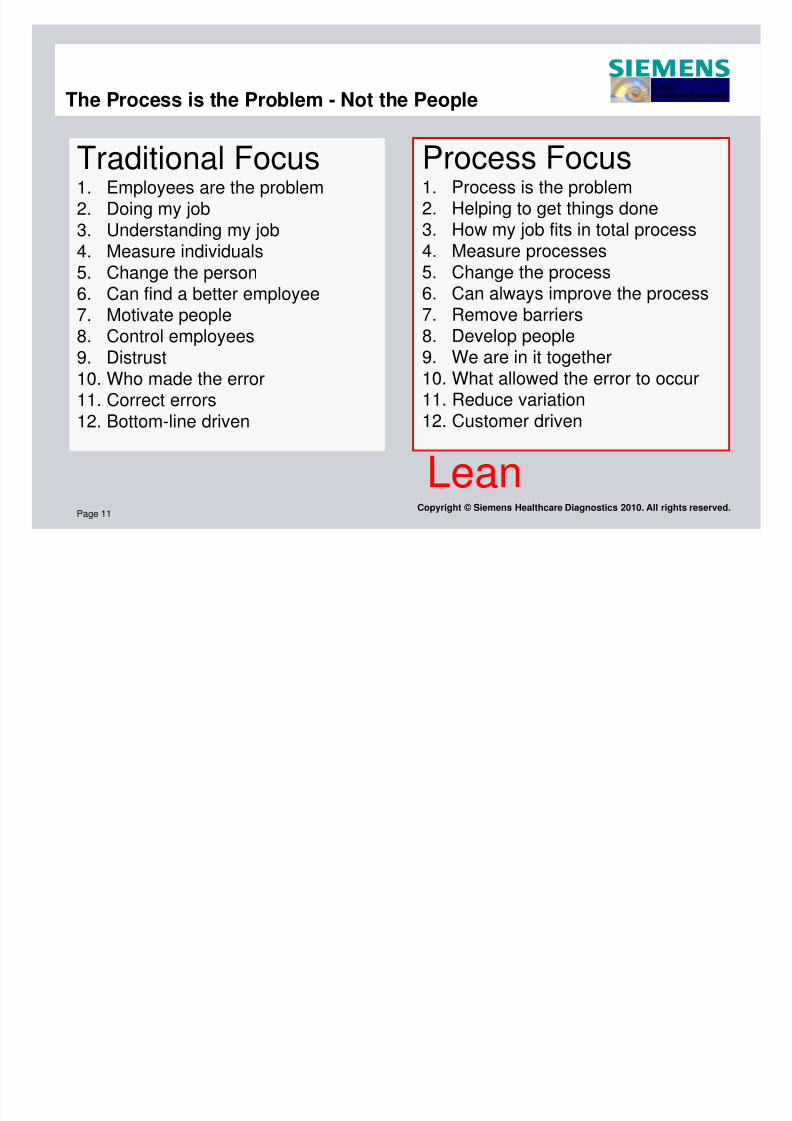
Process Focus1. Process is the problem2. Helping to get things done3. How my job fits in total process4. Measure processes5. Change the process
6. Can always improve the process7. Remove barriers8. Develop people9. We are in it together10. What allowed the error to occur11. Reduce variation12. Customer driven
The Process is the Problem - Not the People
Traditional Focus1. Employees are the problem2. Doing my job3. Understanding my job4. Measure individuals5. Change the person
6. Can find a better employee7. Motivate people8. Control employees9. Distrust10. Who made the error11. Correct errors12. Bottom-line driven
Lean Laboratory Medicine
Lean
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 12/41
Page 12Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
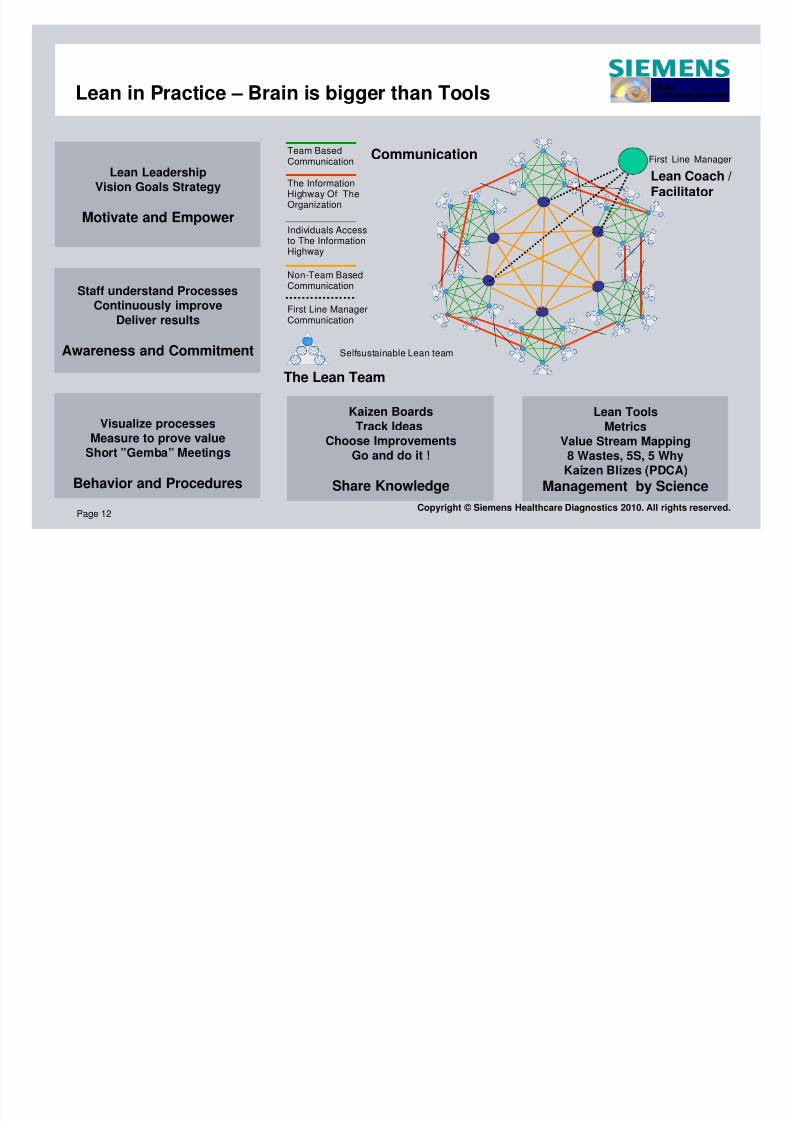
Team BasedCommunication
The Information
Highway Of TheOrganization
Individuals Accessto The InformationHighway
Non-Team BasedCommunication
First Line ManagerCommunication
Selfsustainable Lean team
First Line Manager
Lean in Practice – Brain is bigger than Tools
Lean LeadershipVision Goals Strategy
Motivate and Empower
Staff understand ProcessesContinuously improveDeliver results
Awareness and Commitment
Visualize processesMeasure to prove value
Short ”Gemba” Meetings
Behavior and Procedures
Kaizen BoardsTrack Ideas
Choose ImprovementsGo and do it !
Share Knowledge
Lean ToolsMetrics
Value Stream Mapping8 Wastes, 5S, 5 WhyKaizen Blizes (PDCA)
Management by Science
The Lean Team
Communication
Lean Coach /
Facilitator
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 13/41
Page 13Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
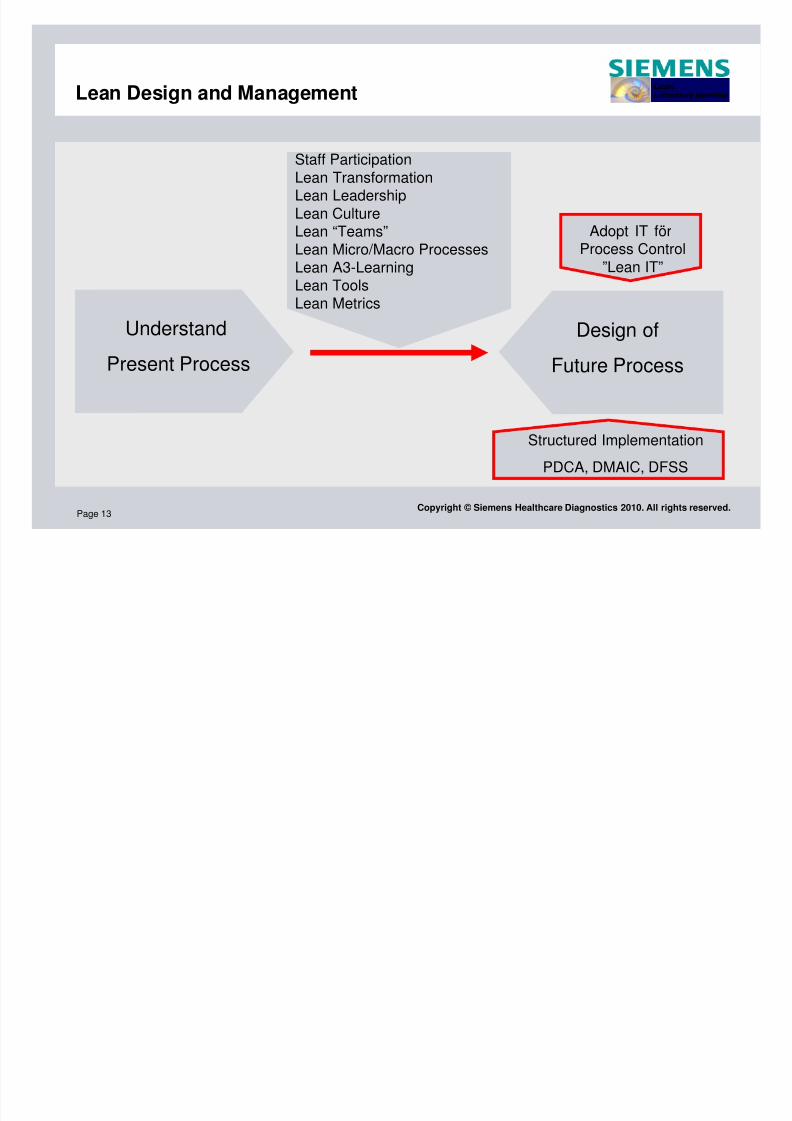
Lean Design and Management
Understand
Present Process
Design of
Future Process
Staff ParticipationLean Transformation
Lean LeadershipLean CultureLean “Teams”Lean Micro/Macro ProcessesLean A3-LearningLean ToolsLean Metrics
Adopt IT förProcess Control
”Lean IT”
Structured Implementation
PDCA, DMAIC, DFSS
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 14/41
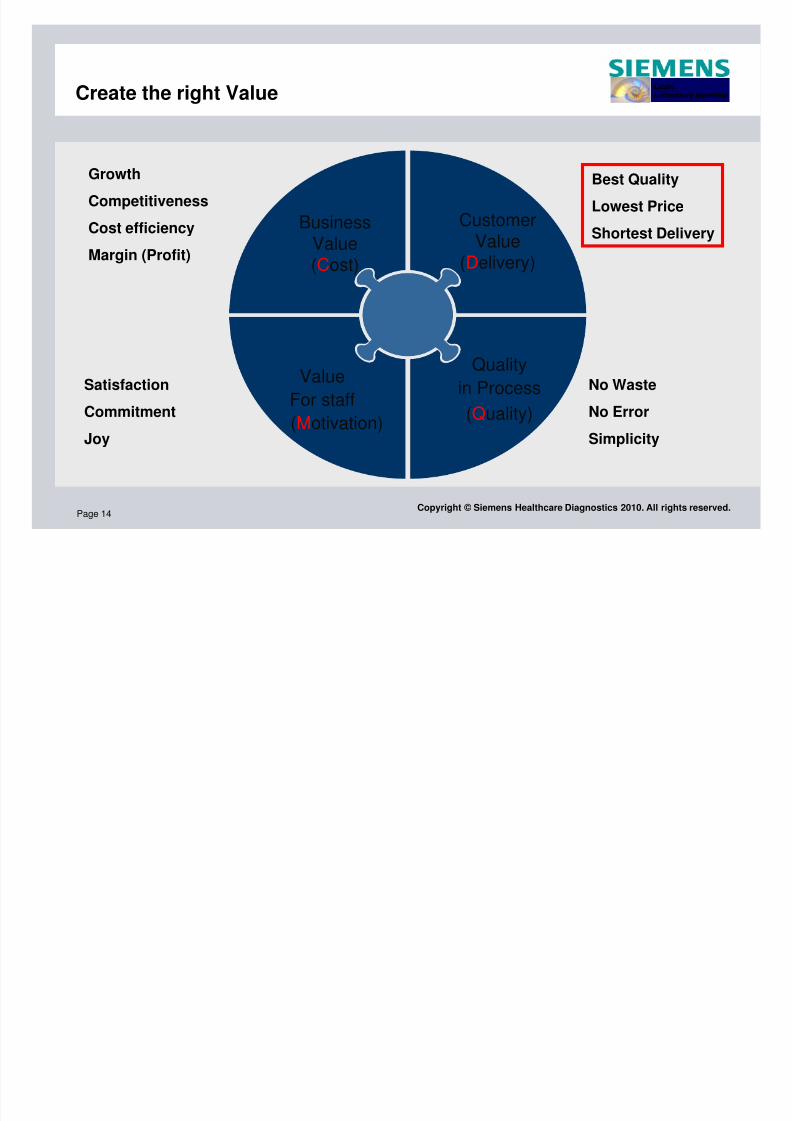
Page 14Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
BusinessValue(Cost)
Quality
