Advt The Manufacturing Industry Yearbook Series presents trends in the global machine tool industry, advances in technology and updates on best manufacturing practices KOMPENDIUM 2013 EFFICIENT MANUFACTURING VOL 01 | 2013 | ` 200 www.efficientmanufacturing.in

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Advt
The Manufacturing Industry Yearbook Series presents trends in the global machine tool industry, advances in technology and updates on best manufacturing practices
EFFICIEN
T MA
NU
FAC
TUR
ING
KO
MPEN
DIU
M 2013
KOMPENDIUM 2013
E F F I C I E N T M A N U FA C T U R I N G
VOL 01 | 2013 | ` 200www.efficientmanufacturing.in




M anufacturing all over the world is entering a fundamentally new era where technology is transforming not just the factory floor, but the entire manufacturing value chain. Machine tool industry too is undergoing the transition. Over the years, the business processes
have gradually shifted from mechanistic-based to practices-based and now knowledge-based. Flexible manufacturing systems, plant monitoring systems, tele-diagnostics and other software-controlled devices, advanced CNC control systems, multitasking machines, cutting tools with advanced materials, knowledge management software and techniques are the areas that will determine tomorrow’s competitive edge. This has brought along several different dimensions that have significantly increased the challenge in selecting appropriate technology suiting to a particular application.
Moreover, having achieved so much, the industry now wants to transcend further boundaries, achieve more breakthroughs. It needs to interact, share ideas, exchange technology, and help each other to get a bigger helping of the global pie.
Realising this, we have brought to you a unique concept - EM Kompendium – a manufacturing yearbook series. It is a collector’s copy that will facilitate manufacturing enterprises identify and implement new technologies and strategies to re-start the growth and move their business forward to a brighter future.
EM Kompendium is about the effective use of new products, advanced technologies, productive processes, constructive innovations, latest materials, strategic management tools, sophisticated systems, practical techniques, and benchmarking practices – everything that is essential for not just efficient manufacturing, but also for competitive excellence. Our goal is to bring our readers the most up-to-date information “from the shop-floor to the top-floor”, possible to help them meet today’s competitive challenges.
On the pages of this very first edition of Kompendium, you will find all the relevant facets of manufacturing covered such as a report on the global machine tool industry, articles on cutting-edge technologies and management strategies, innovations & trends, write-ups on new products & technologies, and much more. That’s not all, we also have eminent industry leaders and experts sharing their success stories and discussing the current issues in the manufacturing industry in general and the machine tool industry in particular. I am sure the features in this issue will make an interesting reading, for the present as well as future reference, so as to make it a truly collector’s copy.
I look forward to interact with you all. In the meantime, would like to receive your feedback on this first edition. Please do write to us
Wishing you success through efficient manufacturing practices!
Shekhar Jitkar Publisher & Chief [email protected]
From the shop-floor to the top-floor
E D I T O R I A L
log on to: www.efficientmanufacturing.in
F o r s u b s c r i p t i o n
“Kompendium is a collector’s copy that will facilitate manufacturing enterprises identify and implement new technologies and strategies to re-start the growth and move their business forward to a brighter future”
EM KOMPENDIUM | 2013
| 4 | C O N T E N T S
EM KOMPENDIUM I 2013
MARKET
06 News
GLOBAL MACHINE TOOL INDUSTRY
09 Analysis on global machine tool industry and the predictions for 2013-14
10 India
12 China
14 Switzerland
16 Europe
18 Germany
20 Italy
22 Spain
24 UK
26 USA
27 Taiwan
28 South Korea
30 Japan
EVENTS
121 Details on forthcoming national & international events
MARKET
34 Witness technology in action! Company profile of DMG / Mori Seiki India
MANAGEMENT INTERVIEW
36 “Learn, unlearn and relearn” Interview with Parakramsinh Jadeja , CMD , Jyoti CNC Automation Pvt Ltd
38 “Expand the global reach” Interview with Vikram Sirur, President, IMTMA & CMD, Miven Mayfran Conveyors Pvt Ltd
40 “Stimulate the growth of domestic consumption” Interview with L Krishnan, Managing Director, TaeguTec India Pvt Ltd
41 “Bringing in the global technology” Interview with S Ravishankar, Dy Managing Director, Yamazaki Mazak India Pvt Ltd
42 “We need a flexible manufacturing system” Interview with Sreekanteswar S, President, Körber Schleifring GmbH, India Branch Office
43 “Being close to the customers” Interview with Satish Godbole, Vice President, Motion Control Systems, Siemens Ltd
44 “Update, improve & deliver faster” Interview with S N Mishra, Vice Chairman, Bharat Fritz Werner (BFW)
46 “The need for hi-tech machines will grow” Interview with S G Shirgurkar, Managing Director, Ace Designers Ltd
47 “Listen to customer” Interview with C P Rangachar, Managing Director, Yuken India
48 “Faster, cheaper and better” Interview with Parag Alekar, CEO, Nicolas Correa SA-India Branch
50 “A bottom-up approach towards manufacturing” Interview with Vineet Seth, Managing Director, India & Middle East, Delcam Plc
51 “Offer cutting edge solutions” Interview with Andres Fager, Managing Director, Seco Tools India (P) Ltd
52 “Manufacturing excellence through innovation” Interview with Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
53 “No room for trial and error” Interview with V S Kulkarni, Managing Director, Unique Tooling Solutions Pvt Ltd
54 “Managing the changing growth drivers” Interview with Dhiren Gupte, Managing Director, Marks Pryor
56 “Creating awareness about measurement technology” Interview with Harkiran Sandhu, Country Manager, FARO, SEA & India
57 “Thinking out-of-box” Interview with Jeffery Wilmot, India Country Manager, PTC
ROUNDTABLE
58 Learning from the learned Experts’ highlight on manufacturing mantras for competitive advantages
MANAGEMENT STRATEGIES
76 The lean workforce Use of lean manufacturing principles for workforce management
MANAGEMENT
| 5 |
EM KOMPENDIUM I 2013
NEW PRODUCTS
COLUMNS
03 Editorial
04 Contents
128 Company Index
122 Super keyless drill chuck; Turn mill & CNC lathe; Air microswitch; Image dimension measurement system
123 Cleaning solutions; Micro series drills; IVAC cylinder; Double-nut cooling ball screw
124 CNC cylindrical grinding machine; Fluid technology; Synthetic high speed grease; Super-cut end mills
125 5-axis CNC tool grinder; CNC grinder center; Helical & disc milling center; Centreless grinder
126 High speed boring bars; Speciality water miscible fluid; High performance shoulder mill; Copy mill
127 Flute grinding technology; Special tooth design blades; Electric holding magnets; Online configurable cables
TECHNOLOGY
METALCUTTING
96 All-inclusive packages with flexibility Highlights on the latest range of machining capabilities for flexible manufacturing
INDUSTRIAL MAINTENANCE
99 Maintaining production in totality Provides lead on achieving zero breakdown using TPM
SHEET METAL WORKING
102 Analysing sheet metal forming Compares machining vs sheet metal forming processes
COOLANTS & LUBRICANTS
105 Handling, storing, dispensing light Discusses measures on proper handling of industrial lubricants
CUTTING TOOLS
107 Exploring solid carbide end mill systems The article deals in the use of solid carbide tools for component accuracy & quality
MANUFACTURING IT
110 Breaking down barriers An application story on knowledge management
TECHNOLOGY TRENDS
112 Revving up new age manufacturing The article details on trends observed during METAV
117 Innovation & integration Details on field-proven machinery at EMO-Hannover 2011
EFFICIENT MANUFACTURING
64 A pragmatic approach The article provides seven keys to become a world-class manufacturer
68 A holistic approach A look into the ten practices to achieve competence
MANUFACTURING MANAGEMENT
72 Trend-setting vistas An insight into strategies for re-inventing manufacturing
CAD/CAM
79 Finer Machining Details on the use of CAM for hi-efficiency manufacturing
LASER CUTTING
82 Making the cut Highlights on capabilities of low cost laser cutting systems
INDUSTRIAL MAINTENANCE
85 Ensuring plant integrity & reliability A read on the use of TPM for plant maintenance
METALWORKING
88 Enhancing productivity Information on new technologies for machine tool manufacturing
MACHINING CENTRES
91 How to choose a right machine? The article outlines the parameters to pick the right machining centre
INDUSTRIAL BEARINGS
93 Safe grip on handling bearings A read on maintenance of bearings

| 4 | C O N T E N T S
EM KOMPENDIUM I 2013
MARKET
06 News
GLOBAL MACHINE TOOL INDUSTRY
09 Analysis on global machine tool industry and the predictions for 2013-14
10 India
12 China
14 Switzerland
16 Europe
18 Germany
20 Italy
22 Spain
24 UK
26 USA
27 Taiwan
28 South Korea
30 Japan
EVENTS
121 Details on forthcoming national & international events
MARKET
34 Witness technology in action! Company profile of DMG / Mori Seiki India
MANAGEMENT INTERVIEW
36 “Learn, unlearn and relearn” Interview with Parakramsinh Jadeja , CMD , Jyoti CNC Automation Pvt Ltd
38 “Expand the global reach” Interview with Vikram Sirur, President, IMTMA & CMD, Miven Mayfran Conveyors Pvt Ltd
40 “Stimulate the growth of domestic consumption” Interview with L Krishnan, Managing Director, TaeguTec India Pvt Ltd
41 “Bringing in the global technology” Interview with S Ravishankar, Dy Managing Director, Yamazaki Mazak India Pvt Ltd
42 “We need a flexible manufacturing system” Interview with Sreekanteswar S, President, Körber Schleifring GmbH, India Branch Office
43 “Being close to the customers” Interview with Satish Godbole, Vice President, Motion Control Systems, Siemens Ltd
44 “Update, improve & deliver faster” Interview with S N Mishra, Vice Chairman, Bharat Fritz Werner (BFW)
46 “The need for hi-tech machines will grow” Interview with S G Shirgurkar, Managing Director, Ace Designers Ltd
47 “Listen to customer” Interview with C P Rangachar, Managing Director, Yuken India
48 “Faster, cheaper and better” Interview with Parag Alekar, CEO, Nicolas Correa SA-India Branch
50 “A bottom-up approach towards manufacturing” Interview with Vineet Seth, Managing Director, India & Middle East, Delcam Plc
51 “Offer cutting edge solutions” Interview with Andres Fager, Managing Director, Seco Tools India (P) Ltd
52 “Manufacturing excellence through innovation” Interview with Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
53 “No room for trial and error” Interview with V S Kulkarni, Managing Director, Unique Tooling Solutions Pvt Ltd
54 “Managing the changing growth drivers” Interview with Dhiren Gupte, Managing Director, Marks Pryor
56 “Creating awareness about measurement technology” Interview with Harkiran Sandhu, Country Manager, FARO, SEA & India
57 “Thinking out-of-box” Interview with Jeffery Wilmot, India Country Manager, PTC
ROUNDTABLE
58 Learning from the learned Experts’ highlight on manufacturing mantras for competitive advantages
MANAGEMENT STRATEGIES
76 The lean workforce Use of lean manufacturing principles for workforce management
MANAGEMENT
| 5 |
EM KOMPENDIUM I 2013
NEW PRODUCTS
COLUMNS
03 Editorial
04 Contents
128 Company Index
122 Super keyless drill chuck; Turn mill & CNC lathe; Air microswitch; Image dimension measurement system
123 Cleaning solutions; Micro series drills; IVAC cylinder; Double-nut cooling ball screw
124 CNC cylindrical grinding machine; Fluid technology; Synthetic high speed grease; Super-cut end mills
125 5-axis CNC tool grinder; CNC grinder center; Helical & disc milling center; Centreless grinder
126 High speed boring bars; Speciality water miscible fluid; High performance shoulder mill; Copy mill
127 Flute grinding technology; Special tooth design blades; Electric holding magnets; Online configurable cables
TECHNOLOGY
METALCUTTING
96 All-inclusive packages with flexibility Highlights on the latest range of machining capabilities for flexible manufacturing
INDUSTRIAL MAINTENANCE
99 Maintaining production in totality Provides lead on achieving zero breakdown using TPM
SHEET METAL WORKING
102 Analysing sheet metal forming Compares machining vs sheet metal forming processes
COOLANTS & LUBRICANTS
105 Handling, storing, dispensing light Discusses measures on proper handling of industrial lubricants
CUTTING TOOLS
107 Exploring solid carbide end mill systems The article deals in the use of solid carbide tools for component accuracy & quality
MANUFACTURING IT
110 Breaking down barriers An application story on knowledge management
TECHNOLOGY TRENDS
112 Revving up new age manufacturing The article details on trends observed during METAV
117 Innovation & integration Details on field-proven machinery at EMO-Hannover 2011
EFFICIENT MANUFACTURING
64 A pragmatic approach The article provides seven keys to become a world-class manufacturer
68 A holistic approach A look into the ten practices to achieve competence
MANUFACTURING MANAGEMENT
72 Trend-setting vistas An insight into strategies for re-inventing manufacturing
CAD/CAM
79 Finer Machining Details on the use of CAM for hi-efficiency manufacturing
LASER CUTTING
82 Making the cut Highlights on capabilities of low cost laser cutting systems
INDUSTRIAL MAINTENANCE
85 Ensuring plant integrity & reliability A read on the use of TPM for plant maintenance
METALWORKING
88 Enhancing productivity Information on new technologies for machine tool manufacturing
MACHINING CENTRES
91 How to choose a right machine? The article outlines the parameters to pick the right machining centre
INDUSTRIAL BEARINGS
93 Safe grip on handling bearings A read on maintenance of bearings

| 6 | M A R K E T N E W S
EM KOMPENDIUM I 2013
■ Two-wheeler manufacturer Hero MotoCorp (HMCL) has started construction of its fourth manufacturing plant and a new Global Parts Centre (GPC) at Neemrana, Rajasthan. The company will invest Rs 550 crore in setting up this plant and the GPC. As per company officials, both facilities are expected to be operational towards the end of financial year 2013-14.
