__________________________________________________________________________________ 1 Master Student from Macromolecular Materials Program, KTH 2 Professor and Head of the Division of Wood Chemistry and Pulp Technology, KTH 3 Doctoral Student at the Division of Wood Chemistry and Pulp Technology, KTH 4 Doctoral Student at the Division of Wood Chemistry and Pulp Technology, KTH 5 Researcher in Lignin Chemistry at the Division of Wood Chemistry and Pulp Technology, KTH and Stora Enso 6 Research and Development Department Head, Asia Pacific Resources International Ltd. Kerinci Mill (APRIL) KTH Royal Institute of Technology School of Engineering Sciences in Chemistry, Biotechnology and Health Master Thesis: Technical Lignin Characterization of Acacia crassicarpa and Eucalyptus Hybrids Author: Lutfi Difi Rosta 1 Supervisors: Pär Lindén 3 , Isabella Kwan 4 Nicola Giummarella 5 Rudine Antes 6 Examiner: Monica Ek 2

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
__________________________________________________________________________________
1Master Student from Macromolecular Materials Program, KTH 2Professor and Head of the Division of Wood Chemistry and Pulp Technology, KTH 3Doctoral Student at the Division of Wood Chemistry and Pulp Technology, KTH 4Doctoral Student at the Division of Wood Chemistry and Pulp Technology, KTH 5Researcher in Lignin Chemistry at the Division of Wood Chemistry and Pulp Technology, KTH and Stora Enso 6Research and Development Department Head, Asia Pacific Resources International Ltd. Kerinci Mill (APRIL)
KTH Royal Institute of Technology
School of Engineering Sciences in Chemistry, Biotechnology
and Health
Master Thesis:
Technical Lignin Characterization of Acacia crassicarpa and
Eucalyptus Hybrids
Author: Lutfi Difi Rosta1
Supervisors: Pär Lindén3, Isabella Kwan4 Nicola Giummarella5 Rudine Antes6
Examiner: Monica Ek2

1
Abstract
Lignin is one of the most abundant natural raw materials on Earth and is mostly found in wood. Nowadays,
the valorization of lignin is one of the continual process developments for technologies in the pulp and
paper industry. This development is intended to increase the value of lignin. In the traditional approach,
generated lignin known as technical lignin is burnt as fuel in the recovery boiler as part of black liquor
components, and this practice is still common in the pulp and paper industry.
The objective of this thesis work is to explore the technical lignin from specific wood species, Acacia
crassicarpa (Acra) and Eucalyptus Hybrids (Euca), to emphasize the knowledge about the technical lignin
and finding suitable application for the mentioned raw materials in the future. In this study, lignin was
isolated from black liquor generated from two different cooking methods, kraft and kraft dissolving pulp
cooking (KP and DP). The Characterization methods included molecular weight distribution by THF-SEC,
lignin functional groups analysis via Phosphorus-31 Nuclear Magnetic Resonance (31P-NMR)
quantification, and lignin structural elements analysis via Two-Dimensional Heteronuclear Single
Quantum Correlation NMR (2D-HSQC NMR).
The isolation yield obtained from kraft cooking (KP) and kraft dissolving pulp cooking (DP) did not have
drastic differences for all the samples and therefore the results are within the same ranges (around 0.06-
0.08 g/mol of black liquor). The molecular weight distribution values of KP and DP cooking are still within
the range of kraft lignin Mw (1500-5000 g/mol) and the polydispersity index (PDI) of KP had a higher value
than DP for both types of raw material investigated.
For the functional groups, Eucalyptus Hybrids had the higher -OH content than Acacia crassicarpa
regardless of the cooking type. The 31P-NMR quantification data showed clearly that KP-Euca was the
richest in Aliphatic-OH (1.4 mmol/g). DP-Euca had the greatest amount of C5-Condensed (2.5 mmol/g),
while the highest amount of Guaiacyl-OH was identified in DP-Acra (1.2 mmol/g). The fingerprint of the
linkages that was quantified from 2D-NMR HSQC showed that KP cooking had a higher β-O-4’, β-5’ and β-
β’ interunit linkages than DP cooking. Furthermore, Acacia crassicarpa had a higher interunit linkages
percentage than Eucalyptus Hybrids for both cooking methods. The highest β-O-4’, β-5’ and β-β’ linkages
were detected in KP-Acra with 3.4 %, 0.5 %, and 4.3 % respectively.
Keywords:
Lignin, Acacia crassicarpa, Eucalyptus Hybrids, kraft cooking, kraft dissolving pulp cooking
2
Sammanfattning
Lignin är en av de vanligaste naturliga råvarorna på jorden och finns mestadels i trä. Nuförtiden är
valoriseringen av lignin en av processutvecklingarna för teknologier inom massa- och pappersindustrin.
Denna utveckling syftar till att öka värdet av lignin. I det traditionella tillvägagångssättet förbränns
genererat lignin, känt som tekniskt lignin, som bränsle i sodapannan som en del av
svartlutskomponenter, och denna praxis är fortfarande vanlig inom massa- och pappersindustrin.
Syftet med detta examensarbete är att studera det tekniska ligninet från specifika träslag, Acacia
crassicarpa (Acra) och Eucalyptus Hybrids (Euca), för att öka kunskapen om det tekniska ligninet och
hitta lämpliga tillämpningar för denna råvara i framtiden. I denna studie isolerades lignin från svartlut
som genererats från två olika kokningsmetoder, kraft- och kraft dissolving (KP och DP).
Karakteriseringsmetoderna inkluderade molekylviktsfördelning (THF-SEC), analys av ligninets
funktionella grupper kärnmagnetisk resonans (31P-NMR) kvantifiering och ligninstrukturell
elementanalys via Two-Dimensional Heteronuclear Single Quantum Correlation NMR (2D-HSQC NMR).
Utbytet erhållet från kraftkokning (KP) och kraft dissolving kokning (DP) visade inga större skillnader för
samtliga prover, resultaten ligger inom samma intervall (cirka 0,06-0,08 g/mol svartlut). Molekylvikt för
KP och DP-kokning ligger fortfarande inom intervallet kraftlignin Mw (1500-5000 g/mol) och
polydispersitetsindex (PDI) för KP hade ett högre värde än DP för båda typerna av undersökta råvaror.
För de funktionella grupperna visade Eucalyptus Hybrids högre hydroxylhalt än Acacia crassicarpa
oavsett kokmetod. 31P-NMR kvantifieringsdata visade tydligt att KP-Euca har den högsta halten alifatisk-
OH (1,4 mmol/g). DP-Euca hade den högsta mängden C5-kondenserad (2,5 mmol/g), medan den högsta
mängden Guaiacyl-OH identifierades i DP-Acra (1,2 mmol/g). Fingeravtrycket av kopplingarna som
kvantifierades från 2D-NMR HSQC visade att kraftkok hade högre β-O-4', β-5' och β-β'
interenhetskopplingar än dissolvingkok. Dessutom hade Acacia crassicarpa en högre andel
interenhetskopplingar än Eucalyptus Hybrids för båda kokmetoderna. De högsta β-O-4'-, β-5'- och β-β'-
kopplingarna detekterades i KP-Acra med 3,4 %, 0,5 % och 4,3 %, respektive.
Nyckelord:
Lignin, Acacia crassicarpa, Eucalyptus Hybrids, kraft dissolving, kraft
3
List of Abbreviations:
2D-NMR Two-Dimension Nuclear Magnetic Resonance
AA Active Alkali Charge (% EA)
Acra Acacia crassicarpa
CDCl3-d Chloroform-d
CI-TMDP 2-Chloro-4,4,5,5-tetramethyl-1,3,2-dioxaphospholane
Cr (AcAc)3 Chromium (III) acetylacetonate
DCM Dichloromethane
DMF Dimethylformamide
DMSO Dimethyl sulfoxide-d6
DP Kraft Dissolving Pulp Cooking
DP-Acra Kraft Dissolving Pulp Cooking for Acacia crassicarpa
DP-Euca Kraft Dissolving Pulp Cooking for Eucalyptus Hybrids
e-Hindi Endo-N-Hydroxy-5-norbornene-2,3-dicarboximide
EA Effective Alkali
Euca Eucalyptus Hybrids
HSQC Heteronuclear Single Quantum Coherence
KP Kraft Cooking/ Kraft Pulping
KP-Acra Kraft Pulping for Acacia crassicarpa
KP-Euca Kraft Pulping for Eucalyptus Hybrids
KN Kappa number
L:W Liquor to Wood Ratio
Mn Number Average Molecular Weight
Mw Weight Average Molecular Weight
4
NMR Nuclear Magnetic Resonance
OD Oven Dried
PDI Polydispersity Index
PEG Poly(ethylene) glycol
P-NMR Phosphorus-31 Nuclear Magnetic Resonance
S/G Syringyl and Guaiacyl Ratio
SEC Size-exclusion Chromatography
THF Tetrahydrofuran
5
Table of Contents Abstract ......................................................................................................................................................... 1
Sammanfattning ............................................................................................................................................ 2
List of Abbreviations: .................................................................................................................................... 3
1. Introduction .......................................................................................................................................... 7
1.1 Background ................................................................................................................................... 7
1.2 Research Question ........................................................................................................................ 8
2. Literature Review .................................................................................................................................. 8
2.1 Wood Components ........................................................................................................................ 8
2.2 Lignin and Kraft Pulping .............................................................................................................. 9
2.3 Kraft Dissolving Pulp ................................................................................................................. 12
2.4 Acacia crassicarpa ...................................................................................................................... 12
2.5 Eucalyptus Hybrids ..................................................................................................................... 14
2.6 Lignin Structure and Chemistry .................................................................................................. 14
2.7 Lignin Applications .................................................................................................................... 17
3 Experimental ....................................................................................................................................... 19
3.1 Raw Materials ............................................................................................................................. 19
3.1.1 Wood Composition Analysis ............................................................................................... 21
3.1.2 S/G Ratio Analysis ............................................................................................................... 22
3.2 Cooking Processes ...................................................................................................................... 23
3.2.1 Kraft Cooking ....................................................................................................................... 23
3.2.2 Kraft Dissolving Pulp Cooking.............................................................................................. 25
3.3 Technical Lignin Isolation .......................................................................................................... 25
3.4 Technical Lignin Molecular Structure Analysis ......................................................................... 26
3.4.1 Technical Lignin Molecular Weight Distribution by THF-SEC .............................................. 26
3.4.2 Technical Lignin Functional Groups Analysis by 31P-NMR Quantification........................... 27
3.4.3 Technical Lignin Structural Elements Analysis by 2D-HSQC NMR Quantification .............. 27
4 Results and Discussion ........................................................................................................................ 28
4.1 Wood Composition ..................................................................................................................... 29
4.2 Cooking Results .......................................................................................................................... 32
4.3 Technical Lignin Isolation .......................................................................................................... 33
4.4 Technical Lignin Molecular Structure ........................................................................................ 34
6
4.4.1 Technical Lignin Molecular Weight Distribution by THF-SEC .............................................. 34
4.4.2 Technical Lignin Functional Groups by 31P-NMR Quantification ........................................ 36
4.4.3 Technical Lignin Structural Elements by 2D-HSQC NMR Quantification ............................ 38
5 Conclusions ......................................................................................................................................... 41
6 Insight for the Potential Application and Future Work ...................................................................... 42
7 Acknowledgements ............................................................................................................................. 43
8 References .......................................................................................................................................... 44

7
1. Introduction
1.1 Background
Sustainability has become a trend in the pulp and paper industry. During the last few years, there have
been revolutionary developments for the technologies in pulping, bleaching, and chemical recovery.
These developments had the aim to reduce loads in effluents, airborne emissions and to enlarge the
application of sustainability in the pulp and paper industry. [1] This continual development creates a
greater opportunity to expand the business into many scopes of applications. One of these applications is
the valorization of technical lignin, a compound that widely exist in most of the major pulp and paper
industry wood raw material.
Lignin comes from the latin word lignum. [2] It is a compound that represents 30% of all non-fossil organic
carbon and it is the most abundant natural raw material on Earth, surpassed only by cellulose and chitin.
[3] Lignin is mostly found in wood, with the highest weight content of 20-35%. [4] Historically, lignin was
first mentioned by the Swiss botanist A. P. de Candolle in 1813, where he described it as a fibrous,
insoluble in water, and tasteless material. [5] In the pulp and paper industry, technical lignin is mostly
considered as a by-product. As of today, only 2% of technical lignin is commercially used for alternative
products from a total of 50 million tons extracted technical lignin from the pulp and paper industry. The
rest of the technical lignin content is burnt as fuel in the recovery boiler as part of black liquor
components. [6]
Technical lignin is generated by its various well-known chemical pulping methods in the pulp and paper
industry. Kraft pulping, as the biggest chemical pulping method that is widely used nowadays, has a big
potential to become the most important source of technical lignin. However, it currently does not offer
large amounts of lignin-based products to the market, since the use of technical lignin is integrated into
the process for optimizing the cycle of chemical energy. For example, approximately 55 million tons of
kraft lignin are generated from the process but only 75.000 tons is being isolated via the LignoBoostTM as
one of the commercial processes for utilizing technical lignin. [7]
This condition proves that there are still many Pulp and Paper companies that use “traditional methods”
of utilizing technical lignin, including companies in Asia, particularly Indonesia (author’s home country). In
this tropical country, the pulp and paper industry are mainly producing bleached hardwood kraft pulp.
The main wood that is used as raw material is Acacia species, followed by the Eucalyptus species. [8]
Acacia and Eucalyptus species-based lignin is barely investigated, making the information concerning
technical lignin-based Acacia and Eucalyptus kraft pulp products very limited. This fact creates an
opportunity for enlarging the scope of technical lignin application to that wood raw material. Utilizing
technical lignin produced from the Acacia wood into another versatile product becomes an interesting
idea to be developed further.
8
1.2 Research Question
The objective of this thesis work was to explore the possibility of technical lignin application that comes
from Acacia crassicarpa and Eucalyptus Hybrids. The works will become a “back to basic” study about the
related basic information or parameter for technical lignin application which can be illustrated by the list
of scientific questions below:
1 How much of technical lignin yield can be isolated from Acacia crassicarpa and Eucalyptus Hybrids
through different cooking processes (kraft cooking and kraft dissolving pulp cooking)?
2 What is the most relevant chemical structure of technical lignin from kraft pulping black liquor of
Acacia crassicarpa and Eucalyptus Hybrids?
3 How are the molecular structure images of technical lignin from kraft pulping black liquor of Acacia
crassicarpa and Eucalyptus Hybrids?
4 What type of application can we make from technical lignin produced from Acacia crassicarpa and
Eucalyptus Hybrids? Can it predict majorly based on the molecular structural analysis?
2. Literature Review
2.1 Wood Components
The wood components are mainly consisting of cellulose, hemicellulose, and lignin. Wood cell walls
contain cellulose which is becoming the most important chemical component for the pulp process. The
structure of cellulose consists of linear and unbranched chains with a degree of polymerization over
10,000. Hemicelluloses as the other major wood components divided by the two most important classes
of it, xylan and glucomannans, which can be found in both hardwood and softwood with the differences
in content depends on the type of wood. Hemicelluloses has different reactivity, with xylan being more
stable towards chemical pulping. Lignin as part of the wood components is an aromatic polymer that is
formed by radical polymerization. The lignin structure is very complex and has some unusual properties
for biopolymers, containings various types of condensed bonds and ether’s structure, and has no primary
chemical structure. In the pulp and paper industry, cellulose is mainly used as a raw material for the
manufacturing of certain wood-based products such as pulp, paper, cardboard, cellulose derivatives,
regenerated cellulose, dissolving pulp, and microcrystalline cellulose. Technical lignin is generally
considered as a by-product. [9] The general illustration of wood components can be seen in Figure 1.

9
Figure 1. Wood components. Figure made by author
2.2 Lignin and Kraft Pulping
In their natural state, fibers in plants and wood are “glued” together by native lignin. The goal of chemical
pulping is to remove most of the lignin content and thereby release the fibers from the natural structure.
The latter was called technical lignin, whereas the process is called delignification. To achieve this
condition, lignin molecules need to be depolymerized and also introducing it to charged groups as in the
case of sulfite pulping. Technical lignin fragments will end up in the solution of the cooking liquor and later
eventually isolated. No pulping chemicals are completely selective towards lignin as can be seen by the
fact that, approximately half of the wood raw material is dissolved during chemical pulping. The
delignification in the chemical pulping was terminated and quantified according to the amount of the
lignin remaining in the pulp, measured as the Kappa number of the pulp. [10]
Among all the chemical pulping methods, kraft cooking is the most dominant pulping method in the world.
The reason for its domination is the list of advantages such as efficiency and sustainability for chemical
recovery, effluents, and energy handling, but also in combination with high tear strength and tensile
strength of the obtained paper. [11] The cooking liquor in kraft pulping, known as white liquor, consists
of sodium hydroxide (NaOH) and sodium sulfide (Na2S). The active cooking species for this method are
OH- and HS-. Hydrogen sulfide (H2S) uses as the main delignifying agent and the hydroxide will keep the
technical lignin fragments in the solution. The cooking processes can be batch or continuous. An oxygen
delignification step after the cooking is provided to reduce the technical lignin content in the pulp before
it enters the bleaching step. Depending on the desired products, a bleaching sequence is provided to
obtain higher brightness and a cleaner pulp product. The bleaching steps are typically performed in several
stages and using different bleaching agents in each step, where the chemicals that usually are used include
hydrogen peroxide, ozone and chlorine dioxide. [12]
10
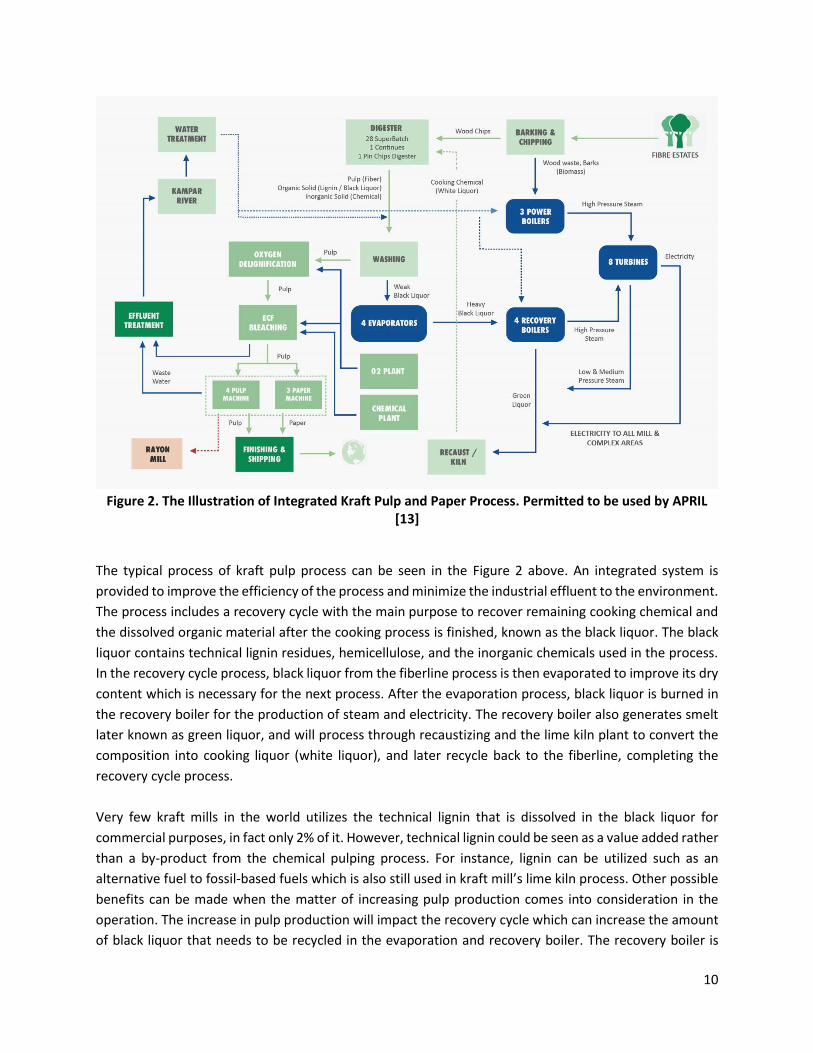
Figure 2. The Illustration of Integrated Kraft Pulp and Paper Process. Permitted to be used by APRIL
[13]
The typical process of kraft pulp process can be seen in the Figure 2 above. An integrated system is
provided to improve the efficiency of the process and minimize the industrial effluent to the environment.
