Large particle effects in chemical/biochemical heap leach processes – A review Yousef Ghorbani ⇑ , Megan Becker, Aubrey Mainza, Jean-Paul Franzidis, Jochen Petersen Minerals to Metals Signature Theme, Department of Chemical Engineering, University of Cape Town, Private Bag X6, Rondebosch 7701, South Africa article info Article history: Available online 27 April 2011 Keywords: Particles Heap leaching Mineralogy Leach modelling abstract The application of heap leach technology to recovery of economically important metals, notably copper, gold, silver, and uranium, is wide-spread in the mining industry. Unique to heap leaching is the relatively coarse particle size, typically 12–25 mm top size for crushed and agglomerated ores and larger for run-of- mine dump leaching operations. Leaching from such large particles is commonly assumed to follow shrinking core type behaviour, although little evidence for the validity of this assumption exists. This review investigates the current state of knowledge with respect to the understanding of the characteris- tics and mineralogy of large particles and how these influence leaching in a heap context and the tools to characterize these. This includes the study of ore and particle properties, visualization techniques for ore characterization, the connection between comminution and leaching behaviour, as well as particle mod- els within heap leach modelling. We contend that the economics of heap leaching are strongly governed by the trade-off between the slow rate and limited extent of leaching from large particles and the cost of crushing finer. A sound understanding of the underlying large particle effects will therefore greatly inform future technology choices in the area of heap leaching. Ó 2011 Elsevier Ltd. All rights reserved. 1. Introduction High-grade ore resources in the world are in decline and there- fore increased attention is given to lower grade and more complex ores. Complex sulphide ores are in many cases difficult to treat with conventional mineral processing methods, and the concen- trates produced are often not clean enough, which renders these ores difficult to commercialize (Sandström and Petersson, 1997). With the typical ore grades declining and the economic and environmental cost of energy increasing, less energy intensive me- tal extraction techniques are becoming more attractive. One of these methods is heap leaching, which from its first implementa- tion for the recovery of gold from low-grade ores by cyanidation in the early 1970s, has, in conjunction with solvent extraction and electrowinning, developed into a key hydrometallurgical tech- nology for the recovery of base metals, primarily copper from both oxides and secondary sulphides. Currently heap leaching accounts approximately for 20% of the worldwide copper production (Padilla et al., 2008; Sylwestrzak, 2010). It has been considered more re- cently also for nickel, zinc and uranium (Brierley, 2008; Dixon, 2003; Padilla et al., 2008). However, with each new development it becomes increasingly apparent that the successful application of heap leaching technol- ogy will ultimately depend on our having an ever more complete understanding of the fundamental processes underlying it. Much work has been done towards the development of this understand- ing on many different fronts. Heaps are finally coming to be under- stood as complex but versatile unit operations, which can only be designed and operated to their full potential with the aid of sophis- ticated modelling tools (Dixon, 2003). Unique to heap leaching as compared to other extractive tech- nologies is the relatively large particles size, typically 12–25 mm top size for crushed and agglomerated ores and larger for run-of- mine dump leaching operations (Fig. 1). Leaching from such large particles is commonly assumed to follow shrinking core type behaviour. However, there are virtually no literature sources, which offer any evidence for the validity of this assumption in the given context. Recent experimental evidence suggests that in fact leaching from large particles occurs only at the surface and in subsurface regions, which are accessible from the surface by cracks and pores (Liddell, 2005; Malmström et al., 2008; Sracek et al., 2006; Strömberg and Banwart, 1999). This indirectly also re- lates leaching behaviour to the method by which the ore has been crushed prior to leaching, and it is postulated that coarse crushing, while obviating the need for energy-intensive fines comminution, poses a number of challenges that contribute to the relatively slow rates of leaching observed in heaps. This paper intends to give a comprehensive overview of the cur- rent understanding of the characteristics and mineralogy of large particles and how these influence leaching in a heap context, as well as modelling approaches taken. This overview touches on var- ious heap leach technologies in use with various minerals, but is restricted to effects relating to the interaction of large particles 0892-6875/$ - see front matter Ó 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.mineng.2011.04.002 ⇑ Corresponding author. E-mail address: [email protected] (Y. Ghorbani). Minerals Engineering 24 (2011) 1172–1184 Contents lists available at ScienceDirect Minerals Engineering journal homepage: www.elsevier.com/locate/mineng

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Minerals Engineering 24 (2011) 1172–1184
Contents lists available at ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/ locate/mineng
Large particle effects in chemical/biochemical heap leach processes – A review
Yousef Ghorbani ⇑, Megan Becker, Aubrey Mainza, Jean-Paul Franzidis, Jochen PetersenMinerals to Metals Signature Theme, Department of Chemical Engineering, University of Cape Town, Private Bag X6, Rondebosch 7701, South Africa
a r t i c l e i n f o a b s t r a c t
Article history:Available online 27 April 2011
Keywords:ParticlesHeap leachingMineralogyLeach modelling
0892-6875/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.mineng.2011.04.002
⇑ Corresponding author.E-mail address: [email protected] (Y. Gho
The application of heap leach technology to recovery of economically important metals, notably copper,gold, silver, and uranium, is wide-spread in the mining industry. Unique to heap leaching is the relativelycoarse particle size, typically 12–25 mm top size for crushed and agglomerated ores and larger for run-of-mine dump leaching operations. Leaching from such large particles is commonly assumed to followshrinking core type behaviour, although little evidence for the validity of this assumption exists. Thisreview investigates the current state of knowledge with respect to the understanding of the characteris-tics and mineralogy of large particles and how these influence leaching in a heap context and the tools tocharacterize these. This includes the study of ore and particle properties, visualization techniques for orecharacterization, the connection between comminution and leaching behaviour, as well as particle mod-els within heap leach modelling. We contend that the economics of heap leaching are strongly governedby the trade-off between the slow rate and limited extent of leaching from large particles and the cost ofcrushing finer. A sound understanding of the underlying large particle effects will therefore greatlyinform future technology choices in the area of heap leaching.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
High-grade ore resources in the world are in decline and there-fore increased attention is given to lower grade and more complexores. Complex sulphide ores are in many cases difficult to treatwith conventional mineral processing methods, and the concen-trates produced are often not clean enough, which renders theseores difficult to commercialize (Sandström and Petersson, 1997).
With the typical ore grades declining and the economic andenvironmental cost of energy increasing, less energy intensive me-tal extraction techniques are becoming more attractive. One ofthese methods is heap leaching, which from its first implementa-tion for the recovery of gold from low-grade ores by cyanidationin the early 1970s, has, in conjunction with solvent extractionand electrowinning, developed into a key hydrometallurgical tech-nology for the recovery of base metals, primarily copper from bothoxides and secondary sulphides. Currently heap leaching accountsapproximately for 20% of the worldwide copper production (Padillaet al., 2008; Sylwestrzak, 2010). It has been considered more re-cently also for nickel, zinc and uranium (Brierley, 2008; Dixon,2003; Padilla et al., 2008).
However, with each new development it becomes increasinglyapparent that the successful application of heap leaching technol-ogy will ultimately depend on our having an ever more completeunderstanding of the fundamental processes underlying it. Much
ll rights reserved.
rbani).
work has been done towards the development of this understand-ing on many different fronts. Heaps are finally coming to be under-stood as complex but versatile unit operations, which can only bedesigned and operated to their full potential with the aid of sophis-ticated modelling tools (Dixon, 2003).
Unique to heap leaching as compared to other extractive tech-nologies is the relatively large particles size, typically 12–25 mmtop size for crushed and agglomerated ores and larger for run-of-mine dump leaching operations (Fig. 1). Leaching from such largeparticles is commonly assumed to follow shrinking core typebehaviour. However, there are virtually no literature sources,which offer any evidence for the validity of this assumption inthe given context. Recent experimental evidence suggests that infact leaching from large particles occurs only at the surface andin subsurface regions, which are accessible from the surface bycracks and pores (Liddell, 2005; Malmström et al., 2008; Sraceket al., 2006; Strömberg and Banwart, 1999). This indirectly also re-lates leaching behaviour to the method by which the ore has beencrushed prior to leaching, and it is postulated that coarse crushing,while obviating the need for energy-intensive fines comminution,poses a number of challenges that contribute to the relatively slowrates of leaching observed in heaps.
This paper intends to give a comprehensive overview of the cur-rent understanding of the characteristics and mineralogy of largeparticles and how these influence leaching in a heap context, aswell as modelling approaches taken. This overview touches on var-ious heap leach technologies in use with various minerals, but isrestricted to effects relating to the interaction of large particles

Fig. 1. Particle size distribution in heap leaching process. Source: William (2010).
Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1173
within the heap environment. In-depth reviews of heap leachingtechnology and detailed discussion of the underlying leachingchemistry and mechanisms are given elsewhere (see for example:Bartlett (1998), Logan et al. (2007), Petersen and Dixon (2007a),Watling (2006)) and do not form substantial part of the presentreview.
2. Heap leaching
Heap leaching from low-grade ores has become a major contrib-utor to the total global extraction of economically important met-als, notably copper, gold, silver, and uranium (Padilla et al., 2008).Crushed or run-of-mine ore (ROM) is piled on an impermeable padand leaching reagents are introduced by irrigation from the top.The desired mineral is extracted and the solution becomes increas-ingly loaded as it percolates through the pile. Leaching may befacilitated by microorganisms resident within the ore bed. Thepregnant leach solution (PLS) is collected by a drainage system atthe base of the pile and channeled to the PLS pond. The PLS is thenpumped to the processing facility where the value metal is recov-ered. The ‘‘barren’’ leach solution is pumped to the barren solutionpond from where, after solution make-up, it is reapplied to the sur-face of the heap (Watling, 2006). Despite the current widespreaduse of heap leaching in industry, the process is still limited bylow recoveries, long extraction times, and high operation costs,especially in terms of acid consumption. Hence, there is a needto optimize heap operations in terms of extraction operating costs.The knowledge that informs such optimization is derived from theinvestigation of the interactions between the physical, chemicaland biological processes that drive a heap (Acevedo, 2002; Drei-singer, 2006; Mellado et al., 2009).
2.1. Heap leaching and conventional methods
Heaps and dumps present a number of advantages and disad-vantages (Table 1) compared to conventional milling and flotationof sulphide ores (Acevedo, 2002; Brierley, 2008). In the immediatefuture, heap leaching is likely to be a major area of expansion,though new patented processes (Pradhan et al., 2008; Thiel and
Table 1Advantages/disadvantages of heap leaching.
Advantages
Low capital and operating costsAbsence of milling step, may require crushing and agglomerationSimplicity of atmospheric leach processesCan be used to treat low-grade ores, wastes and small depositsAbsence of liquid–solid separation step allows countercurrent operationMetal tenor may be built up by recycling solution over heapsSimplicity in equipment and operationShorter start-up timesLess intensive environmental regulatory concerns
Smith, 2004). In the United States, approximately one-third of goldand nearly 30% of total new copper production come from heapleaching. Nearly all new copper and gold mines involve some oreprocessing by heap leaching (Acevedo, 2002). Heap leaching hasbeen considered for zinc leaching (Petersen and Dixon, 2007b)and also uranium is gaining renewed attention (Carlsson andBüchel, 2005; Shakir et al., 1992).
Operated correctly, heap leaching offers economic recovery ofresources that would be too marginal for other process routes, suchas concentration followed by smelting or autoclaving (Petersenand Dixon, 2007a). This method may therefore be particularlyattractive for remote and marginal mines.
Heap bioleaching has become a reasonably well establishedtechnology for the extraction of low-grade secondary copper sulp-hides and the oxidation of refractory gold ores. At present, thetechnology is being developed also for the recovery of primary cop-per sulphides using thermophilic microbes (Pradhan et al., 2008;Petersen and Dixon, 2007a).
2.2. Kinetic aspects in heap (bio)leaching
Although the concept of heap bioleaching appears to be verysimple, the sub-processes taking place within the heap are rathercomplex and their interactions not yet fully understood. Dixonand Petersen (2003) distinguished between different processesranging from the macro- to the grain-scale, as is illustrated inFig. 2. At the macro scale, kinetics are governed primarily by trans-port of mass and energy into, through, and out of the heap struc-ture. This involves the solution, heat and gas flows across theheap. Macro-scale processes are essentially the ‘‘flow’’ processesin the heap, i.e. solution flow, gas flow and heat flow.
At the aggregate scale, gas uptake into the liquid phase, intra-and inter-particle diffusion within the stagnant zones, and bacte-rial growth and oxidation are all contributing to the leaching kinet-ics. Aggregate scale processes at the ‘meso’-scale occur at the levelof a cluster of ore particles. The important processes at this levelare oxygen uptake into solution from the air space, diffusion of dis-solved chemical species through the inter-particle pores, andmicrobial processes.
Oxygen is a key reactant in heap bioleaching, as the microbesoxidize ferrous iron and reduced sulphur species only to the extentto which oxygen is available in the system. Oxygen uptake intosolution across the gas–liquid interface is a temperature depen-dent mass transfer step. The mass transfer coefficient is subjectto measurement, and has been highlighted as an important param-eter in heap leach modelling (Bouffard, 2003; Petersen, 2010).
The dissolved chemical species (reactants and reaction prod-ucts) must diffuse through the stagnant solution occupying thebed voidage in order to be recovered in the PLS, or to be deliveredto the site of chemical reactions within the ore particles. The extentof the effect of this inter-particle pore diffusion on extraction rateand mineral leaching depends on the length of the diffusion
Disadvantages
Lower recoveries than mill/float or mill/leachLong leach cycles and hold-upLengthy pilot test programmeLarge footprintEnvironmental release of PLS
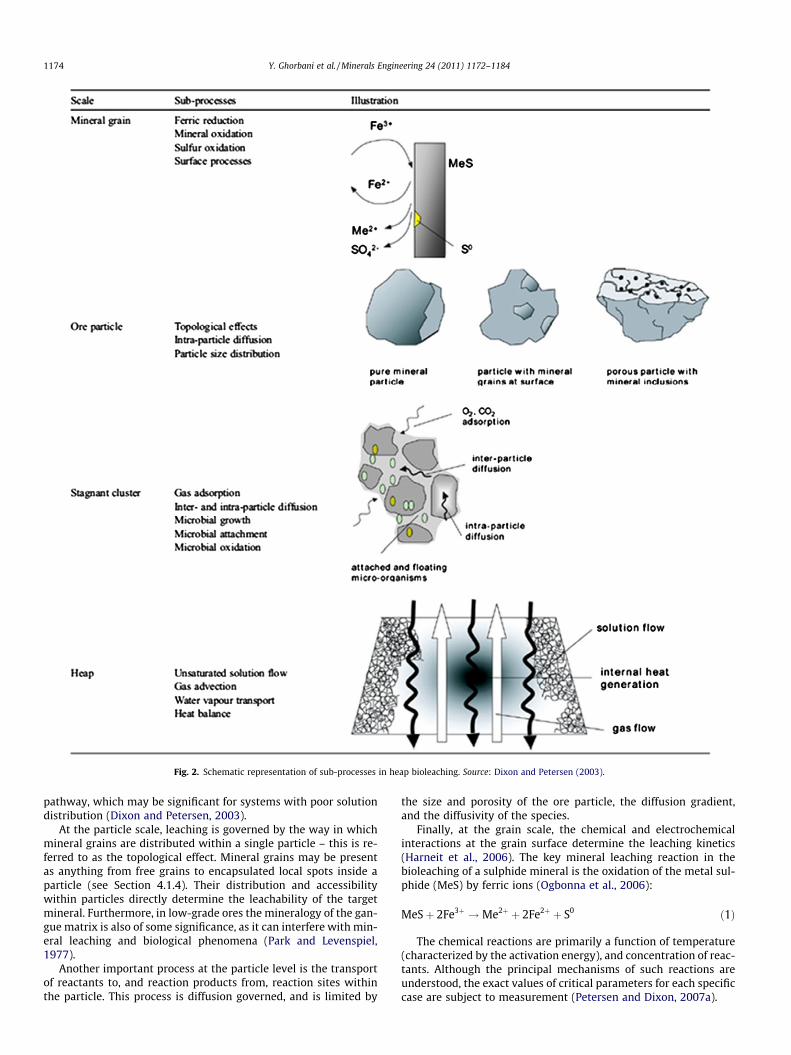
Fig. 2. Schematic representation of sub-processes in heap bioleaching. Source: Dixon and Petersen (2003).
1174 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
pathway, which may be significant for systems with poor solutiondistribution (Dixon and Petersen, 2003).
At the particle scale, leaching is governed by the way in whichmineral grains are distributed within a single particle – this is re-ferred to as the topological effect. Mineral grains may be presentas anything from free grains to encapsulated local spots inside aparticle (see Section 4.1.4). Their distribution and accessibilitywithin particles directly determine the leachability of the targetmineral. Furthermore, in low-grade ores the mineralogy of the gan-gue matrix is also of some significance, as it can interfere with min-eral leaching and biological phenomena (Park and Levenspiel,1977).
