R E PO R T O N LASE R - M IG H YBR I D WEL D ING SUBMITTED BY VARANASI SAI HARSHA ROLL.NO 143763 MSED NIT WARANGAL

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
R E PO R T O N LASE R - M IG H YBR I D WEL D ING
SUBMITTED BYVARANASI SAI HARSHA
ROLL.NO 143763MSED
NIT WARANGAL
Page 1 of 25 S T A T E OF T H E ART OF H Y B R I D L A SE R-A R C W EL D I N G :
The concept of hybridwelding
One of the remarkable characteristics of laserwelding is the narrow and deep configuration ofthe weld. This narrow weld is the result of the highenergy concentration of the process and the highwelding speed which result in a low heat input intothe workpiece.Several applications take advantage of thisnarrow weld characteristic and high speedprocessing, but for a lot of otherapplications the laser process is too expensiveand its narrow weld leads to some difficultmetallurgical and fit-up problems. To avoid theseproblems hybrid welding technique has beendeveloped which combines the laser weldingprocess with an arc process, namely hybrid laser-arc welding. In hybrid laser-arc welding a laser(CO2 or YAG) is combined to an arc process (TIG,MIG, MAG or plasma). This combinationallows us to benefit from the advantagesof both processes. The laser beam offers thepossibility of producing deeper welds in onepass, whereas the arc energy is used toincrease welding speed and to fill the fit-updefects between the pieces to be joined.
In the following sections laser welding and arcwelding will be briefly described separately and intheir hybrid conjunction;
L AS E R WEL DI NGPage 2 of25
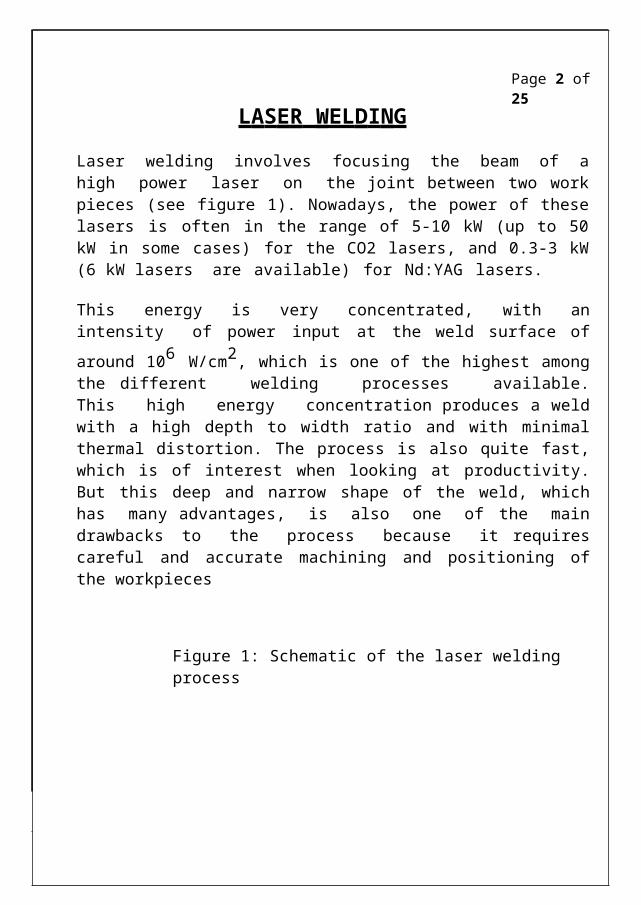
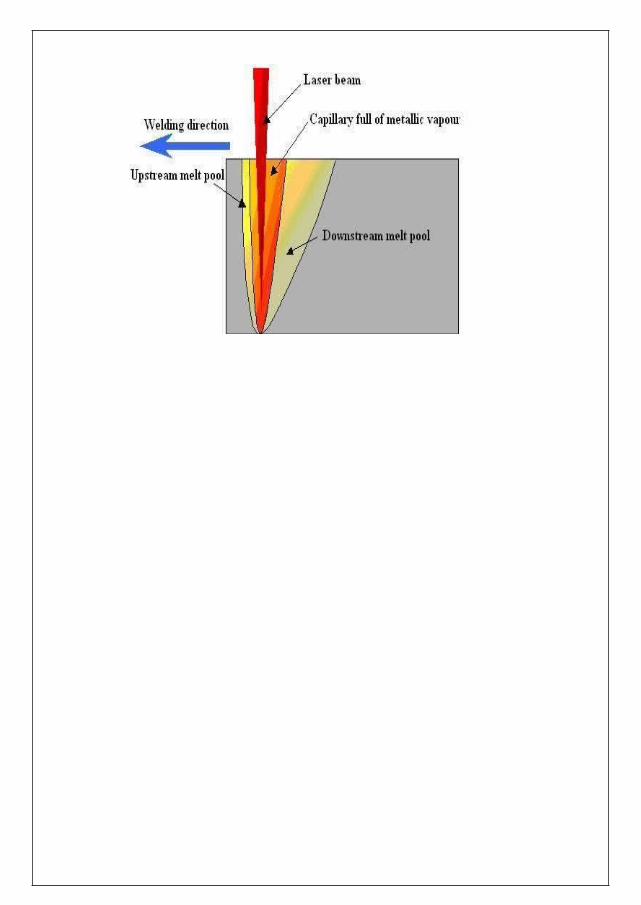
Laser welding involves focusing the beam of ahigh power laser on the joint between two workpieces (see figure 1). Nowadays, the power of theselasers is often in the range of 5-10 kW (up to 50kW in some cases) for the CO2 lasers, and 0.3-3 kW(6 kW lasers are available) for Nd:YAG lasers.