“The commencement of work on the new plant is indicative of our intention and strategy for the future. We foresee a revival in market sentiment sooner than later and, when it happens, we will be ready to meet the upsurge in demand,” said Pawan Munjal, MD and CEO, HMCL. The Neemrana plant, spread
■ ‘Kennametal Foundation Scholarship’ signing ceremony was held recently at Northwestern Polytechnical University. Zheng Weijian, Vice President, Asia-Pacific operations, Kennametal; Wang Wei, Vice President Northwestern Polytechnical University; Xu Yingxu, Sales Director for Aerospace Industries-China, Kennametal ; Hiring Manager Ye Ying, Public Affairs Manager Ma Ning; Yuan Weizheng, President of School of Mechanical Engineering attended the ceremony along with other representatives. The purpose of establishing the Kennametal scholarship at Northwestern Polytechnical
over 47 acre, will provide direct employment to over 1000 people, and have an installed capacity of 7.50 lakh units pa. “At the same time, we will be setting up a modern GPC spread over 35 acre at Neemrana,” he said. The Global Parts Centre is expected to be operational in the third quarter of 2013-14 and will initially employ 400 people.
University is to intensify the technical training through increasing the support and investment in the metal cutting training field. With this scholarship as the starting point, it will strengthen the in-depth collaboration in training of personnel from both parties and joint R&D efforts. This cooperation will promote the cultivation of talented people in domestic aerospace and metal cutting industries.
HMCL begins work on Rajasthan plant Kennametal establishes scholarship
■ Geometric Limited will showcase its new solid-based CNC programming solutions, CAMWorks® 2013, along with Ace Manufacturing Systems Ltd (AMS) during IMTEX 2013 at Bangalore International Exhibition Centre in Bangalore, India. The companies will showcase, CAMWorks VoluMill™, the ultra-high performance toolpath that has helped users easily double the machine output, while maintaining or improving tool life. “IMTEX provides us with an excellent platform to demonstrate the tangible benefits of our partnership with AMS to the manufacturing community from the region,” says Sameer Kondejkar, Sr Director and Business Unit Head of Geometry Technology
Solutions at Geometric. Dr Vishwas Puttige, Head of R&D at AMS, reaffirms, “Our customers are looking for a complete solution. CAMWorks provides us with the perfect partner & helps our customers derive maximum efficiency from our impressive range of machining centres.” At the event Geometric will also give demonstrations of its other productivity tools and solutions like DFMPro®, an award-winning automated design for manufacturability tool.
New product showcase at IMTEX 2013■ ExxonMobil Lubricants and Specialties recently announced that its Mobilgear SHC XMP 320 high performance gear oil is being used to protect more than 40,000 wind turbine gearboxes worldwide. “In an industry that relies on the performance of turbines, which may stand up to 400 feet high in the air, often in remote environments, there is no such thing as a simple oil change or routine maintenance,” said Shankar Karnik, Asia Pacific Mobil SHC Brand Manager, ExxonMobil Fuels, Lubricants & Specialties Marketing Company. “That’s Mobilgear SHC XMP 320 is used to service over 40,0000 wind turbines worldwide. These are formulated to help reduce maintenance costs, extend
Achieving advanced turbine efficiency
oil drain intervals and deliver exceptional protection for key components, even under the extreme weather and load conditions that wind turbines face,” he added.
A US-based energy company has realised significant performance and cost benefits by switching to Mobilgear SHC XMP 320. As a result of use of the lubricant, the operator has reported hard cost savings of US$176,000 over seven years of service.


| 8 | M A R K E T N E W S
EM KOMPENDIUM I 2013
■ Welspun Energy Ltd (WEL) has partnered with Gandhinagar-based Gujarat Energy Research & Management Institute (GERMI) for the advancement of solar technology in India. The organisation will be setting up a lab at GERMI where different solar technologies will be studied for their performance in Indian terrain and climatic conditions. Results of these studies can greatly help IPPs in improving performance of their solar power projects. The MoU was signed with Pandit Deendayal Petroleum University (PDPU) during Vibrant Gujarat’s International Conference for Academic Institutions 2013. Commenting on the partnership, Vineet Mittal, Co-Founder & Managing Director,
■ Hindustan Motors Limited (HML) has decided to demerge and transfer its Chennai Car Plant (CCP) as a going concern to its fully owned subsidiary organisation Hindustan Motor Finance Corporation Limited (HMFCL). The remaining business and interests of HML will continue to belong to and be managed by HML.
The Scheme of Arrangement for this purpose was passed by the Board of Hindustan Motors Ltd. at its meeting held recently. HML’s Board gave its nod to the Scheme of Arrangement providing for segregation and realignment of CCP business unit and other business units in two different entities so as to pursue their respective growth plans as appropriate.
Welspun Energy, said, “Solar energy industry in India is still young, with some amount of research carried out in India for standardisation & technology selection. However, we need to be ready for the next phase of growth and that calls for a greater focus on research and building relevant skill sets in our young.” Welspun Energy will also make PDPU a green energy institute by commissioning a 25 KW rooftop solar system.
In consideration of the demerger, HMFCL will issue and allot to the shareholders of HML, 1 (one) Equity Share of Rs.5/- each in HMFCL credited as fully paid up for every 13(thirteen) Equity Shares of Rs.5/- each fully paid-up held by them in the capital of HML. No fractional shares shall be issued by HMFCL in respect of the fractional entitlements, if any, to which the members of HML may be entitled on issue and allotment of Equity Shares in HMFCL as above.
Welspun Energy partners with GERMI Hindustan Motors demerges car plant
■ CG, one of the world’s largest power transformer manufacturers has inked a MoU with the Government of Gujarat to set up a state-of- the- art power transformer manufacturing unit at Gujarat. The plant will manufacture power transformers and reactors upto 1200 kV for both domestic and international markets.
The MoU was signed between Laurent Demortier, CEO & MD, CG and GI Desai, Joint Industries Commissioner, Government of Gujarat. This will be CG’s second manufacturing facility in Gujarat.
On the occasion, Jayant Kulkarni, Executive Vice President & President, Power
Business, CG, said “As a global enterprise, we actively support initiatives that encourage global power generation, T&D in the electric grid systems. Furthermore, we distinguish
Gujarat for its conducive, stable & sustainable business enabling climate for robust industrial growth”.
CG’s 550 kV, 765 kV and 1200
kV technology products will enable high level of efficiency in transmission and help bridge the vast demand-supply gap in the power sector. Its Gujarat venture will further strengthen its leadership position in the T&D segment to develop & deploy cost efficient products & solutions.
CG signs an MoU with Gujarat Govt
■ Sandvik Coromant has recently launched a new help line called Techline, where Sandvik Coromant’s metal cutting experience, technological expertise and knowledge will be available on toll free Techline to those who need help in machining/tooling.
The objective behind starting this service is to make sure that customers
Techline service launched
get most personalised and valuable support. Techline executives will listen to our shop floor technical issues and will help to identify the solutions that best fits the customer’s need. Techline service will be available for all customers from Monday to Friday, 7.30 am to 5.00 pm. Sandvik Coromant Techline number is 1800-233-2444.

| 37 |
Global machine tool industry - trendsThere remains a high level of economic uncertainty for 2013-2014. But despite downward forecasts, the global machine tool industry is likely to renew its prospects through major trade events which provide for technological collaborations and growth. Also, boost given by global machine tool associations for R&D, innovation and investment, will offer support to companies entering new destinations. Sectors like aerospace, energy & healthcare will offer respite to companies banking majorly on the slowing down auto sector. Providing details on apparent consumption, investments and upcoming opportunities, this section provides country-wise insights into the market dynamics and demand forecasts for 2013-2014. ■ Sumedha Mahorey & Priyanka Banerjee
EM KOMPENDIUM I 2013
| 9 |G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T

EM KOMPENDIUM | 2013
| 10 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Time to invest for capacity build-upWith the current gap between demand and supply, the Indian machine tool industry needs to create additional capacities while moving towards sophisticated CNC machines and high-end technology to capture the long-term benefits.
EM KOMPENDIUM | 2013
As the ‘Working Group’ on ‘Capital Goods & Engineering Sector’ for the 12th Five Year Plan has
put together suggestive policy initiatives which include development of integrated machine tool parks; development of common facility centres offering heavy and high precision machining services to the entire manufacturing industry; creation of technology development fund to support product development in metalworking machine and manufacturing solutions; revolving corpus fund to promote investments; acquisition of overseas firms; and custom duty reduction on critical components. With these initiatives in place, the Indian machine tool industry is slated to leapfrog from the current Rs 2,67,944 crore to Rs 6,81,000 crore by 2016-2017.
How to achieve policy initiatives?
With strong policy initiatives coming in
from the Centre, there is a growing need to develop specialised machining tools manufacturing with the help of innovation, R&D and increased investments.
With the current standing at 12th in production and 7th in the consumption of machines tools in the world, India is ready to become a key player in the global machine tools industry with considerable high-end machine tool manufacturing. But in order to achieve this humungous objective, the ‘Working Group’ has suggested a concerted focus on cluster development initiatives with initial support from the Centre; reducing import dependence; providing sustained manufacturing competitiveness; closing technology gaps through joint ventures and mergers & acquisitions; encouraging investment in research & development and innovation; encouraging expansion and creation of new capacity to raise market share and improve manpower skills to international standards.
IMTMA signed a MoU with the Government of Karnataka for the
establishment of a Machine Tool Industry Park for the Southern
region near Tumkur. The park will co-locate machine tool producing
companies, along with the supply chain units, as well as service
providers to the industry. The park is planned to be developed to
international standards, meeting high infrastructural standard and
facilities. It is proposed to locate the Integrated Machine Tool Park
(IMTP) in Vasantha Narsapura Industrial Area near Tumkur, where
the Government of Karnataka has offered land for the project. The
proposed IMTP will co-locate machine tool manufacturers and its
supply chain companies and service providers in a modern industrial
park. This is expected to bring synergic benefits to the units and
encourage an overall growth of the industry to meet the anticipated
demand for machine tools in the future. The proposal has been
received favourably by IMTMA member companies. So far, 47 member
companies of IMTMA have shown interest in setting up their additional
manufacturing units at the park. Once the land is allotted, the park
would be developed within three years. The park will also provide
some common facilities to members like an effluent treatment plant,
a testing lab and R&D centre for new technologies among others. It
will typically help small and medium scale enterprises expand their
manufacturing capacities.
IMTMA signs MoU with the Government of Karnataka
I n t h e n e w s
Current trends
As per IMTMA, economic development in India has directly affected the manufacturing sector and the effects of this slowdown have trickled down to the machine tool industry.
Business in user industries have also restricted new orders and deferred deliveries but the demand growth is expected to hold steady at 15% CAGR as the production is projected to grow at 25% CAGR. Exports are also targeted to grow at 25% CAGR during the 12th Five Year Plan.
Need for technology development
Some of the major parameters that have emerged from present market includes the need for development of high precision machine tools; multi-axes, multifunction machines; heavy duty machines tools; metal-forming machines of various
INDIA
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 11 |
EM KOMPENDIUM | 2013
types; critical mechanical elements; machine tool electronics and other sub systems; and software for design/analysis/simulation, machining and manufacture. These are the technologies where the Indian industry is lagging behind at present.
Fiscal expectations
As per ‘Global Machine Tool Outlook 2012’ by Oxford Economics, given the unease of economic conditions at present, pessimism in market demand is likely to stay put.
After a subdued 2012H1, a swift recovery from 2013 onward underpinned by lower inflation is expected. This
recovery will ease monetary policy and better global conditions. Following this, investment growth is expected to be within a healthy double-digit pace from 2013-2016.
Prediction
According to the Oxford Economics report, the near term risks to the forecast are skewed to the downside but longer term growth risks are more positive. In the short term, there is a danger that investment spending is scaled back if higher oil prices lead to a delay in interest rate cuts. This, in turn, could limit apparent consumption over subsequent quarters. Notwithstanding this, some
machine tool consuming sectors, such as motor vehicles, suggest that underlying demand is strong given long waiting periods for the latest models.
In this scenario, the Indian machine tool industry needs to prepare itself to equally focus on other potential sectors like the aerospace, energy and healthcare sectors, for enhancing competitiveness.
Servicing these ‘sunrise’ industries would also be one of the major avenues to enhance India’s market share so as to reach the targeted level of 50 per cent by 2016-2017. ■
Courtesy: IMTMA, and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
15/01/2013 3
MANAGING GROWTH
28530 21370 2484036240 42990
22001341 1215
13571800
5991962706 48420
67030
76454
*86249*82735
*72045
*101913
*117644
0
20000
40000
60000
80000
100000
120000
2007-08 2008-09 2009-10 2010-11 2011-12
Production Export Import *Consumption
Value�in�Rs.�M
illion
Managing growth Machine tool demand projections 2012-13 to 2016-17
F o r e c a s t 2 013 -2 015
15
India
IndiaSolid MT consumption prospects
After slowing to year-on-year growth of 6.1% 2011Q4, the annual GDP growth rate is likely to moderate further in 2012H1 due to domestic and external headwinds. Overall, we expect annual GDP growth of 6.1% in 2012 before accelerating to in 2013. However, the forecast is subject to considerable risks.
Industrial production slowed to just 0.9% in Q42011 growth compared to a year earlier as deteriorating global conditions combined with tight monetary policy and persistently high inflation hit demand. After a subdued 2012H1, we expect a swift recovery from 2013 onward underpinned by lower inflation, easing monetary policy and better global conditions. Meanwhile, the majority of the key MT purchasing sectors are expected to grow at a pace above that of industrial production in 2012, with the exception of metal products.
Given relatively solid output prospects for the MT sectors, we expect investment spending to increase by 8.1% in 2012, after 5.7% growth in 2011. Following this, we expect investment growth to be within a healthy double-digit pace from 2013-2016. Consequently, apparent consumption is forecast to grow by 17.5% in 2012, and continue to grow at a double-digit pace thereafter.
The near term risks to the forecast are skewed to the downside but longer term growth risks are more positive. In the short term, there is a danger that investment spending is scaled back if higher oil prices lead to a delay in interest rate cuts. This, in turn, could limit apparent consumption over subsequent quarters. Notwithstanding this, some MT consuming sectors, such as motor vehicles, suggest that underlying demand is strong given long waiting periods for the latest models.
