LAPORAN PRAKTEK KERJA INDUSTRI (PRAKERIN) Unit produksi “SCANDATECH” BENGKEL SMK NEGERI 2 WONOGIRI Jl. Raya Wonogiri – Ngadirojo km.3, Bulusulur Wonogiri TANGGAL JULI - AGUSTUS 2012 Disusun Guna Melengkapi Tugas dan Memenuhi Persyaratan Untuk Menempuh Ujian Akhir Sekolah / Ujian Akhir Nasional dan Ujian Praktek Kerja Industri SMK N 2 Wonogiri Tahun Pelajaran 2012/2013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

LAPORAN PRAKTEK KERJA INDUSTRI(PRAKERIN)
Unit produksi “SCANDATECH”BENGKEL SMK NEGERI 2 WONOGIRI
Jl. Raya Wonogiri – Ngadirojo km.3, Bulusulur Wonogiri
TANGGAL JULI - AGUSTUS 2012
Disusun Guna Melengkapi Tugas dan Memenuhi Persyaratan
Untuk Menempuh Ujian Akhir Sekolah / Ujian Akhir Nasional dan
Ujian Praktek Kerja Industri
SMK N 2 Wonogiri
Tahun Pelajaran 2012/2013
SMK NEGERI 2 WONOGIRI
Jl. Raya Wonogiri – Ngadirojo Km.3 Wonogiri
Tahun Diklat 2011/2012
HALAMAN PENGESAHAN
Laporan Praktek Kerja Industri (Prakerin) Ini telah
diperiksa dan disetujui oleh pimpinan bengkel, pada :
Hari/Tanggal : …………………………………
Di : …………………………………
Wonogiri, ………………………2012
Mengetahui,
PENGESAHAN PEMBIMBING SEKOLAHAN
Laporan Praktek Kerja Industri ini diperiksa dan disahkan
oleh guru pembimbing Sekolah Menengah Kejuruan Negeri 2
Wonogiri, Pada :
Hari/Tanggal : ……………………………
Di : ……………………………
Wonogiri, ……………………..2012
Mengetahui
Ketua Program Pembimbing
RUDHIANTO CATUR, S.Pd
NIP . 9746401 200604 1017
NIP .
Waka Humas dan Hubin
Drs. JOKO WIDAGDO
NIP . 196507192005021001
MOTO DAN PERSEMBAHAN
MOTTO :
1. Keberhasilan berasal dari tangan kita sendiri akan lebih
bermakna.
2. Satu tauladan lebih baik dari seribu nasehat.
3. Tidak akan ada perubahan yang lebih baik tanpa usaha dan
doa.
PERSEMBAHAN
kepada :
1. Bpk kepala sekolah smk negeri 2 wonogiri
2. Bengkel smk negeri 2 wonogiri selaku tempat prakerin
3. Bpk/ibu guru pembimbing yang telah mengarahkan kami dalam
menyusun laporan
4. Bpk pembimbing prakerin di bengkel

5. Teman-teman smk negeri 2 wonogiri
6. Semua pihak yang membantu penulis/penyusunan laporan
7. Pembaca yang arif
KATA PENGANTAR
Puji syukur kami panjatkan kehadirat tuhan Yang Maha Esa,
karena atas limpahan rahmat dan karunianya penulis dapat
menyelesaikan kegiatan praktek kerja industry(prakerin) yang
pelaksanaanya kurang lebih selama 2 bulan, dan menyelesaikan
penyusunan laporan dalam rangka memenuhi tugas sebagai syarat
unutk mengikuti ujian akhir sekolah dan ujian nasional, sekolah
smk negeri 2 wonogiri tahun diklat 2011/2012.
Dalam penyusunan laporan ini tentunya penulis menghadapi
berbagai kesulitan dan hambatan, namun berkat kesungguhan serta
bantuan dari berbagi pihak, maka laporan praktek kerja industry
ini dapat diselesaiakn dengan baik. Oleh Karen itu, dalam
penyusunan laporan ini penulis mengucapkan terima kasih kepada:
1. Bapak Ir. Drs. H. Dikin selaku kepala sekolah smk
negeri 2 wonogri yang telah member izin kepada penulis
untuk dpat melaksankan kegiatan praktek kerja industry
dengan baik.
2. Bp. GURU selaku pemimpin bengkel smk negeri 2 wonogiri
yang telah membimbing penulis dalam melaksanakan
praktek kerja industri.
3. Bapak/ibu guru selaku pembimbing penyusunan laporan
praktek kerja industri yang telah memberikan petunjuk,
pengarahan serta bimbingan sehingga penyusun dapat
menyusun laporan praktek kerja industri.
4. Bapak/ibi guru smk negeri 2 wonogiri yang telah
mencurahkan tenaga dan pikiran dalam mendidik penulis
di bangku sekolah.
5. Teman-teman yang telah memberi bantuan baik spiritual,
maupun material kepada penulis dalam menyelasikan
laporan ini.
6. Semua pihak yang tidak bisa penulis sebutkan satu
persatu, yang telah membantu penyusunan laporan ini.
Penulis menyadari karena keterbatasan penulis, maka dalam
penyusunan laporan
praktek kerja industri ini masih jauh dari sempurna, oleh
karena itu kritikan dan saran yang membangun sangat penulis
harapkan demi kesempuraan laporan ini.
Mudah mudahan laporan praktek kerja industri ini dapat
bermanfaat dan dapat menambah pengetahuan untuk penulis sendiri
khususnya, dan para pembaca sekalian pada umumnya.