The process includes a recovery cycle with the main purpose to recover remaining cooking chemical and
the dissolved organic material after the cooking process is finished, known as the black liquor. The black
liquor contains technical lignin residues, hemicellulose, and the inorganic chemicals used in the process.
In the recovery cycle process, black liquor from the fiberline process is then evaporated to improve its dry
content which is necessary for the next process. After the evaporation process, black liquor is burned in
the recovery boiler for the production of steam and electricity. The recovery boiler also generates smelt
later known as green liquor, and will process through recaustizing and the lime kiln plant to convert the
composition into cooking liquor (white liquor), and later recycle back to the fiberline, completing the
recovery cycle process.
Very few kraft mills in the world utilizes the technical lignin that is dissolved in the black liquor for
commercial purposes, in fact only 2% of it. However, technical lignin could be seen as a value added rather
than a by-product from the chemical pulping process. For instance, lignin can be utilized such as an
alternative fuel to fossil-based fuels which is also still used in kraft mill’s lime kiln process. Other possible
benefits can be made when the matter of increasing pulp production comes into consideration in the
operation. The increase in pulp production will impact the recovery cycle which can increase the amount
of black liquor that needs to be recycled in the evaporation and recovery boiler. The recovery boiler is
11
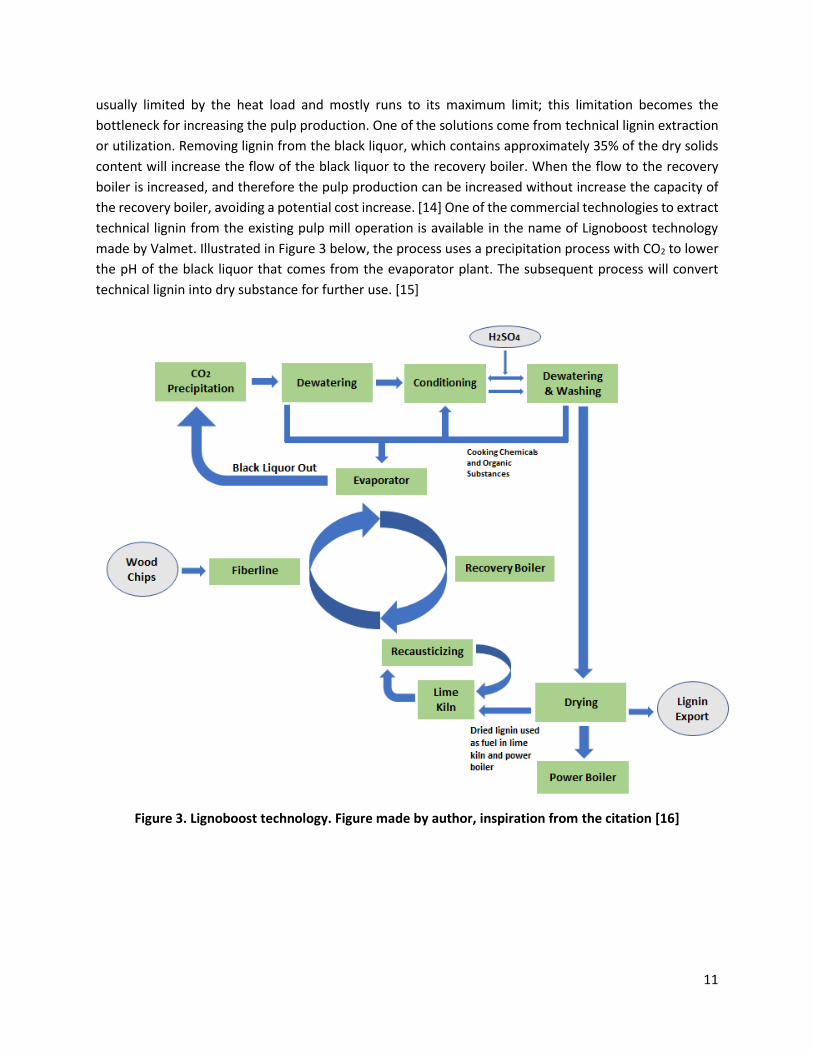
usually limited by the heat load and mostly runs to its maximum limit; this limitation becomes the
bottleneck for increasing the pulp production. One of the solutions come from technical lignin extraction
or utilization. Removing lignin from the black liquor, which contains approximately 35% of the dry solids
content will increase the flow of the black liquor to the recovery boiler. When the flow to the recovery
boiler is increased, and therefore the pulp production can be increased without increase the capacity of
the recovery boiler, avoiding a potential cost increase. [14] One of the commercial technologies to extract
technical lignin from the existing pulp mill operation is available in the name of Lignoboost technology
made by Valmet. Illustrated in Figure 3 below, the process uses a precipitation process with CO2 to lower
the pH of the black liquor that comes from the evaporator plant. The subsequent process will convert
technical lignin into dry substance for further use. [15]
Figure 3. Lignoboost technology. Figure made by author, inspiration from the citation [16]

12
2.3 Kraft Dissolving Pulp
Dissolving pulp, which is also known as dissolving cellulose, is a type of bleached wood pulp that has a
high content of cellulose (>90%). It has special properties that include uniform molecular weight
distribution and a high level of brightness. [17] This kind of pulp is manufactured for a specific purpose
and particularly has low hemicellulose content. The pulp is not made into paper but will be dissolved
either by derivatization into a homogeneous solution or dissolved in a solvent. That treatment makes
dissolving pulp become chemically accessible to remove the remaining fibrous structure. Once dissolving
pulp is dissolved, it can be processed into textile fibers such as Lyocell and viscose. Another possibility is
to produce derivatized cellulose, cellulose ethers such as methyl cellulose, and thickener. Specific
conditions are required in the pulping and bleaching method that is applied to obtain high quality of
dissolving pulp, since the availability of other properties than cellulose content in dissolving pulp will
impact the further process, for example, the viscose process. The availability of residual impurities in the
process such as resins or inorganic compounds can affect the filterability of viscose and some existing
residual non-cellulosic carbohydrates can trigger the yellowing of cellulose acetate spinning dope (part of
the viscose process). The removal of such impurities is an expensive process and environmentally harmful.
Due to that reason, an effort has to be put into the refining of dissolving pulp and the condition was
adjusted to the requirement of the final cellulose product.
Currently, 85%-88% of total dissolving pulp in the market are made by pre-hydrolysis kraft and acid sulfite
processes, comprising additional purification stages in the process such as caustic extraction. [18]
Dissolving pulp produced from the pre-hydrolysis kraft process can be integrated into the existing kraft
pulp process by some extent of modification. The process is carried out in a combined process of alkaline
(kraft cooking) and acidic (pre-hydrolysis) conditions. The hemicellulose content is extracted from the
wood chips at the pre-hydrolysis stage. During the step of pre-hydrolysis, hemicellulose’s and a portion of
lignin are removed from the wood chips. This is possible because of the auto-hydrolysis that is initiated
by the generation of acetic acid. The further process in the typical kraft pulping process is to remove the
majority of the lignin that is present in the chips, and at the same process, more of the hemicellulose
content and some fractions of cellulose are also dissolved. After the pre-hydrolysis process is complete,
the process is then followed by kraft cooking and a bleaching stage to achieve the desired purity of the
dissolving pulp. [19]
2.4 Acacia crassicarpa
Acacia in general is a fast-growing hardwood tree and one of the typical woods in tropical countries. In
Indonesia for example, the Acacia tree is a common sight. In the fertile soils and tropical climate of the
country, a tree of Acacia is ready to be harvest in five years. This tree species can also help to fix the
structure of soils, helping to prevent landslides and floods. The tree is typically important in the highland
or mountainous areas, although this species will also do well in lowlands. [20]
13
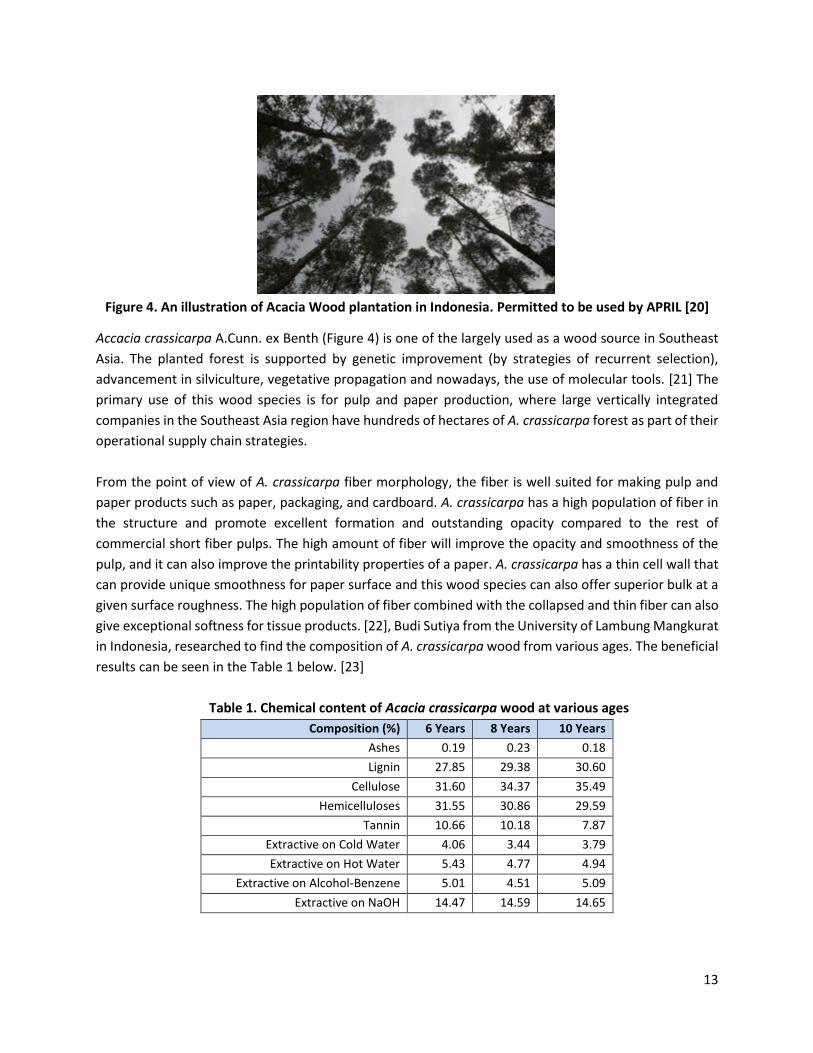
Figure 4. An illustration of Acacia Wood plantation in Indonesia. Permitted to be used by APRIL [20]
Accacia crassicarpa A.Cunn. ex Benth (Figure 4) is one of the largely used as a wood source in Southeast
Asia. The planted forest is supported by genetic improvement (by strategies of recurrent selection),
advancement in silviculture, vegetative propagation and nowadays, the use of molecular tools. [21] The
primary use of this wood species is for pulp and paper production, where large vertically integrated
companies in the Southeast Asia region have hundreds of hectares of A. crassicarpa forest as part of their
operational supply chain strategies.
From the point of view of A. crassicarpa fiber morphology, the fiber is well suited for making pulp and
paper products such as paper, packaging, and cardboard. A. crassicarpa has a high population of fiber in
the structure and promote excellent formation and outstanding opacity compared to the rest of
commercial short fiber pulps. The high amount of fiber will improve the opacity and smoothness of the
pulp, and it can also improve the printability properties of a paper. A. crassicarpa has a thin cell wall that
can provide unique smoothness for paper surface and this wood species can also offer superior bulk at a
given surface roughness. The high population of fiber combined with the collapsed and thin fiber can also
give exceptional softness for tissue products. [22], Budi Sutiya from the University of Lambung Mangkurat
in Indonesia, researched to find the composition of A. crassicarpa wood from various ages. The beneficial
results can be seen in the Table 1 below. [23]
Table 1. Chemical content of Acacia crassicarpa wood at various ages
Composition (%) 6 Years 8 Years 10 Years
Ashes 0.19 0.23 0.18
Lignin 27.85 29.38 30.60
Cellulose 31.60 34.37 35.49
Hemicelluloses 31.55 30.86 29.59
Tannin 10.66 10.18 7.87
Extractive on Cold Water 4.06 3.44 3.79
Extractive on Hot Water 5.43 4.77 4.94
Extractive on Alcohol-Benzene 5.01 4.51 5.09
Extractive on NaOH 14.47 14.59 14.65
14
2.5 Eucalyptus Hybrids
The nomenclature “Hybrids” for the species of Eucalyptus refers to the modification of this tree species
via cross-pollination, the process used to generate any of the hybrid species. Cross-pollination is occurring
when pollen of the plant is delivered from the stamen of one flower to the stigma of another plant flower
of the difference’s species. [24] The major triggering factor on Eucalyptus breeding programs is for
industrial purposes, particularly for pulp and paper industries. The orientation of the industrial objective
is usually related to a reduction of operational cost, the improvement of wood performance for the
processes and the suitability for producing high-quality products targeted for specific markets. [25] The
specification of the hybrid species is usually confidential information. Therefore, in this paper, the
technical information of this species is represented by Eucalyptus pellita as one of the sources of
Eucalyptus Hybrids that was used in this work. E .pellita is a species of medium to tall hardwood that is
native to north-eastern Queensland, Australia. This species has rough, flaky bark on the branches and the
trunk, has egg-shaped to lance-shaped leaves, white flowers and conical to cup-shaped fruit. This species
is also known by the name large-fruited red mahogany. [26]
In the Southeast Asia region, the plantation forests of Eucalyptus and Acacia species now exceed seven
million hectares. The plantation is managed in short rotations, typically 5-8 years for the wood production.
Much like the Acacia species, the main purpose of Eucalyptus rotation was for the regional wood-based
industrial sector, especially the pulp and paper industry. For example, in Sumatra, Indonesia, one of the
companies was progressively replacing Acacia mangium with E. pellita with growth rates ranged from
15.6-17.6 m3/ha/year. [27] E. pellita tree is good for lumber or biomass, it also has high kilocalorie content
(good for bioenergy applications). The leaves become the source of Eucalyptus oil and in the pulp and
paper industry, this species can be used as raw material because of its fiber length. [28] The chemical
properties of E. pellita can be seen in Table 2 (the age was not specified).
Table 2. Chemical content of Eucalyptus pellita [29]
Composition (%) Values
Ethanol-toluene extractives 3.08 ± 1.00%
Hot water-soluble extractives 1.41 ± 0.38%
Holocellulose 75.26 ± 2.58%
Alphacellulose 49.02 ± 2.88%
Lignin 29.49 ± 1.86%
2.6 Lignin Structure and Chemistry
Lignin is an amorphous three-dimensional web-liked natural polymer in which the monolignols form a
covalent bond (C-C or C-O-C) that combines to each other by radical coupling and then by either
nucleophilic attack or rearrangement on the electrophilic α-carbon. [30] The chemistry, molecular biology,
and biosynthesis of the lignin has not been completely explained. Currently, lignin biosynthesis is accepted
as the result of the random polymerization of oxidative phenolic coupling from three basic monolignol
15
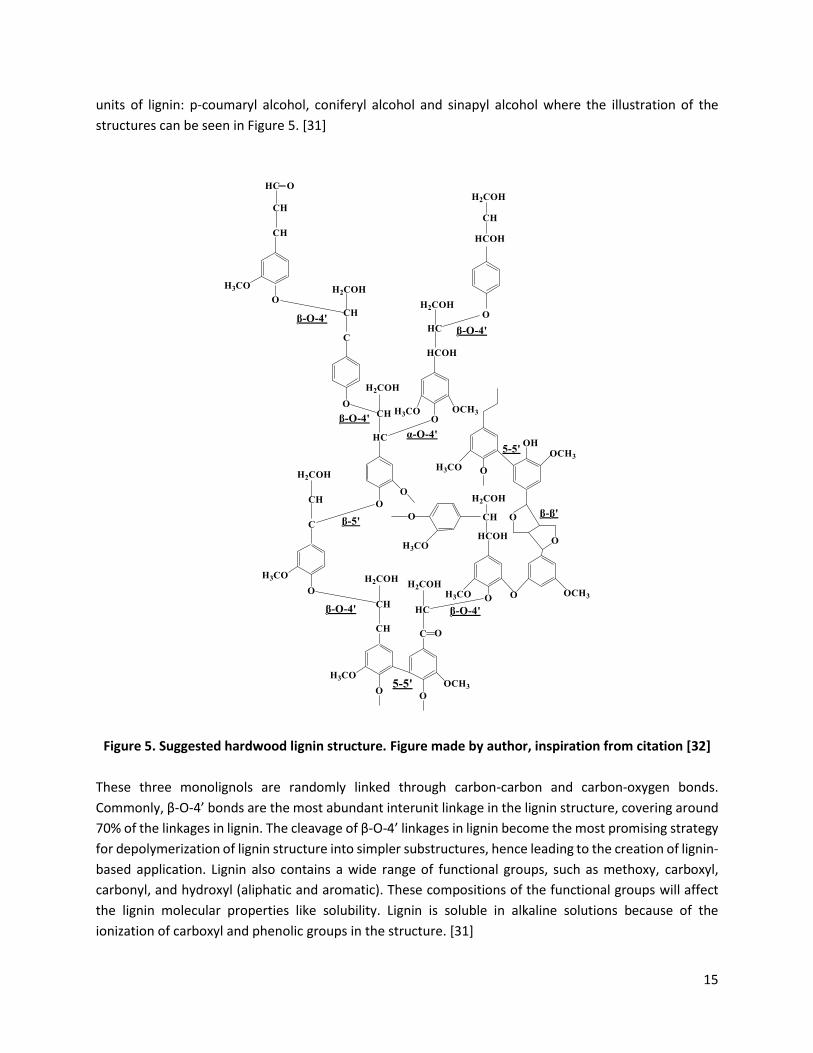
units of lignin: p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol where the illustration of the
structures can be seen in Figure 5. [31]
Figure 5. Suggested hardwood lignin structure. Figure made by author, inspiration from citation [32]
These three monolignols are randomly linked through carbon-carbon and carbon-oxygen bonds.
