1 General Provisions 1.1 Purpose The purpose of this standard is to ensure the smooth execution of the activities of related department/division by stipulating basic requirements regarding production preparation. 1.2 Scope This standard applies to the production preparation activities of New products/ parts (including the Optional parts) at a factory from the planning stage to the early phase of mass production. However, items which can be ommited in the course of production preparation, taking necessity into consideration, can be omitted at the discretion of Chief Quality Officer (CQO) of HMSI. This standard includes the requirements of following clause of ISO 9001:2015 standard: 8.2.3, 8.4, 8.5 and shall be followed by related departments/divisions. 1.3 Terms The terms and definitions used in this standard are as follows. Note: This is an electronically generated document and need not to be signed. 31-03-2021 Maqdoom Ali Manpreet Kohli Prashant Supare Prepared By Date of Issue Checked By Approved By L Section 2W 07010 LS 03 No. HMSI Quality Standard Title: Production Preparation Standard Page 1 of 18 2 Term Definition New Model A product such as completed vehicle, knock down (CKD/KD), which includes exclusive part(s) along with common parts, which goes through the process of production preparation. A product / part that differs in their characteristics from existing product. The new product may be completed vehicle, parts of vehicle, service parts etc. New Product / Part 1 Parts which are being used in existing product and having mass production drawing / number. Common part / product 5 An abbrevaation of Completely Knock Down. Export / import of the parts of complete vehicle to/from an oversea respectively, to assembly facility where they are assembled into a completed vehicle. CKD 3 4 An abbrevaation of Complete Build Unit. CBU The Parts, require development due to change in design, material, internal assembly structure (child parts), color, etc., and have Proto Drawing, not used in HMSI Mass Production. Exclusive parts 6 9 A department/division that is directly involved in manufacturing ( molding, processing & assembly, etc.). Manufacturing Section 8 Limit Sample An assembly drawing prepared by In-house department and issued to supplier/other In-house department in order to specify control items, etc. to properly maintain assembly procedure and quality. Offloading Drawing 14 A sample of parts which demonstrates quality limits for conformance or nonconformance. A collective term for department/division that conducts production preparation activities in accordance with the manufacturing control plan. However, the Certification & Regulation division is excluded) Production Section 7 A collective term for departments/divisions that conduct following inspections in accordance with HMSI QS [Inspection Control Standard]. Receiving inspection- Interprocess inspection - Completion inspection. Inspection Section 10 MTP An abbreviation for Manufacturing Technical Proposal. A proposal of requirements made to Design and Development of Monozukuri Center Co. Ltd. (hereinafter referred to as"Design / Development Department") for proper manufacturing when the head of a section decides that a model description, design concept, etc., according to the evaluation of which, may affect the capital investment, productivity, quality (including past defects, etc.), etc. when drawing is not released. 13 11 Set-up parts Anything which falls under any of the following: Parts that are packaged without being assembled on the assembly line. Part that disassemble a part of the vehicel on the packaging line, wrap it, and fixit to the finished vehicle. Parts to be packaged in the same packaging case as the finished vehicle Set-up Manual Unpacked locally: A manual that describes the setup work from the packed state to the complete vehicle inspection completed state. 12

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1 General Provisions
1.1 Purpose
The purpose of this standard is to ensure the smooth execution of the activities of related department/division by
stipulating basic requirements regarding production preparation.
1.2 Scope
This standard applies to the production preparation activities of New products/ parts (including the Optional parts) at a
factory from the planning stage to the early phase of mass production.
However, items which can be ommited in the course of production preparation, taking necessity into
consideration, can be omitted at the discretion of Chief Quality Officer (CQO) of HMSI.
This standard includes the requirements of following clause of ISO 9001:2015 standard: 8.2.3, 8.4, 8.5
and shall be followed by related departments/divisions.
1.3 Terms
The terms and definitions used in this standard are as follows.
Note: This is an electronically generated document and need not to be signed.
31-03-2021Maqdoom Ali Manpreet Kohli Prashant Supare
Prepared By Date of IssueChecked By Approved By
L Section
2W 07010 LS 03
No.
HMSI Quality Standard
Title: Production Preparation Standard Page 1 of 18
2
Term Definition
New Model
A product such as completed vehicle, knock down (CKD/KD), which includes
exclusive part(s) along with common parts, which goes through the process of
production preparation.
A product / part that differs in their characteristics from existing product. The new
product may be completed vehicle, parts of vehicle, service parts etc.New Product / Part1
Parts which are being used in existing product and having mass production
drawing / number.
Common part /
product5
An abbrevaation of Completely Knock Down.
Export / import of the parts of complete vehicle to/from an oversea respectively, to
assembly facility where they are assembled into a completed vehicle.
CKD3
4 An abbrevaation of Complete Build Unit.CBU
The Parts, require development due to change in design, material, internal
assembly structure (child parts), color, etc., and have Proto Drawing, not used in
HMSI Mass Production.
Exclusive parts6
9
A department/division that is directly involved in manufacturing ( molding,
processing & assembly, etc.).
Manufacturing
Section8
Limit Sample
An assembly drawing prepared by In-house department and issued to
supplier/other In-house department in order to specify control items, etc. to
properly maintain assembly procedure and quality.
Offloading
Drawing14
A sample of parts which demonstrates quality limits for conformance or
nonconformance.
A collective term for department/division that conducts production preparation
activities in accordance with the manufacturing control plan.
However, the Certification & Regulation division is excluded)
Production Section7
A collective term for departments/divisions that conduct following inspections in
accordance with HMSI QS [Inspection Control Standard].
Receiving inspection- Interprocess inspection - Completion inspection.
Inspection Section
10 MTP
An abbreviation for Manufacturing Technical Proposal. A proposal of requirements
made to Design and Development of Monozukuri Center Co. Ltd. (hereinafter
referred to as"Design / Development Department") for proper manufacturing
when the head of a section decides that a model description, design concept, etc.,
according to the evaluation of which, may affect the capital investment,
productivity, quality (including past defects, etc.), etc. when drawing is not
released.
13
11 Set-up parts
Anything which falls under any of the following:
Parts that are packaged without being assembled on the assembly line.
Part that disassemble a part of the vehicel on the packaging line, wrap it, and fixit
to the finished vehicle.
Parts to be packaged in the same packaging case as the finished vehicle
Set-up Manual
Unpacked locally:
A manual that describes the setup work from the packed state to the complete
vehicle inspection completed state.
12

