LAPORAN PRAKTIK PERMESINAN RODA GIGI LURUS ADITYA DWI SAPUTRA 125423234 DP UNIVERSITAS NEGERI SURABAYA FAKULTAS TEKNIK 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

LAPORAN PRAKTIK PERMESINAN
RODA GIGI LURUS
ADITYA DWI SAPUTRA
125423234
DP
UNIVERSITAS NEGERI SURABAYA
FAKULTAS TEKNIK
1
JURUSAN TEKNIK MESIN
2014
DAFTAR ISI
JUDUL................................................
...............................................1
DAFTAR
ISI..................................................
.................................... 2
KATA
PENGANTAR............................................
............................ 3
BAB I PENDAHULUAN
A.LATAR
BELAKANG.........................................
.................... 4
B.TUJUAN...........................................
....................................... 4
BAB II KAJIAN PUSTAKA
2
A.Mesin
Bubut............................................
................................. 5
B.Mesin
Frais............................................
..................................5
C.Gerinda..........................................
.......................................... 6
D.Gergaji
Besi.............................................
................................ 6
BAB III LANGKAH KERJA
A.Persiapan........................................
......................................... 7
B.Proses
Kerja............................................
................................ 11
BAB IV KESIMPULAN
A.Kesimpulan
DAFTAR
PUSTAKA..............................................
......................... 12
3
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadiran Tuhan Yang Maha
Esa karena atas karunia dan penyertaan-Nya, laporan praktikum
praktik permesinan “PEMBUATAN RODA GIGI LURUS” ini dapat
terselesaikan meskipun masih terdapat kekurangan di dalamnya.
Ucapan terima kasih kepada dosen mata kuliah PraktikPremesinan II yang telah membimbing penulis dan terima kasihjuga kepada kedua orang tua yang memberikan dukungan dari segimotivasi dan morilnya serta dukungan dari teman-teman sehinggadalam penyusunan laporan prktikum ini tidak mengalami kendala.
Penulis menyadari bahwa banyak kekurangan dalam penyusunanTugas Akhir ini untuk itu saran dan kritik yang membangunpenulis harapkan demi terciptanya tugas yang lebih baik dimasayang akan datang. Penulis mengucapkan terima kasih.
4
BAB I
PENDAHULUAN
A. Latar belakangProses permesinan (Machining process) merupakan proses
pembentukan suatu produk dengan pemotongan dan
menggunakan mesin perkakas. Umumnya, benda kerja yang di
gunakan berasal dari proses sebelumnya, seperti proses
penuangan (Casting) dan proses pembentukan (Metal
Forging).
Roda gigi adalah bagian dari mesin yang berputar yang
berguna untuk mentransmisikan daya. Roda gigi memiliki
gigi-gigi yang saling bersinggungan dengan gigi dari roda
gigi yang lain. Dua atau lebih roda gigi yang
bersinggungan dan bekerja bersama-sama disebut sebagai
transmisi roda gigi, dan bisa menghasilkan keuntungan
mekanis melalui rasio jumlah gigi. Roda gigi mampu
mengubah kecepatan putar, torsi, dan arah daya terhadap
sumber daya.
5
Spur adalah roda gigi yang paling sederhana, yang
terdiri dari silinder atau piringan dengan gigi-gigi yang
terbentuk secara radial. Ujung dari gigi-giginya lurus
dan tersusun paralel terhadap aksis rotasi. Roda gigi ini
hanya bisa dihubungkan secara paralel.
B. Tujuan1. Mahasiswa mampu melakukan perhitungan ukuran-ukuran
roda gigi
2. Mahasiswa mampu mengoperasikan mesin bubut dan mesin
frais
3. Mahasiswa mampu membuat roda gigi menggunakan mesin
frais
BAB II
TINJAUAN PUSTAKA
A. Mesin Bubut
6
Mesin bubut atau turning merupakan salah satu jenis
mesin perkakas. Prinsip kerja pada proses turning atau
lebih dikenal dengan proses bubut adalah
proses penghilangan bagian dari benda kerja untuk
memperoleh bentuk tertentu. Di sini benda kerja akan
diputar/rotasi dengan kecepatan tertentu bersamaan dengan
dilakukannya proses pemakanan oleh pahat yang digerakkan
secara translasi sejajar dengan sumbu putar dari benda
kerja. Gerakan putar dari benda kerja disebut gerak potong
relatif dan gerakan translasi dari pahat disebut
gerak umpan (feeding).
