POLITECHNIKA WARSZAWSKA WYDZIAŁ CHEMICZNY Kierunek: TECHNOLOGIA CHEMICZNA Kamil Macios Konstrukcja i optymalizacja parametrów pracy odciągu żyłki do miniwytłaczarki laboratoryjnej Praca dyplomowa na stopieo inżyniera Wykonana w: Katedrze Chemii i Technologii Polimerów Kierujący pracą: dr inż. Andrzej Plichta

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

POLITECHNIKA WARSZAWSKA
WYDZIAŁ CHEMICZNY
Kierunek: TECHNOLOGIA CHEMICZNA
Kamil Macios
Konstrukcja i optymalizacja parametrów pracy odciągu żyłki do
miniwytłaczarki laboratoryjnej
Praca dyplomowa
na stopieo inżyniera
Wykonana w: Katedrze Chemii i Technologii Polimerów
Kierujący pracą: dr inż. Andrzej Plichta


PODZIĘKOWANIA:
Pisanie pracy inżynierskiej to długotrwała czynność wymagająca wielkiej uwagi i
poświęceń. Właśnie dlatego w pierwszej kolejności chciałbym podziękować rodzinie i
narzeczonej, Annie za wyrozumiałość i cierpliwość oraz cenne wsparcie, bez którego na
pewno bym sobie nie poradził.
Dziękuję również mojemu promotorowi, dr inż. Andrzejowi Plichcie za
poświęcony czas, dzielenie się wiedzą, ważne wskazówki i korekty.
Całemu zespołowi KChiTP i innym studentom, za pomoc oraz miłą i życzliwą
atmosferę pracy. Są to ludzie, dzięki którym praca stawała się wielką przyjemnością.
Dodatkowo chciałem podziękować Panu Janowi Stefaniakowi za pomoc, porady
i udostępnienie warsztatu.


Oświadczenie autora pracy
Świadom odpowiedzialności prawnej oświadczam, że praca dyplomowa o w/w
tytule nie zawiera treści uzyskanych w sposób niezgodny z obowiązującymi przepisami.
Oświadczam również, że przedstawiona praca nie była wcześniej przedmiotem procedur
związanych z uzyskaniem tytułu zawodowego w wyższej uczelni.
Oświadczam, że wyniki zamieszczone w mojej pracy dyplomowej zostały
sfinansowane i wykonane z wykorzystaniem aparatury i urządzeń będących własnością
Wydziału Chemicznego Politechniki Warszawskiej. Niniejsza praca dyplomowa jest
utworem zbiorowym i jest własnością intelektualną Kierującego pracą, opiekuna
naukowego oraz moją.
Zobowiązuję się, że nie wykorzystam ani nie opublikuję wyników pracy bez zgody
Kierującego pracą i Kierownika Jednostki Wydziału Chemicznego Politechniki
Warszawskiej w której wykonano pracę.


7
SPIS TREŚCI
1. Wprowadzenie i cel pracy 8
2. Część literaturowa 9
2.1. Wytłaczanie 9
2.2. Linia produkcyjna do wytłaczania profili 12
2.3. Odciągi 13
2.4. Podstawy konstrukcji maszyn. 14
3. Założenia konstrukcyjne i materiały 17
3.1. Charakterystyka wytłaczarki MiniLab II 17
3.2. Program do projektowania ZWCAD 2011 17
3.3. Materiały 18
3.4. Materiały użyte do badań 23
4. Wykonanie odciągu 24
4.1. Założenia projektowe 24
4.2. Projekt 28
4.3. Wykonanie części odciągu 31
5. Testy laboratoryjne skonstruowanego odciągu 47
5.1. Wytłoczenie PP z odciąganiem żyłki 47
5.2. Wytłoczenie PLA z odciąganiem żyłki 49
5.3. Wytłoczenie blend PLA z odciąganiem żyłki 51
5.4. Pomiary mechaniczne żyłek 51
5.5. Wnioski 54
6. Streszczenie 55
7. Summary 56
8. Bibliografia 57

8
1. WPROWADZENIE I CEL PRACY
Z tworzywami sztucznymi można się spotkać w życiu codziennym jak i w prawie
każdej dziedzinie przemysłu. Stosowanie ich staje się coraz bardziej powszechne
i zaczynają one skutecznie wypierać inne materiały. Posiadają wiele zalet, a ich szybki
rozwój przyczynił się do wyeliminowania wad np.. łatwopalność. Produkcja wyrobów
z tworzyw sztucznych i gumy odgrywa w dzisiejszym świecie ogromną rolę. W Polsce
stanowiła 5,3% ogólnej produkcji roku 2010 r. i osiągnęła wartość 53575 mln zł. [1]
Z szerokim zastosowaniem tworzyw związana jest konieczność opracowywania
i wprowadzania nowych materiałów polimerowych. Dlatego też laboratoria stale starają
się znaleźć nowe polimery lub dodatki do już istniejących, modyfikując tym samym
ich właściwości. Syntezując nowe tworzywa sztuczne, niezbędne staje się sprawdzenie ich
właściwości chemicznych, przetwórczych (tj. reologia), oraz mechanicznych.
Jedną z najszerzej wykorzystywanych w przemyśle metod formowania tworzyw
sztucznych jest wytłaczanie. W skali laboratoryjnej małe wytłaczarki można wykorzystać
do tworzenia kompozycji polimerowych w ilości kilku gramów, do badania ich
właściwości reologicznych, a otrzymywane z nich wytłoczki do pomiarów
wytrzymałościowych. Do tego celu najdogodniejszą formą ze względu na swą prostotę jest
żyłka. Do wytłoczenia próbki poza wytłaczarką potrzebny jest szereg innych urządzeń.
Jedną z najważniejszych jednak jest odciąg. Pełni on rolę transportującą od strony głowicy
wytłaczarki. Z jego pomocą możemy również regulować właściwości wytłoczki np. jej
średnicę czy też orientację. Odciąg musi współpracować z wytłaczarką tak, aby prędkość
odprowadzania była adekwatna do wydajności wytłaczania.
Produkcja odciągów do wytłaczarek laboratoryjnych jest niszową gałęzią
przemysłu, wobec czego producenci zawyżają ich cenę. Staje się ona nieadekwatna
do rzeczywistej wartości urządzenia, a dodatkowo proponowane rozwiązania
konstrukcyjne nie zawsze spełniają oczekiwania odbiorcy.
Celem niniejszej pracy jest zaprojektowanie i skonstruowanie odciągu rolkowego
współpracującego z wytłaczarką laboratoryjną MiniLab II firmy Thermo Haake.
Dla gotowego urządzenia wykonana zostanie optymalizacja służąca dobraniu
odpowiednich parametrów pracy odciągu dla danych parametrów pracy wytłaczarki.
Optymalizacja ta przeprowadzona będzie dla różnych tworzyw sztucznych.

9
2. CZĘŚĆ LITERATUROWA
2.1. Wytłaczanie
Wytłaczanie jest jedną z najstarszych [2] i najbardziej rozpowszechnionych metod
przetwórstwa tworzyw polimerowych. Stosuje się ją w procesach przetwórczych mających
na celu otrzymanie różnego rodzaju profili tj. rury, płyty, folie. Cechą charakterystyczną
wytłoczki jest jej stały przekrój poprzeczny na całej długości.
Wytłaczanie jest procesem ciągłego formowania wyrobów z tworzyw sztucznych.
Polega na uplastycznieniu i ujednorodnieniu tworzywa w układzie uplastyczniającym
(układ ślimak-cylinder) wytłaczarki i przepchaniu go pod wpływem wytworzonego
ciśnienia przez kanały przepływowe głowicy wytłaczarskiej [3]. Budowę wytłaczarki
przedstawia Rysunek 1.
Rysunek 1. Zespół wytłaczania [4] (1-grzejniki; 2,3-kanały chłodzące; 4-
cylinder; 5-ślimak; 6- głowica; 7-lej zasypowy )
Przepływ tworzywa od leja zasypowego do wyjścia z głowicy wskazują strzałki.
W budowie wytłaczarki należy wyróżnić 5 różnych stref: I - strefa zasilania, II - strefa
uplastycznienia, III - strefa sprężania, IV - strefa dozowania, V - strefa kształtowania.
Należy również zwrócić uwagę, że każda z tych stref jest ogrzewana niezależnie.
Układ uplastyczniający w procesie wytłaczania pełni wiele ról. Po pierwsze,
transportuje, czyli dostarcza do głowicy tworzywo ze stałą prędkością. Działają tutaj trzy
składowe przepływu: wleczona i przeciwne do niej ciśnieniowa oraz przeciekowa. Druga
i trzecia składowa wpływa pozytywnie na mieszanie tworzywa, lecz obniża sprawność
transportową do poziomu ok. 20÷30%. Po drugie dostarcza ciepło do surowca w celu jego
uplastycznienia i podgrzania do wymaganej przez proces temperatury. Uplastycznienie jest
6

10
to przejście dostarczanego materiału polimerowego ze stanu stałego do stanu plastycznego.
Stan ten występuje powyżej temperatury mięknięcia dla tworzyw amorficznych i powyżej
temp. topnienia dla tworzyw krystalicznych. W celu polepszenia płynięcia, zmniejsza się
lepkość materiału podgrzewając je trochę ponad temp. plastyfikacji, jednak nie za wysoko,
aby nie spowodować jego degradacji. Ciepło dostarczane jest za pomocą grzałek, którymi
obudowany jest cylinder (patrz Rysunek 1) oraz dodatkowo powstaje w wyniku działania
sił ścinających i tarcia przy ruchu obrotowym ślimaka. Po trzecie spręża tworzywo w celu
usunięcia powietrza i pary wodnej spomiędzy jego ziaren. Jest to konieczne, ponieważ bez
tego mogą powstawać pęcherze lub otwory w otrzymanej wytłoczce. Wpływają one
niekorzystnie na wytrzymałość materiału i estetykę. Sprężenie tworzywa ma na celu
również wytworzenie ciśnienia wystarczającego dla pokonania oporów przepływu przez
głowicę. W tym celu stosuje się stopniowe lub ciągłe zmniejszanie skoku linii śrubowej
zwoju, zwiększanie szerokości zwojów lub najczęściej zmniejszanie średnicy ślimaka.
Ostatnią rolą układu uplastyczniającego jest zapewnienie jednorodności składu jak
i temperatury tworzywa. Często, aby zwiększyć mieszanie modyfikuje się kształt ślimaka
dodając specjalne strefy mieszające. [5]
Podstawowym elementem konstrukcyjnym jest ślimak. Charakteryzują go różne
parametry, z czego najważniejsze to: stosunek długości ślimaka do jego średnicy i stopień
sprężenia.
Uplastyczniony strumień pod wysokim ciśnieniem przechodząc przez głowicę
zostaje ukształtowany do wymaganej postaci (profilu). Opór hydrauliczny na głowicy jest
spowodowany dużą lepkością polimerów, redukcją pola przekroju i często skomplikowaną
budową kanałów, przez które przechodzi tworzywo. Jednak poziom ten może być różny.
Dla profili nieskomplikowanych np. gruby pręt czy też grubościenna rura nie będzie
on wysoki, ale dla siedmiokomorowego profilu okiennego już tak.
Dobór odpowiednich warunków wytłaczania takich jak: temperatura, prędkość
obrotowa ślimaka, jest bardzo ważny, ponieważ wpływają one w znacznym stopniu
na właściwości otrzymanej wytłoczki. Temperatura przetwórstwa zależy przede wszystkim
od temperatury uplastycznienia tworzywa i rozkładu, oraz zmiany lepkości tworzywa
pod wpływem temperatury. Prędkość obrotowa wpływa na wielkość sił ścinających
i intensywność mieszania. Warunki te oraz konstrukcję ślimaka dobiera się indywidualnie
dla każdego typu tworzywa.
Można wyróżnić wiele rodzajów wytłaczarek, jednak najczęściej spotyka się
podział na jedno- i wieloślimakowe. Spośród wieloślimakowych główną rolę odgrywają