This energy is very concentrated, with anintensity of power input at the weld surface ofaround 106 W/cm2, which is one of the highest amongthe different welding processes available.This high energy concentration produces a weldwith a high depth to width ratio and with minimalthermal distortion. The process is also quite fast,which is of interest when looking at productivity.But this deep and narrow shape of the weld, whichhas many advantages, is also one of the maindrawbacks to the process because it requirescareful and accurate machining and positioning ofthe workpieces
Figure 1: Schematic of the laser welding process
Page 3 of 25
Page 4 of 25
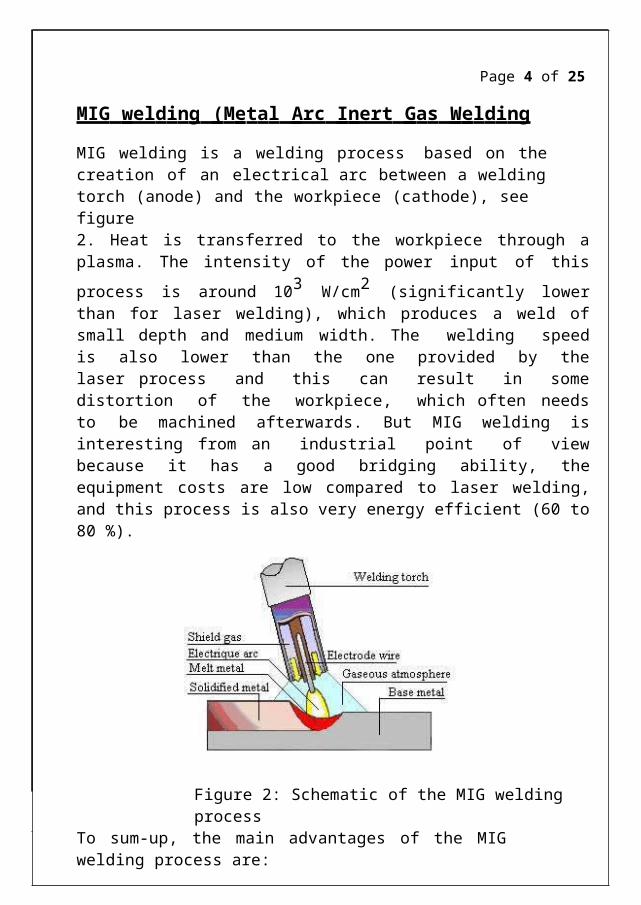
MIG welding (M etal Arc I nert Gas W elding
MIG welding is a welding process based on the creation of an electrical arc between a welding torch (anode) and the workpiece (cathode), see figure2. Heat is transferred to the workpiece through aplasma. The intensity of the power input of thisprocess is around 103 W/cm2 (significantly lowerthan for laser welding), which produces a weld ofsmall depth and medium width. The welding speedis also lower than the one provided by thelaser process and this can result in somedistortion of the workpiece, which often needsto be machined afterwards. But MIG welding isinteresting from an industrial point of viewbecause it has a good bridging ability, theequipment costs are low compared to laser welding,and this process is also very energy efficient (60 to80 %).
Figure 2: Schematic of the MIG welding process
To sum-up, the main advantages of the MIGwelding process are:
1) Excellent gap
bridging ability
2) Low cost ofequipment3) High efficiency of theprocess (60-80 %)
But this process has also somedrawbacks which are:
1) Energy density and welding speed lower compared to laser welding. This causes high heat input to the workpiece and consequent thermal distortions.2) Lowspeed
L A SE R H Y B R ID WEL DIN GPage 5 of25
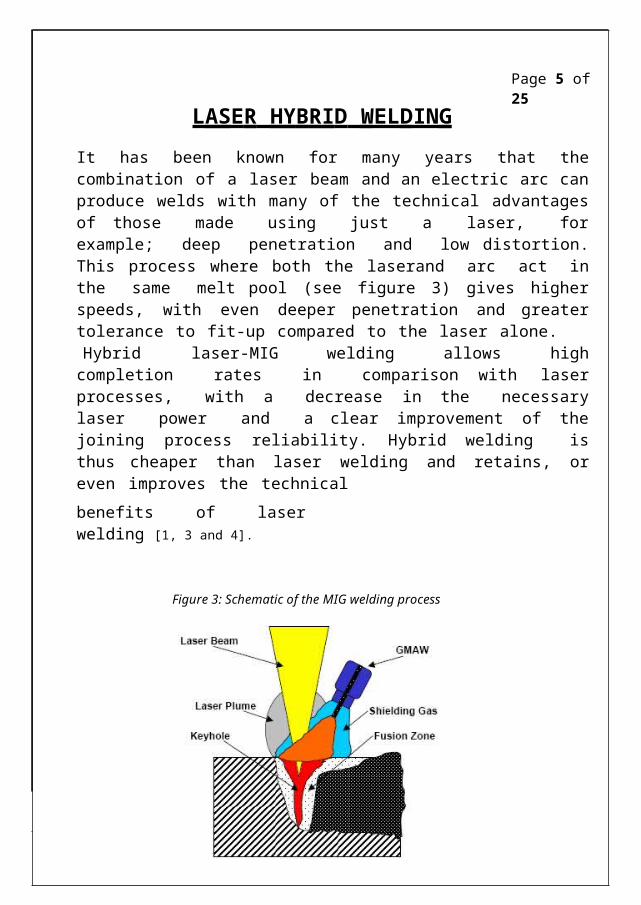
It has been known for many years that thecombination of a laser beam and an electric arc canproduce welds with many of the technical advantagesof those made using just a laser, forexample; deep penetration and low distortion.This process where both the laserand arc act inthe same melt pool (see figure 3) gives higherspeeds, with even deeper penetration and greatertolerance to fit-up compared to the laser alone.Hybrid laser-MIG welding allows highcompletion rates in comparison with laserprocesses, with a decrease in the necessarylaser power and a clear improvement of thejoining process reliability. Hybrid welding isthus cheaper than laser welding and retains, oreven improves the technicalbenefits of laserwelding [1, 3 and 4].
Figure 3: Schematic of the MIG welding process
Hybrid welding minimizes the drawbacks of both the single laser and the MIG process to obtain anoptimized welding technique. The main advantages of hybrid laser-arc welding compared to laser welding are:
1) Lower capital cost, reduction of 30-40% compared to laser alone due to reduction in laser power requirement2) Higher weldingspeeds.
Page 6 of 25
3) Reduction of edge preparation accuracy needs.
4) Control of seam width
Control of metallurgical variables through the addition of filler wire
1)Less material hardening
2) Improved process reliability3) Higher electrical efficiency, up to 50% reduction in power consumption.
However, a large number of parameters have to be correctly set to achieve these improvements .
L as er power
An increase in laser power will generally increase the weld penetration. In the case of hybrid laser-arc welding (as opposed with the laser-only process) this phenomenon is accentuated because thereflectivity of the workpiece metal is reduced when the metal is heated by the arc.