Proses pembubutan adalah salah satu proses pemesinan
yang mengunakan pahat dengan satu mata potong untuk
membuang material dari permukaan benda kerja yang
berputar. Pahat bergerak pada arah linier sejajar dengan
sumbu putar benda kerja seperti yang terlihat pada gambar.
Dengan mekanisme kerja seperti ini, maka Proses bubut
memiliki kekhususan untuk membuat benda kerja yang
berbentuk silindrik.
Benda kerja di cekam dengan poros spindel dengan
bantuan chuck yang memiliki rahang pada salah satu
ujungnya. Poros spindel akan memutar benda kerja melalui
piringan pembawa sehingga memutar roda gigi pada poros
spindel. Melalui roda gigi penghubung, putaran akan
disampaikan ke roda gigi poros ulir. Oleh klem berulir,
putaran poros ulir tersebut diubah menjadi gerak translasi
7
pada eretan yang membawa pahat. Akibatnya pada benda kerja
akan terjadi sayatan yang berbentuk ulir.
B. Mesin FraisAdalah mesin perkakas yang dalam proses kerjanya dengan
menyayat atau memakan benda kerja menggunakan alat potong
(pisau) bermata banyak yang berputar. Pisau frais dipasang
pada sumbu atau arbor. Arbor tersebut diputar oleh motor
listrik. Gerakan dan banyaknya putaran arbor dapat diatur
oleh operator mesin frais.
Tenaga untuk pemotongan berasal dari energi listrik
yang diubah menjadi gerak utama oleh sebuah motor listrik,
selanjutnya gerakan utama tersebut akan diteruskan melalui
suatu transmisi untuk menghasilkan gerakan putar pada
spindel mesin milling.
Gerakan pemotongan pada cutter jika dikenakan pada benda
kerja yang telah dicekam maka akan terjadi
gesekan/tabrakan sehingga akan menghasilkan pemotongan
pada bagian benda kerja, hal ini dapat terjadi karena
material penyusun cutter mempunyai kekerasan diatas
kekerasan benda kerja.
C. Gerinda
Mesin gerinda adalah salah satu mesin perkakas yang digunakanuntuk mengasah/memotong benda kerja dengan tujuan tertentu.Prinsip kerja mesin gerinda adalah batu gerinda berputar
8
bersentuhan dengan benda.kerja sehingga terjadi pengikisan,penajaman, pengasahan, atau pemotongan.
Penyebab mesin gerinda dapat menghasilkan permukaan yangsangat halus karena Roda gerinda yang digunakan dalampenggerindaan mempunyai sisi potong yang sangat banyak danpemotongannya sedikit demi sedikit (proses finishing) sehinggalebih tepatnya disebut pengikisan. Sisi potong pada Rodagerinda terbentuk oleh butiran-butiran bahan asah dalam Rodagerinda tersebut. Seperti pisau frais apabila semakin banyaksisi potongnya maka hasil permukaannya semakin halus.
D. Gergaji Besi
Gergaji merupakan alat perkakas yang berguna untuk memotongbenda kerja. Mesin gergaji merupakan mesin pertama yangmenentukan proses lebih lanjut. Terdapat dua jenis mesingergaji dalam proses permesinan, yaitu gergajibesi (hacksaw) dan mesin gergaji bolak-balik (hacksawingmachine). Gergaji besi (hacksaw) biasa digunakan untukpekerjaan-pekerjaan yang sederhana dalam jumlah produksi yangrendah. Untuk pekerjaan-pekerjaan dengan persyaratanketelitian tinggi dengan kapasitas yang tinggi diperlukanmesin-mesin gergaji khusus yang bekerja secara otomatik denganbantuan mesin.
Prinsip kerja mesin gergaji adalah bilah gergaji digerakkanoleh motor sehingga bilah gergaji bergerak bolak-balik.