2. Local Rule (System)
2.1 Management Framework
2.1.1 The management system related to production preparation is as follows.
The management system related to Production Preparation of 2 wheelers is in conformity to
Attachment- 1 “Production Preparation System.
2.1.3 The responsible person for each activity listed in “Production Preparation System” is division/department head
of respective activity.
Table 1: Flow Category
Development Standard model in which test on prototype vehicle is required & incorporate
changes Engine new / Frame new -- Or Engine Modification / Frame new Headlight possibly
new, clay model exists
Development Fast model in which test on prototype vehicle is required and incorporate
changes like Engine Modify / Frame Modify, Appearance change (intake/exhaust is included),
clay model exists Headlight (reflector common)
Change Standard model which incorporate changes like appearance no change, Only small
part change and no clay model. No change in Headlight. Development tesing is required.
Change Fast model which incorporate changes like appearance no change, colour and stripe
new Clay Model not there Headlight not changed
Models which incorporate changes like Colour and or stripe change (existing colour),
display change
23 Similar PartsThe parts having difference in specifications however may have similar visual
characteristics.
22 Optional Part
Parts which are design and developed by Honda and are offered to customer, to
add aesthetic value, as an option, moreover not subjected to
Regulation/Homologation
SED
L Section
2W 07010 LS 03
2 of 18
No. Term Definition
HMSI Quality Standard
Title: Production Preparation Standard Page
S Flow
Hinanhyo
15 SEDBQNL
A collecting term relating to :
S -- Sale & Service : section that scale user needs about sale, Service, Marketing
strategy based on which model will be developed.
E -- Production: section that identifies the requirements of Tooling's, equipment,
die, etc. for MP and Dan-Kaku vehicles in factory and investment. , cost and quality
requirements to perform the same.
D -- Development: section that designs the product as per the sales and
engineering specification requirements. It makes a DWG by performing
research and finalizes the specification of product as per engineering
requirements
B -- Purchase : section that develops the parts as per dwgs. and
specifications and also receives cost quotations from suppliers.
Q -- Quality : verifies and does the Quality assurance of new products.
N -- Certification & Regulation : section that ensure that the products fully
comply with applicable laws and regulations.
L -- Section that is envolved in Handling,transportation & Storage of
parts/products, production control, specification control activity.
17
Large Project Leader/ Large Engineering Project Leader/ Large Engineering Quality
Project Leader / Engineering Project Leader / Engineering Quality Project Leader /
Project leader
LPL L-EPL/ L-EQPL/
EPL/ EQPL/ PL16
19
The establishment of COP primary operation control items/control criteria for each
destination. Herein after, "COP management standard" is refered as CMS.
An abbreviation for "Conformity of Production". The presence of a sufficiently
effective quality control system and continuous production so that mass-produced
vehicles confirm to regulations.
COP
CMS
20
CF Flow
18
21
SED committee is the final authority to judge the Concepts, Investment, Cost and
changes related to New Models.
An external origin document used during new model development stages, intended
for the purpose of recording problems and propose countermeasure with respect to
change in specification / part / drawing / process.
A06/07 New Technology & Function / New Process & Manufacturing techniques item.
DS Flow
DF Flow
CS1 Flow
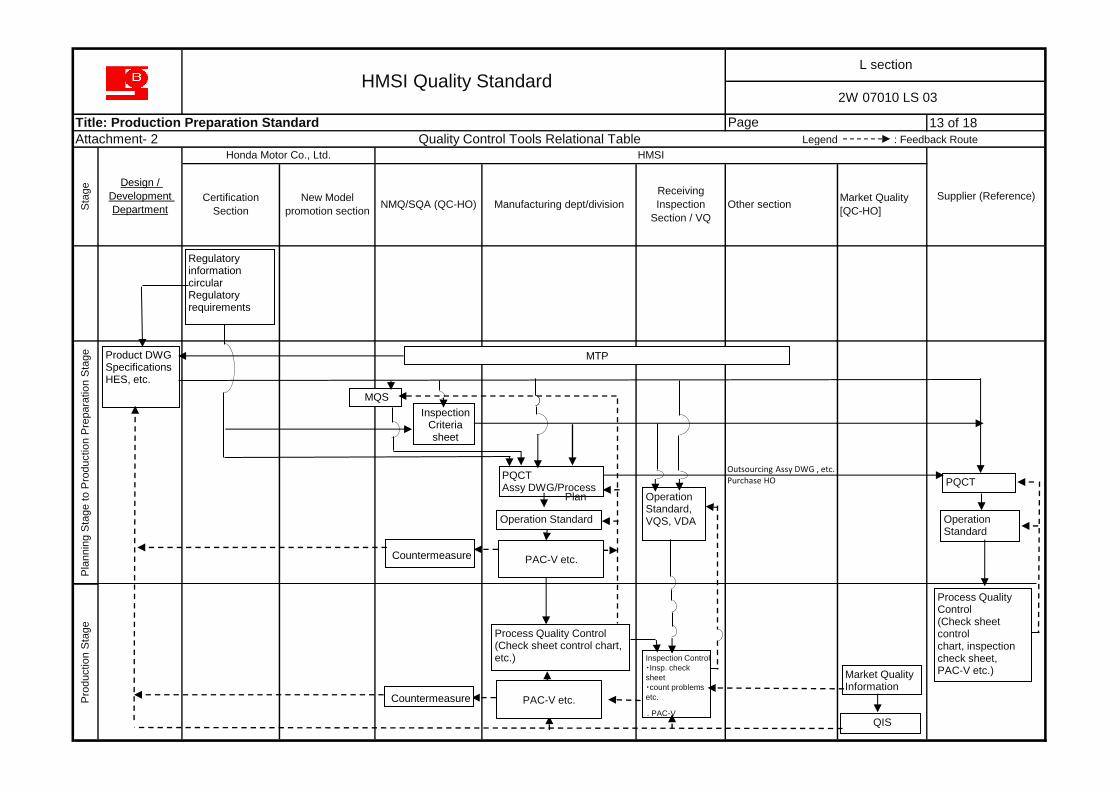
2.2 Quality Control Tools Relational Table
Relation among the primary quality control tools (operation control standards) in production preparation is in
conformity to Attachment-2 “Quality Control Tools Relational Table”.
2.3 Roles and Responsibilities
2.3.1 Basic roles and responsibilities of the related department/division regarding production preparation
are as follows.
1) E-LPL: For New Model start up, E-LPL is the overall person in charge for EPL and other related divisions.
Also sets directions/strategies for Q,C,D targets with SEDBQNL team.
2) EPL: 1) For New Model start up, EPL is the person in charge for E side [as fixed by New Model Division]
and other related divisions,
EPL is the In-charge for achieving the new model development wrt MSQCD targets
[e.g. : Makes action plan with the team to achieve quality, cost, volume, Line-up model and schedule etc.]
2) Prior to specification documents issuance by Design & Development Department of MONOZUKURI
Centre Co. Ltd (herein after to be referred as Design / Development Department),
3) C&R Division of the New Model Operation HMSI provides information on the date of certification, methods to
obtain certification of the subject regulation requirements, etc., types, certified values, etc. to related
departments/divisions in accordance with the plan for acquisition of certification.
4) Production section organizes a production system that facilitates maintaining quality, production volume,
delivery date, cost, etc. of a new product properly in accordance with the development instruction provided by EPL
5) Project leader as a window person of related department/division, based on instruction of EPL and based
on his/her prior study ensure MSQCD for his department/division wrt the New Model [i.e. Person in-charge of
concerned department/division ensures activities to achieve MSQCD of his department/division in-line with EPL]
6) P-CIQ is overall responsible to ensure COP of completed vehicles.
2.3.2 Issuance of Model Line Up:
After getting approval of Model Line Up from Operation Head of New Model Operation, head of New Model
Division, issues Model Line Up to related Division Head, Operation Head & Deputy Director of EBQ functions
through e-mail as a top secret document with password protection & confidentiality mark.
3 Planning Stage (Past C-Phase to Prior G Phase)
3.1 Role Assignment for Production Preparation
3.1.1 The Project Leader of respective department/devision receives development instructions for new products
(including model concept, flow category [refer below table], development purpose, destination country
regulation, products with minor changes, etc.) from New Model Development division [ EPL] [ Via A00-0,
or Development Request sheet or Line-up or email ..etc.].
Note: For DS or DF flow models, if PP2 Judgement meeting is required, EPL shall inform the schedule
to related departments/divisions and coordinates for the activities completion accordingly.
Please refer HMSI QS Production preparation standard (Q section) Attachment-19 "PP2 Judgement
Meeting guidelines"
3.1.2 Each Project Leader at the planning stage based on the Image sketch, spec sheet (Refer 3.3) for a
new product proposes the requests & gets it implemented in the spec. Production System is established
which can maintain appropriate Quality, Production volume, delivery time, cost etc. of a new product in
production preparation stage based on manufacturing drawing, spec sheet etc. from design &
development phase.
3.2 Establishment of Project Team and Confirmation of New Model’s Description
3.2.1 The head of respective division appoints the project leader (Here in after referred as PL) following the
establishment of the SEDBQNL integrated project team to develop, produce and sell new products and
the assignment of the roles, etc. set forth in Article 3.1 in accordance with the directions by the EPL.
Project Leader joins the meeting called by EPL for fixing Factory (1F/2F/3F/4F) location & Production
line along with Sales, Purchase & Production Control department/division.
3.2.2 The New model development division (EPL) conveys the information on the model
description and the design concept issued by Design / Development Department in accordance with the
development instruction and the information on conformity to new regulations set out by the C&R Division
to the concerned Project Leaders. Related Project Leader then confirm characteristics,
productivity, etc. of the new products based on the information.
KMO issues "Prototype spec. notice conformity check sheet" to EPL and thereafter EPL confirms the
implementation event to KMO.
Title: Production Preparation Standard Page 3 of 18
HMSI Quality StandardL Section
2W 07010 LS 03