Another important process at the particle level is the transportof reactants to, and reaction products from, reaction sites withinthe particle. This process is diffusion governed, and is limited by
the size and porosity of the ore particle, the diffusion gradient,and the diffusivity of the species.
Finally, at the grain scale, the chemical and electrochemicalinteractions at the grain surface determine the leaching kinetics(Harneit et al., 2006). The key mineral leaching reaction in thebioleaching of a sulphide mineral is the oxidation of the metal sul-phide (MeS) by ferric ions (Ogbonna et al., 2006):
MeSþ 2Fe3þ !Me2þ þ 2Fe2þ þ S0 ð1Þ
The chemical reactions are primarily a function of temperature(characterized by the activation energy), and concentration of reac-tants. Although the principal mechanisms of such reactions areunderstood, the exact values of critical parameters for each specificcase are subject to measurement (Petersen and Dixon, 2007a).

Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1175
3. Leaching rate during the heap processes
Metal extraction rates in copper sulphide heap leaching typicallyshow an initially fast leaching rate, reaching up to 50–60% extractionover the first few months, followed by a slower constant rate period,reaching up to 80–90% copper extraction over the following 12–24 months (Fig. 3). For oxide copper minerals whether alone or inmixed sulphide/oxide ores, more than 90% extraction can be com-mon in the first 30 days. This is believed to represent the change inleaching from the readily accessible grains on the particle surfaceto the more inaccessible grains within particles (Watling, 2006).Typical recovery in base metal sulphide heap leaching is about 60–70% (Brierley, 2008; Dreisinger, 2006; Thiel and Smith, 2004) overa 1–2 year period, after which operation is usually discontinueddue to the slow rates. Rapid leaching occurs in all size classes onlyinitially, leading to near complete conversion in the smaller sizes,but only partial conversion in the larger sizes. After this initially ra-pid phase, leaching slows down dramatically. This was explained bythe fact that after depletion of easy-to-leach surface minerals, ferriciron or acid have to migrate deeper into particles via a pore network,and the reduced ferrous form has to return to the surface to be re-oxidised. Hence, it is likely that the grains near the surface will bedepleted much more rapidly, and a slower-leaching mineral at thesurface might dissolve preferentially over a fast-leaching mineraldeep inside a particle (Ogbonna et al., 2006). This could mean forexample the preferential dissolution of pyrite over chalcocite or ofgangue minerals over copper oxide.
In the bacterial leaching of sulphide minerals, ferric iron is thekey oxidizing agent and soluble iron species are the main determi-nants of redox potential. Active iron oxidizing bacteria, such asAcidithiobacillus ferrooxidans and Leptospirillum ferrooxidans, main-tain high Fe3+/Fe2+ ratios due to continued oxidation as part of theirrespiratory process (Ahonena and Tuovinen, 1995). Precipitation ofiron hydroxide and jarosite phases in the leaching system may sup-press the metal solubilization by preventing the contact betweenthe leaching agent and the mineral. The solubility of iron speciesis defined by their concentration in solution and pH (Malik et al.,2004).
It is generally accepted that the bioleaching of sulphide miner-als involves three major sub-processes, viz., the acid ferric leachingof the sulphide mineral, microbial oxidation of the sulphur moietyand the microbial oxidation of ferrous-iron to the ferric form.Although the stoichiometry of the overall reaction will varydepending on the particular metal sulphide being bioleached, atypical reaction for a metal sulphide (MeS) is according to Eq. (1)(Nemati et al., 1998; Ojumu et al., 2006). The ferrous-iron is thenre-oxidized to the ferric form by microbial action:
4Fe2þ þ O2 þ 4Hþ ! Fe3þ þ 2H2O ð2Þ
The bacterial leaching process requires acidic conditions, theacidity often being simultaneously produced by the oxidation of
Fig. 3. Metal extraction rate in heap leach process.
pyrite, of reduced sulphur intermediates from other sulphide min-erals and hydrolysis of ferric ion, but consumed by the ferrous ironoxidation reaction (Eq. (2)).
Excess acid may be neutralized in various acid-consuming reac-tions such as the leaching of carbonates and some silicate minerals.As in all biochemical and chemical processes, the rates of leachingreactions are also temperature dependent. Therefore, evaluation ofthe temperature effects on the bacterial leaching is considered tobe particularly important. In terms of bioleaching the effects oftemperature and pH have largely been limited to conditions nearthe optimum or to those used in tank bioleaching operations(Ahonena and Tuovinen, 1995; Ojumu et al., 2006; Yin et al., 2008).
The solid/liquid contact area, which in low-porosity rocks ismainly a function of particle size of the material, is a major factorin determining the kinetics of the leaching reactions. Typical toleaching processes is their selectivity with respect to certain min-erals or groups of minerals. Leach solution is also able to penetrateinto micro-fissures and micro-pores of the rock mass, thus reduc-ing the need for energy consuming crushing and grinding opera-tions. The optimization of a leaching process thus requiresquantitative information on the effect of grain size, as well as onthe propagation of the leaching effect inside the mineral grains.
Permeability is critical for the recovery rates from a heap (aswell as from dump and in situ operations). If the heap material istoo compact, the leaching operation time increases as the reagentliquid will only slowly percolate through the heap. If permeabilityin the heap is uneven, the leaching solution might move throughchannels, leaving parts of the heap without immediate contactwith the leach solution. Therefore, fine particles are often agglom-erated to ensure a better overall permeability.
3.1. Mechanism of leaching from large particles
It is worth emphasizing that when coupled sequential kineticphenomena are involved, the slowest step will control the overallrate of the process, under given conditions. The shrinking coremodel implies the change in particle size has an inverse squared ef-fect on the effective leach rate. Any small increase in effective par-ticle size can therefore have a significant effect on the overalldiffusion leach rate. One of the challenges in understanding heapleaching is to determine the actual effective particle size (of theaverage agglomerate or particles in the heap bed) being leached(Miller et al., 2003). Due to larger ore particle sizes encounteredin heap leaching, chemical diffusion within the solution filled rockpores always affect extraction rates. However, mixed leachingkinetics occur when slowly reacting mineral grains (e.g., chalcopy-rite) or very large mineral grains are present within the ore. Inthese cases the mineral dissolution rate must be considered alongwith diffusion (Bartlett, 1992).
Leaching of minerals from whole ore particles, where the keyreagent has to migrate from the particle surface, will result in arim-leaching effect in larger particles. Ogbonna et al. (2006)showed through modelling for an example of a mixed chalcocite/pyrite ore that all minerals near the surface are depleted first be-fore the leach front can migrate further into the particle. On the in-side of the particle even the rate of chalcocite leaching, which isintrinsically rapid, is controlled by the rate at which ferric iron dif-fuses into the particle. Furthermore, both pyrite and secondarycovellite left in the outer rim will ‘scavenge’ ferric iron migratingin from the surface before it can reach unreacted chalcocite deeperin the particle, as shown in Fig. 4. In the smallest size class, this ef-fect does not occur since the rate of ferric diffusion is not limitingdue to the much shorter diffusion distance. Hence, if there existscompetition for reagents between different mineral phases, thenthis is likely to be skewed in favour of the slower-leaching mineralonce the fast-leaching mineral has been depleted from the surface,

Fig. 4. Schematic representation of ferric diffusion through rim leach. Source:Ogbonna et al. (2006).
1176 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
rather than leaching more of the fast-leaching mineral deeper in-side the particle. The effect is exaggerated with increasing particlesize.
The abundance of the target minerals near the surface is in factquite critical in determining the overall rate of leaching and thelikely economic extraction from an ore of a given particle size dis-tribution. For lower porosities, the rate of release of minerals fromwithin the ore particles would be even slower and may in fact re-strict feasible mineral leaching from the particle surface (or a shal-low surface layer).
3.2. Chemical weathering
Oxidation of sulphides in a rock by chemical and biochemicalleaching is a natural phenomenon; similar to the process that oc-curs in heap leaching. Investigating mechanisms of weatheringcould provide useful understanding of heap kinetics, especiallyfor leaching from large particles. The intrinsic properties of thesulphides (chemical composition, crystal structure, defect densityand distribution, etc.) largely control their rate of oxidation, butalso varies with the ambient physio-chemical settings(Pérez-López et al., 2007; Gerke et al., 1998; Strömberg and Ban-wart, 1999; Evans and Banwart, 2006). For example, marcasiteand framboidal pyrite will oxidize quickly while crystalline pyritewill oxidize slowly (Malmström et al., 2008).