BAB III
9
LANGKAH KERJA
A. Persiapan1. Alat
a. Mesin gergaji besi
b. Mesin bubut
c. Mesin frais
d. Pahat rata
e. Bor
f. Center drill
g. Pisau frais
h. Mandril
i. Jangka sorong
2. Bahan
a. Aluminium silindris diameter 50mm
3. Keselamatan kerja
a. Gunakan alat keselamatan kerja (baju kerja, kacamata,
sepatu kerja)
b. Patuhi SOP (Standard operating Procedure)
c. Jangan bersenda gurau saat bekerja
d. Bersihkan mesin dan lingkungaan setelah selesai
digunakan
4. Persiapan
a. Lakukan perhitungan terhadap roda gigi yang akan
dibuat
10

Diketahui : Modulus (m) = 1.25
Jumlah gigi (z) = 33
Diameter lingkaran kepala (dk)
dk=m(z+2)
¿1,25(33+2)
¿43,75mm
Diameter lingkaran tusuk (d)
d = z x m
= 33 x 1,25
=41,25 mm
Tinggi kepala gigi (hk)
hk = 1 x m
= 1 x 1,25
=1,25 mm
Tinggi kaki gigi (hf)
hf = 1,166 x m
= 1,166 x 1,25
= 1,46 mm
Tinggi gigi (h)
h = hk + hf
= 1,25 + 1,46
= 2,71 mm
Diameter lingkaran kaki (df)
11
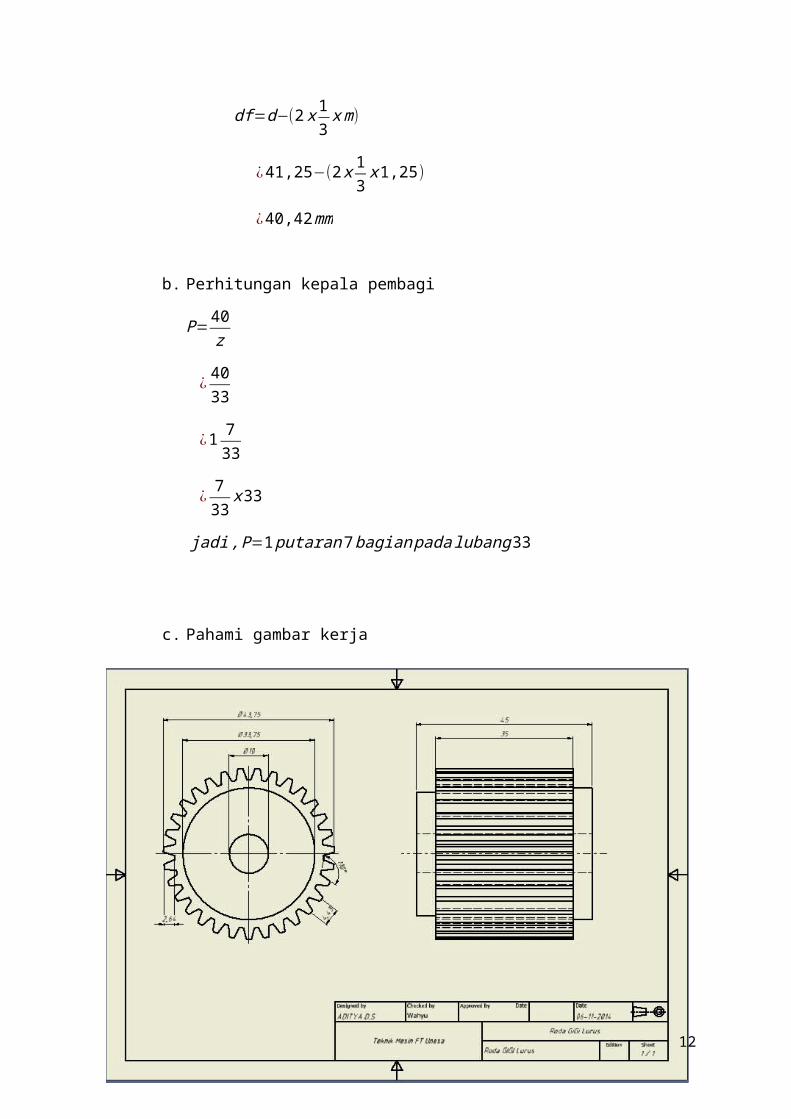
df=d−(2x13xm)
¿41,25−(2x 13x1,25)
¿40,42mm
b. Perhitungan kepala pembagi
P=40z
¿ 4033
¿1 733
¿733
x33
jadi,P=1putaran7bagianpadalubang33
c. Pahami gambar kerja
12
d. Periksa kesiapan mesin (kelistrikan dan kondisi
mesin)
e. Siapkan alat dan bahan yang dibutuhkan
B. Proses kerja1. Potong benda kerja dengan panjang 55 mm menggunakan
mesin mesin gergaji besi.