-60
-40
-20
0
20
40
60
80
100
0
20
40
60
80
100
120
140
160
180
200
2000 2002 2004 2006 2008 2010 2012 2014Source: Oxford Economics
Apparent consumption% Yr
ForecastBillion Rupee
% Yr (RHS)
Billion Rupee (LHS)
-10
0
10
20
30
40
50
0
50
100
150
200
250
300
350
400
2000 2002 2004 2006 2008 2010 2012 2014Source: Oxford Economics
Investment in machine tool purchasing industries Billion Rupee
Forecast
% Yr
Billion Rupee (LHS)
% Yr (RHS)
2009 2010 2011 2012 2013 2014 2015Apparent consumption (Rupee) -33.4 39.4 33.7 17.5 12.7 15.7 11.0Apparent consumption (US$) -40.1 47.4 31.0 17.5 12.7 15.7 11.0GDP 7.6 8.5 7.1 6.1 8.5 9.2 8.6Industria l production 0.2 9.7 4.7 3.4 9.6 10.7 10.3Investment 0.1 9.2 5.7 8.1 15.3 16.9 14.3All MT f igures are calculated using current exchange rates prior to 2011 and 2011 exchange rates af ter that date2011 exchange rate per US$ =46.69
Forecast for India% change
Apparent consumption = total consumption of machine tools in the named marketTotal investment = spending on all assets by the eight primary machine tool purchasing industries
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 10 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Time to invest for capacity build-upWith the current gap between demand and supply, the Indian machine tool industry needs to create additional capacities while moving towards sophisticated CNC machines and high-end technology to capture the long-term benefits.
EM KOMPENDIUM | 2013
As the ‘Working Group’ on ‘Capital Goods & Engineering Sector’ for the 12th Five Year Plan has
put together suggestive policy initiatives which include development of integrated machine tool parks; development of common facility centres offering heavy and high precision machining services to the entire manufacturing industry; creation of technology development fund to support product development in metalworking machine and manufacturing solutions; revolving corpus fund to promote investments; acquisition of overseas firms; and custom duty reduction on critical components. With these initiatives in place, the Indian machine tool industry is slated to leapfrog from the current Rs 2,67,944 crore to Rs 6,81,000 crore by 2016-2017.
How to achieve policy initiatives?
With strong policy initiatives coming in
from the Centre, there is a growing need to develop specialised machining tools manufacturing with the help of innovation, R&D and increased investments.
With the current standing at 12th in production and 7th in the consumption of machines tools in the world, India is ready to become a key player in the global machine tools industry with considerable high-end machine tool manufacturing. But in order to achieve this humungous objective, the ‘Working Group’ has suggested a concerted focus on cluster development initiatives with initial support from the Centre; reducing import dependence; providing sustained manufacturing competitiveness; closing technology gaps through joint ventures and mergers & acquisitions; encouraging investment in research & development and innovation; encouraging expansion and creation of new capacity to raise market share and improve manpower skills to international standards.
IMTMA signed a MoU with the Government of Karnataka for the
establishment of a Machine Tool Industry Park for the Southern
region near Tumkur. The park will co-locate machine tool producing
companies, along with the supply chain units, as well as service
providers to the industry. The park is planned to be developed to
international standards, meeting high infrastructural standard and
facilities. It is proposed to locate the Integrated Machine Tool Park
(IMTP) in Vasantha Narsapura Industrial Area near Tumkur, where
the Government of Karnataka has offered land for the project. The
proposed IMTP will co-locate machine tool manufacturers and its
supply chain companies and service providers in a modern industrial
park. This is expected to bring synergic benefits to the units and
encourage an overall growth of the industry to meet the anticipated
demand for machine tools in the future. The proposal has been
received favourably by IMTMA member companies. So far, 47 member
companies of IMTMA have shown interest in setting up their additional
manufacturing units at the park. Once the land is allotted, the park
would be developed within three years. The park will also provide
some common facilities to members like an effluent treatment plant,
a testing lab and R&D centre for new technologies among others. It
will typically help small and medium scale enterprises expand their
manufacturing capacities.
IMTMA signs MoU with the Government of Karnataka
I n t h e n e w s
Current trends
As per IMTMA, economic development in India has directly affected the manufacturing sector and the effects of this slowdown have trickled down to the machine tool industry.
Business in user industries have also restricted new orders and deferred deliveries but the demand growth is expected to hold steady at 15% CAGR as the production is projected to grow at 25% CAGR. Exports are also targeted to grow at 25% CAGR during the 12th Five Year Plan.
Need for technology development
Some of the major parameters that have emerged from present market includes the need for development of high precision machine tools; multi-axes, multifunction machines; heavy duty machines tools; metal-forming machines of various
INDIA
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 11 |
EM KOMPENDIUM | 2013
types; critical mechanical elements; machine tool electronics and other sub systems; and software for design/analysis/simulation, machining and manufacture. These are the technologies where the Indian industry is lagging behind at present.
Fiscal expectations
As per ‘Global Machine Tool Outlook 2012’ by Oxford Economics, given the unease of economic conditions at present, pessimism in market demand is likely to stay put.
After a subdued 2012H1, a swift recovery from 2013 onward underpinned by lower inflation is expected. This
recovery will ease monetary policy and better global conditions. Following this, investment growth is expected to be within a healthy double-digit pace from 2013-2016.
Prediction
According to the Oxford Economics report, the near term risks to the forecast are skewed to the downside but longer term growth risks are more positive. In the short term, there is a danger that investment spending is scaled back if higher oil prices lead to a delay in interest rate cuts. This, in turn, could limit apparent consumption over subsequent quarters. Notwithstanding this, some
machine tool consuming sectors, such as motor vehicles, suggest that underlying demand is strong given long waiting periods for the latest models.
In this scenario, the Indian machine tool industry needs to prepare itself to equally focus on other potential sectors like the aerospace, energy and healthcare sectors, for enhancing competitiveness.
Servicing these ‘sunrise’ industries would also be one of the major avenues to enhance India’s market share so as to reach the targeted level of 50 per cent by 2016-2017. ■
Courtesy: IMTMA, and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
15/01/2013 3
MANAGING GROWTH
28530 21370 2484036240 42990
22001341 1215
13571800
5991962706 48420
67030
76454
*86249*82735
*72045
*101913
*117644
0
20000
40000
60000
80000
100000
120000
2007-08 2008-09 2009-10 2010-11 2011-12
Production Export Import *Consumption
Value�in�Rs.�M
illion
Managing growth Machine tool demand projections 2012-13 to 2016-17
F o r e c a s t 2 013 -2 015
15
India
IndiaSolid MT consumption prospects
After slowing to year-on-year growth of 6.1% 2011Q4, the annual GDP growth rate is likely to moderate further in 2012H1 due to domestic and external headwinds. Overall, we expect annual GDP growth of 6.1% in 2012 before accelerating to in 2013. However, the forecast is subject to considerable risks.
Industrial production slowed to just 0.9% in Q42011 growth compared to a year earlier as deteriorating global conditions combined with tight monetary policy and persistently high inflation hit demand. After a subdued 2012H1, we expect a swift recovery from 2013 onward underpinned by lower inflation, easing monetary policy and better global conditions. Meanwhile, the majority of the key MT purchasing sectors are expected to grow at a pace above that of industrial production in 2012, with the exception of metal products.
Given relatively solid output prospects for the MT sectors, we expect investment spending to increase by 8.1% in 2012, after 5.7% growth in 2011. Following this, we expect investment growth to be within a healthy double-digit pace from 2013-2016. Consequently, apparent consumption is forecast to grow by 17.5% in 2012, and continue to grow at a double-digit pace thereafter.
The near term risks to the forecast are skewed to the downside but longer term growth risks are more positive. In the short term, there is a danger that investment spending is scaled back if higher oil prices lead to a delay in interest rate cuts. This, in turn, could limit apparent consumption over subsequent quarters. Notwithstanding this, some MT consuming sectors, such as motor vehicles, suggest that underlying demand is strong given long waiting periods for the latest models.
-60
-40
-20
0
20
40
60
80
100
0
20
40
60
80
100
120
140
160
180
200
2000 2002 2004 2006 2008 2010 2012 2014Source: Oxford Economics
Apparent consumption% Yr
ForecastBillion Rupee
% Yr (RHS)
Billion Rupee (LHS)
-10
0
10
20
30
40
50
0
50
100
150
200
250
300
350
400
2000 2002 2004 2006 2008 2010 2012 2014Source: Oxford Economics
Investment in machine tool purchasing industries Billion Rupee
Forecast
% Yr
Billion Rupee (LHS)
% Yr (RHS)
2009 2010 2011 2012 2013 2014 2015Apparent consumption (Rupee) -33.4 39.4 33.7 17.5 12.7 15.7 11.0Apparent consumption (US$) -40.1 47.4 31.0 17.5 12.7 15.7 11.0GDP 7.6 8.5 7.1 6.1 8.5 9.2 8.6Industria l production 0.2 9.7 4.7 3.4 9.6 10.7 10.3Investment 0.1 9.2 5.7 8.1 15.3 16.9 14.3All MT f igures are calculated using current exchange rates prior to 2011 and 2011 exchange rates af ter that date2011 exchange rate per US$ =46.69
Forecast for India% change
Apparent consumption = total consumption of machine tools in the named marketTotal investment = spending on all assets by the eight primary machine tool purchasing industries
Source: Oxford Economics
EM KOMPENDIUM | 2013
| 12 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Still the No.1Despite being on top, China needs to tighten monetary policy as the complex machines tools market faces substantial risk of a hard landing from an over-inflated property sector and fluctuating oil price.
Downward pressure in economic operations worldwide is heavier on each and every country and
China is no exception to this. According to reports, the Chinese government’s timely roll out of a series of adjustments and regulating measures for ‘stable growth’ has begun to emerge. During recent months, particularly since July, economic operation has been showing certain positive changes. Despite these slowdown trends, China still held its position as the world’s largest machine tool producer, consumer and importer, with the metalworking machine tool output breaking a million sets and the output value growing by 29.4%, while sales realised a year-on-year rise of 32.9%, and the import value hit the year-on-year growth of 40.6 per cent.
Industry fluctuates
The economic operation of China machine tool & tool industry in 2011-2012 has shown an overall tendency of ‘being before high after low’ due to the slower growth of the domestic market demand since the third quarter, but still maintained very high growth speed for the whole year. Product-sale value for the whole year was RMB 642.5 billion Yuan (around $99.5 billion) a year-on-year rise of 31%; total import-export volume was $29.2 billion, 28.4% more than the comparable figure a year ago.
Market volatility since June 2012
The growth in demand of China machine
As per CRI, in 2012, analysed by the demand, the price of machine
tools is influenced by the raw material price, such as the price of steel
and so on. The price of machine tools will fall in different degrees, for
the reason that the raw material price is predicted to fall. In addition,
machine tool industry is a technology-intensive industry, and the
decrease of products’ price is an inevitable long-term trend with the
continuous development of technology.
In 2012, the supply structure of machine tool products will further
accelerate upgrading, and the growth rate of CNC machine tool output
will be much higher than that of the total output of machine tools.
Medium and high-level CNC machine tools and professional machine
will continue to sell well, while the output value of low-level machine
tools, especially common machine tools, may appear a negative
growth, and the demand for heavy and large machine tool market
may still be in depression.
In 2012 and 2013, many opportunities lie in the development of China’s
machine tool industry, while there are corresponding risks. The major
risks are: uncertainty of economic environment at home and abroad;
excess supply and imbalance of supply and demand; less downstream
demand; increasing price of raw materials; fluctuation of product
prices; unreasonable product structure; depressive export market;
RMB exchange rate fluctuations; acceleration of industrial integration;
lack of technology innovation, low extent of industrialisation
and so on.
In 2012 and 2013, it is predicted that the sales revenue of China’s
machine tool industry will continue to increase. However, the annual
growth rate is predicted to fall back to 10-20%. In 2012, the industrial
upgrade and technology alteration of downstream industries has
great demand for machine tool mould products, and the demand
obviously develops towards the high-end. It is predicted that the
import of China’s high-end machine tools and moulds will remain an
increasing trend.
China’s machine tool industry’s sales revenue to rise in 2012-13I n t h e n e w s
tool & tool market has continued to slow down since 2012 and by the end of June 2012, the product-sale value achieved by the industry was RMB 322 billion (around $50.7 billion) a year-on-year rise of 12%, as compared to 2011 figures. The growth rate fell 24 percentage points. The total import-export volume of products of machine tool & tool was $14.1 billion, 2.2% up from the previous year, as compared with the same time last year the growth rate fell almost 40% points. Of which, the import of metalworking machine tool was $6.34 billion a rise of 3.3% from a year before, to compare with the same time last year the growth rate fell near 55 percentage points. Concurrently with the operation and growth rate of the above market indicators dropping significantly,
CHINA
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 13 |
the newly increased orders for enterprises saw a year-on-year decrease of 30% and manufactured inventory registered a year-on-year rise of over 50%.
Future outlook
Chinese GDP is expected to grow over the year with receding inflationary pressures. Also, the risk to export demand has increased and monetary policy has become more supportive to growth with reserve requirements having been cut. Weaker export demand and to some extent domestic demand – particularly for sectors reliant on construction activity, such as basic metals – has led to a downward revision to forecasts for output in MT sectors. Resultant lower capacity utilisation has somewhat reduced the need for further investment by these sectors, despite the easing of
credit conditions. Investment by the key sectors is therefore, likely to grow at a slightly slower pace. Investment by the MT sectors is predicted to grow by 15.4% while apparent consumption will increase by 14.0%, also a downward revision.
Chinese market possibilities
The Chinese market is huge and its complexity should be properly estimated. Companies looking to move into China need time, money, and a consistent focus on local customer needs. CMTBA believes the market would be positive and optimistic mainly based on few conditions. According to the association, the main condition is the fundamentals and long-term positive trend of China’s economy remaining unchanged. With urbanisation, industrialisation and agricultural modernisation far from being completed,
huge and sustainable market demand for machine tool and tool industry is likely to emerge in the future.
Substantial risk
However, amidst all optimistic ideas, Oxford Economics in its report, titled ‘Global Machine Tool Outlook’, has stated that the risks to forecast remain weighted to downside for China. There is still a substantial risk of a hard landing in China stemming from an over-inflated property sector. If the Chinese authorities are unable to successful manage this, a slump in property prices would hit the construction sector hard. While on the other hand, if oil prices were to spike as the result of US-Iran tensions, then monetary policy may need to tighten again to head off the threat of inflation, increasing the difficulty of successfully managing a slowdown in the property sector.
Prediction
Oxford Economics forecast report for China till 2012 predicts the results for the coming two years. As per the report, the apparent consumption (Yuan) for 2014-2015 will be 13.0% to 11.1% while the industrial production and investment for the same will be 9.9%-9.3% and 15.5%-14.7%. In 2015, annual exports of the whole machine tool industry should reach 10 billion US$ with machine tool products accounted for 40%. ■ Courtesy: China Machine Tool & Tool Builders’ Association (CMTBA), Indian Machines Tools Manufacturer’s Association (IMTMA), Oxford Economics
Machine tool demand projections 2012-13 to 2016-17
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 12 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Still the No.1Despite being on top, China needs to tighten monetary policy as the complex machines tools market faces substantial risk of a hard landing from an over-inflated property sector and fluctuating oil price.