Of particular importance is the presence of a fluid phase (e.g.oxygenated water) that facilitates the oxidation process by provid-ing for a variety of reactions to occur at the fluid–mineral interfaceas well as serving to remove oxidation products from the interfacethat may otherwise impede further reactions. The nature and ex-tent of reactions occurring at the sulphide-solution interface arevery much dependent on the composition of the solution, whichin turn is influenced by the enclosing mineral assemblage (exceptat very high flow rates). Therefore, rock-forming minerals that oc-cur together with a sulphide or an assemblage of sulphides alsoindirectly affect the rate of oxidation of the latter. Oxygen is animportant chemical weathering agent, and there are many metalspresent in the rocks. When these metals react with the waterand oxygen, they form oxides. Common examples of such oxidesare hematite, limonite and goethite. The oxides are structurallyweaker and easily crumble away under the forces of nature. As aresult, bigger rock formations crumble into smaller rock particles.To elucidate the oxidation of sulphide minerals in a rock, boththe chemical and physical aspects of mineral–solution interactionhave to be considered (Pérez-López et al., 2007; Malmströmet al., 2008):
3.2.1. Chemical aspectsSince all sulphide minerals were formed in the presence of an
oxygen-depleted fluid under conditions far removed from the oxy-gen-rich atmosphere of the earth surface (Lefebvre et al., 2001),they are unstable when exposed to an oxygenated environment.In the presence of a contacting fluid phase, the relative stabilityof sulphide minerals can generally be assessed with the aid ofpH-Eh diagrams, provided the persistence of metastable mineralphases, either primary or formed during oxidation, is taken intoconsideration (Sracek et al., 2006; Evans and Banwart, 2006). Since,under acidic conditions, most metals tend to remain in solution asdissolved ions, and a variety of processes (including microbialmediation and electrochemical reactions) readily occur to acceler-ate the oxidation of various sulphides, the ability of the associatednon-sulphide minerals to control the solution pH is perhaps themost important factor influencing the rate of oxidation of sulp-hides in a rock. In situ neutralization of the acid generated duringsulphide oxidation by reactions with the associated non-sulphideminerals usually leads to the formation of secondary mineral coat-ings on the reacting sulphides. Depending on the nature and thick-ness of the coatings thus formed, oxidation of the relevantsulphide(s) occurs at a reduced rate or is totally arrested (Sraceket al., 2006; Evans and Banwart, 2006).
Mineral–solution interaction involving rock-forming minerals,especially non-silicates, in a sulphide containing rock also affectthe oxidation rate of the associated sulphides by modifying thecomposition and ionic strength of the solution concerned of Cl�
and SO2�4 inhibited pyrite oxidation. Thus, dissolution of halite
and gypsum in a sedimentary rock containing pyrite would impedethe oxidation of pyrite while the dissolution of carbonate wouldenhance the process. While other iron sulphides are likely to be-have similarly as pyrite, the influence of different salt types and io-nic strength on the rate of oxidation For example, uponinvestigating the mechanism of pyrite oxidation in aqueous mix-tures, pyrite oxidation rates increased linearly with substrate con-centrations of CaCO3 and NaHCO3, whereas solutions of othermetallic sulphides is not clear (Pérez-López et al., 2007; Lefebvreet al., 2001; Malmström et al., 2008).
3.2.2. Physical aspectsThe extent that a mineral assemblage can affect the chemistry
of an associated liquid phase (solution) is largely determined bythe duration of contact between the reacting minerals and thesolution. The longer the contact time, the more closely the solutionchemistry will be governed by the relevant mineral–solution equi-librium. Since the rate of heterogeneous reactions involving a gas–solid or solid–solid couple at ambient temperatures without theintervention of a liquid phase is extremely slow, the most intensivesulphide weathering occurs under conditions transitional fromunsaturated to saturated. This is reflected in the field by the super-gene mineralization process occurring in response to a fluctuatingwater table in sulphide-rich terrains. Above the saturated zone, ra-pid sulphide oxidation depends on the trapping of sufficient mois-ture to facilitate and maintain the oxidation process. Temporarydepletion of moisture will lead to the formation of efflorescentminerals and arrest the sulphide oxidation (Gerke et al., 1998;Lefebvre et al., 2001; Evans and Banwart, 2006).
4. Effective parameters in heap leaching related to single oreparticles
During the leaching process, physical, chemical and biologicreactions take place in the ore bed under irrigation, and naturalsubsidence, dissolution, deposition and solute transfer occur as aresult. Hence the pore structure of the bed continues to evolve

Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1177
and has temporal and spatial variability (Kirjavainen and Heiska-nen, 2007). Bacterial and chemical leaching are influenced by envi-ronmental, biological and physico-chemical factors, which affectthe yield of metal extraction (Table 2) (Ahonena and Tuovinen,1995; Dwivedy, 1995; Malik et al., 2004; Prosser and Box, 1983;Pradhan et al., 2008; Sandström and Petersson, 1997). Correctchemical and physical conditions must exist for the percolationleaching system to function: a suitable ore particle size, access ofoxygen and humidity to the mineral surfaces, reduced acid con-sumption, the presence of sulphides susceptible to bacterial oxida-tion, and minimal precipitated basic ferric salts, which might blockthe percolation channels (Deveci, 2004; Olubambi et al., 2007).Acid consumption by gangue minerals is a very important param-eter for heap leaching performance because the major rate-limitingstep is the lateral diffusion of acid, and a faster rate of acid ganguedissolution effectively lengthens the distance over which the acidmust diffuse, and makes it more difficult for acid to penetrate tothe back of the pores. Sulphuric acid is usually a major processingcost. Although the sulphide heap leach reactions should be acidneutral or even acid generating. Maintenance of the pH in the pre-ferred range between 1.0 and 2.0 for microbial iron and sulphuroxidation is also important for ferric ion and acid regeneration bythe microbial population (Helle et al., 2005). In addition, the geom-etry of the heap (size, especially height) may also affect the biole-aching process and rate of recovery. For these leaching systems tofunction, the leach environment must be kept in such conditionsthat the bacteria requirements are adequately met (Helle et al.,2005; Kirjavainen and Heiskanen, 2007; Suzuki, 2001).
4.1. Properties of heap leach ores
Geotechnical properties (heap stability, ore compression, settle-ment, ore durability); hydraulic properties (Percolation, flow ver-sus ore load, drain-down moisture content), metallurgical testingand impact of mineralogy, are the major ore properties could haveeffect on biochemical heap leach operation. The factors that areinfluenced by the mineralogy of an ore are (Baláz et al., 1994;Dai and Jeffrey, 2006; Senanayake, 2007):
(1) The degree of comminution required for effective liberationof the desired mineral.
(2) Applicability of physical beneficiation techniques forupgrading the ore.
(3) The nature and quantity of lixiviant to be used.
Table 2Factors and parameters influencing bacterial mineral oxidation and metal mobilization. So
Physical and chemicalparameters
Biological parameters Pl
d Temperature d Microbial diversity d
d pH d Population density d
d Redox potential d Microbial activities d
d Water potential d Spatial distribution of microorganisms d
d Oxygen content andavailability
d Metal tolerance d
d Carbon dioxide content d Spatial d
d Mass transfer d Distribution of microorganisms, attachment toore particles,
d
d Nutrient availability d Adaptation abilities of microorganisms, andinoculums
d
d Iron(III) concentration d
d Lightd Pressured Surface tensiond Presence of inhibitors,
etc.
(4) Leach liquor characteristics.(5) Residue mineralogy.
The mineralogy of ores is a key factor in predicting their ex-pected behaviour during subsequent processing (Pownceby et al.,2007). Some of the parameters which are related to mineral andstructural properties of ore particles are described in the nextsections.
4.1.1. Crystallographic structureIt is well recognised that the surfaces of crystals are not atom-
ically smooth, even under ideal equilibrium conditions. They con-tain numerous microtopographical features. Some of the moreimportant of these are presented schematically in Fig. 5, whichshows crystalline terraces (atomically flat regions), steps and kinksites. Arrows indicate the relative number of orthogonal directionsin which atoms (ions) may move from the different surface sites inorder to become solvated. The height of the steps may vary fromatomic to polyatomic size and mineral surfaces cleaved under care-fully controlled conditions exhibit numerous steps varying inheight from <5 nm to >100 nm. Consequently, milled mineralsshould exhibit a variety of micro-topographical patterns, com-posed of steps of different heights separated by terraces of varyingsize and shape that are generated during fracture and abrasion ofthe mineral particles (Tromans and Meech, 1999, 2002).