2. Pasang pahat rata pada tollpost mesin bubut, setting
pahat setinggi center.
3. Pasang benda kerja pada cekam mesin bubut, pastikan
benda kerja berputar lurus.
4. Bubut rata permukaan benda kerja hingga mencapai
diameter 43,75 mm.
13
5. Pasang bor center pada kepala lepas.
6. Lakukan bor center dengan diameter 10 mm.
7. Lepas bor center dari kepala lepas.
8. Bubut rata bagian sisi benda kerja.
9. Lepas pahat rata, kemudian ganti dengan pahat alur,
setting pahat setinggi center
10. Bubut alur bagian sisi benda kerja dengan panjang 5
mm dan diameter mencapai 33,75 mm.
14
11. Lepas benda kerja dari cekam mesin bubut.
12. Lepas pahat alur, ganti dengan pahat rata, setting
pahat setinggi center.
13. Ulangi pekerjaan seperti pada langkah No. 4 sampai
10.
14. Lepas benda kerja dari cekam mesin bubut.
15. Bersihkan mesin bubut dari sisa-sisa pembubutan.
16. Pasang benda kerja pada mandril 10 mm.
17. Pasang mandril pada cekam mesin frais. Pastikan
mandril dalam posisi lurus.
18. Atur kepala pembagi dengan penitik pada posisi 8
lubang.
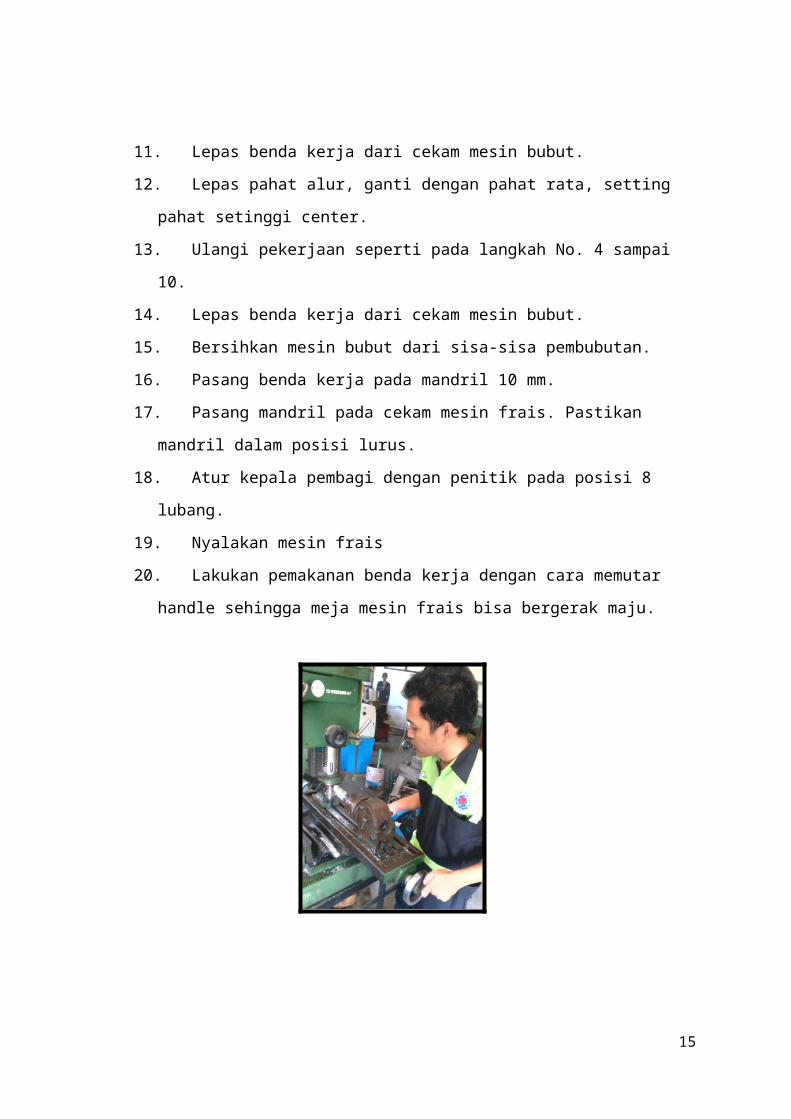
19. Nyalakan mesin frais
20. Lakukan pemakanan benda kerja dengan cara memutar
handle sehingga meja mesin frais bisa bergerak maju.