Commonly, β-O-4’ bonds are the most abundant interunit linkage in the lignin structure, covering around
70% of the linkages in lignin. The cleavage of β-O-4’ linkages in lignin become the most promising strategy
for depolymerization of lignin structure into simpler substructures, hence leading to the creation of lignin-
based application. Lignin also contains a wide range of functional groups, such as methoxy, carboxyl,
carbonyl, and hydroxyl (aliphatic and aromatic). These compositions of the functional groups will affect
the lignin molecular properties like solubility. Lignin is soluble in alkaline solutions because of the
ionization of carboxyl and phenolic groups in the structure. [31]
16
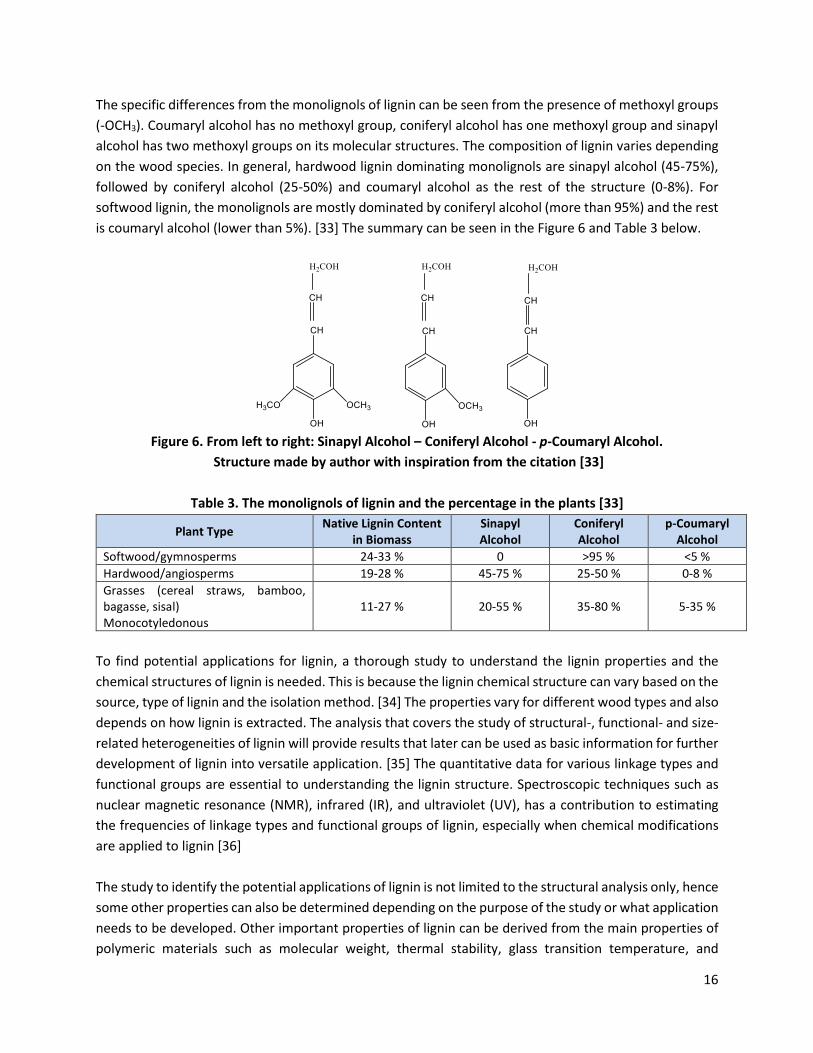
The specific differences from the monolignols of lignin can be seen from the presence of methoxyl groups
(-OCH3). Coumaryl alcohol has no methoxyl group, coniferyl alcohol has one methoxyl group and sinapyl
alcohol has two methoxyl groups on its molecular structures. The composition of lignin varies depending
on the wood species. In general, hardwood lignin dominating monolignols are sinapyl alcohol (45-75%),
followed by coniferyl alcohol (25-50%) and coumaryl alcohol as the rest of the structure (0-8%). For
softwood lignin, the monolignols are mostly dominated by coniferyl alcohol (more than 95%) and the rest
is coumaryl alcohol (lower than 5%). [33] The summary can be seen in the Figure 6 and Table 3 below.
Figure 6. From left to right: Sinapyl Alcohol – Coniferyl Alcohol - p-Coumaryl Alcohol.
Structure made by author with inspiration from the citation [33]
Table 3. The monolignols of lignin and the percentage in the plants [33]
Plant Type Native Lignin Content
in Biomass Sinapyl Alcohol
Coniferyl Alcohol
p-Coumaryl Alcohol
Softwood/gymnosperms 24-33 % 0 >95 % <5 %
Hardwood/angiosperms 19-28 % 45-75 % 25-50 % 0-8 %
Grasses (cereal straws, bamboo, bagasse, sisal) Monocotyledonous
11-27 % 20-55 % 35-80 % 5-35 %
To find potential applications for lignin, a thorough study to understand the lignin properties and the
chemical structures of lignin is needed. This is because the lignin chemical structure can vary based on the
source, type of lignin and the isolation method. [34] The properties vary for different wood types and also
depends on how lignin is extracted. The analysis that covers the study of structural-, functional- and size-
related heterogeneities of lignin will provide results that later can be used as basic information for further
development of lignin into versatile application. [35] The quantitative data for various linkage types and
functional groups are essential to understanding the lignin structure. Spectroscopic techniques such as
nuclear magnetic resonance (NMR), infrared (IR), and ultraviolet (UV), has a contribution to estimating
the frequencies of linkage types and functional groups of lignin, especially when chemical modifications
are applied to lignin [36]
The study to identify the potential applications of lignin is not limited to the structural analysis only, hence
some other properties can also be determined depending on the purpose of the study or what application
needs to be developed. Other important properties of lignin can be derived from the main properties of
polymeric materials such as molecular weight, thermal stability, glass transition temperature, and
17
solubility. [33] A wide range of analytical tools can help to identify the lignin properties for study purposes
or as basic information for further development of the lignin substance as seen in Table 4.
Table 4. Analytical tools for identifying lignin properties [37] Lignin Properties Analytical Tools
Lignin content Klason + UV-Lignin, Kappa number, NIR, UV
S/G/H-ratio Pyrolysis, Nitrobenzene ox, NMR
General structure NMR, FTIR, Pyrolysis, Permanganate ox
Functional groups NMR, FTIR, UV, Wet chemistry
Inter-unit linkages NMR, (Thio)-acidolysis
Molecular size SEC, MALDI-TOF-MS
Thermal behaviour DSC, TGA, Viscosity
Impurities Combustion (ash), Hydrolysis (sugars), Extraction (extractives, sulphur)
2.7 Lignin Applications
Lignin is a versatile biorefinery feedstock that can be used for many applications because of its unique
properties. These properties include antibacterial properties, thermal stability, favorable brittleness,
antioxidant ability, and high content of carbon. [38] The wide range of lignin potential applications include,
as alternative to fossil-based fuels, rubber additives, resins, thermoplastics blends, food, pharmaceutical
products, and as an environmentally friendly alternative to petroleum-based substances. Lignin is also
known to be one of the green resources for the production of some aromatic chemicals such as benzene,
toluene, and xylene (BTX). Among all of the lignin applications, the production of carbon fiber and
aromatic chemicals are the most challenging and beneficial product in lignin valorization [39] The
application of lignin can be categorized into three different groups based on the applications (Table 5) or
based on the extraction process of lignin (Table 6).
Table 5. Lignin applications based on products group [40]
Group Volume Value Application Example
Power/Fuel/Syngas High Low Energy production as the carbon source
Macromolecules Medium Medium Adhesives, polyurethane, carbon fiber
Aromatics Low High Aromatic (BTX), phenol, vanillin
18
Table 6. Lignin applications based on lignin extraction process [41]
The Type of Lignin
Mw (g/mol) PDI Sulphur/Ash (%/%)
Application
Kraft Lignin 1500 - 5000 (to 25000)
2.1-3.5 1.0-3.0/0.5-3 Fertilizer and pesticide carrier, carbon fibers, addition to thermoplastic polymers, binders, resins, activated carbon. Chemical - vanillin, hydroxylated aromatics, quinine, aldehydes and fatty acids. Energy alternative for lime kiln.
Soda Lignin 1000 - 3000 (to 15000)
2.5-3.5 0/0.7-2.3 Production of phenolic resins, animal nutrition, dispersants, polymer synthesis
Hydrolyzed Lignin
5000 – 10000 4.0-11 0-1.0/1.0-3.0 Preparation of polymeric materials, dispersants, deflocculation agents
Organosolv Lignin
500 – 10800 1-4.7 0.0/1.7 Additives for paints, varnishes, paints and create new substances
Lignosulfonates 1000 - 50000 (to 150000)
4.2-7.0 3.5-8.0/4.0-8.0
Colloidal suspensions, stabilizers, dispersants, binders, detergents, adhesives and components of feed, particle board, surfactants, adhesives and additives for Cements
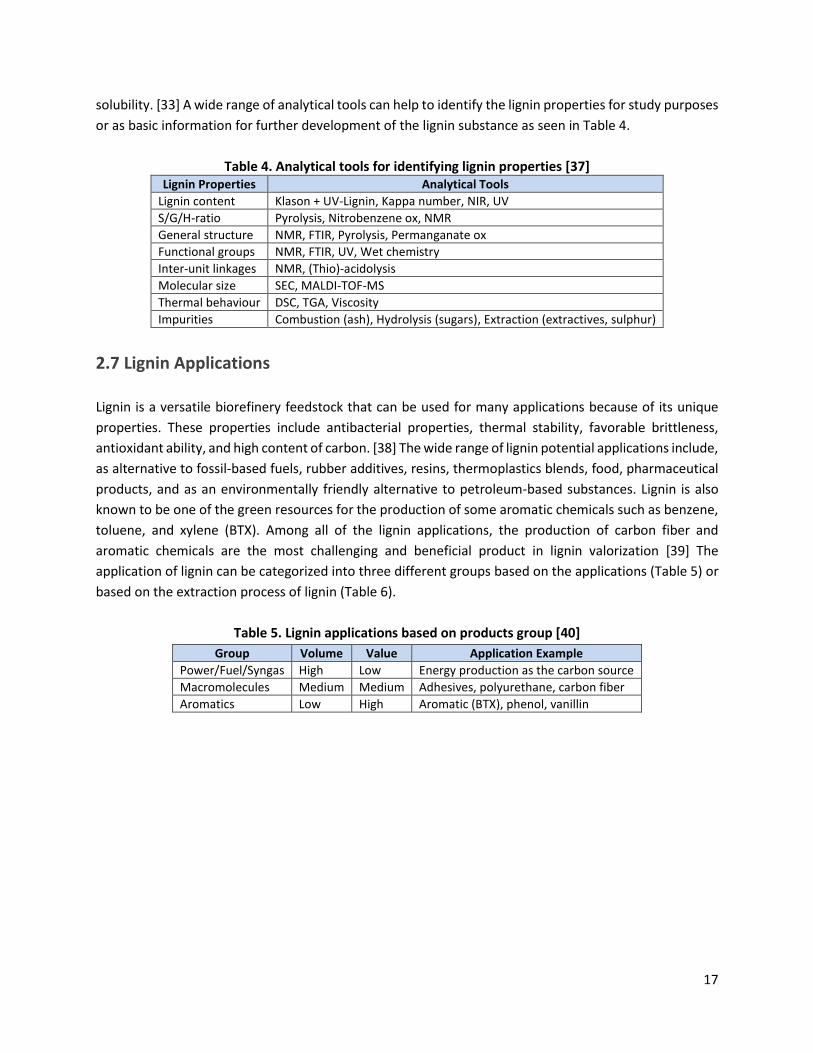
Lignin can undergo many processes for upgrading or increasing its value from the initial state. For
example, thermochemical processes such as pyrolysis, oxidation, and combustion can be applied to lignin
raw material to illustrate lignin production design for producing some versatile products. A schematic
view can be seen in Figure 7.
Figure 7. Lignin upgrading process via thermochemical processes. Figure made by Author, inspiration
from citation [39]
A study from Ľudmila et al in 2015 provides interesting information for lignin market value. [42] Based on
the purity, a high purity lignin price can go up to 750 USD/MT while the low purity lignin price is in the
range of 50-280 USD/MT. Sulphur-free lignin comes in the price range of 200-300 USD/MT, organosolv
lignin price range is 280-520 USD/MT and lignosulphonates price range from 180-500 USD/MT. Lignin
from the kraft pulping process as the most abundant source of lignin from the pulp and paper industry
has a price range from 260-500 USD/MT.
19
3 Experimental
The main objectives of the experiments were to investigate the structural information of technical lignin
obtained from Acacia crassicarpa and Eucalyptus Hybrids, through kraft cooking (KP) and kraft dissolving
pulp cooking (DP). Woodchips raw materials were supplied from APRIL company in Indonesia. Lignin
characterization included molecular weight distribution, lignin functional groups, and lignin structural
elements. The study also provided the amount of technical lignin that can be isolated from both processes.
A cooking process must be conducted to obtains the black liquor, because the direct delivery of black
liquor from the raw materials supplier (APRIL) is not possible from Indonesia due to it is categorized as a
hazardous material. The cooking process will recreate the industrial processes that exist in APRIL by
following the cooking protocol from the company to obtains the black liquor material for analyzing the
technical lignin. Another reason is that the black liquor in the industry is generated from different types
of woods and cooking types, which makes it difficult to identify its composition because it’s already mixed.
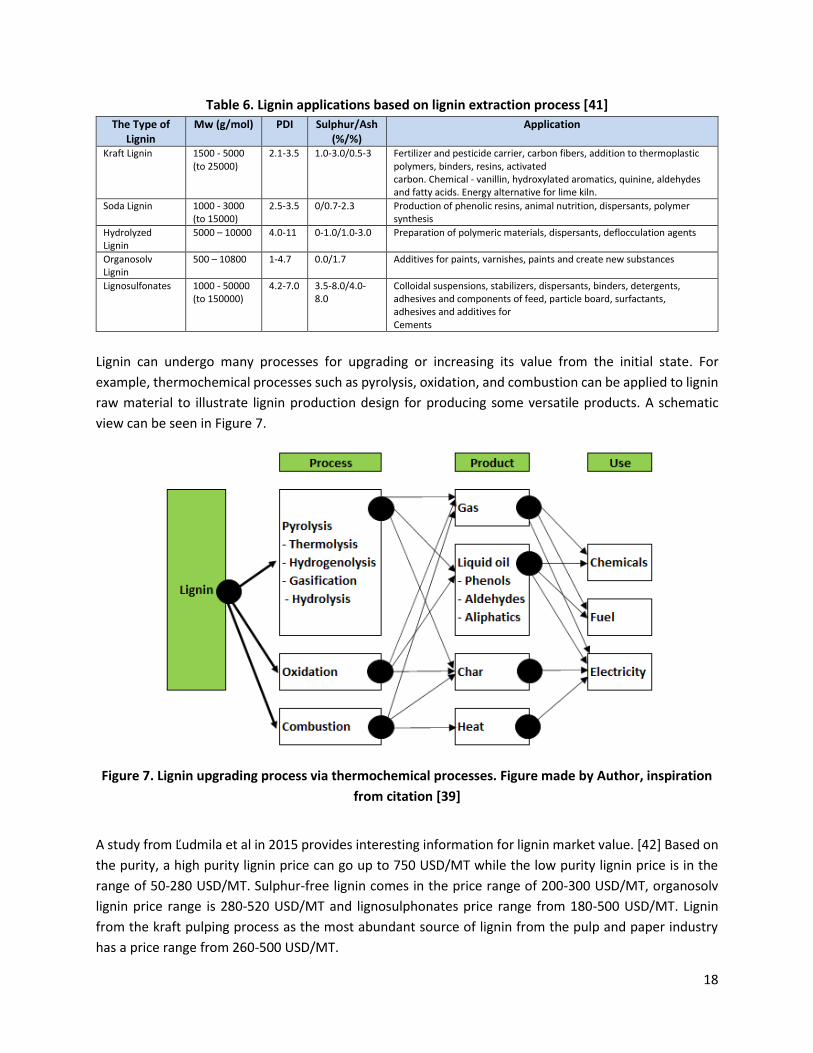
In this experiment, the composition of wood raw material was also determined to give more
understanding about the characteristics and condition of the wood raw material that delivered from
Indonesia to Sweden. The entire research design can be seen in Figure 8 and all of the experiments were
performed at the Division of Wood Chemistry and Pulp Technology, KTH Royal Institute of Technology,
Stockholm, Sweden.
Figure 8. Research design
3.1 Raw Materials
Acacia crassicarpa and Eucalyptus Hybrids with 5 years old at harvesting were used in the experiments.
The woodchips Acacia crassicarpa and Eucalyptus Hybrids supplied from APRIL Mill in Pangkalan Kerinci,
Riau, Indonesia, were screened to obtain similar sized chips. No bark or knots were included in the
samples. The photographs for the woodchips can be seen in Figure 9. All materials and chemicals that
used in this experiment are listed in Table 7.
20
Figure 9. Photographs of the Woodchips of Acacia crassicarpa (left) and Eucalyptus Hybrids (right).