11
wytłaczarki dwuślimakowe. Z nich z kolei można wyróżnić działające współbieżnie jak
i przeciwbieżnie. Układy ślimaków mogą między sobą różnić się również stopniem
zazębienia. W przemyśle jednak największą role odgrywają wytłaczarki o zwojach
zazębiających się nieszczelnie. Ma to na celu lepszą homogenizację materiału w układzie
uplastyczniającym wytłaczarki.
Tabela 1. Podział wytłaczarek dwuślimakowych. [6]
Typ pracy Współbieżny Przeciwbieżny
Zazębiające się
szczelnie
O zwojach
zazębiających się
nieszczelnie
Niezazębiające się
Różnice w poszczególnych rodzajach układów uplastyczniających najlepiej
przedstawia Tabela 2.
Tabela 2. Wybrane charakterystyki układów uplastyczniających
wytłaczarek. [6]

12
2.2. Linia produkcyjna do wytłaczania profili
W skład linii produkcyjnej do procesu wytłaczania prócz samej wytłaczarki
wchodzi wiele innych elementów. Przykładową linię produkcyjną przedstawia poniższy
Rysunek 2.
Rysunek 2. Linia do wytłaczania profili [5] (1 - wytłaczarka; 2 - głowica; 3 - stół
pozycjonujący; 4 - kalibrator próżniowy; 5 - przyłącza wody i próżni; 6 - wanna chłodząca; 7 - odciąg; 8 -
drukarka; 9 - piła tnąca; 10- układarka)
Głowica jest to element umieszczony na końcu wytłaczarki. Jego rolą jest nadanie
przetwarzanemu materiałowi żądanego kształtu. Przetłaczanie uplastycznionego materiału
przez kanały dyszy powoduje wstępne ukształtowanie strumienia. Uplastycznione
tworzywo następnie przechodzi do kalibratora, którego zadaniem jest schłodzenie,
skorygowanie i utrwalenie kształtu profilu. Ma on duży wpływ na końcowe wymiary
kształtki. Stół pozycjonujący pozwala na dokładnie ustawienie kalibratora względem
głowicy wytłaczarki.
Kalibrowanie odbywa się przez specjalne szczeliny doprowadzające podciśnienie,
jeszcze płynące tworzywo zostaje przyciągnięte do powierzchni kalibrującej. W wyniku
dotknięcia stale chłodzonej ścianki kalibratora, od tworzywa zostaje odprowadzone ciepło,
co skutkuje zestaleniem tworzywa. Odpowiedzialny za to jest system kanałów wodnych
przechodzących przez głowicę tuż przy powierzchni. Ze względu na skurcz polimerów,
kalibratory mają większy przekrój poprzeczny niż otrzymana wytłoczka. Powierzchnia
ta musi być dokładnie wypolerowana w kierunku ruchu profilu, w celu zredukowania
oporów, mogących deformować powierzchnię. [7]
W kalibratorze obecne są duże siły tarcia, wobec czego tworzywo chłodzi się
tylko powierzchniowo, a następnie podawane jest do wanny chłodzącej. Jej celem jest
całkowite odprowadzenie ciepła z wnętrza profilu. Korzystając z tego rozwiązania mamy
również możliwość odsuwania i dosuwania kalibratora, co jest konieczne przy jego
użytkowaniu.

13
W przypadku polimerów podatnych na degradację hydrolityczną, unika
się chłodzenia wodą, a stosuje chłodzenie powietrzem. Jest ono wydajne tylko
w przypadku dużego natężenia przepływu. [8]
Wytłoczka po wyjściu z głowicy jest stale pobierana przez odciąg znajdujący się
za kalibratorem i wanną chłodzącą. Następnie przechodzi przez drukarkę, nanoszącą
na produkt jego nazwę, numer partii i inne dane pozwalające na identyfikację wyrobu.
Za drukarką znajduje się piła tnąca zintegrowana z układarką. Piła tnie wytłaczany profil
na odcinki o zadanej długości, po czym zostają one układane w wyznaczonym do tego celu
miejscu.
2.3. Odciągi
Odciąg jest to urządzenie odbierające. Pobiera ono w sposób płynny i ze stałą
prędkością wytłoczkę. Kontroluje on pobieranie i naprężenie materiału wychodzącego
z wytłaczarki. Końcowe wymiary produktu są kontrolowane przez wydajność wytłaczarki
oraz szybkość odciągania. Przy stałych wymiarach głowicy oraz biorąc pod uwagę stałą
wydajność wytłaczarki istnieje tylko jedna prędkość odciągania, dla której można
otrzymać konkretne wymiary wytłoczyny. W wyniku tego prędkość pracy odciągu musi
być dopasowana do wydajności wytłaczarki. Jeśli nastąpią jakiekolwiek zmiany czy też
wahania prędkości pracy wytłaczarki lub odciągu, wymiary końcowego produktu
oczywiście również ulegną zmianie. [9]
Poślizg tworzywa w odciągu może spowodować pogrubienie wytłoczki w części,
która aktualnie zostaje wytłoczona z dyszy wytłaczarki jednak nie została jeszcze
schłodzona. Nacisk wywierany na profil musi być na tyle duży, aby zapobiec poślizgowi
profilu, lecz niski na tyle, aby zapobiec częściowej deformacji czy też powstawaniu
znaków na powierzchni tworzywa. Bardzo wysokie nacisk może zniszczyć końcowy
produkt, czyniąc go bezużytecznym. W związku z tym odciągi projektuje się, aby można
było kontrolować siłę nacisku na tworzywo. [10]
Odciąg może znajdować się daleko od wytłaczarki, jednak musi być on dokładnie
względem niej ustawiony, aby zapobiec ciągnięciu profilu poza oś. Powodowałoby
to orientację molekularną, która z kolei może wypaczać produkt.
Metodą wytłaczania jak już wcześniej było opisywane, można otrzymać wiele
różnych produktów. Mogą się one różnić między sobą wielkością, kształtem, twardością
jak i przyczepnością. Konstrukcja odciągu musi być dopasowana do produktu.

14
Wśród urządzeń odciągających można wyróżnić trzy główne typy:
Pasowy
Używany przy produkcji profili cienkich lub o płaskich powierzchniach.
Transport odbywa się między dwoma gumowymi pasami dociskającymi profil po
jego przeciwległych stronach. Każdy pas posiada oddzielny napęd, lecz sterowanie
ich prędkością jest wspólne, w celu uzyskania identycznej prędkości. Siła docisku
jest tutaj regulowana i wynika z działania na pasy siłowników pneumatycznych
lub mechanicznych.
Gąsienicowy
Stosowany przy profilach o przekroju okrągłym, głównie rury [11].
Gąsienice mogą być dwie lub więcej, w zależności od potrzeb. Umieszczane są one
parami jedna nad drugą i wzajemnie do siebie dociskane za pomocą pneumatycznie
sterowanych wózków dociskowych [12]. Gąsienice poruszają się pomiędzy dwoma
kołami nawrotowymi. Przy czym jedno jest napędzane, a drugie bierne umożliwia
napinanie gąsienicy dzięki zastosowaniu siłownika pneumatycznego. Zasada
działania jest podobna jak w odciągach pasowych.
Rolkowy
Używany głównie przy produkcji taśm, prętów, linek [13], przewodów
i grubych włókien. Ich głównym elementem są rolki. Tworzywo może przechodzić
między parami rolek [14], lub je oplatać, co znacznie zwiększa powierzchnię styku.
Rolki napędzane przez silnik elektryczny mogą poruszać się z różną prędkością.
Wykorzystuje się ten fakt podczas orientowania włókien [15].
W urządzeniach odciągających najważniejszym elementem jest część będąca
w bezpośrednim kontakcie się z odciąganą wytłoczką. Na powierzchni styku z profilem
posiadają elastyczną, o dużej adhezji, ale za to bardzo odporną na ścieranie warstwę,
najczęściej rolę tę pełnią elastomery np. guma. Przy odciągach pasowych stosuje się
gumowe pasy, gąsienicowych gumowe klocki, a przy rolkowych rolki pokrywa się
gumową powłoką.
2.4. Podstawy konstrukcji maszyn.
Każda maszyna, składa się z pewnych części składowych, nazywanych częściami
maszyn. Niektóre z nich są bryłami jednolitymi, stworzonymi z danego niepodzielnego
materiału (np. śruba). Inne natomiast stanowią zespół elementów tworzących razem całość,

15
spełniających określoną funkcję (np. sprzęgło). Można wyróżnić trzy najważniejsze
rodzaje części maszyn. [16]
a) Połączenia części maszyn
b) Łożyskowania wałów i osi
c) Przekładnie do przenoszenia ruchu obrotowego
Połączenia części maszyn dzielimy na nierozłączne, których elementów
składowych nie można oddzielić bez uszkodzenia elementu, oraz rozłączne, które można
łączyć i rozłączać dowolną ilość razy.
Najbardziej popularnym połączeniem rozłącznym jest połączenia śrubowe.
Łącznikami w tym przypadku są śruby, nakrętki i wkręty. Do typowych połączeń
gwintowych należą: a) połączenia z użyciem śruby i nakrętki; b) za pomocą śruby
dwustronnej i nakrętki c) za pomocą wkrętu. Połączenia te przedstawia Rysunek 3
Rysunek 3. Typowe połączenia gwintowe. [16]
Aby uzyskać takie połączenie trzeba wykonać szereg następujących operacji
technologicznych [17]:
Trasowanie otworów – wyznaczenie miejsca położenia śrub,
na powierzchni elementów łączących
Wiercenie otworów,
Nagwintowanie otworu.
Wkręcenie lub umieszczenie śrub w otworach łączonych elementów śrub
oraz dokręcenie ich nakrętek
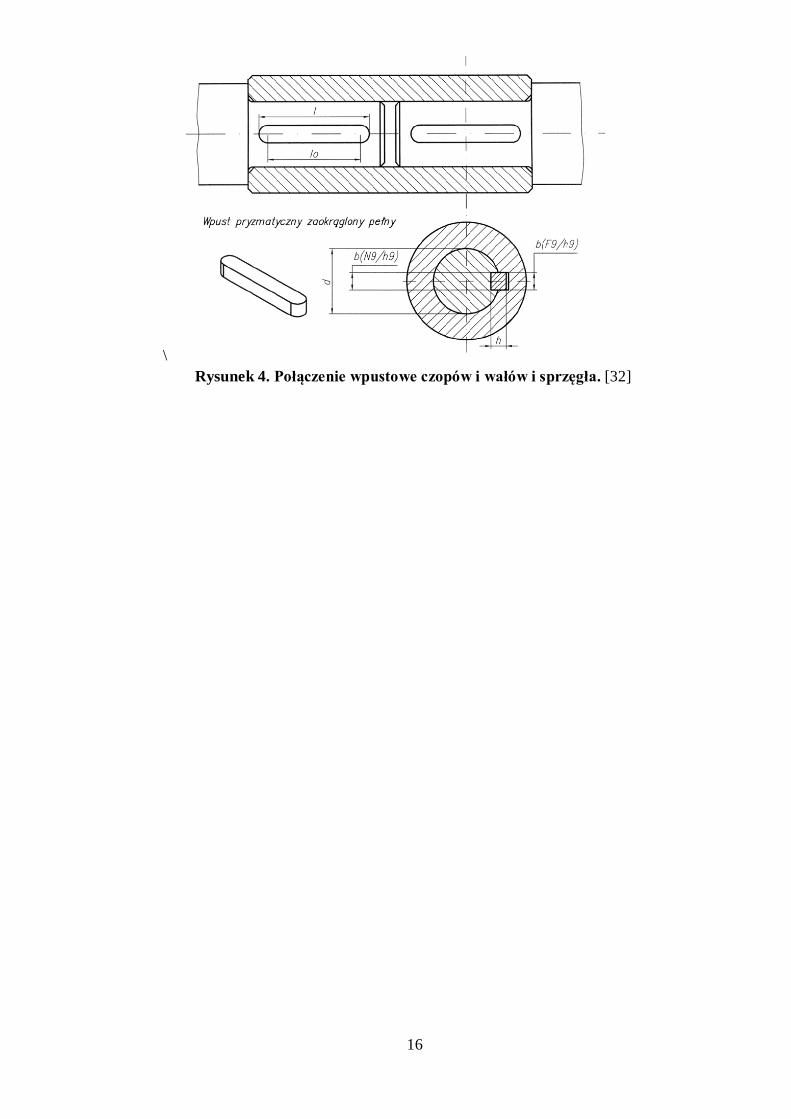
Drugim bardzo popularnym typem połączeń rozłącznych są połączenia wpustowe.
Służą one do łączenia wałów z piastami osadzanymi na nich części np. kół zębatych.
Elementem łączącym w tym przypadku jest wpust. Kształty i wymiary wpustów
są znormalizowane [18]. Ich wadą jest możliwość przesuwania się elementów po wale.
Przykładowe połączenie wpustowe przedstawia Rysunek 4.
16
\
Rysunek 4. Połączenie wpustowe czopów i wałów i sprzęgła. [32]

