KATA PENGANTAR Puji dan syukur kami ucapkan atas kehadirat Allah SWT yang telah memberikan rahmat serta karunia-Nya, sehingga kami dapat menyelesaikan Laporan Akhir Praktikum Teknik Cor di Laboratorium Metalurgi. Laporan ini ditulis untuk memenuhi persyaratan dalam meyelesaikan kuliah berserta praktikum Teknik Cor dari awal hingga selesai. Pelaksanaan dan penyusunan laporan ini tidak mungkin terlaksana tanpa bantuan dan dukungan dari berbagai pihak. Oleh karena itu, penulis ingin menyampaikan terima kasih kepada : 1. Bapak Dr.Ir Soeharto, DEA selaku dosen pengajar mata kuliah Teknik Cor.. 2. Bapak Gatot sebagai Koordinator Laboratorium Cor. 3. Dan seluruh Koordinator Laboratorium Metalurgi lainnya. 4. Rekan - rekan seperjuangan praktikum Teknik Cor serta semua pihak yang membantu kami baik secara langsung maupun tidak langsung. Semoga laporan akhir ini dapat diterima dan memberikan manfaat bagi yang membaca, kami mengharapkan kritik dan saran untuk kesempurnaan laporan akhir ini.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

KATA PENGANTAR
Puji dan syukur kami ucapkan atas kehadirat Allah SWT yang telah
memberikan rahmat serta karunia-Nya, sehingga kami dapat menyelesaikan
Laporan Akhir Praktikum Teknik Cor di Laboratorium Metalurgi.
Laporan ini ditulis untuk memenuhi persyaratan dalam meyelesaikan
kuliah berserta praktikum Teknik Cor dari awal hingga selesai.
Pelaksanaan dan penyusunan laporan ini tidak mungkin terlaksana tanpa
bantuan dan dukungan dari berbagai pihak. Oleh karena itu, penulis ingin
menyampaikan terima kasih kepada :
1. Bapak Dr.Ir Soeharto, DEA selaku dosen pengajar mata kuliah Teknik
Cor..
2. Bapak Gatot sebagai Koordinator Laboratorium Cor.
3. Dan seluruh Koordinator Laboratorium Metalurgi lainnya.
4. Rekan - rekan seperjuangan praktikum Teknik Cor serta semua pihak yang
membantu kami baik secara langsung maupun tidak langsung.
Semoga laporan akhir ini dapat diterima dan memberikan manfaat bagi
yang membaca, kami mengharapkan kritik dan saran untuk kesempurnaan laporan
akhir ini.
Surabaya ,16 Januari 2013
Penulis

BAB I
PENDAHULUAN
1.1 Latar belakang
Teknik pengecoran adalah salah satu cabang dari teknik produksi, dimana
proses produksinya atau proses pembuatannya yaitu dengan membuat cairan
logam dan di tuangkan dalam cetakan. Coran dibuat dari logam yang dicairkan,
dituang kedalam cetakan, kemudian dibiarkan mendingin dan membeku.Oleh
karena itu sejarah pengecoran dimulai ketika orang mengetahui bagaimana
mencairkan logam dan bagaimana membuat cetakan.Hal itu terjadi kira – kira
tahun 4.000 sebelum Masehi.
Proses pengecoran meliputi pembuatan rangka cetak, pembuatan model,
pembuatan inti, mencetak model pada rangka cetak, peleburan logam pada dapur
cor, penuangan logam cair serta perlakuan benda setelah proses pengecoran.
Pekerjaan pengecoran logam yaitu membuat benda yang dibutuhkan dengan cara
menuang logam cair ke dalam cetakan.
Dalam perkembangan zaman dan tuntutan dunia akan teknologi , maka
pengecoran sangat erat kaitannya terhadap kemajuan perindustrian dan teknologi
sekarang, agar mahasiswa mampu menganalisis tentang praktek di dunia kerja
nantinya. Pengerjaan model asbak sebagai praktikum individu dan lampu hias
yang menjadi bahan model untuk praktikum kerja kelompok pengecoran,
diharapkan pada praktikum pengecoran ini mahasiswa mempunyai bekal pada
proses pengecoran sebelum terjun ke lapangan. Praktikum pengecoran diberikan
teori sekaligus praktikum, peralatan dan bahan pengecoran telah tersedia
mengakibatkan proses praktikum menjadi lebih lengkap. Akan tetapi, pada
praktikum tempa tidak diberikan praktik karena persoalan waktu dan alat,
sehingga praktikum penempaan hanya diberikan teori pada akhir praktikum
dilaksanakan.