The Images are taken with white copy papers as background. Photos by Author
Table 7. The list of chemicals and materials used in this experiment
No Materials/Chemicals Roles Source/Manufacturer
1 Acacia crassicarpa woodchips Wood Raw material APRIL Mill Kerinci
2 Eucalyptus Hybrids woodchips Wood Raw material APRIL Mill Kerinci
3 Dichloromethane (DCM) Wood extraction solvent Sigma Aldrich
4 Ethanol Wood extraction solvent Sigma Aldrich
5 Acetone Wood extraction solvent Sigma Aldrich
6 Arabinose, galactose, glucose, xylose, mannose and rhamnose standard
Monosaccharides standard for IC Sigma Aldrich
7 Dioxane MWL solvent Sigma Aldrich
8 Deionized water Multi-purpose in the experiment -
9 Milli-pore Milli-Q plus water Multi-purpose in the experiment -
10 Poly(ethylene) glycol (PEG) Heating chemicals for autoclaves -
11 Sodium hydroxide Cooking chemical (white liquor) -
12 Sodium sulfide Cooking chemical (white liquor) -
13 Hydrochloric acid Acid hydrolysis for lignin isolation Sigma Aldrich
14 Dimethylformamide (DMF) P-NMR chemical (dissolution agent) Sigma Aldrich
15 Pyridine P-NMR chemical Sigma Aldrich
16 Endo-N-Hydroxy-5-norbornene-2,3-dicarboximide (e-HNDI)
P-NMR chemical (internal standard) Sigma Aldrich
17 Cr (AcAc)3 P-NMR chemical (relaxing agent) Sigma Aldrich
18 2-Chloro-4,4,5,5-tetramethyl-1,3,2-dioxaphospholane (Cl-TMDP)
P-NMR chemical (phosphitylated agent) Sigma Aldrich
19 Chloroform-d (CDCl3-d) P-NMR chemical (solvent) Cambridge Isotope Lab
20 Dimethyl sulfoxide-d6 (DMSO) 2D-NMR solvent Sigma Aldrich
21 Acetic anhydride SEC chemical (acetylation step; with Pyridine) Sigma Aldrich
22 Tetrahydrofuran (THF) SEC solvent Sigma Aldrich
21
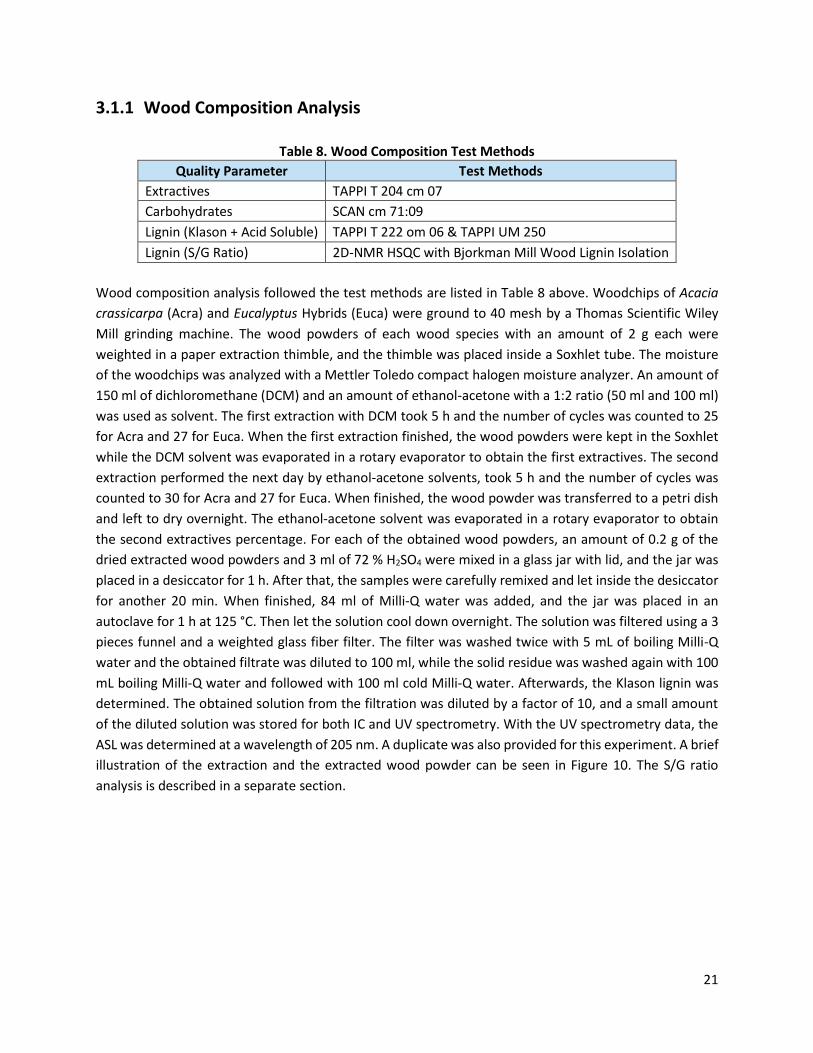
3.1.1 Wood Composition Analysis
Table 8. Wood Composition Test Methods
Quality Parameter Test Methods
Extractives TAPPI T 204 cm 07
Carbohydrates SCAN cm 71:09
Lignin (Klason + Acid Soluble) TAPPI T 222 om 06 & TAPPI UM 250
Lignin (S/G Ratio) 2D-NMR HSQC with Bjorkman Mill Wood Lignin Isolation
Wood composition analysis followed the test methods are listed in Table 8 above. Woodchips of Acacia
crassicarpa (Acra) and Eucalyptus Hybrids (Euca) were ground to 40 mesh by a Thomas Scientific Wiley
Mill grinding machine. The wood powders of each wood species with an amount of 2 g each were
weighted in a paper extraction thimble, and the thimble was placed inside a Soxhlet tube. The moisture
of the woodchips was analyzed with a Mettler Toledo compact halogen moisture analyzer. An amount of
150 ml of dichloromethane (DCM) and an amount of ethanol-acetone with a 1:2 ratio (50 ml and 100 ml)
was used as solvent. The first extraction with DCM took 5 h and the number of cycles was counted to 25
for Acra and 27 for Euca. When the first extraction finished, the wood powders were kept in the Soxhlet
while the DCM solvent was evaporated in a rotary evaporator to obtain the first extractives. The second
extraction performed the next day by ethanol-acetone solvents, took 5 h and the number of cycles was
counted to 30 for Acra and 27 for Euca. When finished, the wood powder was transferred to a petri dish
and left to dry overnight. The ethanol-acetone solvent was evaporated in a rotary evaporator to obtain
the second extractives percentage. For each of the obtained wood powders, an amount of 0.2 g of the
dried extracted wood powders and 3 ml of 72 % H2SO4 were mixed in a glass jar with lid, and the jar was
placed in a desiccator for 1 h. After that, the samples were carefully remixed and let inside the desiccator
for another 20 min. When finished, 84 ml of Milli-Q water was added, and the jar was placed in an
autoclave for 1 h at 125 °C. Then let the solution cool down overnight. The solution was filtered using a 3
pieces funnel and a weighted glass fiber filter. The filter was washed twice with 5 mL of boiling Milli-Q
water and the obtained filtrate was diluted to 100 ml, while the solid residue was washed again with 100
mL boiling Milli-Q water and followed with 100 ml cold Milli-Q water. Afterwards, the Klason lignin was
determined. The obtained solution from the filtration was diluted by a factor of 10, and a small amount
of the diluted solution was stored for both IC and UV spectrometry. With the UV spectrometry data, the
ASL was determined at a wavelength of 205 nm. A duplicate was also provided for this experiment. A brief
illustration of the extraction and the extracted wood powder can be seen in Figure 10. The S/G ratio
analysis is described in a separate section.
22
Figure 10. The extraction process and the dried extracted wood powder. Photos by Author
3.1.2 S/G Ratio Analysis
The milled wood lignin (MWL) was prepared based on the Björkman procedure with some modification.
[43] The woodchips of Acacia crassicarpa (Acra) and Eucalyptus Hybrids (Euca) were ground to 60 mesh
with a Thomas Scientific Wiley Mill grinding machine. An amount of 20 g for each sample (60 mesh wood
powder) was ball-milled in a Retsch Planetary PM 400 ball mill at 300 rpm for 24 h within 2 nights (12
hours each night) in a steel jar and using 50 agate balls each (dimension 20 x 20 mm). An amount of 2 g
ball-milled powder for each sample was then extracted with a mixture of dioxane-water (40 ml, 96:4 v/v).
The mixture was stirred for 48 h at room temperature in a closed Teflon-lid bottle. After the stirring
process was completed, the solution was then centrifuged three times by Hettich Centrifuge Rotina 420
at 4800 rpm (g-force of 4688) for 20 min, 10 min, and 5 min respectively. In the second and third
centrifugation, 20 ml and 15 ml of a dioxane-water mixture (96:4 v/v) were added separately. The
obtained supernatant was collected in a round bottom flask. The dioxane was carefully removed with
rotary evaporator and with the addition 100 mL of deionized water. Finally, the obtained sample was
freeze-dried to obtain MWL as a light brown powder. The resulting samples (100 mg each) were then
dissolved in 650 μL Dimethyl sulfoxide-d6 (DMSO-d6) and analyzed by 2D-HSQC NMR using a Bruker
Advance III HD 400 MHz instrument at 300 K with a BBFO probe equipped with a Z-gradient coil. A brief
illustration of the experiment can be seen in Figure 11.
Figure 11. The milled wood lignin methods and the dried extracted lignin powder. Photos by Author
23
3.2 Cooking Processes
The cooking process was performed in a steam-heated polyethylene glycol (PEG) autoclave bath. Two
different cooking processes were performed: Kraft cooking (KP) and kraft dissolving pulp cooking (DP).
The cooking protocol followed the industrial protocol from APRIL Mill Kerinci, as informed by APRIL’s R&D
Department (Table 9). Since the cooking protocol was taken from the work of different autoclaves, several
trials were performed to determine the suitable condition for the autoclaves that were used in this
experiment. The dryness of each wood chip was determined gravimetrically before being used as a raw
material in the cooking process. The analysis which was determined after the cooking process were pulp
yield (KP and DP), Kappa number (KP and DP), and pentosan analysis (DP), in order to justify the
successfulness of the cooking process. The black liquor obtained from the cooking process was later used
in the acid precipitation and lignin characterization steps in this study.
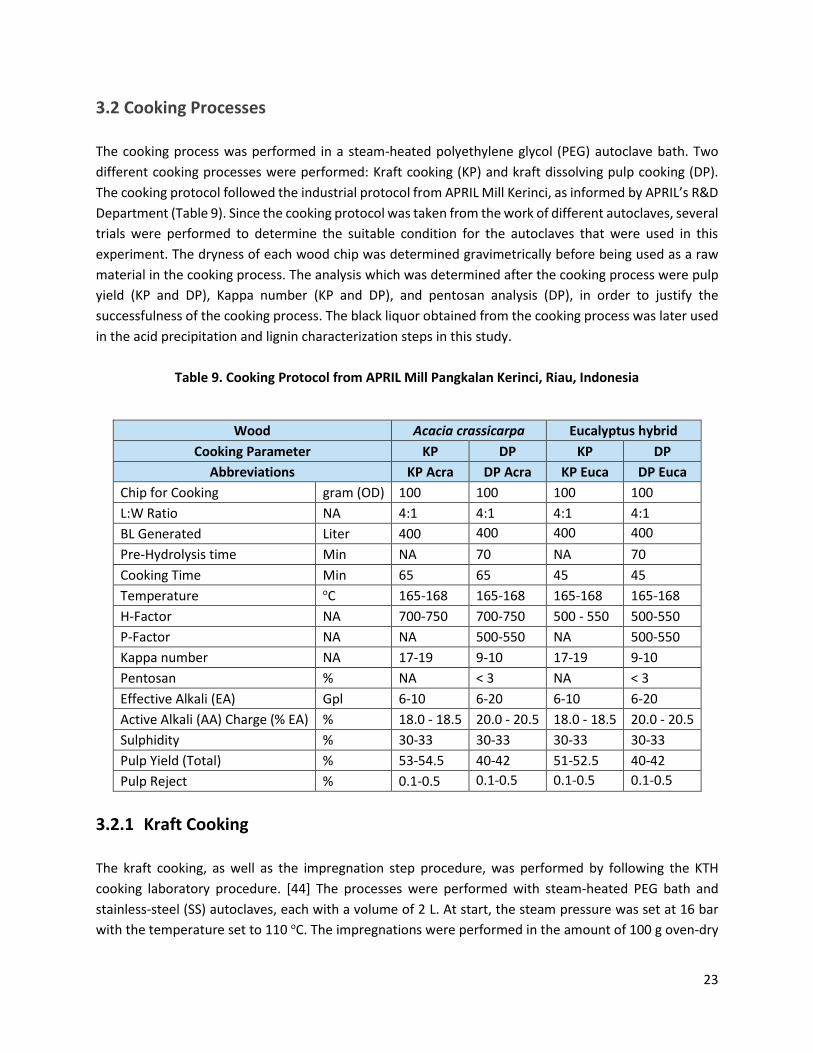
Table 9. Cooking Protocol from APRIL Mill Pangkalan Kerinci, Riau, Indonesia
Wood Acacia crassicarpa Eucalyptus hybrid
Cooking Parameter KP DP KP DP
Abbreviations KP Acra DP Acra KP Euca DP Euca
Chip for Cooking gram (OD) 100 100 100 100
L:W Ratio NA 4:1 4:1 4:1 4:1
BL Generated Liter 400 400 400 400
Pre-Hydrolysis time Min NA 70 NA 70
Cooking Time Min 65 65 45 45
Temperature oC 165-168 165-168 165-168 165-168
H-Factor NA 700-750 700-750 500 - 550 500-550
P-Factor NA NA 500-550 NA 500-550
Kappa number NA 17-19 9-10 17-19 9-10
Pentosan % NA < 3 NA < 3
Effective Alkali (EA) Gpl 6-10 6-20 6-10 6-20
Active Alkali (AA) Charge (% EA) % 18.0 - 18.5 20.0 - 20.5 18.0 - 18.5 20.0 - 20.5
Sulphidity % 30-33 30-33 30-33 30-33
Pulp Yield (Total) % 53-54.5 40-42 51-52.5 40-42
Pulp Reject % 0.1-0.5 0.1-0.5 0.1-0.5 0.1-0.5
3.2.1 Kraft Cooking
The kraft cooking, as well as the impregnation step procedure, was performed by following the KTH
cooking laboratory procedure. [44] The processes were performed with steam-heated PEG bath and
stainless-steel (SS) autoclaves, each with a volume of 2 L. At start, the steam pressure was set at 16 bar
with the temperature set to 110 oC. The impregnations were performed in the amount of 100 g oven-dry
24
woodchips for each of Acacia crassicarpa (Acra) and Eucalyptus hybrids (Euca). The impregnation stage
was initiated as the woodchips were deaerated using a vacuum in the SS autoclaves for 30 min. The
cooking liquor or white liquor was prepared from stock solutions of NaOH (8.87 mol) and Na2S (2.23 mol;
2.74 mol). The liquor-to-wood ratio (L:W ratio) used was 4:1 with an estimated total liquid volume of 400
ml (EA 18% and sulphidity 30%). From the vacuum obtained after the vacuum impregnation step in the SS
autoclaves, the white liquor was transferred into the vessels by vacuum suction. The SS autoclaves where
then positioned in a steam-heated PEG bath where the impregnation stage took place. Then it was placed
with an inclination in the positioning to ensure homogenous mixing when the autoclaves rotated during
the operation. Other autoclaves were positioned as a counterbalance. The SS autoclaves were placed in
the steam-heated polyethylene glycol bath for 10 minutes to reach the set point temperature (115oC)
before initiating the actual impregnation stage with an approximate time of 30 min.
The kraft cooking stage is performed to extract the lignin from the woodchips with black liquor as a side
product of the cooking process. The cooking of Acra and Euca woodchips was performed with the same
autoclaves as used in the previous impregnation stage. All cooking stages were performed under uniform
conditions following the protocol in table 9 for KP and in the steam-heated polyethylene glycol bath. The
cooking temperature started at 110°C with the ramping time of 2oC/min to 165oC for 27.5 min, and the
cooking time was 85 min for Acra and 65 min for Euca, with H factors of 700-750 for Acra and 500-550 for
Euca. After the cooking stage was finished, the SS autoclaves were placed in a cooling bath to reduce their
outer temperature for 10-15 min before removing the woodchips and black liquor. The dignified
woodchips and black liquor were separated. For the black liquor, the pH was measured and stored in a
closed container. The woodchips were then rinsed with deionized water and put in a washing system
overnight. The next day, the clean delignified woodchips are turned into pulp using the defibration
method using deionized water with 2 bar pressure and later were centrifuged to release the remaining
moisture. The screened pulp yield and reject was measured, Kappa number was also measured (with the
Kappa number target being 17-19) to justify the successfulness of the cooking process. A brief illustration
of the experiment can be seen in Figure 12.
Figure 12. Kraft cooking experiment in the PEG bath stainless-steel autoclave. Photos by Author

25
3.2.2 Kraft Dissolving Pulp Cooking
The processes are performed with the same system and autoclaves as for the kraft cooking. The steam
pressure was set at 16 bar with the temperature set to 110oC. Kraft dissolving pulp cooking was initiated
with the pre-hydrolysis stage using deionized water (auto pre-hydrolysis). An amount of 100 g oven-dry
woodchips for each of Acra and Euca were prepared for the session. At the beginning, the SS autoclaves
underwent vacuum impregnation for 30 minutes to remove the air. A hydrolysis solution was then
prepared with a liquor-to-wood ratio of 4:1 with an estimated total liquid volume of 400 l. From the
vacuum obtained after the vacuum impregnation in the SS autoclaves, the hydrolysis solution was
transferred into the vessels by vacuum suction. The next process was similar with kraft cooking.
The process temperature starts at 110°C with ramping time 2oC/min to 165oC for 27.5 min, and the pre-
hydrolysis time was 70 min with P factor 525. After the auto pre-hydrolysis stage was finished, the SS
autoclaves were placed in a cooling bath to reduce their outer temperature for 10-15 min before removing
the pre-hydrolyzed woodchips and pre-hydrolyzed liquor (check whether the pH hydrolysate was around
3.2 - 3.5). After the pre-hydrolyzed woodchips were separated from the liquor, the pre-hydrolyzed wood
proceeded to kraft cooking. The cooking stage was performed with the identical procedure as kraft
cooking. Acra started with a temperature at 165oC with a total time 130 min (120 min cooking and 10 min
for temperature adjustment), and H Factor: 1200. While Euca, start with the same tempearature with
total time 100 min (90 min cooking and 10 min for temperature adjustment), and H Factor: 900. At the
end of the process, the screened pulp yield and reject were measured. Kappa number were measured
with a target of 8-10 and the pentosan analysis was also conducted (< 3%) to justify the successfulness of
the dissolving pulp cooking process.