W elding s peed
The weld penetration increases when the welding speed is decreased because the heat input per unit length of weld is higher. Also the gap filling capability by the filler wire is improved at lower welding speeds (at constant filler wire feeding). The ratio between welding speed and filler wire feeding is important to the stability of the keyhole and thus for the stability of the process itself.
Relative arrangem ent of the las er and the MI Gtorch
To get the maximum weld penetration the laser ispositioned perpendicularly to the direction ofwelding. The leading or trailing position of thearctorch is a determining factor for the weldcharacteristics. For mild steelsthe arc leading configuration is preferred since anincrease in penetration is obtained in this way.Also, the distance between the laser and the wiretip is one of the most important parameters tocontrol in hybrid laser-arc
Page 7 of 25
welding. A short distance, typically 2 mm betweenthe laser spot and the filler wire tip has beenshown to be favorable for a steady keyhole and formaximum penetration.
Fo cal pointpos ition:The maximum weld penetration for the hybrid laser-arc process is generally obtained when the laser beam is focused below the top sheet surface (2 to 4 mm).
Angle of electro de
The penetration of the weld increases with the angle of the electrode to the workpiece surface up to 50 degrees. The gas flow along the welding direction provided by the arc torch deflects the plasma induced by the laser, and reduces the absorption of the laser beam by this plasma when CO2 lasers are employed. Therefore the angle of electrode to the top surface ofthe workpiece is often set at around 40-50 degrees.
Shield gas com pos ition
The predominant constituent of the shield gas is generally an inert gas such as helium or argon. A shield gas providing a higher ionisation potential is required since the plasma can deflect or absorb a portion of the laser energy when CO2 lasers are employed.
Helium is therefore often preferred to argon for laser welding, but its lightness is a disadvantage and it is often combined with argon whichis heavier without substantial alteration of the weld penetration depth. The addition of reactive gases such as oxygen and carbon dioxide has been shown to have an influence on the weld pool wettingcharacteristicsand bead smoothness.
Po wer m odulatio n of the arc welding source
The arc welding source uses a DC mode rather than an AC mode because
Page 8 of 25
the energy input and density are higher in thefirst case. The arc source is often operated ina pulsed mode since this has been shown to reducethe amount of spatter whilst maintaining a deeppenetration of the weld. The welding voltage hasbeen shown not to greatly influence theweldpenetration depth, which is mostly dependant on thelaser power, but the weld bead gets wider if thewelding voltage increases, giving a lower depth towidth ratio for a same laser power. The arcvoltage (and wire feed rate) will therefore need tobe increased for wider fit-up gaps, to avoid anylack of fusion. The welding current is generallymatched to the filler wirediameter (higherwelding current for higher wire diameter).Considering a given wirediameter and voltagesettings it has been shown that an increasein welding current will give a deeper weld, with ahigher depth to width ratio.
Jo intga p
For laser welding gaps up to 0.2 mm can be managed.Gaps larger than this will lead to weld defectssuch as an incomplete weld bead and undercut. Thehybrid laser-arc process allows us to joinworkpieces with gaps of 1 mm without any problem andeven wider gaps if the wire feeding is sethigh enough. This process is thereforemore tolerant to inaccurate joint preparationand joint fit-up as well as thermal distortion ofthe workpiece during the welding process. It is alsomore tolerant to a beam to gap misalignment.
E dgepreparat ion
For conventional laser welding parallel and straightedges with a narrow gap are required, due to thesmall diameter of the laser beam. For arc weldinga V-shape or other angled cut are necessary.In the case of hybrid laser-arc welding, the need for edge preparationis lower than for laser welding, since it is not as sensitive to the presence of oxides on the edgesto joint, as long as the gap is wide enough. An edge groove is generally machined for material thickness higher than 8-10 mm.
Page 9 of 25
I NDUSTRI AL APPLI CATI ONS
The hybrid welding process is involved in a growing number of industrial applications due to the economic and technical advantages of this technology.Some important superior features, compared to pure laser welding, are:
A higher welding speed. Productivity is improved through increased welding speed. For
sheet material it is possible to get 40% enhancement of the speed compared toconventional laser welding without the addition of the arc power.
When using a hybrid combination, the
investment cost for the power source is
significantly less and the electrical efficiency
is much higher when using a hybrid process
A larger tolerance of the joint configuration
due to gap bridging with the added MIG wire.
Processing and joint fit-up tolerances are
thus improved.
A good weld quality is obtained with low and
predictable distortion, which implies a
reduction in the need for rework. In
addition, the potential benefit of
improved dimensional tolerances is
generally recognized in heavy industries to be
of the order of 20-30% of the labour cost due to
a reduction of rectification work.
For hybrid processes, which consume filler
wire, it should be possible to weld lower cost,
lower grade steels than those which are usually
required for autogenous laser weldingTo sum-up,
hybrid laser MIG
Page 10 of 25
welding combines the advantages of both arc and
laser processes resulting in high joint
completion rates with increased tolerance to fit
up and without compromising joint quality and
distortion control. The benefits to industry
include increased productivity, simplified set-
up procedures and reduced post weld reworking
costs.However, this technology is experiencing
only slow growth in today’s industries. Some
reasons for this slow acceptance are the high
cost of the investment and the complexity of the
process due to its large number of parameters.
The set up of the processing parameters
requires a high degree of skill and accuracy,
and these imperatives added to an incomplete
knowledge of the process are limiting factors
for the industrial application.
Most of today’s applications for hybrid welding are limited to sheet materials in the range of 2 to 10 mm, but thick materials may also derive benefits from this joining process.