Downward pressure in economic operations worldwide is heavier on each and every country and
China is no exception to this. According to reports, the Chinese government’s timely roll out of a series of adjustments and regulating measures for ‘stable growth’ has begun to emerge. During recent months, particularly since July, economic operation has been showing certain positive changes. Despite these slowdown trends, China still held its position as the world’s largest machine tool producer, consumer and importer, with the metalworking machine tool output breaking a million sets and the output value growing by 29.4%, while sales realised a year-on-year rise of 32.9%, and the import value hit the year-on-year growth of 40.6 per cent.
Industry fluctuates
The economic operation of China machine tool & tool industry in 2011-2012 has shown an overall tendency of ‘being before high after low’ due to the slower growth of the domestic market demand since the third quarter, but still maintained very high growth speed for the whole year. Product-sale value for the whole year was RMB 642.5 billion Yuan (around $99.5 billion) a year-on-year rise of 31%; total import-export volume was $29.2 billion, 28.4% more than the comparable figure a year ago.
Market volatility since June 2012
The growth in demand of China machine
As per CRI, in 2012, analysed by the demand, the price of machine
tools is influenced by the raw material price, such as the price of steel
and so on. The price of machine tools will fall in different degrees, for
the reason that the raw material price is predicted to fall. In addition,
machine tool industry is a technology-intensive industry, and the
decrease of products’ price is an inevitable long-term trend with the
continuous development of technology.
In 2012, the supply structure of machine tool products will further
accelerate upgrading, and the growth rate of CNC machine tool output
will be much higher than that of the total output of machine tools.
Medium and high-level CNC machine tools and professional machine
will continue to sell well, while the output value of low-level machine
tools, especially common machine tools, may appear a negative
growth, and the demand for heavy and large machine tool market
may still be in depression.
In 2012 and 2013, many opportunities lie in the development of China’s
machine tool industry, while there are corresponding risks. The major
risks are: uncertainty of economic environment at home and abroad;
excess supply and imbalance of supply and demand; less downstream
demand; increasing price of raw materials; fluctuation of product
prices; unreasonable product structure; depressive export market;
RMB exchange rate fluctuations; acceleration of industrial integration;
lack of technology innovation, low extent of industrialisation
and so on.
In 2012 and 2013, it is predicted that the sales revenue of China’s
machine tool industry will continue to increase. However, the annual
growth rate is predicted to fall back to 10-20%. In 2012, the industrial
upgrade and technology alteration of downstream industries has
great demand for machine tool mould products, and the demand
obviously develops towards the high-end. It is predicted that the
import of China’s high-end machine tools and moulds will remain an
increasing trend.
China’s machine tool industry’s sales revenue to rise in 2012-13I n t h e n e w s
tool & tool market has continued to slow down since 2012 and by the end of June 2012, the product-sale value achieved by the industry was RMB 322 billion (around $50.7 billion) a year-on-year rise of 12%, as compared to 2011 figures. The growth rate fell 24 percentage points. The total import-export volume of products of machine tool & tool was $14.1 billion, 2.2% up from the previous year, as compared with the same time last year the growth rate fell almost 40% points. Of which, the import of metalworking machine tool was $6.34 billion a rise of 3.3% from a year before, to compare with the same time last year the growth rate fell near 55 percentage points. Concurrently with the operation and growth rate of the above market indicators dropping significantly,
CHINA
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 13 |
the newly increased orders for enterprises saw a year-on-year decrease of 30% and manufactured inventory registered a year-on-year rise of over 50%.
Future outlook
Chinese GDP is expected to grow over the year with receding inflationary pressures. Also, the risk to export demand has increased and monetary policy has become more supportive to growth with reserve requirements having been cut. Weaker export demand and to some extent domestic demand – particularly for sectors reliant on construction activity, such as basic metals – has led to a downward revision to forecasts for output in MT sectors. Resultant lower capacity utilisation has somewhat reduced the need for further investment by these sectors, despite the easing of
credit conditions. Investment by the key sectors is therefore, likely to grow at a slightly slower pace. Investment by the MT sectors is predicted to grow by 15.4% while apparent consumption will increase by 14.0%, also a downward revision.
Chinese market possibilities
The Chinese market is huge and its complexity should be properly estimated. Companies looking to move into China need time, money, and a consistent focus on local customer needs. CMTBA believes the market would be positive and optimistic mainly based on few conditions. According to the association, the main condition is the fundamentals and long-term positive trend of China’s economy remaining unchanged. With urbanisation, industrialisation and agricultural modernisation far from being completed,
huge and sustainable market demand for machine tool and tool industry is likely to emerge in the future.
Substantial risk
However, amidst all optimistic ideas, Oxford Economics in its report, titled ‘Global Machine Tool Outlook’, has stated that the risks to forecast remain weighted to downside for China. There is still a substantial risk of a hard landing in China stemming from an over-inflated property sector. If the Chinese authorities are unable to successful manage this, a slump in property prices would hit the construction sector hard. While on the other hand, if oil prices were to spike as the result of US-Iran tensions, then monetary policy may need to tighten again to head off the threat of inflation, increasing the difficulty of successfully managing a slowdown in the property sector.
Prediction
Oxford Economics forecast report for China till 2012 predicts the results for the coming two years. As per the report, the apparent consumption (Yuan) for 2014-2015 will be 13.0% to 11.1% while the industrial production and investment for the same will be 9.9%-9.3% and 15.5%-14.7%. In 2015, annual exports of the whole machine tool industry should reach 10 billion US$ with machine tool products accounted for 40%. ■ Courtesy: China Machine Tool & Tool Builders’ Association (CMTBA), Indian Machines Tools Manufacturer’s Association (IMTMA), Oxford Economics
Machine tool demand projections 2012-13 to 2016-17
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 14 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Consumption to grow on investmentThe business forecast for the machine tools industry has been revised down sharply in last year but it is expected to grow as the consumption is likely to accelerate by 4%, reflecting the pick-up in investment spending by the Swiss machine tools sector.
Swiss are famous for innovation, quality, and precision in this fast and growing world of manufacturing
technology which keeps changing its nature. Since long, Swiss companies have innovated various potential ideas and developments which had brought an outstanding change in the whole industry and the global industry has started identifying brand names with the country’s name.
At the beginning of the 20th century, a majority of Swiss machine-tool producers were formed to meet an urgent requirement for high-precision equipment for the production of components for the watchmaking industry. Post this, the country witnessed the appearance of Swiss machine-tool producers, operating first in the Swiss market, then increasingly on an international scale, for the production of high-precision mechanical parts.
Economy picks up
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics,
the Swiss economy is improving from the recessionary period though the GDP growth weakened significantly in 2011Q4. But the marginal quarterly growth of 0.1% was slightly better than expected and was one of the better outcomes among western European countries in that quarter. The latest data from both the PMI and KOF surveys point to a pick up in activity.
For 2012, the report had raised the GDP growth forecast slightly to 0.5%, the consumer spending was expected to grow at a reasonably solid pace, helped by falling prices, while the outlook for private investment did not look quite as gloomy. However, the report was expecting a modest recovery in the second half of the year. Nevertheless, the latest indicators suggest business confidence may be picking up.
The SVME manufacturing PMI continued its rise, reaching 51.1 points in March, above expectations and in positive territory after February’s 49.5 reading. Similarly, the KOF leading indicator rose to 0.08 from - 0.11 in February, indicating the economy is gaining strength.
Downgrade in exports
Forecast for the output growth in key machine tools consuming sectors had witnessed a downgrade in the export portion and for 2012; growth in 5 of the sectors was predicted at less than 1%. As a result, projections for investment by key sectors have been revised lower on lower capacity utilisation and weaker outlook for demand dampens investment activity.
Prediction
As per the 2012 prediction, (Q3 order fell 25%), machine tool consumption is forecast to grow at a much slower pace in the year compared to last and a sharp downward revision has been made. However, the consumption was expected to expand by 1.2% in 2012, compared to 11.1%. In 2013, the consumption is expected to accelerate by 4%, reflecting the pick-up in investment spending by the machine tools sector. ■ Courtesy: ‘Global Machine Tool Outlook 2012’ by Oxford Economics
SWITZERLAND
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 14 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Consumption to grow on investmentThe business forecast for the machine tools industry has been revised down sharply in last year but it is expected to grow as the consumption is likely to accelerate by 4%, reflecting the pick-up in investment spending by the Swiss machine tools sector.
Swiss are famous for innovation, quality, and precision in this fast and growing world of manufacturing
technology which keeps changing its nature. Since long, Swiss companies have innovated various potential ideas and developments which had brought an outstanding change in the whole industry and the global industry has started identifying brand names with the country’s name.
At the beginning of the 20th century, a majority of Swiss machine-tool producers were formed to meet an urgent requirement for high-precision equipment for the production of components for the watchmaking industry. Post this, the country witnessed the appearance of Swiss machine-tool producers, operating first in the Swiss market, then increasingly on an international scale, for the production of high-precision mechanical parts.
Economy picks up
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics,
the Swiss economy is improving from the recessionary period though the GDP growth weakened significantly in 2011Q4. But the marginal quarterly growth of 0.1% was slightly better than expected and was one of the better outcomes among western European countries in that quarter. The latest data from both the PMI and KOF surveys point to a pick up in activity.
For 2012, the report had raised the GDP growth forecast slightly to 0.5%, the consumer spending was expected to grow at a reasonably solid pace, helped by falling prices, while the outlook for private investment did not look quite as gloomy. However, the report was expecting a modest recovery in the second half of the year. Nevertheless, the latest indicators suggest business confidence may be picking up.
The SVME manufacturing PMI continued its rise, reaching 51.1 points in March, above expectations and in positive territory after February’s 49.5 reading. Similarly, the KOF leading indicator rose to 0.08 from - 0.11 in February, indicating the economy is gaining strength.
Downgrade in exports
Forecast for the output growth in key machine tools consuming sectors had witnessed a downgrade in the export portion and for 2012; growth in 5 of the sectors was predicted at less than 1%. As a result, projections for investment by key sectors have been revised lower on lower capacity utilisation and weaker outlook for demand dampens investment activity.
Prediction
As per the 2012 prediction, (Q3 order fell 25%), machine tool consumption is forecast to grow at a much slower pace in the year compared to last and a sharp downward revision has been made. However, the consumption was expected to expand by 1.2% in 2012, compared to 11.1%. In 2013, the consumption is expected to accelerate by 4%, reflecting the pick-up in investment spending by the machine tools sector. ■ Courtesy: ‘Global Machine Tool Outlook 2012’ by Oxford Economics
SWITZERLAND
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
The powerful CNC platform for machine tools
With SINUMERIK, Siemens offers you an integrated and seamless system platform for machine tool automation used in various metal cutting industries and technologies. The SINUMERIK concept brings you “one CNC system, many options - from the CNC through drives and motors”.
SINUMERIK is easy-to-operate and offers you innovative functions and technology cycles for cost-effective
SINUMERIK
manufacturing. SINUMERIK CNC is used globally to machine simple as well as complex parts in individual and series production. It is an industry benchmark for ruggedness, optimum usability and flexibility, as well as outstanding performance.
For more details, please contact:Email: [email protected]
siemens.com/sinumerik
Answers for industry.
s
C KM Y
C KM Y

EM KOMPENDIUM | 2013
| 16 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Stabilising on growth Stable production in 2012 originated from export growth. A successful export performance has also confirmed the competitiveness of the European machine tools. But, manufacturing expertise & production capability needs to be kept within the country for the long-term growth.
The European Economy is gradually recovering from the economic crisis of 2008-2009; in 2011 nearly
23 per cent of the world machines tools consumption (by value) took place in CECIMO, the European Association of the Machine Tool Industries, countries; more than 30 per cent of machine tools (by value) shipped in the world was sent to a CECIMO country.
Intake continued to increase in 2012
The production of machines tools was expected to reach 22 billion euros in 2012, increasing by over 6% from the year before. The output of the European machine tool producers showed strong growth in 2011, increasing to 20.8 billion euros, which is over one fourth higher than the level of 2010.
During the first quarter of 2012, the orders intake for the European machine tools continued to increase. Despite weaker order income results from the following quarters and based on a solid high backlog, the machine tool production was nevertheless expected to grow by more than 6% in 2012.
Low production in Southern Europe
According to AFM (Spanish Machine Tool Manufacturers’ Association), low machine tool consumption reflects the cautiousness of European businesses as well as the low production activity, mostly in Southern-Europe. However, spreading among the managers of manufacturing companies, European machine tool consumption is estimated to contract by about
77 million euros in 2012 compared to previous year.
According to the report, the exports of CECIMO reached 16.7 billion euros in 2011, which is close to the record established in 2008.
Stable production in 2012 originates from a solid growth in exports, and the successful export performance confirms the competitiveness of European machine tools.
EU trade policy to play crucial role
Amidst the growth scale, the high risk of global slowdown cannot be avoided since over last months, several global economics recorded a contraction of their industrial production. To face the situation, pro-active government
policies are now subjected to stimulate manufacturing growth. Substantiating this, CECIMO exports to non-European countries have represented almost 50% of its total exports in 2011 and this share is growing.
According to AFM, the delay in the conclusion of the free trade agreement (FTA) between the EU and India creates a competitive disadvantage for European machine tool builders, since states such as Korea and Japan have already signed agreements with this country. CECIMO expects the EU to make every effort to finalise the agreement with India in the near future.
Threat sustains
As per recent news, the European
EUROPE
Rebound in orders intake
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 17 |
machine tool industry could be at risk as de-industrialisation may wipe out innovative capacity. According to CECIMO, the European Association of the Machine Tool Industries, and the share of European machine tool production has been falling over the last decades. Markets have shifted to Asia. Its report, entitled ‘Study on the Competitiveness of the European Machine Tool Industry’, gives a comprehensive view of the European machine tool industry and raises many issues. Emerging countries are increasingly investing in systems provided largely by the European industry to build up their own manufacturing capabilities. This is good news for exports of machine tools and related equipment, but it means that customers relocate outside Europe, and businesses must try to follow them. Following the customer base is important if machine tool companies are to embark on joint innovation projects and set up effective sales and distribution channels, the report states.
