LABORATORIUM KIMIA FISIKA Percobaan : PELAPISAN LOGAM Kelompok : III A Nama : 1. M. Bayu Prasetyo NRP. 2313 030 049 2. Vonindya Khoirun N.M. NRP. 2313 030 021 3. Maulana Adi W. NRP. 2313 030 025 Tanggal Percobaan : 30 September 2013 Tanggal Penyerahan : 01 Oktober 2013 Dosen Pembimbing : Nurlaili Humaidah, S.T., M.T. Asisten Laboratorium : Dhaniar Rulandri W. PROGRAM STUDI D3 TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

LABORATORIUM
KIMIA FISIKA
Percobaan : PELAPISAN LOGAM Kelompok : III A
Nama : 1. M. Bayu Prasetyo NRP. 2313 030 049 2. Vonindya Khoirun N.M. NRP. 2313 030 021 3. Maulana Adi W. NRP. 2313 030 025
Tanggal Percobaan : 30 September 2013
Tanggal Penyerahan : 01 Oktober 2013
Dosen Pembimbing : Nurlaili Humaidah, S.T., M.T.
Asisten Laboratorium : Dhaniar Rulandri W.
PROGRAM STUDI D3 TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
2013

i
ABSTRAK
Tujuan melakukan percobaan ini adalah untuk melapisi logam besi (Fe) yang mudah
mengalami korosi dengan logam tembaga (Cu) menggunakan metode elektroplating, sehingga dapat
meningkatkan ketahanan produk terhadap gesekan dan dapat memperbaiki penampilan.
Prosedur percobaan ini dimulai dengan membersihkan lempengan besi dengan menggunakan
larutan HCl pekat. Menimbang lempengan besi dengan menggunakan neraca elektrik untuk
mengetahui berat mula-mulanya (Wo). Menuangkan larutan CuSO4 0,3 N pada suatu wadah.
Mencelupkan lempengan besi dan tembaga pada wadah yang telah berisi larutan CuSO4.
Menghubungkan lempengan besi dan tembaga ke amperemeter pada variabel kuat arus 100 mA,
300mA, 500 mA. Menghitung dengan stopwatch untuk reaksi selama 5 menit. Menimbang lempengan
besi dengan menggunakan neraca elektrik untuk mengetahui berat akhir (W). Mengulangi langkah-
langkah tersebut sesuai dengan variabel waktu yang telah ditentukan dan dengan larutan CuSO4
dengan konsentrasi yang berbeda..
Dari hasil percobaan yang telah dilakukan menyatakan bahwa proses elektroplating
menghasilkan peningkatan berat pada logam yang dilapisi atau yang kali ini digunakan adalah
logam besi. Kondisi optimum pelapisan logam besi terjadi pada arus 500mA pada menit ke 25
dengan berat 17,5 gram dan 300 mA pada menit ke 25 dengan berat 18,5 gram. Sedangkan kondisi
minimum terjadi pada penggunaan arus listrik 300 mA yaitu pada menit ke 5 dengan berat 16 gram.
Pertambahan berat logam pada kondisi optimum terjadi pada menit ke 25 dengan penambahan berat
logam yaitu 2 gram. Sedangkan pada kondisi minimum tidak terjadi penambahan berat yaitu pada
arus 300mA pada menit ke 5.
Kata kunci : pelapisan logam, reaksi redoks, elektroda

ii
DAFTAR ISI
ABSTRAK ...................................................................................................................... . i
DAFTAR ISI .................................................................................................................... ii
DAFTAR GAMBAR ....................................................................................................... iii
DAFTAR TABEL ............................................................................................................ iv
DAFTAR GRAFIK .......................................................................................................... v
BAB I PENDAHULUAN
I.1 Latar Belakang ............................................................................................... I-1
I.2 Rumusan Masalah ........................................................................................... I-1
I.3 Tujuan Percobaan ........................................................................................... I-2
BAB II TINJAUAN PUSTAKA
II.1 Dasar Teori ..................................................................................................... II-1
BAB III METODOLOGI PERCOBAAN
III.1 Variabel Percobaan ...................................................................................... III-1
III.2 Bahan yang Digunakan ................................................................................ III-1
III.3 Alat yang Digunakan ................................................................................... III-1
III.4 Prosedur Percobaan ...................................................................................... III-1
III.5 Diagram Alir Percobaan .............................................................................. III-2
III.6 Gambar Alat Percobaan ............................................................................... III-4
BAB IV HASIL PERCOBAAN DAN PEMBAHASAN
IV.1 Hasil Percobaan ........................................................................................... IV-1
IV.2 Pembahasan ................................................................................................. IV-1
BAB V KESIMPULAN ................................................................................................... V- 1
DAFTAR PUSTAKA ...................................................................................................... vi
DAFTAR NOTASI .......................................................................................................... vii
APENDIKS ...................................................................................................................... viii
LAMPIRAN
- Laporan sementara
- Fotokopi Referensi
- Lembar revisi
iii
DAFTAR GAMBAR
Gambar II.1 Proses Electroplating .................................................................................. . II-2
Gambar II.2 Skema Pelapisan Logam ............................................................................ . II-7
Gambar III.1 Gambar Alat Percobaan ............................................................................ . III-4
iv
DAFTAR TABEL
Tabel IV.1 Pelapisan Logam 100 A (I) konsentrasi CuSO4 0,5 N .................................. . III-1
Tabel IV.2 Pelapisan Logam 300 A (I) konsentrasi CuSO4 0,5 N .................................. . III-2
Tabel IV.3 Pelapisan logam 100 A (I) konsenstrasi CusO4 0,3N .................................... . III-3
Tabel IV.4 Pelapisan logam 500 A (I) Konsentrasi CuSO4 0,5 N ................................... . III-4

v
DAFTAR GRAFIK
Grafik IV.1 Pelapisan Logam 100 A (I) konsentrasi CuSO4 0,5 N ................................. . III-1
Grafik IV.2 Pelapisan Logam 300 A (I) konsentrasi CuSO4 0,5 N ................................. . III-2
Grafik IV.3 Pelapisan logam 100 A (I) konsenstrasi CusO4 0,3N................................... . III-3
Grafik IV.4 Pelapisan logam 500 A (I) Konsentrasi CuSO4 0,5 N .................................. . III-4

vi
DAFTAR NOTASI
No Simbol Keterangan
1. WO Berat awal
2. Wt Berat akhir
3. N Netrallisasi
4. V1 Volume Awal
5. V2 Volume Akhir
6. M1 Molaritas Awal
7. M2 Molaritas Akhir
8. N Mol
9. M Massa
10 BM Berat Molekul