in Process(Quality)
CustomerValue
(Delivery)
Value
For staff(Motivation)
Growth
Competitiveness
Cost efficiency
Margin (Profit)
Satisfaction
Commitment
Joy
Best Quality
Lowest Price
Shortest Delivery
No Waste
No Error
Simplicity
Create the right Value
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 15/41
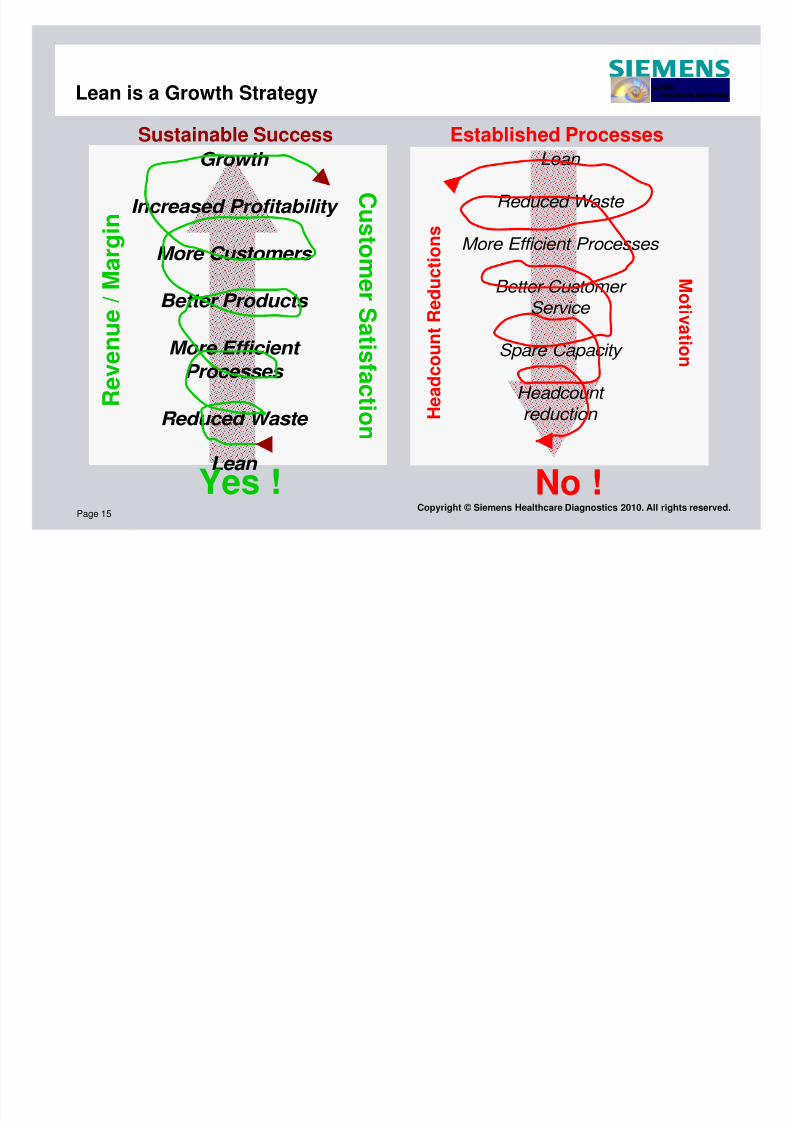
Page 15Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Growth
Increased Profitability
More Customers
Better Products
More Efficient
Processes
Reduced Waste
Lean
Lean
Reduced Waste
More Efficient Processes
Better Customer Service
Spare Capacity
Headcount reduction H
e a
d c o u n t R e d
u c t i o n s
M o t i v a t i on
Established Processes
C u s t om
er S a t i sf a c t i on
R e v e n u e /
M a r g i n
Sustainable Success
Yes ! No !
Lean Laboratory Medicine
Lean is a Growth Strategy
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 16/41
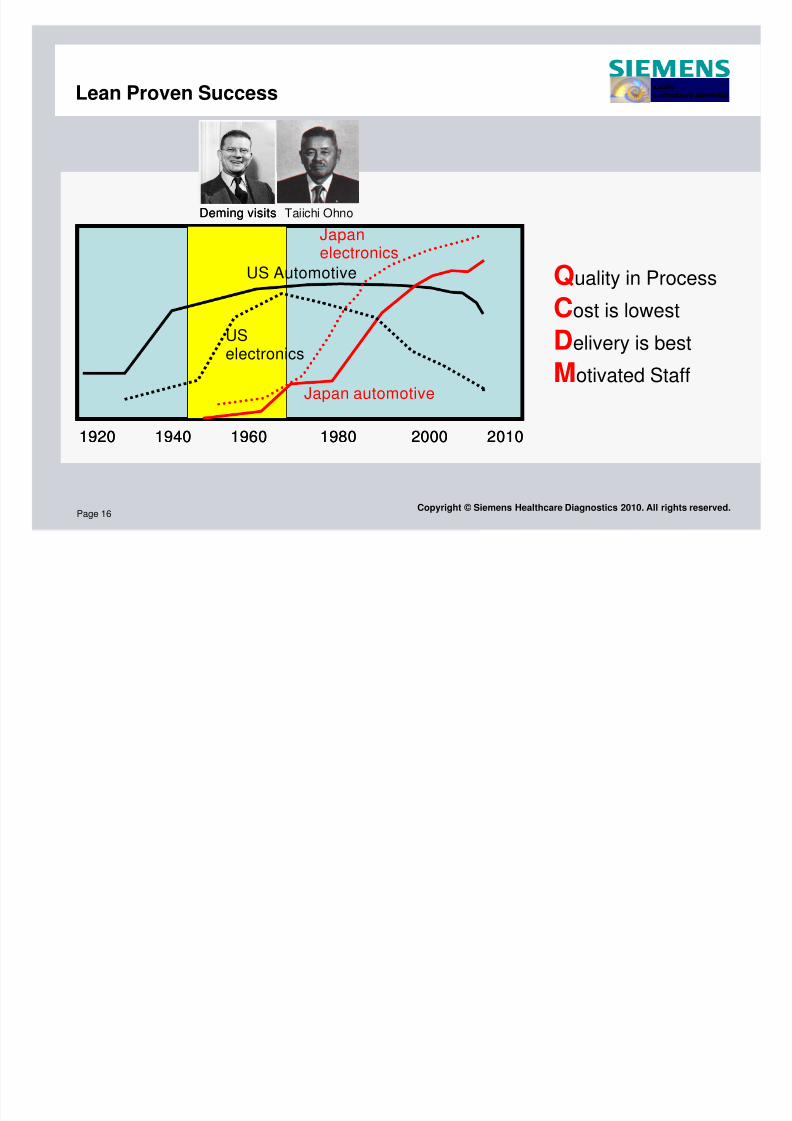
Page 16Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean Proven Success
US Automotive
Japan automotive
1920 1940 1960 1980 2000 2010
Japanelectronics
USelectronics
Deming visits
US Automotive
Japan automotive
1920 1940 1960 1980 2000 2010
Japanelectronics
USelectronics
Deming visits
Lean Laboratory Medicine
Taiichi Ohno
Quality in Process
Cost is lowest
Delivery is best
Motivated Staff
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 17/41
Page 17Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
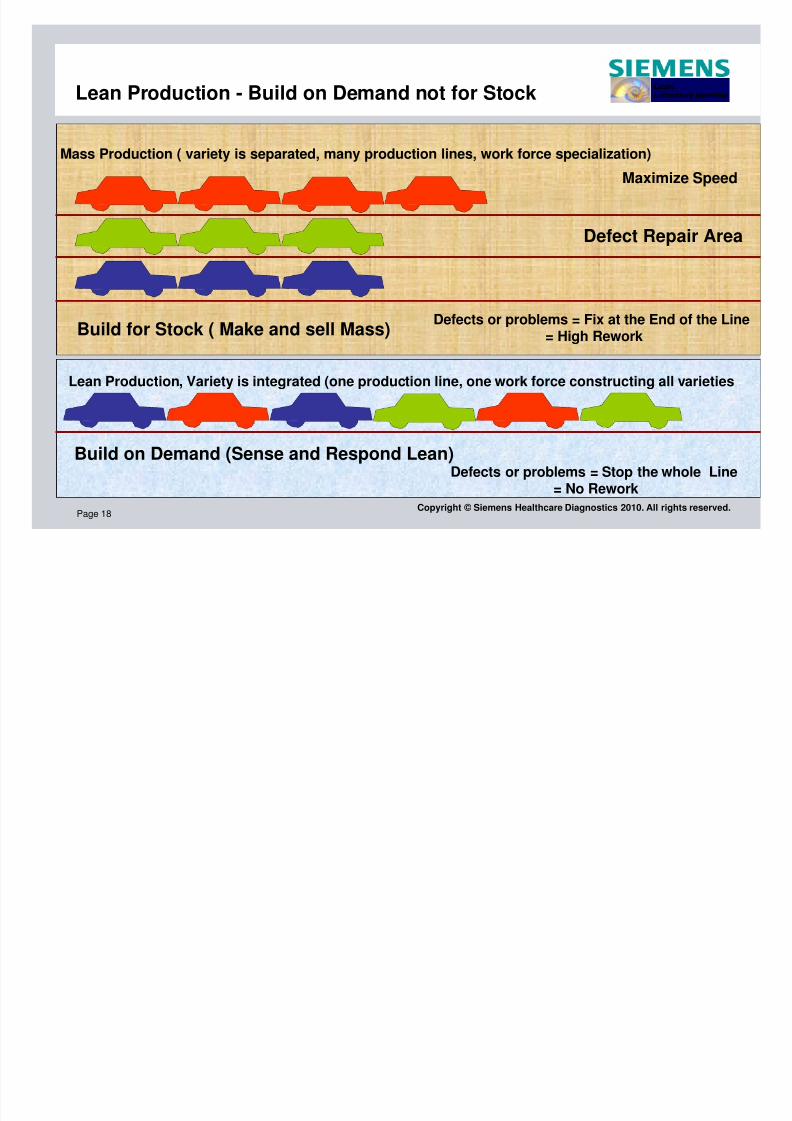
Lean Production - Build on Demand not for Stock
Lean Laboratory Medicine
Mass Production ( variety is separated, many production lines, work force specialization)
Maximize Speed
Defect Repair Area
Build for Stock ( Make and sell Mass)Defects or problems = Fix at the End of the Line
= High Rework
Lean Production, Variety is integrated (one production line, one work force constructing all varieties
Build on Demand (Sense and Respond Lean)Defects or problems = Stop the whole Line
= No Rework
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 18/41
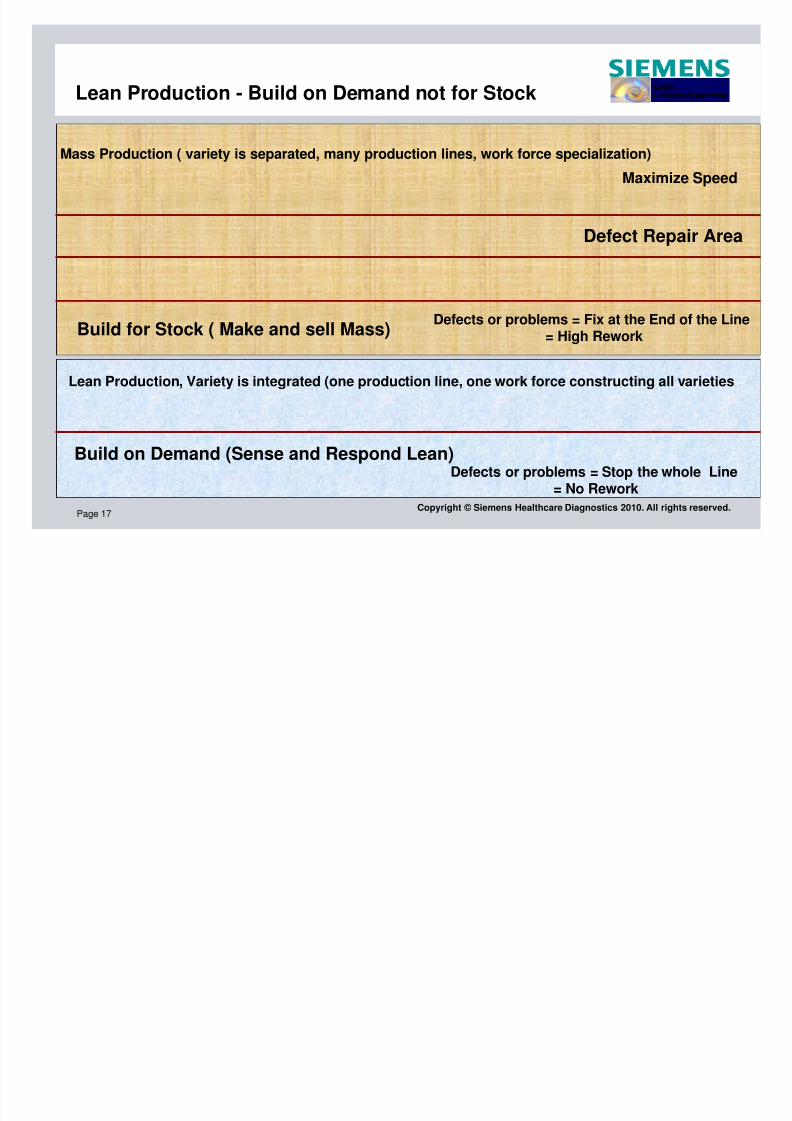
Page 18Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean Production - Build on Demand not for Stock
Lean Laboratory Medicine