However, small and medium enterprises, which make up more than 80 per cent of Europe’s machine tool companies, lack the resources to expand internationally and cannot cope with the risks of unpredictable new markets.
Europe’s share dropping down
In the developing markets, in many cases the supply of European imports is restricted as the country can supply the technology domestically only.
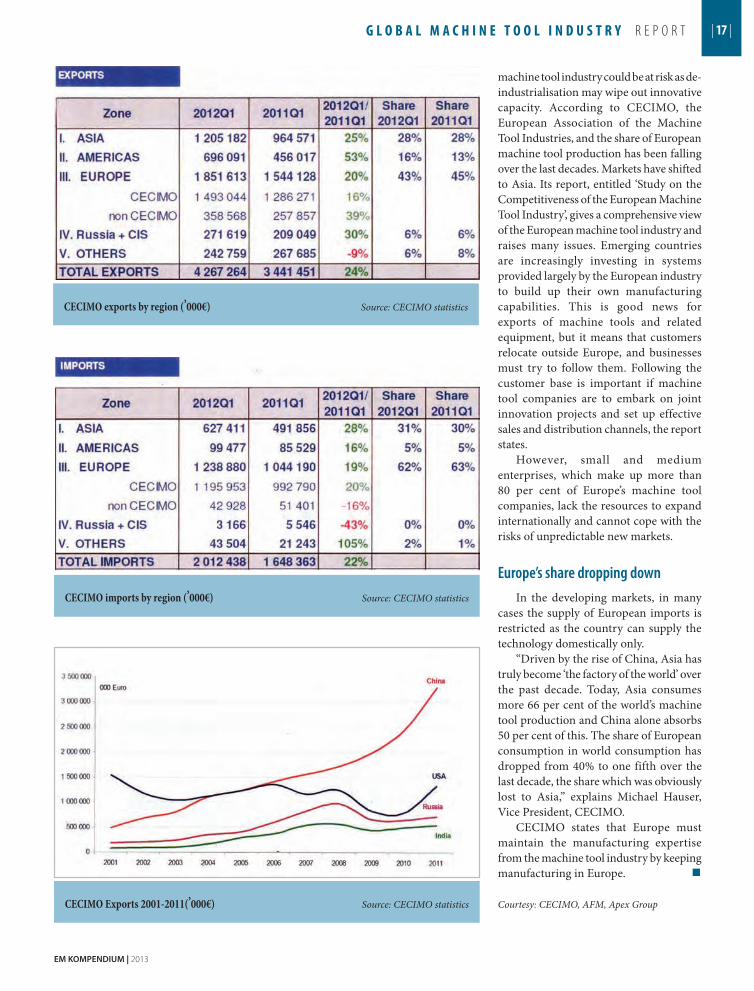
“Driven by the rise of China, Asia has truly become ‘the factory of the world’ over the past decade. Today, Asia consumes more 66 per cent of the world’s machine tool production and China alone absorbs 50 per cent of this. The share of European consumption in world consumption has dropped from 40% to one fifth over the last decade, the share which was obviously lost to Asia,” explains Michael Hauser, Vice President, CECIMO.
CECIMO states that Europe must maintain the manufacturing expertise from the machine tool industry by keeping manufacturing in Europe. ■Courtesy: CECIMO, AFM, Apex Group
CECIMO exports by region (‚000€) Source: CECIMO statistics
CECIMO imports by region (‚000€) Source: CECIMO statistics
CECIMO Exports 2001-2011(‚000€) Source: CECIMO statistics
EM KOMPENDIUM | 2013
| 16 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Stabilising on growth Stable production in 2012 originated from export growth. A successful export performance has also confirmed the competitiveness of the European machine tools. But, manufacturing expertise & production capability needs to be kept within the country for the long-term growth.
The European Economy is gradually recovering from the economic crisis of 2008-2009; in 2011 nearly
23 per cent of the world machines tools consumption (by value) took place in CECIMO, the European Association of the Machine Tool Industries, countries; more than 30 per cent of machine tools (by value) shipped in the world was sent to a CECIMO country.
Intake continued to increase in 2012
The production of machines tools was expected to reach 22 billion euros in 2012, increasing by over 6% from the year before. The output of the European machine tool producers showed strong growth in 2011, increasing to 20.8 billion euros, which is over one fourth higher than the level of 2010.
During the first quarter of 2012, the orders intake for the European machine tools continued to increase. Despite weaker order income results from the following quarters and based on a solid high backlog, the machine tool production was nevertheless expected to grow by more than 6% in 2012.
Low production in Southern Europe
According to AFM (Spanish Machine Tool Manufacturers’ Association), low machine tool consumption reflects the cautiousness of European businesses as well as the low production activity, mostly in Southern-Europe. However, spreading among the managers of manufacturing companies, European machine tool consumption is estimated to contract by about
77 million euros in 2012 compared to previous year.
According to the report, the exports of CECIMO reached 16.7 billion euros in 2011, which is close to the record established in 2008.
Stable production in 2012 originates from a solid growth in exports, and the successful export performance confirms the competitiveness of European machine tools.
EU trade policy to play crucial role
Amidst the growth scale, the high risk of global slowdown cannot be avoided since over last months, several global economics recorded a contraction of their industrial production. To face the situation, pro-active government
policies are now subjected to stimulate manufacturing growth. Substantiating this, CECIMO exports to non-European countries have represented almost 50% of its total exports in 2011 and this share is growing.
According to AFM, the delay in the conclusion of the free trade agreement (FTA) between the EU and India creates a competitive disadvantage for European machine tool builders, since states such as Korea and Japan have already signed agreements with this country. CECIMO expects the EU to make every effort to finalise the agreement with India in the near future.
Threat sustains
As per recent news, the European
EUROPE
Rebound in orders intake
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 17 |
machine tool industry could be at risk as de-industrialisation may wipe out innovative capacity. According to CECIMO, the European Association of the Machine Tool Industries, and the share of European machine tool production has been falling over the last decades. Markets have shifted to Asia. Its report, entitled ‘Study on the Competitiveness of the European Machine Tool Industry’, gives a comprehensive view of the European machine tool industry and raises many issues. Emerging countries are increasingly investing in systems provided largely by the European industry to build up their own manufacturing capabilities. This is good news for exports of machine tools and related equipment, but it means that customers relocate outside Europe, and businesses must try to follow them. Following the customer base is important if machine tool companies are to embark on joint innovation projects and set up effective sales and distribution channels, the report states.
However, small and medium enterprises, which make up more than 80 per cent of Europe’s machine tool companies, lack the resources to expand internationally and cannot cope with the risks of unpredictable new markets.
Europe’s share dropping down
In the developing markets, in many cases the supply of European imports is restricted as the country can supply the technology domestically only.
“Driven by the rise of China, Asia has truly become ‘the factory of the world’ over the past decade. Today, Asia consumes more 66 per cent of the world’s machine tool production and China alone absorbs 50 per cent of this. The share of European consumption in world consumption has dropped from 40% to one fifth over the last decade, the share which was obviously lost to Asia,” explains Michael Hauser, Vice President, CECIMO.
CECIMO states that Europe must maintain the manufacturing expertise from the machine tool industry by keeping manufacturing in Europe. ■Courtesy: CECIMO, AFM, Apex Group
CECIMO exports by region (‚000€) Source: CECIMO statistics
CECIMO imports by region (‚000€) Source: CECIMO statistics
CECIMO Exports 2001-2011(‚000€) Source: CECIMO statistics

EM KOMPENDIUM | 2013
| 18 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Scaling new location potentialsGerman machine tools industry is seeing reduced capital investment in Asia, which is weakening orders. To tackle this, companies are rising their operative involvement abroad & upsizing their production in important markets. This is expected to show better figures from 2014.
Following an unprecedented downturn in production output during the years 2009-2010, and
an equally unprecedented catch-up subsequently, the international demand for German machine tools settled down in 2011. According to the German Machine Tool Builders’ Association, companies in Germany have benefited from a high order backlog. It was only from the beginning of 2012’s fourth quarter that the average capacity utilisation showed a slight fall. The continuingly imposing level of the order backlog has not changed much. This is a definite asset with regard to 2013.
Exports slowdown
Given an export ratio of over 70%, the world market is the prioritised field of action for the German machine tool industry. More than 40% of German exports went to Asia in 2011, the same amount to Europe, & around 15 per cent to America. The most important market is China, which takes more than a third of the German exports, followed by the USA. At the moment, the German machine tool industry is seeing a reduced level of capital investment in Asia, which is weakening the dynamic of orders from that continent. Consequently, exports to the Far East are no longer rising as they have in the past. Nonetheless, Asia as a whole remains a growth region with high potential. The growth driver at present is America, which having been severely buffeted by the financial crisis has been undergoing a renaissance for the past two years.
Effect of Euro Zone crisis
Europe is a very important sales market for German manufacturers. The machines tools sector in Germany has not yet been immune to the effects of the euro crisis: orders from Europe, particularly from the EU nations, fell by more than 10% during the first half of 2012. The sector has benefited enormously from the introduction of the euro, not least because the exchange rate disadvantages compared with Italy as the major competitor have been eliminated. The German machine tool industry is convinced that the euro must not be allowed to fail, since the consequences would be unforeseeable. However, it looks as if it is going to take longer than
originally thought to regain confidence and restore stability.
India, a potential market
Amidst all economical uncertainties, German machine tool vendors have always been valuable partners for India’s industrial sector. In 2011, Germany positioned itself as the second among the most important suppliers of machine tools to India’s industrial sector as per report. It is quite striking to note that the machines delivered were worth suppliers of machine tools to India’s industry. The machines delivered were worth round 368 million US dollars, corresponding to growth of 28% compared to the previous year. In the first three quarters
GERMANY
Apparent consumption
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 19 |
of 2012, German deliveries largely maintained their previous level. A broad spectrum of technology was supplied, principally machining centres, grinding machines, parts and accessories, and much, much more. As a result, India has ranked 10th among the most important markets for the sector in Germany.
Opportunities
Efficiency, quality and flexibility are the major challenges encountered in industrial production operations worldwide. German companies can assist their customers with intelligent products & solutions. For an instance, machine efficiencies have to be measured in terms of the amount of resources needed to make a particular product and in this context, one cannot deny the necessity of the productivity of the manufacturing equipment. Also, more efficient components like; drives and hydraulic units, high-performance tools, optimised processes, supplemented by intelligent control enable manufacturing operations more cost effective.
Prediction
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, forecasts for output growth in all 8 machines tools-consuming sectors had also been downgraded due to the Euro zone crisis. The report was expecting declines in half of the industries last & fairly modest growth in the others. According to the report, the biggest drops in output
would be seen in basic metals and motor vehicles. As a result, machines tools - weighted investment by the key sectors was also revised down & was expected to expand by 1.8%, compared to 5.8% in previous report. Given the expected deceleration in investment by sectors last year, domestic order intake was expected to decline. However, according to the report, while forecasts for 2012 apparent consumption. Consumption was forecast to grow by 5.6% in 2012 while the report showed the slowing to 3.9% this year as backlogs are being worked through. The report also has given some prediction about the upcoming fiscals. It said the apparent consumption (Euro) for 2014-2015 will be 8.5%-5.5% while
F o r e c a s t 2 013 -2 015
the industrial production & investment will be 4.7%-3.9% and 9.1%-7.3%for the same years. The German machine tool industry is broadly diversified in terms of both markets & technology, which enables setbacks in one segment to be offset in part by other markets. Finally, the companies concerned are intensifying their operative involvement abroad, & upsizing their production operations in important sales markets. All of this is expected to show up in improved figures from 2014.■
Courtesy: German Machine Tool Builders’ Association, and ‘Global Machine Tool Outlook’ by Oxford Economics
Production reaches 14 billion euros in 2012, near to ever high from 2008 Source : VDW
Source: Oxford Economics
[German machine tool production, bill. EUR] 2012 = Estimate

EM KOMPENDIUM | 2013
| 18 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Scaling new location potentialsGerman machine tools industry is seeing reduced capital investment in Asia, which is weakening orders. To tackle this, companies are rising their operative involvement abroad & upsizing their production in important markets. This is expected to show better figures from 2014.
Following an unprecedented downturn in production output during the years 2009-2010, and
an equally unprecedented catch-up subsequently, the international demand for German machine tools settled down in 2011. According to the German Machine Tool Builders’ Association, companies in Germany have benefited from a high order backlog. It was only from the beginning of 2012’s fourth quarter that the average capacity utilisation showed a slight fall. The continuingly imposing level of the order backlog has not changed much. This is a definite asset with regard to 2013.
Exports slowdown
Given an export ratio of over 70%, the world market is the prioritised field of action for the German machine tool industry. More than 40% of German exports went to Asia in 2011, the same amount to Europe, & around 15 per cent to America. The most important market is China, which takes more than a third of the German exports, followed by the USA. At the moment, the German machine tool industry is seeing a reduced level of capital investment in Asia, which is weakening the dynamic of orders from that continent. Consequently, exports to the Far East are no longer rising as they have in the past. Nonetheless, Asia as a whole remains a growth region with high potential. The growth driver at present is America, which having been severely buffeted by the financial crisis has been undergoing a renaissance for the past two years.
Effect of Euro Zone crisis
Europe is a very important sales market for German manufacturers. The machines tools sector in Germany has not yet been immune to the effects of the euro crisis: orders from Europe, particularly from the EU nations, fell by more than 10% during the first half of 2012. The sector has benefited enormously from the introduction of the euro, not least because the exchange rate disadvantages compared with Italy as the major competitor have been eliminated. The German machine tool industry is convinced that the euro must not be allowed to fail, since the consequences would be unforeseeable. However, it looks as if it is going to take longer than
originally thought to regain confidence and restore stability.
India, a potential market
Amidst all economical uncertainties, German machine tool vendors have always been valuable partners for India’s industrial sector. In 2011, Germany positioned itself as the second among the most important suppliers of machine tools to India’s industrial sector as per report. It is quite striking to note that the machines delivered were worth suppliers of machine tools to India’s industry. The machines delivered were worth round 368 million US dollars, corresponding to growth of 28% compared to the previous year. In the first three quarters
GERMANY
Apparent consumption
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 19 |
of 2012, German deliveries largely maintained their previous level. A broad spectrum of technology was supplied, principally machining centres, grinding machines, parts and accessories, and much, much more. As a result, India has ranked 10th among the most important markets for the sector in Germany.