vii
APENDIKS
Percobaan I
Tabel IV.1 Pelapisan Logam 100 A (I) konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5
N
∆W
wo wt
1 5 menit 16 gram 17,0 gram 17 – 16 = 1 gram
2 10 menit 16 gram 17,5 gram 17,5 – 16 = 1,5 gram
3 15 menit 16 gram 18,0 gram 18 – 16 = 2 gram
4 20 menit 16 gram 18,0 gram 18 – 66 = 2 gram
5 25 menit 16 gram 18,0 gram 18 – 16 = 2 gram
Percobaan II
Tabel IV.2 Pelapisan Logam 300 A (I) konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5 N ∆W
wo wt
1 5 menit 16 gram 16,0 gram 16 – 16 = 0 gram
2 10 menit 16 gram 16,5 gram 16,5 – 16 = 0,5 gram
3 15 menit 16 gram 17 gram 17 – 16 = 1 gram
4 20 menit 16 gram 17 gram 17 – 16 = 1 gram
5 25 menit 16 gram 18,5 gram 18,5 – 16 = 2,5 gram
Percobaan III
Tabel IV.3 Pelapisan logam 100 A (I) konsenstrasi CusO4 0,3N
NO t
(waktu)
Berat pada larutan CuSO4 0.3 N ∆W
wom wt
1 5 menit 16 gram 16,5 gram 16,5 – 16 = 0,5 gram
2 10 menit 16 gram 17 gram 17 – 16 = 1 gram
3 15 menit 16 gram 17 gram 17 – 16 = 1 gram
4 20 menit 16 gram 17,5 gram 17,5 – 16 = 1,5 gram
5 25 menit 16 gram 17,5 gram 17,5 – 16 = 1,5 gram
viii
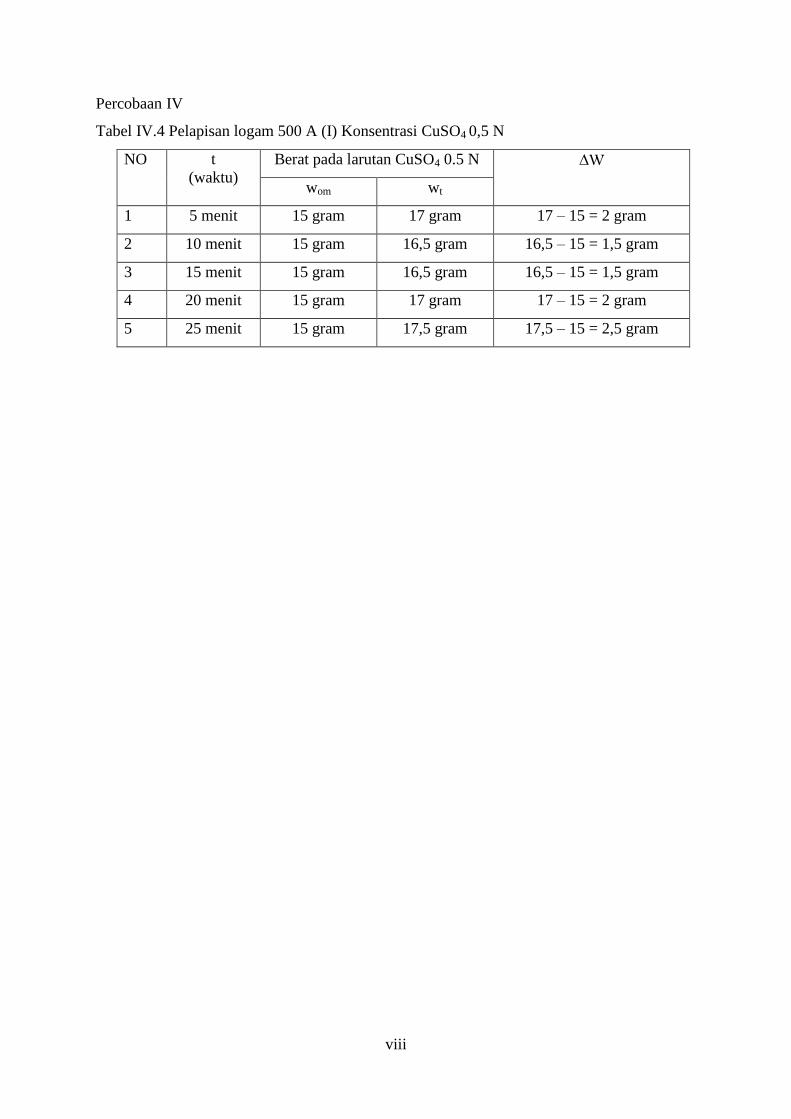
Percobaan IV
Tabel IV.4 Pelapisan logam 500 A (I) Konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5 N ∆W
wom wt
1 5 menit 15 gram 17 gram 17 – 15 = 2 gram
2 10 menit 15 gram 16,5 gram 16,5 – 15 = 1,5 gram
3 15 menit 15 gram 16,5 gram 16,5 – 15 = 1,5 gram
4 20 menit 15 gram 17 gram 17 – 15 = 2 gram
5 25 menit 15 gram 17,5 gram 17,5 – 15 = 2,5 gram

I-1
BAB I
PENDAHULUAN
I.1 Latar Belakang
Pelapisan logam (metallic coatings) adalah cara yang dilakukan untuk memberikan sifat
tertentu pada permukaan logam yang tujuannya agar logam mengalami perbaikan yang lebih baik
dari hal struktur, mikro maupun tekanannya. Pada proses pelapisan ini banyak faktor yang
mempengaruhi pembentukan pelapisan logam, antara lain pengadukan, rapat arus, temperature,
pH larutan elektrolit dan waktu yang digunakan selama proses berlangsung.
Praktikum pelapisan logam dilakukan karena bertujuan untuk mengetahui reaksi redoks
pada proses sel elektrokimia. Selain merupakan reaksi redoks, pelapisan logam juga bertujuan
untuk mengetahui manfaat dari praktikum dari pelapisan logam. Dari praktikum ini dapat
diaplikasikan di kehidupan sehari-hari, misalnya untuk pelapisan emas, besi yang digunakan
untuk struktur bangunan rumah, dan sebagainya agar tidak mudah mengalami korosi. Dalam
praktikum ini, korosi menjadi titik yang penting untuk diadakannya pelapisan logam dimana
korosi merupakan proses degradasi, deteorisasi, pengerusakan material yang disebabkan oleh
pengaruh lingkungan sekelilingnya. Adapun prosesnya yakni merupakan reaksi redoks antara
suatu logam dengan berbagai zat disekelilingnya tersebut. Dalam bahasa sehari-hari korosi
disebut dengan perkaratan. Kata korosi berasal dari bahasa latin “corrodere” yang artinya
pengrusakan logam atau perkaratan. Jadi jelas korosi dikenal sangat merugikan. Korosi
merupakan sistem termodinamika logam dengan lingkungannya, yang berusaha untuk mencapai
kesetimbangan. Sistem ini dikatakan setimbang bila logam telah membentuk oksida atau senyawa
kimia lain yang lebih stabil. Pencegahan korosi merupakan salah satu masalah penting dalam
ilmu pengetahuan dan teknologi modern.
I.2 Rumusan Masalah
Bagaimana reaksi redoks yang terjadi pada elektroda?
I.3 Tujuan Percobaan
Mengamati reaksi redoks pada elektroda.