Page 11 of 25
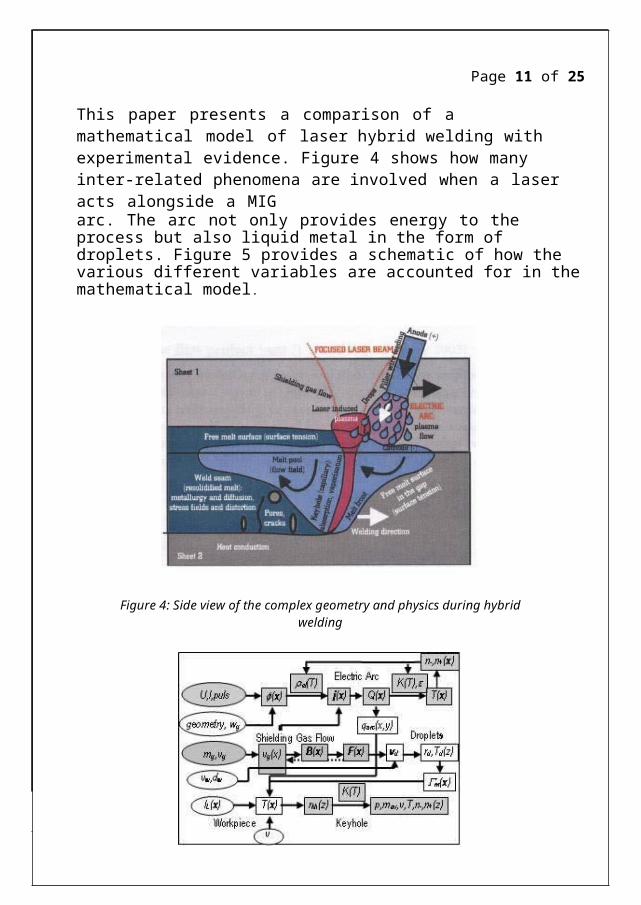
This paper presents a comparison of a mathematical model of laser hybrid welding with experimental evidence. Figure 4 shows how many inter-related phenomena are involved when a laseracts alongside a MIGarc. The arc not only provides energy to the process but also liquid metal in the form of droplets. Figure 5 provides a schematic of how the various different variables are accounted for in themathematical model.
Figure 4: Side view of the complex geometry and physics during hybridwelding
Figure 5: Mathematicalmodel
Page 12 of 25
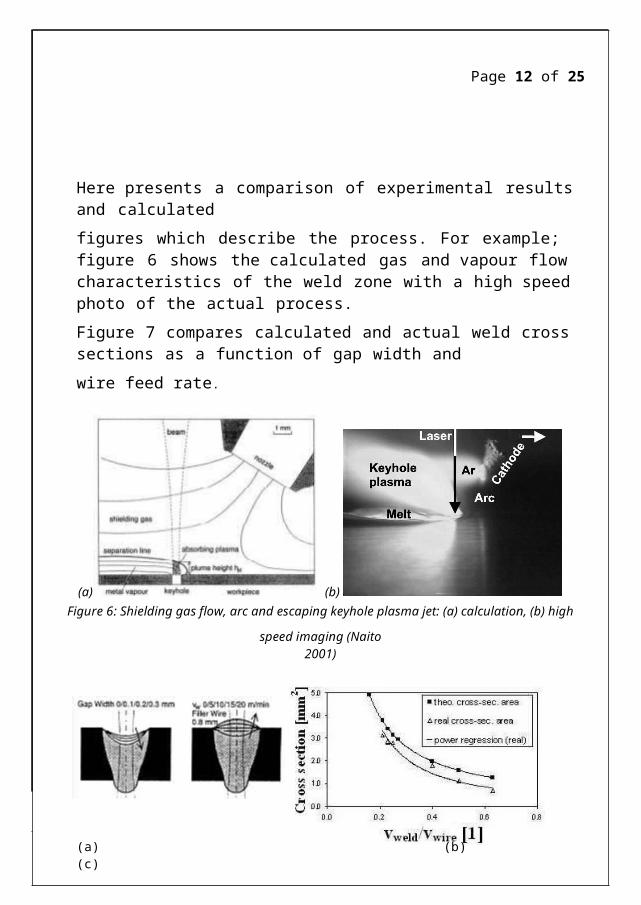
Here presents a comparison of experimental results and calculatedfigures which describe the process. For example; figure 6 shows the calculated gas and vapour flow characteristics of the weld zone with a high speed photo of the actual process.Figure 7 compares calculated and actual weld crosssections as a function of gap width andwire feed rate.
(a) (b) Figure 6: Shielding gas flow, arc and escaping keyhole plasma jet: (a) calculation, (b) high
speed imaging (Naito2001)
(a) (b) (c)
Figure 7: Calculated weld seam cross section: for varying
gap width (a), wire feeding (b),
compared to experiments (c)
Page 13 of 25
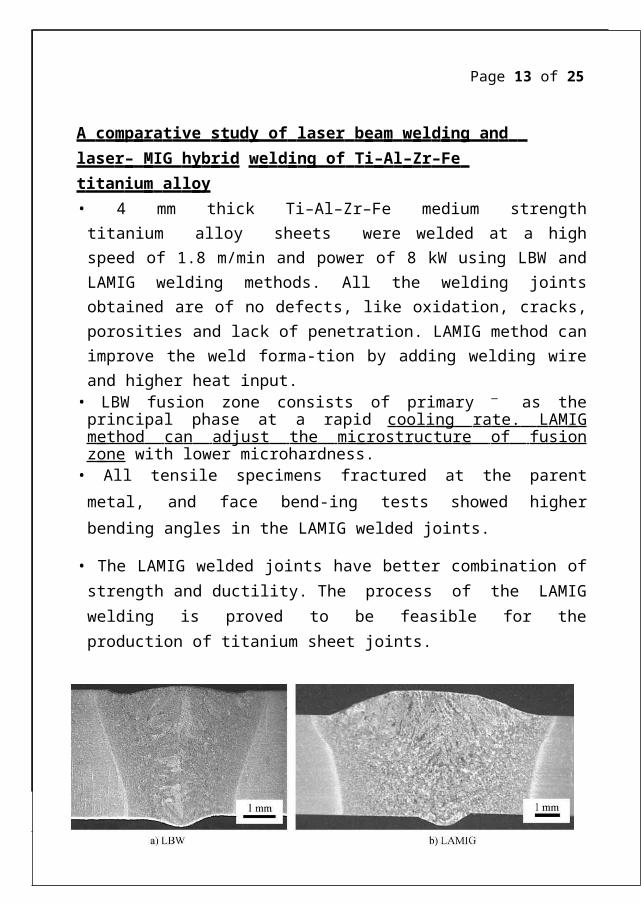
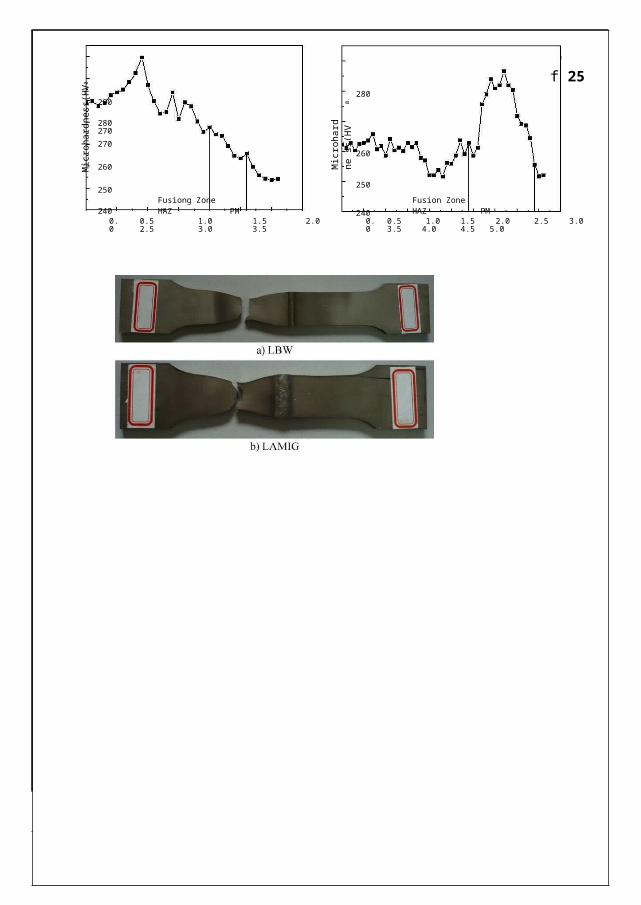
A c o m p a r a t ive s tu d y of laser b e a m w e l d i n g a n d lase r – M IG h y b r id w e l d i n g of T i –A l – Z r –Fe t itan iu m al l oy • 4 mm thick Ti–Al–Zr–Fe medium strengthtitanium alloy sheets were welded at a highspeed of 1.8 m/min and power of 8 kW using LBW andLAMIG welding methods. All the welding jointsobtained are of no defects, like oxidation, cracks,porosities and lack of penetration. LAMIG method canimprove the weld forma-tion by adding welding wireand higher heat input.
• LBW fusion zone consists of primary _ as theprincipal phase at a rapid c ool i ng r a te. L A M I G m e thod ca n a djust the m i c rostr uc tu r e of fusion z one with lower microhardness.
• All tensile specimens fractured at the parentmetal, and face bend-ing tests showed higherbending angles in the LAMIG welded joints.
• The LAMIG welded joints have better combination ofstrength and ductility. The process of the LAMIGwelding is proved to be feasible for theproduction of titanium sheet joints.
Distance from weld centerline(mm)Distance from weld centerline(m