3.3 Technical Lignin Isolation
Acid precipitation was used to isolate lignin from the generated black liquor. The precipitation can be
done by carbon dioxide or different kinds of acid such as sulphuric acid or hydrochloric acid. [45] The pH
of the isolated lignin was maintained at between 2 and 4. Hydrochloric acid (10 N) was added to 10-20 ml
of black liquor until the pH of the solution was in range between 2 and 4. The solution was then
centrifuged twice by a Hettich Centrifuge Rotina 420 at 4800 rpm for 10 minutes. After the centrifugation,
the solution was separated and the precipitate was washed and centrifuged (4800 rpm and, 30 minutes)
twice with approximately 40 ml of hydrochloric acid solution (pH 3). At last, the filtrate was separated and
dried in the oven overnight (80°C). The next day, the filtrate was dried again in a vacuum oven overnight
(60°C) to completely remove the liquid. Thereafter, the dried precipitate was weighed to obtain the mass
of isolated lignin. The yield of precipitation was quantified in duplicates. A brief illustration of the
experiment can be seen in Figure 13.
26
Figure 13. Illustration of lignin isolation method. Photos by Author
3.4 Technical Lignin Molecular Structure Analysis
The technical lignin molecular structure analyses were performed to determine lignin molecular weight
distribution, lignin functional groups, and lignin structural elements such as inter unit linkages. The
molecular weight distribution of the isolated lignin was determined through the tetrahydrofuran Size-
Exclusion Chromatography method (THF-SEC). [46] The isolated lignin was then analyzed with
Phosphorus-31 Nuclear Magnetic Resonance (31P-NMR) and wo-Dimensional Heteronuclear Single
Quantum Correlation NMR (2D-HSQC NMR) methods to find the functional groups (hydroxyl, phenolic and
carboxyl) and obtain a fingerprint of the linkages in the lignin structures, respectively. The 31P-NMR
spectra and 2D-NMR HSQC were recorded on a Bruker Avance III HD 400 MHz instrument at 300 K with a
BBFO probe equipped with a Z-gradient coil. Data were processed with MestreNova software by
Mestrelab Research. [47]
3.4.1 Technical Lignin Molecular Weight Distribution by THF-SEC
Technical lignin molecular weight distribution was analyzed with Size-Exclusion Chromatography (SEC) in
THF as the mobile phase. The protocol starts with an acetylation process with acetic acid anhydrate and
pyridine, where both chemicals were added to the samples and concentrated overnight with a Stuart
sample concentrator. After the acetylation process, an amount of 2 mg acetylated samples was dissolved
in 1 ml of tetrahydrofuran (THF) and filtered by a 0.45 μm syringe filter. The injection volume of the
samples was 20 μL, with a constant flow at 0.3 mL/min, and HPLC-grade THF being used as a mobile phase.
The analysis was performed using a Waters instrument system (Waters Sverige AB, Sollentuna, Sweden)
that consists of a Waters-2707 autosampler, a Waters-2998 photodiode array detector, and a Waters-515
HPLC-pump. The separation of the macromolecular materials was achieved on a Waters Ultrastyragel HR4,
HR2, and HR0.5 (4.6 × 300 mm) solvent-efficient analytical columns which are connected in series type of
connection with a Styragel Guard column (THF, 4.6 × 300 mm), and operated at a temperature of 35 °C.
The data was collected at both 254 and 280 nm to verify a minimal peak drift in the results. The calibration
process was performed at 254 nm using polystyrene standards with nominal molecular weights of 176

27
000, 116 000, 46 400, 18 000, 9600, 6540, 2920, 890, 682, 578, 474, 370, and 266 Da. The data analysis
and quantification of the molecular weight were performed using the Waters Empower 3 software. [48]
3.4.2 Technical Lignin Functional Groups Analysis by 31P-NMR Quantification
For the quantitative 31P-NMR analysis, 30 mg of the fully dried lignin (lyophilized) samples were weighted
and mixed in 100 µl of dimethylformamide (DMF) and 100 µl pyridine; the solution was then left mixing
overnight in an Eppendorf thermomixer comfort until complete dissolution occurred. The internal
standard was prepared by adding an amount of 31.5 mg endo-N-Hydroxy-5-norbornene-2,3-
dicarboximide (e-HNDI) with 2.5 mg of Cr (AcAc)3 relaxing agent in 500 µl pyridine. After the mixing was
finished, an amount of 50 µl of freshly prepared internal standard was added to the sample. Then, an
amount of 100 µl of 2-chloro-4,4,5,5-tetramethyl-1,3,2-dioxaphospholane (Cl-TMDP) as phosphitylation
agent was added. After the previous step was finished, 375 µl of chloroform-d (CDCl3-d) was added to
complete the solution. The reaction proceeded for 30 minutes until the samples were analyzed with 31P-
NMR analysis which was performed with 256 scans, a time delay (DI) of 10 s, and a total runtime of 50
min for each sample. [49]
3.4.3 Technical Lignin Structural Elements Analysis by 2D-HSQC NMR
Quantification
The semi-quantitative 2D-HSQC NMR analysis was done on roughly 100 mg of the sample dissolved in 550
µl of DMSO-d6. The spectra were acquired with a total of 70 scans and 8 h runtime. Data was processed
in MestreNova (version 9.0.0, Mestrelab Research). The internal standard reference used was the peak of
DMSO (δC/δH = 39.5/2.50 ppm).
28
4 Results and Discussion
The results and discussion part are divided into four subsections. The first section, section 4.1, concerns
the result of the wood composition analysis and the S/G ratio analysis. The following section 4.2, will
discuss the cooking process of Acacia crassicarpa and Eucalyptus hybrids through kraft cooking (KP) and
kraft dissolving pulp cooking (DP). This is then followed by section 4.3 for the discussion of technical lignin
isolation results from each process of woodchips. Finally, in section 4.4 the technical lignin molecular
structure of Acacia crassicarpa and Eucalyptus hybrids for the different cooking processes are evaluated.
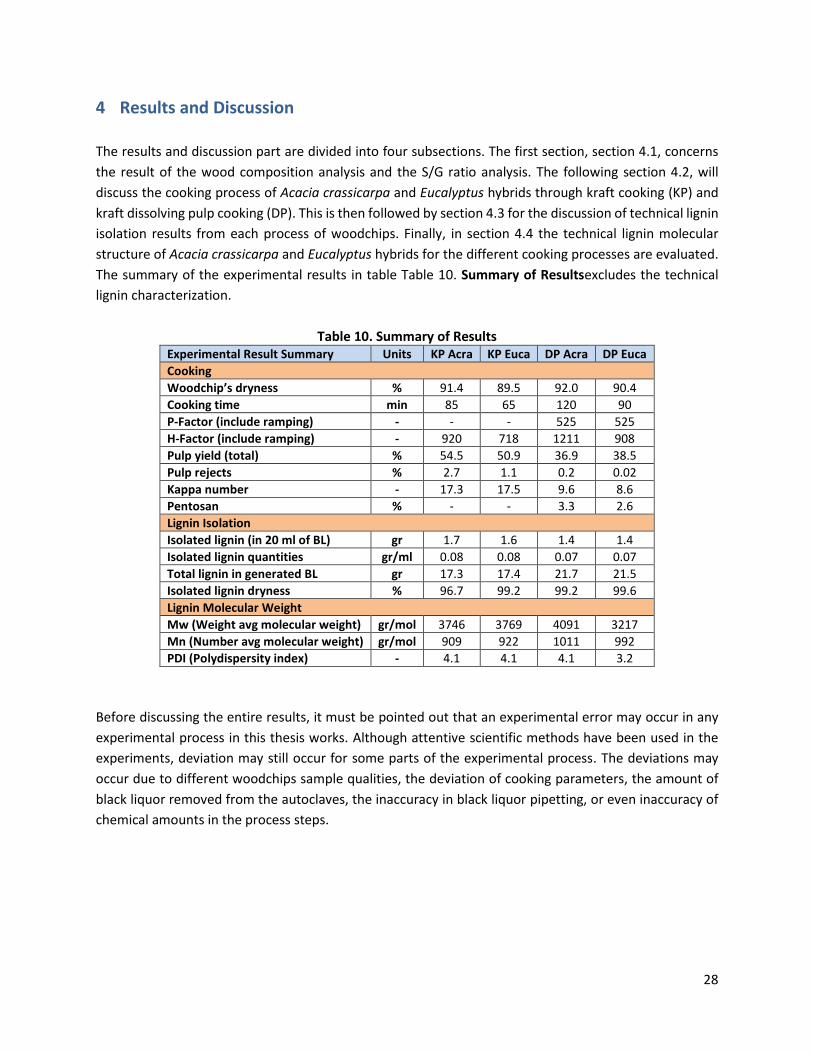
The summary of the experimental results in table Table 10. Summary of Resultsexcludes the technical
lignin characterization.
Table 10. Summary of Results Experimental Result Summary Units KP Acra KP Euca DP Acra DP Euca
Cooking
Woodchip’s dryness % 91.4 89.5 92.0 90.4
Cooking time min 85 65 120 90
P-Factor (include ramping) - - - 525 525
H-Factor (include ramping) - 920 718 1211 908
Pulp yield (total) % 54.5 50.9 36.9 38.5
Pulp rejects % 2.7 1.1 0.2 0.02
Kappa number - 17.3 17.5 9.6 8.6
Pentosan % - - 3.3 2.6
Lignin Isolation
Isolated lignin (in 20 ml of BL) gr 1.7 1.6 1.4 1.4
Isolated lignin quantities gr/ml 0.08 0.08 0.07 0.07
Total lignin in generated BL gr 17.3 17.4 21.7 21.5
Isolated lignin dryness % 96.7 99.2 99.2 99.6
Lignin Molecular Weight
Mw (Weight avg molecular weight) gr/mol 3746 3769 4091 3217
Mn (Number avg molecular weight) gr/mol 909 922 1011 992
PDI (Polydispersity index) - 4.1 4.1 4.1 3.2
Before discussing the entire results, it must be pointed out that an experimental error may occur in any
experimental process in this thesis works. Although attentive scientific methods have been used in the
experiments, deviation may still occur for some parts of the experimental process. The deviations may
occur due to different woodchips sample qualities, the deviation of cooking parameters, the amount of
black liquor removed from the autoclaves, the inaccuracy in black liquor pipetting, or even inaccuracy of
chemical amounts in the process steps.
29
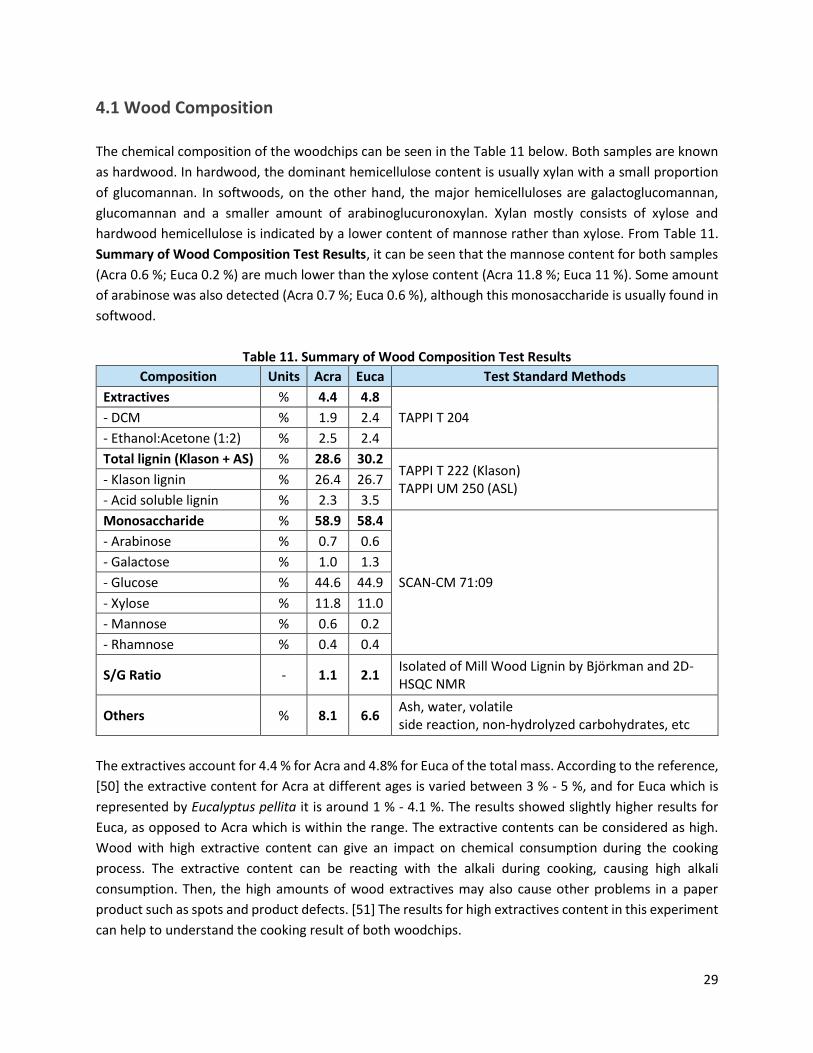
4.1 Wood Composition
The chemical composition of the woodchips can be seen in the Table 11 below. Both samples are known
as hardwood. In hardwood, the dominant hemicellulose content is usually xylan with a small proportion
of glucomannan. In softwoods, on the other hand, the major hemicelluloses are galactoglucomannan,
glucomannan and a smaller amount of arabinoglucuronoxylan. Xylan mostly consists of xylose and
hardwood hemicellulose is indicated by a lower content of mannose rather than xylose. From Table 11.
Summary of Wood Composition Test Results, it can be seen that the mannose content for both samples
(Acra 0.6 %; Euca 0.2 %) are much lower than the xylose content (Acra 11.8 %; Euca 11 %). Some amount
of arabinose was also detected (Acra 0.7 %; Euca 0.6 %), although this monosaccharide is usually found in
softwood.
Table 11. Summary of Wood Composition Test Results
Composition Units Acra Euca Test Standard Methods
Extractives % 4.4 4.8
TAPPI T 204 - DCM % 1.9 2.4
- Ethanol:Acetone (1:2) % 2.5 2.4
Total lignin (Klason + AS) % 28.6 30.2 TAPPI T 222 (Klason) TAPPI UM 250 (ASL)
- Klason lignin % 26.4 26.7
- Acid soluble lignin % 2.3 3.5
Monosaccharide % 58.9 58.4
SCAN-CM 71:09
- Arabinose % 0.7 0.6
- Galactose % 1.0 1.3
- Glucose % 44.6 44.9
- Xylose % 11.8 11.0
- Mannose % 0.6 0.2
- Rhamnose % 0.4 0.4
S/G Ratio - 1.1 2.1 Isolated of Mill Wood Lignin by Björkman and 2D-HSQC NMR
Others % 8.1 6.6 Ash, water, volatile side reaction, non-hydrolyzed carbohydrates, etc
The extractives account for 4.4 % for Acra and 4.8% for Euca of the total mass. According to the reference,
[50] the extractive content for Acra at different ages is varied between 3 % - 5 %, and for Euca which is
represented by Eucalyptus pellita it is around 1 % - 4.1 %. The results showed slightly higher results for
Euca, as opposed to Acra which is within the range. The extractive contents can be considered as high.
Wood with high extractive content can give an impact on chemical consumption during the cooking
process. The extractive content can be reacting with the alkali during cooking, causing high alkali
consumption. Then, the high amounts of wood extractives may also cause other problems in a paper
product such as spots and product defects. [51] The results for high extractives content in this experiment
can help to understand the cooking result of both woodchips.
30
For the lignin content, the results show that Klason lignin quantification was 26.4 % for Acra and 26.7 %
for Euca. Acid soluble lignin quantification reveals for Acra an amount of 2.3 % whereas for Euca 3.5 %. In
hardwood, the amount of soluble lignin is high with an amount of 3 % - 5 %. Meanwhile, Klason lignin for
hardwood is 20 % - 25 %. [52] The experimental lignin content can be considered high; this is related to
where the wood grows. Indonesia, as a country crossed by the equator line, has trees with a different
defense mechanism. This occurs naturally as a defense mechanism for tree to face the tropical weather,
the environment, and the surrounding animals, resulting in higher lignin content and making the wood
stronger against the environmental conditions in which it grows. [53] Higher lignin composition provides
a challenge for pulp cooking and delignification processes but it also becomes the potential of higher lignin
resources because higher isolated lignin can be obtained.