II-1
BAB II
TINJAUAN PUSTAKA
II.1 Dasar Teori
Pelapisan adalah suatu cara yang dilakukan untuk memberikan sifat tertentu pada
suatu permukaan benda kerja, dimana diharapkan benda tersebut akan mengalami perbaikan
dalam hal struktur mikro maupun ketahanannya, dan tidak menutup kemungkinan pada
perbaikan terhadap sifat fisiknya. Sementara logam adalah sebuah unsur kimia yang siap dan
bisa membentuk ion atau kation dan memiliki ikatan logam. Jadi, dengan demikian pelapisan
logam adalah cara yang dilakukan untuk memberikan sifat tertentu pada permukaan logam
yang tujuannya agar logam mengalami perbaikan yang lebih baik dari hal struktur mikro
maupun tekannanya. Struktur mikro logam merupakan penggabungan dari satu atau lebih
struktur kristal. Dalam logam, kristal sering disebut sebagai butiran.Pada umumnya logam
terdiri dari banyak kristal (majemuk), walaupun ada diantaranya hanya terdiri dari satu kristal
saja (tunggal).
Konsep dasar dalam melindungi logam adalah upaya agar tidak terjadi pertukaran ion
antara logam dengan lingkungan.Pertukaran ion ini bisa terjadi saat proses perkaratan,dimana
terjadi proses oksidasi-reduksi yang membuat sebagian oksigen dari udara larut dalam tetesan
air,kemudian mengoksidasi Fe2+
menjadi Fe3+
. Fe3+
inilah yang membentuk karat besi.
Lapisan metalik merupakan penghalang yang sinambung antara permukaan logam dan
lingkungan sekelilingnya. Sifat-sifat ideal bahan pelapis dari logam ini dapat diringkaskan
sebagai berikut:
1. Logam pelapis harus jauh lebih tahan terhadap pengaruh lingkungan dibandingkan
logam yang dilindungi.
2. Logam pelapis tidak boleh memicu korosi pada logam yang dilindungi senandainya
mengalami goresan atau pecah dipermukaannya.
3. Sifat-sifat fisik, seperti kekuatan, keuletan dan kekerasannya, harus cukup memenuhi
persyaratan operasional struktur/komponen bersangkutan.
4. Tebal lapisan harus merata dan bebas dari pori-pori (persyaratan ini hampir tidak
mungkin terpenuhi).
II-2
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
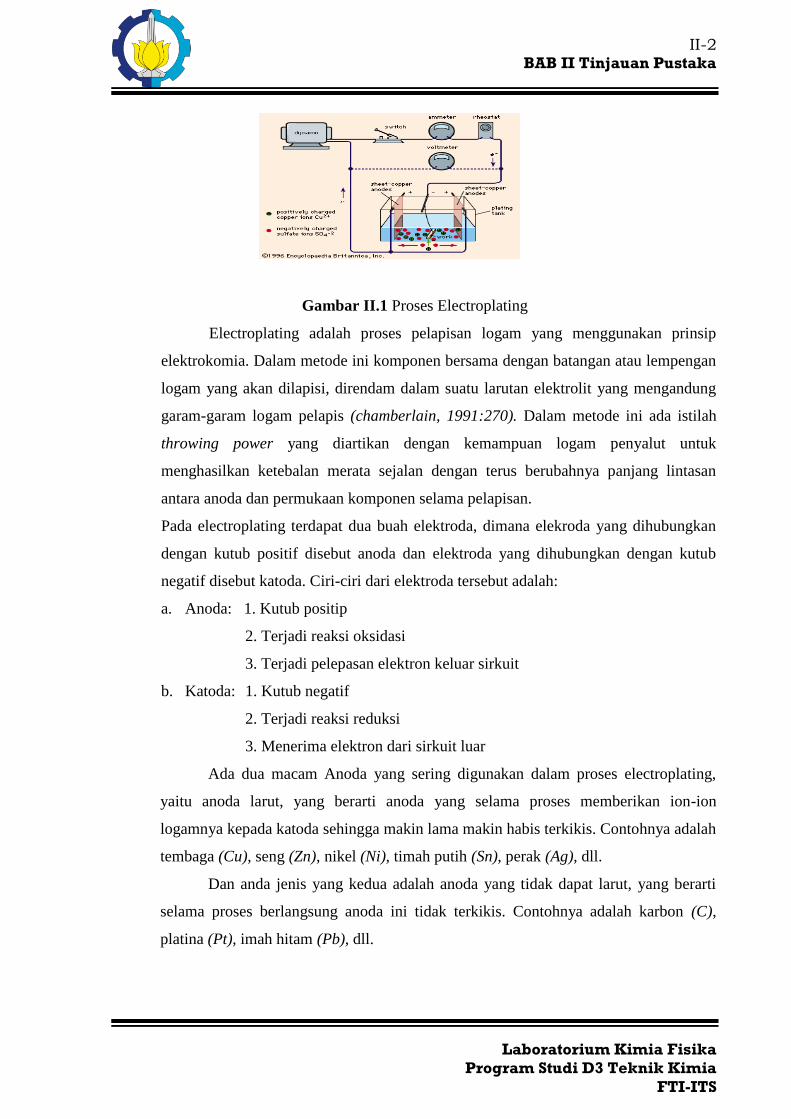
Gambar II.1 Proses Electroplating
Electroplating adalah proses pelapisan logam yang menggunakan prinsip
elektrokomia. Dalam metode ini komponen bersama dengan batangan atau lempengan
logam yang akan dilapisi, direndam dalam suatu larutan elektrolit yang mengandung
garam-garam logam pelapis (chamberlain, 1991:270). Dalam metode ini ada istilah
throwing power yang diartikan dengan kemampuan logam penyalut untuk
menghasilkan ketebalan merata sejalan dengan terus berubahnya panjang lintasan
antara anoda dan permukaan komponen selama pelapisan.
Pada electroplating terdapat dua buah elektroda, dimana elekroda yang dihubungkan
dengan kutub positif disebut anoda dan elektroda yang dihubungkan dengan kutub
negatif disebut katoda. Ciri-ciri dari elektroda tersebut adalah:
a. Anoda: 1. Kutub positip
2. Terjadi reaksi oksidasi
3. Terjadi pelepasan elektron keluar sirkuit
b. Katoda: 1. Kutub negatif
2. Terjadi reaksi reduksi
3. Menerima elektron dari sirkuit luar
Ada dua macam Anoda yang sering digunakan dalam proses electroplating,
yaitu anoda larut, yang berarti anoda yang selama proses memberikan ion-ion
logamnya kepada katoda sehingga makin lama makin habis terkikis. Contohnya adalah
tembaga (Cu), seng (Zn), nikel (Ni), timah putih (Sn), perak (Ag), dll.
Dan anda jenis yang kedua adalah anoda yang tidak dapat larut, yang berarti
selama proses berlangsung anoda ini tidak terkikis. Contohnya adalah karbon (C),
platina (Pt), imah hitam (Pb), dll.

II-3
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Sementara katoda adalah logam yang akan dilapisi. Logam-logam dapat
disususun dalam suatu deret menurut kenaikan potensial elektrodenya yang disebut
Deret Volta.
K Ba Ca Na Mg Al Mn Zn Cr Fe Ni Sn Pb H Cu Hg Ag Pt Au
Semakin ke kiri posisi logam maka potensial elektodenya makin kecil, yang
menyebabkan logam mudah mengalami oksidasi. Sebaliknya, semakin kekanan posisi
logam maka potensial elektrodenya makin besar, yang menyebabkan logam sulit
mengalami oksidasi melainkan mengalami reduksi.
Proses pelapisan elekroplating memiliki kelebihan dan kekurangan dalam
penggunannya. Kelebihannya adalah:
a. Temperatur proses rendah, 60°-70°C
b. Ketebalan lapisan mudah dikendalikan
c. Permukaan halus dan mengkilap
d. Laju pengendapan cepat
e. Porositas pada lapisan relatif rendah
Kekurangannya adalah:
a. Terbatas pada logam dan paduannya
b. Perlu perlakuan awal terhadap benda kerja
c. Terbatas pada benda kerja yang bersifat konduktur
Arus yang digunakan pada proses pelapisan listrik adalah arus searah (DC).
Arus ini didapat dari sumber arus seperti dari baterai kering, accumulator, dan DC
power supply. Ditinjau dari kestabilan arus yang paling baik adalah DC power supply
(catu daya arus searah).
Istilah-Istilah dalam Proses Lapis Listrik
Seperti pada proses-proses metal finishing lainnya, dalam pelapisan secara listrik
(electroplating) banyak istilah-istilah yang digunakan dan perlu diketahui, sehingga dalam
penerapannya atau prakteknya tidak akan menemui kesulitan, karena jelas perbedaan satu
sama lainnya. Istilah-istilah dalam lapis listrik antara lain :
Electroda
Suatu terminal dalam larutan elektrolit yang mana aliran listriknya mengalir ke dan dari nya.
Anoda
Elektroda negatif yang padanya terjadi pelepasan ion negatif dan membentuk ion negatif
(reaksi oksidasi).

II-4
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Katoda
Elektorda negatif yang padanya terjadi pelepasan ion Negatif dan membentuk ion negatif
(reaksi reduksi).
Elektrolit
Zat-zat yang molekul-molekulnya dapat larut dalam air dan terurai menjadi zat-zat (atom-
atom) yang bermuatan negatif dan negatif.
Ion
Zat-zat yang terurai yang mana atom atau molekul-molekulnya bermuatan listrik negatif dan
negatif. Zat yang bermatan negatif disebutanion (ion negatif) dan yang bermuatan Negatif
disebut kation (ion negatif).
Lumpur anoda
Sisa zat yang tidak larut dihasilkan dianoda dan mengotorinya.
Lepuh (blister)
Pembengkakan pada bagian tertentu dari hasil pelapisan karena daya lekat (adhesif) lapisan
yang kurang baik.
pH
Derajat keasaman suatu asam dalam larutan yang merupakan logaritma dari konsentrasi asam
dengan tanda negatif.
Inhibitor
Bahan yang dapat mengurangi pemakanan atau pengrusakan oleh asam pada benda kerja.
Cuci asam (Pickling)
Suatu cara menghilangkan karat (korosi) pada benda kerja dengan larutan asam.
Cuci lemak (Degreasing)
Pembersihan permukaan logam dari lemak, minyak atau zat organik lainnya dengan larutan
alkalin.
Rapat arus (Current Density)
Jumlah arus yang mengalir perluas unit elektroda.
Efisiensi arus (Current Efficiency)
Perbandingan antara jumlah teoritis arus listrik yang akan terpakai dengan jumlah arus listrik
yang sebenarnya terpakai.
Kerapuhan hidrogen (Hydrogen Embritlement)