Laporan Praktikum Teknik Cor
1.2 Tujuan Praktikum
Tujuan praktikum ini adalah sebagai berikut.
1. Mengetahui peralatan pengecoran yang digunakan dan fungsi dari peralatan
tersebut dalam praktikum pengecoran di laboratorium pengecoran Jurusan
Teknik Mesin Institut Teknologi Sepuluh Nopember.
2. Mengetahui dan memahami prosedur pengerjaan pengecoran logam pada
praktikum pengecoran di laboratorium pengecoran Jurusan Teknik Mesin
Institut Teknologi Sepuluh Nopember.
3. Mengetahui cacat – cacat yang terjadi dan penyebabnya pada pengecoran
dengan pasir (sand casting)
1.3 Batasan Masalah
Batasan masalah praktikum pengecoran ini adalah.
1. Jenis pengecoran yang digunakan adalah pengecoran dengan pasir (sand
casting)
2. Temperatur ruangan konstan sekitar 27° C
3. Volume pola sekitar 36 in3
4. Logam yang digunakan untuk pengecoran adalah aluminium dengan massa
jenis sebesar 2,35 lb/in3
5. Pengecoran pada cetakan dilakukan pada temperatur lebur aluminium yaitu
700°C
6. Gravitasi bumi adalah 9,8m/s2
7. Perancangan gating system berdasarkan riset AFS dengan gating ratio sebesar
1:4:4
1.4 Sistematika Laporan
Sistematika Laporan Teknik Cor ini adalah sebagai berikut :
Bab I Pendahuluan
Bab pertama, merupakan pendahuluan dari laporan ini yang akan
memaparkan latar belakang, tujuan, batasan masalah, dan sistematika
penulisan Laporan Teknik Cor.
Bab II Dasar Teori
Bab ini menguraikan tentang teori dasar pengecoran yang digunakan untuk
praktikum pengecoran.
2

Laporan Praktikum Teknik Cor
Bab III Metodologi
Bab ini menerangkan tentang peralatan yang digunakan untuk praktikum
pengecoran dan langkah – langkah percobaan yang dilakukan untuk
praktikum pengecoran.
Bab IV Analisa dan Pembahasan
Bab ini menguraikan hasil dari praktikum pengecoran logam dan analisa
hasil praktikum secara teoritis dan praktis saat di lapangan serta analisa
cacat – cacat yang terjadi pada pengecoran.
Bab V Kesimpulan dan Saran
Bab ini berisikan tentang kesimpulan dan saran dari hasil praktikum
Teknik Cor.
3

Laporan Praktikum Teknik Cor
BAB II
DASAR TEORI
2.1 Pengertian Benda Cor Logam
Benda coran memiliki pengertian sederhana sebagai suatu benda atau
produk yang dihasilkan melalui proses pencairan logam yang dicor (diisikan)
kedalam suatu cetakan dan dibiarkan hingga membeku. Dalam hal ini cetakan
memiliki suatu rongga cetak (cavity) yang bentuknya menyerupai bentuk
benda yang dinginkan. Didalam rongga cetak inilah nantinya logam cair
yang dimasukkan kedalam cetakan akan mengalami proses pembekuan hingga
menghasilkan benda padat dengan bentuk profil sesuai dengan yang dinginkan.
2.2 Pola Cetakan
Pola sangat diperlukan dalam pengecoran, dapat digolongkan menjadi pola
logam maupun dan pola kayu (termasuk pola plastik). Pola logam dipergunakan
agar dapat menjaga ketelitian ukuran benda coran terutama dalam masa produksi
sehingga unsur pola bisa lebih lama dan produktivitas lebih tinggi.
Hal pertama yang harus dilakukan pada pembuatan pola adalah mengubah
gambaran perencanaan menjadi gambar untuk pengecoran. Dalam hal ini
dipertimbangkan bagaimana membuat coran yang baik, bagaimana menurunkan
biaya pembuatan cetakan, bagaimana membuat pola yang mudah, dan bagaimana
cara mempermudah pembongkaran cetakan, kemudian menetapkan arah cup dan
drag, posisi permukaan pisah, bagian yang dibuat oleh cetakan utama dan bagian
yang dibuat oleh inti. Selanjutnya menetapkan tambahan penyusutan, tambahan
untuk penyelesaian dengan mesin, kemiringan pola, dan seterusnya serta dibuat
gambar untuk pengecoran yang kemudian diserahkan pada pembuat pola.
2.3 Sistem Saluran (Gating System)
Secara garis besar sistem saluran didefinisikan sebagai jalan masuk atau
saluran bagi logam cair yang dituangkan dari ladel menuju ke dalam rongga
cetakan. Pada umumnya sistem saluran dirancang untuk mengisi cetakan secepat
mungkin dan tidak menimbulkan terbentuknya turbulensi. Sistem saluran
mempunyai fungsi utama yang dijelaskan seperti di bawah ini:
4

Laporan Praktikum Teknik Cor
1. Mengurangi turbulensi pada aliran logam cair ketika melalui sistem
saluran dan menuju ke rongga cetakan.
2. Menghilangkan udara dan gas yang terjebak di dalam logam.
3. Mengurangi kecepatan dari aliran logam ketika melalui sistem saluran dan
masuk ke rongga cetakan.
4. Mengikuti cetakan agar diisi secara cukup cepat untuk mencegah
pembekuan terlalu dini dan menghasilkan cacat coran.
5. Berperan dalam membentuk gradien temperatur yang tepat untuk
menghasilkan pembekuan langsung di dalam pengecoran.
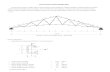
Gambar 2.1 Sistem Saluran
Sistem saluran dari proses pengecoran mempunyai bagian-bagian seperti berikut:
1. Cawan tuang (pouring basin).
2. Saluran turun (sprue).
3. Pengalir (runner).
4. Saluran masuk (ingate)
5