Tromans and Meech (2002) have discussed surface-controlledmechanisms of mineral dissolution. They recognised the presenceof more reactive and less reactive surface sites and the enhancedreactivity of edge (step) sites. Attention is confined to differencesbetween terrace and step sites only, because these are far morenumerous than kink sites and are likely to be more important indetermining overall mineral dissolution rates.
4.1.2. Mechanical imperfectionsThe initial bacterial activity on the surfaces of the sulphide min-
erals occurs mostly along former cracks, fractures, lineation, grainboundaries, and zone contacts, contacts between different genera-tions or compositions, etc. Mechanical imperfections are deviationsin the sulphide crystal structures. Such defects usually contain highamounts of strain energy. This energy is released with the strain inthe crystal, and can thus be of use the bacterial during the oxidiz-ing process. The rate of oxidation will therefore be higher at sites ofdefects, containing strain energy (Chandraprabha et al., 2003; Daiand Jeffrey, 2006; Tromans and Meech, 2002; Ubaldini et al., 1997).
urce: Pradhan et al. (2008), Kirjavainen and Heiskanen (2007).
roperties of the minerals to beeached
Processing
Mineral type d Leaching mode (in situ, heap, dump, ortank leaching)
Acid consumption, d Pulp densityMineral dissemination d Stirring rate (in case of tank leaching
operations)Grain size d Heap geometry (in case of heap leaching)Surface area
PorosityHydrophobicity
Galvanic interactions
Formation of secondary

Fig. 5. Schematic diagram showing a Terrace-Step-Kink structure of mineral surfaces and the general location of terrace, step and kink sites for dissolution. Source: Tromansand Meech (2002).
Table 3The mineral grains can be classification, according to their accessibility to leachsolutions.
Classes Illustration
(a) Grains exposed to the leach solutions at thesurface of particles
(b) Grains exposed to the leach solutions via pores orcracks
(c) Grains which become exposed to the leachsolutions only after other grains have reacted
(d) Grains from which pores or fissures that do notextend to the particle surface depart
(e) Grains located inside the particles and notconnected to a pore
1178 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
4.1.3. Particle sizeParticle size and shape are the factors which determine the sur-
face area of the particles. With a few exceptions, the reactions in-volved in mineral treatment are heterogeneous (i.e. the reactiontakes place at the boundary between phases) and hence the rateis expected to be proportional to the interfacial area. The most sig-nificant point to be made about these two factors is that there are anumber of instances where the rate is not dependent on the parti-cles size (Deveci, 2004; Mazuelos et al., 2001; Strömberg andBanwart, 1999). Leaching kinetics are affected by the particle sizeof the material that is leached, and generally a smaller particle sizegives faster leaching kinetics, since finer particles have a larger sur-face area.
This shows that particle size distribution alone does not providesufficient information for understanding bioleaching behaviour.Attention should also be given to the mineralogical and elementaldistribution within the sizes and the interaction of the minerals/phases within the ore. These not only affect the mineral–microbeinteraction and the galvanic interaction, but also the potential for-mation of precipitate on the surfaces in the course of leaching,which in turn plays a role in the metal dissolution process. There-fore, to obtain optimum results during base metal recovery fromcomplex sulphide ore, process design must start from a completeand detailed mineralogy study (Olubambi et al., 2007).
4.1.4. Grain distribution and free surfaceThe mineral grains can be classified according to their accessi-
bility to leach solutions, into five classes as illustrated in table 3:Types (d) and (e) do not contribute to the rate, at least in the
early stages of leaching, but can become involved in the leachingprocess if, as a result of the prolonged contact with leach solutions,new cracks and fissures are generated in the gangue, thus makingthem accessible to leach solutions. For the particles of the typeshown in Table 3, four rate regimes can be identified accordingto their size (Rossi, 1990):
� The particle size is comparable with the size of the mineralgrains; this is the case of very high-grade ROM ores or of con-centrates. In this case, the reaction rate is close to that of the
fully liberated grains and the inert matrix plays a minor role.Leaching is surface-chemical reaction-controlled. This regimeis manifested by a shrinking of the particle as the reactionproceeds.� The particle size is larger than that of the mineral grains,
although he latter are all accessible to the leach solutions fromthe start of the reaction. Most of the surface of the mineral

Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1179
grains is surrounded by impervious inert gangue and leach solu-tion can only access thereto through the pores and/or cracks.Leaching is therefore still surface-chemical reaction-controlled,but the gangue reduces the rate by blocking access of the leachsolutions to most of the surface. Thus, diffusion control comesinto play. In this case, particle size does not significantly affectreaction rate.� The ratio between particle radius and embedded mineral grain
radius is even larger than in the two preceding cases. The char-acteristic feature of this situation is that not all the grains areaccessible at the start of leaching, although the overall rate isstill controlled by the surface chemical reaction. Accessibilityto the inner grains is hindered by the outer mineral grainsand the inert gangue. The rate exhibits a further reduction.� In the largest particles sizes the kinetics is diffusion-controlled
or mixed (diffusion and surface-chemical reaction-controlled).The effect of the gangue is to increase the diffusion pathlength-thereby reducing the overall rate still further.
4.1.5. PorosityThe rate of reaction of a particle with a reagent in a fluid phase,
in which it is immersed, is usually controlled either by moleculardiffusion through a boundary layer extending into the fluid or bythe reaction at the surface. If the particle contains cracks or holeswhich are open to the fluid, reagent diffuses into the interior ofthe particle and reacts there. Under steady state conditions, therates of diffusion and reaction are the same, and this state is main-tained by a concentration gradient of the reagent within the holes.If the chemical reaction is slow, the concentration gradient is shal-lower than that in the bulk fluid. Under these circumstances the
Fig. 6. The concept of exposure and liberation of mineral by hydrometallurgy a
reaction proceeds on the walls of holes at virtually the same rateas on the external surfaces. In other words, the area over whichreaction takes place is not the external area but the total area,including that of all open pores (Cariaga et al., 2005). As it is notunusual for the internal area to be far greater than the externalarea, the porosity becomes a dominant factor (Bachu and Cuthiell,1990; Deschamps et al., 2008).
If the chemical reaction at the surface is fast, the concentrationgradient is steep and reagent is consumed before it penetrates intothe particle. Under these circumstances, the internal surfaces playno part, and particle size is the important factor as with non-por-ous particles (Cariaga et al., 2005; Muñoz et al., 1997).
4.2. The connection between comminution and leaching behaviour
While the response of particles to breakage is influenced bytheir mineralogical properties, comminution in turn affects min-eral and elemental distribution within particle size ranges. Miner-alogical differences within varying particle sizes therefore affecttheir responses to leaching in different conventional and bioleach-ing media. Owing to the differences in the mineralogical composi-tions at different particle sizes, there exist some variations in themicrobe–mineral interaction in bioleaching (Liu et al., 2008; Mehtaand Murr, 1983; Urbano et al., 2007).
Since most minerals have some unknown grain size distribu-tion, texture, exposure, and spatial distribution within the ore par-ticles, they must be initially ‘‘unlocked’’ or ‘‘liberated’’ beforeseparation can be undertaken (Miller et al., 2003). The concept ofexposure and liberation of a particular mineral in an ore feedmay be graphically expressed as shown in Fig. 6. In a typical
nd that by physical separation process (adapted from: Hsih et al. (1995)).

1180 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
mineral dressing process, the ore feed must be reduced by fractureinto particles with sizes smaller than the valuable mineral grains.These liberated mineral grains can then be separated from eachother and concentrated based on their distinct physical and chem-ical properties. Considering hydrometallurgical extraction ofmetallic values, the mineral grains need not necessarily be liber-ated as free grains; since partial exposure of mineral grains mayprovide sufficient surface front for chemical attack by leachingsolution (Hsih et al., 1995).
As mentioned above, crack distribution plays a key role in thispartial exposure of mineral grains. This relates leaching behaviourto the method by which the ore has been crushed prior to leaching(Unlanda and Szczelina, 2004). High-pressure grinding rolls(HPGR) technology has been available for over 20 years. It is be-tween 20% and 50% more energy-efficient than conventional crush-
Fig. 7. Standard optical photomicrograph and SEM photographs of four ore particles copresence of the micro-cracks in the particle prepared by HPGR.