II-5
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Suatu kegetasan pada benda kerja akibat penyerapan gas hidrogen padaproses pencucian dan
pelapisan.
Stop of material
Suatu bahan yang berfungsi menutupi hasil pelapisan.
Bahan pengkilat (Brightener)
Zat tambahan yang bersifat membentuk lapisan agar lebih mengkilapatau yang memperbaiki
kecemerlangan diatas endapan/lapisan.
Pengaktifan (Activation)
Pembersihan dari keadaan pasif, pada permukaan logam agar menjadilebih aktif.
Polarisasi anodic (Anodic Polarization)
Penggeseran potensial elektroda katodik akibat adanya aliran listrik.
Polarisasi katodik (Cathodic Polarization)
Penggeseran potensial elektroda kearah anodic akibat adanya aliranlistrik.
Proses elektroles (Electroless Plating)
Pengendapan lapisan logam secara reaksi reduksi tanpa listrik, bertujuanuntu merubah bahan
menjadi konduktif.
Zat aktif permukaan (Surface active agent/Surfactant)
Zat kimia yang dimasukkan kedalam larutan sebagai zat pengaktip permukaan.
Pembilasan (Rinsing)
Suatu busaha pencucian atau penetralan permukaan benda kerja dariasam atau alkali dengan
air bersih.
Free cyanide
Banyak cyanide yang melebihi dari pada kebutuhan diperlukan untuk mengubah larutan
pelapis menjadi seperti logam yang termasuk garam cyanide kompleks.
Covering power
Kemampuan suatu elektrolit untuk mengendapkan logam keseluruhpermukaan katoda yang
bagimanapun bentuknya. Covering powertergantung pada proses persiapan permukaan dan
kondisi dari proseslapis listriknya sendiri.
Throwing power
Kemampuan elektrolit untuk menghasilkan lapisan yang sama tebalnyapada benda kerja yang
rumit atau biasa.
Macro throwing power

II-6
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Kemampuan elektrolit untuk menghasilkan endapan yang kurang lebihsama tebalnya pada
benda kerja yang tidak beraturan bentuknya. Faktoryang mempengaruhi macro throwing
power adalah distribusi arus, kondisioperasi, efisiensi arus dan konduktivtas.
Micro throwing power
Kemampuan elektrolit untuk menghasilkan endapan/lapisan yang samatebalnya pada setiap
titik permukaan benda kerja. Difusi ion logammerupakan hal yang terpenting bagi micro
throwing power.
Levelling
Kemampuan untuk menghasilkan lapisan yang lebih tebal pada lekukandari pada permukaan
yang rata.
Chromat process (Chromating)
Teknik pengerjaan lapis lindung yang dilakuka secra kimia denganmencelupkan benda kerja
yang sudah dilapisi seng kedalam larutanencer yang terdiri dari chromat atau bichromat
sebagai bahan utama.
Solvent cleaning
Suatu cara pembersihan gemuk, lemak dengan menggunakan bahanorganik (pelarut organik).
Skema Proses Pelapisan Logam
Perpindahan ion logam dengan bantuan arus listrik melalui larutan elektrolit
sehingga ion logam mengendap pada benda padat yang akan dilapisi, ion logam
diperoleh dari elektrolit maupun berasal dari pelarut anoda logam di dalam elektrolit.
Pengendapan terjadi pada benda kerja yang berlaku sebagai katoda.
Gambar II.2 Skema Pelapisan Logam
II-7
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Reaksi kimia yang terjadi pada proses elektroplating dapat dijelaskan sebagai
berikut:
1) Pembentukan lapisan nikel (Ni)
Ni2+
(aq) + 2e Ni(s)
2) Pembentkan gas hidrogen (H)
2H+
(aq) + 2e H2 (g)
3) Reduksi oksigen terlarut
½O2 (aq) + 2H+
(g) H2O (g)
Mekanisme terjadinya pelapisan adalah dimulai dari dikelilinginya ion-ion logam oleh
molekul-molekul pelarut yang mengalami polarisasi. Didekat permukaan katoda, terbentuk
daerah Electrical Double Layer (EDL) yang bertindak seperti lapisan dielektrik. Adanya
lapisan EDL memberi beban tambahan bagi ion-ion untuk menembusnya. Dengan gaya
dorong beda potensial listrik dan dibantu oleh reaksi-reaksi kimia, ion-ion logam akan menuju
permukaan katoda dan menangkap elektron dari sambil mendeposisikan diri dipermukaan
katoda. Dalam kondisi equilibrium, setelah ion-ion mengalami discharge menjadi atom-atom
kemudian akan menempatkan diri pada permukaan katoda dengan mula-mula menyesuaikan
mengikuti susunan atom dari material katoda.
Salah satu tujuan plating/pelapisan ialah upaya mencegah korosi. Peristiwa korosi
disebabkan oleh reaksi logam dari lingkungannya.
1. Lingkungan berwujud gas, udara dengan rentang temperatur -10°C hingga +30°C.
Beberapa metode yang digunakan untuk mengurangi laju korosi udara bebas adalah:
a. Menurunkan kelembaban relatif
b. Menghilangkan komponen mudah menguap yang dihasilkan oleh bahan-bahan
disekitar.
c. Mengubah temperatur
d. Menghilangkan kotoran, endapan yang akan membentuk katoda dan ion-ion agresif
2. Bahan terendam di air bebas yang cukup mengandung ion untuk menjadikannya sebuah
elektrolit.
a. Menurunkan konduktivitas ionik
b. Mengubah pH
c. Secara homogen mengurangi kandungan oksigen
d. Mengubah temperatur

II-8
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Anode
Anode adalah elektrode, bisa berupa logam maupun penghantar listrik lain, pada sel
elektrokimia yang terpolarisasi jika arus listrik mengalir ke dalamnya. Arus listrik mengalir
berlawanan dengan arah pergerakan elektron. Pada proses elektrokimia, baik sel galvanik
(baterai) maupun sel elektrolisis, anode mengalami oksidasi (Wikipedia, Halaman Baca, 2006).
Perlu diperhatikan bahwa tidak selalu anion (ion yang bermuatan negatif) bergerak
menuju anode, ataupun tidak selalu kation (ion bermuatan positif) akan bergerak menjauhi
anode. Pergerakan anion maupun kation menuju atau menjauh dari anode tergantung dari
jenis sel elektrokimianya (Wikipedia, Halaman Baca, 2006).
Pada sel galvanik atau pembangkit listrik (baterai), anode adalah kutub negatif.
Elektroda akan melepaskan elektron menuju ke sirkuit dan karenanya arus listrik
mengalir ke dalam elektrode ini dan menjadikannya anode dan berkutub negatif.
Dalam sel galvanik, reaksi oksidasi terjadi secara spontan. Karena terus menerus
melepaskan elektron anode cenderung menjadi bermuatan positif dan menarik anion
dari larutan (elektrolit) serta menjauhkan kation. Dalam contoh gambar diagram anode
seng (Zn) di kanan, anion adalah SO4-2
, kation adalah Zn2+
dan ZnSO4 elektrolit.
Pada sel elektrolisis, anode adalah elektrode positif. Arus listrik dari kutub positif
sumber tegangan listrik luar (GGL) dialirkan ke elektrode sehingga memaksa
elektrode teroksidasi dan melepaskan elektron.
(Wikipedia, Halaman Baca, 2006)
Pada proses pelapisan secara listrik, peranan anoda sangat penting dalam
menghasilkan kualitas lapisan. Pengaruh kemurnian atau kebersihan anoda terhadap elektrolit
dan penentuan optimalisasi ukuran serta bentuk anoda perlu dipikirkan atau diperhatikan.
Dengan perhitungan atau pertimbangan yang cermat dalam menentukan anoda pada proses
pelapisan dapat memberikan keuntungan yaitu meningkatkan distribusi endapan, mengurangi
kontaminasi larutan, menurunkan biaya bahan kimia yang dipakai, meningkatkan efisiensi
produksi dan mengurangi timbulnya masalah-masalah dalam proses pelapisan. Adanya arus
listrik yang mengalir melalui larutan elektrolit diantara kedua elektroda, maka pada anoda
akan terjadi pelepasan ion logam dan oksigen (reduksi), selanjutnya ion logam tersebut dan
gas hidrogen diendapkan pada elerktroda katoda. Peristiwa ini dikenal sebagai proses
pelapisan dengan anoda terlarut (soluble anoda), tetapi bila anoda tersebut hanya dipakai
sebagai penghantar arus saja (conductor of current), anoda ini disebut anoda tak larut
(unsoluble anoda). Dari anoda terlarut akan terbentuk ion logam sewaktu atom logam