Opportunities
Efficiency, quality and flexibility are the major challenges encountered in industrial production operations worldwide. German companies can assist their customers with intelligent products & solutions. For an instance, machine efficiencies have to be measured in terms of the amount of resources needed to make a particular product and in this context, one cannot deny the necessity of the productivity of the manufacturing equipment. Also, more efficient components like; drives and hydraulic units, high-performance tools, optimised processes, supplemented by intelligent control enable manufacturing operations more cost effective.
Prediction
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, forecasts for output growth in all 8 machines tools-consuming sectors had also been downgraded due to the Euro zone crisis. The report was expecting declines in half of the industries last & fairly modest growth in the others. According to the report, the biggest drops in output
would be seen in basic metals and motor vehicles. As a result, machines tools - weighted investment by the key sectors was also revised down & was expected to expand by 1.8%, compared to 5.8% in previous report. Given the expected deceleration in investment by sectors last year, domestic order intake was expected to decline. However, according to the report, while forecasts for 2012 apparent consumption. Consumption was forecast to grow by 5.6% in 2012 while the report showed the slowing to 3.9% this year as backlogs are being worked through. The report also has given some prediction about the upcoming fiscals. It said the apparent consumption (Euro) for 2014-2015 will be 8.5%-5.5% while
F o r e c a s t 2 013 -2 015
the industrial production & investment will be 4.7%-3.9% and 9.1%-7.3%for the same years. The German machine tool industry is broadly diversified in terms of both markets & technology, which enables setbacks in one segment to be offset in part by other markets. Finally, the companies concerned are intensifying their operative involvement abroad, & upsizing their production operations in important sales markets. All of this is expected to show up in improved figures from 2014.■
Courtesy: German Machine Tool Builders’ Association, and ‘Global Machine Tool Outlook’ by Oxford Economics
Production reaches 14 billion euros in 2012, near to ever high from 2008 Source : VDW
Source: Oxford Economics
[German machine tool production, bill. EUR] 2012 = Estimate
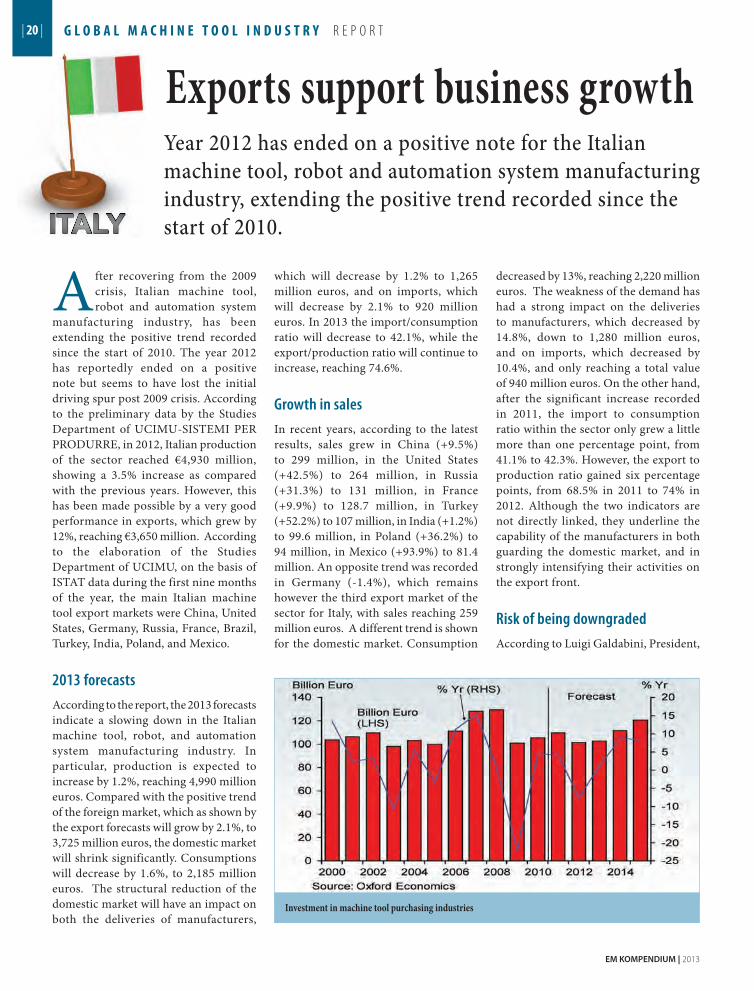
EM KOMPENDIUM | 2013
| 20 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Investment in machine tool purchasing industries
Exports support business growthYear 2012 has ended on a positive note for the Italian machine tool, robot and automation system manufacturing industry, extending the positive trend recorded since the start of 2010.
After recovering from the 2009 crisis, Italian machine tool, robot and automation system
manufacturing industry, has been extending the positive trend recorded since the start of 2010. The year 2012 has reportedly ended on a positive note but seems to have lost the initial driving spur post 2009 crisis. According to the preliminary data by the Studies Department of UCIMU-SISTEMI PER PRODURRE, in 2012, Italian production of the sector reached €4,930 million, showing a 3.5% increase as compared with the previous years. However, this has been made possible by a very good performance in exports, which grew by 12%, reaching €3,650 million. According to the elaboration of the Studies Department of UCIMU, on the basis of ISTAT data during the first nine months of the year, the main Italian machine tool export markets were China, United States, Germany, Russia, France, Brazil, Turkey, India, Poland, and Mexico.
2013 forecasts
According to the report, the 2013 forecasts indicate a slowing down in the Italian machine tool, robot, and automation system manufacturing industry. In particular, production is expected to increase by 1.2%, reaching 4,990 million euros. Compared with the positive trend of the foreign market, which as shown by the export forecasts will grow by 2.1%, to 3,725 million euros, the domestic market will shrink significantly. Consumptions will decrease by 1.6%, to 2,185 million euros. The structural reduction of the domestic market will have an impact on both the deliveries of manufacturers,
which will decrease by 1.2% to 1,265 million euros, and on imports, which will decrease by 2.1% to 920 million euros. In 2013 the import/consumption ratio will decrease to 42.1%, while the export/production ratio will continue to increase, reaching 74.6%.
Growth in sales
In recent years, according to the latest results, sales grew in China (+9.5%) to 299 million, in the United States (+42.5%) to 264 million, in Russia (+31.3%) to 131 million, in France (+9.9%) to 128.7 million, in Turkey (+52.2%) to 107 million, in India (+1.2%) to 99.6 million, in Poland (+36.2%) to 94 million, in Mexico (+93.9%) to 81.4 million. An opposite trend was recorded in Germany (-1.4%), which remains however the third export market of the sector for Italy, with sales reaching 259 million euros. A different trend is shown for the domestic market. Consumption
decreased by 13%, reaching 2,220 million euros. The weakness of the demand has had a strong impact on the deliveries to manufacturers, which decreased by 14.8%, down to 1,280 million euros, and on imports, which decreased by 10.4%, and only reaching a total value of 940 million euros. On the other hand, after the significant increase recorded in 2011, the import to consumption ratio within the sector only grew a little more than one percentage point, from 41.1% to 42.3%. However, the export to production ratio gained six percentage points, from 68.5% in 2011 to 74% in 2012. Although the two indicators are not directly linked, they underline the capability of the manufacturers in both guarding the domestic market, and in strongly intensifying their activities on the export front.
Risk of being downgraded
According to Luigi Galdabini, President,
ITALYUCIMU- SISTEMI PER PRODURRE, the positive results of Italian manufacturers are due to a good performance in the foreign markets. Exports, both to emerging and traditional markets, have in fact enabled the companies to close the year at the same levels of 2011. However, the stalling in demand for machine tools in Italy is today a problem, not only for Italian manufacturers, but first and foremost for the country as a whole, which by dismantling its strategic sectors from the chemical sector, to the capital goods sector, to the steel sector one by one, runs the risk of being demoted to a level B economy, believes Galdabini.
Need for immediate measures
The machines tools sector in Italy has been wholly been supported by exports. According to Galdabini, it is necessary that measures are put in place, for the promotion of such an expensive activity,
which is strongly dependant on the degree and the type of technological innovation applied to the product based on its intended market. “I am particularly referring to the provision for the abatement of Irap on personnel, for an amount corresponding to the export/turnover ratio of the enterprise, with the objective of both favouring the more virtuous companies, and promoting the internationalisation process among those that are still strongly dependent on the domestic market”, said Galdabini.
Need for in-depth study
Seeing the complexity of the global framework and the extended drowsiness of the Italian market, an in-depth assessment of the future of the sector is the utmost requirement in the current scenario. As a result, UCIMU-SISTEMI PER PRODURRE is all set to support the organisation of the Machine Tool
General Meetings, planned to take place in autumn 2013 in Italy.
Expectations
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, the recessionary trends had continued in recent months with industrial production on a downward trend. As a result, the economic outlook remains depressed and the Italian economy is expected to contract in 2013, by 0.3%. Indeed, tighter credit conditions in subsequent months will have significant knock-on effects on investment spending on machine tools.
Prediction
The report has also predicted that the six months worth of order backlogs should provide some support in coming months and the investment by the machines tools sectors was forecast to fall by 7.6% in 2012 before growing only 1.1% in 2013.Consequently, apparent consumption was likely to drop by 6.2% in 2012 and expand 1.3% in 2013. As per the report’s prediction, a rebound in investment and apparent consumption as business confidence and production growth pick up is also expected. However, the risks to the forecast are skewed to the downside, particularly given the possibility of a Eurozone exit by one or more countries. This would undoubtedly impact business sentiment and the trade environment implying a steeper fall in investment and apparent consumption than currently seen, the report predicts. ■ Courtesy: UCIMU-SISTEMI PER PRODURRE, and ‘Global Machine Tool Outlook’ by Oxford Economics
F o r e c a s t 2 013 -2 015
Apparent consumption
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 21 |
Investment in machine tool purchasing industries
Exports support business growthYear 2012 has ended on a positive note for the Italian machine tool, robot and automation system manufacturing industry, extending the positive trend recorded since the start of 2010.
After recovering from the 2009 crisis, Italian machine tool, robot and automation system
manufacturing industry, has been extending the positive trend recorded since the start of 2010. The year 2012 has reportedly ended on a positive note but seems to have lost the initial driving spur post 2009 crisis. According to the preliminary data by the Studies Department of UCIMU-SISTEMI PER PRODURRE, in 2012, Italian production of the sector reached €4,930 million, showing a 3.5% increase as compared with the previous years. However, this has been made possible by a very good performance in exports, which grew by 12%, reaching €3,650 million. According to the elaboration of the Studies Department of UCIMU, on the basis of ISTAT data during the first nine months of the year, the main Italian machine tool export markets were China, United States, Germany, Russia, France, Brazil, Turkey, India, Poland, and Mexico.
2013 forecasts
According to the report, the 2013 forecasts indicate a slowing down in the Italian machine tool, robot, and automation system manufacturing industry. In particular, production is expected to increase by 1.2%, reaching 4,990 million euros. Compared with the positive trend of the foreign market, which as shown by the export forecasts will grow by 2.1%, to 3,725 million euros, the domestic market will shrink significantly. Consumptions will decrease by 1.6%, to 2,185 million euros. The structural reduction of the domestic market will have an impact on both the deliveries of manufacturers,
which will decrease by 1.2% to 1,265 million euros, and on imports, which will decrease by 2.1% to 920 million euros. In 2013 the import/consumption ratio will decrease to 42.1%, while the export/production ratio will continue to increase, reaching 74.6%.
Growth in sales
In recent years, according to the latest results, sales grew in China (+9.5%) to 299 million, in the United States (+42.5%) to 264 million, in Russia (+31.3%) to 131 million, in France (+9.9%) to 128.7 million, in Turkey (+52.2%) to 107 million, in India (+1.2%) to 99.6 million, in Poland (+36.2%) to 94 million, in Mexico (+93.9%) to 81.4 million. An opposite trend was recorded in Germany (-1.4%), which remains however the third export market of the sector for Italy, with sales reaching 259 million euros. A different trend is shown for the domestic market. Consumption
decreased by 13%, reaching 2,220 million euros. The weakness of the demand has had a strong impact on the deliveries to manufacturers, which decreased by 14.8%, down to 1,280 million euros, and on imports, which decreased by 10.4%, and only reaching a total value of 940 million euros. On the other hand, after the significant increase recorded in 2011, the import to consumption ratio within the sector only grew a little more than one percentage point, from 41.1% to 42.3%. However, the export to production ratio gained six percentage points, from 68.5% in 2011 to 74% in 2012. Although the two indicators are not directly linked, they underline the capability of the manufacturers in both guarding the domestic market, and in strongly intensifying their activities on the export front.
Risk of being downgraded
According to Luigi Galdabini, President,
ITALYUCIMU- SISTEMI PER PRODURRE, the positive results of Italian manufacturers are due to a good performance in the foreign markets. Exports, both to emerging and traditional markets, have in fact enabled the companies to close the year at the same levels of 2011. However, the stalling in demand for machine tools in Italy is today a problem, not only for Italian manufacturers, but first and foremost for the country as a whole, which by dismantling its strategic sectors from the chemical sector, to the capital goods sector, to the steel sector one by one, runs the risk of being demoted to a level B economy, believes Galdabini.
Need for immediate measures
The machines tools sector in Italy has been wholly been supported by exports. According to Galdabini, it is necessary that measures are put in place, for the promotion of such an expensive activity,
which is strongly dependant on the degree and the type of technological innovation applied to the product based on its intended market. “I am particularly referring to the provision for the abatement of Irap on personnel, for an amount corresponding to the export/turnover ratio of the enterprise, with the objective of both favouring the more virtuous companies, and promoting the internationalisation process among those that are still strongly dependent on the domestic market”, said Galdabini.
Need for in-depth study
Seeing the complexity of the global framework and the extended drowsiness of the Italian market, an in-depth assessment of the future of the sector is the utmost requirement in the current scenario. As a result, UCIMU-SISTEMI PER PRODURRE is all set to support the organisation of the Machine Tool
General Meetings, planned to take place in autumn 2013 in Italy.
Expectations
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, the recessionary trends had continued in recent months with industrial production on a downward trend. As a result, the economic outlook remains depressed and the Italian economy is expected to contract in 2013, by 0.3%. Indeed, tighter credit conditions in subsequent months will have significant knock-on effects on investment spending on machine tools.