Wonogiri, 2012
Penulis
DAFTAR ISIHALAMAN JUDUL
HALAMAN PENGESAHAN PEMBIMBING BENGKEL
HALAMAN PENGESAHAN PEMBIMBING SEKOLAH
HALAMAN MOTTO DAN PERSEMBAHAN
KATA PENGANTAR
DAFTAR ISI
DAFTAR GAMBAR
DAFTAR LAMPIRAN
BAB I PENDAHULUAN
1.1 Tujuan Prakerin………………………………………………..
1.2 Tujuan Penulisan Laporan…………………………………….
BAB II URAIAN UMUM
2.1 Sejarah Berdirinya Bengkel………………………………………..
2.2 Denah Lokasi Bengkel dan Layout Bengkel………………………
2.3 Struktur Organisasi
2.4 Disiplin Kerja
2.5 Pemeliharaan Alat dan Tempat Kerja
2.6 Keselamatan Kerja dan Lingkungan Hidup
BAB III URAIAN KHUSUS
3.1 Judul Pekerjaan
3.2 Landasan Teori
3.3 Kompetensi Yang Dicapai
3.4 Permasalahan Yang Dihadapi
3.5 Pemecahan Permasalahan
3.6 Persiapan Alat , Bahan dan Keselamatan Kerja
3.7 Uraian Langkah Kerja dan Gambar Kerja
BAB IV PENUTUP
4.1 Kesimpulan
4.2 Saran-saran
LITERATUR (DAFTAR PUSTAKA )
LAMPIRAN
DAFTAR GAMBAR
1. Gambar 1. Daerah Lokasi Bengkel
2. Gambar 2. Struktur Organisasi
3. Gambar 2. Denah Bengkel
DAFTAR LAMPIRAN
1. Biodata Siswa
2. Tata Tertib Prakerin
3. Program Keahlian
4. Agenda Harian
5. Daftar Nilai Institusi

BAB I
PENDAHULUAN
1.1 Tujuan Prakerin
Untuk penguasaan siswa dalam kegiatan belajar
mengajar disekolah maka sangat diperlukan adanya program
PRAKERIN karena dapat memberikan keterampilan yang kepada
siswa dan pengenalan terhadap dunia kerja yang
sesungguhnya serta dapat mengetahui bagaimana pemecahan
masalah dari masalah yang sedang dihadapi bengkel.
Masih banyak lagi tujuan dari PRAKERIN , selain yang
sudah disampaikan diatas , diantaranya adalah :
1. Dapat menambah pengalaman siswa dan wawasan dalam
bekerja.
2. Melatih siswa untuk disiplin kerja.
3. Melatih siswa untuk dapat memecahkan masalah dalam
pekerjaan pemesinan.
4. Dapat mengenal alat yang belum pernah dijumpai dan
cara pengunaanya.
5. Melatih siswa agar bekerja dengan baik dan efisien
dari hal yang paling penting dari kegiatan
PRAKERIN.
1.2 Tujuan penulisan Laporan Prakerin
Salah satu tujuan dari pembuatan laporan PRAKERIN
adalah memenuhi tugas dan melengkapi persyaratan untuk
menempuh Ujian Akhir Sekolah dan Ujian Akhir Nasional.
Masih banyak lagi tujuan dari pembuatan laporan
PRAKERIN , diantaranya adalah :
1. Penulis lebih dapat mengetahui dan memantapkan
tentang keahlian yang sedang dipelajari dalam
praktek maupun dalam penyampaian materi .
2. Mengumpulkan data guna kepentingan sekolah umumnya
dan kepentingan siswa khususnya
3. Menambah perbendaharaan perpustakaan sekolah dan
menjunjung kemampuan siswa tahun diklat
berikutnya.
4. Penulis mampu menyelesaikan masalah sesuai
kejuruan masing-masing.
5. Meningkatkan kemampuan siswa dalam berkreatifitas
dalam penyusunan
6. kalimat yang baik dan benar.
7. Sebagai referensi bagi pembaca dan menambah
pengetahuan.
BAB II
URAIAN UMUM
A. Sejarah berdirinya Bengkel
Unit produksi UP 2006 secara resmi berdiri pada awal
juni 2006 , yang diprakarsai oleh ketua program Tehnik
Pemesinan pada saat itu yaitu Bapak Tri Gunarso, S.Pd.
unit produksi sampai saat ini untuk lokasi dan alat yang
digunakan masih menyatu dengan bengkel pemesinan SMK
NEGERI 2 Wonogiri.
UP 2006 merupakan jenis usaha program tehnik pemesinan
yang berorientasi pada sarana pendidikan kewirausahaan
serta kedepannya diharapkan dapat memberikan kemakmuran
dan kemaslahatan warga sekolah dengan bidang usaha yaitu
melayani jasa konstruksi, pengelasan maupun rekayasa
tekhnologi tepat guna.
Pada awal berdiri, “UP 2006” memanfaatkan hasil tugas
akhir program tekhnik pemesinan sebagai modal awal yaitu
dengan cara menjual produk-produk tersebut kepada pihak-
pihak yang membutuhkan.
Hingga saat ini “UP 2006” telah berhasil menjalin
kerjasama dengan beberapa instansi pemerintah, swasta
maupun industri kecil/UKM, misalnya dengan beberapa
SD/SMP/SMA/SMK di lingkungan kabupaten Wonogiri, ATMI
Surakarta, dan yang lainnya.