a) LBWb) LAMIG
Page 14 oMicr
ohar
dnes
s(HV
0.5
) Micr
ohar
dne
ss(HV
0. 5
f 25290
280
280 270270
260
250
240Fusiong Zone HAZ PM
260
250
240Fusion Zone HAZ PM
0.0
0.5 1.0 1.5 2.0 2.5 3.0 3.5
0.0
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Page 15 of 25
The infl uence of a rc trans fer mo de in hybri d las er -mi g w el ding
In order to obtain a reliable and repeatable process many topics must be taken into consideration:
1. The two sources involved in the process must beat a 2–3 mm mutual distance in order to avoidturbulence in the weld pool and disturbance of thekeyhole formation and to achieve synergy betweenthe processes.
2. The Laser beam focal position must be set belowthe upper base metal surface in order to achievethe best penetration. The distance between the basemetal surface and the Laser focus depends onthe GMAW metal transfer mode: 4–6 mm for short-arc, 6–8 mm for pulsed/spray-arc.
3. The base metal transfer mode is important inorder to achieve a stable and repeatable process:pulsed/spray-arc should be preferred toshort/globular- arc.
4. The arc voltage does not play a significantrole in bead depth, while it should be taken intoconsideration to improve gap bridgeability.
C h a r a c t e r i s t i c s o f mi c r o s t r uc t u r e a n d f a t i g u e re s is t a n c e of h y b r i d fi b e r l a s e r - M I G w e l d e d A l – M g a ll o y j o i n t s :
The microstructures of the hybridwelded joint were investigated usingOM and TEM. And the mechanicalproperties, fatigue resistance of thehybrid welded joint were also studiedin comparison with the MIG weldedjoint. Following con-clusions can be drawn:
(1)From the mechanical properties results,the hybrid welded join t shows anarrower HAZ than that of the MIGwelded joint; for the tensilestrength, the hybrid weld does notshow
Page 16 of 25
obvious advantages over the MIG weld.(2) The strength loss of the hybridwelded joint can be attributed tothe vaporization of Mg, the decreaseof the precipitates and the growth ofthe grain size.
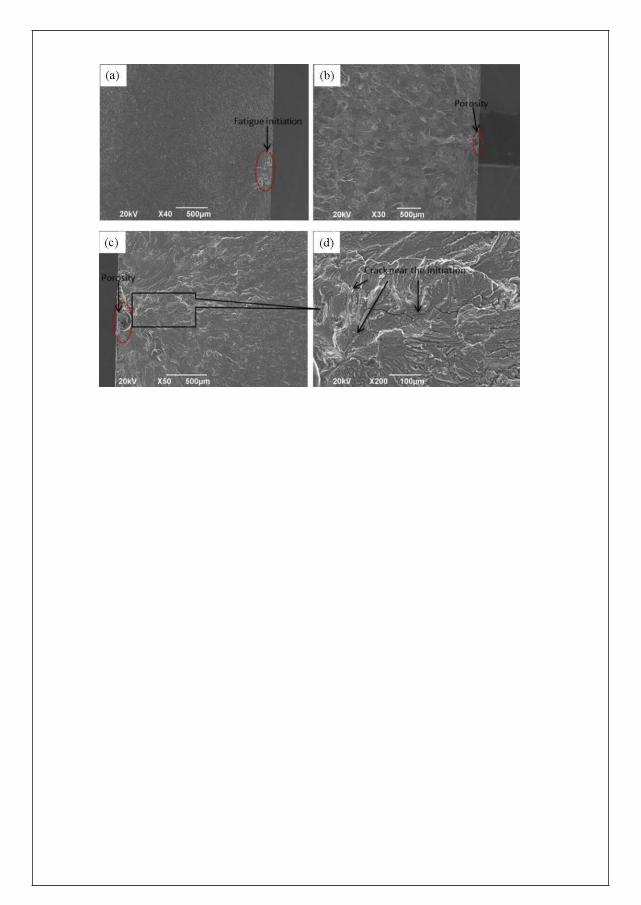
(3) Compared with the MIG weldedjoints, the fatigue perfor-mance ofthe hybrid welded joints is better.The conditionalfatigue strength (Nf > 107) of the hybrid weld could reach up to 110 MPa, which is approximately 84.6% of the basemetal’s conditional fatigue strength (130 MPa), while MIG weld is only 95 MPa.