3.3.4 New model Investment approval -->
1) After Kick off, If any new Investment is required then approval is taken from Evaluator, in "E-G Evaluation".
2) New Model development division acquires approval of Evaluator for investment at the time of Big Parts Die Go.
Approval of evaluator shall be taken in "E-D evaluation".
3) In case of DS Flow models, P & D Evaluations to be done separately and for other flows [DF, CS, CF, S]
Evaluation approval to be taken as below :
3.4 Planning of Target Requirements
3.4.1 The Project Leader formulates target requirements for new product for the respective department/division
(“E-A00 requirements” hereafter).
Note that E-A00 requirements include the following major items:
- Objective (E-A001) - Start-up schedule (E-A009)
- Production Constitution (E-A002) - Influence on other New Model (E-A0010)
- Model Cost (E-A003) - Start-up Expenses (E-A0011)
- Investment (E-A004) - Overseas Procurement parts (E-A0012)
- Manpower (E-A005) - Emphasized Control item (E-A0013)
- IH & BOP Distribution (E-A006) - Action for SOC (E-A0014)
- Production Volume/Depreciation Volume (E-A007) (SOC - Substance of Constraint)
- Quality Assurance [including Limit Sample (E-A008)]
3.4.2 Development Concept Study Meeting
1) Each department / division PL based on the meeting schedule by New Model development division
participates in the development concept study meeting.
2) Each department / division PL identifies the problems based on change point and it is reflected in the
SED A00-0. To fix the methodology for achieving the QCD targets a DEBQNL meeting is coordinated by EPL.
3) For each department / division the content of correlation, the content to acquire certification and tooling
should be included on the basis of correlation with QCD domain idea.
D Control --> Critical part spec fixing, Die Go judgment & MP schedule discussion
4)
3.4.3 Development plan review meeting
1) Each department/division, based on the meeting coordinated by EPL, participates in the development
plan review meeting.
2)
3.5 Initial Drawing Confirmation and Countermeasure Request
3.5.1 The PSC division receives the specification document on the basic specification of the product issued by
Note: Initial Drawing issuance & DCN implementation shall be in accordance with HMSI QS "Specification
Control Standard" - 2W 13010 CS.
3.5.2 The Project leader submits a countermeasure request plan along with Hinanhyo (in the form
referred in attachment-4) to the new model quality division when specification improvement is
deemed as necessary judging from the prototype drawing confirmation results.
Note: For more detail, please refer "Specification change management standard - 2W 13020 CS".
Q Control .--> Result assessment, important theme selection, and its deployment direction correlation of A06 / 7
themes.
C Control --> Overall target cost discussion & region wise (IH BOP, Overseas procurement, EFCD) target
allocation Whole target cost correlation and domain (internal and external manufacturing, Overseas procurement,
EFCD) target allocation
Design / Development Department (hereinafter to be referred as “Initial drawing") and issues it to the related
department/division.
HMSI Quality StandardL Section
2W 07010 LS 03
SDEBQNL team incorporate the previously discussed QCD requirements for target in A00-0.
Each department/division proposes the previously selected Overseas procurement parts, Big/Medium parts, MQS
applicable parts, E-critical theme parts in meeting. Based on the Change point study if there is any concern in
Hinanhyo items, test standards development schedule is discussed.
Title: Production Preparation Standard Page 6 of 18
DF & CS Flow :
Case 1 : If there is Big parts Die Go & investment has to be done then P & D Evaluations shall be done as per the
evaluator's judgement at SED G whether they are to be done separately or together.
Case 2 : If there is no Big parts Die Go & no investment has to be done then P & D Evaluations to be done
together.
CF & S Flow :
- P & D Evaluations to be done together

3.3 Offer of MTP [ Spec Confirmation / Manufacturing Technical Proposal)
3.3.1 The Project Leader offers a proposal of requirements for proper
manufacturing to Design / Development Department via EPL/EQPL when the model description, the design
concept, etc., after the confirmation of which, are deemed to affect manufacturing quality
(including the past problems, etc.), productivity, capital investment, etc.
3.3.2 Each Project Leader derives from its study the result of the characteristic of new product :
Manufacturing Quality / Volume / Cost based on model overview document, Selects Parts for Overseas
Procurement/ Big Parts Die Go/ Medium Parts Die Go & critical E-themes and propose the same
to New Model development division.
3.3.3 Manufacturing department/division investigates the parts offloading proposals based on QCD parameters
according to model overview documents and propose the same to New Model development
division within 22 days after G.
Note: For offloading drawing preparation (Title block), refer HES-A 2003-09
2)
3)
4)
5)
[if no cost benefit, special approval shall be taken by offloading proposing department/division from
Chief production officer (CPO)].
6)
Drawing issuance route shall be in accordance with HMSI QS "Specification Control Standard"
Note:
7)
Offloading of common parts during New development shall also be controlled through above rule.
Offloading proposing department/division shall submit a copy of final approved offloading drawing to related
Receving inspection section or Part offloading receiving In-house section also.
HMSI Quality StandardL Section
2W 07010 LS 03
Title: Production Preparation Standard Page 4 of 18
During transition of new product from development stage to mass production, offloading proposing
department/division shall re-submit the approved offloading drawing to PSC division as per MP transition
DCN.
Note that PSC shall give the acknowledgment for the receipt of approved offloading drawing to the proposing
department/division and further shall issue approved Offloading drawing to all concerned
department/division.
Related divisions of Purchase HO operation (Mass Production Purchase & Supplier Mgmt. operation) shall
issue the approved offloading drawing to related supplier.
Note: 1) Offloading drawing approval authority is with the department head and divison head of related offloading
proposing manufacturing department/division, however offloading drawing has to be reviewed by related
Receiving Inspection section or Part offloading receiving In-house section and feedback to proposing
department/division shall be given by them.
After incorporation of feedback of related Receiving Inspection section or Part offloading receiving In-house
section in offloading drawing (if any), proposing department/division shall submit the offloading proposal to
related division of Purchase HO operation (New Model Purchase & Parts Strategy operation).
Related division of New Model Purchase & Parts Strategy operation shall do the feasibility study for
Offloading proposal and shall give feedback (C&D) to proposing department/division.
On receipt of offloading proposal from proposing department/division, EPL shall finally review Q,C,D aspects
and gives Go-ahead for offloading to proposing department/division.
Offloading shall be done only if Cost benefit is there along with Q&D feasibility.
On receipt of offloading drawing (approval on drawing by division head) from proposing manufacturing
department/division, Production strategy & control division (herein after referred as PSC) shall update BOM.
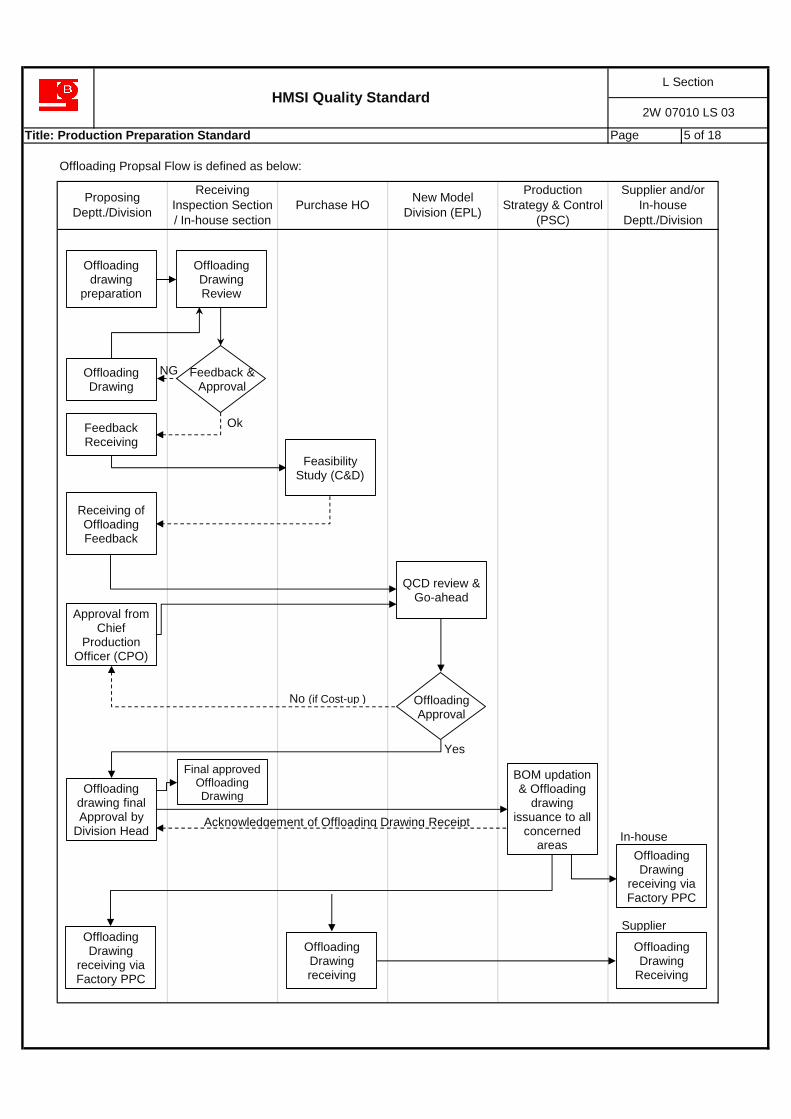
Offloading Propsal Flow is defined as below:
Supplier and/or
In-house
Deptt./Division
HMSI Quality Standard L Section
2W 07010 LS 03
Title: Production Preparation Standard Page 5 of 18
Proposing
Deptt./Division
Receiving
Inspection Section
/ In-house section
Purchase HONew Model
Division (EPL)
Production
Strategy & Control
(PSC)
Offloading drawing
preparation
Offloading Drawing Review
Feedback & Approval
Offloading Drawing
Ok
NG
Feasibility Study (C&D)
Receiving ofOffloading Feedback
No (if Cost-up )
QCD review & Go-ahead
Offloading Approval
Yes
BOM updation& Offloading
drawing issuance to all
concerned areas
Offloading drawing final Approval by
Division Head
Offloading Drawing
receiving via Factory PPC
Acknowledgement of Offloading Drawing Receipt
Offloading Drawing receiving
Offloading Drawing
Receiving
Approval from Chief
Production Officer (CPO)
Offloading Drawing
receiving via Factory PPC
In-house
Supplier
FeedbackReceiving
Final approved Offloading Drawing