Mass Production ( variety is separated, many production lines, work force specialization)
Maximize Speed
Defect Repair Area
Build for Stock ( Make and sell Mass)Defects or problems = Fix at the End of the Line
= High Rework
Lean Production, Variety is integrated (one production line, one work force constructing all varieties
Build on Demand (Sense and Respond Lean)Defects or problems = Stop the whole Line
= No Rework

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 19/41
Page 19Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean Healthcare – End to End Flow Design
Elective Surgery (on demand )
Emergency Surgery
High Care Medical
Outpatients
Obstetrics
Low Care Medical
L i n e M a n a g
e r s
P r o d
u c t i o n L i n e s i
n H o s p i t a l
Lean Laboratory Medicine

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 20/41
Page 20Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Shared Departments (large – no small dept)
Lean Healthcare – End to End Flow Design
Elective Surgery (on demand )
Emergency Surgery
High Care Medical
Outpatients
Obstetrics
Low Care Medical
Emergency Surgery MedicalObstetrics
Pediatric
Intensive
Care
Oncology Imaging Labs
L i n e M a n a g
e r s
P r o d
u c t i o n L i n e s i n H o s p i t a l
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 21/41
Page 21Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
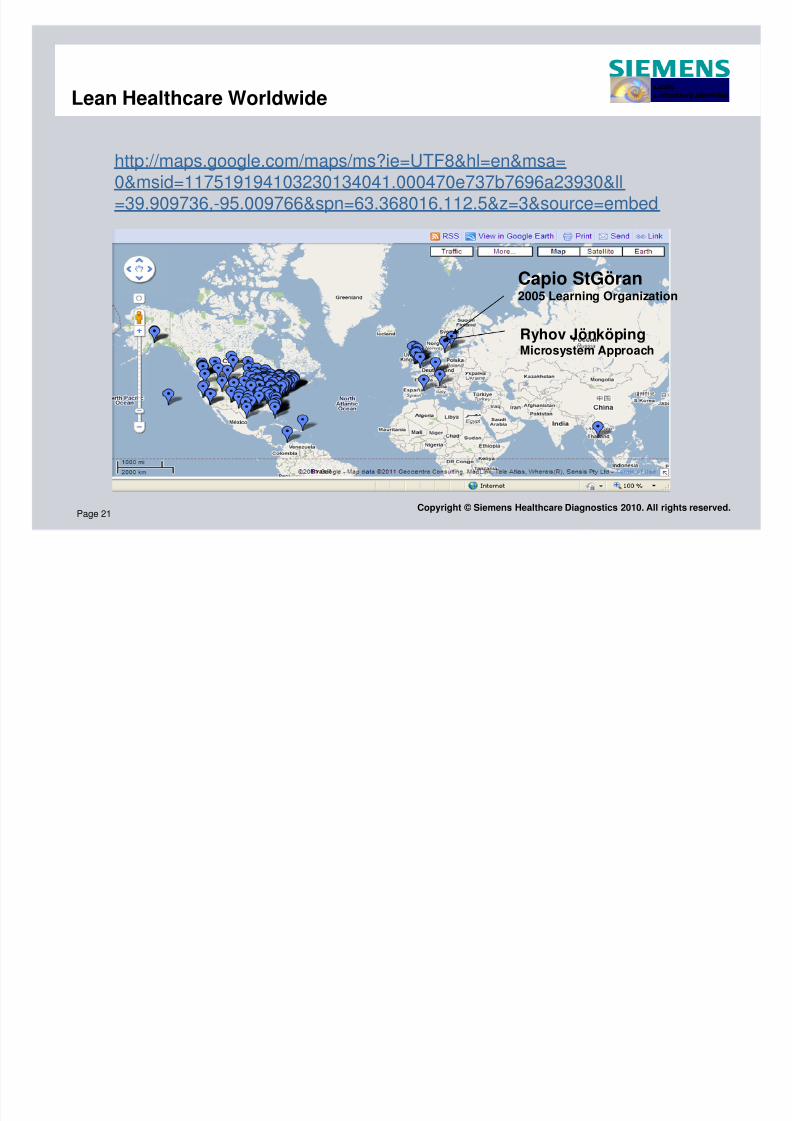
http://maps.google.com/maps/ms?ie=UTF8&hl=en&msa=0&msid=117519194103230134041.000470e737b7696a23930&ll
=39.909736,-95.009766&spn=63.368016,112.5&z=3&source=embed
Lean Healthcare Worldwide
Capio StGöran
2005 Learning Organization
Ryhov JönköpingMicrosystem Approach
Lean Laboratory Medicine

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 22/41
Personnel Room Patient Monitoring Tests Individualround
Planning Coordination
RedTeam
17 P.O-66 MIDA Trop-I 10 11
19:1 GE-40 MIDA 10 Angio
19:2 S.S-26 T-metri
20:1 K.K-23 Leave at 11
20:2 W.O-40 Leave afterbreakfast
Blue Team
14 E.R-45 MIDA
15 T.Y-29 Leave at 13
16 U.I-34 A-kabel Waiting dept. 37
21:1
21:2 K.K-22 MIDA
Beh rum
IVA
Personnel Room Patient Monitoring Tests Individualround
Planning Coordination
RedTeam
17 P.O-66 MIDA Trop-I 10 11
19:1 GE-40 MIDA 10 Angio
19:2 S.S-26 T-metri