17
3.ZAŁOŻENIA KONSTRUKCYJNE I
MATERIAŁY
Konstruowany odciąg ma za zadanie współpracować z miniwytłaczarką
laboratoryjną MiniLab II firmy Thermo Haake.
3.1. Charakterystyka wytłaczarki MiniLab II
Wytłaczarka dwuślimakowa MiniLab II produkowana przez firmę Haake posiada
silnik 400W i pozwala na pracę w zakresie od 1 do 360 obr/min. Zaopatrzona jest w dwa
zestawy ślimaków do pracy współbieżnej jak i przeciwbieżnej. Procesy można prowadzić
w temperaturze do 350°C. Może być sterowana ręczne poprzez panel lub też poprzez
podłączony do niej komputer z zainstalowanym oprogramowaniem (Polylab System).
Wytłaczarka posiada kanał powrotny, którego obecność pozwala na badanie reologii
próbki. Małe wymiary urządzenia pozwalają pracować z bardzo małymi ilościami
surowców w granicach od 5.5 do 7g. W celu uzyskania wytłoczki można użyć dostępnych
dysz o średnicach 0.5, 1, 1.5 oraz 2 mm. [19]
3.2. Program do projektowania ZWCAD 2011
Projekt wykonano w programie ZWCAD 2011, wersja 2010.11.25, producent
ZWCAD SOFTWARE CO., LTD. Korzystając z 30-dniowej wersji próbnej pobranej
ze strony producenta.

18
3.3. Materiały
Do wykonania odciągu korzystano z wielu gotowych elementów
konstrukcyjnych.
3.3.1. Koła zębate
Wykorzystano:
5 kół zębatych o d=40mm
4 koła o d = 15mm
O wymiarach przedstawionych w Tabela 3
Rysunek 5. Koła zębate walcowe z piastą [20]
Tabela 3. Charakterystyka kół zębatych1
Kod Ilość zębów da [mm] d [mm] dN1 [mm] d1 [mm]
T 16840 15 17 15 12 6
T 16855 40 42 40 25 10
1zęby proste; kąt przyboru 20°; Moduł 1; B=15mm; h=25mm; Stal C 43
Koła zębate zakupiono w firmie:
Komerc Sp. z o.o., ul. Okrzei 8, 59-225 Chojnów
3.3.2. Łożyska:
Łożyska kulkowe jednorzędowe
16 łożysk 6800 ZZ
10 łożysk 696 ZZ
Tabela 4. Wymiary łożysk
Oznaczenie Wymiary
d D B
6800 ZZ 10 19 5
696 ZZ 6 15 5
Rysunek 6. Łożysko

19
Łożyska przyklejano wykorzystując anaerobowy klej do łożysk firmy Meccanocar.
Łożyska zakupiono w:
Prema S.A., ul. Jaktorowska 3/5, 01-202 Warszawa
3.3.3. Blacha na obudowę
Elementy obudowy wykonano z blachy aluminiowej o grubości 5mm
3.3.4. Pręty na wałki
Wałki wykonano z następujących prętów ze stali kwasoodpornej:
Średnica 10 mm
Średnica 6 mm
3.3.5. Tuleje:
Tuleje wykonano węża silikonowego typu Tygon o wymiarach
Większe:
Średnica zewnętrzna: 28 mm
Średnica wewnętrzna: 12,8 mm
Mniejsze:
Średnica zewnętrzna: 12 mm
Średnica wewnętrzna: 8 mm
Natomiast do wykonania tulei dystansowych docisku użyto węża gumowego
o średnicach:
Średnica zewnętrzna: 9 mm
Średnica wewnętrzna: 5 mm
3.3.6. Dociski:
3 mechanizmy dociskające zbudowane z elementów:
Płaskownik o szerokości 30 mm i grubości 2 mm
Śruby:
o 6 szt. M2 x 8
o M4 x 5 z łbem walcowym z gniazdem sześciokątnym
o M6 x 35 z łbem sześciokątnym
Nakrętki sześciokątne:

20
o 7 nakrętek M2
o Nakrętka M6
Pręty:
o Aluminiowy o średnicy 6 mm
o Aluminiowy o średnicy 5 mm
o Ze stali kwasoodpornej o średnicy 3 mm
Dwuskładnikowy klej epoksydowy DISTAL Rapid
Sprężyna naciągająca
Sprężyna dociskająca
3.3.7. Podstawa:
Sklejka grubości 10 mm o wymiarach 400 x 160 mm
2 x sklejka grubości 4 mm o wymiarach 120 x160 mm
Drewno wkręty 8 sztuk
Ceownik aluminiowy o wymiarach:
A-15, B-25, S-2
Rysunek 7. Ceownik
3.3.8. Silnik
Trójfazowy silnik indukcyjny ogólnego przeznaczenia Sg 71 – A na łapach IM B3
firmy Zeltech.
Dane znamionowe:
Moc 0,18 kW
Prędkość obrotowa: 900 obr/min
Rodzaj pracy: S1
Napięcie znamionowe: 380V, 400V, 690V
Częstotliwość zasilania: 50 Hz
Temperatura otoczenia: od -15°C do + 40 C
Wysokość zainstalowania: do 1000 m n.p.m.

21
Liczba wolnych końców wału: 1
Klasa izolacji: F
Wymiary montażowe:
Rysunek 8. Wymiary montażowe silnika
Silnik zakupiono w firmie:
Mechanika Maszyn Andrzej Kacperek, 01-141 Warszawa, ul. Wolska 82a
3.3.9. Falownik
Falownik iE5 0,2 kW zasilanie jednofazowe 230V, maksymalna moc
silnika 0,2 kW.
Znamionowe zakresy mocy: 0,2kW
Zasilanie 1-fazowe
Obudowa: IP20
Bardzo małe gabaryty
Metoda sterowania: U/f
Częstotliwość max do 200Hz
Wbudowany regulator PID

22
Moment 150% przy 0.5 Hz
Autorestart po ustąpieniu awarii
5 prędkości krokowych
Omijanie częstotliwości
5 wejść wielofunkcyjnych
Wielofunkcyjne wyjście przekaźnikowe
Wyjście analogowe (0 - 10V)
Funkcja szukania prędkości
Sterowanie 3-przewodowe
Częstotliwość nośna od 1 do 10 kHz
Forsowanie momentu ręczne i automatyczne
Falownik zakupiono w firmie:
Mechanika Maszyn Andrzej Kacperek, 01-141 Warszawa, ul. Wolska 82a
3.3.10. Wyłącznik nadprądowy
Wyłącznik nadprądowy 3-bieg CLS6-B6/3 6A serii xClear firmy Moelle
Zakupiono w firmie:
Hurtownia Elektryczna Grodno S.A., ul. Wilcza 51, 00-001 Warszawa
3.3.11. Sprzęgło
W celu połączenia wału silnika z wałem wychodzącym z segmentu II,
wykorzystano sprzęgło kłowe ROTEX®
BS 14 firmy KTR
Rysunek 9. Sprzęgło kłowe ROTEX® BS 14
Sprzęgło zakupiono w firmie:
Mechanika Maszyn Andrzej Kacperek, 01-141 Warszawa, ul. Wolska 82a

23
3.3.12. Elementy mocujące
W celu łączenia i mocowania elementów użyto następujących części:
- 80 śrub M3x10 z łbem stożkowym [21]
-2 śruby z łbem sześciokątnym M4x15 wraz z nakrętkami i podkładkami
-4 śruby z łbem sześciokątnym M6x25 wraz z nakrętkami i podkładkami [22]
- 4 śruby z łbem sześciokątnym M6x35 wraz z nakrętkami i podkładkami
3.4. Materiały użyte do badań
Polilaktyd (PLA, NatureWorks, Mn=147 000) - stosowany bez suszenia
Polipropylen (PP, Basell Orlen Polyolefins) - stosowano bez oczyszczania
Poli(adypinian butylenu) (PBA, Mn,NMR ~ 9100) - otrzymano w procesie polikondensacji
przez Rafała Kasaka, sposób i warunki prowadzenia procesu opisane w pracy dyplomowej
mgr inż. Katarzyny Dzioby (Politechnika Warszawska, Wydział Chemiczny, 2010),
przechowywano w temp. 4°C.