From the results illustrating the chemical composition of both woods species in Table 11. Summary of
Wood Composition Test ResultsHowever, there is a loss of around 8.1 % for Acra and 6.6 % for Euca of
the total mass. This loss of mass may be caused from other content in the wood that has not been
measured in this experiment such as acid sugar (galacturonic and glucuronic acid), and unwanted reaction
occurring during the extraction and analysis. The remaining compositions includes water, volatile
compounds, side reaction products, and non-hydrolyzed carbohydrates. [54]
The content of Syringyl and Guaiacyl are also studied (S/G ratio) to support the cooking result for this
study, particularly the actual H-factor of the cooking process. From the S/G ratio analysis, Acra showed a
ratio of 1.1, which means that the amount of S and G units are basically the same. In contrast, the S/G
ratio for Euca was 2.1, with the dominance of S lignin unit in the composition. According to reference both
values are within the range, with the Acra’s S/G ratio between 1.1-1,4 and Euca’s S/G ratio is in range of
2.1-2.3. [55]
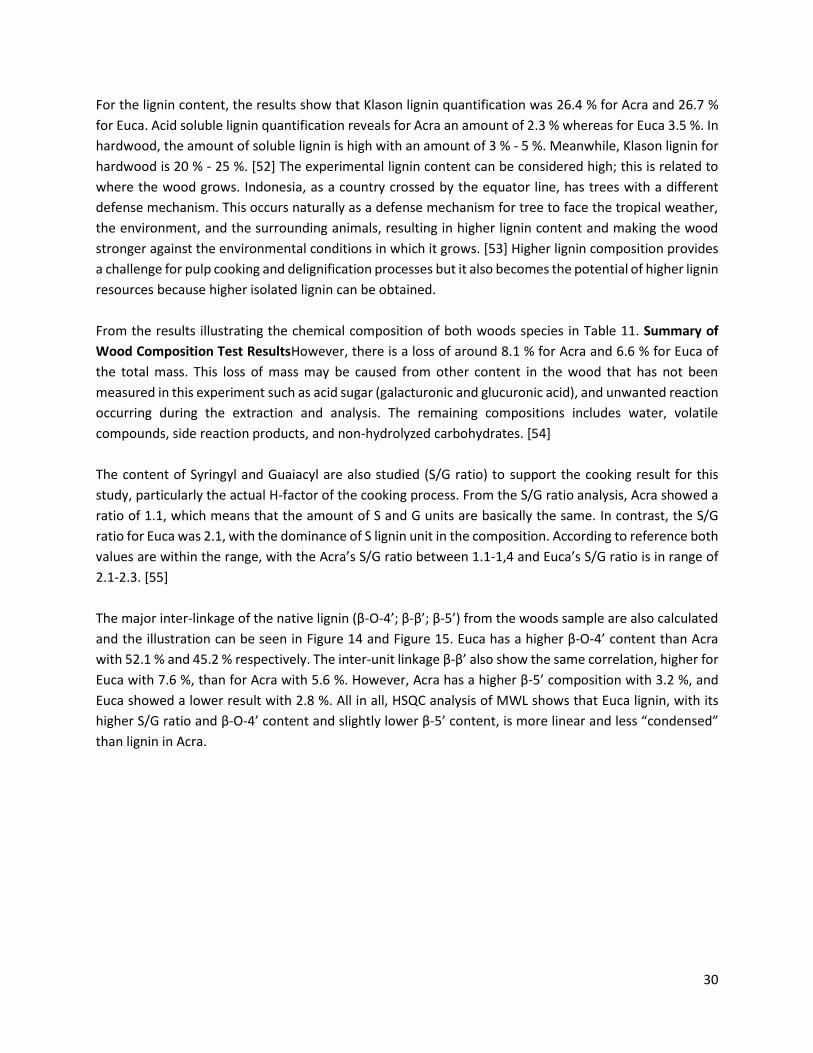
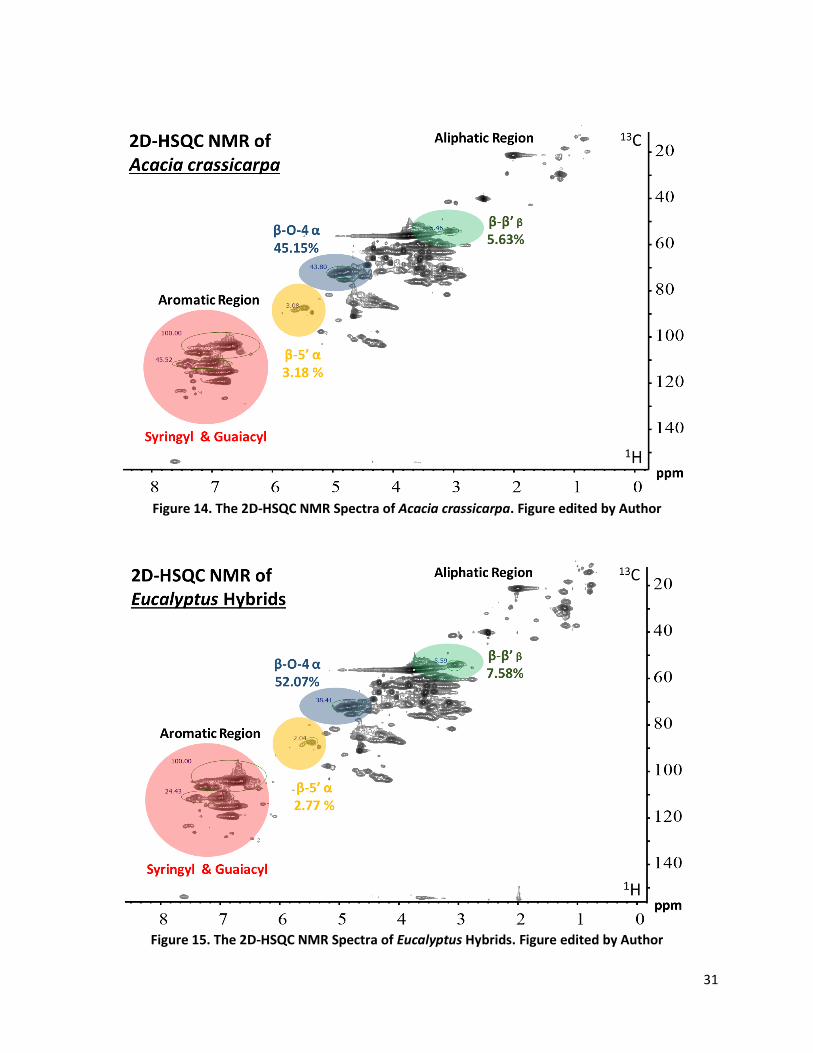
The major inter-linkage of the native lignin (β-O-4’; β-β’; β-5’) from the woods sample are also calculated
and the illustration can be seen in Figure 14 and Figure 15. Euca has a higher β-O-4’ content than Acra
with 52.1 % and 45.2 % respectively. The inter-unit linkage β-β’ also show the same correlation, higher for
Euca with 7.6 %, than for Acra with 5.6 %. However, Acra has a higher β-5’ composition with 3.2 %, and
Euca showed a lower result with 2.8 %. All in all, HSQC analysis of MWL shows that Euca lignin, with its
higher S/G ratio and β-O-4’ content and slightly lower β-5’ content, is more linear and less “condensed”
than lignin in Acra.
31
Figure 14. The 2D-HSQC NMR Spectra of Acacia crassicarpa. Figure edited by Author
Figure 15. The 2D-HSQC NMR Spectra of Eucalyptus Hybrids. Figure edited by Author
32
4.2 Cooking Results
Kraft cooking (KP) and kraft dissolving kraft cooking (DP) process were performed to extract lignin from
Acacia crassicarpa and Eucalyptus hybrids woodchips. This section will evaluate the cooking processes by
analysing the results, particularly the total pulp yield and the Kappa number. For this step, several trials
were provided for achieving the desired results to replicate the industrial cooking results. Table 12.
Cooking Results presents the entire results of the most fulfilled cooking process for two different
woodchips that were used in this experiment, Acacia crassicarpa and Eucalyptus Hybrids. The main
content includes total pulp yield, pulp rejects Kappa number and pentosan specifically for DP. Other
analyses such as brightness and viscosity were excluded since cooking was not the main focus of this thesis
works.
Table 12. Cooking Results Cooking Results
Units KP Acra KP Euca DP Acra DP
Euca Target
Woodchip’s dryness % 91.4 89.5 92.0 90.4 -
Cooking time Min 85 65 120 90 -
P-Factor (include ramping) - - - 525 525 -
H-Factor (include ramping) - 920 718 1211 908 -
Total Liquid (L:W = 4:1) Ml 390 388 329 344 -
Active Alkali (AA) Charge (% EA)
% 18 18 20 20 -
Pulp yield (total) % 54.5 50.9 36.9 38.5 KP Acra 53-54.5 % / KP Euca 51-52.5
% DP 40-42 %
Pulp rejects % 2.7 1.1 0.2 0.02 0.1-0.5 %
Kappa number - 17.3 17.5 9.6 8.6 KP 17-19 / DP 8-10
Pentosan % - - 3.3 2.6 < 3 %
As can be seen from the data in Table 12. Cooking Results above, the H-factor for both KP-Acra and DP-
Acra cooking is higher than KP-Euca and DP-Euca in order to achieve the desired Kappa number of the
cooking processes. For KP-Acra, the total pulp yield and number of rejects were higher than KP-Euca.
While for DP, the results for Acra and Euca are practically similar with only a few differences in the
numbers. Then, in comparison with the targeted numbers (based on the reference), the total pulp yield
and Kappa number for KP-Acra and KP-Euca are also fulfilled. The pulp rejects criteria, on the other hand,
is not fulfilled, since the results are higher than expected. On the other hand, the yield is lower for both
DP cooking, even though the targeted pulp rejects and Kappa number are achieved. For DP cooking only,
the pentosan criteria is fulfilled for DP-Euca but not for DP-Acra.
These deviation from the target in the cooking processes could occur due to several factors. To begin with,
the dryness of the woodchips could change time and not all the cooking was performed using the exact
value of the woodchip’s dryness at the time. Deviation can also come from the autoclaves that were used
in this experiment. During the trials, the autoclaves suffered from several issues such as steam leaking,
leakage which may have impacted probably made the process control, particularly the cooking
33
temperature becomes less accurate which may impact the cooking process. The residual alkali test was
also not performed for the selected cooking process; meaning that the effectiveness of the cooking
chemicals cannot be assessed further.
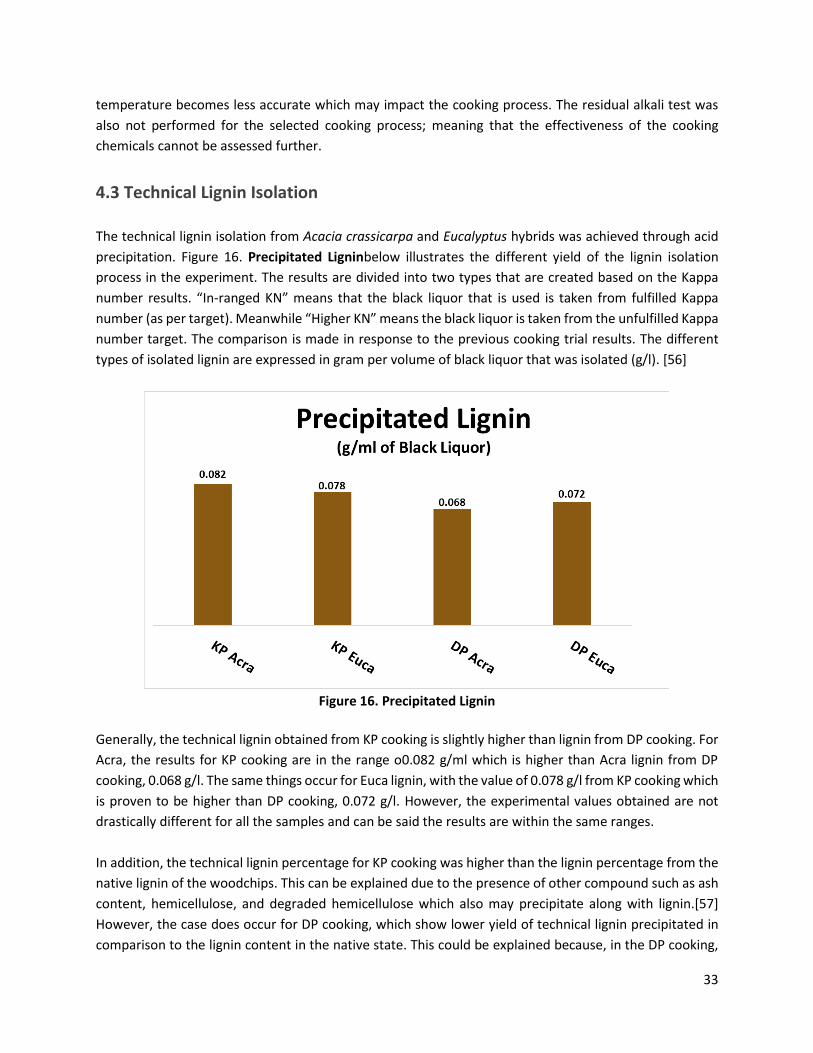
4.3 Technical Lignin Isolation
The technical lignin isolation from Acacia crassicarpa and Eucalyptus hybrids was achieved through acid
precipitation. Figure 16. Precipitated Ligninbelow illustrates the different yield of the lignin isolation
process in the experiment. The results are divided into two types that are created based on the Kappa
number results. “In-ranged KN” means that the black liquor that is used is taken from fulfilled Kappa
number (as per target). Meanwhile “Higher KN” means the black liquor is taken from the unfulfilled Kappa
number target. The comparison is made in response to the previous cooking trial results. The different
types of isolated lignin are expressed in gram per volume of black liquor that was isolated (g/l). [56]
Figure 16. Precipitated Lignin
Generally, the technical lignin obtained from KP cooking is slightly higher than lignin from DP cooking. For
Acra, the results for KP cooking are in the range o0.082 g/ml which is higher than Acra lignin from DP
cooking, 0.068 g/l. The same things occur for Euca lignin, with the value of 0.078 g/l from KP cooking which
is proven to be higher than DP cooking, 0.072 g/l. However, the experimental values obtained are not
drastically different for all the samples and can be said the results are within the same ranges.
In addition, the technical lignin percentage for KP cooking was higher than the lignin percentage from the
native lignin of the woodchips. This can be explained due to the presence of other compound such as ash
content, hemicellulose, and degraded hemicellulose which also may precipitate along with lignin.[57]
However, the case does occur for DP cooking, which show lower yield of technical lignin precipitated in
comparison to the lignin content in the native state. This could be explained because, in the DP cooking,
34
most of hemicellulose content was already removed in the pre-hydrolysis step. The comparison can be
seen in Table 13. Lignin Percentage for Native Lignin and Technical Ligninand Figure 17. Photographs of
Isolated Technical Lignin. Left to right, KP Acra, KP Euca, DP Acra, DP Euca. The Images are taken with
white copy papers as background. Which illustrate the isolated lignin mass balance.
Table 13. Lignin Percentage for Native Lignin and Technical Lignin (%)
Acacia crassicarpa
Acra Lignin Native Acra
KP Acra KN 17.3
KP Acra KN 20.6
DP Acra KN 9.6
DP Acra KN 17.5
Percentage 28.6 32.1 29.2 21.7 20.2
Eucalyptus Hybrids
Euca Lignin Native Euca
KP Euca KN 17.5
KP Euca KN 19.1
DP Euca KN 8.6
DP Euca KN 13.1
Percentage 30.2 30.2 28.5 24.8 22.1
Figure 17. Photographs of Isolated Technical Lignin. Left to right, KP Acra, KP Euca, DP Acra, DP Euca.
The Images are taken with white copy papers as background.
4.4 Technical Lignin Molecular Structure
The technical lignin molecular structure analyses were studied to understanding the different structures
of Acacia crassicarpa and Eucalyptus hybrids lignin that come from two different extraction processes,
Kraft cooking (KP) and kraft dissolving pulp cooking (DP). The results from difference species and
processes show significant differences in the lignin structure.
4.4.1 Technical Lignin Molecular Weight Distribution by THF-SEC
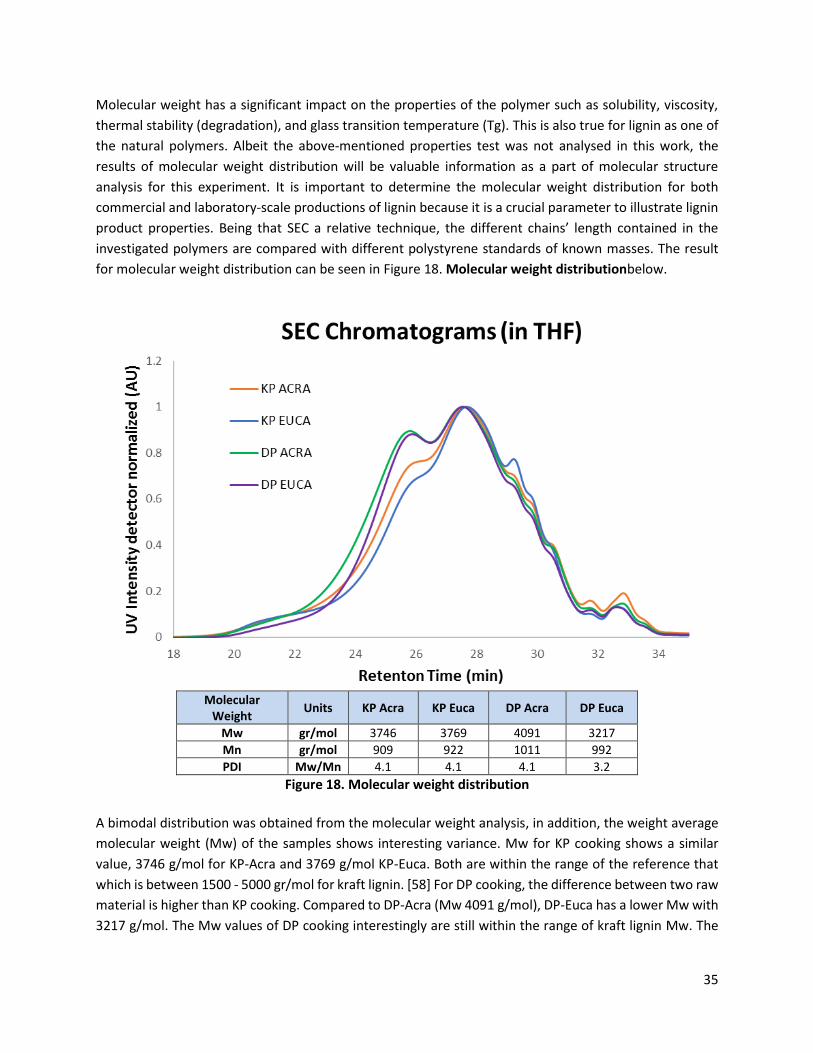
35
Molecular weight has a significant impact on the properties of the polymer such as solubility, viscosity,
thermal stability (degradation), and glass transition temperature (Tg). This is also true for lignin as one of
the natural polymers. Albeit the above-mentioned properties test was not analysed in this work, the
results of molecular weight distribution will be valuable information as a part of molecular structure
analysis for this experiment. It is important to determine the molecular weight distribution for both
commercial and laboratory-scale productions of lignin because it is a crucial parameter to illustrate lignin
product properties. Being that SEC a relative technique, the different chains’ length contained in the
investigated polymers are compared with different polystyrene standards of known masses. The result
for molecular weight distribution can be seen in Figure 18. Molecular weight distributionbelow.