Fig. 8. Leachability of gold ore from South
ers and mills (Daniel, 2007). The comminution principle(compression as a breakage mechanism) involved is different fromthat in conventional crushers or tumbling mills (impact as break-age mechanism). As a result, the product from a HPGR is different,and may be expected to have a different behaviour in downstreamprocesses (Aydogan et al., 2006). The HPGR breaks particles pre-dominantly in an autogenous way, unlike other comminution de-vices. The grinding force is transferred from one particle to thenext, with a small proportion of the particles coming into directcontact with the rolls (Daniel, 2007). Fig. 7) shows the fracturingthat occurs because of the application of high pressure. Cracks of-ten occur at the grain boundaries, resulting in liberation of theminerals and giving leach solutions better access to the particles.Fig. 8) compares the extraction from the tank leaching of a semi-refractory gold ore from South Africa crushed by HPGR and a cone
mpared by different comminution methods (cone crusher versus HPGR). Note the
Africa (adapted from: Daniel (2007)).

Fig. 9. 3-D image of a single ore particle (40 mm) where the different grey levels represent the different minerals (top left) which is then processed to virtually extract allminerals other than sphalerite (top right). Plane images of the ore particle are also shown in the x, y, and z-directions to reveal textual details of the ore particles.
Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1181
(impact) crusher. This confirms that the leachability of the oreswas better after high pressure grinding, particularly for coarser sizefractions.
4.3. Visualization techniques for ore characterisation
In recent years, automated mineralogy has become establishedas an essential enabling technology for the reliable acquisition ofstatistically sound comprehensive mineralogical and metallurgicaldata. This has had a revolutionary effect on the industrial use ofsuch data in the study of geology, mining and mineral processing(Gottlieb, 2008). Usually such studies are conducted in order toevaluate and improve process efficiency. This quantitative data isderived from images of the mineralogically classified ores or plantproducts in question. The ability of image-based techniques toquantify liberation and association parameters of ore mineralsmakes them highly preferable to assay-type approaches. A largerange of techniques is available for the acquisition of image data,and the ability of each of these systems to discriminate betweenmineral species varies widely (Benvie, 2007; Pownceby et al.,2007). The demand for accurate composition and phase distribu-tion analyses in complex ore assemblages is increasing rapidly asmineral processing studies become more sophisticated.
Significant grain boundary fracture will enhance the exposure/liberation of minerals during comminution. However, there is noconvincing experimental evidence to describe the extent to whichthis actually occurs in practice or to indicate what processes can beemployed to enhance intergranular fracture (Benvie, 2007). How-ever, an improved understanding of the leaching from large parti-cle systems can be achieved with the use of an advanced diagnosticand nondestructive technique, such as high resolution 3-D X-ray
Computed Tomography (Garcia et al., 2009; Lin and Miller, 2005;Miller et al., 2003; Solymar and Fabricius, 1999; Yang et al.,2008). To illustrate the potential of X-ray tomography for expo-sure/liberation analysis in a heap leach context, an example is gi-ven in Fig. 9. A particle is shown in the x, y, and z-directions toreveal textual details of the ore particles.
5. Particle models within heap leach modelling
Most of the early heap bioleaching models dealt with leachingat the particle scale (Braun et al., 1974; Bartlett, 1992; Davis andRitchie, 1987; Roman and Olsen, 1974; Shafer et al., 1979). Morerecent bioleaching models emphasize the effects of bulk scale phe-nomena, such as liquid flow, gas flow, and temperature distribu-tion, on heap performance (Dixon, 2000; Dixon and Petersen,2003; Leahy et al., 2007; Moreno et al., 1999; Ogbonna et al.,2006; Petersen and Dixon, 2002; Pantelis et al., 2002; Sidbornet al., 2003). Although both, particle scale and bulk scale, effectsare important in heap bioleaching, little has been done to system-atically integrate particle scale models into bulk scale models.Most existing bulk scale models account for the effect of particletopology using simplified models such as the shrinking core model,applied to an average particle size. Implicit in this is an assumptionregarding the relative significance of particle scale phenomena,and which process (diffusion or reaction kinetics) is limiting atthe particle scale. A conventional shrinking core approach wouldwork only for gangue particles that are homogeneously porousand have mineral grains well distributed throughout (Liddell,2005; Velardo et al., 2002; Vegliò et al., 2001). The shrinking coremodel has been shown to be a poor predictor of leach kineticsbased on the crushed ore size distribution (Miller, 2003). However,

1182 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
the model itself is a very useful tool to analyse commercial heapdata (Miller, 2003). Shrinking core models have proved to be extre-mely useful in describing the leaching behaviour of many ores andflotation concentrates, although they tend to be used as empiricaltools rather than in any predictive way: data is obtained frombatch leaching, which is then fitted according to the topologicalmodel equations, and then the one that gives the best fit is chosenas best representative of the system. There are no reliable criteriato predict a priori the rate-controlling regime in which a given sys-tem will operate. Clearly, obtaining these criteria will require agreater understanding of the controlling processes on a micro-scopic level (Liddell, 2005; Velardo et al., 2002).
Part of this difficulty in understanding leaching reactions lies intheir heterogeneous nature and the variability from one ore or con-centrates to another. However, another part stems from the factthat the conventional shrinking-core equations have been nar-rowly focused on the dissolved reactant and the particles beingleached (Liddell, 2005). Models usually assume spherical geometryof the particles, although ore or concentrate particles are neverspherically symmetric. Deviation from the spherical shape leadsto an increase in the surface-to-volume ratio (Rossi, 1990). Fur-thermore, particle scale effects in heap bioleaching are influencedby other factors, including the particle size distribution, the oremineralogy, surface properties, pore size distribution and micro-bial interactions.
Hence, the overall rate at which a mineral is dissolved from anore particle is quite often the manifestation of a complex networkof individual phenomena, each proceeding at its own intrinsic rate.For finely ground particles, such as those encountered in tankleaching processes, leaching rates are typically controlled by theintrinsic kinetics of mineral breakdown. In heap or dump leaching,however, mineral grains are usually embedded within larger oreparticles or solution-filled agglomerates, and thus accessible onlyby diffusion through a network of pellet pores, if at all (Bouffardand Dixon, 2001).
6. Summary and outlook
As was stated in the introduction, unique to heap leaching as anextractive technology, is the relatively coarse particle size. Leach-ing from such large particles is poorly understood so there is a needfor a more systematic study of this process. Comprehensive under-standing would be achieved by the systematic investigation ofleaching behaviour at the surface and the interior of large particlesin the context of chemical leaching and bioleaching of ores. In morespecific terms, it is necessary to investigate leaching behaviour ofore with the following objectives:
� To determine the effect of topology (surface properties) on thekinetics of (bio) leaching processes.
� To investigate intra-particle diffusion phenomena and theirrelationship with the pore and crack network, particle size dis-tribution and mineralogy.
� To formulate appropriate modelling approaches to large particleleaching.
In order to understand more clearly the reagent diffusionthrough the large particles and to provide true and reliable physi-cal parameters to formulate the relevant modelling approaches tolarge particle leaching, it is necessary to study the 3-D progress ofdiffusion first. However, the use of traditional experimental meth-ods cannot realize this as they are usually destructive and requireserial sectioning of individual particles, which relies on individualexpert mineralogists, and the results are not easily scalable. An im-proved understanding of the leaching from large particle systems
can be achieved with high resolution 3-D X-ray Computed Tomog-raphy (CT) as it is non-destructive and the processes can be fol-lowed directly in the course of leaching. Although some researchhas been done in this regard, further researches should focus onadaptation and improvement of this technique for application inthe field of mineral processing.
Observations using this technique can be coupled with the re-sults from t other modern automated mineralogy measurements,more traditional column leach experiments and solution chemistryconsiderations, in order to identify the progression of heap leach-ing at the particle scale. With such insight, it would be possibleto describe leaching from within large particles with a more accu-rate model. We contend that the economics of heap leaching arestrongly governed by the trade-off between slow rate and limitedextent of leaching from large particles and the cost of crushing fi-ner. A sound understanding of the underlying mechanisms gainedthrough the approach proposed above will greatly inform futuretechnology choices in the area of heap leaching.
Acknowledgements
The authors are grateful to Centre for Bioprocess EngineeringResearch (CeBER) (Department of Chemical Engineering, UCT), fortheir advice and support. Financial support from the South AfricaResearch Chair Initiative (SARChI) in Mineral Beneficiation, and aResearch Niche Area (RNA) grant from the National Research Foun-dation (NRF) of South Africa are also acknowledged.
References
Acevedo, F., 2002. Present and future of bioleaching in developing countries.Electronic Journal of Biotechnology 52, 56.
Ahonena, L., Tuovinen, O.H., 1995. Bacterial leaching of complex sulfide ore samplesin bench-scale column reactors. Hydrometallurgy 37 (1), 22–36.
Aydogan, N.A., Ergün, L., Benzer, H., 2006. High pressure grinding rolls (HPGR)applications in the cement industry. Minerals Engineering 19 (2), 130–142.