3.6 Manufacturing Control Plan Designing
3.6.1 The E new model team designs a manufacturing control plan for across the production department/
division and informs related department/division of the plan.
Note that the manufacturing control plan for across the production department/division shall include
the following major items which are required to be implemented at the production preparation stage in order
to fulfil E-A00 requirements.
1) Implementation Schedule
2) Production arrangement plan
3) Quality assurance plan (including Limit Sample plan)
4) Outsourcing arrangement plan (including quality maturation plan)
5) Proficiency training plan;
6) Investment and cost plan;
7) Cooperation with other facilities, etc.
8) Color panel development (if any)
3.6.2 The PSC division Project Leader determines the volume, delivery time etc. of the new product required by
the related department/division during the production preparation period to establish the production plan
and informs the related department/division of the plan on receipt of input from sales & Marketing operation
E-LPL/EPL.
3.7 Evaluation of Target Requirement By head of the concern department / division
achievement , validates the QCD optimum cost and calculate the part wise investment,expenses and cost.
B) The related Project Leader seeks the approval from Head of department/division to calculated investments
and other cost parameters and submits it to EPL.
C) EPL shall obtain overall E side evaluation. [ for showing One Unit cost ]
3.7.2 Setting of new model operation requirements.
A) Based on study by each department, New Model development division attempts to increase the accuracy of
investment/expense, cost, production capacity, quality assurance activity plan.
B) EPL receives the department evaluations approval sheets and displays results in E-Evaluation.
C) Related department submits the Big parts/Medium parts/Overseas parts list to EPL based on change point and
drawings. EPL discusses with Kss and Design / Development Department and fixes the schedule & plan.
3.8 Evaluation of Planning Stage Completion in the Production department / division (E-G Evaluation)
3.8.1 The New Model development division and the related department / division PL undergo a validation
of the plan regarding the following items to obtain approval for completion of the planning stage.
1) Target values for E-A00 requirements;
2) Manufacturing control plan (including quality maturation implementation plan);
3.8.2 The Chief Production Officer, VP/ GVP & director of Production planning & control/ deputy director of new
model operation or the person delegated by the them confirms and makes the final decision on completion of
the planning stage in E-Evaluation.
Note that the items related to quality conformity shall be evaluated in Q-Evaluation by Chief Quality Officer.
Note : The EPL and/or EQPL shall ensure the closure of comment /suggestion is done by responsible
department/division* as decided by Evaluator.
* Case 1 : If Evaluator's comment closure responsibility is with individual department/division then
respective department/ division PL shall take lead to close/implement the comment or
suggestion.
* Case 2 : If Evaluator's comment closure responsibility is joint [ more than One department] then concerned
departments/divisions PL shall jointly decide future course of action to close/implement the
comment or suggestion by involving senior members.
3.7.1 A) The Project Leader based on the request received from EPL and on the basis of set conditions for target cost
L Section
2W 07010 LS 03HMSI Quality Standard
Title: Production Preparation Standard Page 7 of 18