20:1 K.K-23 Leave at 11
20:2 W.O-40 Leave afterbreakfast
Blue Team
14 E.R-45 MIDA
15 T.Y-29 Leave at 13
16 U.I-34 A-kabel Waiting dept. 37
21:1
21:2 K.K-22 MIDA
Beh rum
IVA
Visualization and teamwork key parts of LEAN improvementExample: Process work at cardiac ward - Overview of white-board
Individual Planning – No Classical Rounds
Capio StGöran
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 23/41
Time Thieves – Capio StGöran
• Radiology
• Laboratory Medicine• IT
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 24/41
Page 24Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
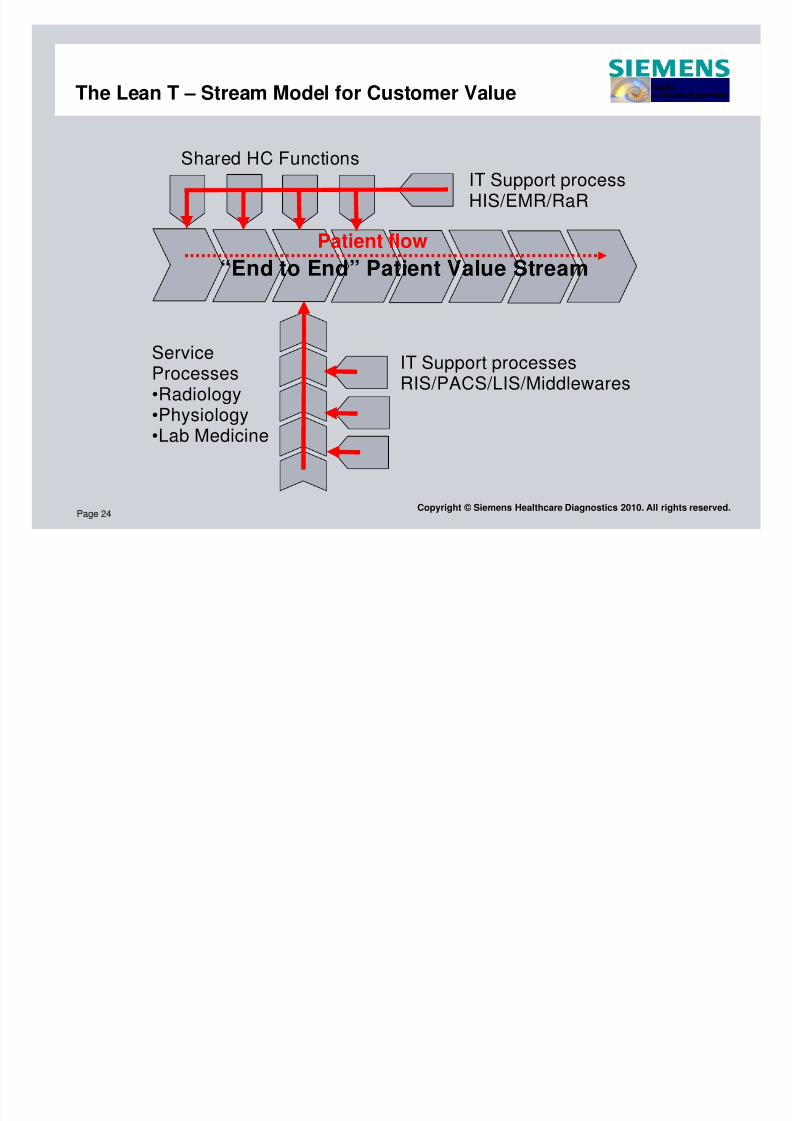
The Lean T – Stream Model for Customer Value
IT Support processesRIS/PACS/LIS/Middlewares
ServiceProcesses
•Radiology•Physiology•Lab Medicine
“End to End” Patient Value Stream
IT Support process
HIS/EMR/RaR
Shared HC Functions
Patient flow
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 25/41
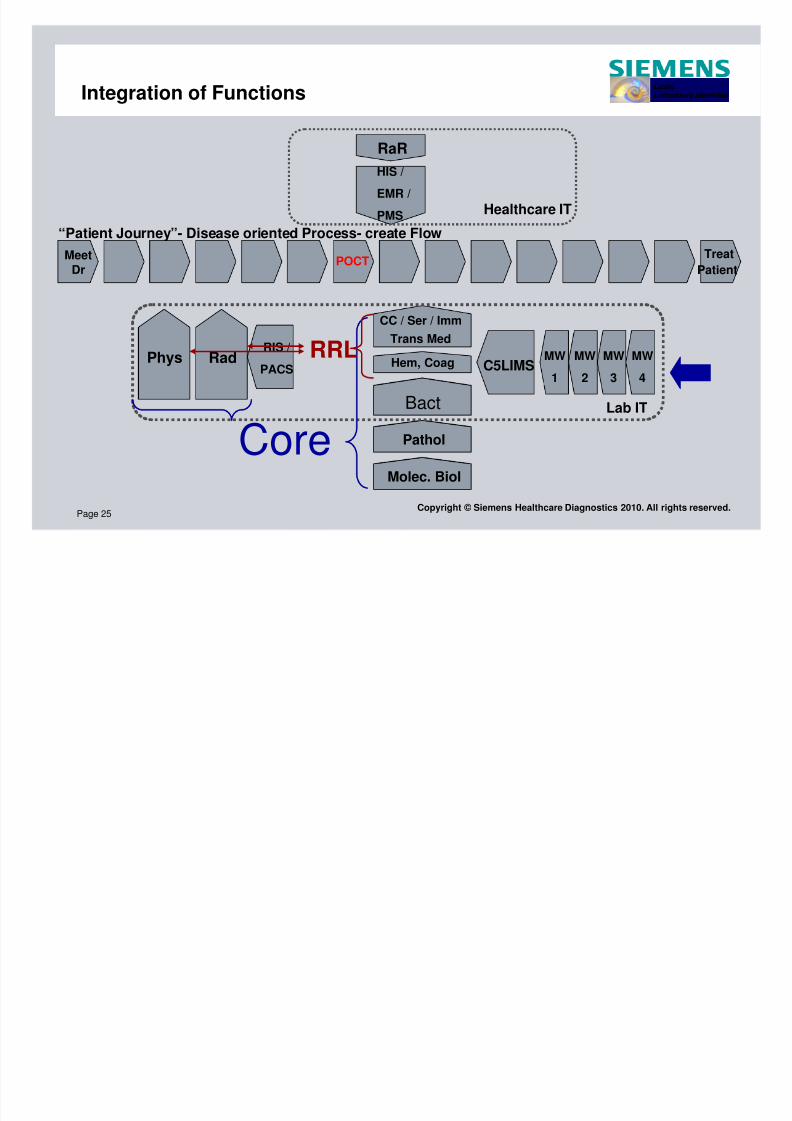
Page 25Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
CC / Ser / Imm
Trans Med
Bact
Pathol
Molec. Biol
Hem, Coag
Integration of Functions
Phys Rad
“Patient Journey”- Disease oriented Process- create Flow
Treat
Patient
HIS /
EMR /
PMS
RaR
MW
1
MW
2
MW
3
MW
4
Healthcare IT
C5LIMS
Lab IT
MeetDr
RIS /
PACS
Core
POCT
RRL
Lean Laboratory Medicine
Bact
Pathol
Molec. Biol
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 26/41
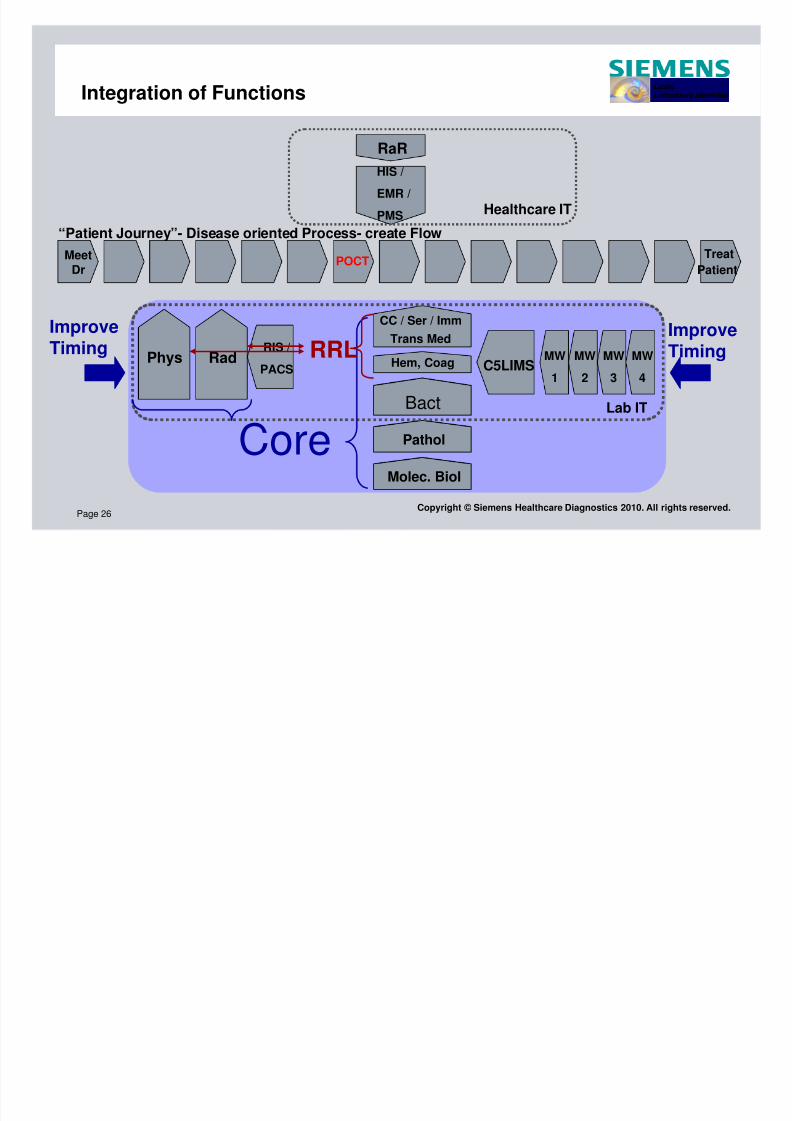
Page 26Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
CC / Ser / Imm
Trans Med
Bact
Pathol
Molec. Biol
Hem, Coag
ImproveTiming
Integration of Functions
Phys Rad
“Patient Journey”- Disease oriented Process- create Flow
Treat
Patient
HIS /
EMR /
PMS
RaR
MW
1
MW
2
MW
3
MW
4
Healthcare IT
C5LIMS
Lab IT
MeetDr
RIS /
PACS
Core
ImproveTiming
POCT
RRL
Lean Laboratory Medicine
Bact
Molec. Biol
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 27/41
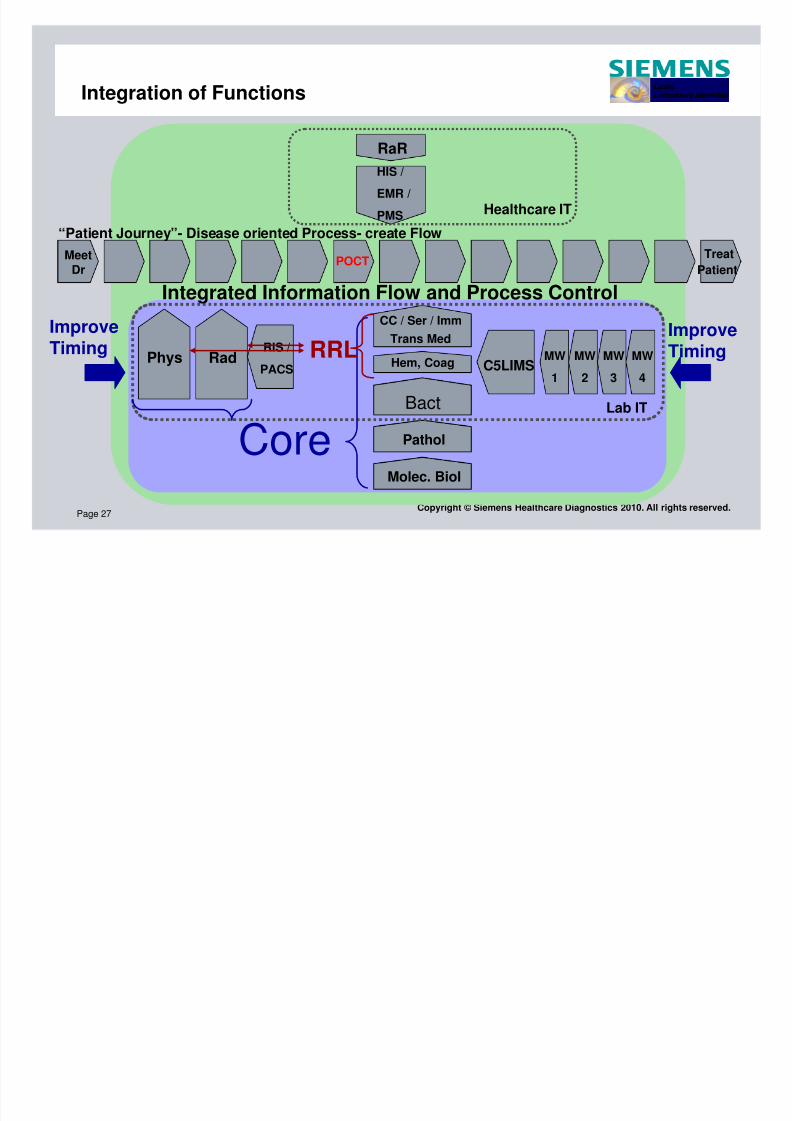
Page 27Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
CC / Ser / Imm
Trans Med
Bact
Pathol
Molec. Biol
Hem, Coag
ImproveTiming
Integration of Functions
Phys Rad
“Patient Journey”- Disease oriented Process- create Flow
Treat
Patient
HIS /
EMR /
PMS
RaR
MW
1
MW
2
MW
3
MW
4
Healthcare IT