Prediction
The report has also predicted that the six months worth of order backlogs should provide some support in coming months and the investment by the machines tools sectors was forecast to fall by 7.6% in 2012 before growing only 1.1% in 2013.Consequently, apparent consumption was likely to drop by 6.2% in 2012 and expand 1.3% in 2013. As per the report’s prediction, a rebound in investment and apparent consumption as business confidence and production growth pick up is also expected. However, the risks to the forecast are skewed to the downside, particularly given the possibility of a Eurozone exit by one or more countries. This would undoubtedly impact business sentiment and the trade environment implying a steeper fall in investment and apparent consumption than currently seen, the report predicts. ■ Courtesy: UCIMU-SISTEMI PER PRODURRE, and ‘Global Machine Tool Outlook’ by Oxford Economics
F o r e c a s t 2 013 -2 015
Apparent consumption
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 20 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Investment in machine tool purchasing industries
Exports support business growthYear 2012 has ended on a positive note for the Italian machine tool, robot and automation system manufacturing industry, extending the positive trend recorded since the start of 2010.
After recovering from the 2009 crisis, Italian machine tool, robot and automation system
manufacturing industry, has been extending the positive trend recorded since the start of 2010. The year 2012 has reportedly ended on a positive note but seems to have lost the initial driving spur post 2009 crisis. According to the preliminary data by the Studies Department of UCIMU-SISTEMI PER PRODURRE, in 2012, Italian production of the sector reached €4,930 million, showing a 3.5% increase as compared with the previous years. However, this has been made possible by a very good performance in exports, which grew by 12%, reaching €3,650 million. According to the elaboration of the Studies Department of UCIMU, on the basis of ISTAT data during the first nine months of the year, the main Italian machine tool export markets were China, United States, Germany, Russia, France, Brazil, Turkey, India, Poland, and Mexico.
2013 forecasts
According to the report, the 2013 forecasts indicate a slowing down in the Italian machine tool, robot, and automation system manufacturing industry. In particular, production is expected to increase by 1.2%, reaching 4,990 million euros. Compared with the positive trend of the foreign market, which as shown by the export forecasts will grow by 2.1%, to 3,725 million euros, the domestic market will shrink significantly. Consumptions will decrease by 1.6%, to 2,185 million euros. The structural reduction of the domestic market will have an impact on both the deliveries of manufacturers,
which will decrease by 1.2% to 1,265 million euros, and on imports, which will decrease by 2.1% to 920 million euros. In 2013 the import/consumption ratio will decrease to 42.1%, while the export/production ratio will continue to increase, reaching 74.6%.
Growth in sales
In recent years, according to the latest results, sales grew in China (+9.5%) to 299 million, in the United States (+42.5%) to 264 million, in Russia (+31.3%) to 131 million, in France (+9.9%) to 128.7 million, in Turkey (+52.2%) to 107 million, in India (+1.2%) to 99.6 million, in Poland (+36.2%) to 94 million, in Mexico (+93.9%) to 81.4 million. An opposite trend was recorded in Germany (-1.4%), which remains however the third export market of the sector for Italy, with sales reaching 259 million euros. A different trend is shown for the domestic market. Consumption
decreased by 13%, reaching 2,220 million euros. The weakness of the demand has had a strong impact on the deliveries to manufacturers, which decreased by 14.8%, down to 1,280 million euros, and on imports, which decreased by 10.4%, and only reaching a total value of 940 million euros. On the other hand, after the significant increase recorded in 2011, the import to consumption ratio within the sector only grew a little more than one percentage point, from 41.1% to 42.3%. However, the export to production ratio gained six percentage points, from 68.5% in 2011 to 74% in 2012. Although the two indicators are not directly linked, they underline the capability of the manufacturers in both guarding the domestic market, and in strongly intensifying their activities on the export front.
Risk of being downgraded
According to Luigi Galdabini, President,
ITALYUCIMU- SISTEMI PER PRODURRE, the positive results of Italian manufacturers are due to a good performance in the foreign markets. Exports, both to emerging and traditional markets, have in fact enabled the companies to close the year at the same levels of 2011. However, the stalling in demand for machine tools in Italy is today a problem, not only for Italian manufacturers, but first and foremost for the country as a whole, which by dismantling its strategic sectors from the chemical sector, to the capital goods sector, to the steel sector one by one, runs the risk of being demoted to a level B economy, believes Galdabini.
Need for immediate measures
The machines tools sector in Italy has been wholly been supported by exports. According to Galdabini, it is necessary that measures are put in place, for the promotion of such an expensive activity,
which is strongly dependant on the degree and the type of technological innovation applied to the product based on its intended market. “I am particularly referring to the provision for the abatement of Irap on personnel, for an amount corresponding to the export/turnover ratio of the enterprise, with the objective of both favouring the more virtuous companies, and promoting the internationalisation process among those that are still strongly dependent on the domestic market”, said Galdabini.
Need for in-depth study
Seeing the complexity of the global framework and the extended drowsiness of the Italian market, an in-depth assessment of the future of the sector is the utmost requirement in the current scenario. As a result, UCIMU-SISTEMI PER PRODURRE is all set to support the organisation of the Machine Tool
General Meetings, planned to take place in autumn 2013 in Italy.
Expectations
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, the recessionary trends had continued in recent months with industrial production on a downward trend. As a result, the economic outlook remains depressed and the Italian economy is expected to contract in 2013, by 0.3%. Indeed, tighter credit conditions in subsequent months will have significant knock-on effects on investment spending on machine tools.
Prediction
The report has also predicted that the six months worth of order backlogs should provide some support in coming months and the investment by the machines tools sectors was forecast to fall by 7.6% in 2012 before growing only 1.1% in 2013.Consequently, apparent consumption was likely to drop by 6.2% in 2012 and expand 1.3% in 2013. As per the report’s prediction, a rebound in investment and apparent consumption as business confidence and production growth pick up is also expected. However, the risks to the forecast are skewed to the downside, particularly given the possibility of a Eurozone exit by one or more countries. This would undoubtedly impact business sentiment and the trade environment implying a steeper fall in investment and apparent consumption than currently seen, the report predicts. ■ Courtesy: UCIMU-SISTEMI PER PRODURRE, and ‘Global Machine Tool Outlook’ by Oxford Economics
F o r e c a s t 2 013 -2 015
Apparent consumption
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 21 |
Investment in machine tool purchasing industries
Exports support business growthYear 2012 has ended on a positive note for the Italian machine tool, robot and automation system manufacturing industry, extending the positive trend recorded since the start of 2010.
After recovering from the 2009 crisis, Italian machine tool, robot and automation system
manufacturing industry, has been extending the positive trend recorded since the start of 2010. The year 2012 has reportedly ended on a positive note but seems to have lost the initial driving spur post 2009 crisis. According to the preliminary data by the Studies Department of UCIMU-SISTEMI PER PRODURRE, in 2012, Italian production of the sector reached €4,930 million, showing a 3.5% increase as compared with the previous years. However, this has been made possible by a very good performance in exports, which grew by 12%, reaching €3,650 million. According to the elaboration of the Studies Department of UCIMU, on the basis of ISTAT data during the first nine months of the year, the main Italian machine tool export markets were China, United States, Germany, Russia, France, Brazil, Turkey, India, Poland, and Mexico.
2013 forecasts
According to the report, the 2013 forecasts indicate a slowing down in the Italian machine tool, robot, and automation system manufacturing industry. In particular, production is expected to increase by 1.2%, reaching 4,990 million euros. Compared with the positive trend of the foreign market, which as shown by the export forecasts will grow by 2.1%, to 3,725 million euros, the domestic market will shrink significantly. Consumptions will decrease by 1.6%, to 2,185 million euros. The structural reduction of the domestic market will have an impact on both the deliveries of manufacturers,
which will decrease by 1.2% to 1,265 million euros, and on imports, which will decrease by 2.1% to 920 million euros. In 2013 the import/consumption ratio will decrease to 42.1%, while the export/production ratio will continue to increase, reaching 74.6%.
Growth in sales
In recent years, according to the latest results, sales grew in China (+9.5%) to 299 million, in the United States (+42.5%) to 264 million, in Russia (+31.3%) to 131 million, in France (+9.9%) to 128.7 million, in Turkey (+52.2%) to 107 million, in India (+1.2%) to 99.6 million, in Poland (+36.2%) to 94 million, in Mexico (+93.9%) to 81.4 million. An opposite trend was recorded in Germany (-1.4%), which remains however the third export market of the sector for Italy, with sales reaching 259 million euros. A different trend is shown for the domestic market. Consumption
decreased by 13%, reaching 2,220 million euros. The weakness of the demand has had a strong impact on the deliveries to manufacturers, which decreased by 14.8%, down to 1,280 million euros, and on imports, which decreased by 10.4%, and only reaching a total value of 940 million euros. On the other hand, after the significant increase recorded in 2011, the import to consumption ratio within the sector only grew a little more than one percentage point, from 41.1% to 42.3%. However, the export to production ratio gained six percentage points, from 68.5% in 2011 to 74% in 2012. Although the two indicators are not directly linked, they underline the capability of the manufacturers in both guarding the domestic market, and in strongly intensifying their activities on the export front.
Risk of being downgraded
According to Luigi Galdabini, President,
ITALYUCIMU- SISTEMI PER PRODURRE, the positive results of Italian manufacturers are due to a good performance in the foreign markets. Exports, both to emerging and traditional markets, have in fact enabled the companies to close the year at the same levels of 2011. However, the stalling in demand for machine tools in Italy is today a problem, not only for Italian manufacturers, but first and foremost for the country as a whole, which by dismantling its strategic sectors from the chemical sector, to the capital goods sector, to the steel sector one by one, runs the risk of being demoted to a level B economy, believes Galdabini.
Need for immediate measures
The machines tools sector in Italy has been wholly been supported by exports. According to Galdabini, it is necessary that measures are put in place, for the promotion of such an expensive activity,
which is strongly dependant on the degree and the type of technological innovation applied to the product based on its intended market. “I am particularly referring to the provision for the abatement of Irap on personnel, for an amount corresponding to the export/turnover ratio of the enterprise, with the objective of both favouring the more virtuous companies, and promoting the internationalisation process among those that are still strongly dependent on the domestic market”, said Galdabini.
Need for in-depth study
Seeing the complexity of the global framework and the extended drowsiness of the Italian market, an in-depth assessment of the future of the sector is the utmost requirement in the current scenario. As a result, UCIMU-SISTEMI PER PRODURRE is all set to support the organisation of the Machine Tool
General Meetings, planned to take place in autumn 2013 in Italy.
Expectations
As per the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, the recessionary trends had continued in recent months with industrial production on a downward trend. As a result, the economic outlook remains depressed and the Italian economy is expected to contract in 2013, by 0.3%. Indeed, tighter credit conditions in subsequent months will have significant knock-on effects on investment spending on machine tools.
Prediction
The report has also predicted that the six months worth of order backlogs should provide some support in coming months and the investment by the machines tools sectors was forecast to fall by 7.6% in 2012 before growing only 1.1% in 2013.Consequently, apparent consumption was likely to drop by 6.2% in 2012 and expand 1.3% in 2013. As per the report’s prediction, a rebound in investment and apparent consumption as business confidence and production growth pick up is also expected. However, the risks to the forecast are skewed to the downside, particularly given the possibility of a Eurozone exit by one or more countries. This would undoubtedly impact business sentiment and the trade environment implying a steeper fall in investment and apparent consumption than currently seen, the report predicts. ■ Courtesy: UCIMU-SISTEMI PER PRODURRE, and ‘Global Machine Tool Outlook’ by Oxford Economics
F o r e c a s t 2 013 -2 015
Apparent consumption
Source: Oxford Economics
EM KOMPENDIUM | 2013
| 22 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Emerges the 3rd largest producerAmid fears that there is uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions may damage the investment environment, Spain’s machine tool industry has emerged as the 3rd largest producer.
Spain is the third largest producer and exporter of machine tools in the European Union and the
ninth largest in the world. The Spanish machine tool industry is famous for huge accessories, components and cutting tools for machines. Spanish products are hugely incorporated into machines tools and used in machinised process in different industries which include automotive, aeronautical and aerospace industries, railroads, energy production, machine tools, micro-nanotechnology, etc.
Machine tool classification
Spanish Institute for Foreign Trade (ICEX) has classified Spanish machine tools sector in three parts; accessories for machines tools which denote fixtures and clamp elements, tool holders, parts holders & other accessories and machine tool components and equipments which include transmission elements, machine components, gears, etc, and rest is the cutting and shaping tools.
Innovations and R&D
According to ICEX, Spanish companies in the sector always tend to spend a significant portion of their resources on R&D+i (investment).
Most interestingly, significant manufacturers always want to differenciate their products proving them as the best providers who gave solutions that meet the expectation of clients. Apart from these, the continuous effort for day to day innovations and investment & proper training have helped the country to make a considerable position in the world market.
3rd largest producer and exporter in EU
Spain with all it’s effort has been able to rank the third largest producer and exporter of machine tools in the European Union and the ninth largest in the world. Significantly, in 2011, turnover from the machine tool and manufacturing technology sector, which includes machine tool, accessory, component and tool manufacturers, increased by 22.7% to reach an overall figure of €1,250.1 million.
O V E R A L L S E C T O R D ATA
Promising 2012
Machine tools accounted for €771.3 million, a 22.06% increase on the previous year’s figure of €631.92 million. Accessories, components and tools, which accounted for €320.4 million in 2011, rose by 10.8% with respect to €289.1 million earned in 2010. There has also been a 56.3% increase in the group consisting of other machines and technologies. €180.3 million euros were earned in 2011, as
SPAIN
TOTAL FOR SECTOR 2011 2010 % 11/10
TOTAL PRODUCTION* 1,250.06 1,018.73 25.88
Metalworking 495.45 393.60 15.76
Deformation 275.88 238.32 12.60
Accessories 27.26 24.21 2.53
Components 194.38 189.58 2.53
Cutting and deforming tools 98.78 75.38 31.04
Other machines and technologies 180.31 115.34 56.33
TOTAL EXPORTS 1,003.07 727.99 37.79
Exports for Metalworking 460.71 297.51 54.86
Exports for Deformation 234.22 186.64 25.49
Exports for Accessories* 13.10 13.78 -4.95
Exports for Components* 131.69 130.59 0.84
Exports for cutting and deforming tools* 57.37 36.22 58.39
Exports for other machines and technologies 105.98 63.25 67.56
Domestic sales 246.99 290.74 -15.05
Export / Production 80.24% 71.46% 12.29
MACHINE TOOLS 2011 2010 % 11/10
TOTAL PRODUCTION 771.34 631.92 22.06
Metalworking 495.46 393.60 25.88
Deformation 275.88 238.32 15.76
TOTAL EXPORT 694.92 484.20 43.52
Source: AFM
compared to the 2010 figure of €115.34 million. Total exports for the sector accounted for over 80% of the sector’s overall production figures. In all, exports yielded €1,003 million, 37.8% more than €728 million for 2011.