Molecular
Weight Units KP Acra KP Euca DP Acra DP Euca
Mw gr/mol 3746 3769 4091 3217
Mn gr/mol 909 922 1011 992
PDI Mw/Mn 4.1 4.1 4.1 3.2
Figure 18. Molecular weight distribution
A bimodal distribution was obtained from the molecular weight analysis, in addition, the weight average
molecular weight (Mw) of the samples shows interesting variance. Mw for KP cooking shows a similar
value, 3746 g/mol for KP-Acra and 3769 g/mol KP-Euca. Both are within the range of the reference that
which is between 1500 - 5000 gr/mol for kraft lignin. [58] For DP cooking, the difference between two raw
material is higher than KP cooking. Compared to DP-Acra (Mw 4091 g/mol), DP-Euca has a lower Mw with
3217 g/mol. The Mw values of DP cooking interestingly are still within the range of kraft lignin Mw. The
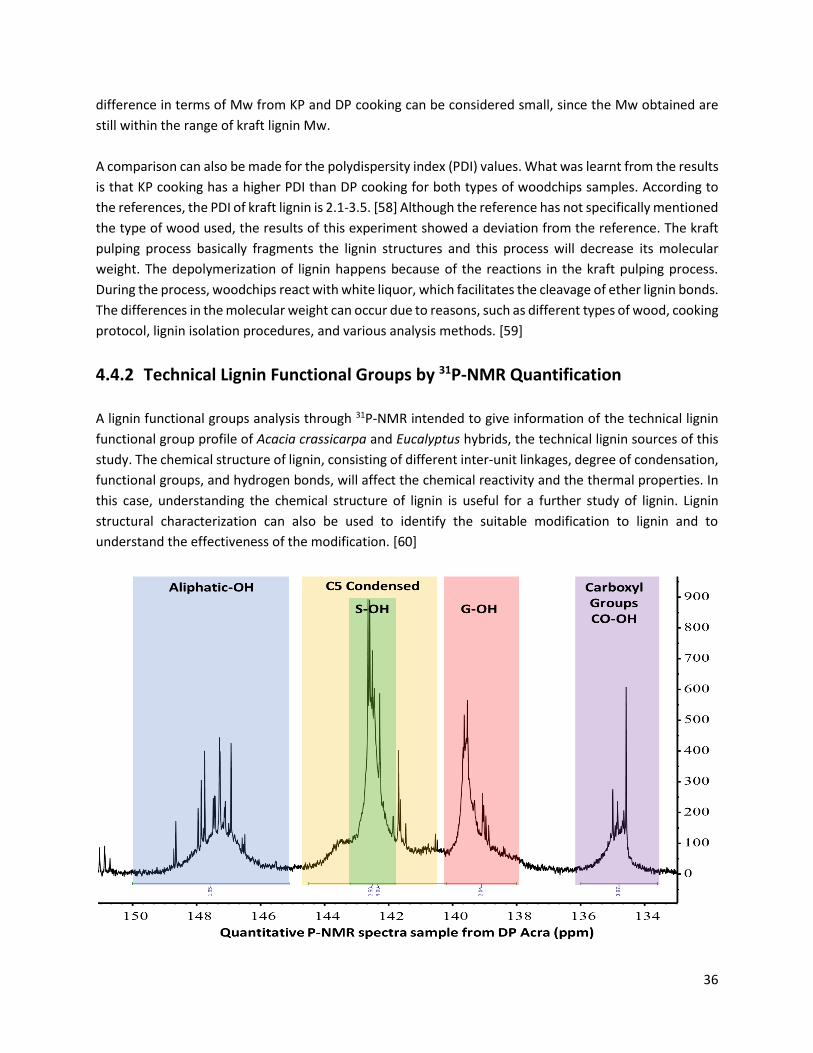
36
difference in terms of Mw from KP and DP cooking can be considered small, since the Mw obtained are
still within the range of kraft lignin Mw.
A comparison can also be made for the polydispersity index (PDI) values. What was learnt from the results
is that KP cooking has a higher PDI than DP cooking for both types of woodchips samples. According to
the references, the PDI of kraft lignin is 2.1-3.5. [58] Although the reference has not specifically mentioned
the type of wood used, the results of this experiment showed a deviation from the reference. The kraft
pulping process basically fragments the lignin structures and this process will decrease its molecular
weight. The depolymerization of lignin happens because of the reactions in the kraft pulping process.
During the process, woodchips react with white liquor, which facilitates the cleavage of ether lignin bonds.
The differences in the molecular weight can occur due to reasons, such as different types of wood, cooking
protocol, lignin isolation procedures, and various analysis methods. [59]
4.4.2 Technical Lignin Functional Groups by 31P-NMR Quantification
A lignin functional groups analysis through 31P-NMR intended to give information of the technical lignin
functional group profile of Acacia crassicarpa and Eucalyptus hybrids, the technical lignin sources of this
study. The chemical structure of lignin, consisting of different inter-unit linkages, degree of condensation,
functional groups, and hydrogen bonds, will affect the chemical reactivity and the thermal properties. In
this case, understanding the chemical structure of lignin is useful for a further study of lignin. Lignin
structural characterization can also be used to identify the suitable modification to lignin and to
understand the effectiveness of the modification. [60]
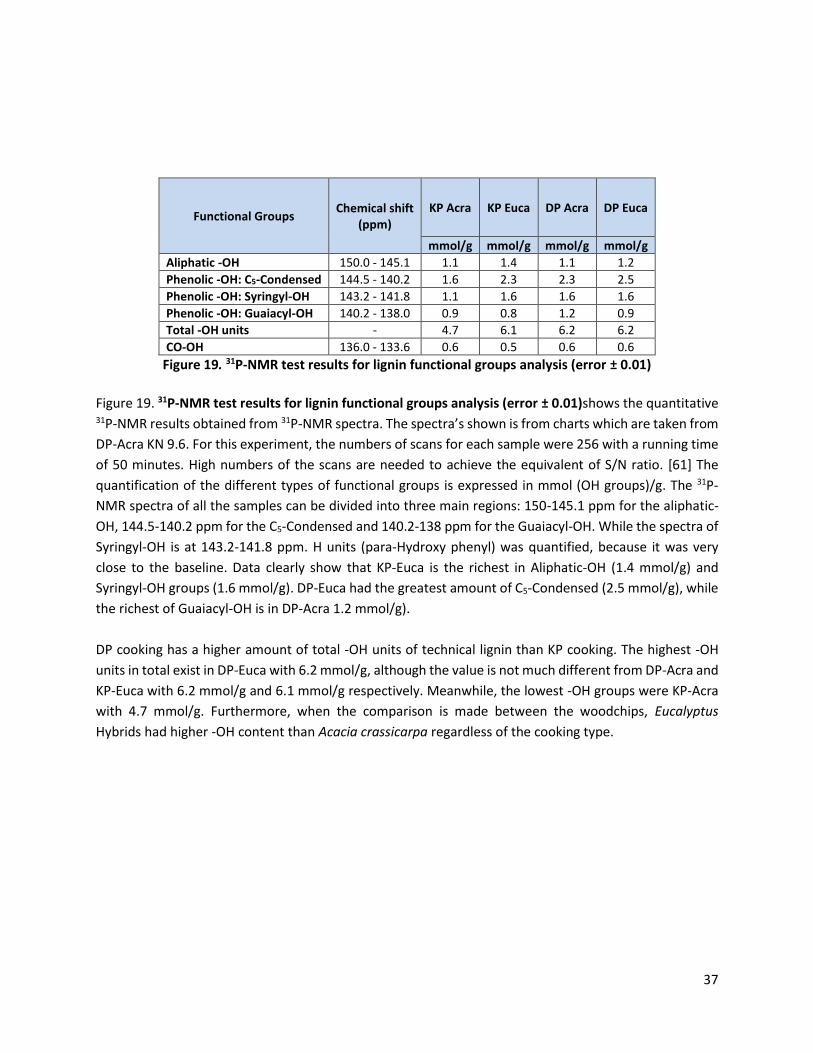
37
Functional Groups Chemical shift
(ppm)
KP Acra KP Euca DP Acra DP Euca
mmol/g mmol/g mmol/g mmol/g
Aliphatic -OH 150.0 - 145.1 1.1 1.4 1.1 1.2
Phenolic -OH: C5-Condensed 144.5 - 140.2 1.6 2.3 2.3 2.5
Phenolic -OH: Syringyl-OH 143.2 - 141.8 1.1 1.6 1.6 1.6
Phenolic -OH: Guaiacyl-OH 140.2 - 138.0 0.9 0.8 1.2 0.9
Total -OH units - 4.7 6.1 6.2 6.2
CO-OH 136.0 - 133.6 0.6 0.5 0.6 0.6
Figure 19. 31P-NMR test results for lignin functional groups analysis (error ± 0.01)
Figure 19. 31P-NMR test results for lignin functional groups analysis (error ± 0.01)shows the quantitative 31P-NMR results obtained from 31P-NMR spectra. The spectra’s shown is from charts which are taken from
DP-Acra KN 9.6. For this experiment, the numbers of scans for each sample were 256 with a running time
of 50 minutes. High numbers of the scans are needed to achieve the equivalent of S/N ratio. [61] The
quantification of the different types of functional groups is expressed in mmol (OH groups)/g. The 31P-
NMR spectra of all the samples can be divided into three main regions: 150-145.1 ppm for the aliphatic-
OH, 144.5-140.2 ppm for the C5-Condensed and 140.2-138 ppm for the Guaiacyl-OH. While the spectra of
Syringyl-OH is at 143.2-141.8 ppm. H units (para-Hydroxy phenyl) was quantified, because it was very
close to the baseline. Data clearly show that KP-Euca is the richest in Aliphatic-OH (1.4 mmol/g) and
Syringyl-OH groups (1.6 mmol/g). DP-Euca had the greatest amount of C5-Condensed (2.5 mmol/g), while
the richest of Guaiacyl-OH is in DP-Acra 1.2 mmol/g).
DP cooking has a higher amount of total -OH units of technical lignin than KP cooking. The highest -OH
units in total exist in DP-Euca with 6.2 mmol/g, although the value is not much different from DP-Acra and
KP-Euca with 6.2 mmol/g and 6.1 mmol/g respectively. Meanwhile, the lowest -OH groups were KP-Acra
with 4.7 mmol/g. Furthermore, when the comparison is made between the woodchips, Eucalyptus
Hybrids had higher -OH content than Acacia crassicarpa regardless of the cooking type.
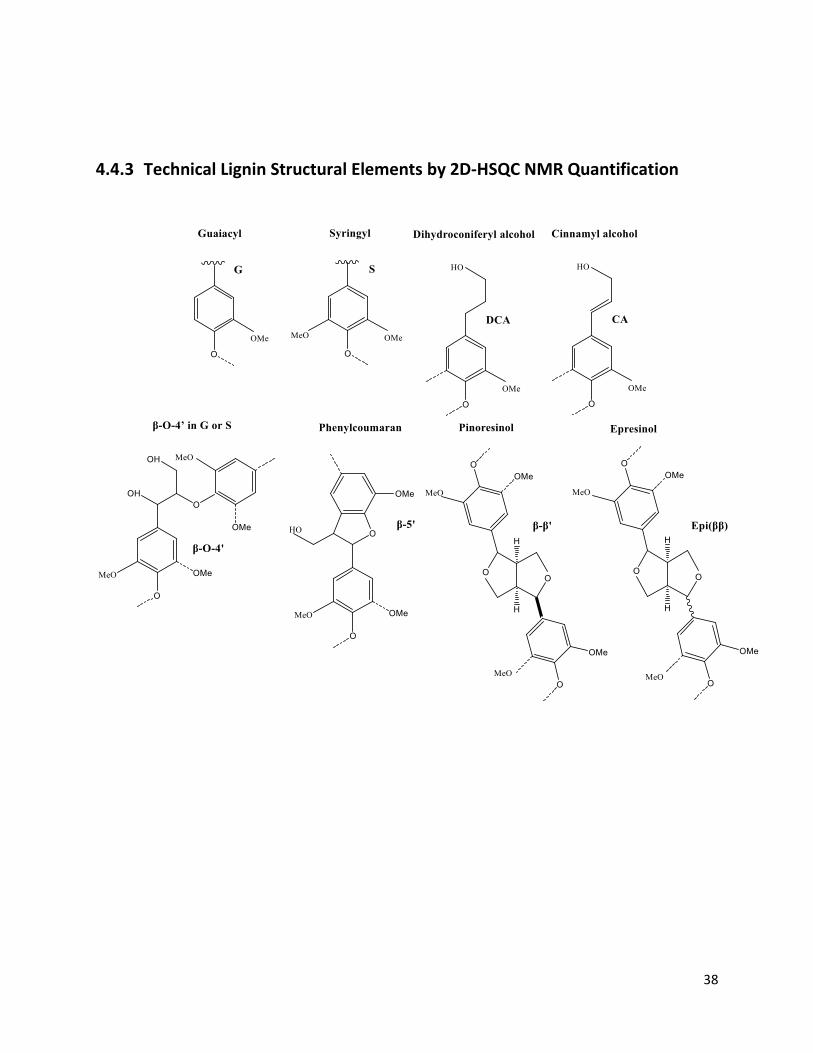
38
4.4.3 Technical Lignin Structural Elements by 2D-HSQC NMR Quantification
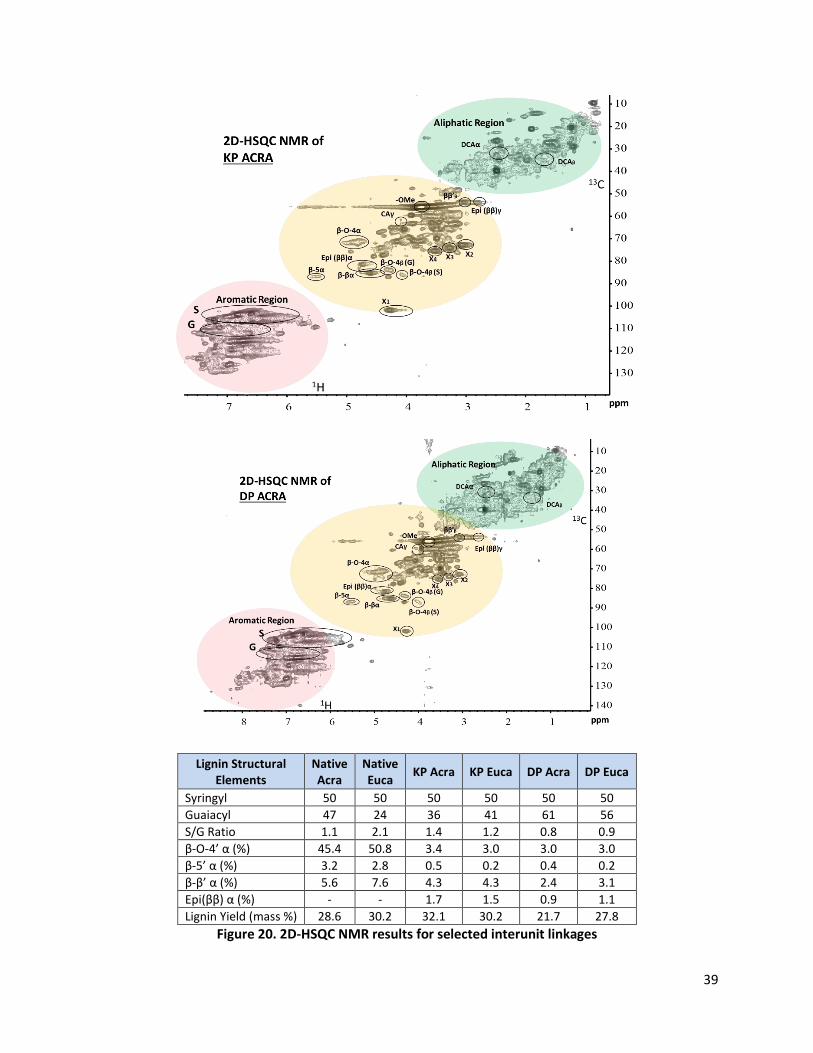
39
Lignin Structural Elements
Native Acra
Native Euca
KP Acra KP Euca DP Acra DP Euca
Syringyl 50 50 50 50 50 50
Guaiacyl 47 24 36 41 61 56
S/G Ratio 1.1 2.1 1.4 1.2 0.8 0.9
β-O-4’ α (%) 45.4 50.8 3.4 3.0 3.0 3.0
β-5’ α (%) 3.2 2.8 0.5 0.2 0.4 0.2
β-β’ α (%) 5.6 7.6 4.3 4.3 2.4 3.1
Epi(ββ) α (%) - - 1.7 1.5 0.9 1.1
Lignin Yield (mass %) 28.6 30.2 32.1 30.2 21.7 27.8
Figure 20. 2D-HSQC NMR results for selected interunit linkages

40
The HSQC NMR or Heteronuclear Single Quantum Correlation created a two-dimensional spectrum from 1H and 13C bond in the sample. In the HSQC technique, a cross-peak shows each carbon that is attached
to a proton. The semi-quantification visualizes and gives a fingerprint of the technical lignin structure in
two-dimensional imagery. The unsubstituted carbon of aromatic groups was used as internal standard for
quantification as elsewhere described. [62] Dividing the integral of a specific inter-unit linkage with total
integral of Syringyl and Guaiacyl units. β-O-4’ was quantified alongside with β-5’, β-β’ and other inter-
units’ linkage in the lignin based on the values. Figure 20. 2D-HSQC NMR results for selected interunit
linkagesillustrates a typical the two-dimensional imagery of the technical lignin. Two samples were chosen
and the quantifications of selected structures are made for all the samples.
The images show the identified inter-unit linkages for the samples, selected for KP-Acra and DP-Acra for
illustrative purposes. The spectra were divided into three different regions based on the coordinates from
the reference. [63] It can be distinguished that the aromatic region where S/G value and ratio, aliphatic
region, and oxygenated aliphatic side chain which is where most of the lignin inter-unit linkages are
identified. Precipitated Xylans (X1-X5) are also detected in the spectra. From the result we can learn that
KP cooking has a higher β-O-4’, β-5’ and β-β’ interunit linkages than DP cooking. While, Acacia crassicarpa
has higher interunit linkages percentage than Eucalyptus Hybrids for both of the cooking types.
In wood, the β-O-4’ bond is the dominant interunit linkage. During the cooking process, β-O-4’ bonds will
be cleaved comprehensively. The impact of this cleavage results in the relative increase amount of other
stable C-C linkages such as β-5’, β-β’, 4-O-5’ and 5-5’. From the value presented in Figure 20. 2D-HSQC
NMR results for selected interunit linkagesThe amount of the interunit linkage can be compared for all
the samples. The highest amount of β-O-4’ linkages was identified in KP-Acra with 3.4 %, however it is in
the same range of the values for other samples. With 3.0 % for KP-Euca, DP-Acra, and DP-Euca, the value
of β-O-4’ linkage can be considered similar to each other. For both the β-5’ and β-β’ interunit linkages the
results show more variance. The highest β-5’ linkage can be identified in KP-Acra with 0.5 % and the lowest
values from KP-Euca and DP-Euca with the same value, 0.2 %. For the β-β’ linkage, the highest percentage
was also found in KP-Acra with 4.3 % while the lowest percentage in DP-Acra with 2.4 %.
41
5 Conclusions
The original objective of this thesis work was to explore the possibility of technical lignin application that
comes from Acacia crassicarpa and Eucalyptus Hybrids. To be able to explore more about the potential
application of the technical lignin, a study about the related basic information or parameter for technical
lignin application has to be made, hence become the main focus of this study, creating a shift in the main
objective. The major findings in this study were:
Technical Lignin Isolation
The isolated yield obtained from Kraft cooking (KP) cooking was slightly higher than lignin from dissolving
pulp (DP) cooking. This occurred for both raw materials investigated; however, the value is not drastically
different for all the samples, and can be said that the results are within the same ranges (around 0.06 –
0.08 g/mol of black liquor).
Molecular Weight Distribution
KP cooking was not always providing lignin with higher molecular weight (Mw) than DP cooking.