C5LIMS
Lab IT
MeetDr
RIS /
PACS
Core
ImproveTiming
Integrated Information Flow and Process Control
POCT
RRL
Lean Laboratory Medicine
Bact
Pathol
Molec. Biol
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 28/41
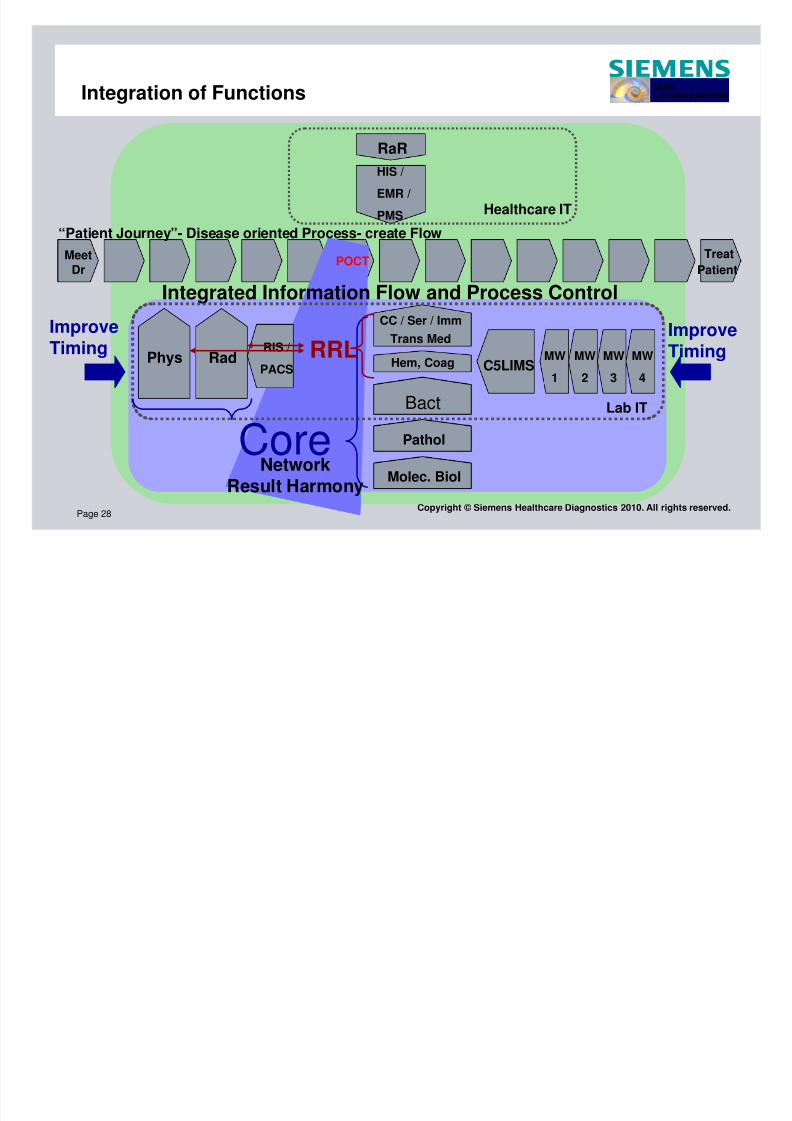
Page 28Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
CC / Ser / Imm
Trans Med
Bact
Pathol
Molec. Biol
Hem, Coag
ImproveTiming
Integration of Functions
Phys Rad
“Patient Journey”- Disease oriented Process- create Flow
Treat
Patient
HIS /
EMR /
PMS
RaR
MW
1
MW
2
MW
3
MW
4
Healthcare IT
C5LIMS
Lab IT
MeetDr
RIS /
PACS
Core
ImproveTiming
Integrated Information Flow and Process Control
POCT
RRL
Lean Laboratory Medicine
Network
Result Harmony
Bact
Pathol
Molec. Biol
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 29/41
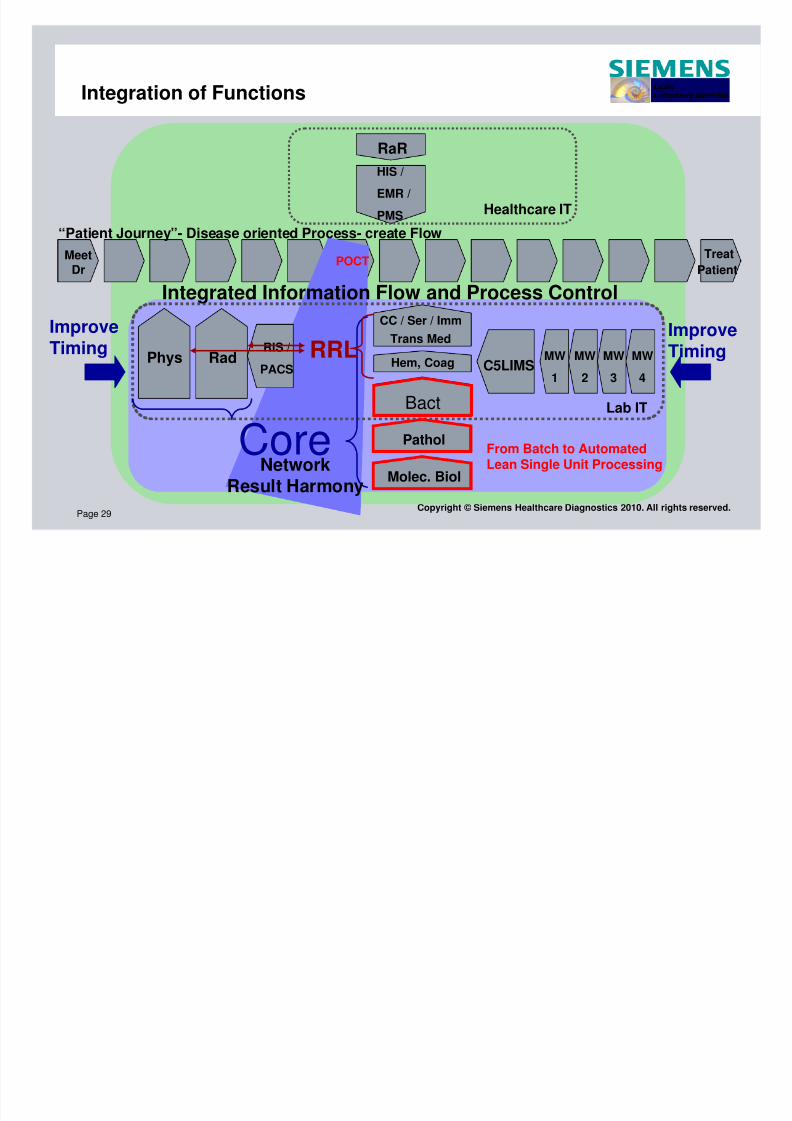
Page 29Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
CC / Ser / Imm
Trans Med
Bact
Pathol
Molec. Biol
Hem, Coag
ImproveTiming
Integration of Functions
Phys Rad
“Patient Journey”- Disease oriented Process- create Flow
Treat
Patient
HIS /
EMR /
PMS
RaR
MW
1
MW
2
MW
3
MW
4
Healthcare IT
C5LIMS
Lab IT
MeetDr
RIS /
PACS
Core
ImproveTiming
Integrated Information Flow and Process Control
POCT
RRL
Lean Laboratory Medicine
Network
Result Harmony
Bact
Pathol
Molec. Biol
From Batch to AutomatedLean Single Unit Processing
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 30/41
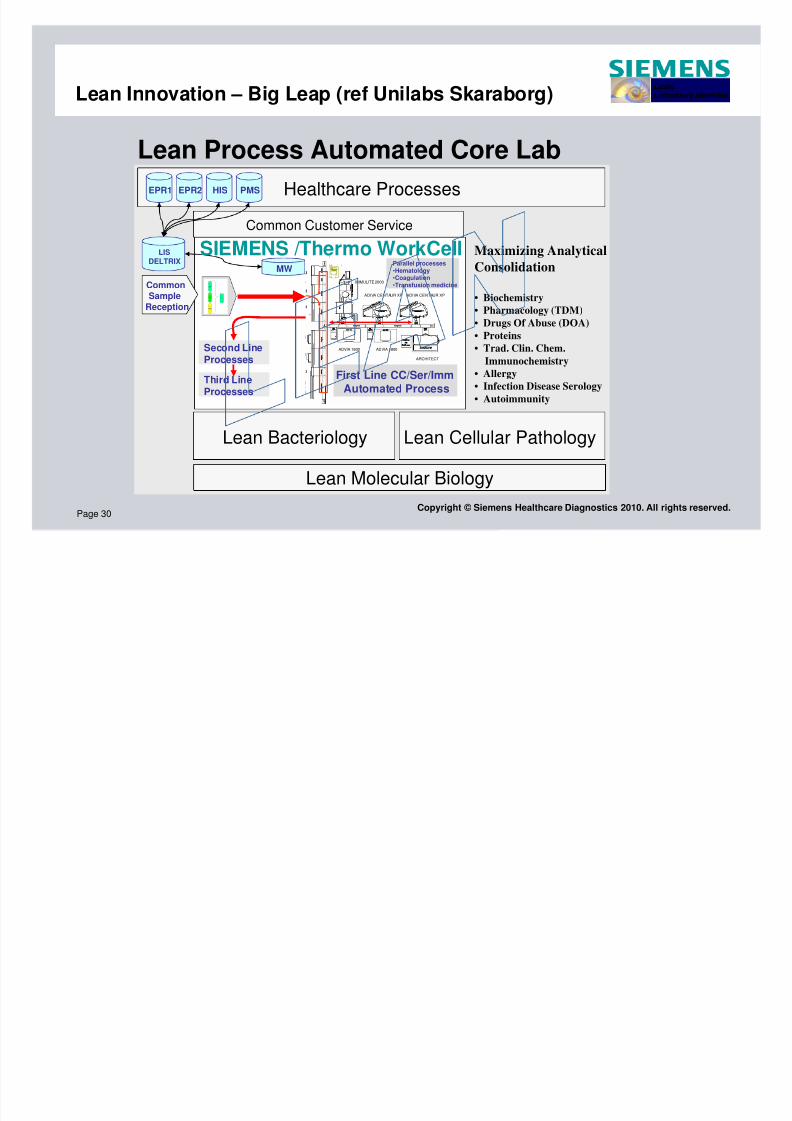
Page 30Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Återförslutning
Buffer
Inmatningsmodul
Utmatningssmodul
Centrifug
Centrifug
Avproppning
Alikvotering&
märkning
Återförslutning
Buffer
Inmatningsmodul
Utmatningssmodul
Centrifug
Centrifug
Avproppning
Alikvotering&
märkning
Återförslutning
Buffer
Inmatningsmodul
Utmatningssmodul
Centrifug
Centrifug
Avproppning
Alikvotering&
märkning
IMMULITE 2000
ADIVA CENTAUR XP ADIVA CENTAUR XP
ADVIA 1800 ADVIA 1800
ARCHITECT
LSM
Second LineProcesses
Third Line
Processes
First Line CC/Ser/Imm
Automated Process
SIEMENS /Thermo WorkCell Maximizing Analytical
Consolidation
•Biochemistry
• Pharmacology (TDM)
• Drugs Of Abuse (DOA)
• Proteins
• Trad. Clin. Chem.
Immunochemistry
• Allergy
• Infection Disease Serology
• Autoimmunity