24
4.WYKONANIE ODCIĄGU
4.1. Założenia projektowe
Przed wykonaniem projektu, konieczne było sformułowanie odpowiednich
założeń, charakteryzujących pracę odciągu. Pozwoliło to w sposób przejrzysty
i zrozumiały stawiać wymagania poszczególnym elementom urządzenia. Poniżej zebrałem
wszystkie rozważane kryteria.
A) Małe rozmiary
Projektowany odciąg ma być urządzeniem laboratoryjnym, przez co musi
być odpowiednio niewielkich rozmiarów. Jego docelowym miejscem pracy jest pozycja
pod wyciągiem przed wytłaczarką. Stanowisko to jest również jest zaopatrzone w inne
urządzenia potrzebne do obsługi wytłaczarki tak jak np. panel sterujący wytłaczarką,
czy komputer. Ze względu na konieczność wychłodzenia wytłaczanego materiału, odciąg
musi znajdować się w pewnej odległości od wytłaczarki. Wobec powyższych faktów
przestrzeń, jaką może zajmować odciąg była ograniczona przestrzenią o wymiarach 50 x
20 cm.
B) Możliwość zmiany prędkości odciągania w szerokim zakresie
Praca odciągu musi być zintegrowana z prędkością wytłaczarki, która pracuje
w zakresie od 1 do 360 obr./min. Konieczne było, zatem wstępne oszacowanie wydajności
wytłaczarki. W tym celu mierzono ilość wytłoczonego tworzywa w ciągu jednej minuty
dla różnych prędkości obrotowych ślimaka. Do pomiarów zastosowano przeciwbieżny
układ ślimaków oraz średnią dyszę o średnicy 1mm. Wytłaczanym polimerem był PP,
którego gęstość waha się w granicach 0,90-0,92 g/cm3
[23]. Do obliczeń przyjęto gęstość
0,91 g/cm3. Wyniki pomiarów przedstawiono poniżej (Tabela 5).
Tabela 5. Masa wytłoczonego materiału w czasie 1 min
prędkość obrotowa ślimaka
nr pomiaru 50 150 300
1 1,95 5,01 8,11
2 2,22 5,06 6,6
3 2,08 5,37 6,8
średnia masa 2,08 5,15 7,17
Odchylenie standardowe 0,135 0,195 0,820

25
Nie udało się jednak otrzymać wytłoczki w kształcie żyłki, dlatego też nie było
możliwości zmierzenia jej długości. Długość tę oszacowano wykorzystując Równanie 1
z Zakładając, że otrzymana żyłka miałaby średnicę 1 mm. Jej przekroju wyniosło by 0,785
mm2.
Równanie 1. Wzór na objętość
Gdzie:
V - objętość [m3]
m - masa [kg]
ρ – gęstość [kg/m3]
Tabela 6. Szacowana długość żyłki wytłoczonej przez minutę
Prędkość wytłaczarki [Obr./min] 50 150 300
Średnia długość żyłki [cm] 292 720 1004
Ze względu na duże trudności przy próbie wykonania tych pomiarów, obarczone
są one dużym błędem. Im większa prędkość, tym wyniki obarczone są większym błędem,
można to zaobserwować patrząc na odchylenie standardowe (Tabela 5).
C) Wykorzystanie elementów ogólnodostępnych
Wykorzystanie standardowych (katalogowych) elementów może znacznie
przyspieszyć pracę, jak również zmniejszyć cenę otrzymanego odciągu. Elementy takie
zazwyczaj dostępne są ,,od ręki", a ich cena jest dużo niższa niż tych wykonywanych
na zamówienie.
D) Wytłoczka - żyłka (materiał polimerowy) będzie poddana
badaniom mechanicznym.
Jednym z celów pracy jest otrzymanie wytłoczki w postaci żyłki, dogodnej
do przeprowadzenia pomiarów wytrzymałościowych. Jest to ważne założenie i nakłada
wiele konsekwencji. Wytłaczanie nie jest procesem czysto mechanicznym, ale
mechaniczno-fizycznym. Sposób przetwórstwa determinuje budowę wewnętrzną
tworzywa znacznie zmieniając tym samym jego właściwości. Jedną z nich jest brak
możliwości zastosowania odciągu rolkowego jak w tradycyjnych maszynach do tworzenia

26
włókien, w których wytłoczka jest przeplatana między systemem rolek, a nawet często
nawijana. Ma to na celu zwiększenie pola powierzchni styku wytłoczki z rolkami
odciągającymi. Taki sposób jednak może dodatkowo orientować cząsteczki tworzywa.
Wobec powyższych faktów odrzucono pierwszą wersję ułożenia rolek w odciągu , którą
przedstawia Rysunek 10, a przyjęto wersję drugą - Rysunek 11
Rysunek 10. Pierwsza wersja układu rolek
Rysunek 11. Druga lepsza wersja układu rolek
Dodatkowym atutem urządzenia byłaby możliwość otrzymania wytłoczki
do badań mechanicznych z niewielkiej ilości materiału. Do badań reologicznych wsad
wytłaczarki wynosi zaledwie 7g, przy czym większość tworzywa pozostaje w wytłaczarce,
jako pozostałość w kanale powrotnym oraz częściowo na ślimakach. Możliwość
wytworzenia żyłki z ok. 2g wytłoczonego materiału pozwoliłoby na przeprowadzenie
badań wytrzymałościowych na materiałach otrzymanych bezpośrednio po próbach
starzeniowych czy też reologicznych.
E) Zautomatyzowana praca
Projektowana maszyna po uruchomieniu i ustawieniu parametrów pracy powinna
działać sama, bez potrzeby ingerencji operatora. Odciągana żyłka raz wprowadzona
między rolki powinna być stale odciągana i nie może mieć możliwości wypadnięcia.

27
F) Konieczność pracy ciągłej
Wytłaczanie jest procesem ciągłego formowania wyrobów z tworzyw sztucznych.
Jeśli wytłaczarka musi pracować w sposób ciągły taki sam warunek musi spełniać również
zintegrowany z nią odciąg.
G) Stabilność pracy
Jedną z najważniejszych cech pracy odciągu jest stabilność jego pracy. Raz
ustawione parametry muszą być niezmienne w czasie nawet podczas długiego działania.
Tworzywo powinno być odciągane ze stałą szybkością nawet, jeśli wytłoczka będzie
stawiała większy opór i maszyna będzie musiała użyć większej siły. Zmiana prędkości
odciągania, zmieni średnicę odciąganej żyłki jak również znacznie zwiększy jej orientację.
Z tego też względu muszą być wyeliminowane wszelkiego rodzaju wahania w prędkości
pracy.
H) Powtarzalność
Aby móc wykorzystać otrzymane wytłoczki przy porównywaniu różnych
tworzyw sztucznych, praca odciągu musi być powtarzalna. Tzn. konieczne jest uzyskanie
pewnych wartości na stałym poziomie, niezależniekiedy będziemy prowadzić badania.
Musi być możliwość odtworzenia tych samych warunków tworzenia żyłki przy
zastosowaniu innych tworzyw. Otrzymane żyłki będą poddawane badaniom
na wytrzymałość przy rozciąganiu.

28
4.2. Projekt
Projekt stworzono w programie ZWCAD 2011. Wzorowano się na
przemysłowym odciągu rolkowym (Rysunek 12), skonstruowanym na własne potrzeby w
firmie INSTALACJE-ST, 05-300 Mińsk Mazowiecki, Stojadła ul. Mińska 55. Projekt
zmodyfikowano w wielu aspektach, w celu jego miniaturyzacji, oraz przystosowania do
pracy w laboratorium. Ideą maszyny było odciąganie przez system rolek, pokrytych gumą.
Rysunek 12 Przemysłowy odciąg rolkowy
Zaprojektowane przeze mnie urządzenie składa się z dwóch głównych elementów
napędowego i odciągającego. Zostały one osadzone na podstawie i połączone za pomocą
sprzęgła. Schemat budowy przedstawia Rysunek 13. W skład części napędowej wchodzi
silnik, jego układ sterowania i bezpiecznik. Dochodzi do niego zasilanie z sieci oraz
operator sterujący pracą odciągu. Część odciągająca z kolei została stworzona z dwóch
segmentów. Jeden odpowiada za redukcję prędkości obrotowej silnika i przekazanie jej
dalej. Kolejny segment z kolei odpowiada za odciąganie żyłki przez system rolek. System
ten skonstruowany jest z trzech par rolek, z których dolne napędzane są przez silnik,

29
natomiast górne zamocowane na łożyskach dociskają wytłoczkę, umożliwiając tym samym
jej odciąganie.
Dzięki takiemu rozwiązaniu, dostarczane tworzywo może zostać wytłoczone,
następnie po schłodzeniu odciągane, dając jako efekt końcowy żyłkę.
Rysunek 13. Schemat budowy odciągu
Należy również zwrócić uwagę na związek przyczynowo skutkowy pomiędzy
operatorem, a odciąganiem żyłki. Jest to konieczne, aby operator miał ciągły wpływ
na pracę maszyny jednak jego zaangażowanie konieczne do pracy maszyny było znikome.
Element odciągający, pomimo swej prostoty działania, posiada wiele elementów
współpracujących ze sobą. W związku z tym trzeba było wykonać dokładny projekt.
Ważne jest to przede wszystkim ze względu na zastosowaną przekładnie zębatą. Koła
zębate wchodzące w jej skład muszą być dokładnie umieszczone względem siebie, aby
umożliwić ich styk, jak również zapewnić wystarczającą ilość miejsca do swobodnego
obrotu. Koła te zostały zamocowane na wałkach, te z kolei na łożyskach wstawionych w
obudowę.
Zaprojektowania wymagał również system dociskowy. Pozwala on regulować
wysokość rolek górnych, jak również dzięki obecności sprężyn regulować jego siłę
nacisku. Rolki te muszą też współpracować on z rolkami napędzanymi przez silnik.
Odciąg
Napęd
Sprzęgło
Element odciągający
Podstawa
Silnik
Bezpiecznik
Układ sterujący silnikiem
Segment IIReduktor
Segment IRolkowy
Wytłaczarka
żyłkaZasilenie z sieci
Odciąganie
Operator
Układ chłodzący
Tworzywo sztuczne

30
Sprężyny muszą być odpowiednio naciągnięte, jak również nie mogą przeszkadzać
w pracy innych elementów.
Ograniczone również były gabaryty, projektowanej maszyny. Konieczne było
zatem ustalanie położenia poszczególnych elementów, tak aby w jak najbardziej
ekonomicznym stopniu wykorzystać przestrzeń dostępną w obudowie.
Po zebraniu wszystkich informacji dotyczących części, których dobór będzie
wyjaśniony w poszczególnych działach. Zaprojektowano urządzenie, którego ogólny
wygląd przedstawiają poniższe rysunki:
Rysunek 14. Projekt odciąg: a) w obudowie; b) bez obudowy I segmentu;
c) bez obudowy, rzut z przodu; d) bez obudowy, rzut z tyłu
a) b)
c) d)

31
4.3. Wykonanie części odciągu
4.3.1. Obudowa
Obudowę wykonano z blachy aluminiowej o grubości 5 mm. Blachę tę pocięto
na odpowiednie odcinki, a następnie wyrównano brzegi za pomocą frezarki.
Wykonano płyty aluminiowe grubości 5 mm, po dwie sztuki o wymiarach:
Segment 1
40 x 100 mm
100 x 150 mm
50 x 150 mm
Segment 2
60 x 100 mm
60 x 110 mm
110 x 110 mm
W celu wykonania połączeń śrubowych wykonano następujące operacje.
Odpowiadające sobie kawałki blachy ustawiano w imadle parami, prostopadle do siebie.
Następnie wiercono zaprojektowane wcześniej otwory na łączące je śrubki M3x10.
Zgodny z normami [24] [25] [26]projekt przedstawia Rysunek 15.
Rysunek 15. Gwintowe połączenie obudowy