II-9
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
dioksidasi dan melepaskan elektron-elektron yang sebanding dengan elektron-elektron dari
katoda. Ion logam direduksi kembali secara kontinyu dalam atom logam, selanjutnya
diendapkan pada katoda. Anoda tidak larut adalah paduan dari bahan-bahan baja nikel,
paduan timbal-tin, karbon, platina-titanium dan lain sebaginya. Anoda ini diutamakan selain
sebagai penghantar yang baik juga tidak mudah terkikis oleh larutan dengan atau tanpa aliran
listrik. Tujuan dipakainya anoda tidak larut adalah untuk:
Mencegah terbentuknya logam yang berlebihan dalam larutan
Mengurangi nilai investasi peralatan
Menghindari dari kehilangan
Kerugian penggunaan anoda tidak larut adalah cenderung teroksidasinya unsur-unsur
tertentu dari anoda tersebut kedalam larutan. Oleh karena itu anoda jenis ini tidak bisa
digunakan dfalam larutan yang mengandung bahan-bahan organik (organic agent) atau
cyanid. Garam logam sering ditambahkan dalam larutan bertujuan untuk menjagakestabilan
komposisi larutan dari pengaruh unsur-unsur yang larut dari anoda tidak larut. Bagi industri
pelapisan, anoda tidak larut kurang begitu disenangi, mereka lebih menyukai memakai anoda
terlarut. Hal ini dikarenakan harga anoda terlarut 2-4 kali lebih murah dibandingkan harga
jumlah logam equivalen yang diserap atau diambil dari larutan garam logam. Beberapa
kriteria yang perlu diperhatikan dalam memilih anoda terlarutantara lain adalah:
Effisiensi anoda yang akan dipakai
Jenis larutan elektrolit
Kemurnian bahan anoda
Bentuk anoda
Rapat dan kapasitas arus yang disuplay
Cara pembuatan anoda
Effisiensi anoda akan turun atau berkurang akibat adanya logam pengotor (metallic
impurities) dan kekasaran butiran yang terdapat dalam larutan. Pengotordalam anoda juga
dapat menyebabkan terjadi pasivasi dan mengurangi effisiensi anoda secara drastis.
Kemurnian anoda terlarut dapat meningkatkan effisiensi anoda, tetapirapat arus yang tinggi
pada saat pelapisan berlangsung akan menyebabkan pasivasi pada anoda, sehingga perlu
diperhitungkan besarnya rapat arus terhadap luas permukaan anoda. Pada proses lapis listrik
yang umum dipakai perbandingan anida dengan katoda adalah 2 : 1, karena kontaminasi

II-10
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
anoda adalah penyebab atau sumber utama pengotor, maka usahakan penggunaan anoda yang
semurni mungkin.
Tergantung pada sifat-sifat elektrolit yang diinginkan. Sebagai contoh pelapisan
tembaga, larutn yang dipakai dibuat dari garam logam cupper sulfat (CuSO4) dan H2O yang
akan terurai seperti berikut :
CuSO4 ↔ Cu2+
+ SO42-
H2O ↔ H+
+ OH-
Oleh karena larutan elektrolit selalu mengandung garam dari logam yangakan dilapis.
Garam-garam tersebut sebaiknya dipilih yang mudah larut, tetapianionnya tidak mudah
tereduksi.Walau anion tidak ikut langsung dalam proses terbentuknya lapisan, tapi jika
menempel pada permukaan katoda akan menimbulkan gangguan bagiterbentuknya
microstructur lapisan. Kemampuan atau aktivitas dari ion logam ditentukan oleh konsentrasi
dari garam logamnya, derajat disosiasi dan konsentrasi unsur-unsur lain yang ada di dalam
larutan. Bila konsentrasi logamnya tidak mencukupi untuk diendapkan, akan terjadi endapan
atau lapisan yang terbakar pada rapat arus yang relatip rendah. Selain itu, larutan elektrolit
harus mempunyai sifat-sifat seperti ”Covering power, throwing power dan levelling” yang
baik. Adanya ion klorida dalam larutan yang bersifat asam berfungsi :
Mempercepat terkorosi atau terkikisnya anoda atau mencegah pasipasianoda.
Menaikkan koefisien difusi dari ion logamnya atau menaikkan batasrapat arus
(limiting current density).
Sedangkan larutan yang bersifat basa (alkali) yang banyak digunakan padaproses lapis
listrik adalah garam komplek cyanida, karena cyanid komplek terekomposisi oleh asam.
Fungsi natrium hidroksida dan kalsium hidroksida pada larutan yangbrsifat basa adalah untu
memperbaiki konduktivitas dan mencegah leberasi dariasam hydrocyanat oleh karbon
dioksida (CO2) yang masuk ke dalam larutan dari udara. Beberapa bahan atau zat kimia
sengaja dimasukkan atau ditambahkan kedalam larutan elektrolit bertujuan untuk
mendapatkan sifat-sifat lapisan tertentu. Sifat-Sifat tersebut antara lain tampak rupa
(appearance), kegetasan lapisan (brittlness), keuletan (ductility), kekerasan (hardness) dan
struktur mikro lapisanyang terjadi (microstructur).Untuk mengatur pH, maka ditambah atau
dimasukkan unsur yang berfungsi sebagai penyangga (buffer atau pengatur pH), misalnya
pada larutan nikel digunakan asam borat dan sodium hidroksida pada larutan yang bersifat
basa.
Metode-metode Pelapisan dengan Logam

II-11
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
1. Electroplating
dengan merendam bagian yang akan dilapisi dalam larutan logam yang akan
dilapisi melalui melewati arus searah antara bagian dan elektroda lain. karakter
deposito tergantung pada banyak faktor termasuk suhu, densitas arus, waktu, dan
komposisi dari sistem. variabel-variabel ini dapat disesuaikan untuk menghasilkan
lapisan yang tebal atau tipis, kusam atau cerah, lembut atau keras, dan kuat atau rapuh.
Pelapisan keras dimanfaatkan, untuk memerangi korosi erosi. electroplating bisa
menjadi logam tunggal, lapisan beberapa logam, atau bahkan komposisi paduan.
bumper dari mobil dilengkapi flash plat tembaga. lapisan menengah nikel (untuk
perlindungan korosi), dan lapisan atas tipis kromium. sebagian besar logam dapat
diterapkan oleh electroplating
Gambar II.1 Proses Electroplating
Electroplating adalah proses pelapisan logam yang menggunakan prinsip
elektrokomia. Dalam metode ini komponen bersama dengan batangan atau lempengan
logam yang akan dilapisi, direndam dalam suatu larutan elektrolit yang mengandung
garam-garam logam pelapis.
Pada Electroplating terdapat dua buah elektroda, dimana elekroda yang
dihubungkan dengan kutub positif disebut anoda dan elektroda yang dihubungkan dengan
kutub negatif disebut katoda. Ciri-ciri dari elektroda tersebut adalah:
a) Anoda: 1. Kutub positif
2. Terjadi reaksi oksidasi
3. Terjadi pelepasan elektron keluar sirkuit
b) Katoda: 1. Kutub negatif
2. Terjadi reaksi reduksi

II-12
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
3. Menerima elektron dari sirkuit luar
Ada dua macam Anoda yang sering digunakan dalam proses Electroplating,
yaitu anoda larut, yang berarti anoda yang selama proses memberikan ion-ion logamnya
kepada katoda sehingga makin lama makin habis terkikis. Contohnya adalah tembaga
(Cu), seng (Zn), nikel (Ni), timah putih (Sn), perak (Ag), dll.
Dan ada jenis yang kedua adalah anoda yang tidak dapat larut, yang berarti
selama proses berlangsung anoda ini tidak terkikis. Contohnya adalah karbon (C), platina
(Pt), Timah hitam (Pb), dll.
Sementara katoda adalah logam yang akan dilapisi. Logam-logam dapat disusun
dalam suatu deret menurut kenaikan potensial elektrodenya yang disebut Deret Volta.
Semakin ke kiri posisi logam maka potensial elektrodenya makin kecil, yang
menyebabkan logam mudah mengalami oksidasi. Sebaliknya, semakin kekanan posisi
logam maka potensial elektrodenya makin besar, yang menyebabkan logam sulit
mengalami oksidasi melainkan mengalami reduksi.
Proses pelapisan Elektroplating memiliki kelebihan dan kekurangan dalam
penggunannya.
Kelebihannya adalah:
1. Temperatur proses rendah sekitar 60°-70°C
2. Ketebalan lapisan mudah dikendalikan
3. Permukaan halus dan mengkilap
4. Laju pengendapan cepat
5. Porositas pada lapisan relatif rendah
Kekurangannya adalah:
1. Terbatas pada logam dan paduannya
2. Perlu perlakuan awal terhadap benda kerja
3. Terbatas pada benda kerja yang bersifat konduktur
2. Flame Spraying
Proses ini juga disebut metallizing, terdiri dari kawat logam atau bubuk
melalui api sehingga logam mencair, dalam partikel cairan halus yang terpisah, ditiup
K Ba Ca Na Mg Al Mn Zn Cr Fe Ni Sn Pb H Cu Hg Ag Pt Au