Lean Bacteriology Lean Cellular Pathology
Lean Molecular Biology
Common Customer Service
Healthcare Processes
LIS
DELTRIX
EPR1 EPR2 HIS PMS
Parallel processes•Hematology•Coagulation•Transfusion medicine
MW
Common
SampleReception
Lean Process Automated Core Lab
Lean Innovation – Big Leap (ref Unilabs Skaraborg)
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 31/41
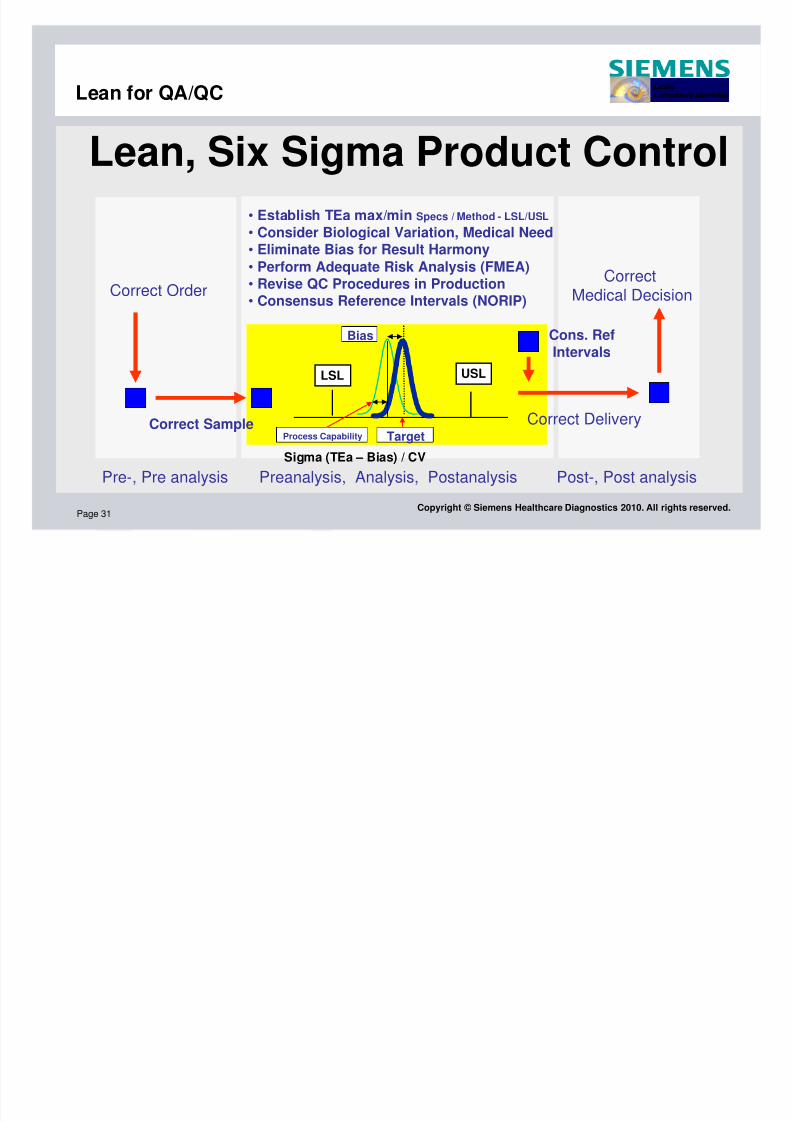
Page 31Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean for QA/QC
Pre-, Pre analysis Preanalysis, Analysis, Postanalysis Post-, Post analysis
USL
T
LSL
Correct Order
Correct Sample Correct Delivery
Correct
Medical Decision
Target
Bias
• Establish TEa max/min Specs / Method - LSL/USL
• Consider Biological Variation, Medical Need
• Eliminate Bias for Result Harmony
• Perform Adequate Risk Analysis (FMEA)• Revise QC Procedures in Production
• Consensus Reference Intervals (NORIP)
Cons. Ref
Intervals
Process Capability
Lean, Six Sigma Product Control
Sigma (TEa – Bias) / CV
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 32/41
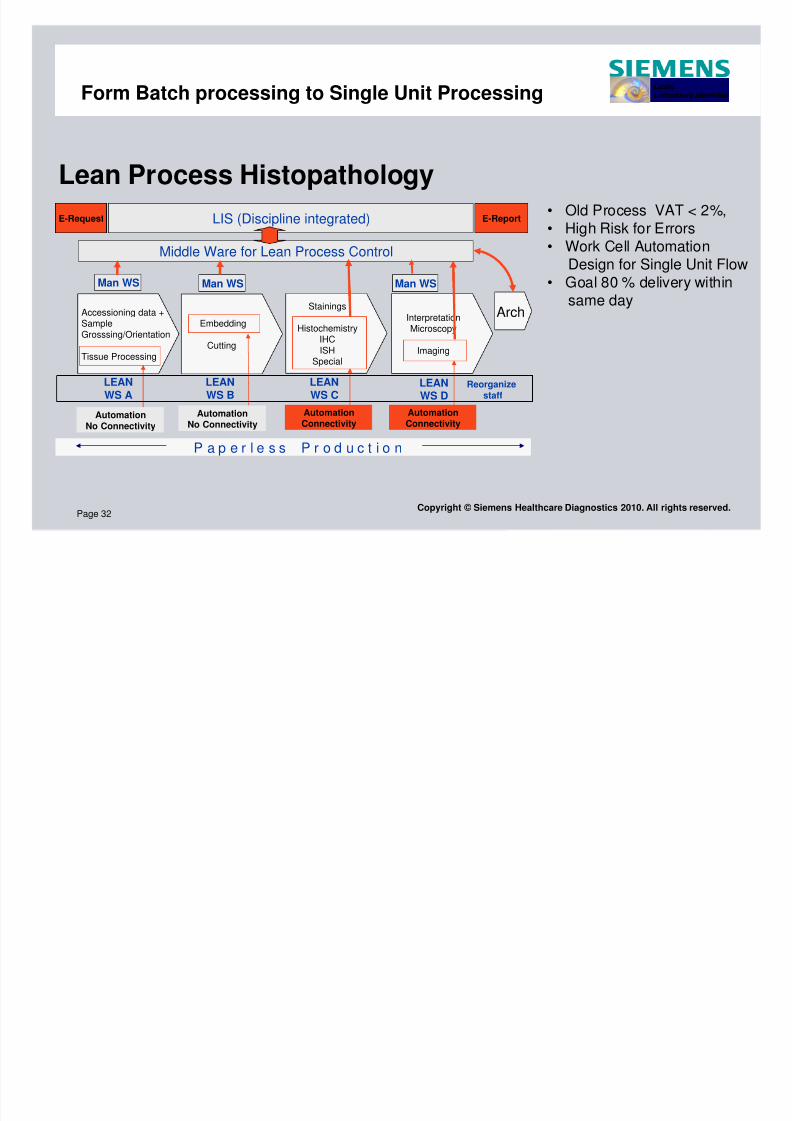
Page 32Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Form Batch processing to Single Unit Processing
Accessioning data +Sample
Grosssing/Orientation
Tissue Processing
Stainings
HistochemistryIHC
ISHSpecial
InterpretationMicroscopy
Imaging
Embedding
Cutting
LEAN
WS A
LEAN
WS B
LEAN
WS C
LEAN
WS D
E-Request
Middle Ware for Lean Process Control
Man WS Man WS
LIS (Discipline integrated) E-Report
Man WS
Automation
No Connectivity
AutomationNo Connectivity
AutomationConnectivity
AutomationConnectivity
P a p e r l e s s P r o d u c t i o n
Reorganize
staff
Arch
Lean Process Histopathology
Lean Laboratory Medicine
• Old Process VAT < 2%,• High Risk for Errors• Work Cell Automation
Design for Single Unit Flow• Goal 80 % delivery within
same day

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 33/41
Page 33Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Form Batch processing to Single Unit Processing
DirectIdentificationon MALDITOF MS
MolecularBiology directHybridization
PCR-Semi /FullAutomationRandom
Liquid
Plates
Tubes
Slides
Primary Sample:
Secondary Samples:
Colony
IdentifyBiochemistry
Auto-Work Cell I Auto-Work Cell II