3.8.3 The EPL and the related department / division PL, based on the evaluation results, apply the target
settings the implementation methods, etc. to the manufacturing control plan in order to properly maintain
the quality, production volume, schedule, etc. of the new product before and development stage.
4 Designing and Development Stage [Post G-Phase and Prior to Die Go Phase]
4.1 Drawing issuance and Confirmation
4.1.1 PSC division is notified of drawing issue from Design / Development Department to receive specification
documents on detailed specification of the product (“prototype drawing” hereafter) and issues the documents
to the related department/division.
Note: Drawing issuance & DCN implementation shall be in accordance with HMSI QS "Specification Control Std".
4.1.2 The related department / division PL checks application results of MTP and the countermeasure request
changes in the prototype drawing (planning stage), characteristics of the new product, critical quality
characteristics, productivity etc. against the prototype drawing to discuss quality control methods,
inspection methods, etc. in mass production.
Note that confirmation of actual prototype vehicle shall be conducted as required during simulation event
in Design / Development Department.
Note: Color panel development activity shall be proceeded as per "Color Shade Panel Criteria".
4.1.3 The PSC division PL receives the offloading drawing as defined in clause 3.3.3, cut off DCN number,
structure list, Part plan from EPL and prepares Bill of Material as per clause 4.2.
4.1.4 Part plan information / data shall be submitted by related departments / divisions to EPL. EPL shall compile all
the data and submit compiled data in Part plan format with approval to PSC division.
4.1.5 Part plan shall describe all Level 1 parts of new product as per Design / Development Department stucture
list issued by EPL for the event which are not directly received by Assembly from BOP [Except off loaded parts].
4.1.6 Part plan shall also describe parts which are receiving from another Honda Genpos.
4.1.7 Part plan shall be received by PSC first before PD & afterwards only for new additional parts and/or parts
whose part plan is required to be revised w.r.t last approved information of part plan. Target date of data
submission shall be defined with team consensus/as defined by EPL.
4.1.8 Part plan of service parts shall also be received from EPL before PP1 & PP3 event.
4.2 BOM Preparation (for PD)
4.2.1 For BOM initiation, EPL shall conduct meeting with all concerned SEDBQNL PLs. In meeting, all the actvities
and time lines shall be defined as per team consensus / EPL judgement.
4.2.2 EPL shall provide target model's production plan confirmation, production variant confirmation, Cut off DCN
number, structure list, Part plan in approved format in accordance with clause 4.1 [Part plan to be given
with mass production and service parts supply prospectus] and other confirmations required for BOM updation
to PSC division. New Model DCN judgement confirmation along with cut off shall also be provided by EPL.
4.2.3
4.2.4
4.2.5 After BOM issuance, respective department / division shall verify the received BOM & raise concerns [if any] with
in 10 working days from the date to BOM receipt from EPL.
4.3 Countermeasure Request Based on Confirmation of Prototype Drawing and Prototype Vehicle
4.2.1 The related department/division participates in the review of the prototype drawing and in processing, assembly,
testing etc. of the prototype vehicle and when specification improvement is deemed necessary, submits
a countermeasure request plan along with Hinanhyo (as per attachment-4) to the new model quality division
of QC-HO operation.
4.2.2 The New Model Quality division, when the specification improvement request is submitted by the
related department/division, makes a countermeasure request through Hinanhyo to Design /
Development Department upon judging the validity of the countermeasure request plan.
4.4 Evaluation of Preparation Commencement (PD Evaluation)
4.3.1 The Project Leader undergoes evaluation in terms of the following items.
1) Performance of tooling plan for new equipment, etc.
2) Handling plan based on the process assurance capability verification results.
4.3.2 The Chief Production Officer, VP/ GVP & director of Production planning & control / deputy director of new
model operation or the person delegated by them confirms and makes the final decision on completion of
the design & development stage in E-Evaluation.
Note that the items related to quality conformity shall be evaluated in Q-Evaluation by Chief Quality Officer.
Note : The EPL and/or EQPL shall ensure the closure of comment /suggestion is done by responsible
department/division* as decided by Evaluator.
Approved Off-loading drawings shall be provided to PSC by related off-loading proposing department / division in
accordance with clause 3.3.3.
After receiving of above data, PSC division shall prepare & release BOM to EPL. EPL shall further issue BOM to
all related department / division as per requirement.
Page
L Section
2W 07010 LS 03
8 of 18
HMSI Quality Standard
Title: Production Preparation Standard

* Case 1 : If Evaluator's comment closure responsibility is with individual department/division then
respective department/ division PL shall take lead to close/implement the comment or
suggestion.
* Case 2 : If Evaluator's comment closure responsibility is joint [ more than One department] then concerned
departments/divisions PL shall jointly decide future course of action to close/implement the
comment or suggestion by involving senior members.
4.3.3
For approval of any deviation or change in targets after D evaluation refer attachment - 5
5 Pre Production Stage [Post Die Go phase and Pre event phase]
5.1 Process Preparation, Inspection Preparation and Grain / colour Adjustment
5.1.1 For Color panel development refer "Color Shades Panel Development Criteria" 2W 07010 CC 00.
5.2 Specification Confirmation
5.2.1
Note: Drawing issuance & DCN implementation shall be in accordance with HMSI QS "Specification Control Standard".
5.2.2 The PSC PL receive the changes in offloading drawing as defined in clause 3.3.3, cut off DCN number,
Design / Development Department structure list, part plan from EPL, vendor codes from Purchase HO [ E/F/C/D]
Project Leader [ Refer Attachment 7] and prepares Bill of Material accordingly.
5.2.3 The related department / division PL checks application results of MTP and the countermeasure request
changes in the prototype drawing, characteristics of the new product, critical quality characteristics,
productivity, etc. against the specification document.
Note: DCN judgement reporting (Seppen Singikai) shall be done for following cases:
1) DCN issued by Design / Development Department after Die Go approval for which Die modification is required.
2) Spec Problem occurred in PP1 Timing after PP1 test finish & Countermeasure being done by
Design / Development Department which leads to modification or change in Die as countermeasure of spec problem.
[For detailed activity, please refer Attachment-13 of HMSI QS Production preparation standard (Q section)".
5.3 BOM Preparation (for PP1/PP2/other trial event)
5.3.1 BOM preparation shall be done as per clause 4.2.1 to 4.2.3
5.3.2 For Offloadings drawing, concerned PL shall check part numbers as per cut off & Structure. Accordingly revised
drawings shall be provided to PSC.
5.3.3 Part plan shall be provided only in case of any change / addition of new parts w.r.t. last approved part plan.
5.3.4 Purchase PL (New model purchase & parts strategy operation) shall povide Vendor codes & SOB information as
per Vendor Code approval for BOM (refer Attachment - 7) to PSC.
5.3.5 After receiving of above data, PSC shall prepare BOM & share with EPL. EPL shall further issue BOM to all
concerned department as per requirement.
5.3.6 After BOM issuance, respective departments/divisions shall verify the BOM & raise concerns [if any] with in
3 working days from the date of BOM receipt from EPL.
5.3.7 Sales administration division shall provide Sales Model Code for all variants to related department/division
& ensure updation of same in SAP
5.3.8 PSC shall prepare & release VIN information as per Stamping procedure (Add QS Number )
5.3.9 EPL shall provide vehicle matrix to PSC for updation of VIN information.
5.3.10 After receiving of VIN information from PSC in vehicle matrix, EPL shall release vehicle matrix to all concerned
as per requirement.
5.3.11 Model Off line Assembly shall be carried out for BOM validation as per requirement based on team judgement.
5.4 BOM Preparation (for PP3/MP)
5.4.1 BOM preparation & releasing shall be done as per clause 5.4.1 to 5.4.6
5.4.2 Mass production DCN implementation shall be judged by EPL
5.4.3 Sales administration division shall provide Sales Model Code for all variants, if there is any change in Sales model
code and/or new variant is added with respect to previous event.
5.4.5 Owners manual part number shall be received from New model management department of CS Technical division
for BOM updation.
5.4.6 For off loadings drawings revision, refer clause 3.3.3
5.5 Production Planning of Production Preparation Lot and Parts Order
5.5.1 The PSC division, in accordance with the production plan received via new model development division for the
production preparation lot based on the request determines a daily production plan where production line, order
of processing, model, type, options, colour (interior / exterior), quantity,etc. are clearly listed to issue the
production instruction to the related department/division.
5.6 Stamping Form Fixing and Stamping Instructions
5.6.1 The PSC division PL, based on the type notification, etc. from the certification & regulation division of Global
office, fixes the stamping form and gives instructions to the related department/division.
5.6.2 Details for the stamping form fixing and stamping instructions are in accordance with HMSI QS "Stamping
Control Standard".
L Section
2W 07010 LS 03
The PSC division, upon receipt of drawing issuance notification from Design / Development Department, receives
specification documents for detailed specifications of products (prototype drawing, mass production drawing, parts
list, etc.) and issues to the related department / division.
Principally there should be no changes after D, If any changes is required.
9 of 18
HMSI Quality Standard
Title: Production Preparation Standard Page