II-13
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
ke permukaan yang akan dilindungi. oksigen dan asetilen atau propana biasanya
digunakan untuk melelehkan. lapisan biasanya berpori dan tidak protektif bawah
logam korosif basah parah - seng, timah, dan timbal yang lebih baik dari titik berdiri
ini dari baja atau stainless steel. permukaan yang akan disemprot harus yang kasar
untuk mendapatkan ikatan mekanik. kadang-kadang lapisan cat diaplikasikan di atas
logam membuat dasar yang baik untuk cat sebuah ikatan yang baik. flame spraying
adalah cara ekonomis membangun permukaan dikenakan pada bagian-bagian seperti
shafting. logam tinggi mencair dapat disimpan oleh plasma-jet penyemprotan
3. Cladding
Proses ini melibatkan lapisan permukaan lembaran logam biasanya
mengenakan oleh bergulir dua lembaran logam bersama-sama. misalnya, nikel dan
lembaran baja bekerja bersama-sama untuk menghasilkan lembaran komposit dengan.
mengatakan, 1/8 inci nikel dan 1 inci baja. cladding biasanya tipis dalam kaitannya
dengan bahan lain. kekuatan tinggi paduan aluminium sering dilapisi dengan kulit
aluminium murni komersial untuk menyediakan penghalang korosi karena paduan
rentan terhadap stress korosi. kadang-kadang liner tipis adalah tempat yang dilas ke
dinding tangki baja. nikel, aluminium, tembaga, titanium, stainless steel, dan bahan
lainnya yang sering digunakan sebagai cladding untuk baja
4. Pengendapan dengan metode uap (Vapor Deposition)
Proses ini dilakukan pada ruangan hampa dengan uap temperatur tinggi.
Pelapis logam diupakan oleh pemanas elektrik dan pelapis logam akan diendapkan
pada bagian yang akan dialpisi, metode pelapisan mengahbiskan biaya yang lebuh
mahal daripada metode pelapisan logam yang lainnya. contoh dari pelapisan jenis ini
biasanya digunakan pada pelapisan bagian dari kerangka roket.
5. Penyebaran (Diffusion)
Pelapisan dengan metode penyebaran melibatkan pemanasan pada bentukan
alloy yang kemudian dipanasakan dan disebarkan dari satu alloy ke permukaan logam
lainnya yang akan dilapisi.
6. Reaksi Kimia (Chemical Conversion)
Pelapisan logam melalui reaksi kimia dilakukan untuk menghindari dari
perkaratan “corroding” pada sebuah permukaan logam.
7. Modifikasi Permukaan (Surface Modification)

II-14
BAB II Tinjauan Pustaka
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
Perlakuaan pada permukaan logam untuk pelapisan logam membutuhkan
energi langsung guna meningkatkan daya tahan logam tersebut. misalnya saja ingin
melapisi logam dengan alloy atau chrom sehingga tahan karat.
8. Penanaman Ion (Ion Implantation)
Pengaplikasian penanaman ion pada permukaan logam untuk memodifikasi
permukaan logam agar tahan karat.
(Fontana, 1987)

III-1
BAB III
METODOLOGI PERCOBAAN
III.1 Variabel Percobaan
III.1.1 Variabel Bebas :
Waktu : 5 menit ; 10 menit ;15 menit ; 20 menit ; 25 menit
Kuat Arus : 100mA ; 300mA(I) ; 300mA(II) ; 500mA(I) ; 500mA(II)
III.1.2 Variabel Kontrol :
Konsentrasi CuSO4 (0,3 N dan 0,5 N)
Volume CuSO4
III.1.3 Variabel Terikat :
Berat besi (Fe)
Kekerasan permukaan besi (Fe)
III. Alat dan Bahan
Alat:
1. Gelas Beaker 1000 ml
2. PipetTetes
3. Spatula
4. Beaker Glass 200 ml
5. LabuErlemeyer 250 ml
6. GelasUkur 500 ml
7. Amperemeter
8. LempenganBesi
9. LempenganTembaga
Bahan:
1. HCl
2. CuSO4
3. Air
III.3 Prosedur Percobaan
1. Persiapkan alat dan bahan sesuai yang dibutuhkan pada proses pelapisan logam.
2. Timbang massa awal lempengan besi (Fe) menggunakan neraca
3. Buat larutan CuSO4 1 N dengan cara menimbang sebesar 161.6 gram CuSO4 padat
kemudian dilarutkan dengan air 1 liter.

III-2
BAB III Metodologi Percobaan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
4. Setelah itu, buatlah larutan CuSO4 0.5 N dengan cara mengencerkan CuSO4 1N
dengan 100 ml air.
5. Ulangi hal yang sama untuk pembuatan larutan CuSO4 0.3 N
6. Kemudian setelah larutan siap, tuangkan larutan CuSO4 0.5 N terlebih dahulu ke
dalam wadah lalu rendam lempengan besi serta tembaga didalamnya yang kemudian
sambungkan lempengan besi dan lempengan tembaga dengan kutub anoda dan katoda
pada amperemeter, nyalakan sekaligus hitung untuk perubahan waktu 5 menit, 10
menit, 15 menit, 20 menit, dan 25 menit.
7. Setelah itu timbang berat lempengan besi yang sudah dilakukan proses elekroplating
dengan larutan CuSO4. Catat perubahan yang terjadi.
8. Ulangi hal yang sama untuk larutan 0.3 N.

III-3
BAB III Metodologi Percobaan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
III.5 Diagram Alir
Persiapkan alat dan bahan sesuai yang dibutuhkan pada proses
pelapisan logam
MULAI
Timbang massa awal lempengan besi (Fe) menggunakan neraca
Buat larutan CuSO4 1 N dengan cara menimbang sebesar 161.6
gram CuSO4 padat kemudian dilarutkan dengan air 1 liter
Setelah itu, buatlah larutan CuSO4 0.5 N dengan cara mengencerkan
CuSO4 1N dengan 100 ml air
Ulangi hal yang sama untuk pembuatan larutan CuSO4 0.3 N
Kemudian setelah larutan siap, tuangkan larutan CuSO4 0.5 N terlebih
dahulu ke dalam wadah lalu rendam lempengan besi serta tembaga
didalamnya yang kemudian sambungkan lempengan besi dan
lempengan tembaga dengan kutub anoda dan katoda pada voltmeter,
nyalakan sekaligus hitung untuk perubahan waktu 5 menit, 10 menit,
15 menit, 20 menit, dan 25 menit
Setelah itu timbang berat lempengan besi yang sudah dilakukan proses
elekroplating dengan larutan CuSO4. Catat perubahan yang terjadi.
Ulangi hal yang sama untuk larutan 0.3 N
SELESAI

III-4
BAB III Metodologi Percobaan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI-ITS
III.6 Gambar Alat
Gelas Beaker
Pipet Tetes
Spatula
Erlenmenyer
Gelas Ukur
Amperemeter
Skala ampere
Terminal positif (+)
Terminal negative (-)

IV-1
BAB IV
HASIL PERCOBAAN DAN PEMBAHASAN
IV.1 Hasil percobaan dan pembahasan
Hasil percobaan
Percobaan I
Tabel IV.1 Pelapisan Logam 100 A (I) konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5 N ∆W
wo wt
1 5 menit 16 gram 17,0 gram 1 gram
2 10 menit 16 gram 17,5 gram 1,5 gram
3 15 menit 16 gram 18,0 gram 2 gram
4 20 menit 16 gram 18,0 gram 2 gram
5 25 menit 16 gram 18,0 gram 2 gram
Grafik IV.1 HubunganantaraWaktudanBeratAkhirsetelahElektroplating
Pada percobaan menggunakan arus 100 A dan konsentrasi CuSO40,5 N menunjukan pada
variabel waktu 5 menit berat akhirnya 17 gram, pada waktu 10 menit memiliki berat akhir
17,5 gram, pada waktu 15 menit memiliki berat akhir 18,0, gram, pada waktu 20 menit
memiliki berat akhir 18 gram, dan pada waktu 25 menit memiliki berat akhir 18 gram. Terjadi
kenaikan berat lempengan besi sebelum dan sesudah dilakukanya percobaan elktroplating,
namun pada variabel waktu 15 menit, 20 menit, dan 25 menit memiliki berat akhir yang sama,
hal ini dikarenakan kurang teliti dalam melakukan percobaan serta neraca yang tersedia
16
16,5
17
17,5
18
18,5
5 10 15 20 25
Wt
(gram)
Waktu (menit)