B. Daerah Lokasi Bengkel/ Institusi
Jl. Raya Wonogiri-Ngadirojo KM 3
4
3
1
Gambar 1.1 Daerah Lokasi Bengkel
Keterangan :
1.SMK Negeri 2 Wonogiri
2.DPU Wonogiri
3.AKBID Wonogiri
4.STM Gajah Mungkur
C. Struktur Organisasi
STRUKTUR UNIT PRODUKSI “UP 2006”
3
2
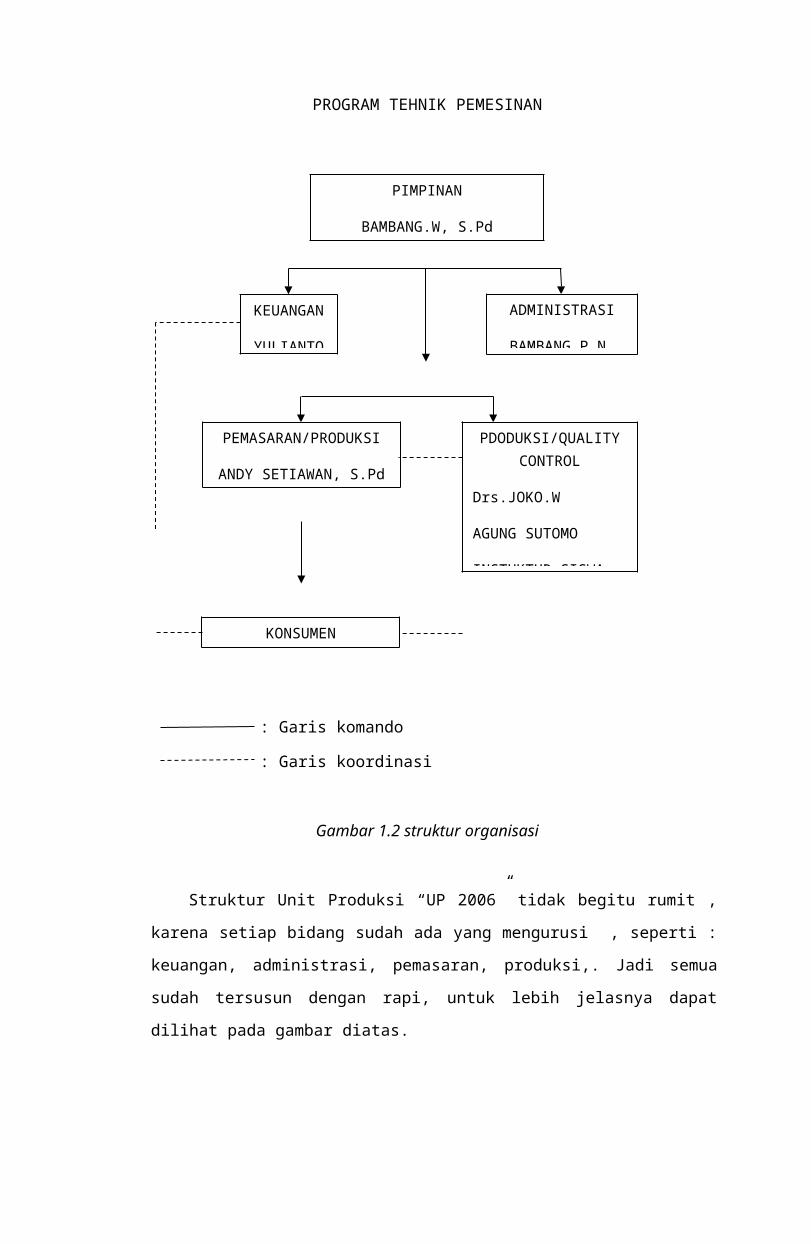
PROGRAM TEHNIK PEMESINAN
: Garis komando
: Garis koordinasi
Gambar 1.2 struktur organisasi
Struktur Unit Produksi “UP 2006” tidak begitu rumit ,
karena setiap bidang sudah ada yang mengurusi , seperti :
keuangan, administrasi, pemasaran, produksi,. Jadi semua
sudah tersusun dengan rapi, untuk lebih jelasnya dapat
dilihat pada gambar diatas.
PIMPINAN
BAMBANG.W, S.Pd
KEUANGAN
YULIANTO
ADMINISTRASI
BAMBANG P.N,
PDODUKSI/QUALITYCONTROL
Drs.JOKO.W
AGUNG SUTOMO
INSTUKTUR SISWA
PEMASARAN/PRODUKSI
ANDY SETIAWAN, S.Pd
KONSUMEN
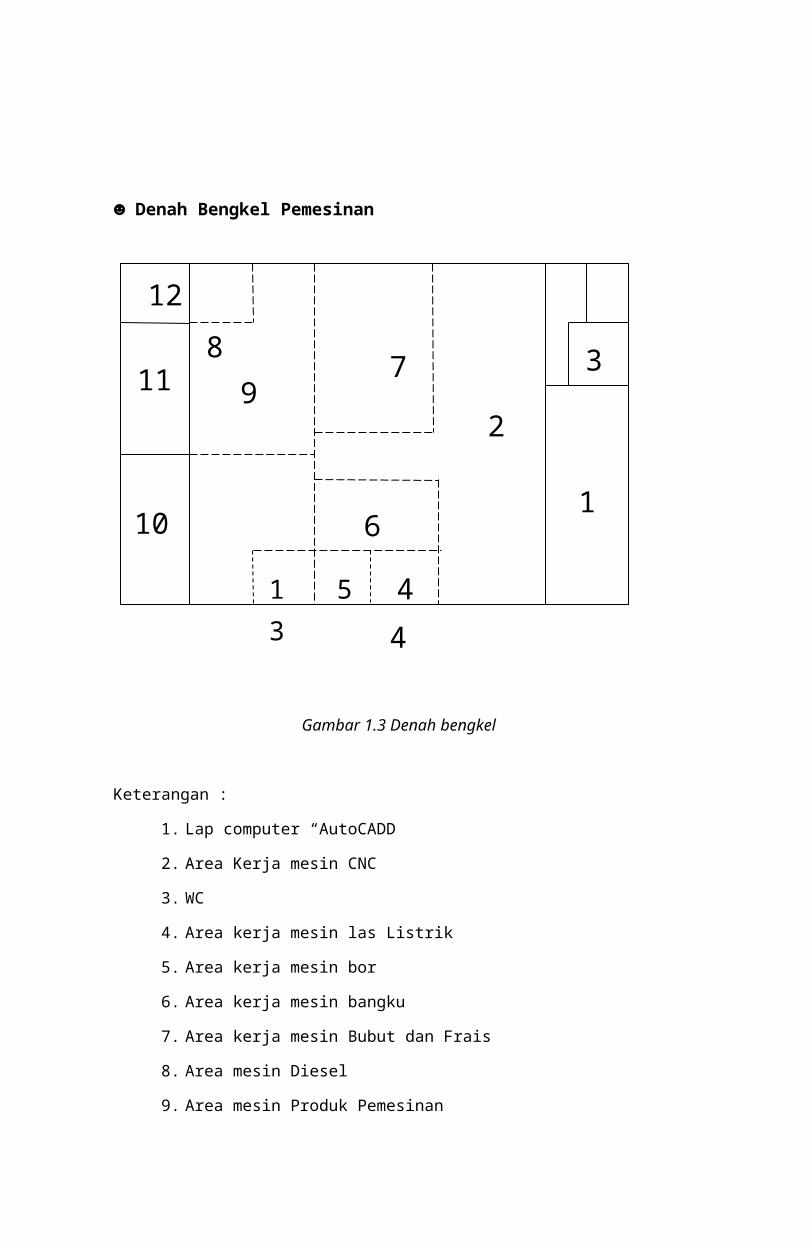
☻ Denah Bengkel Pemesinan
Gambar 1.3 Denah bengkel
Keterangan :
1. Lap computer “AutoCADD
2. Area Kerja mesin CNC
3. WC
4. Area kerja mesin las Listrik
5. Area kerja mesin bor
6. Area kerja mesin bangku
7. Area kerja mesin Bubut dan Frais
8. Area mesin Diesel
9. Area mesin Produk Pemesinan
4
12
11
10
89
7
6
513
3
1
2
4
10. Gudang
11. Ruang instruktur
12. Ruang alat
13. Area mesin Gerenda Meja
D. Disiplin Kerja
Di bengkel Pemesinan “UP 2006” memiliki aturan sangat
ketat, misalnya datang 10 menit sebelum praktek dimulai,
untuk meninggalkan bengkel harus memiliki ijin atau harus
sepengetahuan guru pembimbing, kedisiplinan yang lain:
1. Wajib mengenakan seragam yang ditentukan.
2. Bersepatu.
3. Dikerjakan sungguh-sungguh.
4. Selesai tepat waktu.
E. Pemeliharaan Alat dan Lingkungan Kerja
Untuk pemeliharaan alat dibengkel Pemesinan “UP 2006”
tidak begitu sulit, karena peralatan yang digunakan
sudahdisediakan tempat masing-masing, jadi dalam
pengambilan alat tidak terjadi kebingungan.
Diantaranya adalah :
1. Dalam pengunaan alat kerja harus dikembalikan pada
tempat semula.
2. Membersihkan ruang praktek sesudah digunakan.
3. Mengunakan alat kerja sesuai standarnya.
F. Keselamatan Kerja dan Lingkungan Hidup
Dalam keselamatan kerja sangat diperhatikan , untuk
mesin las listrik disediakan kedok las dan sarung tangan,
dan masih banyak lagi karena setiap mesin sudah disediakan