5.7 Packaging Specification Arrangement
5.7.1
Note that the packaging specification arrangement for In-house parts shall be in accordance with HMSI
QS "Handling Transport and Storage Standard" and packaging specification arrangement for supplier parts
shall be in accordance with SQM article "3.3 - Delivery Packaging".
5.7.2
5.8 Set-up part and set-up manual preparation
5.8.1
5.8.2 PSC Division shall update the set-up part information into BOM and information is provided via release of BOM.
5.8.3 Logistics Department shall start preparation activity regarding packaging related to transportation.
5.8.4
5.8.5
Logistics department : shall confirm related to packaging.
EQ Division: shall provide technical confirmation related to fitment (torquing), assembly, etc. as mentioned.
5.9 Evaluation of Transition to Production Preparation Stage at Production Section (E1-Evaluation)
5.9.1 The Chief Production Officer, VP/ GVP & director of Production planning & control / deputy director of new
model operation or the person delegated by them confirms and makes the final decision on completion of the
production preparation stage in E-Evaluation.
Note that the items related to quality conformity shall be evaluated in Q-Evaluation by Chief Quality Officer.
Note : The EPL and/or EQPL shall ensure the closure of comment /suggestion is done by responsible
department/division* as decided by Evaluator.
* Case 1 : If Evaluator's comment closure responsibility is with individual department/division then
respective department/ division PL shall take lead to close/implement the comment or
suggestion.
* Case 2 : If Evaluator's comment closure responsibility is joint [ more than One department] then concerned
departments/divisions PL shall jointly decide future course of action to close/implement the
comment or suggestion by involving senior members.
5.9.2 The related department / division PL improves the process, quality control methods, etc. in order for the
quality, production volume, scheduling, etc. of the new product to properly be maintained based on the
evaluation results.
6 Production Preparation Stage (Post Events Phase)
6.1 Development Completion Specification Confirmation
6.1.1 The PSC division, upon receipt of drawing issuance notification from Design / Development Department,
receives specification documents for detailed specifications of products (prototype drawing, mass production
drawing, parts list, etc.) and issues to related department / division.
6.1.2
Note: Drawing issuance & DCN implementation shall be in accordance with HMSI QS "Specification Control Standard".
6.1.3 The PSC PL receives the changes in offloading drawing as defined in clause 3.3.3, cut off DCN number,
structure list, part plan [ Refer Attachment 8] from EPL and prepares Bill of Material accordingly.
6.1.4 In case, if there is any deviation required in Bill of Material, related project Leader, after consensus with EPL,
shall raise MIS [Manufacturing Instruction sheet as defined in HMSI QS Specification change Management
Standard] and submit to PSC PL.
6.2 Countermeasure Request
6.2.1 The related department / division PL submits the countermeasure request plan along with Hinanhyo (as per
attachment-4) to the new model quality division when specification improvement is deemed
as necessary judging from the results of confirmation of the final prototype drawing, mass production
drawing, etc. and of processing, assembly, inspection, etc. of production preparation lot.
6.2.2 The new model quality division judges the validity of the request to request execution of the
countermeasure to Design / Development Department when receives the specification improvement
requests in Hinanhyo from the related department / division project Leader.
6.3 Evaluation of Production Preparation Completion (E2-Evaluation)
6.3.1 The related department / division PL undergoes the evaluation of conformity
of the following items with the target for approval for production preparation completion
(transition to the production stage):
1) Achievement in terms of E-A00 requirement;
2) Performance of the manufacturing control plan ;
3) Performance of the quality maturation implementation; etc.
4) New product certification completion etc.
6.3.2
2W 07010 LS 03
Parts delivery from supplier to HMSI shall be verified by respective division of Mass Production Purchase &
Supplier Mgmt. operation in accordance with SQM article "3.8 - Part delivery".
The Material service department and/or related Manufacturing department/division of respective factory, Receiving
inspection section, related division of Mass Production Purchase & Supplier Mgmt operation and Supplier shall
finalize the packaging specifications etc. to prevent quality loss and easy handling of parts by related In-house
departments/division and supplier at the time of delivery, storage and packaging etc.
Logistics department shall prepare set-up part list based on the structure list, past model experience, model change
point list, etc. and share the information to PSC Division well before PP1 event.
Upon receiving request from Custormer Service, Logistics Department shall provide the information related to Set-
up parts list and packaging information, etc. before PP1 event.
Customer Service department shall share the draft prepared for Set-up manual and take confirmation from
Logistics and Engineering Quality division well before start of mass production.
The Chief Production Officer, VP/ GVP & director of Production planning & control / deputy director of new model
operation or the person delegated by them confirms and makes the final decision on completion of the production
preparation stage in E-Evaluation.
Page
The PSC division, based on the application decision of EQPL and EPL, establishes the application period of the newly
issued specification documents. and gives application instructions for specifications to the related department/division.
10 of 18
HMSI Quality Standard
Title: Production Preparation Standard
L Section

Note : The items related to quality conformity shall be evaluated in Q-Evaluation by Chief Quality Officer.
The EPL and/or EQPL shall ensure the closure of comment /suggestion is done by responsible
department/division* as decided by Evaluator.
* Case 1 : If Evaluator's comment closure responsibility is with individual department/division then
respective department/ division PL shall take lead to close/implement the comment or
suggestion.
* Case 2 : If Evaluator's comment closure responsibility is joint [ more than One department] then
concerned departments/divisions PL shall jointly decide future course of action to
close/implement the comment or suggestion by involving senior members.
7 Production Stage (Post Mass Production stage)
7.1 Confirmation of Quality Level at an Early Phase of Mass Production
7.1.1 The related department / division properly comprehends whether the specified control
items and the controlling criteria are maintained and the validity of the setting by monitoring the
market quality information, the in-house quality information, etc. for three months from the mass
production commencement.
7.2 Evaluation of Mass Production Performance (E3-Evaluation)
7.2.1 The production department / division undergoes the evaluation in terms of the following
items to determine whether the performance for three months from the mass production
commencement of the new product has achieved the target.
1) Performance in terms of E-A00 requirement;
2) Status of market quality information, in-house quality information, etc. and problem
handling;
3) Proposal of items to apply to the next model; etc.
7.2.2
Note that the items related to quality conformity shall be evaluated in Q-Evaluation by Chief Quality Officer.
8 Supplementary Provision
8.1 Other Related Sectional QS
Standards in other sections with the same name as this standard are as follows.
・2W 07010 SAS Production Preparation Standard (SA Section)
・2W 07010 QS Production Preparation Standard (Q Section)
・2W 07010 ES Production Preparation Standard (E Section)
・2W 07010 NS Production Preparation Standard (N Section)
・2W 07010 BS Production Preparation Standard (B Section)
・2W 07010 SVS Production Preparation Standard (SV Section)
8.2 Application of the Standard
Matters related to the establishment, revision, abolishment and operation of this standard are outlined in
HMSI QS "Quality Management Standards Control Standard".
In case, when revision is deemed necessary by any concerned department or division, respective departmentor division shall submit Factory Request Form as described in HMSI QS ‘’Quality Management Standards
Control Standard’’ to Quality Planning division of QC-HO operation.
8.3 Linkage of this standard with ISO 9001:2015 clause(s) is defined in Attachment – 10
[ISO 9001:2015 Linkage matrix].
8.4 For details of New Model development activity (Domestic & Export models), refer to HMSI Criteria 2W 07010
EC 00 01 ''New Model Development Criteria''.
For details of New Model Vehicle Capitalization, refer to HMSI Criteria 2W 07010 EC 01 00 Control of New
Model Event Vehicles.
For details of colour shade panel, refer "Color Shade Panel development criteria" 2W 07010 CC 00
For details of Export model development, refer to HMSI Criteria 2W 07010 EC 02 " Export Model Development
Criteria"
The Chief Production Officer, VP/ GVP & director of Production planning & control/deputy director of new
model operation or the person delegated by them confirms and makes the final decision on mass
production performance in E-Evaluation.
L Section
2W 07010 LS 03
Title: Production Preparation Standard Page 11 of 18
HMSI Quality Standard