32
Otwory te wiercono początkowo wiertłem o Φ2,5 mm [27] na głębokość 15mm
następnie wiertłem Φ3mm na głębokość 5 mm. Użyto do tego kolumnowej wiertarki
stołowej. Otwory te nagwintowano, używając zestawu do gwintowania. Zestaw taki składa
się z trzech gwintowników - gwintownika wstępnego, zdzieraka i gwintownika
wykańczającego.
W blachach bocznych segmentu 1, w których mają być umieszczone łożyska
wywiercono otwory o Φ1mm używając do tego celu wiertarki koordynacyjnej. Miejsce
otworów i ich średnice przedstawia Tabela 7, Tabela 8 oraz Rysunek 16. Konieczne tutaj
było pozycjonowanie elementów obudowy. W tym celu za pomocą wysokościomierza,
zakreślono połowę wysokości w dwóch płaszczyznach płaskich. Line te wykorzystano
jako linie bazowe.
Tabela 7. Otwory wykonane w części bocznej obudowy segmentu 1
Otwór 1 2 3 4 5 6 7 8 9 10
X 30 75 120 52,5 97,5 34,83 30 34,83 79,83 75
Y 39,24 39,24 39,24 23,5 23,5 79,9 68,24 56,57 79,9 68,24
Φ 19 19 19 15 15 6 6 6 6 6
Otwór 11 12 13 14 15 16 17
X 79,83 124,83 120 124,83 46,5 91,5 136,5
Y 56,57 79,9 68,24 56,57 68,24 68,24 68,24
Φ 6 6 6 6 5 5 5
Rysunek 16. Część boczna obudowy segmentu 1. X
Y

33
Tabela 8. Otwory wykonane w części bocznej obudowy segmentu 1
Otwór A B
Liczba 10 10
Wymiar Φ 3,2 M 3 x 10
Ponieważ wiertarka ta jest przeznaczona tylko do wierteł o małej średnicy, otwory
poszerzono korzystając z wspomnianej wcześniej kolumnowej wiertarki stołowej.
Po ustawieniu blachy w imadle, i wypozycjonowaniu jej używając wiertła Φ1mm,
wiercono otwory wiertłami o różnej średnicy. Dla otworu o średnicy 15 mm, użyto kolejno
wierteł o Φ 4, 8, 12, 14.5 mm, a następnie rozwiertaka o Φ15mm. Dla otworu o średnicy
19 mm, użyto kolejno wierteł o Φ: 4, 8, 12, 15, 18.5, a następnie rozwiertaka o Φ19mm.
Poszerzenie otworów rozwiertakiem było konieczne z tego względu, że wiertła Φ15mm
rozbijają otwór do średnicy ok. 15,43 mm.
Analogiczną procedurę przeprowadzono dla elementów bocznych obudowy
segmentu 2. Wykonany projekt, oraz pozycję otworów przedstawia Rysunek 17 i Tabela 9.
W blasze górnej segmentu pierwszego wykonano 3 otwory o średnicy 5 mm,
a następnie je nagwintowano, element ten przedstawia Rysunek 18. Dzięki tej operacji
będzie później możliwość zamocowania śrub regulujących docisk.
Tabela 9 Otwory wykonane w części bocznej obudowy segmentu 2
Otwór 1 2 3
X 52,5 78,6 88
Y 28,5 37,16 63
Φ 19 19 i 15 15
Rysunek 17. Część boczna obudowy segmentu 2
X
Y

34
Rysunek 18. Część górna obudowy segmentu 1
4.3.2. Rolki
Dobór odpowiednich rolek ze względu na bardzo duże wymagana był trudny.
Rolki te muszą przede wszystkim charakteryzować się umiarkowaną adhezją i dużym
współczynnikiem tarcia w stosunku do odciąganego materiału. Nie mogą posiadać
bieżnika, który mógłby deformować powierzchnię wytłoczki. Muszą być wytrzymałe i
odporne, aby nie trzeba było po ich często wymieniać. Powinny być niewielkich
rozmiarów, dzięki czemu nie będą zwiększały gabarytów maszyny. Ich wielkość wpływa
na stopień redukcji obrotów silnika: im mniejszy, tym mniej skomplikowana budowa
reduktora.
W zaprojektowanym urządzeniu wyróżniamy dwa typy rolek: napędzane i bierne.
Napędzane nałożone są na wałek bezpośrednio połączony z przekładnią zębatą, bierne
natomiast na łożyska będące elementem docisku. W związku z tym potrzebujemy
nie jednego, lecz dwóch typów rolek, różniących się między sobą średnicą wewnętrzną.
Odpowiedniego produktu szukałem przez długi czas wśród wszelkiego rodzaju
gotowych rolek i kółek dostępnych na rynku. Niestety nie udało się znaleźć materiałów
spełniających wszystkie wymagania. Najprostsze rozwiązanie okazało się najlepszym.
Wykonałem tuleje z węża silikonowego o Φ30, tnąc go na odcinki 30 mm. Średnica
wewnętrzna okazała się na tyle duża, że zmieściły się w niej małe łożyska. Aby założyć
je bezpośrednio na wałki, użyto dodatkowo tuleje wykonane z węża o mniejszej średnicy.
Otrzymane rolki przedstawia Rysunek 19. .

35
4.3.3. Tuleje gumowe
Tuleje wykonane z pociętego węża silikonowego typu Tygon o wymiarach:
Większe:
Średnica zewnętrzna: 28 mm
Średnica wewnętrzna: 12,8 mm
Długość: 30 mm
Mniejsze:
Średnica zewnętrzna: 12 mm
Średnica wewnętrzna: 8 mm
Długość: 34 mm
Wąż cięto z użyciem noża z łamanym ostrzem.
CIĘCIE
CIĘCIE
Rysunek 19. Schemat tworzenia wałków.

36
4.3.4. Przekładnia zębata
Przełożenie przekładni oszacowano na podstawie przedstawionych wcześniej
testów wydajności (rozdziale 4.1). Wykorzystując Równanie 2 można obliczyć, jaką
długość żyłki odciągają rolki podczas jednego obrotu.
Równanie 2. Obwód koła
Gdzie: l - obwód koła, d - średnica koła (tutaj d=3,1 mm)
Znamionowa prędkość obrotowa silnika dla 50 Hz wynosi 900 obr./min. Jednak
przy użyciu falownika możemy zmieniać częstotliwość, a co za tym idzie i prędkość pracy
silnika. Zakres bezpiecznej pracy dla tego falownika oraz silnika wynosi 0-60 Hz, co jest
jednoznaczne z możliwością pracy silnika w zakresie 0-1080 obr./min.
Przedstawiona poniżej Tabela 10 przedstawia zestawienie długości wytłaczanej
żyłki (dla założonego 1mm średnicy) oraz prędkość obrotową, jaką powinny mieć rolki dla
danych prędkości pracy wytłaczarki. Z doświadczenia podczas pracy przy wytłaczarce
wynika, że im niższa prędkość pracy wytłaczarki tym łatwiej uzyskać jednostajne
podawanie tworzywa polimerowego. Warunek ten jest konieczny do osiągnięcia stałej
wydajności wytłaczania, a co za tym idzie stałej średnicy wytłoczki.
Przy doborze kół zębatych należy również wziąć pod uwagę średnicę dostępnych
handlowo prętów, oraz łożysk, aby uniknąć tym samym dodatkowych prac tokarskich.
Ważne jest również, aby przełożenie było jak najprostsze, ułatwiając tym samym
konstrukcję i obniżając cenę materiałów.
Tabela 10. Teoretyczne wymagania pracy wytłaczarki.
V wytł. 0 50 150 300
H [cm/min] 0 292 720 1004
V odc. [ obr/min] 0 30 74 103 V wytł. - prędkość obrotowa ślimaka wytłaczarki; H - długość żyłki wytłaczanej w ciągu 1
minuty; V odc. prędkość obrotowa rolek odciągu.
Przedstawiony poniżej Rysunek 20 i Rysunek 21 przedstawia schemat przekładni
zębatej. Przekładnia ta zbudowana jest z 5 większych kół zębatych d = 40 mm i 4
mniejszych o d = 15 mm, osadzonych na wałkach. Wałki z kolei, zostały wbite na łożyska
kulkowe umożliwiając im swobodny obrót wokół własnej osi, oraz stanowiły mocowanie
w obudowie.

37
Skonstruowana zgodnie ze schematem przedstawionym na Rysunek 20
i Rysunek 21.
Przełożenie pojedyncze przekładni:
Przełożenie całkowite przekładni:
4.3.5. Wałki i łożyska
W celu przenoszenia napędu konieczne było wykorzystanie wałków. Zostały one
osadzone na łożyskach w obudowie[28], a na nich z kolei nałożono koła zębate, łożysko
oraz rolki. Wykorzystano do tego celu przedstawione poniżej wałki:
3 wałki Φ 10 mm dł. 110 mm – osadzono na nich po jednej rolce oraz kole
zębatym o d=40
Wałek Φ 6 mm dł. 50 mm – osadzono na nim koło zębate d=15, pełni on
rolę przekaźnika momentu obrotowego.
Wałek między segmentami Rysunek 22 (A) – osadzono na nim w
zwężonej części koło zębate d=15, oraz w części szerszej koło d=40.
Dzięki niemu możliwe jest przeniesienie momentu obrotowego między
segmentami, oraz redukcja obrotów na wyjściu.
Wałek redukujący Rysunek 22 (B) – nałożone na nim są koła zębate o
d=15 i 40. Redukowana jest na nim prędkość obrotowa
Rysunek 20. Przekładnia zębata rzutnia 3D
Rysunek 21. Schemat przekładni zębatej

38
(A)
(B)
Wałek do sprzęgła ᴓ 6 dł.100 mm – nałożone na nim jest koło zębate o
d=15. Wychodzi on poza obudowę segmentu II, na końcu zamocowane
jest sprzęgło
Rysunek 22. Wymiary wałków
Koła zębate przymocowane zostały do wałków za pomocą śrub dociskowych.
Aby to umożliwić konieczne było wykonanie w nich odwiertów, a następnie
nagwintowanie. W wałkach wykonano zagłębienia stożkowe. Połączenie to przedstawiona
Rysunek 23. Łożyska natomiast zostały wklejone klejem do łożysk.
Rysunek 23. Mocowanie koła zębatego

39
Elementem łączącym między silnikiem, wałkiem wychodzącym poza obudowę
jest sprzęgło kłowe elastyczne z wkładką. Sprzęgło to zbudowane jest z dwóch osłoniętych
piast kłowych oraz elastycznej wkładki umieszczonej między nimi. Wkładka ta wykonana
jest z poliuretanu, który charakteryzuje się: dobra udarność, wyjątkowa odporność
na ścieranie, oraz zdolność do tłumienia drgań.[29]
Takie rozwiązanie zapewnia optymalną pracę układu nawet w przypadku
niedokładnego wyosiowania wałów silnika i urządzenia. Dzięki wkładce stanowi
jednocześnie elastyczne i trwałe ogniwo łączące, zdolne do tłumienia drgań generowanych
przez silnik.
W celu zamontowania sprzęgła na wałkach konieczne było wykonanie otworów
w piastach sprzęgła. Do wału silnika przymocowane zostało za pomocą połączenia
wpustowego. Z powodu braku możliwości wykonania wcięcia wpustowego w warsztacie,
czynność tą zleciłem sprzedawcy sprzęgła. Aby zapobiec przesuwaniu się elementów
po wale, na wał silnika nałożono silikonowy stoper. Do wału wychodzącego
z konstruowanego odciągu, przymocowane zostało analogicznie jak w przypadku kół
zębatych, za pomocą śrub dociskających. Jednakże w tym wypadku ze względu na duże
prędkości obrotowe, użyto do tego celu trzech śrub znajdujących się w jednakowych
od siebie odległościach.
Konstrukcja i sposób mocowania sprzęgła zapewnia łatwy montaż i demontaż,
a także bardzo szybką wymianę wkładki poprzez osiowe rozsunięcie piast bez
konieczności zmiany pozycji silnika czy części maszyny.
4.3.6. Docisk
Mechanizm docisku ma za zadanie podnosić i opuszczać rolki górne. Ruch
ten wykonywany jest pod wpływem wkręcania lub wykręcania śrub umocowanych
w górnej części obudowy. Jego działanie przedstawia Rysunek 24 i Rysunek 25.Ponieważ
mechanizm ten bazuje na sprężynach, pełnią one rolę amortyzatora i pozwalają na płynną
regulację siły docisku. Górne rolki osadzone są na łożyskach nałożonych na wałek
docisku, a dolne osadzone są bezpośrednio na wałkach napędzanych silnikiem. Odległość
między rolkami jest również ważna, jeśli wytłoczka będzie miała większą grubość, wtedy
też powinna być ona większa.
Duża siła docisku zapobiega wystąpieniu poślizgu tworzywa na rolkach. Zbyt
duża siła jednak może powodować deformację próbki na powierzchni, tworząc fakturę.
Konieczne zatem staje się odpowiednie dobranie siły dociskania.