alat keselamatan kerja sendiri-sendiri. Tidak lupa setiap
praktek wearpack.
Untuk lingkungan hidup dibengkel pemesinan “UP 2006”
sudah begitu terjaga karena setiap limbah yang dihasilkan
dalam proses pembuatan produk sudah diberikan tempat
tersendiri untuk material sisa. Sehingga jika sudah
banyak dapat dijual kembali pada penampungan barang bekas.
BAB IV
PENUTUP
A. Kesimpulan
Kegiatan prakerin dilaksanakan selama 2 bulan yang
disengelarakan oleh pihak sekolah merupakan kegiatan wajib
dilaksanakan oleh setiap siswa, oleh karena itu penulis
melaksanakan kegiatan tersebut dibengkel SMK Negeri 2
Wonogiri. Pentingnya kegiatan ini penulis melaksanakan
dengan sungguh-sungguh dan berusaha semaksimal mungkin
sesuai dengan apa yang diharapkan pihak sekolah.
Dengan adanya kegiatan tersebut , kesimpulan yang
dapat diambil:
1. Siswa dapat meningkatkan dan memperluas pengetahuan.
2. Menambah pengalaman dan keterampilan untuk bekal
sekolah maupun bekal memasuki dunia industry.
3. Membentuk siswa yang mandiri, disiplin dan bertanggung
jawab dalam bekerja.
4. Dapat mengembangkan keterampilan yang diterima saatr
melakukan prakerin.
5. Membentuk siswa untuk bekerja secara professional.
B. Saran-saran
1. Saran untuk sekolah
a) Sekolah seharusnya melakukan program prakerin
untuk kelas 1 naik ketingkat 2, didasarkan untuk
bekal siswa dalam melakukan praktek dikelas 2,
agar mengetahui pekerjaan dasar dalam kompetensi
prakerin.
b) Sekolah seharusnya melakukan monitoring dengan
sebaik mungkin.
2. Saran untuk bengkel pemesinan SMK Negeri 2 Wonogiri
a) Selalu mengutamakan disiplin bagi siswa.
b) Seharusnya memberi pelatihan untuk siswa yang
melakukan prakerin sampai faham.
c) Mengajarkan kepada siswa untuk selalu menjaga
kebersihan bengkel dan lingkungan darah bengkel.
BAB III
URAIAN KHUSUS
A. Judul Pekerjaan
Membuat mesin pencacah
B. Landasan Teori
Mengelas adalah melakukan penyambungan dua buah logam
atau lebih dengan mengunakan energy panas sehingga dapat
mencairkan bahan dasar yang disambung dan kawat las
sebagai bahan tambah.
Jika las listrik dilihat dari sumber panasnya, terjadi
karena adanya busur listrik pada ujung elektroda dan benda
kerja sehingga menghasilkan bunga las yang dapat meleleh.