Laporan Praktikum Teknik Cor
Gambar 2.2Bagian-Bagian Sistem Saluran
Masing-masing bagian pada sistem saluran adalah untuk memungkinkan logam
cair dapat mengisi rongga cetak secepat mungkin dengan meminimalkan
terjadinya turbulensi serta menyediakan logam cair yang cukup selama proses
solidifikasi dan mencegah cacat shrinkage. Selain itu, sistem saluran harus
didesain untuk menangkap kotoran dan terak selama proses penuangan.
2.3.1 Cawan Tuang (Pouring Basin)
Cawan tuang berfungsi sebagai tempat penerima logam cair dari ladel dan juga
berfungsi sebagai penyaring dari kotoran logam cair. Cawan tuang biasanya
berbentuk corong atau cawan dengan saluran turun dibawahnya seperti pada
gambar 2.2.
Gambar 2.2 Cawan Tuang
2.3.2 Saluran Turun (Sprue)
Merupakan saluran yang pertama membawa logam cair dari cawan tuang
ke dalam pengalir dan saluran masuk. Saluran turun dibuat lurus dan tegak
dengan irisan berupa lingkaran. Saluran dengan luasan yang mengecil pada
bagian bawahnya berfungsi untuk mengurangi aspirasi dari udara dan gas yang
6
POURING BASIN
SPRUE BASE

Laporan Praktikum Teknik Cor
terjebak. Luas area minimal dari bagian atas saluran turun merupakan fungsi dari
ketinggian saluran turun dan dapat dituliskan sebagai rumus[1] yaitu:
AT = AB EMBED Equation.3 (pers 2.1)
Dimana : AT = luas bagian atas saluran turun
AB = luas bagian bawah saluran turun
h 1 = ketinggian dari saluran turun
b = kedalaman logam dalam cawan tuang
Gambar 2.3 Saluran Turun
2.3.3 Saluran Turun Dasar (Sprue Base)
Merupakan pelebaran persegi empat atau silinder pada bagian bawah dari
saluran turun. Saluran turun dasar (gambar 2.4) digunakan untuk menyerap
energi kinetik dan energi potensial dari logam cair ketika turun dari saluran
turun.
Gambar 2.4 Saluran turun dasar
7

Laporan Praktikum Teknik Cor
2.3.4 Pengalir (Runner)
Saluran yang membawa logam cair dari saluran turun kebagian-bagian
yang telah disesuaikan dengan cetakan. Pengalir biasanya mempunyai irisan
seperti trapesium atau setengah lingkaran.
2.3.5 Saluran Masuk (Ingate)
Merupakan saluran pendek yang menghubungkan antara pengalir dan
rongga cetakan. Saluran masuk berfungsi untuk mengisikan logam cair dari
saluran pengalir kedalam rongga cetakan. Saluran ini dibuat dengan irisan yang
lebih kecil dibandingkan dengan irisan pengalir, agar dapat mencegah kotoran
masuk kedalam rongga cetakan
Gambar 2.5 Pengalir dan saluran masuk
2.4. Aliran Logam Cair
Logam cair yang mengalir dalam sistem saluran dianggap sebagai aliran
fluida sehingga dalam perancangan sistem saluran perlu memperhatikan sifat-sifat
dari aliran fluida untuk mendapatkan sistem saluran yang tepat. Pada perancangan
sistem saluran terbentuknya aliran turbulen sangat dihindari. Aliran turbulen pada
sistem saluran dapat mengakibatkan terbentuknya daerah yang bertekanan lebih
rendah sehingga akan menyebabkan terjebaknya udara atau gas dalam coran.
2.5 Sistem Saluran Horizontal Menurut Standar AFS [1]
Berdasarkan American Foundrymen’s Society (AFS) sistem saluran yang
optimal dapat dibuat berdasarkan ketentuan sebagai berikut:
1. Sistem saluran menggunakan sistem tanpa tekanan dimana perbandingan
antara luasan saluran turun : pengalir : saluran masuk adalah 1 : 4 : 4
2. Saluran turun yang digunakan adalah saluran turun yang meruncing
dengan bagian bawah saluran turun mengecil merupakan luasan
penyempitan.
8

Laporan Praktikum Teknik Cor
3. Menggunakan cawan tuang.
4. Sprue Base digunakan untuk menyerap energi kinetik yang jatuh dari
saluran turun.
5. Pengalir diletakkan di drag dan saluran masuk di cup.
6. Perpanjangan pengalir digunakan untuk menjebak slag atau pengotor dari
logam cair.
2.5.1 Merancang sistem saluran
Logam cair yang mengalir dalam sistem saluran dianggap sebagai
aliran fluida sehingga dalam perancangan sistem saluran perlu
memperhatikan sifat-sifat dari aliran fluida untuk mendapatkan sistem
saluran yang tepat. Pada perancangan sistem saluran terbentuknya aliran
turbulen sangat dihindari. Aliran turbulen pada sistem saluran dapat
mengakibatkan terbentuknya daerah yang bertekanan lebih rendah
sehingga akan menyebabkan terjebaknya udara atau gas dalam coran.
Di dalam melakukan perhitungan sistem saluran dibutuhkan
beberapa data awal yang akan digunakan untuk menentukan dimensi
sistem saluran. Secara matematis perhitungan sistem saluran antara lain:
a. Menghitung waktu tuang (t) untuk coran dapat dihitung dengan
menggunakan rumusan berikut:
Gray Cast Iron
Waktu tuang (sec )=K (0,95+ T0,833 )√W
T = ketebalan logam rata-rata [in]
W = berat coran [lbs]
K = faktor fluiditas
Rumus diatas valid untuk pengecoran > 1000 lb dan didasarkan atas
suatu standard iron (composition factor = 4,3 , temperatur tuang =
2600oF) yang mempunyai suatu fluidity factor =1,0
Hubungan antara fluiditas, composition dan temperatur tuang
dinyatakan pada gambar 1.10
Faktor komposisi (composition factor)
9