Bachu, S., Cuthiell, D., 1990. Effects of core-scale heterogeneity on steady state andtransient fluid flow in porous media: numerical analysis. International Journalof Rock Mechanics and Mining Sciences Geomechanics Abstracts 27 (6), 341–352.
Baláz, P., Kušnierová, M., Varencova, V.I., Mišura, B., 1994. Mineral properties andbacterial leaching of intensively ground sphalerite and sphalerite–pyritemixture. International Journal of Mineral Processing 40 (3–4), 273–291.
Bartlett, R.W., 1992. Simulation of ore heap leaching using deterministic models.Hydrometallurgy 29 (1–3), 231–243.
Bartlett, R.W., 1998. Solution Mining – Leaching and Fluid Recovery of Materials.Gordon and Breach, Amsterdam.
Benvie, B., 2007. Mineralogical imaging of kimberlites using SEM-based techniques.Minerals Engineering 20 (5), 435–441.
Bouffard, S.C., 2003. Understanding the heap biooxidation of sulfidic refractory goldores. PhD dissertation. University of British Columbia.
Bouffard, S.C., Dixon, D.G., 2001. Investigative study into the hydrodynamics of heapleaching processes. Metallurgical and Materials Transactions B 32 (5), 763–776.
Braun, R.L., Lewis, A.E., Wadsworth, M.E., 1974. In-place leaching of primary sulfideores: laboratory leaching data and kinetics model. Metallurgical and MaterialsTransactions B 5 (8), 1717–1726.
Brierley, C.L., 2008. How will biomining be applied in future? Transactions ofNonferrous Metals Society of China 18 (6), 1302–1316.
Cariaga, E., Conchac, F., Sepúlveda, M., 2005. Flow through porous media withapplications to heap leaching of copper ores. Chemical Engineering Journal 111(2–3), 151–164.
Carlsson, E., Büchel, G., 2005. Screening of residual contamination at a formeruranium heap leaching site, Thuringia, Germany. Chemie der Erde –Geochemistry (65), 75–95.
Chandraprabha, M., Modak, J., Natarajan, K., Raichur, A., 2003. Modelling andanalysis of biooxidation of gold bearing pyrite–arsenopyrite concentrates byThiobacillus ferrooxidans. Biotechnology Progress 19 (4), 54–65.
Dai, X., Jeffrey, M.I., 2006. The effect of sulfide minerals on the leaching of gold inaerated cyanide solutions. Hydrometallurgy 82 (3–4), 118–231.
Daniel, M.J., 2007. Energy efficient mineral liberation using HPGR technology. PhDthesis. University of Queensland.
Davis, G.B., Ritchie, A.I.M., 1987. A model of oxidation in pyritic mine wastes: part 1equations and approximate solution. Applied Mathematical Modelling 11 (6),417–422.
Deschamps, T., Benzaazoua, M., Bussière, B., Aubertin, M., Belem, T., 2008.Microstructural and geochemical evolution of paste tailings in surfacedisposal conditions. Minerals Engineering 21 (4), 341–364.

Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184 1183
Deveci, H., 2004. Effect of particle size and shape of solids on the viability ofacidophilic bacteria during mixing in stirred tank reactors. Hydrometallurgy 71(3–4), 385–395.
Dixon, D.G., 2000. Analysis of heat conservation during copper sulphide heapleaching. Hydrometallurgy 58 (1), 27–33.
Dixon, D.G., 2003. Heap leach modelling – current state of the art. In: FifthInternational Conference in Honor of Professor Ian Ritchie. TMS, The Minerals,Metals & Materials Society, pp. 289–314.
Dixon, D.G., Petersen, J., 2003. Comprehensive modelling study of chalcocite columnand heap bioleaching. In: Riveros, P.A., Dixon, D., Dreisinger, D., Menacho, J.(Eds.), Copper 2003 – Hydrometallurgy of Copper (Book 2), vol. VI. CIM,Montreal, Canada, 2003, pp. 493–516.
Dreisinger, D., 2006. Copper leaching from primary sulfides: options for biologicaland chemical extraction of copper. Hydrometallurgy 83 (1–4), 10–21.
Dwivedy, K.K., 1995. Bioleaching – our experience. Hydrometallurgy 38 (1), 99–111.Evans, K.A., Banwart, S.A., 2006. Rate controls on the chemical weathering of natural
polymineralic material. I. Dissolution behaviour of polymineralic assemblagesdetermined using batch and unsaturated column experiments. AppliedGeochemistry 21 (2), 352–363.
Garcia, D., Lin, C.L., Miller, J.D., 2009. Quantitative analysis of grain boundaryfracture in the breakage of single multiphase particles using X-raymicrotomography procedures. Minerals Engineering 22 (3), 236–243.
Gerke, H.H., Molson, J.W., Frind, E.O., 1998. Modelling the effect of chemicalheterogeneity on acidification and solute leaching in overburden mine spoils.Journal of Hydrology 209 (1–4), 166–176.
Gottlieb, P., 2008, The revolutionary impact of automated mineralogy on miningand mineral processing. In: Wang Dian Zuo, Sun Chuan Yao, Wang Fu Liang,Zhang Li Cheng, Hang Long, (Eds.), The XXIV International Mineral ProcessingCongress, pp. 165–174.
Harneit, K., Göksel, A., Kock, D., Klock, J.-H., Gehrke, T., Sand, W., 2006. Adhesion tometal sulfide surfaces by cells of Acidithiobacillus ferrooxidans, Acidithiobacillusthiooxidans and Leptospirillum ferrooxidans. Hydrometallurgy 83 (1–4), 245–254.
Helle, S., Kelm, U., Barrientos, A., Rivas, P., Reghezza, A., 2005. Improvement ofmineralogical and chemical characterization to predict the acid leaching ofgeometallurgical units from Mina Sur, Chuquicamata, Chile. MineralsEngineering 18 (13–14), 1334–1353.
Hsih, C.S., Wen, S.B., Kuan, C.C., 1995. An exposure model for valuable componentsin comminuted particles. International Journal of Mineral Processing 43 (3–4),145–153.
Kirjavainen, V., Heiskanen, K., 2007. Some factors that affect beneficiation ofsulphide nickel–copper ores. Minerals Engineering 20 (7), 629–641.
Leahy, M.J., Davidson, M.R., Schwarz, M.P., 2007. A model for heap bioleaching ofchalcocite with heat balance. Mesophiles and moderate thermophiles.Hydrometallurgy 85 (1), 24–39.
Lefebvre, R., Hockley, D., Smolensky, J., Gélinas, P., 2001. Multiphase transferprocesses in waste rock piles producing acid mine drainage: 1: conceptualmodel and system characterization. Journal of Contaminant Hydrology 52 (1–4), 137–151.
Liddell, K.C., 2005. Shrinking core models in hydrometallurgy: what students arenot being told about the pseudo-steady approximation. Hydrometallurgy 79(1–2), 62–72.
Lin, C.L., Miller, J.D., 2005. 3D characterization and analysis of particle shape usingX-ray microtomography (XMT). Powder Technology 154 (1), 61–73.
Liu, Q., Li, H., Zhou, L., 2008. Galvanic interactions between metal sulfide minerals ina flowing system: implications for mines environmental restoration. AppliedGeochemistry 23 (8), 2316–2339.
Logan, T.C., Seal, T., Brierley, J.A., 2007. Whole-ore heap biooxidation of sulfidicgold-bearing ores. In: Rawlings, D.E., Johnson, D.B. (Eds.), Biomining. Springer,Berlin, pp. 113–137.
Malik, A., Dastidar, M.G., Roychoudhury, P.K., 2004. Factors limiting bacterial ironoxidation in biodesulphurization system. International Journal of MineralProcessing 73 (1), 34–42.
Malmström, M.E., Berglund, S., Jarsjö, J., 2008. Combined effects of spatially variableflow and mineralogy on the attenuation of acid mine drainage in groundwater.Applied Geochemistry 23 (6), 1419–1422.
Mazuelos, A., Palencia, I., Romero, R., Rodríguez, G., Carranza, F., 2001. Ferric ironproduction in packed bed bioreactors: influence of pH, temperature, particlesize, bacterial support material and type of air distributor. Minerals Engineering14 (5), 507–512.
Mehta, A.P., Murr, L.E., 1983. Fundamental studies of the contribution of galvanicinteraction to acid-bacterial leaching of mixed metal sulfides. Hydrometallurgy9 (3), 235–342.
Mellado, M.E., Cisternas, L.A., Gálvez, E.D., 2009. An analytical model approach toheap leaching. Hydrometallurgy 95 (1–2), 33–42.