Adapun matri dalam las listrik maupun rincianya yaitu :
1. Peralatan las listrik
a. Generator
b. Kabel / penghantar
c. Penjepit elektroda dan penjepit massa
d. Alat bantu berupa
Palu terak
Sikat terak
Pemegang benda kerja
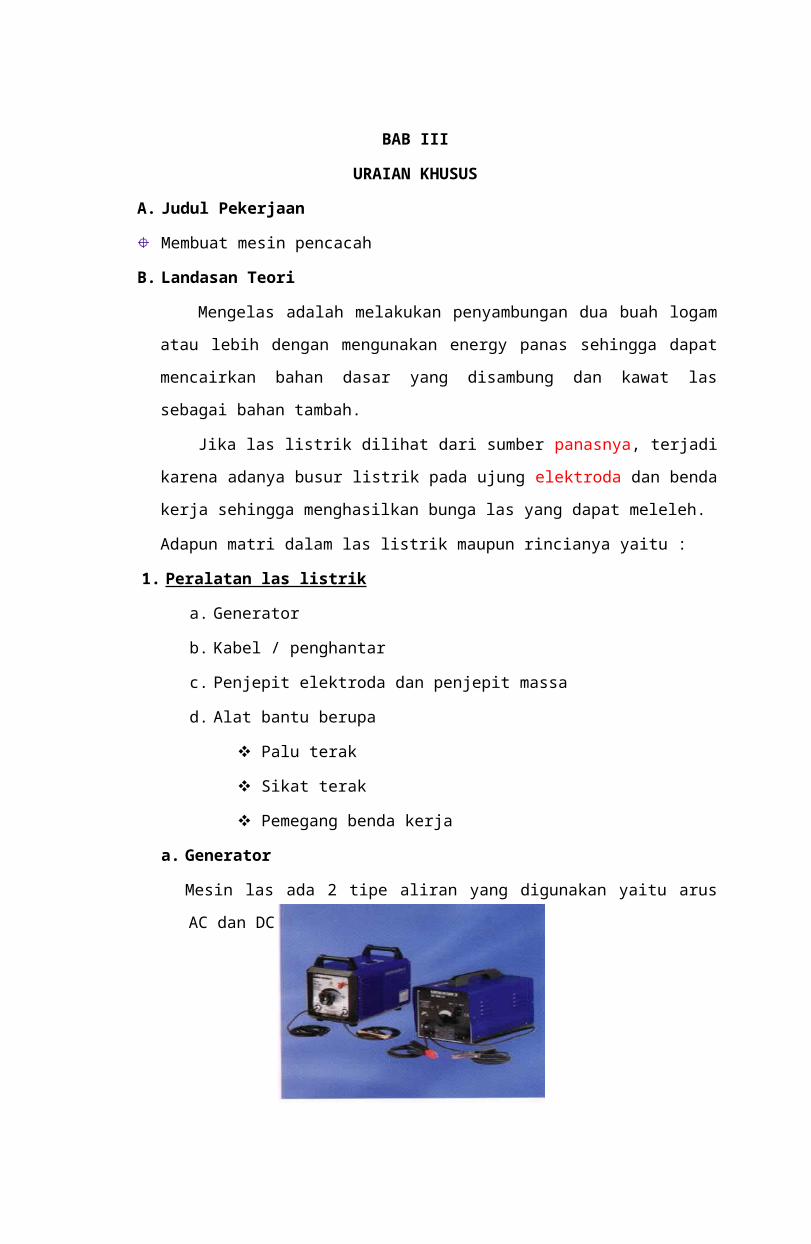
a. Generator
Mesin las ada 2 tipe aliran yang digunakan yaitu arus
AC dan DC.
Gambar 2.1 generator
a) Pesawat las arus AC yaitu :
Pesawat ini biasanya digunakan karena harga dan
operasionalnya lebih murah dan memiliki kapasitas
hingga 500 A dengan trafo 36 Volt-70 Volt.
b) Pesawat las arus DC yaitu :
Mesin las yang dilengkapi dengan penyearah arus
listrik. Las DC polaritasnya dapat dibedakan menjadi
2 yaitu :
1. Polaritas balik : Kabel elektroda dihubungkan
dengan kutub positif massa dengan kutup negatif.
Hal ini menimbulkan panas 2/3 elektroda dan 1/3
pada benda kerja.
2. Polaritas lurus : kabel elektroda dihubungkan
dengan kutub negatif dan kabel massa dengan kutub
positif. Panas yang dihasilkan 1/3 pada elektroda
dan 2/3 pada benda kerja.
c) Cara menyalakan busur las
Untuk menyalakan busur las harus melihat jenis
pesawat yang akan digunakan yaitu :
1) Pesawat AC
Dengan cara menggoreskan ujung elektroda pada
permukaan benda kerja yang akan dilas seperti
menyalakan korek api, bila nyala busur sudah jadi,
pertahankan nyala tersebut untuk pengelasan.
2) Pesawat las DC
Dengan cara menyentuhkan ujung elektroda pada
permukaan benda kerja secara tegak lurus. Bila
sudah menyala angkat setinggi elektroda. Bila
pengelasan belum selesai, sementara elektroda
sudah habis, maka elektroda harus digantikan dan
busur las dinyalakan lagi dengan cara sebagai
berikut:
Jalur las dibersihkan dari terak las.
Nyalakan busur las +- 10 mm dari jalur las
tadi.
Setelah busur las menyala dengan cepat
budur las ditarik ke belakang di tempat
busur las berhenti.
Lanjutkan pengelasan sampai pengelasan
yang diinginkan.
b. Kabel las
Kabel las terdiri dari 3 yaitu :
1) Kabel tenaga : menghubungkan mesin dengan sumber
listrik
Pemilihan kabel tenaga yang digunakan untuk
menginstal disesuaikan dengan bebannya (trafo lasnya)
berupa ampere dan tegangan input trafo las.
Hal ini menyangkut ukuran kawat, panjang kabel, dan
jenis kawatnya,
Selanjutnya dalam menginstal harud kuat dan tidak
mudah lepas, sehingga alur listrik dapat mengalir
maksimal.
2) Kabel elektroda : dihubungkan pada elektroda.
3) Kabel massa : dihubungkan pada benda kerja.