Laporan Praktikum Teknik Cor
C . F=%C+ 14
%Si+ 12
%P
Faktor fluiditas (fluidity factor)
K=fluiditas besi yang dituang ( in )
40
Gambar 2.6 Tabel menentukan fluidity
b. Menentukan Choke Area (AB) dapat dihitung berdasarkan rumusan:
A
B =
wd . t . c .√2. g .h
Dimana:
AB = Luasan penyempitan Choke Area (mm2)
w = Berat coran (gr)
ρ = Densitas logam cair (gr / cm3)
t = Waktu penuangan (detik)
h = Ketinggian efektif saluran turun (cm)
g = Percepatan gravitasi (981 cm/det2)
c = Faktor efisiensi dari saluran turun (0,88)
10

Laporan Praktikum Teknik Cor
c. Menentukan Area of the Top of Sprue (AT) dapat dihitung dengan
rumusan:
AT = AB√ h1
b
Dimana :
AB = Choke Area (mm2)
h1 = Ketinggian saluran turun (mm)
b = Kedalaman logam pada cawan tuang (mm)
d. Menentukan Luasan Pengalir (Runner Area) dan luasan saluran masuk
(GateArea) dengan menggunakan rekomendasi AFS horizontal maka
untuk menentukan luasan pengalir menggunakan perbandingan antara
choke area : runner area : gate area = 1 : 4 : 4. Maka runner area sama
dengan empat kali choke area dan gate area sama dengan empat kali
choke area
e. Menghitung Saluran Turun Dasar (Well Base)
Perumusan well base sebagai berikut:
Well base = 5 x AB
Di mana : AB = Choke Area (mm2)
2.5 Cacat-cacat pada Produk Pengecoran
Adalah ketidak sempurnaan produk coran yang disebabkan oleh banyak
faktor; material coran, material cetakan, penuangan, kontur cetakan, kepresisian
cetakan dan lainnya.
Jenis-jenis cacat pengecoran:
11

Laporan Praktikum Teknik Cor
Gambar 2.7Cacat-cacat pada pengecoran
Gambar 2.8Cacat retak panas pada pengecoran
Gambar 2.9Cacat porositas pada pengecoran
Dalam pencegahan cacat pengecoran, maka semua faktor penyebab cacat
pengecoran harus diatasi, contoh cacat penyusutan dalam bisa ditimbulkan oleh
12

Laporan Praktikum Teknik Cor
temperatur penuangan yang rendah, sehingga logam cair pada penambah
membeku lebih cepat akibatnya rongga penyusutan tidak tertutupi.
Pencegahannya: meningkatkan temperatur penuangan atau mengisi bagian rongga
cetakan bertemperatur rendah lebih dulu dan riser ditempatkan pada bagian
temperatur tinggi.
BAB III
METODOLOGI
3.1 Flowchart Percobaan
13
Mulai
-Pola -Kayu (Gating Sistem)-Dempul - Amplas-Pasir - Bentonit-water glass - kup & drag-Al - Dapur pembakaran
Pemilihan Pola
Penghalusan Pola(Diamplas & Dempul)
Perencanaan Sistem Saluran
Pembuatan Sistem Saluran
Persiapan Pasir Cetak(Pencampuran pasir cetak dengan bentonit)
Pemilihan Kup & Drag
Pemasangan Sistem saluran kup & drag serta pembuatan inti

Laporan Praktikum Teknik Cor
3.2 Alat dan Bahan
1. Pasir muka (halus) dan pasir penahan(kasar)
2. Bentonit
3. Waterglass
4. Air
5. Pola kayu bentuk poros engkol
6. Runner 1 buah
7. Gate 1 buah
8. Base sprue 1 buah
9. Sprue 1 buah
10. Ember
11. Penumbuk dari kayu
12. Pengayak pasir
13. Spatula
14. Tungku pelebur logam (furnace)
14
Ditunggu sampai kering
Kering
Penuangan Alumunium
A
A
Pembongkaran Cetakan
Analisa hasil Coran
Selesai