IV-2
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
memiliki ketelitian 0,5 gram sehingga perubahan yang terjadi tidak dapat terbaca secara
akurat, kesalahan saat menimbang tidak menutup pintu saat proses penimbangan juga
mempengaruhi harga yang muncul dalam neraca juga tidak dapat dikatakan akurat.
Penggunaan kertas saat membawa hasil elektroplating untuk dilakukanya proses penimbangan
juga mempengaruhi berat hasil karena lapisan tembaga yang terbentuk mengelupas dan
menempel pada kertas.
Percobaan II
Tabel IV.2 Pelapisan Logam 300 A (I) konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5 N ∆W
wo wt
1 5 menit 16 gram 16,0 gram 0 gram
2 10 menit 16 gram 16,5 gram 0,5 gram
3 15 menit 16 gram 17 gram 1 gram
4 20 menit 16 gram 17 gram 1 gram
5 25 menit 16 gram 18,5 gram 2,5 gram
Gravik IV.2 HubunganantaraWaktudanBeratAkhirsetelahElektroplating
Pada percobaan pelapisan Logam 300 A (I) konsentrasi CuSO4 0,5 Ndiatas
menunjukan pada variabel waktu 5 menit berat akhirnya 16 gram, pada waktu 10 menit
memiliki berat akhir 16 gram, pada waktu 15 menit memiliki berat akhir 17,0 gram, pada
waktu 20 menit memiliki berat akhir 17 gram, dan pada waktu 25 menit memiliki berat akhir
18 gram. Terjadi kenaikan berat lempengan besi sebelum dan sesudah dilakukanya percobaan
elktroplating, namun terulang kembali terjadinya kesamaan berat akhir pada percobaan kedua
16
16,5
17
17,5
18
5 10 15 20 25
Wt
(gram)
Waktu (menit)

IV-3
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
ini yaitu pada variabel waktu 15 menit dan 20 menit, dan pada variabel 5 menit lempengan
besi tidak menunjukkan perubahan berat akhir setelah dilakukanya proses elektroplating jadi
berat awal lempengan sebelum dan sesudah dilakukanya percobaan menunjukan berat yang
sama. Hal ini dikarenakan kurang teliti dalam melakukan percobaan serta neraca yang tersedia
memiliki ketelitian 0,5 gram sehingga perubahan yang terjadi tidak dapat terbaca secara
akurat, kesalahan saat menimbang tidak menutup pintu saat proses penimbangan juga
mempengaruhi harga yang muncul dalam neraca juga tidak dapat dikatakan akurat.
Penggunaan kertas saat membawa hasil elektroplating untuk dilakukanya proses penimbangan
juga mempengaruhi berat hasil karena lapisan tembaga yang terbentuk mengelupas dan
menempel pada kertas.
Percobaan III
Tabel IV.3 Pelapisan logam 100 A (I) konsenstrasi CusO4 0,3N
NO t
(waktu)
Berat pada larutan CuSO4 0.3 N ∆W
wom wt
1 5 menit 16 gram 16,5 gram 0,5 gram
2 10 menit 16 gram 17 gram 1 gram
3 15 menit 16 gram 17 gram 1 gram
4 20 menit 16 gram 17,5 gram 1,5 gram
5 25 menit 16 gram 17,5 gram 1,5 gram
Grafik IV.3 HubunganantaraWaktudanBeratAkhirsetelahElektroplating
16
16,5
17
17,5
18
5 10 15 20 25
Wt
(gram)
Waktu (menit)

IV-4
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
Pada percobaan pelapisan logam 100 A (I) konsenstrasi CusO4 0,3N diatas menunjukan
pada variabel waktu 5 menit berat akhirnya 16,5 gram, pada waktu 10 menit memiliki berat
akhir 17,0 gram, pada waktu 15 menit memiliki berat akhir 17,0 gram, pada waktu 20 menit
memiliki berat akhir 18 gram, dan pada waktu 25 menit memiliki berat akhir 18 gram. Terjadi
kenaikan berat lempengan besi sebelum dan sesudah dilakukanya percobaan elktroplating.
Pada percobaan ketiga ini pada variabel waktu tertentu memiliki berat akhir yang sama
setelah dilakukanya proses elektroplating yaitu pada variabel waktu 10 menit dan 15 menit
yang menujukan hasil yang sama yaitu 17 gram serta pada variabel waktu 20 menit dan 25
menit menunjukan berat akhir yang sama 18 gram. Sama halnya dengan percobaan
sebelumnya, faktor yang mempengaruhi hasil yang tidak akurat dikarenakan kurang teliti
dalam melakukan percobaan serta neraca yang tersedia memiliki ketelitian 0,5 gram sehingga
perubahan yang terjadi tidak dapat terbaca secara akurat, kesalahan saat menimbang tidak
menutup pintu saat proses penimbangan juga mempengaruhi harga yang muncul dalam neraca
juga tidak dapat dikatakan akurat. Penggunaan kertas saat membawa hasil elektroplating
untuk dilakukanya proses penimbangan juga mempengaruhi berat hasil karena lapisan
tembaga yang terbentuk mengelupas dan menempel pada kertas. Pada percobaan dengan
menggunakan larutan CusO4yang lebih encer menunjukan hasil berat akhri yang lebih besar
dari pada menggunakan larutan CusO40,5 N. Hal ini dikarenakan kurang teliti dalam
menimbang padatan CuSO4 yang digunakan dalam pembuatan larutan, sehingga konsentrasi
larutan yang dihasilkan juga tidak akrurat untuk nilai normalitasnya,
Percobaan IV
Tabel IV.4 Pelapisan logam 500 A (I) Konsentrasi CuSO4 0,5 N
NO t
(waktu)
Berat pada larutan CuSO4 0.5 N ∆W
wom wt
1 5 menit 15 gram 17 gram 2 gram
2 10 menit 15 gram 16,5 gram 1,5 gram
3 15 menit 15 gram 16,5 gram 1,5 gram
4 20 menit 15 gram 17 gram 2 gram
5 25 menit 15 gram 17,5 gram 2,5 gram

IV-5
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
Grafik IV.4 HubunganantaraWaktudanBeratAkhirsetelah Elektroplating
Pada percobaan pelapisan Logam 500 A (I) konsentrasi CuSO4 0,5 N diatas
menunjukan pada variabel waktu 5 menit berat akhirnya 17 gram, pada waktu 10 menit
memiliki berat akhir 16,5 gram, pada waktu 15 menit memiliki berat akhir 16,5 gram, pada
waktu 20 menit memiliki berat akhir 17 gram, dan pada waktu 25 menit memiliki berat akhir
17,5 gram. Terjadi kenaikan berat lempengan besi sebelum dan sesudah dilakukanya
percobaan elktroplating dengan perubahan yang besar, namun terjadi kesalahan dalam
percobaan yang ke empat ini karena juga terjadi penurunan berat akhir pada variabel waktu 10
menit dan 15 menit dan pada kedua variabel waktu tersebut juga memiliki berat yang sama.
Hal ini dikarenakan kurang teliti dalam melakukan percobaan serta neraca yang tersedia
memiliki ketelitian 0,5 gram sehingga perubahan yang terjadi tidak dapat terbaca secara
akurat, kesalahan saat menimbang tidak menutup pintu saat proses penimbangan juga
mempengaruhi harga yang muncul dalam neraca juga tidak dapat dikatakan akurat.
Penggunaan kertas saat membawa hasil elektroplating untuk dilakukanya proses penimbangan
juga mempengaruhi berat hasil karena lapisan tembaga yang terbentuk mengelupas dan
menempel pada kertas.
Electroplating merupakan salah satu cara yang biasa digunakan dalam proses
pelapisan suatu logam dengan logam lain yang lebih tahan terhadap korosi. Selain itu, teknik
ini juga dimanfaatkan untuk memperindah suatu logam.
Pada praktikum ini, logam yang kita lapisi yaitu lempeng besi dengan logam pelapis
tembaga. Yang mana sifat dari besi yang mudah mengalami korosi ketika kontak dengan
udara. Oleh karena itu perlu adanya pelapisan dengan logam lain agar besi tidak mudah
15
15,5
16
16,5
17
17,5
18
5 10 15 20 25
Wt
(gram)
Waktu (menit)