Kabel elektroda dan kabel massa harus mengunakan
kabel serabut sehingga lentur serta dengan ukuran yang
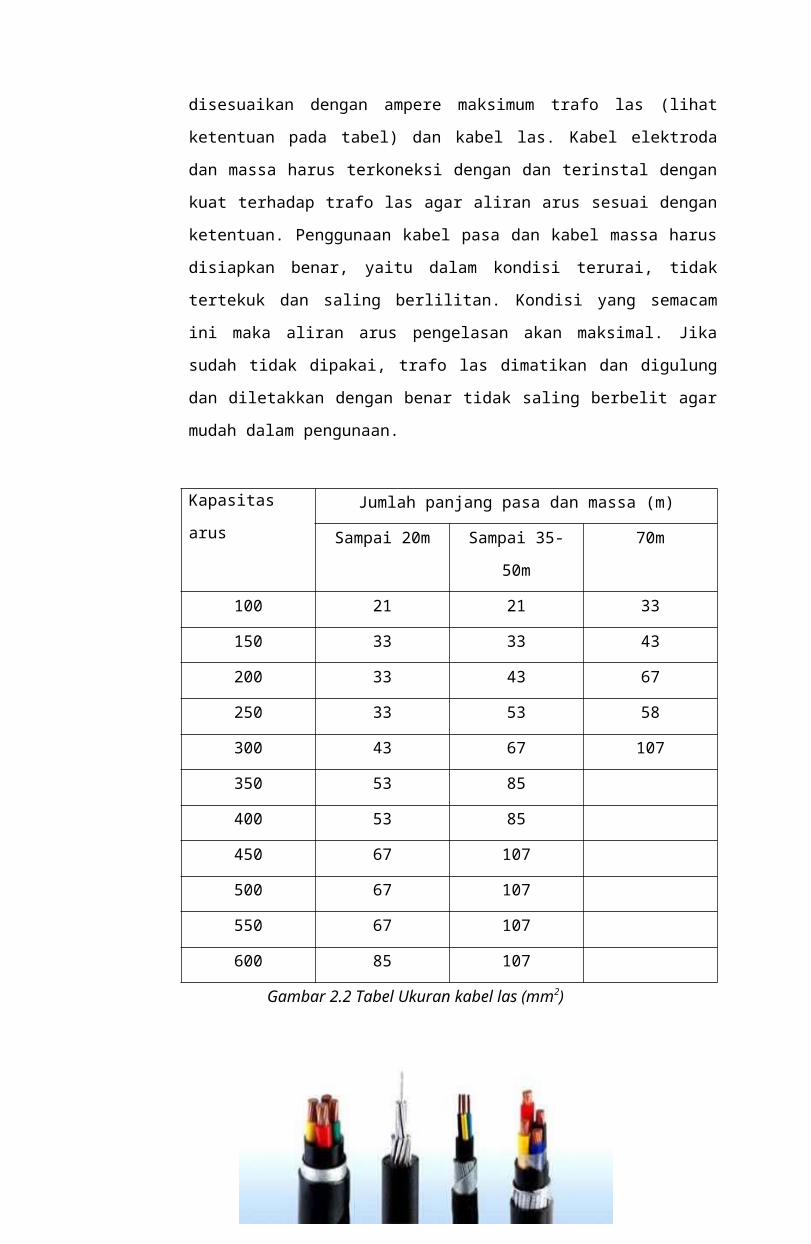
disesuaikan dengan ampere maksimum trafo las (lihat
ketentuan pada tabel) dan kabel las. Kabel elektroda
dan massa harus terkoneksi dengan dan terinstal dengan
kuat terhadap trafo las agar aliran arus sesuai dengan
ketentuan. Penggunaan kabel pasa dan kabel massa harus
disiapkan benar, yaitu dalam kondisi terurai, tidak
tertekuk dan saling berlilitan. Kondisi yang semacam
ini maka aliran arus pengelasan akan maksimal. Jika
sudah tidak dipakai, trafo las dimatikan dan digulung
dan diletakkan dengan benar tidak saling berbelit agar
mudah dalam pengunaan.
Kapasitas
arusJumlah panjang pasa dan massa (m)
Sampai 20m Sampai 35-
50m
70m
100 21 21 33
150 33 33 43
200 33 43 67
250 33 53 58
300 43 67 107
350 53 85
400 53 85
450 67 107
500 67 107
550 67 107
600 85 107
Gambar 2.2 Tabel Ukuran kabel las (mm2)
Gambar 2.3 kabel las
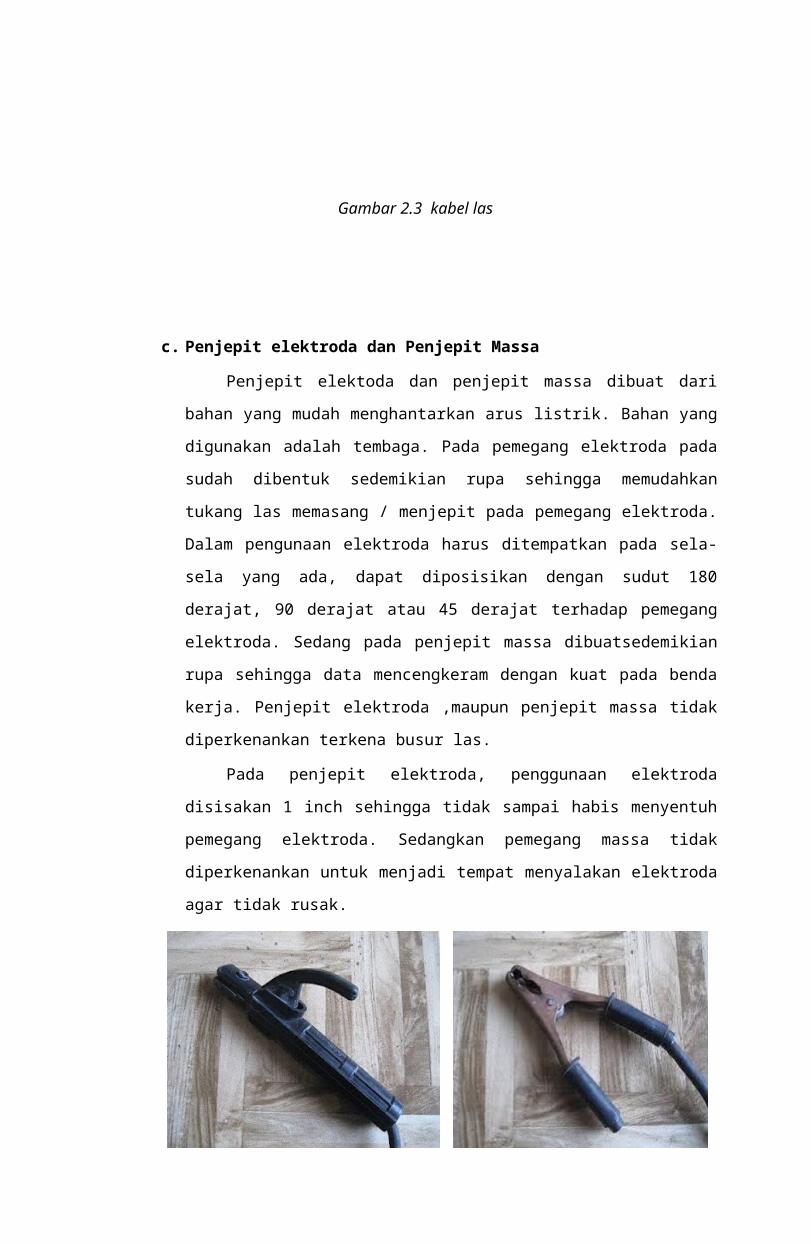
c. Penjepit elektroda dan Penjepit Massa
Penjepit elektoda dan penjepit massa dibuat dari
bahan yang mudah menghantarkan arus listrik. Bahan yang
digunakan adalah tembaga. Pada pemegang elektroda pada