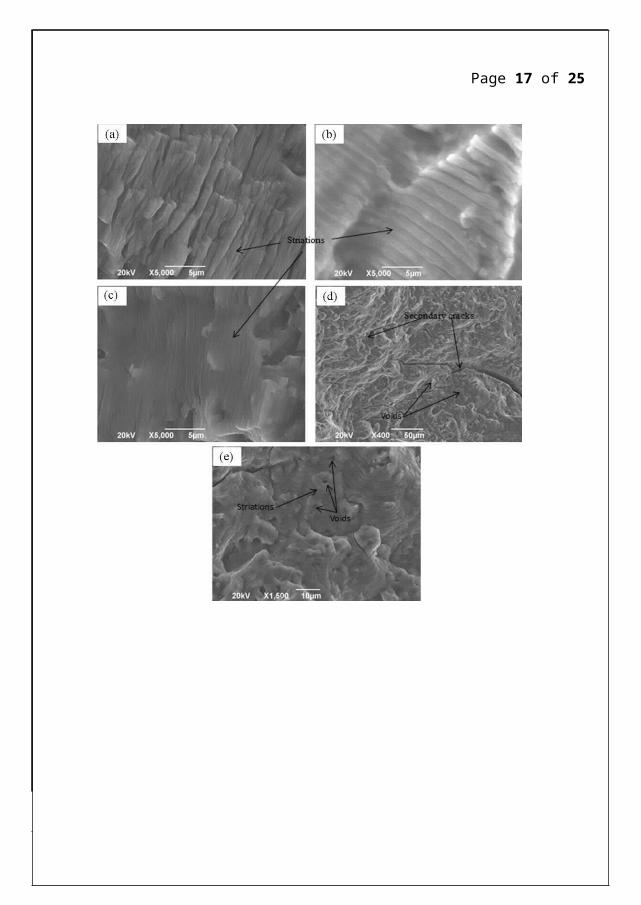
(4) The main reason for the decrease of the fatigue strength was porosity.
Page 17 of 25
Page 18 of 25
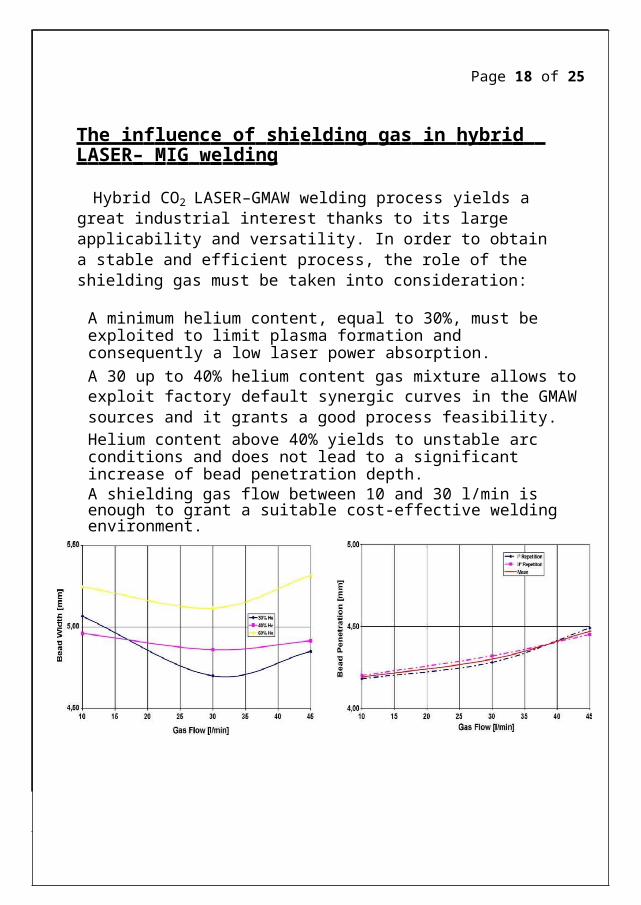
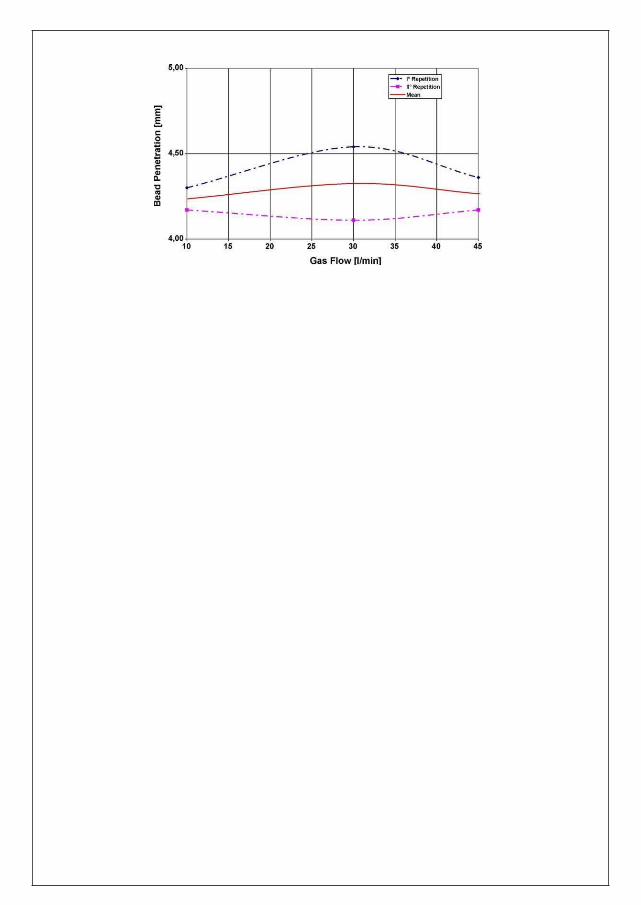
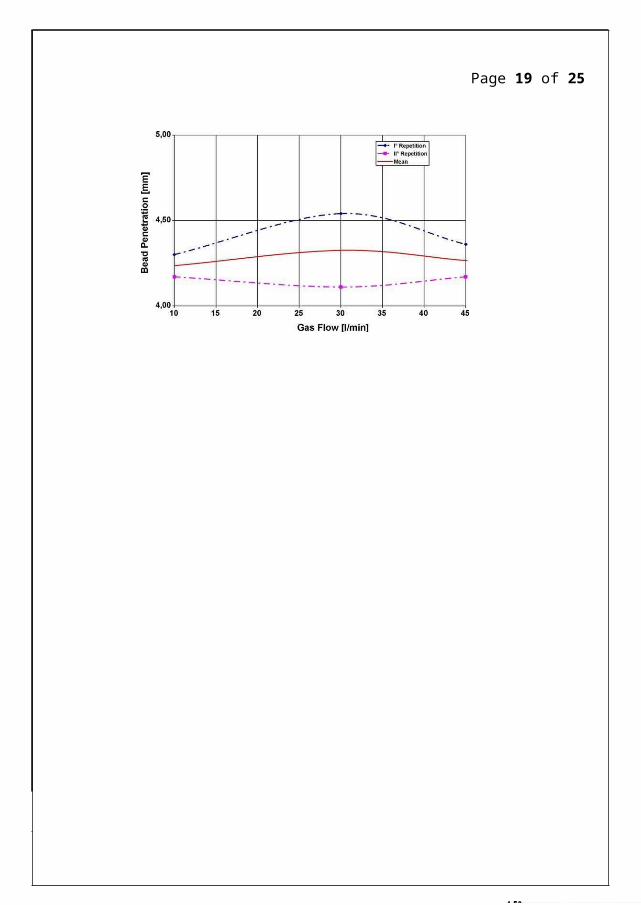
The infl uence of s hiel ding g as in hy bri d LASER – MI G w el ding
Hybrid CO2 LASER–GMAW welding process yields a great industrial interest thanks to its large applicability and versatility. In order to obtain a stable and efficient process, the role of the shielding gas must be taken into consideration:
A minimum helium content, equal to 30%, must be exploited to limit plasma formation and consequently a low laser power absorption.A 30 up to 40% helium content gas mixture allows toexploit factory default synergic curves in the GMAWsources and it grants a good process feasibility.Helium content above 40% yields to unstable arc conditions and does not lead to a significant increase of bead penetration depth.A shielding gas flow between 10 and 30 l/min is enough to grant a suitable cost-effective welding environment.
Page 19 of 25
Page 20 of 25
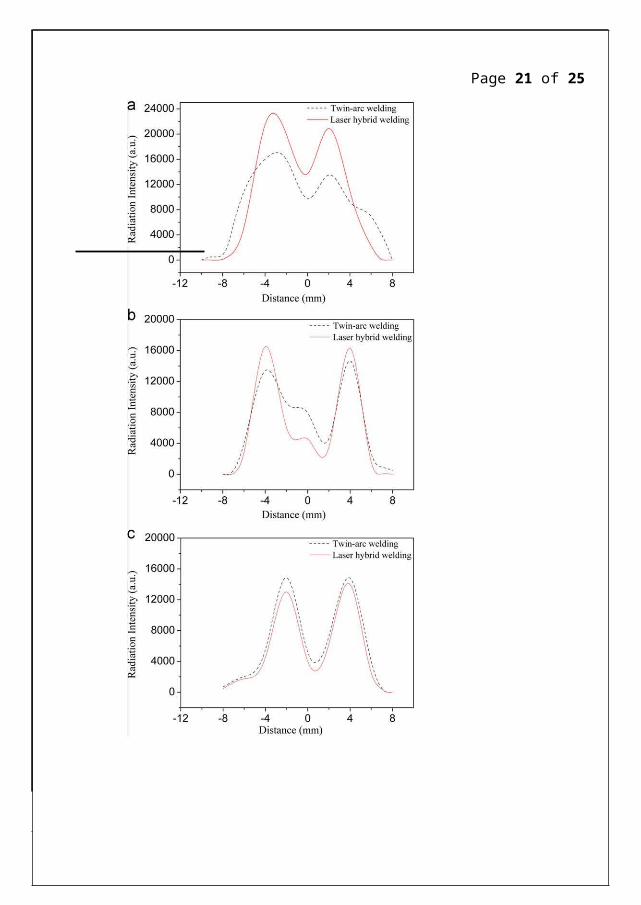
C o u p li n g m e ch a n is m of lase r a n d ar cs of l a s e r - t wi n -ar c h ybri d we l d i n g a n d i ts e ff e ct on we l d i n g p r o c e ss :
1) Laser provides a conductive, stable plasmachannel for the arc, which can influence thearc shape, slow down droplet transfer,reduce resistivity and stabilize arcs.
(2) Electron temperature of hybridarc plasma in alternate burning is from7000 K to 17000 K, and distributed as ‘M’curve, the highest is near the arccenter. Electron temperatureincreases with the increasing laser powerand decreasing defocusing distance.
(3) The twin-arc weld fusion zonemicrostructure was composed of columnarproeutectoid ferrite with intergranularacicular ferrite and pearlite. Thehybrid weld displayed a higher heatinput than the twin-arc weld, resultingin a wider HAZ and a fusion zonemicrostructure that contains a largeramount of pearlite than the arc weld.
(4) The increment rate of penetrationacquired after laser hybrid is morethan that of input of energy with thesame arc welding parameters. Thecombination of the laser and the twin
arcs in hybrid welding acquires deeperpenetration than
possible with twin-arcwelding alone.