40
Wytłaczarka
Możliwośd ruchuGóra-dół
Śruby wykręcone
Rolki podniesione
Rysunek 24. Docisk w pozycji górnej
Śruby wkręcone
Rolki opuszczone
Wytłaczarka
Rysunek 25. Docisk w pozycji dolnej
Zasadę działania mechanizmu dociskającego oraz jego dokładny wygląd
przedstawia Rysunek 26. Część podstawową stanowi blaszka, do której przymocowane
są pozostałe elementy. Jest to element ruchomy, obracający się wokół osi, którą tworzy
wałek (3). Przymocowana do niej jest również sprężyna naciągowa (2), która z drugiej
strony jest zakotwiczona w obudowie. Wałek wychodzący poza obudowę (4), posiadający

41
możliwość swobodnego ruchu po łuku dzięki wycięciu w obudowie. Do tego wałka
przymocowane są również rolki. Nad tym wałkiem do blaszki zamocowany jest element
naciskowy.
34
5
2
1
6
7
8
9
1-sprężyna naciskowa; 2- sprężyna naciągowa; 3-wałek osiowy; 4-wałek do gumowej tulei; 5-śruba regulująca docisk; 6-nakrętka
przytrzymująca; 7-góra obudowy; 8- mocowanie do obudowy; 9- śruby i nakrętki mocujące; 10-blaszka aluminiowa
10
Oś obrotu
Rysunek 26. Schemat elementu dociskającego
W sumie wykonałem trzy mechanizmy dociskające zbudowane z elementów:
o Blaszki aluminiowej o wymiarach 26 x 30 x 5 mm z nawierconymi
sześcioma otworami o ᴓ 2 mm
o Wałek o ᴓ 5 mm i dł. 50 mm, w którym
Sfrezowano na głębokość 3 mm na dł. 30 mm
Wykonano 3 otwory o ᴓ 2
o Wałek o ᴓ 6 mm i dł. 110 mm, w którym
Sfrezowano na głębokość 2 mm na dł. 30 mm
Wykonano 3 otwory o ᴓ 2
o 6 śrub M2 x 8 z nakrętkami
o Sprężyna naciągająca wraz z zaczepem do obudowy na gwint M3
o Sprężyna dociskająca z zaczepem dostosowanym do śrub M2

42
o śruba sześciokątna M6 z przyklejoną nakrętką, służąca jako regulacja
wysokości docisku
Element naciskowy zbudowany jest z śruby M6 wkręconej w górną część
obudowy, dzięki nagwintowanemu otworowi. Na tę śrubę, we wnętrzu segmentu
przymocowana na stałe jest nakrętka. Nakrętka ta w zależności od stopnia wkręcenia
śruby, napiera na sprężynę z różną siłą. Mocowanie sprężyny do wałka (4) następuje przez
element, który przedstawia Rysunek 27. W jego skład wchodzi śruba z łbem walcowym
z wewnętrznym sześciokątem M4. W otwór sześciokątny wklejona jest nakrętka M2,
dzięki czemu można element przymocować. Do śruby przyklejona jest również sprężyna
naciskowa.
Przyklejonasprężyna
Wklejonanakrętka M2
Śruba Imbus M4
Rysunek 27. Sprężyna naciskowa
Blaszkę wycięto z płaskownika aluminiowego o szerokości 30 mm i grubości 2
mm. Projekt blaszki wraz z wałkami przedstawiono na Rysunek 28. Wykonano w niej
i w wałkach otwory A w celu połączenia za pomocą śrub wraz z nakrętkami. Dodatkowy
otwór B nawiercono w celu zaczepienia sprężyny naciągającej.

43
Rysunek 28. Projekt blaszki oraz wałków
W celu dokładnego dopasowania wałków do blaszki konieczne było
wyfrezowanie w nich wycięcia o długości równej szerokości blaszki (30mm) oraz
głębokości równej grubości blaszki (2 mm). Projekt wałków przedstawiony został poniżej
(Rysunek 29).
Rysunek 29. Projekt wałków dociskających
Sprężyny działają naprzeciw sobie, pełniąc rolę amortyzatora, jak również
pozwalają na płynną regulację siły nacisku. Sprężyna naciągowa, przymocowana jest
do obudowy za pomocą specjalnie skonstruowanych do tego celu zaczepów. Gotowe
elementy przedstawia Rysunek 30. Zostały one wykonane z pręta ze stali kwasowej,
o średnicy 3 mm. Ucięto trzy odcinki o długości ok. 8mm. Każdy z nich przeszedł
analogiczny proces. Na początku z pomocą młotka spłaszczono jeden koniec. Następnie
go zaokrąglono i w jego środku wykonano otwór o średnicy 1 mm. Z drugi zaś koniec
odcinka nagwintowano. Do gotowego elementu zamocowano sprężynę, a następnie
wkręcono w nagwintowany otwór obudowy tak, aby sprężyna stale była naprężona.

44
Na wałek tworzący oś, zamocowano tulejki dystansowe, pozycjonujące docisk
w obudowie i zapobiegające przesuwaniu. Tuleje te wykonano z gumowego węża, tnąc go
na odcinki o długości 5 mm. Część elementu dociskającego przedstawia Rysunek 31
Rysunek 31. Mechanizm dociskający
Na wystające poza obudowę wałki docisku nałożono wykonane wcześniej rolki
gumowe osadzone na łożyskach.
4.3.7. Silnik i sterowanie
Silnik i falownik połączono zgodnie z instrukcją, schemat podłączenia
przedstawia Rysunek 32. W celu podłączenia zasilania na trójżyłowy kabel założono
wtyczkę elektryczną rozbieralną boczna 2P+Z. Przewód neutralny i zewnętrzny przecięto
i podłączono z obu stron do wyłącznika nadprądowego, uziemienie natomiast
poprowadzono bokiem. Kable drugiego końca kabla przyłączono do falownika. Falownik
Rysunek 30. Elementy
kotwiczące sprężyny
naciągowe w obudowie

45
i silnik połączono kablem pięciożyłowym, pozostawiając jeden przewód niewykorzystany.
Wykorzystano kabel pięciożyłowy nie cztero, ponieważ ten drugi jest trudniej dostępny.
Rysunek 32. Schemat podłączenia silnika i falownika[30]
W instalacji elektrycznej, która znajduje się w urządzeniu konieczne jest
umieszczenie elementów zapewniających bezpieczeństwo pracy użytkownikom. Jednym
z nich są wyłączniki nadprądowe CLS6. Wyłączają one zasilanie w sytuacjach
awaryjnych, czyli w przypadku zwarcia w instalacji lub jej przeciążenia. Ich głównym
zadaniem jest ochrona całej instalacji elektrycznej i przyłączonych do niej odbiorników.
[31]
Na końcówkę kabla zasilającego nałożono wtyczkę sieciową z uziemieniem
(2P+Z), którą można podłączyć do gniazda zasilającego.
4.3.8. Podstawa
Podstawę wykonano w celu umieszczenia i unieruchomienia względem siebie
wszystkich części maszyny. Miała ona za zadanie również wyrównanie położenia wału
silnika z wałem wychodzącym z segmentu drugiego. Było to konieczne, ponieważ, przy
składaniu zamówienia sprzedawca silnika podał mi jego błędne wymiary, w konsekwencji
czego zaprojektowane urządzenie posiadało wałek 8 mm poniżej potrzebnej wysokości.

46
Początkowo podstawę w zaprojektowanym urządzeniu stanowiła sklejka
drewniana, oraz dodatkowe dwie sklejki grubości 4 mm w celu podniesienia segmentu 1
i 2 które zostały na nich osadzone. Podstawa ze sklejki niestety okazała się zbyt łatwa
do wygięcia i uginała się pod ciężarem elementów. Konieczne zatem było zamocowanie
dodatkowych ceowników w celu zwiększenia wytrzymałości podstawy. Zostały one
wycięte z ceownika aluminiowego parami o długościach 500 i 110 mm i przymocowane
za pomocą drewno wkrętów do sklejki od spodu.
W celu przymocowania silnika, części odciągającej oraz falownika do podstawy
wykonano 4 odwierty w sklejce do przymocowania silnika, 2 odwierty w sklejce
i segmencie drugim w celu jego przymocowania, oraz analogicznie jeden w segmencie
pierwszym oraz sklejce. Do przymocowania falownika wykonano dwa otwory
w ceownikach. Tak przygotowane elementy skręcono ze sobą tworząc zwartą i jednolitą
maszynę, z której wychodzi tylko kabel zasilający wraz z bezpiecznikiem.
4.3.9. Gotowy odciąg
Łącząc poszczególne elementy według mojego projektu otrzymałem urządzenie,
które przedstawia Rysunek 33. Na rysunku pokazano również wytłaczarkę MiniLabII,
z którą współpracuje wykonany przez mnie odciąg.
Rysunek 33. Odciąg przed wytłaczarką.