sudah dibentuk sedemikian rupa sehingga memudahkan
tukang las memasang / menjepit pada pemegang elektroda.
Dalam pengunaan elektroda harus ditempatkan pada sela-
sela yang ada, dapat diposisikan dengan sudut 180
derajat, 90 derajat atau 45 derajat terhadap pemegang
elektroda. Sedang pada penjepit massa dibuatsedemikian
rupa sehingga data mencengkeram dengan kuat pada benda
kerja. Penjepit elektroda ,maupun penjepit massa tidak
diperkenankan terkena busur las.
Pada penjepit elektroda, penggunaan elektroda
disisakan 1 inch sehingga tidak sampai habis menyentuh
pemegang elektroda. Sedangkan pemegang massa tidak
diperkenankan untuk menjadi tempat menyalakan elektroda
agar tidak rusak.
Gambar 2.4 Penjepit elektroda Gambar 2.5 penjepit massa
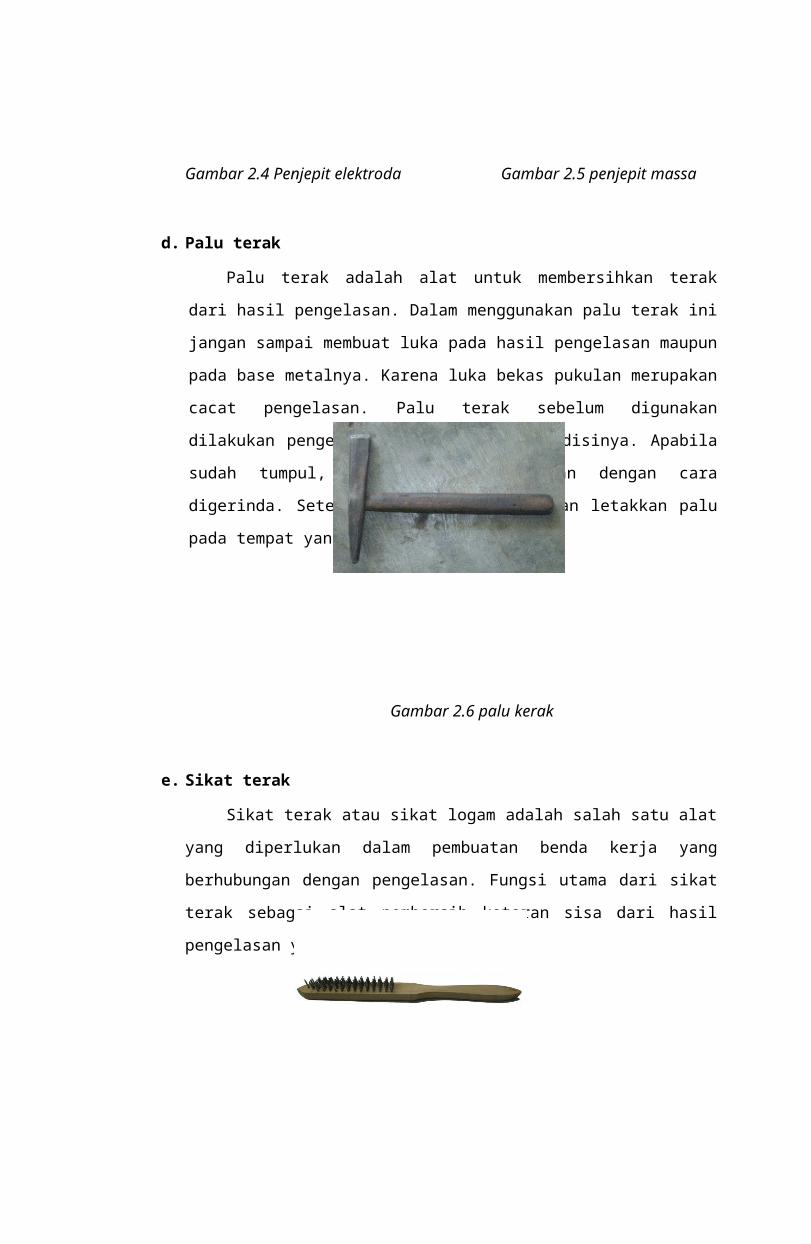
d. Palu terak
Palu terak adalah alat untuk membersihkan terak
dari hasil pengelasan. Dalam menggunakan palu terak ini
jangan sampai membuat luka pada hasil pengelasan maupun
pada base metalnya. Karena luka bekas pukulan merupakan
cacat pengelasan. Palu terak sebelum digunakan
dilakukan pengecakan ketajaman dan kondisinya. Apabila
sudah tumpul, maka harus ditajamkan dengan cara
digerinda. Setelah selesainya penggunaan letakkan palu
pada tempat yang sudah disediakan.