Laporan Praktikum Teknik Cor
15. Sekop
16. Batang besi (pelubang vent)
17. Batu bata
18. Amplas
19. Dempul
3.2 Langkah Percobaan
Berikut adalah langkah-langkah percobaan dalm praktikum ini :
1. Mempersiapkan pola
2. Mempersiapkan cetakan pasir sesuai dengan ukuran pola yang digunakan
3. Menghitung, sprue waktu tuang dan sistem saluran yang terdiri dari runner,
gate, sprue dan base sprue berdasar standart AFS
4. Mempersiapkan pasir halus dan kasar
5. Mempersiapakan pasir cetak yang terdiri dari pasir, bentonit dan air dengan
takaran tertentu, dimana dalam praktikum ini digunakan 4 timbah pasir halus,
4 timbah pasir kasar, 1/3 timbah bentonit dan 1 timbah air.
6. Aduk campuran secara merata hingga kelembaban sesuai dengan yang
diinginkan.
7. Menyiapkan drug dengan posisi terbalik pada sebuah papanataupun alas halus.
Cara ini dimaksudkan agar model berada pada bagian atas dari drag dan pada
saat cope dipasang model akan tetap kelihatan sebelum pasir dituangkan.
8. Meletakkan model cetakan secara tengkurap lalu memasukan pasir sedikit
demi sedikit sampai penuh lalu ditumbuk pelan-pelan agar kepadatan pasir
seragam. Penumpukan menggunakan kayu ataupun penumpukan plastic.
9. Membalikan dragsecara pelan-pelan dan menabur bedak kedap air. Pada saat
membalikkan drag perlu berhati-hati karena struktur pasir masih belum
lengket sehingga dapat membuat pasir rontok. Setelah membalik drag
bersihkan bagian atas drag menggunakan kuas kuas untuk menghilangkan
rontokan-rontokan pasir. Jika sudah benar-benar padat , ratakan bagian
15

Laporan Praktikum Teknik Cor
atasnya, kemudian membalik posisi cetakan dan menempatkannya di atas alas
yang sebelumnya telah dibersihkan dari ceceran pasir. Kemudian menaburi
sisi atas dari cetakan tersebut dengan bedak kedap air hinggaa rata agar tidak
lengket dengan pasir di cetakan bagian atas.
10. Memasang kup di atas drag. Pasir yang berada di atas drag diolesi dengan
karbon secukupnya. Karbon yang dioleskan berfungsi sebagai pembatas antara
pasir yang ada pada bagian drag dengan pasir paada bagian kup, selain itu
dengan adanya karbon pasir pada kup dan drag tidak akan bercampur pada
saat pasir ditumbuk.
11. Memasang semua system saluran yang diperlukan. System saluran ada dua
jenis, yang pertama adalah saluran masuk dan saluran penambah.
12. Memasukan pasir ke kup. Langkah pertama adalah memasukkan pasir ke
dalam model sehingga pasir di dalam model memiliki tingkat kepadatan lebih.
Langkah kedua adalah memasukkan pasir ke dalam kup, kemudian tumbuk
secara pelan-pelan agar kepadatan pasir merata.
13. Jika pasir sudah dirasa padat dan rata langkah selanjutnya adalah melepas
semua system saluran dengan hati-hati.
14. Melepaskan kup dari drag kemudian mengambil model dari drag secara hati-
hati.
15. Mengangkat pola dari cetakan menggunakan mur yang dipasang pada pola.
16. Kemudian membiarkan cetakan mengering selama kurang lebih 2 minggu.
17. Membuat inti dengan cara mencampur pasir kuarsa dengan waterglass
kemudian dipadatkan didalam pipa berdiameter 10cm dan 4 cm.
Mengeluarkanintiy dengan cara didorong dengan bantuan kayu.
18. Kup diletakkan di atas drag dan membuat pouring basin dengan cara
mengeruk pasir pada lapisan atas kup.
19. Pada bagian sisi-sisi atas drag diberi seal berfungsi untuk membatasi aliran
logam cair tidak masuk ke cetakan pola.
20. Proses selanjutnya adalah meleburkan logam alumunium ke dalam tungku.
21. Tunggu hingga logam cair alumunium mencapai panas 7500C dengan
termometer . Setelah semua logam mencapai temperatur 7500C, logam –
16

Laporan Praktikum Teknik Cor
logam yang belum mencair sempurna dibuang. Lalu dilakukan penuangan
logam cair ke dalam pouring basin.
22. Proses penuangan ini harus dilakukan dengan hati-hati karena logam sangat
panas, dan harus dituang dengan segera agar pelepasan panas yang terjadi
tidak terlalu besar yang mengakibatkan logam membeku.Penuangan logam
cair dilakukan hingga semua sisitem saluran dan catakan terisi penuh.
23. Mendiamkan hasil tuangan beberapa menit agar suhu logam cair turun dan
mengeras menjadi padat.
24. Langkah terakhir selanjutnya adalah membongkar cetakan dengan palu atau
benda keras lainnya. Pembongkaran harus dilakukan dengan sangat hati-hati
terutama pada daerah benda coran supaya benda coran tidak rusak. Setelah
benda coran sudah dilepas dari cetakan kemudian dibersihkan dari pasir-pasir
yang menempel. Kemudian menganalisa cacat-cacat yang terjadi.
17

Laporan Praktikum Teknik Cor
BAB IV
ANALISA DAN PEMBAHASAN
4.1 Penentuan Sistem Saluran
Langkah pertama dalam proses pengecoran adalah membuat sistem
saluran.Perlu ditentukan bentuk dan ukuran sistem saluran terlebih dahulu. Karena
sistem saluran merupakan faktor krusial yang menentukan kualitas benda hasil
coran. Untuk dapat merencanakan sistem saluran yang baik maka diperlukan data
data dari coran yang akan digunakan sebagai berikut :
Material Cor :
- Jenis material logam = Aluminium (Al)
-Berat Jenis () = 2,35 gr/cm3
= 0,086 lb/in3
- T melt (Aluminium) = 660,2o C
Bentuk dan ukuran material cor :
- Volume benda cor ( Vc ) = 0.59 x 10-3 m3 =36 in3
- Berat coran ( Wc ) = Vcor x
= 36,004 in3 x 0,086 lb/in3
= 3 lb
Adapun langkah - langkah perencanaan sistem saluran ini adalah sebagai berikut:
18