Miller, G., 2003. Ore geotechnical effects on copper heap leach kinetics. TMS, TheMinerals, Metals and Materials Society, pp. 329–342.
Miller, J.D., Lin, C.L., Garcia, C., Arias, H., 2003. Ultimate recovery in heap leachingoperations as established from mineral exposure analysis by X-raymicrotomography. International Journal of Mineral Processing 72 (1–4), 331–342.
Moreno, L., Martinez, J., Casas, J., 1999. Modelling of bioleaching copper sulphideores in heaps or dumps. Process Metallurgy (9), 443–453.
Muñoz, J.F., Rengifo, P., Vauclin, M., 1997. Acid leaching of copper in a saturatedporous material: parameter identification and experimental validation of atwo-dimensional transport model. Journal of Contaminant Hydrology 27 (1–2),11–23.
Nemati, M., Harrison, S.T.L., Hansford, G., Webb, C., 1998. Biological oxidation offerrous sulphate by Thiobacillus ferrooxidans, a review on the kinetic aspects.Biochemical Engineering Journal 1, 171–190.
Ogbonna, N., Petersen, J., Laurie, H., 2006. An agglomerate scale model for the heapbioleaching of chalcocite. The Journal of The South African Institute of Miningand Metallurgy 106, 433–442.
Ojumu, T.V., Petersen, J., Searby, G.E., Hansford, G.S., 2006. A review of rateequations proposed for microbial ferrous-iron oxidation with a view toapplication to heap bioleaching. Hydrometallurgy 83 (1–4), 21–39.
Olubambi, P.A., Ndlovu, S., Potgieter, J.H., Borode, J.O., 2007. Effects of oremineralogy on the microbial leaching of low grade complex sulphide ores.Hydrometallurgy 86 (1–2), 96–112.
Padilla, G.A., Cisternas, L.A., Cueto, J.Y., 2008. On the optimization of heap leaching.Minerals Engineering 21 (9), 673–683.
Pantelis, G., Ritchie, A.I.M., Stepanyants, Y.A., 2002. A conceptual model for thedescription of oxidation and transport processes in sulphidic waste rock dumps.Applied Mathematical Modelling 26 (7), 751–769.
Park, J.Y., Levenspiel, O., 1977. The crackling core model for the multistep reactionof solid particles. Chemical Engineering Science 32 (2), 233–243.
Pérez-López, R., Miguel Nieto, J., Ruiz de Almodóvar, G., 2007. Utilization of fly ashto improve the quality of the acid mine drainage generated by oxidation of asulphide-rich mining waste: column experiments. Chemosphere 67 (8), 1637–1645.
Petersen, J., 2010. Modelling of bioleach processes: connection between science andengineering. Hydrometallurgy 104, 404–409.
Petersen, J., Dixon, D.G., 2002. Systematic modelling of heap leaching processes foroptimisation and design. In: Proceedings of the EPD Congress andFundamentals of Advanced Materials for Energy Conversion. TMS 757-771.
Petersen, J., Dixon, D.G., 2007. Modeling and optimization of heap bioleachprocesses. In: Rawlings, D.E., Johnson, D.B. (Eds.), Biomining. Springer, Berlin,pp. 153–175.
Petersen, J., Dixon, D.G., 2007b. Modelling zinc heap bioleaching. Hydrometallurgy85 (2–4), 127–136.
Pownceby, M.I., MacRae, C.M., Wilson, N.C., 2007. Mineral characterisation by EPMAmapping. Minerals Engineering 20 (5), 444–461.
Pradhan, K.C., Nathsarma, K., Srinivasa, R., Sukla, L.B., Mishra, B.K., 2008. Heapbioleaching of chalcopyrite: a review. Minerals Engineering 21 (5), 355–362.
Prosser, A.P., Box, J.C., 1983. Simulation of the mineralogical and chemical aspects ofheap and dump leaching as an aid to ore-proc. Australasian Institute of Miningand Metallurgy.
Roman, R.J., Olsen, C., 1974. Theoretical scale-up of heap leaching. Solution MiningSymposium, AIME, pp. 211–229.
Rossi, G., 1990. Biohydrometallurgy. McGraw-Hill, New York.Sandström, Å., Petersson, S., 1997. Bioleaching of a complex sulphide ore with
moderate thermophilic and extreme thermophilic microorganisms.Hydrometallurgy 46 (1–2), 181–188.
Senanayake, G., 2007. Review of rate constants for thiosulphate leaching of goldfrom ores, concentrates and flat surfaces: effect of host minerals and pH.Minerals Engineering 20 (1), 5–14.
Shafer, J.L., White, M.L., Caenepeel, C.L., 1979. Application of the shrinking coremodel for copper oxide leaching. In: AIME Transactions AIME.
Shakir, K., Aziz, M., Beheir, S.B., 1992. Studies on uranium recovery from a uraniumbearing phosphatic sandstone by a combined heap leaching-liquid-gelextraction process. 1 Heap leaching. Hydrometallurgy (31), 29–40.
Sidborn, M., Casas, J., Martínez, J., Moreno, L., 2003. Two-dimensional dynamicmodel of a copper sulphide ore bed. Hydrometallurgy 71 (1–2), 67–81.
Solymar, M., Fabricius, I.L., 1999. Image analysis and estimation of porosity andpermeability of Arnager Greensand, Upper Cretaceous, Denmark. Physics andChemistry of the Earth 24 (7), 587–599.
Sracek, O., Gélinas, P., Lefebvre, R., Nicholson, R.V., 2006. Comparison of methods forthe estimation of pyrite oxidation rate in a waste rock pile at Mine Doyon site,Quebec, Canada. Journal of Geochemical Exploration 91 (1–3), 99–112.
Strömberg, B., Banwart, S., 1999. Experimental study of acidity-consumingprocesses in mining waste rock: some influences of mineralogy and particlesize. Applied Geochemistry 14 (1), 1–13.
Suzuki, I., 2001. Microbial leaching of metals from sulfide minerals. BiotechnologyAdvances 19 (2), 119–129.
Sylwestrzak, L., 2010. Copper Hydrometallurgy Processing Technologies. <http://www.thebeijingaxis.com>.
Thiel, R., Smith, M.E., 2004. State of the practice review of heap leach pad designissues. Geotextiles and Geomembranes 22 (6), 555–571.
Tromans, D., Meech, J.A., 1999. Enhanced dissolution of minerals: microtopographyand mechanical activation. Minerals Engineering 12 (6), 609–616.
Tromans, D., Meech, J.A., 2002. Enhanced dissolution of minerals: conjoint effects ofparticle size and microtopography. Minerals Engineering 15 (4), 263–277.
Ubaldini, S., Veglió, F., Toro, L., Abbruzzese, C., 1997. Biooxidation of arsenopyrite toimprove gold cyanidation: study of some parameters and comparison withgrinding. International Journal of Mineral Processing 52 (1), 65–71.
Unlanda, G., Szczelina, P., 2004. Coarse crushing of brittle rocks by compression.International Journal of Mineral Processing 74, 209–223.
Urbano, G., Meléndez, A.M., Reyes, V.E., Veloz, M.A., González, I., 2007. Galvanicinteractions between galena–sphalerite and their reactivity. InternationalJournal of Mineral Processing 82 (3), 148–159.
Vegliò, F., Trifoni, M., Pagnanelli, F., Toro, L., 2001. Shrinking core model withvariable activation energy: a kinetic model of manganiferous ore leaching withsulphuric acid and lactose. Hydrometallurgy 60 (2), 167–179.

1184 Y. Ghorbani et al. / Minerals Engineering 24 (2011) 1172–1184
Velardo, A., Giona, M., Adrover, A., Pagnanelli, F., Toro, L., 2002. Two-layer shrinking-core model: parameter estimation for the reaction order in leaching processes.Chemical Engineering Journal 90 (3), 231–240.
Watling, H.R., 2006. The bioleaching of sulphide minerals with emphasis on coppersulphides – a review. Hydrometallurgy 84 (1–2), 81–102.
William, H.D., 2010. Producing Copper Nature’s Way: Bioleaching. <http://www.copper.org>.
Yang, B.H., Wu, A.-X., Jiang, H.C., Chen, X.S., 2008. Evolvement of permeability of oregranular media during heap leaching based on image analysis. Transactions ofNonferrous Metals Society of China 18 (2), 426–433.
Yin, S., Wu, A., Qiu, G., 2008. Bioleaching of low-grade copper sulphides.Transactions of Nonferrous Metals Society of China 18 (3), 707–721.
Related Documents