15
21. Matikan mesin frais setelah pemakanan selesai sampai
ujung benda kerja.
22. Putar balik handle meja mesin frais hingga pangkal
benda kerja tidak menyentuh pisau frais.
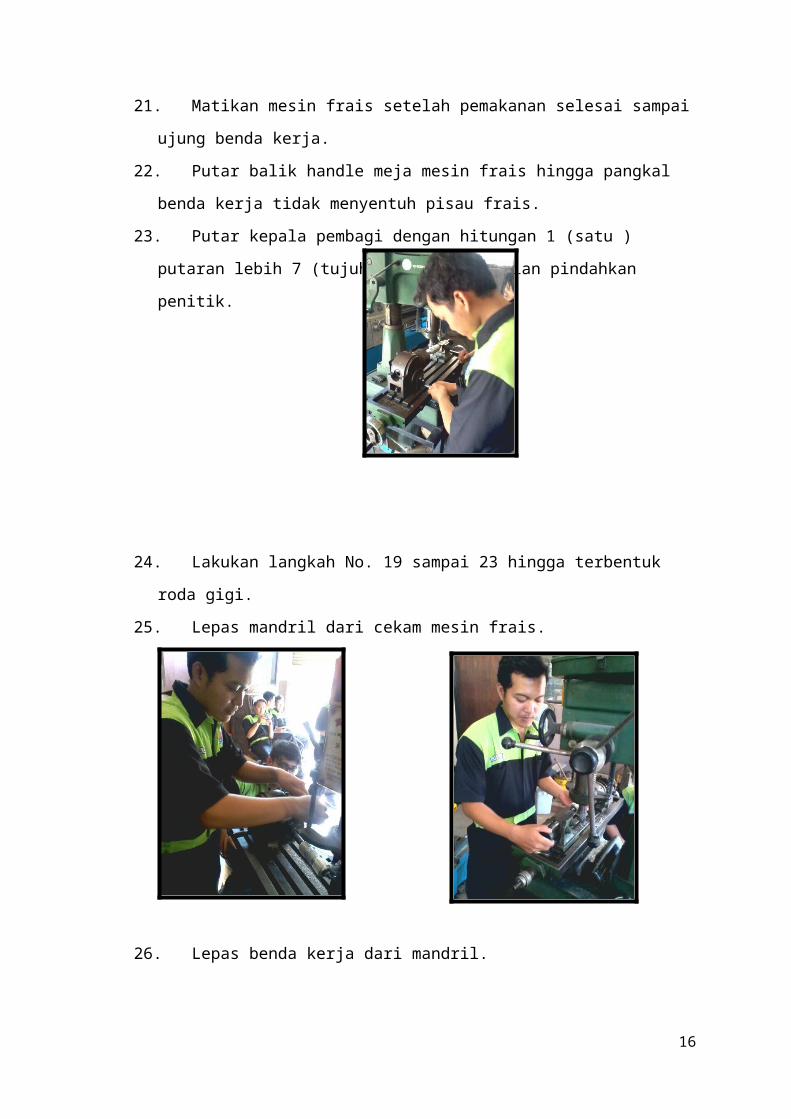
23. Putar kepala pembagi dengan hitungan 1 (satu )
putaran lebih 7 (tujuh) bagian. Kemudian pindahkan
penitik.
24. Lakukan langkah No. 19 sampai 23 hingga terbentuk
roda gigi.
25. Lepas mandril dari cekam mesin frais.
26. Lepas benda kerja dari mandril.
16
27. Kembalikan perlangkapan mesin frais dan bubut ke
tempatnya.
28. Bersihkan mesin frais dari sisa pengefraisan.
BAB IV
KESIMPULAN
A. Kesimpulan
17
DAFTAR PUSTAKA
18
Related Documents