Laporan Praktikum Teknik Cor
1. Menentukan tinggi effektive spure ( H ),
Gambar 4.1. Sekema Saluran Turun
cor hanya berada pada daerah drag (Top Buttom gating) maka tinggi effective
spure H = h dimana h = 21 cm = 8.267 in
2. Penentukan pouring time ( t ) dari material cor ( aluminium ) :
k = 0,95t = 1,5 in (asumsi)Wc = 3 lb
t=0,95 [0,95+( 1,50,833 x30,5 )]
t = 1,9 sec
3. Choke Area (Ab ) dan top spure area (AT ) dari coran :
AB = gHct
Wc
2...
Dimana : c = faktor efisiensi saluran turun = 0,88 (tapered sprue)
g = percepatan gravitasi = 386,22 in/sec2
t = pouring time = 15 s
19
5,0833,0
95,0Wc
tkt

Laporan Praktikum Teknik Cor
AB = 3lb
0.086 lb /¿3 x 1,9 sx 0.88 x√2 x386.22 ¿s2 x 8.3∈¿¿
AB = 0.26 in2.
Dari luasan saluran turun bawah 0.32 in2dapat diketahui diameter dari saluran
turun bawah melalui persamaan luas lingkaran sebagai berikut :
¼ D2 = 0.26 in2
D2 =0.26 x 4
3,14
D AB =0,33 in
Karena menggunakan model Square Tapered Sprue, maka luas top sprue area
(AT) adalah:
AT = b
HAB
1
Dimana : AB = 1,550 in
H1 = 8,267 in
b = 2,5 cm = 1 in (asumsi)
AT = 0,26√ 8,2671
AT = 0,74 in2
¼ D2 = 0,74 in2
D2 = 0,74 x 4
3,14
DAt = 0,95 in
4. Menentukan luasan runner
Dengan menggunakan perbandingan antara spure, runner, dan ingate
area sebesar 1 : 4 : 4 untuk penuangan tanpa tekanan, maka dapat ditentukan
luasan runer dan ingate sebagai berikut :
Aspure : Arunner : Aingate = 1 : 4 : 4 (penuangan tanpa tekan )
20

Laporan Praktikum Teknik Cor
Dikarenakan dalam perancangan ini diguanakan 1 runner maka perhitungan
runner:
Maka : Aspure = 0,26 in2
Arunner = 4 x A sprue
= 1,04 in2
Pengalir yang digunakan adalah jenis pengalir persegi. Pengalir jenis
ini dipilih karena jenis pengalir persegi mempunyai perbandingan antara
luasan permukaan dengan volume yang rendah. Dengan mempunyai
perbandingan yang rendah maka akan mengurangi panas yang hilang. Dengan
besarnya tiap sisi adalah : 1,019 in .
Dikarenakan dalam perancangan ini diguanakan 1 ingate maka perhitungan
ingate:
Aingate = 1\1 x 4 x Aspure
= 1\1 x 4 x 0,26 in2
= 1,04 in2
Besar tiap sisinya adalah : 1,019 in.
5. Perhitugan Saluran Turun Dasar
Saluran turun dasaryang digunakan pada perancangan ini adalah tipe well
base, perumusan well base sebagai berikut :
a. Well base = 5 x AB
= 5 x 0,26 in2
= 1,3 in2
Dari well base 1,3 in2 dapat diketahui diameter dari well base melalui
persamaan luas lingkaran sebagai berikut
¼ D2 = 1,3 in2
DWB = 1,14 in
b. Kedalaman Well = 2 . ( tinggi pengalir)
21

Laporan Praktikum Teknik Cor
= 2 x 1,019
= 2,038 in.
4.2 Pelaksanaan Pengecoran
4.2.1Bahan Coran
Dalam pengecoran ini digunakan bahan jenis material dari aluminium murni
dengan sifat seperti berikut:
Density : 0,086 lb/in3
4.2.2Bentuk Ukuran Benda Cor
Benda cor yang akan dilakukan proses pengecoran mempunyai bentuk
poros engkol. Pola yang digunakan dalam proses pengecoran ini adalah pola yang
terbuat dari kayu seperti gambar 4.4 di bawah ini.
22

Laporan Praktikum Teknik Cor
Gambar 4.4. Pola Kayu
4.2.4 Pernyaringan& Pencampuran Pasir Cetak
Pasir cetak yang digunakan dalam proses pengecoran ini adalah pasir silica
dengan pencampuran bentonit sebagai perekat. Sebelum pasir cetak dicampur
dengan bentonit, pasir cetak di saring samapai halus. Komposisi dari pasir cetak
adalah 1:10 antara banyaknya bentonit dengan pasir cetak.
Gambar 4.5. Pasir Silica yang Halus.
4.2.5 Pembuatan Cetakan Pasir
Langkah - langkah dalam pembuatan cetakan pasir dengan pengikat
bentonite, adalah sebagai berikut :
1. Mencari volume frame yang akan digunakan sebagai kup dan drag serta
mencari berat pasir cetak murni yang bersesuaian dengan volume frame
tersebut, berat pasir cetak dianggap 100% berat.
Gambar 4.6. Rangka Cetak.
23