Page 21 of 25
Page 22 of 25
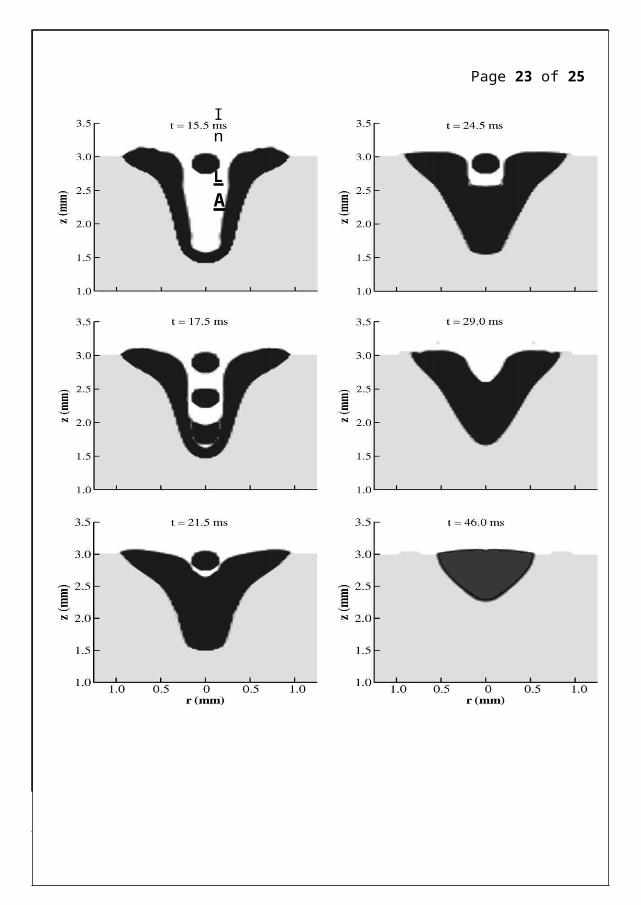
M o deling o f t r a n s p o r t ph e n o m e na in h y b r id l a s e r - M I G
key ho le weldi ng :
Mathematical models have been developedto investi-gate the transport phenomena ina hybrid laser-MIG weld-ing process. Thecomplicated velocity and temperaturedistributions caused by the impingementof llfi er droplets arecalculated. The mixing between base metal andMIG droplets in the fusion zone is traced bythe concentration of sulfur.As shown in the study, the mixing anddiffusion of the filler droplets into thebase metal is greatly affected by thedynamics of
the weld pool fluid flow. The competitionbetween the rate of mixingand the rate of solidificationdetermines the compositional homogeneityof the weld pool. The weldingparameter, such as lfi ler droplet size (wirediameter) can influence the rate of mixingand/or the rate of solidification.Increasing the droplet size can enhancethe vortex formation in the weld poolcreated by the downward momentum carriedby the droplets. It can improve thelatitudinal diffusion of the lfi ler droplet inthe fusion zone. However, too large of adroplet will leave a low diffusion zone of lfi lermetal atthe center of the final weld. Also, by addingof additional metal intothe weld pool via the MIG droplets in hybridlaser-MIG welding, the final weld bead shape
can be modified. Porosity and undercuts canbe eliminated. The developed model canbe used for further parametric studiesor optimization of the hybrid laser-MIGwelding process.
Page 23 of 25
In
LA
Page 24 of 25
M i c r o s t r u c t u r e c h a r a c t e r i s t i c s o f l a s e r –
MI G hybr i d wel de d mil d s tee l(1) For laser–arc hybridwelding, the ‘‘wine-cup’’ shapeof weld means the moresynergic effect between laser andarc, and is the typical hybridweld shape. This shapecan exert the advantagesof laser–arc hybrid welding tothe greatest extent and can beclassified as two parts: the wideupper zone and the narrow netherzone, which were de nfi ed as arczone and laser zone, respectively.
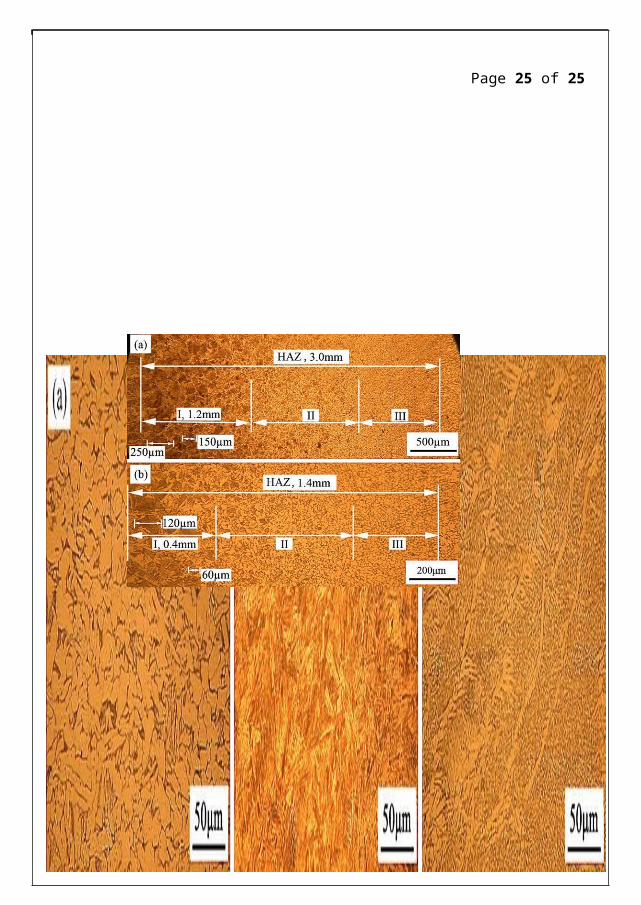
(2) The obvious difference betweenlaser zone and arc zone oflaser–arc hybrid welded mildsteel was observed in thisexperiment. Compared to arczone, laser zone has nfi ergrain size, higher microhardness,smaller element content in fusionzone and narrower HAZrestraining the appearance ofhardened region.
(3) The fusion zonemicrostructure of arc zone
consists of the coarse columnardendrite and fine aciculardendrite between the columnardendrites, but that of laserzone is composed of the fineequiaxed dendrite irregularlydistributing in the center andcolumnar dendrite aroundthe equiaxed dendrite.
(4) The discussions showedthat the observed differencewas caused by the differenceof the temperature gradient,crystal-lizing and theeffects of arc pressure ofmolten pool between laser zoneand arc zone.
Page 25 of 25
Related Documents