Attachment - 1
Production Preparation System
Business
Planning/ Sales
Certification Section
(※1 : Cert. Section
of factory)
New Model
Promotion
section
Certification &
Regulation
division
NMD DivisionProd. Control Sec.
(※2: PSC)
Quality Control
Head Office
Manufacturing
Section
⋆ Logistics
SQA / Receiving
Inspection dept. /
VQ
Mass Production
Purchase & Supplier
Mgmt
Customer Service
Honda Motor Co. Ltd.
Supplier (reference)
HMSI Quality StandardL Section
2W 07010 LS 03
Title: Production Preparation Standard Page
HMSI (Production Facility)
12 of 18
Design /
Development
Department
Pla
nn
ing
Sta
ge
De
sig
n &
De
ve
lop
me
nt sta
ge
Pro
du
ction
pre
pa
ration
sta
ge
Pro
du
ction
sta
ge
New Model
Flow
・Check spec.
・C/M Request
・Mfg control plan
・Develop Process
Design
・Process setup
Lead Section
PC mid Term
(Interim target value confirmation)
Receive precedence Development Order
Model development Concept
Model description
Model Study Instruction
Allocate roles for operation
Project Team Establishment and New Model Description confirmation
Check Compile the proposal MTP Proposal
Plan target requirements (E-A00) and evaluate (E-PC mid)※1 Cert. PlanSales Plan / Prod. Plan
Planning Stage Dwg.
(To PC mid Term Evaluation)
※2 Receipt &
Issue
Check Planning stage DWG and request C/M (Hinanhyo)
Convey M/L & Spec.
Check
Mfg control plan (full version)
Compile C/M Request
Countermeasure
Develop Prod. Prep. Practice
・Check spec.
・C/M Request
・Process
design
・Process setup
・Prep std doc
・Training
・Process assy
・Inspection
Draw up introduction plan of new facilities, etc.
Establish manufacturing control plan
Confirm List of parts subjected to MQS
Prepare list of parts applicable to Develop process design
Evaluate completion of planning stage (E-G)
Prototype Drawing
Manufacturing Prototype Unit
※2 Receipt &
(To G Evaluation)
Check prototype DWG and prototype unit and request C/M (Hinanhyo) Convey spec.
Receive C/M Request
Compile C/M Request
Check MQS
Issue MQS
Check
Update MQS
※1 Update
certification plan
Setup Insp. items
Convey
Convey
Process design
check outsourcing assy. dwg
Prep. outsourcing assy. dwg
GEvaluation
(Planninginstruction)
Prepare std doc.
(To D Evaluation)
( E1 Evaluation)
E1 Evaluation
(Pre production completion evaluation)
Decide Mfg plan
Decide & instruct stamping form
Decide type
Training Order
Prod. Prep lot process assy.
stamping
parts insp.
・Training
・Processassy
・Inspection
・Study quality
status
*1 Legal Compliance
check
Study/ check/ improve quality status (W/Pac-V, quality data)
Occasional audit Occasional
audit
Countermeasure request (Hinanhyo/CRF ) Receipt C/M Request
check MQS
*1 Gain cert.
Est. Insp. criteriacheck std. docs
Convey
Est.std docs.
Prod prep completion evaluation (E2)
・C/M request
・Processassy
・Inspection
・Est. standarddocuments.
(E2 Evaluation)
Process/assy M/P parts
parts insp.
Complete
Dispatch Evaluation
update MQScheck MQS
Mass production performance evaluation (E3)
E2 Evaluation
(Prod. Prep stage completion evaluation)
Check Quality level at early
Allocate roles for operation
Evaluate completion of planning stage (Q-G)
Evaluation of transition to Pre-Production Stage (Q D)
Prediction of process assurance capability
Evaluation of transition to Pre-Production Stage (E D)
D Evaluation
(Dvlpmnt completion evaluation)
Prod prep completion evaluation (Q2)
Mass production performance evaluation (Q3)
E3 Evaluation
(Mass Production performance evaluation)
MP
(E3)
Evaluation of processing / assembly of production preparation lot (E1)
Technical Coordination (as necessary until MP Stage)Technical Coordination
C
Convey
Study C/M request
Evaluation of development
progress
Big Die Go Q-Evaluation
Big Die Go E-Evaluation
Process facility setup
Inspectionsetup
Decide delivery form
Convey spec.
*2 Receipt & Issue
Die Go Drawing
Issue
Final prototype
drawing issue
Check MQS
Implement MQS
Check production plan
Evaluation of processing / assembly of production preparation lot (Q1)
Convey
Completion Insp.
Spec change DWG
Die Go Drawing check
MP drawing issue
Final spec to submit. *1
apply to cert.
*2 Receipt & Issue
Check MP DWG
Est. issue MQS
check compliance
Creation of set-up parts, set-
up part list and packaging
Create Set-up manual
Confirmation of Set-up manual
13 of 18
HMSI Quality StandardL section
2W 07010 LS 03
Title: Production Preparation Standard Page
Attachment- 2 Quality Control Tools Relational Table
Sta
ge Design /
Development
Department
Honda Motor Co., Ltd. HMSI
Supplier (Reference)Certification
Section
New Model
promotion sectionNMQ/SQA (QC-HO) Manufacturing dept/division
Pro
ductio
n S
tage
Receiving
Inspection
Section / VQ
Other sectionMarket Quality
[QC-HO]
Pla
nnin
g S
tage t
o P
roductio
n P
repara
tio
n S
tage
Regulatory informationcircular Regulatoryrequirements
MTP
MQS
InspectionCriteria sheet
PQCTAssy DWG/Process
Operation Standard
Countermeasure
Operation Standard,VQS, VDA
Process Quality Control(Check sheet control chart, etc.) Inspection Control
・Insp. check
sheet
・count problems
etc.
Market QualityInformation
QIS
PQCT
Operation Standard
Process QualityControl(Check sheet controlchart, inspectioncheck sheet, PAC-V etc.)
Product DWG SpecificationsHES, etc.
Countermeasure
PAC-V etc.
PAC-V etc.
Outsourcing Assy DWG , etc.Purchase HO
Legend : Feedback Route
Plan
. PAC-V

(Present condition and C/M idea)
HG
HG
HG
HG
HG
HG
HG
SS
SS
SS
HMSI Quality StandardL Section
2W 07010 LS 03
Title: Production Preparation Standard Page 14 of 18
Attachment - 4 : Hinanhyo [Problem Tracking Sheet]
Problem Tracking Chart
品質安定化推進表
WORK TYPE
業務分類IMPORTANCE
重要度PROG.COLOR
進度色REQUEST DATE
打上日CONTROL NO
推進NOUSER CONTROL NO
ユーザー推進NOSOURCE TYPE
出所分類NEW
MODEL A・B・C
MODEL機種
REMARKS
PART NUMBER部品番号
PART NAME部品名称
EVENT
イベントENG/FR
PHENOMENON TYPE
事象分類HAPPEN DISTANCE / TIME
発生距離/発生時間
E
F
ADISTANCE
距離km
BTIME
時間h
REQUEST DESCRIPTION
打上内容Control Gr
推進管理GrMG KA PL KG TG FJ EJ SH TA KY DE EN NO CA
現地語不具合&イラスト/写真 Local Language Issue&Illustration/Picture
Problem :
Content :
Propopsal :
REQ. ACTOR
打上者
Illustration/Picture NAME SECTION Factory
REQ. APPR.
打上承認者Promote request
schedule
Analysis of content and cause
解析内容・原因
<対策イラスト/写真><COUNTERPLAN ILLUSTRATION/PICTURE>
PROGRESS ACTOR
推進者PROGRESS APPR.
推進承認者PROGRESS PLAN
推進日程CHECK RESULT
対策内容
Correspond
対応意志検討中・確認中 橙 Ora
対応せず 黄 Yell
対応出図待ち 橙 Ora
対応出図済み 黄 Yell
対応出図なし 黄 Yell
対応次期モデル 灰 Gre
対応量産設変 灰 Gre
返却 黄 Yell
仕様対策せず 黄 Yell
対策案決定 橙 Ora CAUSE ANALYSYS
原因分類RESULT
結果区分製造対策済み 黄 Yell
CLOSE ACTOR
クローズ者CHANGE SPEC
仕様変更CONTROL TYPE
推進区分HG TYPE
HG区分EC NUMBER
通知NOLAST APPROVER
最終承認者有り・無しCHANGE/U
NCHANGED
仕様・製造SPEC/
MFGE・F・C・DCHECK PLAN
確認日程
CHECK RESULT確認結果
COSTコスト
BEFORE
変動前CURRENCY
通貨
\AFTER
変動後
DIFFERENCE
差
*
* * *
*
*
*Japanese Comments
*№
*№
*
*№
*№
* NAME
* NAME
*DEPARTMEN
*DEPARTMEN
* NAME
* NAME
*DEPARTMENT
*DEPARTMENT
*№
*№
* NAME
* NAME
*DEPARTMENT
*DEPARTMENT
*
EQPL (1F) EQPL (2F) EQPL (3F) EQPL (4F)NMQ ADV
一次回答:サイン ( )
* * *
*Title
Before After ( Proposal)