Laporan Praktikum Teknik Cor
2. Papan cetak diletakkan pada lantai yang rata dengan ditaburi dengan bubuk
perekat yang tersebar merata.
Gambar 4.7. Bagian Cup Cetakan
3. Rangka cetak diletakkan di atas permukaan tanah yang datar, kemudian diisi
dengan pasir cetak hingga penuh, dipasang kayu penguat di sekeliling rangka
cetak drag agar posisi rangka cetak tidak berubah.
Gambar 4.8. Proses Pengisian
Pasir Cetak
4. Pola awal yang berbentuk lingkaran lalu dipasang secara hati-hati sambil
dipukul dengan penumbuk, hingga tenggelam danrata dengan permukaan pasir
cetak pada bagiandrag.
Gambar 4.9. Pola Awal (Bagian Drag)
24

Laporan Praktikum Teknik Cor
5. Selanjutnya adalah pembuatan runner dan ingate pada drag. Bagian pinggir
dari rongga cetak dikikis dengan spatula, lalu pola runner dan ingate yang
terbuat dari kayu lalu dipasang dengan hati-hati.
6. Rangka cetak cup diletakkan tepat di atas rangka drag. Pola untuk sprue
dipasang tegak lurus, dan kemudian dikubur dengan pasir cetak. Dilakukan
penumbukan secara hati-hati di sekitar posisi pola sprue, selanjutnya rangka
cup sepenuhnya ditimbuni dengan pasir cetak. Setalah cukup padat pola untuk
sprue diangkat secara hati-hati, setelah itu dirapikan dengan menggunakan
spatula.
Gambar 4.10. Pengerjaan Bagian Kup
7. Cetakan cup dibalik dan diletakkan di permukaan tanah dengan hati-hati. Lalu
pola kayu yang terletak di dragdiangkat secara hati-hati, kemudian dirapikan.
Gambar 4.11. Hasil Dari Cetak Pasir
8. Pada pelaksanaan pengecoran, tidak digunakan system riser, karena dianggap
benda cor cukup sederhana dan mudah untuk dibuat.
25

Laporan Praktikum Teknik Cor
9. Setelah rangka cup kembali dipasang di atas drag dan rongga sprue juga
ditaburi tepung, maka pembuatan rongga cetakan telah selesai.
4.2.6 Proses Peleburan Aluminium
Untuk menghemat waktu peleburan dan pengurangan akibat terjadinya
proses oksidasi selama proses peleburan, maka logam dipotong menjadi
potongan - potongan kecil yang kemudian dipanaskan pada dapur. Jika bahan
sudah mulai mencair, Selama pencairan, permukaan harus ditutup dan cairan
diaduk dalam jangka waktu tertentu untuk mencegah segresi. Peleburan logam
alumunium dilakukan di dapur yang dipanaskan hingga temperatur kira – kira
700° C. Waktu yang diperlukan hingga logam alumunium mencair seluruhnya
sekitar 55 menit, seperti terlihat pada gambar 4.12
Gambar 4.12. Tungku peleburan logam.
Gambar 4.13. Temperatur Peleburan Dalam Tungku(7000 C)
26

Laporan Praktikum Teknik Cor
4.2.7 Penuangan Logam Cair
Apabila logam sudah mencair seluruhnya, maka dilakukan penuangan logam cair
alumunium ke dalam cetakan dengan waktu tuang sekitar 24 detik, seperti terlihat
pada gambar 4.14.
Gambar 4.14. Proses penuangan logam cair
4.2.8 Pembongkaran dan Pembersihan Coran
Setelah logam cair dituang kemudian didiamkan sekitar 2 jam hingga
logam cair membeku dan dingin. Kemudian dilakukan pembongkaran logam
coran dengan hati - hati. Bekas pasir cetakan yang masih melekat pada logam cor
dibersihkan dengan hati - hati. Selanjutnya dilakukan pemeriksaan secara fisik
terhadap hasil coran, seperti terlihat pada gambar 4.15.
Gambar 4.15. Pembongkaran hasil coran.
4.3 Analisa Cacat dan pembahasannya
27

Laporan Praktikum Teknik Cor
4.3.1 Cacat Lubang jarum
Gambar 4.3.1 Cacat Lubang jarum
Pada gambar 4.3.1 merupakan cacat lubang jarum yang terjadi
dipermukaan dimana permukaan dalamnya halus dan berbentuk bola dengna
ukuran lubang jarumnya 1 sampai 2mm dan berbentuk seperti bekas tusukan
jarum.Penyebab cacat tersebut diakibatkan oleh tidak cukup keringnya saluran
cerat dan ladel, logam cair membawa gas, temperatur penuangan yang terlalu
lambat sehingga menyebabkan kecepatan alir yang lambat, lubang angin yang
tidak memadai, tekanan diatas cawan terlalu rendah.
4.3.2 Cacat Penyusutan Luar
28