IV-6
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
mengalami korosi. Sifat besi yang pada dasarnya rentan terhadap korosi maka sebelum
dilakukan Electroplating perlu adanya pembersihan permukaan lempeng tersebut.
Proses Proses pembersihan karat dilakukan dengan menggunakan larutan HCl, yang
mana pada tahap ini bertujuan untuk menghilangkan karat. Penghilangan karat pada tahap ini
hanya sebagian saja yang bisa dihilangkan. Asam klorida merupakan asam yang sangat kuat
sehingga mampu memutuskan ikatan antara logam dan oksidanya. Pada tahap ini peristiwa
yang bisa diamati adalah terjadinya gelembung-gelembung dalam larutan dan juga larutan
menjadi warna keruh akibat karat besi yang terlepas dari lempeng besi. Penghilangan karat ini
bertujuan agar lapisan yang terbentuk relative lebih kuat dan tidak mudah mengelupas.
Setelah dilakukan tahap persiapan, maka kita telah mendapatkan lempeng besi yang
telah siap untuk dilapisi dengan tembaga. Pada tahap pelapisan, lempeng besi yang
ditempatkan pada posisi katoda dan tembaga pada posisi anoda menyebabkan terbentuknya
lapisan pada bagian katoda (bahan kerja). Pada praktikum ini kita menggunakan larutan
elektrolit asam yang terdiri dari CuSO4.
Pada saat arus mengalir, maka akan terjadi reaksi kimia dalam sistem, yang mana ion
postif dalam larutan akan bergerak mendekati kutub negative (katoda) dan ion negative akan
bergerak mendekati kutub positif (anoda). Rekasi reduksi terjadi dikatoda dan reaksi oksidasi
terjadi di anoda. Dalam hal ini, tembaga yang kita gunakan sebagai anoda akan mengalami
oksidasi sehingga melepaskan elektronnya. Sementara lempeng besi akan mengalami reduksi
sehingga akan menerima Electron.
Hasil pelapisan yang kita lakukan memiliki permukaan yang kasar dan mudah sekali
terlepas. Warna yang tebentuk adalah warna tembaga karena pelapisnya yang kita gunakan
adalah tembaga. Sementara itu, hasil yang kita peroleh sangat tergantung pada beberapa factor
yaitu arus yang mengalir, pH, dan konsentrasi larutan, serta logam dasar itu sendiri.
Permukaan lapisan yang kasar disebabkan karena kondisi-kondisi tersebut tidak
sesuai. Dimana rapat arus yang tinggi akan mempercepat pembentukan lapisan akan tetapi
hasilnya kasar, selain itu juga kemungkinan disebabkan karena konsentrasi larutan yang
terlalu tinggi sehingga berdampak pada lapisan hasil yang kasar. Akan tetapi jika dikarenakan
konsentrasi yang tinggi maka lapisan yang didapatkan sangat kuat. Sementara pada percobaan
ini lpisan sangat rapuh dan mudah terkelupas. Hal ini menunjukan bahwa yang lebih utama
menyebabkan hasil yang kasar adalah rapat arus yang tinggi. Selain itu juga permukaan logam
yang kurang halus menambah resiko munculnya hasil yang kasar.

IV-7
BAB IVHasil Percobaan dan Pembahasan
Laboratorium Kimia Fisika
Program Studi D3 Teknik Kimia
FTI
Lapisan logam yang mudah terlepas bisa disebabkan karena penampang logam yang
dilapisi masih banyak mengandung kotoran seperti lemak dan minyak, ataupun masih banyak
mengandung karat. Karena besi sangat rentan terserang korosi ketika sedikit kontak dengan
udara.
Selain itu satu hal penting yang perlu kita perhatikan adalah arus yang mengalir.
Ketika amperemeter belum dihubungkan dengan larutan, arus yang terbaca memang 1 A.
Tetapi ketika logam kerja dicelupkan, ternyata arus yang terbaca menurun tidak mencapai 1
Ampere. Padahal dalam system terdapat larutan dan elektroda yang sebenarnya memiliki nilai
hambatan. Sehingga perlu diperhitungkan ketika kita ingin mendapatkan arus yang sesuai
dengan keinginan.

V-1
BAB V
KESIMPULAN
Dari percobaan yang kami lakukan dapat diambil kesimpulan sebagai berikut :
1. Massa zat (m) yang timbulpadaelektrodaberbandinglurusdenganjumlaharuslistrik (I) yang
mengalir. Hali inisesuaidenganHukum Faraday I.
2. Semakin lama waktupelapisanmakanilai ∆W semakinbesar. Hal
inidikarenakansesuaidenganHukum Faraday I denganbunyi “Massa zat yang
terbentukpadamasing-masingelektrodasebandingdengankuatarusatauaruslistrik yang
mengalirpadaelektrolisis tersebut”
3. Kondisi optimum pelapisanlogambesiterjadipadaarus 500mA padamenitke 25 sebesar
17,5 gram dan 300 mA padamenit 25 sebesar 18,5 gram. Sedangkankondisi minimum
terjadipadapenggunaanaruslistrik 300mA yaitupadamenitke 5 sebesar 16 gram.
4. Pelapisanlogambesiterjadipadaarus 500mA dan 300 mA padamenitke 25
denganpenambahanberatlogamyaitu 2 gram.Sedangkanpenambahanberatlogamkondisi
minimum padaarus 300mA sebesar 0 gram.
DAFTAR PUSTAKA
Aditama, r. (2011, desember -). kimia analitik. Retrieved oktober 03, 2013, from majalah kimia:
http://majalahkimia.blogspot.com/2011/12/elektroforesis.html
Akbar. (2012, june 19). -. Retrieved November 2, 2013, from blogspot:
http://akbarcules46.blogspot.com/2012/06/makalah-destilasi-vakum.html
Daniels, f. (1949). ezperimental physical chemistry. Tokyo: McGraw Hill Kogakusha.
Devi, F. (2013, mei -). home. Retrieved oktober 03, 2013, from ilmu kimia:
http://www.ilmukimia.org/2013/05/destilasi.html
Fontana, M. G. (1987). Corrosion Engineering.
Kurniati, n. (2011, februari -). blog archive. Retrieved oktober 03, 2013, from al chemist:
http://alchemistviolet.blogspot.com/2011/02/ekstraksi.html
Lando, S. H. (1944). Fundamentals of Physical Chemistry. New York: Macmillan Publishing Co. Inc.
Lando, S. H. (1944). Fundamentals of Physical Chemistry. New York: Macmillan Publishing Co. Inc.
Putri, T. P. (2012, November 20). home. Retrieved November 2, 2013, from wordpress:
http://theprincess9208.wordpress.com/2012/11/20/destilasi-refluks/
Setyowati, S. (2009, 08 29). Beranda. Retrieved oktober 03, 2013, from chem-is=try:
http://www.chem-is-try.org/materi_kimia/kimia-industri/teknologi-proses/absorbsi/
Sinaga, G. (2010, Desember 5). home. Retrieved November 2, 2013, from blogspot:
http://lifechemicals.blogspot.com/2010/12/destilasi-uap.html
Tya. (2012, november 20). home. Retrieved oktober 03, 2013, from the princess:
http://theprincess9208.wordpress.com/2012/11/20/destilasi-bertingkat-fraksionasi/
USU. (2013). minyak atsiri. medan: usu.
Wikipedia. (2006, Nopember 28). Halaman Baca. Retrieved Nopember 19, 2013, from Halaman
Baca: http://id.wikipedia.org/wiki/Anode
Wikipedia. (2013, april 06). halaman baca. Retrieved oktober 03, 2013, from wikipedia:
http://id.wikipedia.org/wiki/Elektrolisis
Wikipedia. (2013, juli 25). home. Retrieved oktober 3, 2013, from wikipedia:
http://id.wikipedia.org/wiki/Adsorpsi
Zulfikar. (2011, januari 03). beranda. Retrieved oktober 03, 2013, from chem-is-try:
http://www.chem-is-try.org/materi_kimia/kimia-kesehatan/pemisahan-kimia-dan-
analisis/kristalisasi/

Related Documents