No. Term
1 D- Stage
2
Capacity
Expansion
Models
3Transfer
Models
EPL
EQPL
5.1 Planning
HMSI Quality StandardL section
2W 07010 LS 03
Title: Production Preparation Standard Page 15 of 18
Attachment-5 : Deviation/change in set targets after D Evaluation.
1.1 Purpose
● The Purpose of this rule is to handle any deviation/change in set targets after D Stage.
1.2 Scope
● This rule is applicable to all New/Capacity Expansion & Transfer Models of all 4 Factories (1F/2F/3F/4F)
2. Definition of Terms
Definition
Stage where QCD Targets of new models are fixed.
Models which are manufactured to increase production capacity
within the same factory.
Models which are transferred from one manufacturing base to
another , or shifted from one production line to another within that
factory.
3. Nature of changes/deviation
Nature of changes / deviation (Fixed in P/D) Concern Dept.
D Mass Production date change EPL
4. Roles & Responsibility
Person in charge Role & responsibility Responsible person
Collection of Backup Data for Reporting to E-Evaluator.
Preparation of Documents for Reporting to E- Evaluator.Division head of New Model Division.
Collection of Backup Data for Reporting to Q-Evaluator.
Preparation of Documents for Reporting to Q-Evaluator.Division head of New Model Quality Division
5. Working Procedure
5.1.1 Person In charge of Concerned Division shall initiate the written request for change in Target after PD & Submit the details to
EPL & EQPL.
5.1.2 Person In charge of New Model Division & EQPL Division shall review the change proposal & make consensus for the same
with concerned sections & Team.
5.1.3 Person In charge of New Model Division shall take approval for the change proposal from NM-OH.
5.1.4 Person In charge of Design / Development Departmentshall confirm requirement of SED Reporting, If Required then Re-PD
Evaluations' (Q & E) will be done.
5.1.5 Person In charge of New Model Division & EQPL Division shall include & present new targets in E1 & Q1 Evaluations
6. Image time line/ schedule

1 Standard of vendor codes & SOB approval for New products is prepared to facilitate approved and correct
vendor codes & SOB information during New product Development phase(Pre-event & Post -event phase) timely for Bill
of Material Preparation and procurement of parts as per information in Bill of material.
(Except for parts supplied from other Honda Genpo as those parts shall be covered in part plan)
2 During model development phase (Pre-event & Post -event phase), vendor code & SOB data is required for exclusive parts
w.r.t. current mass production models of targeted plant and in some cases mass production common parts
(If there is any change in share rate of mass production common part due to optional parts w.r.t. base model)
3 Before any production event during development phase of new product, Part strategy and cost team PL of Purchase
HO operation shall submit vendor code & SOB information in format [attachachment 1] with approval till Division Heads to
PSC for BOM updation.Target date of data submission shall be defined before every model production event with team
consensus/as defined by EPL.
4 New model purchase & Part strategy operation PL shall fill all the information in format including -
Target model, event, plant,sheet no, revision no, Final submission date,Sr. No, part number, part name,Engine/Frame-PO/
Frame-SP/Chasis/Denso Classification of Parts[EFCD],maker name, mfg location,Warehouse supply location,vendor code,
receiving location,Share rate,Heli location (If part will be supplied trough Heli ' Y ' will be mentioned otherwise blank),
Extra comments (If any)
5 Part strategy and cost team PL shall get the approval till division heads internally before all new model
trial production events & submit to PSC.
6 In addition to above point, Part strategy and cost team PL shall take additionally approval from parts
receiving inspection sections & Homologation for PP3 event & submit approved sheet to PSC
7 PSC PL shall update Vendor code and SOB information received from Purchase [in approved format] before
releasing BOM for targeted event.
8 After releasing of BOM, if any changes/updations required in vendor code information w.r.t previous
approved sheet, Part strategy and cost team PL will submit changed/updated information with approval till
operating head to PSC.
9 Information regarding Vendor code & SOB for parts which need to be procured for service exclusive parts shall be provided
by New model purchase & Part strategy operation PL.
Attachment - 7 : Vendor Code & SOB Approval for BOM
HMSI Quality StandardL section
2W 07010 LS 03
Title: Production Preparation Standard Page 16 of 18

8.4 Control of externally provided processes, products and services
8.4.1 General
The organization shall ensure that externally provided processes, products and
services conform to
requirements.
8.4.2 Type and extent of control
The organization shall ensure that externally provided processes, products and
services do not adversely affect the organization’s ability to consistently deliver
conforming products and services to its customers.
8.4.3 Information for external providers
The organization shall ensure the adequacy of requirements prior to their
communication to the
external provider.
4.3
Attachment-10 : ISO 9001:2015 Linkage matrix
ISO ClauseHMSI Quality Standard
Clause
8.2.3 Review of the requirements for products and services
8.2.3.1 The organization shall ensure that it has the ability to meet the
requirements for products and services to be offered to customers. The
organization shall conduct a review before committing to supply products and
services to a customer, to include:
a) requirements specified by the customer, including the requirements for delivery
and post-delivery activities;
b) requirements not stated by the customer, but necessary for the specified or
intended use, when known;
c) requirements specified by the organization;
d) statutory and regulatory requirements applicable to the products and services;
e) contract or order requirements differing from those previously expressed.
3.4, 3.6, 3.7
8.5 Production and service provision
8.5.1 Control of production and service provision
The organization shall implement production and service provision under controlled
conditions.
8.5.2 Identification and traceability
The organization shall use suitable means to identify outputs when it is necessary
to ensure the conformity of products and services.
The organization shall identify the status of outputs with respect to monitoring and
measurement requirements throughout production and service provision.
The organization shall control the unique identification of the outputs when
traceability is a requirement, and shall retain the documented information
necessary to enable traceability.
8.5.3 Property belonging to customers or external providers
The organization shall exercise care with property belonging to customers or
external providers while
it is under the organization’s control or being used by the organization.
The organization shall identify, verify, protect and safeguard customers’ or external
providers’ property
provided for use or incorporation into the products and services.
When the property of a customer or external provider is lost, damaged or otherwise
found to be
unsuitable for use, the organization shall report this to the customer or external
provider and retain
documented information on what has occurred.
NOTE A customer’s or external provider’s property can include materials,
components, tools and equipment,
premises, intellectual property and personal data.
5.4, 7.1
L Section
2W 07010 LS 03
Title: Production Preparation Standard Page 17 of 18
HMSI Quality Standard

Establishment & Revision
01-04-2018
01-10-2018
28-09-2018
01-10-2018
22-06-2020
21-07-2020
01-04-2021
01-06-2021
Original Copy
Approved
2W 07010
LS 012
Establishment
Enactment
Incorporation of activity related to
prevention of mixing of similar parts.
Manpreet
Kohli
Establishment
Enactment
2W 07010
LS 0-1
2W 07010
LS 01
Revision No.
Manpreet
Kohli
Original Copy
Approved
Reflection of G-HQS changes in HMSI
QS related to Set-up parts & set-up
manual.
Deletion of Color Panel development
criteria from this QS
G-HQS
Control
number
02W 07010
LS 0-1
1
3
L Section
HMSI Quality Standard
Title: Production Preparation Standard
2W 07010 LS 03
Page 18 of 18
Establishment/Revision/
Abolishment and Enactment
Dates (DD/MM/YYYY)
Establishment
Sectional QS Chief Editor
Abhishek Gupta
Description
Establishment First issue after G-HQS restructuring.
This standard becomes effective as of
01/10/2018.Enactment
Enactment
Second issue after incorporation of HMSI
specific requirements.Manpreet Kohli
Related Documents