Laporan Praktikum Teknik Cor
Gambar 4.3.2 Cacat Penyusutan Luar
Pada gambar 4.3.2 merupakan cacat penyusutan luar karena memberikan
lubang pada permukaan luar dari coran yang disebabkan oleh penyusutan dan
pembekuan logam cair. Cacat tersebut mudah sekali terjadi pada bagian yang
lambat mengalami pembekuan.
Penyebab yang terjadi adalah temperatur penuangan yang terlalu rendah
menyebabkan penambah membeku lebih dahulu, tinggi penambah yang terlalu
rendah dan selanjutnya penambahan penuangan tidak dilakukan, cetakan pasir
dengan sudut tajam dan inti yang tipis dikelilingi logam cair dimana bagian
tersebut dipanaskan lanjut dan terjadi tempat panas yang menyebabkan rongga
penyusutan.
4.3.3 Dros
Logam cair Alumunium mudah teroksidasi yang dihasilkan pada waktu
penuangan terkumpul sebagai dros pada permukaan kup atau di bagian dalam
coran. Penyebab terjadinya dros adalah Oksidasi alumunium yang terjadi
selama peleburan, dros terbawa dalam coran atau terjadi dalam cetakan dan
kadar air dalam cetakan.
4.3.4 Rongga penyusutan
Gambar 4.3.3 Rongga penyusutan
Pada gambar 4.34 merupaka cacat rongga penyusutan. Cacat ini sama
dengan cacat penyusutan luar yaitu memberikan lubang pada permukaan hasil
29

Laporan Praktikum Teknik Cor
pengecoran yang disebabkan oleh penyusutan logam cair. Penyusutan terjadi pada
bagian yang tebal yang membeku terakhir.Cacat ini terdiri dari lubang-lubang
kecil dengan permukaan dalam berkristal dendrit kasar yang timbul pada bagian
tebal, bagian pertemuan, cekungan filet.
Penyebab terjadinya cacat rongga penyusutan karena logam cair yang
dioksidasi menyebabkan perbandingan penyusutan yang besar, cetakan
membengkak karena tekanan dari logam cair ditempat yang kurang mampat,
bagian coran yang cekung terlalu tajam atau terlalu kecil, pengisian yang sukar
dari penambah karena perubahan mendadak dari tebal irisan.
4.3.5 Benda cor tidak terisi penuh
Gambar 4.3.4 Benda cor tidak terisi penuh
Pada gambar 4.3.4 merupakam cacat dikarenakan oleh kurang penuhnya
pada saat penuangan.Hal ini dikarenakan oleh perkiraan yang kurang tepat saat
penuangan sehingga penuangan yang kedua merupakan sisa dari penuangan yang
pertama dimana penuangan yang pertama membutuhkan volume tuang yang
banyak.Akibatnya hanya bagian bawah yang terisi logam cair sedangkan yang
bagian atas tidak terisi.
4.3.6 Kekasaran erosi
30

Laporan Praktikum Teknik Cor
Gambar 4.3.5 Kekasaran erosi
Gambar 4.3.5 merupakan cacat kekasaran erosi yang merupakan cacat yang
dikarenakan terlepasnya pasir karena erosi dari permukaan cetakan berbentuk
pelat atau gumpalan, bergerak dalam rongga cetakan terutama di permukaan kup
yang mengakibatkan inklusi pasir.Di bagian dimana pasir telah kena erosi terjadi
kekasaran permukaan yang berbentuk pelat atau gumpalan.
Penyebab terjadinya cacat tersebut adalah kecepatan penuangan yang
lambat, temperature penuangan yang terlalu tinggi, letak saluran turun dalah dan
logam cair mengisi cetakan setelah terpanaskan, perbaikan cetakan yang belum
selesai, lubang angina yang kurang.
BAB V
KESIMPULANDAN SARAN
5.I. Kesimpulan
Dari hasil percobaan dan analisa di dapatkan beberapa kesimpulan diantara lain
adalah:
1. Peralatan yang digunakan dalam proses pengecoran adalah sebagai
berikut:pasir muka (halus) dan pasir penahan (kasar), bentonit, waterglass,
31

Laporan Praktikum Teknik Cor
air, pola kayu bentuk poros engkol, runner 1 buah, gate 1 buah, base sprue 1
buah, sprue 1 buah, ember, penumbuk dari kayu, pengayak pasir, spatula,
tungku pelebur logam (furnace), sekop, batang besi (pelubang vent), batu
bata, amplas, dan dempul.
2. Cacat yang terdapat pada logam pengecoran ini adalah cacat penyusutan luar,
lubang jarum, dros, kekasaran erosi, bagian pola cor yang belum terisi penuh,
dan rongga penyusutan.
5.2 Saran
1. Pada waktu penuangan setiap cetakan sekali tuang agar tiap cetakan benar-
benar logam cair memenuhi bentuk pola.
2. Jadwal untuk praktikum agar diperjelas supaya cepat dalam menyelesaikan
praktikum dan laporan hasil praktikum.
DAFTAR PUSTAKA
1. SurdiaTata (2000), Teknik Pengecoran Logam, Prandya Paramita, Jakarta.
32

Laporan Praktikum Teknik Cor
33
Related Documents