47
5.TESTY LABORATORYJNE
SKONSTRUOWANEGO ODCIĄGU
W celu sprawdzenia poprawności działania wykonanego odciągu i współpracy
z miniwytłaczarką laboratoryjną, wykonano szereg operacji. Dokonano również
optymalizacji pracy odciągu i wytłaczarki dla różnych tworzyw. Celem optymalizacji było
otrzymanie żyłki o stałym przekroju poprzecznym oraz powtarzalnej pracy urządzeń.
5.1. Wytłoczenie PP z odciąganiem żyłki
Pierwsze próby przeprowadzono z użyciem polipropylenu przy prędkości
wytłaczania 30 i 50 obr./min dla współbieżnego układu ślimaków, zastosowano dyszę
o średnicy 1 mm. Otrzymaną wytłoczkę ucinano co minutę, a następnie mierzono jej
długość, wagę, szerokość i grubość, dwie ostatnie wartości w trzech miejscach równio od
siebie oddalonych. Wyniki pomiarów zestawiono poniżej (Tabela 11)
Tabela 11. Wyniki wytłaczania Polipropylenu
WYTŁACZANIE PP ślimaki współbieżne
Lp. V wyt. V odc. Temp. dana l sz. 1 grub.
1 sz. 2
grub.
2 sz. 3
grub.
3 waga
1 50 30 220 śr. 282 2,36 0,54 1,72 0,51 2,02 0,52 2,552
σ 1,442 0,298 0,012 0,106 0,006 0,106 0,025 0,136
2 50 30 210 śr. 284 2,00 0,54 1,89 0,51 1,96 0,52 2,446
σ 2,892 0,180 0,026 0,309 0,026 0,188 0,020 0,317
3 50 30 200 śr. 282 1,92 0,55 1,99 0,55 1,87 0,56 2,637
σ 0,404 0,172 0,000 0,104 0,021 0,212 0,032 0,198
4 50 40 200 śr. 376 1,61 0,50 1,70 0,50 1,35 0,49 2,404
σ 1,528 0,203 0,026 0,036 0,015 0,355 0,035 0,240
5 50 20 200 śr. 189 2,46 0,67 1,85 0,73 2,19 0,69 2,237
σ 0,866 0,283 0,026 0,824 0,025 0,297 0,015 0,563
6 30 30 200 śr. 283 1,42 0,54 1,06 0,59 1,23 0,57 1,637
σ 0,577 0,076 0,032 0,065 0,017 0,115 0,059 0,103
7 30 16 200 śr. 154 2,01 0,77 2,08 0,80 2,11 0,79 1,946
σ 2,887 0,189 0,017 0,189 0,035 0,031 0,006 0,091
V odci. – Wartość zadana na falowniku [Hz], V wytł.– prędkość obrotowa wytłaczarki [Obr./min], Temp. –
temperatura wytłaczania, σ – odchylenie standardowe, l – długość wytłoczonej żyłki [cm], sz. 1,2,3 –
szerokość wytłoczki mierzona kolejno w trzech miejscach [ mm], grub. 1,2,3 – grubość wytłoczki mierzona
kolejno w trzech miejscach [ mm], d 1,2…6 - średnica żyłki mierzona kolejno w sześciu miejscach [mm],
waga – masa wytłoczki [g], śr. - średnia arytmetyczna
Ustawiono odciąg równo względem wytłaczarki. Nagrzano i skalibrowano
wytłaczarkę dla temp. 220 °C. Uruchomiono odciąg z nastawą 20 Hz oraz prędkość

48
obrotową wytłaczarki na 50 obr./min. Następnie zaczęto dodawać tworzywo za pomocą
pneumatycznego podajnika. Niestety tworzywo wychodzące z wytłaczarki było zbyt
płynne i ciężko było otrzymać ładną wytłoczkę. Tworzywo uginało się pod własnym
ciężarem i wyciągało, w konsekwencji czego wytłoczka zaczęła zaczepiać o korpus
wytłaczarki przyklejając się do niego. Zwiększenie prędkości pracy odciągu do 30 Hz na
falowniku pozwoliło otrzymać wytłoczkę jednak niejednorodną ponieważ tworzyło nie
zdążyło się wystarczająco ochłodzić przed dojściem do odciągu.
W celu zmniejszenia płynności wytłoczki poprzez zwiększenie jego lepkości
zmniejszono temp. o 10 °C. Dla temperatury 210 °C lepkość tworzywa znacznie wzrosła,
jednak była nadal zbyt niska. Kolejne obniżenie temperatury o kolejne 10 °C dało
już zadowalające rezultaty, wytłoczkę z łatwością można było przekazać do odciągu,
a zmiana jego prędkości pracy nie powodowała większych komplikacji.
Otrzymano wytłoczki dla odciągu ustawionego na 20, 30 i 40 Hz. Wytłoczka
ta z powodu krótkiego odcinka pomiędzy wytłaczarką a odciągiem, nie zdążyła
się wystarczająco wychłodzić i pomimo ustawieniu niewielkiej siły nacisku ulegała
ona spłaszczeniu między rolkami. Było to spowodowane poprzez dużą grubość wytłoczki
i brak możliwości wychłodzenia jej w całej objętości. Otrzymana wytłoczka miała postać
taśmy o przekroju zbliżonym do prostokątnego, a nie oczekiwanego przekroju okrągłego.
Dodanie chłodzenia powietrzem na tym odcinku za pomocą dmuchawy(gun) nie wpłynęła
w wystarczający sposób na szybkość chłodzenia wytłoczki, lecz utrudniła odbieranie
wytłoczki zdmuchując ją z rolek. Zwiększenie odległości między wytłaczarką a odciągiem
powodowała zwiększenie zwisu pomiędzy nimi, przez co zaczepiała ona o obudowę
wytłaczarki.
Wydajność wytłaczania oszacowano na podstawie masy wytłoczonego materiału
w czasie jednej minuty. Podajnik pneumatyczny posiada niewielką pojemność, więc stale
trzeba było stale podawać kolejne porcje granulatu. Znacznie to utrudniało pracę
uniemożliwiało otrzymanie stałej szybkości ładowania tworzywa, a w konsekwencji
niezmiennej wydajności wytłaczania. Można to zaobserwować patrząc na rozrzut mas
wytłoczek przedstawia Tabela 12. Widać, że odchylenie standardowe wynosi ok. 10%
wartości średniej. Duży błąd wynika z braku możliwości dozowania granulatu ze stałą
szybkością przy tak dużej prędkości wytłaczarki.

49
Tabela 12. Średnia masa wytłoczki PP
V wytł. Wydajność [ g/min] σ %odchylenie
50 2,455 0,31 12,6
30 1,792 0,19 10,6
Prędkość liniową odciągu można wyznaczyć na podstawie długości wytłoczonej
taśmy w czasie jednej minuty. Długość ta odpowiada prędkości liniowej odciągu. Maszyna
dla zadanej częstotliwości pracowała ze stałą prędkością, o czym świadczą niskie wartości
odchylenia standardowego (Tabela 13). Różnice między poszczególnymi długościami były
niewielkie i wynikały przede wszystkim z błędów pomiaru czasu i długości.
Tabela 13. Średnie długości wytłoczki PP
V odci. Prędkość liniowa
odciągu [m/min]
σ %odchylenie
40 376 1,53 0,4
30 283 2,08 0,7
20 189 0,87 0,5
16 154 2,89 1,9
5.2. Wytłoczenie PLA z odciąganiem żyłki
Analogiczne dane zebrano dla próby z PLA. Wytłaczano go w temp. 175 °C przy
prędkościach wytłaczarki wynoszących: 70, 50, 30 i 20 obr./min, stosując przeciwbieżny
układ ślimaków i dyszę o średnicy 0,5 mm.
Dla prędkości wytłaczarki wynoszącej 70 obr/min wytłoczka przybierała postać
karbowanej żyłki(Rysunek 34). Zmniejszano więc prędkość obrotową wytłaczarki kolejno
na 60, 50, 40 i dopiero przy prędkości obrotowej 30 otrzymano żyłkę o gładkiej
powierzchni.
Rysunek 34. Karbowana żyłka
Dla niektórych wartości prędkości pracy wytłaczarki zmieniano prędkość pracy
odciągu. Wytłoczka tutaj miała przekrój okrągły, przez co osiągnęła postać żyłki. Co
minutę odcinano wytłoczoną żyłkę za odciągiem, po czym mierzono jej długość, wagę
oraz średnicę w 6 różnych punktach, oddalonych od siebie w identycznych odstępach.

50
Wyniki przedstawiono w tabeli poniżej(Tabela 14). Na podstawie zebranych danych
można było zestawić średnie prędkości liniowe odciągu z nastawioną na falowniku
częstotliwością. Warto zauważyć, że zmiana częstotliwości, odpowiadała zmianie
prędkości odciągania w sposób liniowy. Dzieje się tak zarówno dla PP jak i PLA (Wykres
1).
Tabela 14. Wyniki wytłaczania Polilaktydu
Lp. V wyt. V odc. Temp. dana l d waga
0 70 25 240 śr. 241 0,80 1,692
σ 0,289 0,066 0,110
1 50 30 230 śr. 287 0,49 1,042
σ - 0,081 -
2 30 20 220 śr. 192 0,61 0,510
σ 0,115 0,015 0,1
3 30 30 210 śr. 288 0,50 0,512
σ 0,306 0,028 0,008
4 30 40 200 śr. 387 0,42 0,802
σ 0,289 0,031 0,022
5 20 30 200 śr. 287 0,38 0,486
σ 0,577 0,017 0,009
6 20 20 200 śr. 193 0,43 0,460
σ 0,058 0,026 0,002
7 20 15 200 śr. 143 0,56 0,481
σ 0,866 0,014 0,009
8 20 10 200 śr. 94 0,66 0,463
σ 0,153 0,013 0,010
V odci.– Wartość zadana na falowniku [Hz], V wytł.– prędkość obrotowa wytłaczarki [Obr./min],Temp. –
temperatura wytłaczania, σ – odchylenie standardowe, l – długość wytłoczonej żyłki [cm], waga – masa
wytłoczki [g], d - średnica żyłki, śr. - średnia arytmetyczna
Wykres 1. Liniowa zależność nastawy odciągu a prędkości odciągania.
(y=ax - równanie liniowe; R2 - Wariancja)
y = 9,6232x R² = 0,9998 y = 9,4341x
R² = 0,9997
0
50
100
150
200
250
300
350
400
450
0 10 20 30 40
prę
dko
ść li
nio
wa
[m/m
in]
prędkość nastawna odciągu [Hz]
długość a prędkość odciągu
PLA
PP
Liniowy (PLA)
Liniowy (PP)

51
5.3. Wytłoczenie blend PLA z odciąganiem
żyłki
Przeprowadzono również próby dla blendy PLA z 5% dodatkiem plastyfikatora
poli(adypinianu butylenu) (PBA). W tym celu odważono 6,648 g granulatu PLA oraz
0,353 g PBA. Zastosowałem przeciwbieżny układ ślimaków i dyszę o średnicy 0,5 mm.
Wytłaczarkę uruchomiono i rozgrzano do 170°C, po czym skalibrowano. Ustawiono
na obieg zamknięty i prędkość 20 obr./min. Wytłaczarką sterowałem z komputera przy
użyciu programu Polylab System, program ten zbierał też stale informacje
o właściwościach reologicznych materiału polimerowego. Następnie ręcznie dodawałem
tworzywo do wytłaczarki w czasie 3 minut. Po czasie homogenizacji trwającym kolejne 12
minut zmieniłem obieg tworzywa na otwarty w celu wytłoczenia tworzywa. Wytłoczkę
pobierano z wytłaczarki za pomocą skonstruowanego urządzenia otrzymując żyłkę.
Podczas wytłaczania prędkości wytłaczarki wynosiła 20 obr./min, a odciągu został
nastawiony na 20 Hz. Z 7 g tworzywa udało się wytłoczyć ok. 15m żyłki nadającej się do
badań mechanicznych.
5.4. Pomiary mechaniczne żyłek
W celu przetestowania użyteczności otrzymanego urządzenia przeprowadziłem
również pomiary właściwości mechanicznych wytłoczonych żyłek. Pomiary
wytrzymałości mechanicznej przeprowadziłem z użyciem urządzenia INSTRON 5566
zaopatrzonego w szczęki pneumatyczne do pomiarów żyłek i sznurów oraz podłączonego
do komputera z zainstalowanym oprogramowaniem BlueHill. Żyłki pocięte na odcinki
o długości 300mm i zważone w celu ustalenia gęstości liniowej. Odcinek pomiarowy
wynosił 200mm. Moduł wyznaczono na podstawie linii trendu pierwszych 100 pomiarów
zarejestrowanych przez urządzenie. Wyniki przeprowadzonych badań zestawiłem poniżej
(Wykres 2, Wykres 3 i Wykres 4)