Gambar 2.6 palu kerak
e. Sikat terak
Sikat terak atau sikat logam adalah salah satu alat
yang diperlukan dalam pembuatan benda kerja yang
berhubungan dengan pengelasan. Fungsi utama dari sikat
terak sebagai alat pembersih kotoran sisa dari hasil
pengelasan yang masih menempel.

Gambar 2.7 sikat terak
f. Pemegang benda kerja
Pemegang benda kerja adalah semacam tang yang
biasanya digunakan untuk pemegangan benda kerja sesudah
dalam pengelasan.
Gambar 2.8 pemegang benda kerja
2. Alat kerja keselamatan las
a. Topeng las
Fungsi dari topeng las adalah :
1. Melindungi mata dari sinar las
2. Melindungi wajah dari panas yang dihasailkan dari
pengelasan
3. Melindungi wajah dari percikan bung alas
b. Sarung tangan las
Dalam pengelasan untuk melindungi tangan dari
panas yang timbul yaitu sarung tangan khusus untuk
las. Bahan sarung tangan terbuat dari asbes yang lunak
sehingga memudahkan dalam pemegangan benda kerja.
Gambar 2.8 sarung tangan las
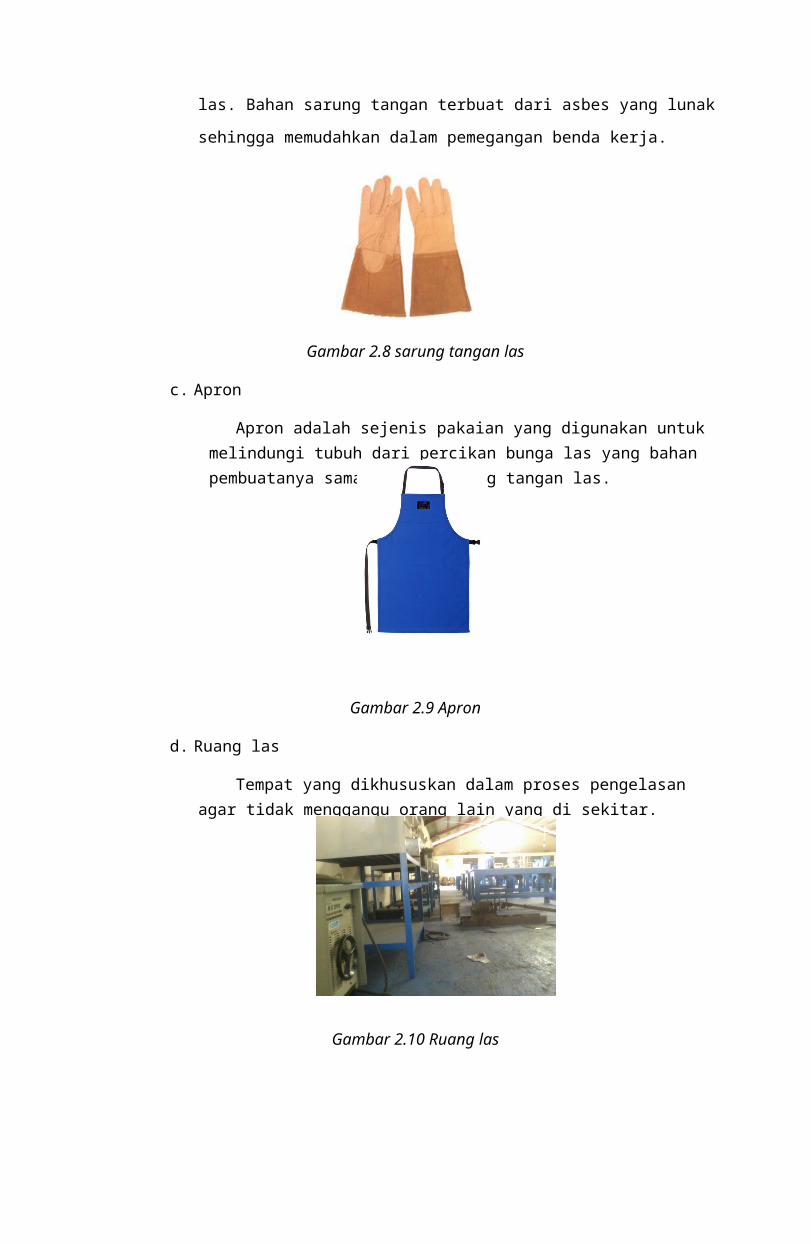
c. Apron
Apron adalah sejenis pakaian yang digunakan untuk melindungi tubuh dari percikan bunga las yang bahan pembuatanya sama dengan sarung tangan las.
Gambar 2.9 Apron
d. Ruang las
Tempat yang dikhususkan dalam proses pengelasan agar tidak menggangu orang lain yang di sekitar.
Gambar 2.10 Ruang las
e. Masker
Alat yang digunakan sebagai pelindung hidung agar terhindar dari ganguan pernafasan akibat pengelasan.
Gambar 2.11 Masker
f. Sepatu las
sepatu yang terbuat dari kulit pada ujungnyaterdapat logam pelindung dengan kapasitas 2ton. sepatuini akan melindungi juru las dari sengatan listrik,kejatuhan benda, benda-benda yang panas dan benda-benda yang tajam.
3. Elektroda
Related Documents