Cultivation
Fast tracks
UniqueLabelingPlate, TubesFrom Store
Inoculate -Streak out
Direct appl.
AntibioticDiscs forAST
Incubate InterpretImage orig.Image AST
Pick out
NegativesFlowcytometry
Antigen
Tests
Middle Ware (Steering Automation, Data Concentrator - Images, MALDI TOF and AST data)
LIS DELTRIX (Common for CC/Ser/Imm/Bact/Path)Order
in
Report
out
Incubate andEvaluate AST
Identify
MALDI TOF MS
Auto-Work Cell III
P a p e r l e s s P r o d u c t i o n
Lean Process Bacteriology• Work Cell Automation
Design for Single Unit Flow• New Technology (MALDI ToF)
disrupts old Process• Potential within Day Reporting
Lean Laboratory Medicine

8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 34/41
Page 34Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Designing the Integrated Lean LaboratoryLean Laboratory Medicine
Patient
Flow
IntegratedSample Flow
Nucleic acidsTissuesCultivations
BiologicalLiquids
Harmonized Value StreamsDesign ”Single Unit Processing”
P r o c e s s C
on t r ol
I n t e gr a t e d I nf or m a t i on
P
O C
T
Molecular Biology ProcessHistopathology / Cytology Process
Bacteriology process
Parallell Processes
Primary Automation Process
Secundary Processes
Tertiary Processes
”Send outs”
Lean IT
Staff design Processes
Staff continuously improve ProcessesIVD Industry listens to the Customer for Innovation
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 35/41
Page 35Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Lean System Thinking
Lean is CultureContinuous Improvement /InnovationRespect for PeopleFocus on Processes
Clarity on Purpose
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 36/41
Page 36Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
Rational and Creative – Select Improvements
Vital
Few
Closing
GapsWorking
together
Learn bydoing
Doing
new things ImaginationInspirationIntuition
Lean Laboratory Medicine
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 37/41
Page 37Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
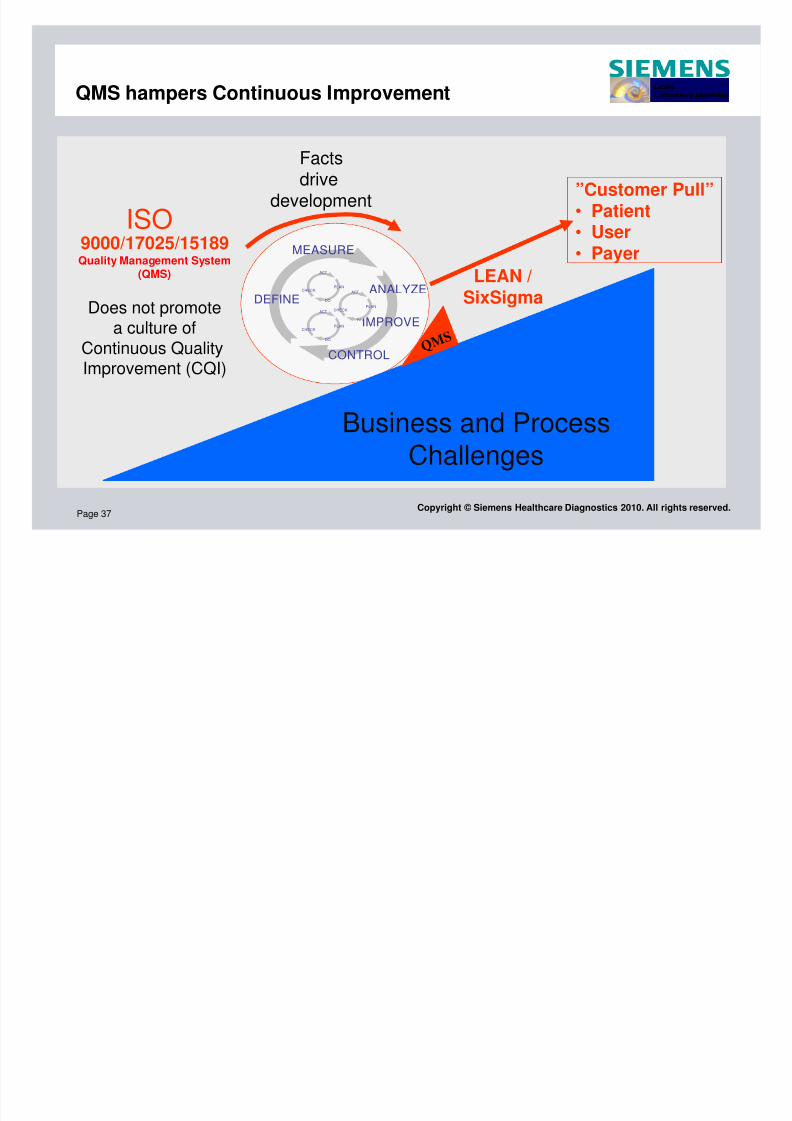
QMS hampers Continuous Improvement
ISO9000/17025/15189
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
ACT
PLAN
DO
CHECK ACT
PLAN
DO
CHECKACT
PLAN
DO
CHECK
Factsdrive
development”Customer Pull”