52
Wykres 2. Naprężenie granicy plastyczności.
Wykres 3. Wydłużenie przy zerwaniu.
Wykres 4. Moduł sprężystości przy rozciąganiu.
0,48
0,30
0,00
0,10
0,20
0,30
0,40
0,50
Naprężenie granicy plastyczności [MPa]
PLA Blenda
σ=0,95 σ=0,30
1,65%
20,94%
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
Wydłużenie przy zerwaniu
PLA Blenda
σ=0,53%
σ=17,48%
2,94
1,88
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
Moduł sprężystości przy rozciąganiu
PLA Blenda
σ=0,167
σ=0,220

53
Z przedstawionych wykresów można odczytać, że żyłki z czystego PLA
są bardziej wytrzymałe niż żyłki wykonane z blendy. Jednakże te ostatnie charakteryzują
się dużo większą elastycznością oraz znacznym wydłużeniem przy zerwaniu. Takie wyniki
są spójne z doniesieniami literaturowymi dla tego typu materiałów. Dowodzi to,
że otrzymane przeze mnie żyłki z użyciem skonstruowanego odciągu oraz wytłaczarki
laboratoryjnej nadają się do badań wytrzymałościowych.
54
5.5. Wnioski
W ramach pracy zaprojektowano i skonstruowano urządzenie odciągające
wytłoczkę z wytłaczarki laboratoryjnej. Niniejszy odciąg charakteryzuje się następującymi
cechami:
- działa zgodnie ze wszystkimi początkowymi założeniami,
- jest na tyle mały, że swobodnie mieści się w przeznaczonym miejscu,
- została wykonana niewielkim kosztem z użyciem łatwo dostępnych materiałów,
- dzięki falownikowi posiada możliwość zmiany prędkości odciągania w szerokim
zakresie (przy ustawieniach fabrycznych od 0 do 5,7 m/min).
- dla całego obszaru obsługiwanych prędkości odciągania praca urządzenia jest
stabilna w czasie i powtarzalna,
- praca z odciągiem po rozruchu nie wymaga dalszej obsługi,
- pozwala otrzymać żyłkę o stałym przekroju poprzecznym z różnych tworzyw
termoplastycznych. Ilość tworzywa niezbędnego do wytworzenia żyłki jest niewielka.
Umożliwia to wytworzenie kilkunastu metrów wytłoczki, na której można przeprowadzić
badania mechaniczne z zaledwie kilku gramów tworzywa.
Otrzymanie stabilnych wyników możliwe jest tylko przy prędkości pracy
wytłaczarki poniżej 30 obr./min i zastosowaniu cienkiej dyszy o średnicy 0,5 mm.
W zależności od szybkości wytłaczarki i odciągu otrzymujemy wytłoczkę o różnej
średnicy. Gdy prędkość odciągu względem wytłaczarki jest za mała wytłoczka zwiesza się
pod własnym ciężarem, a gdy jest za wysoka ulega ona zerwaniu.
Wytłoczone żyłki można z powodzeniem wykorzystać do przeprowadzenia badań
mechanicznych wytłaczanego tworzywa.

55
6. STRESZCZENIE
Wprowadzenie
Niniejsza praca zatytułowana ,,Konstrukcja i optymalizacja parametrów pracy
odciągu żyłki do miniwytłaczarki laboratoryjnej” przedstawia proces projektowania
i konstrukcji odciągu współpracującego z miniwytłaczarką laboratoryjną. Głównym
założeniem projektowym była możliwość otrzymania wytłoczki o kształcie żyłki
posiadającą stały przekrój poprzeczny, zdolnej do prowadzenia z jej użyciem badań
właściwości mechanicznych dla różnych tworzyw termoplastycznych.
W pierwszej części przedstawiono przegląd literaturowy, w którym omówiono
jeden procesów przetwórczych polimerów jakim jest wytłaczanie. Opisano linię
produkcyjną w procesie wytłaczania, zwracając szczególną uwagę na odciągi. Na koniec
omówiono proces projektowania i konstrukcji maszyn.
Wyniki i dyskusja
W części eksperymentalnej przedstawiono otrzymany projekt odciągu. Opisano
elementy użyte do jego konstrukcji, oraz kryteria wyboru jakimi się kierowano podczas ich
doboru.
Praca zawiera opis wykonania wszystkich części urządzenia, funkcje jakie mają
pełnić, oraz zdjęcia gotowych elementów. Po ich połączeniu otrzymano odciąg
laboratoryjny. Wykonano szereg testów mających na celu sprawdzenia poprawności
działania urządzenia, oraz optymalizację parametrów pracy. Z pomocą skonstruowanego
odciągu i miniwytłaczarki laboratoryjnej wytłaczano żyłkę z różnych tworzyw
termoplastycznych. Sprawdzono użyteczność wytłoczek do prowadzenia badań
mechanicznym na aparacie INSTRON 5566.
Wnioski
Zaprojektowany oraz skonstruowany odciąg działa i spełnia wszystkie założenia
projektowe. Otrzymane z jego pomocą żyłki nadają się znakomicie do pomiarów
mechanicznych z niewielkiej ilości tworzywa syntetyzowanego w laboratorium.
Praca dyplomowa została częściowo wykonana w ramach projektu
POIG.01.03.01-00-018/08 MARGEN pt. ,, Materiały opakowaniowe w nowej generacji z
tworzywa polimerowego ulegającego recyklingowi organicznemu” współfinansowanego
przez Unię Europejską – Europejski Fundusz Rozwoju Regionalnego.

56
7.SUMMARY
Introduction
The thesis entitled ,,The design and optimization of operation parameters of haul-
off for fibers with laboratory miniextruder” presents process of design and construction of
a haul-off machine cooperating with a miniextruder. The main goal of the design was the
possibility of obtaining an extrudate in the shape of a fiber having a constant cross section,
able to research the mechanical properties of various thermoplastics.
In the first part of the thesis a literature review has been presented, which
characterizes one method of the processing of polymers - extrusion. It describes the
production line in the extrusion process, paying particular attention to the haul-offs. At the
end of this section the process of the machines design and construction has been described.
Results and discussion
In the experimental part the haul-off project has been shown. The components
used in this construction have been described. The description of the implementation of all
parts of the device, information what they must do, and photographs of finished parts are
presented. After assembling all the parts of the laboratory haul-off, a series of tests
designed to validate the operation of the device, and optimization of working parameters
have been carried out. With the aid of the extruder and constructed machine, fibers from
different thermoplastics have been extruded. The usefulness of the extrudate has been
checked by conducting research on the INSTRON 5566 Machine.
Conclusion
Designed and constructed haul-off works and meets all the design assumptions.
The fibers obtained with its aid from a small amount of polymeric material synthesized in
the laboratory are ideal for mechanical measurements.
The thesis was partially carried out within the Innovative Economy Project
number POIG.01.03.01-00-018/08 (acronym MARGEN) “New generation of packing
materials made from plastics undergoing organic recycling”. The project was financially
supported by European Union – European Regional Development Fund.

57
8.BIBLIOGRAFIA
1. Mały Rocznik Statystyczny Polski 2011. Warszawa : Głównu Urząd
Statystyczny, 2011.
2. Montero, Bruno. Method of making Fibers. 2,544,763 United States, 21 04
1947.
3. Wytłaczanie tworzyw sztucznych. http://tworzywa.blogspot.com. [Online]
4. Krzemiński, J. Technologia tworzyw sztucznych - przetwórstwo. Warszawa :
Wydawnictwa Politechniki Warszawskiej, 1985.
5. Wytłaczanie tworzyw sztucznych. Warszawa : PLASTECH Wydawnictwo
Poradników i Książek Technicznych, 1999.
6. Iwko, J. Wytłaczarki dwuślimakowe. Porównanie jedno- i dwuślimakowych
układów uplastyczniających. PlastNews . 01/2009, 2009.
7. Stasiek, Joachim. Wytłaczanie tworzyw polimerowych: zagadnienia wybrane.
Bydgoszcz : Wydawnictwo Uczelniane Uniwersytetu Technologiczno-Przyrodniczego,
2007.
8. Noda, Isao. Fibers, nonwoven fabrics and absorbent articeles comprising a
biodegradable polyhydroxyalkanoate comprising 3-hydroxybutyrate and 3-
hydroxyhexanoate. 6,143,947 United States, 30 08 1999.
9. H. F Files, J. R. Wagner, E. M. Mount. Extrusion The Definitive Processing
Guide and Handbook. brak miejsca : Plastics Design Library, 2005.
10. Giles, Harold F. Jr., Wagner, John R. Jr. i Mount, Eldridge. Extrusion The
Definitive Processing Guide and Handbook. brak miejsca : Plastics Design Library, 2005.
11. Aalo, Arnold. Tube Haul-Off machine. 3,946,924 United States, 1 11 1974.
12. Comprex, Przedsiębiorstwo Produkcyjno-Wdrożeniowe. Oferta na odciągi
gąsienicowe firmy Comprex. http://www.comprex.com.pl/. [Online]
13. Stallard, John A. Dental tape. 4,646,766 Englad, 21 09 1983.
14. Pellegatti, Giampaolo. Eopolymers of propylene with hexane-1 and blown
films obtained from them. US 2010/0260995 United States, 14 10 2010.
15. Shiffer, Irwin J. Method for making extruded oriented fiber. US 6,613,254
United States, 13 10 2000.
16. Praca Zbiorowa, mały poradnik mechanika tomy 1-2. Warszawa :
Wydawnictwo Naukowo-Techniczne, 1994.

58
17. Biegus, Antoni. Połączenia śrubowe. Warszawa-Wrocław : Wydawnictwo
Naukowe PWN, 1997.
18. PN-70/M-85005 - Wpusty pryzmatyczne.
19. RHL-Service. http://www.rhl.poznan.pl. [Online] 21 11 2011.
http://www.rhl.poznan.pl/Wytlaczarka_MiniLab,4,25,67.html.
20. KOMERC Sp. z o.o. http://www.komerc.pl/. [Online] 29 04 2011.
http://www.komerc.pl/.
21. PN-83/M-02013 Gwinty metryczne ogólnego przeznaczenia o średnicach 1 do
600 mm. Wymiary.
22. DIN EN ISO 4014 (2001-03) - Wymiary śrub z łbem sześciokątnym z
trzpieniem i gwintem zwykłym .
23. Z. Floriańczyk, S. Penczek. Chemia polimerów tom II. Warszawa : Oficyna
Wydawnicza Politechniki Warszawskiej, 2002.
24. DIN EN 20273 - Średnice otworów przejściowych pod śruby .
25. ISO DIN 76-1 (2004-06) - Wybiegi do metrycznych gwintów.
26. PN-ISO 724:1995 Gwinty metryczne ISO ogólnego przeznaczenia. Wymiary
nominalne.
27. Potrykus, dr hab. inż. Joachim. Poradnik mechanika. Warszawa : REA s.j.,
2008.
28. PN-EN 20286-2:1996 Układ tolerancji i pasowań ISO -- Tablice klas
tolerancji normalnych oraz odchyłek granicznych otworów i wałków.
29. Żuchowska, Danuta. Polimery konstrukcyjne. Warszawa : Wydawnictwo
Naukowo-Techniczne, 1995.
30. Instrukcja obsługi przemiennika częstotliwości LS serii iE5.
31. Wyłączniki nadprądowe CLS6 i różnicowoprądowe CFI6. Tomaszewski,
Mariusz. 10, 2005.
32. Felis, dr inż. J. Zapis i Podstawy Konstrukcji.
Related Documents