Interestingly, the Mw values of KP and DP cooking were still within the range of kraft lignin Mw (1500-
5000 g/mol). The polydispersity index (PDI) of KP cooking had a higher PDI than DP cooking for both types
of raw material investigated.
Technical Lignin Functional Groups
The 31P-NMR quantification data show clearly that KP-Euca contained the highest amount at Aliphatic-OH
(1.4 mmol/g). DP-Euca had the greatest amount of C5-Condensed (2.5 mmol/g). While the highest of
Guaiacyl-OH identified in DP-Acra (1.2 mmol/g). DP cooking generally has a higher -OH unit of technical
lignin than KP cooking. Then, when the comparison is made between the raw material, Eucalyptus Hybrids
had the richest-OH content than Acacia crassicarpa regardless of the cooking type.
Technical Lignin Structural Elements
The quantification obtained from 2D-HSQC NMR shows that KP cooking had higher β-O-4’, β-5’ and β-β’
interunit linkages than DP cooking. Then, Acacia crassicarpa has a higher interunit linkages percentage
than Eucalyptus Hybrids for both cooking. The highest β-O-4’ linkage was identified in KP-Acra with 3.4 %;
however, the value for other samples is didn’t have much different from this highest percentage and can
be considered similar. For both β-5’ and β-β’ interunit linkages, the results show more variance; the
highest β-5’ and β-β’ linkages in KP-Acra with 0.5 %, and 4.3 %, respectively.

42
6 Insight for the Potential Application and Future Work
The study of lignin continues to be an active field of research, especially lignin characterization and
modification. This situation opens a large opportunity for lignin as a renewable aromatic polymer
precursor material. The results will depend on the type of lignin, isolation methods, or even the source.
To answer what type of application that can be made from technical lignin produced from Acacia
crassicarpa and Eucalyptus Hybrids, some research still needs to be made. The information in this study
only gave the initial information about the properties of technical lignin that can be obtained from Acacia
crassicarpa and Eucalyptus Hybrids.
From the results, both of the wood raw material shows a typical hardwood lignin characterization which
has a high percentage of lignin content. The same thing happened also for the molecular structure analysis
results. There was a difference, but not so significant for the two different cooking methods, kraft and
kraft dissolving pulp cooking. This makes the application of the technical lignin from both wood raw
materials can be applied from possible application for kraft lignin. The application includes as an energy
alternative for lime kiln and power boiler, fertilizer and pesticide carrier, carbon fibers, addition to
thermoplastic polymers, as binders, resins, activated carbon, vanillin, hydroxylated aromatics, quinine,
aldehydes, and fatty acids.
The information given in this work will help to understand the molecular structure of the technical lignin
from Acacia crassicarpa and Eucalyptus Hybrids when direct application-related research is planned to be
performed. Several possible analyses can still be explored for understanding the molecular structure of
the mentioned lignin. The possibilities include the variation of pH during lignin isolation as well as the
different acids adopted or, more Kappa number variance to strengthen the impact of different cooking
protocols. For instance, this thesis work research design can be applied for the different sample types
such as those obtained after direct sampling of black liquor from the industry. These enormous
opportunities prove that the scoop of this thesis work can be expanded further in the future, with the
hopes that the commercial application of technical lignin from Acacia crassicarpa and Eucalyptus Hybrids
can be made and hit the market in the future.
43
7 Acknowledgements
First of all, I would like to express my honest and deepest gratitude to my examiner Monica Ek for the
continuous support of my master thesis study. Thanks for allowing me to express my scientific interest in
the subject that I am really interested in your division. I really appreciate all the opportunities you have
given me and any kind of advice during the work of my thesis.
Secondly, I would like to thank my supervisors, Pär Lindén and Isabella Kwan, who has been by my side
throughout the entire process of this thesis work. Your guidance to my thesis work helped me throughout
the time of the research and writing of the thesis. Then for Nicola Giummarella, thanks for all of the
discussion, your great knowledge about the lignin field always helped me a lot. Through your help, I can
be more familiar with the lignin field and obtain very interesting results for my thesis.
I would like to thank my friend, Edward Tandy. For all the time we spent together in this journey from the
preparation in Indonesia, course by course study, student lab work, and the early step of our thesis work.
Big thanks to my friends, George Mado and Ahmed Barre, both of you are great companions, help me to
understand student life in KTH and life in Sweden as well. Thanks also to all of my colleagues at the Wood
Chemistry and Pulp Technology group for creating a nice and welcoming environment, especially to Vijaya
Lakshmi Vegunta, Raghu Deshpande, Martin Lawoko and Mikael Lindström for the discussion and
support during my time in this division.
I must thank APRIL (Asia Pacific Resources International Holdings Limited) for the financial and technical
support for allowing me to study as a master's student at KTH, it is an honor for my professional career. I
really appreciate everyone involved in the APRIL Overseas Scholarship program. Particularly Eduward
Ginting, Rudine Antes, Yin Ying H'ng, Gusman, Balki, Rudy Susanto, and many other my colleagues from
Indonesia for your distance supports.
Finally, I would like to thank my wife Rizky Arihta and my son Shaquilano, my mother Rostati Sitepu, my
mother-in-law Rodiah, my brothers Luigi, Dandi, and all of my family who I cannot mention one by one.
Also, to all of my Indonesian friends in Sweden, thanks for the encouragement and enormous amount of
support to me during this journey.
This thesis is a tribute to my late father, Raden Soni Syamsinar. Words cannot describe how much we
miss you every day since you left us. Every time I write something is a moment where I always remember
the times we wrote together. You will always live in our memories and this journey would not have been
possible without your great support throughout your lifetime.
Stockholm, 2021
Lutfi Difi Rosta
44
8 References
[1] Bajpai, Pratima. 2015. Green Chemistry and Sustainability in Pulp and Paper Industry.
https://www.springer.com/gp/book/978331918743. (Last accessed 22 January 2021).
[2] E. Sjöström. 1993. Wood Chemistry: Fundamentals and Applications. Academic Press.
[3] Boerjan, Wout Boerjan; Ralph, John; and Baucher, Maria. 2003. Lignin Biosynthesis. https://www.annualreviews.org/doi/10.1146/annurev.arplant.54.031902.134938 (last accessed 21 January 2021).
[4] Jingjing, Li. 2011. Isolation of Lignin from Wood. Paper Technology, Faculty of Technology, Imatra,
Saimaa University of Applied Sciences.
[5] e Candolle, M.A.P. 1813. Theorie Elementaire de la Botanique ou Exposition des Principes de la
Classification Naturelle et de l'Art de Decrire et d'Etudier les Vegetaux. Paris: Deterville.
https://archive.org/details/thorielmenc00cand (last accessed 21 January 2021).
[6] Smolarski, Nicolas. 2012. High-Value Opportunities for Lignin: Unlocking its Potential. Frost &
Sullivan.
[7] Goni, Oihana Gordobil. 2018. New Products from Lignin. University of the Basque Country UPV/EHU.
[8] Ramadhan, Mutia. 2015. Ini Tujuh Kayu untuk Industri Kertas Temuan Indonesia.
https://republika.co.id/berita/ekonomi/makro/15/08/30/ntvg6a361-ini-tujuh-kayu-untuk-industri-
kertas-temuan-indonesia (Last accessed 29 January 2021).
[9] Henriksson, Gunnar. 2019. Pappers och Massateknik. Fiber and Polymer Technology, KTH Royal
Institute of Technology. Pulp Session Pages 3-4.
[10] Henriksson, Gunnar. 2019. Pappers- och Massateknik. Fiber and Polymer Technology, KTH Royal
Institute of Technology. Pages 264.
[11] Nicola Giummarella, Nicola; Pylypchuk, Ievgen V; Sevastyanova, Olena and Lawoko, Martin 2020.
New Structures in Eucalyptus Kraft Lignin with Complex Mechanistic Implications. ACS Sustainable
Chem. Eng. 2020, 8, 10983−10994.
[12] Henriksson, Gunnar. 2019. Pappers och Massateknik. Fiber and Polymer Technology, KTH Royal
Institute of Technology. Pages 264-265.
[13] Pulp Product. 2021. https://www.aprilasia.com/en/products/pulp-products (last accessed 2 April
2021).
45
[14] Giummarella, Nicola. 2014. Master Thesis: Towards Liquid Fuels from Lignin Page 11. Pulp.
Technology, Fiber and Polymer Technology Department, School of Chemical Science and Engineering,
KTH Royal Institute of Technology, Stockholm.
[15] Lindström, Mikael. 2020. KE2310 Sustainable Systems for Heats, Power and Materials Production
Course Lecture: Lignin Biofuel Part 1. KTH, Royal Institute of Technology.
[16] Lindström, Mikael. 2020. KE2310 Sustainable Systems for Heats, Power and Materials Production
Course Lecture: Lignin Biofuel Part 2. KTH, Royal Institute of Technology.
[17] Biermann, Christopher J. 1996. Handbook of Pulping and Papermaking (2nd ed.). Department of
Forest Products and Center for Advanced Materials Research, Oregon State University.
[18] Sixta, Herbert. 2006. Handbook of Pulp. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.
P. 1023–1062.
[19] Chen, Chunxia Chen; Duan, Chao; Li, Jiangou and Liu, Yishan. 2016. Cellulose (DP) Manufacturing
Processes and Properties a Mini-Review. Dissolving Pulp Making, BioResources 11.
[20] Why We Use the Acacia Tree. 2017. https://www.aprilasia.com/en/our-media/articles/why-we-use-
the-acacia-tree (last accessed 26 January 2021).
[21] Martins, Gustavo Salgado; Yuliarto, Muhammad; Antes, Rudine; Agung, Sabki; Prasetyo, Agung;
Unda, Faride; Mansfield, Shawn D; Hodge, Gary R. and Acosta, Juan Jose. 2020. Wood and Pulping
Properties Variation of Acacia crassicarpa A.Cunn ex Benth. and Sampling Strategies for Acurate
Phenotyping.
https://www.researchgate.net/publication/344404886_Wood_and_Pulping_Properties_Variation_of_A
cacia_crassicarpa_ACunn_ex_Benth_and_Sampling_Strategies_for_Accurate_Phenotyping (last
accessed 26 January 2021).
[22] Ginting, Eduward; Burman, Ann and Kim, Daniel. 2006. Acacia -The Fibre of Choice. Pan Pacific
Conference
[23] Sutiya, Budi. 2002. Chemical Content of Acacia Crassicarpa Wood at Various Ages. Faculty of
Forestry UNLAM, Banjarbaru.
[24] Campbell NA, Reece JB. 2002. Biology (6th ed.). Pearson Education. pp. 600–612.
[25] de Assis, Teotonio Fransisco. 2000. Production and Use of Eucalyptus Hybrids for Industrial
Purposes. “Hybrid Breeding and Genetics of Forest Trees” Proceedings of QFRI/CRC-SPF Symposium, 9-
14 April 2000, Noosa, Queensland, Australia. Department of Primary Industries, Brisbane.
46
[26] Eucalyptus pellita. 2020. https://apps.lucidcentral.org/euclid/text/entities/eucalyptus_pellita.htm
(last accessed 26 January 2021).
[27] Harwood, C.E. and Nambiar, E.K.S. 2014. Productivity of Acacia and Eucalyptus Plantations in South
East Asia. 2. Trends and Variations. Commonwealth Forestry Association is collaborating with JSTOR to
digitize, preserve and extend access to The International Forestry Review.
[28] Eucalyptus pellita. 2017. http://grupoavicap.com/eucalyptus.html (last accessed 26 January 2021).
[29] Lukmandaru, Ganis; Zumaini, Umi Farah; Soeprijadi, Djoko; Nugroho, Widyanto Dwi and Susanto,
Mudji. 2016. Chemical Properties and Fiber Dimension of Eucalyptus pellita from the 2nd Generation of
Progeny Tests in Pelaihari, South Borneo, Indonesia. J. Korean Wood Sci. Technol, 44(4): Page 571.
[30] Giummarella, Nicola. 2014. Master Thesis: Towards Liquid Fuels from Lignin Page 5. Pulp.
Technology, Fiber and Polymer Technology Department, School of Chemical Science and Engineering,
KTH Royal Institute of Technology, Stockholm.
[31] Melián Rodríguez, Mayra. 2016. Lignin Biomass Conversion into Chemicals and Fuels Page 18.
Department of Chemistry, Technical University of Denmark.
[32] Nunes,Katia S.D. and Pardini, Luiz C. 2018. Kraft Lignin from Paper Mill Lignoboost Process - A
Promise to Low-Cost Green Carbon Fiber. http://bccm4.com.br/proceedings/fullpapers/p101.pdf
[33] Sevastyanova, Olena. 2020. KF2480 Chemistry of Biorefinery Lecture: Lignin Properties and Thermal
Characteristics. KTH Royal Institute of Technology.
[34] Stark, Nicole M.; Yelle, Daniel J. and Agarwal, Umesh P. 2020. Techniques for Characterizing Lignin.
USDA Forest Service, Forest Products Lab. USA.
[35] Giummarella, N.; Linden, P. A.; Areskogh, D. and M. Lawoko. 2020. Fractional Profiling of Kraft
Lignin Structure: Unravelling Insights on Lignin Reaction Mechanisms. ACS Sustainable Chem. Eng. 2020,
8, 1112−1120.
[36] Wood and Cellulosic Chemistry. Second Edition, Revised and Expanded Edited by David N.-S. Hon
(Clemson University) and Nubuo Shiraishi (Kyoto University). Marcel Dekker: New York and Basel. 2001.
vii + 914 pp. $250.00. ISBN 0-8247-0024-4.
[37] Gellerstedt, Göran. 2019. Analytical Methods of Lignin. 2nd Workshop on Engineering Lignin
Properties for Applications. KTH Royal Institute of Technology.
47
[38] Nicola Giummarella, Nicola; Pylypchuk, Ievgen V; Sevastyanova, Olena and Lawoko, Martin 2020.
New Structures in Eucalyptus Kraft Lignin with Complex Mechanistic Implications. ACS Sustainable
Chem. Eng. 2020, 8, 10983−10994 page 1.
[39] Melián Rodríguez, Mayra. 2016. Lignin Biomass Conversion into Chemicals and Fuels Page 30.
Department of Chemistry, Technical University of Denmark.
[40] Smolarski. N. 2012, High-Value Opportunities for Lignin: Unlocking its Potential Lignin potential.
Frost & Sullivan. 1–15.
[41] Hodasova, Ludmila; Jablonsky, Michal; Skulcova, Andrea Butor and Haz, Ales. 2015. Lignin, Potential
Products & Their Market Value. Slovak University of Tech. Page 974.
[42] Hodasova, Ludmila; Jablonsky, Michal; Skulcova, Andrea Butor and Haz, Ales. 2015. Lignin, Potential
Products & Their Market Value. Slovak University of Tech. Page 977-981.
[43] Karlsson, Maria; Giummarella, Nicola; Linden, Pär A and Lawoko, Martin. 2020. Toward a
Consolidated Lignin Biorefinery: Preserving the Lignin Structure through Additive-Free Protection
Strategies. Chem Sus Chem 2020, 13, 4666– 4677.
[44] Garemark, Jonas. 2018. Studies of the Impregnation Stage in Kraft Pulping of Hardwood. School of
Engineering Science in Chemistry, Biotechnology and Health, KTH Royal Institute of Technology.
[45] Antonsson, Stefan. 2007. The use of lignin derivatives to improve selected paper properties.
Licentiate thesis in pulp and paper technology. KTH Royal Institute of Technology.
[46] Sevastyanova, Olena. 2020. Chem. of Biorefinery Course: Lignin Properties. KTH, Royal Institute of
Technology.
[47] De Ferrari, Giacomo. 2018. Development and Characterization of a Sustainable Lignin-based
Composite Material. School of Industrial Engineering and Management, KTH Royal Institute of
Technology.
[48] Giummarella, Nicola et al. 2020. New Structures in Eucalyptus Kraft Lignin with Complex
Mechanistic. ACS Sustainable Chemistry & Engineering 2020 8 (29), 10983-10994 DOI:
10.1021/acssuschemeng.0c03776. Page 10984.
[49] Argyropoulus, D.S. Journal of Wood Chemistry and Technology 1994, 14, 45-63.
[50] Sutiya, Budi. 2002. Chemical Content of Acacia Crassicarpa Wood at Various Ages. Faculty of
Forestry UNLAM, Banjarbaru.
48
[51] Lukmandaru, Ganis; Zumaini, Umi Farah; Soeprijadi, Djoko; Nugroho, Widyanto Dwi and Susanto,
Mudji. 2016. Chemical Properties and Fiber Dimension of Eucalyptus pellita from the 2nd Generation of
Progeny Tests in Pelaihari, South Borneo, Indonesia. J. Korean Wood Sci. Technol, 44(4): 571~588.
[52] TAPPI. T 222 om-02 - Acid-insoluble lignin in wood and pulp, TAPPI,2006.
[53] Antes, Rudine. 2021. "The correlation of high lignin content in wood and a country that crossed by
equator line". 24 May 2021. APRIL Mill Kerinci. Online meeting by Zoom.
[54] Lab course notes. 2019. Biofiber Chemistry. KTH Royal Institute of Technology.
[55] Antes, Rudine. 2021. "Acacia crassicarpa and Eucalyptus Hybrids S/G ratio". 13 April 2021. APRIL
Mill Kerinci. Online meeting by Zoom.
[56] Private discussion with Martin Lawoko 210708.
[57] Private discussion with Nicola Giummarella 210708.
[58] Hodasova, Ludmila; Jablonsky, Michal; Skulcova, Andrea Butor and Haz, Ales. 2015. Lignin, Potential
Products & Their Market Value. Slovak University of Tech. Page 974-975.
[59] Tolbert at al. 2014. Characterization and analysis of the molecular weight of lignin for biorefining
studies. Biofuels, Bioproducts and Biorefining. Society of Chemical Industry and John Willey & Sons, Ltd.
[61] Meng, Xianzhi et al. 2019. Determination of hydroxyl groups in biorefinery resources via
quantitative 31 PNMR spectroscopy. Department of Chemical and Biomolecular engineering, The
University of Tennesse, Knoxville, TN, USA.
[62] M. Sette, R. Wechselberger and C. Crestini. Elucidation of Lignin Structure by Quantitative 2D NMR.
Chem.–Eur. J., 2011, 17, 9529–9535.
[63] Giummarella, Nicola; Pylypchuk, Ievgen V; Sevastyanova, Olena and Lawoko, Martin 2021. Probing
structure of Eucalyptus kraft lignin: Revelation of new linkages with complex mechanistic implications
"Supporting information". KTH Royal Institute of Technology.
Related Documents