• Patient• User• Payer
LEAN /
SixSigma
Business and ProcessChallenges
Q M S
Lean Laboratory Medicine
Does not promotea culture of
Continuous QualityImprovement (CQI)
Quality Management System(QMS)
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 38/41
Page 38Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
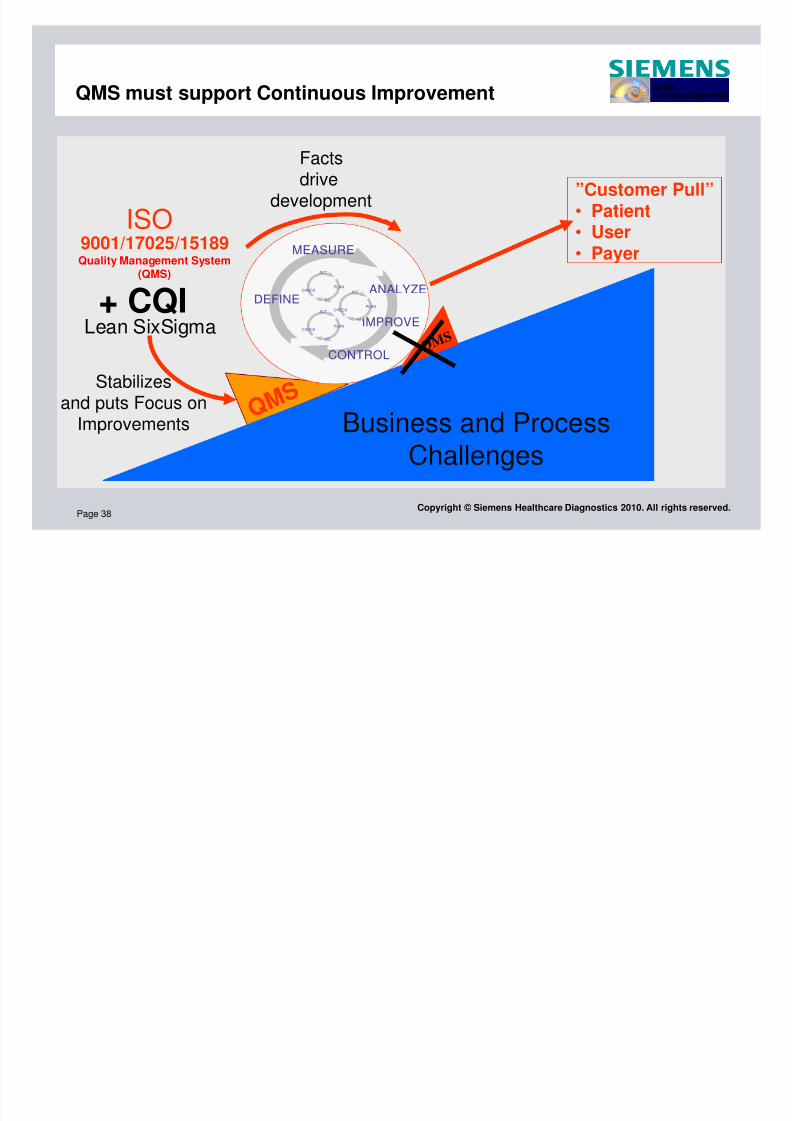
QMS must support Continuous Improvement
ISO9001/17025/15189
Q M S
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
ACT
PLAN
DO
CHECK ACT
PLAN
DO
CHECKACT
PLAN
DO
CHECK
Factsdrive
development”Customer Pull”
• Patient• User• Payer
Business and ProcessChallenges
Q M S
Lean Laboratory Medicine
+ CQILean SixSigma
Stabilizes
and puts Focus onImprovements
Quality Management System(QMS)
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 39/41
Page 39Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
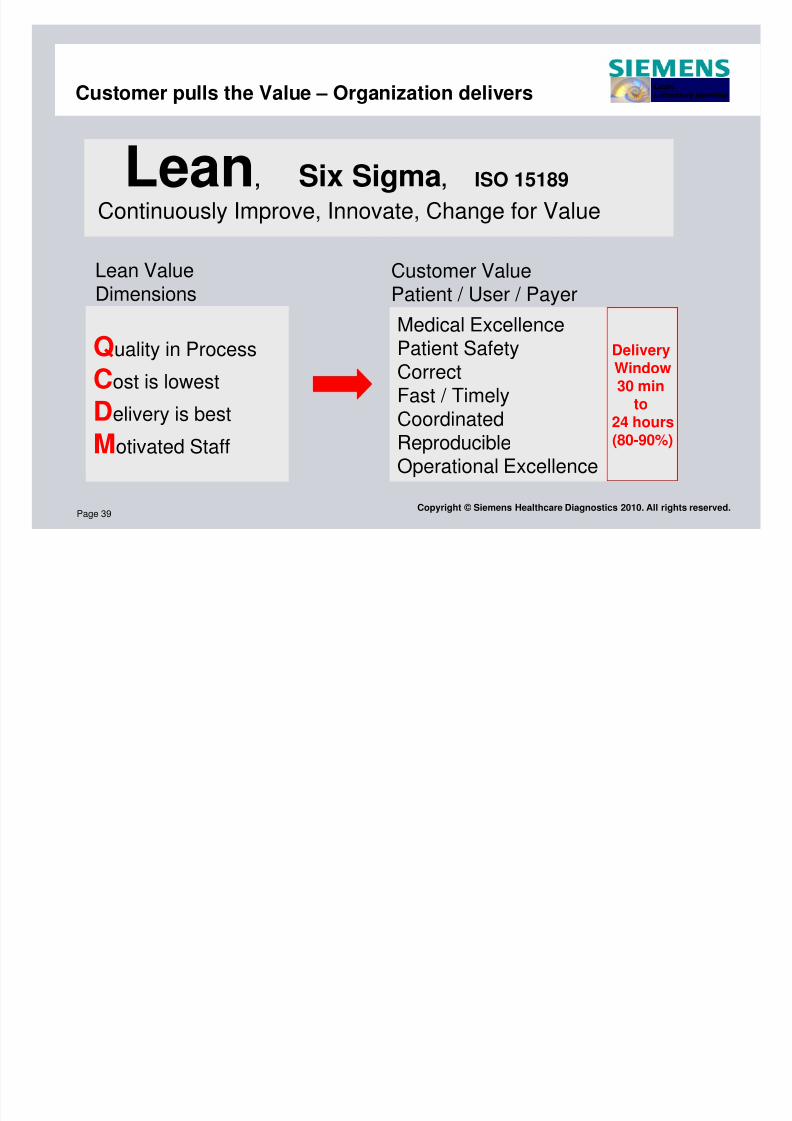
Customer pulls the Value – Organization delivers
Quality in Process
Cost is lowest
Delivery is best
Motivated Staff
Medical ExcellencePatient SafetyCorrect
Fast / TimelyCoordinatedReproducibleOperational Excellence
Customer Value
Patient / User / Payer
Lean Value
Dimensions
Continuously Improve, Innovate, Change for Value
Lean, Six Sigma, ISO 15189
Lean Laboratory Medicine
DeliveryWindow30 min
to24 hours(80-90%)
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 40/41
Page 40Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
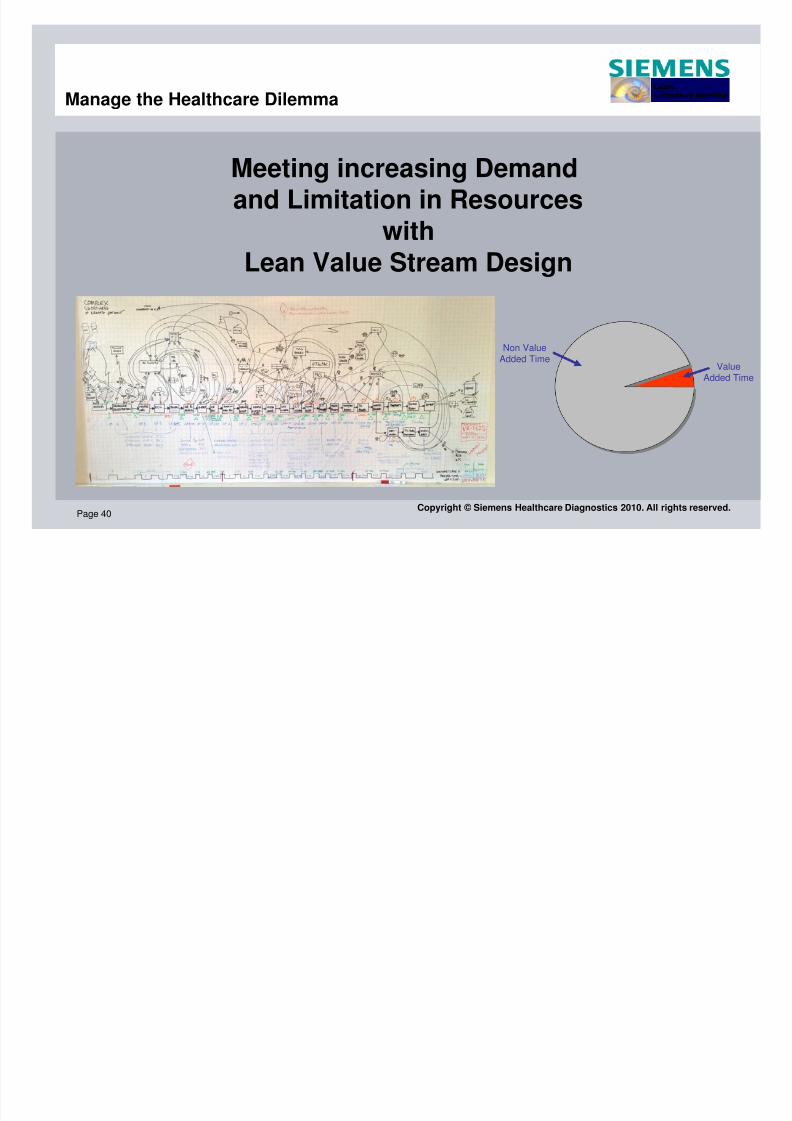
Meeting increasing Demand
and Limitation in Resourceswith
Lean Value Stream Design
Manage the Healthcare Dilemma
ValueAdded Time
Non ValueAdded Time
Lean Laboratory Medicine
I i Ab P l
8/3/2019 Lean lab 2
http://slidepdf.com/reader/full/lean-lab-2 41/41
Page 41Copyright © Siemens Healthcare Diagnostics 2010. All rights reserved.
It is About PeopleThere is No Such Thing as Operator Error
It is PROCESSES – not PEOPLE that Fail.
This maps to one of Deming’s 14 Points for Management :“ DRIVE OUT FEAR”.
Focus on Processes implies that people are not accused,but rather, that they are able to investigate processes and
be “part of the solution.”http://www.1000advices.com/guru/quality_tqm_14points_deming.html
Lean Laboratory Medicine
Related Documents