Meeting expectation by sub-sectors
Breaking these figures down by sub-sectors, international machine tool sales amounted to €694.9 million, which is a 43.52% increase on the previous year’s figures. One particularly impressive figure is that over 90% of all machine tools produced in Spain in 2011 were exported to the foreign markets. As regards accessories, components and tools, export figures reached €202.16 million, which is a 12% increase on the figure for 2010, €180.6 million. In this case, 63% of the production was for export. Also, the group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. The group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. By markets, China became the top machine tool export destination for the first time (15.6%), relegating Germany to second place with 15.2%. After China and Germany, the top five export destinations are Mexico (7.1%), India (5.7%) and France (5.4%), together representing 49% of total exports. Next on the list are Portugal (5.1%), Hungary (4.8%), Brazil (4.5%), the USA (4.3%) and Italy (3.8%).
Analysis of accessory, component and tool export destinations places France in pole position with 16.1%, followed by Germany (12.7%) and Italy (8.4%). Portugal (6.7%) and Sweden (5.3%) rank fourth and fifth respectively. The top five companies in the ranking also represent 49% of the total. They are followed by the USA (5%), China (4.9%), Belgium (3.7%), Mexico (3%) and the Netherlands (2.9%).
Risks to forecasts
According to the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, Spain has not been spared from the risks to the forecasts which are skewed to the downside. The report fears there is still
much uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions will damage the investment environment.
Prediction
In addition, the report believes that the Spanish economy would be exposed in the event of a Eurozone exit. The report has predicted that the apparent consumption (Euro) in 2014-2015 will be 9.0%-9.5% while the industrial production and investment for the years will be 3.9%-3.9% and 9.1%-8.7%. ■
Courtesy: AFM, and ‘Global Outlook on Machine Tools Industry’ by Oxford Economics
Investment in machine tool purchasing industries
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 23 |
Emerges the 3rd largest producerAmid fears that there is uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions may damage the investment environment, Spain’s machine tool industry has emerged as the 3rd largest producer.
Spain is the third largest producer and exporter of machine tools in the European Union and the
ninth largest in the world. The Spanish machine tool industry is famous for huge accessories, components and cutting tools for machines. Spanish products are hugely incorporated into machines tools and used in machinised process in different industries which include automotive, aeronautical and aerospace industries, railroads, energy production, machine tools, micro-nanotechnology, etc.
Machine tool classification
Spanish Institute for Foreign Trade (ICEX) has classified Spanish machine tools sector in three parts; accessories for machines tools which denote fixtures and clamp elements, tool holders, parts holders & other accessories and machine tool components and equipments which include transmission elements, machine components, gears, etc, and rest is the cutting and shaping tools.
Innovations and R&D
According to ICEX, Spanish companies in the sector always tend to spend a significant portion of their resources on R&D+i (investment).
Most interestingly, significant manufacturers always want to differenciate their products proving them as the best providers who gave solutions that meet the expectation of clients. Apart from these, the continuous effort for day to day innovations and investment & proper training have helped the country to make a considerable position in the world market.
3rd largest producer and exporter in EU
Spain with all it’s effort has been able to rank the third largest producer and exporter of machine tools in the European Union and the ninth largest in the world. Significantly, in 2011, turnover from the machine tool and manufacturing technology sector, which includes machine tool, accessory, component and tool manufacturers, increased by 22.7% to reach an overall figure of €1,250.1 million.
O V E R A L L S E C T O R D ATA
Promising 2012
Machine tools accounted for €771.3 million, a 22.06% increase on the previous year’s figure of €631.92 million. Accessories, components and tools, which accounted for €320.4 million in 2011, rose by 10.8% with respect to €289.1 million earned in 2010. There has also been a 56.3% increase in the group consisting of other machines and technologies. €180.3 million euros were earned in 2011, as
SPAIN
TOTAL FOR SECTOR 2011 2010 % 11/10
TOTAL PRODUCTION* 1,250.06 1,018.73 25.88
Metalworking 495.45 393.60 15.76
Deformation 275.88 238.32 12.60
Accessories 27.26 24.21 2.53
Components 194.38 189.58 2.53
Cutting and deforming tools 98.78 75.38 31.04
Other machines and technologies 180.31 115.34 56.33
TOTAL EXPORTS 1,003.07 727.99 37.79
Exports for Metalworking 460.71 297.51 54.86
Exports for Deformation 234.22 186.64 25.49
Exports for Accessories* 13.10 13.78 -4.95
Exports for Components* 131.69 130.59 0.84
Exports for cutting and deforming tools* 57.37 36.22 58.39
Exports for other machines and technologies 105.98 63.25 67.56
Domestic sales 246.99 290.74 -15.05
Export / Production 80.24% 71.46% 12.29
MACHINE TOOLS 2011 2010 % 11/10
TOTAL PRODUCTION 771.34 631.92 22.06
Metalworking 495.46 393.60 25.88
Deformation 275.88 238.32 15.76
TOTAL EXPORT 694.92 484.20 43.52
Source: AFM
compared to the 2010 figure of €115.34 million. Total exports for the sector accounted for over 80% of the sector’s overall production figures. In all, exports yielded €1,003 million, 37.8% more than €728 million for 2011.
Meeting expectation by sub-sectors
Breaking these figures down by sub-sectors, international machine tool sales amounted to €694.9 million, which is a 43.52% increase on the previous year’s figures. One particularly impressive figure is that over 90% of all machine tools produced in Spain in 2011 were exported to the foreign markets. As regards accessories, components and tools, export figures reached €202.16 million, which is a 12% increase on the figure for 2010, €180.6 million. In this case, 63% of the production was for export. Also, the group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. The group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. By markets, China became the top machine tool export destination for the first time (15.6%), relegating Germany to second place with 15.2%. After China and Germany, the top five export destinations are Mexico (7.1%), India (5.7%) and France (5.4%), together representing 49% of total exports. Next on the list are Portugal (5.1%), Hungary (4.8%), Brazil (4.5%), the USA (4.3%) and Italy (3.8%).
Analysis of accessory, component and tool export destinations places France in pole position with 16.1%, followed by Germany (12.7%) and Italy (8.4%). Portugal (6.7%) and Sweden (5.3%) rank fourth and fifth respectively. The top five companies in the ranking also represent 49% of the total. They are followed by the USA (5%), China (4.9%), Belgium (3.7%), Mexico (3%) and the Netherlands (2.9%).
Risks to forecasts
According to the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, Spain has not been spared from the risks to the forecasts which are skewed to the downside. The report fears there is still
much uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions will damage the investment environment.
Prediction
In addition, the report believes that the Spanish economy would be exposed in the event of a Eurozone exit. The report has predicted that the apparent consumption (Euro) in 2014-2015 will be 9.0%-9.5% while the industrial production and investment for the years will be 3.9%-3.9% and 9.1%-8.7%. ■
Courtesy: AFM, and ‘Global Outlook on Machine Tools Industry’ by Oxford Economics
Investment in machine tool purchasing industries
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
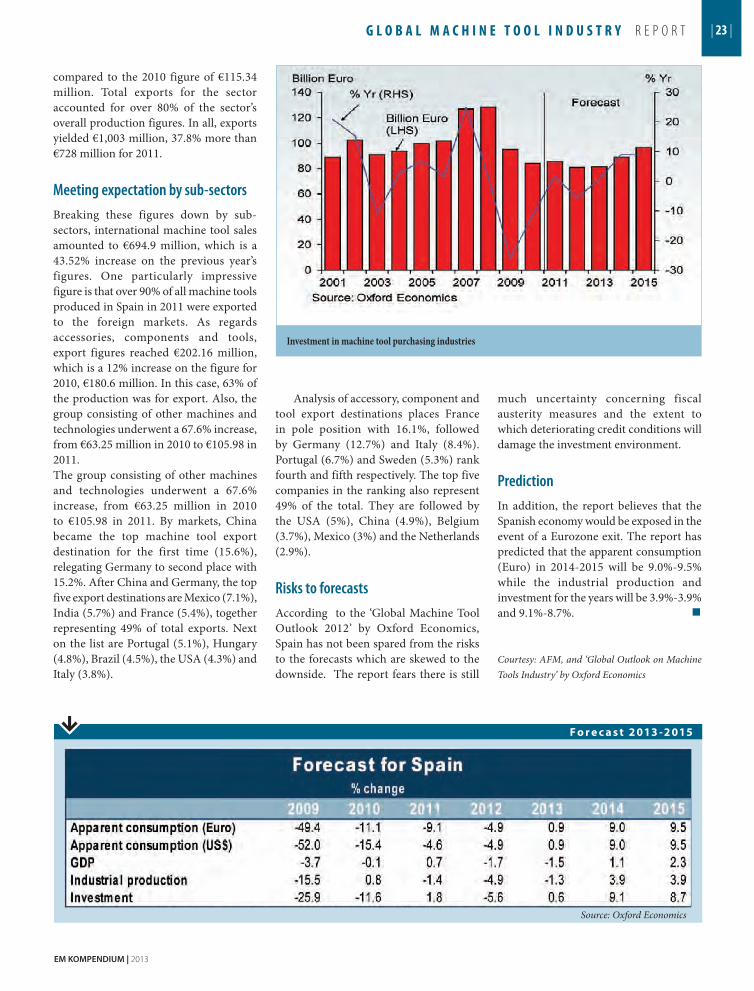
EM KOMPENDIUM | 2013
| 22 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Emerges the 3rd largest producerAmid fears that there is uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions may damage the investment environment, Spain’s machine tool industry has emerged as the 3rd largest producer.
Spain is the third largest producer and exporter of machine tools in the European Union and the
ninth largest in the world. The Spanish machine tool industry is famous for huge accessories, components and cutting tools for machines. Spanish products are hugely incorporated into machines tools and used in machinised process in different industries which include automotive, aeronautical and aerospace industries, railroads, energy production, machine tools, micro-nanotechnology, etc.
Machine tool classification
Spanish Institute for Foreign Trade (ICEX) has classified Spanish machine tools sector in three parts; accessories for machines tools which denote fixtures and clamp elements, tool holders, parts holders & other accessories and machine tool components and equipments which include transmission elements, machine components, gears, etc, and rest is the cutting and shaping tools.
Innovations and R&D
According to ICEX, Spanish companies in the sector always tend to spend a significant portion of their resources on R&D+i (investment).
Most interestingly, significant manufacturers always want to differenciate their products proving them as the best providers who gave solutions that meet the expectation of clients. Apart from these, the continuous effort for day to day innovations and investment & proper training have helped the country to make a considerable position in the world market.
3rd largest producer and exporter in EU
Spain with all it’s effort has been able to rank the third largest producer and exporter of machine tools in the European Union and the ninth largest in the world. Significantly, in 2011, turnover from the machine tool and manufacturing technology sector, which includes machine tool, accessory, component and tool manufacturers, increased by 22.7% to reach an overall figure of €1,250.1 million.
O V E R A L L S E C T O R D ATA
Promising 2012
Machine tools accounted for €771.3 million, a 22.06% increase on the previous year’s figure of €631.92 million. Accessories, components and tools, which accounted for €320.4 million in 2011, rose by 10.8% with respect to €289.1 million earned in 2010. There has also been a 56.3% increase in the group consisting of other machines and technologies. €180.3 million euros were earned in 2011, as
SPAIN
TOTAL FOR SECTOR 2011 2010 % 11/10
TOTAL PRODUCTION* 1,250.06 1,018.73 25.88
Metalworking 495.45 393.60 15.76
Deformation 275.88 238.32 12.60
Accessories 27.26 24.21 2.53
Components 194.38 189.58 2.53
Cutting and deforming tools 98.78 75.38 31.04
Other machines and technologies 180.31 115.34 56.33
TOTAL EXPORTS 1,003.07 727.99 37.79
Exports for Metalworking 460.71 297.51 54.86
Exports for Deformation 234.22 186.64 25.49
Exports for Accessories* 13.10 13.78 -4.95
Exports for Components* 131.69 130.59 0.84
Exports for cutting and deforming tools* 57.37 36.22 58.39
Exports for other machines and technologies 105.98 63.25 67.56
Domestic sales 246.99 290.74 -15.05
Export / Production 80.24% 71.46% 12.29
MACHINE TOOLS 2011 2010 % 11/10
TOTAL PRODUCTION 771.34 631.92 22.06
Metalworking 495.46 393.60 25.88
Deformation 275.88 238.32 15.76
TOTAL EXPORT 694.92 484.20 43.52
Source: AFM
compared to the 2010 figure of €115.34 million. Total exports for the sector accounted for over 80% of the sector’s overall production figures. In all, exports yielded €1,003 million, 37.8% more than €728 million for 2011.
Meeting expectation by sub-sectors
Breaking these figures down by sub-sectors, international machine tool sales amounted to €694.9 million, which is a 43.52% increase on the previous year’s figures. One particularly impressive figure is that over 90% of all machine tools produced in Spain in 2011 were exported to the foreign markets. As regards accessories, components and tools, export figures reached €202.16 million, which is a 12% increase on the figure for 2010, €180.6 million. In this case, 63% of the production was for export. Also, the group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. The group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. By markets, China became the top machine tool export destination for the first time (15.6%), relegating Germany to second place with 15.2%. After China and Germany, the top five export destinations are Mexico (7.1%), India (5.7%) and France (5.4%), together representing 49% of total exports. Next on the list are Portugal (5.1%), Hungary (4.8%), Brazil (4.5%), the USA (4.3%) and Italy (3.8%).
Analysis of accessory, component and tool export destinations places France in pole position with 16.1%, followed by Germany (12.7%) and Italy (8.4%). Portugal (6.7%) and Sweden (5.3%) rank fourth and fifth respectively. The top five companies in the ranking also represent 49% of the total. They are followed by the USA (5%), China (4.9%), Belgium (3.7%), Mexico (3%) and the Netherlands (2.9%).
Risks to forecasts
According to the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, Spain has not been spared from the risks to the forecasts which are skewed to the downside. The report fears there is still
much uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions will damage the investment environment.
Prediction
In addition, the report believes that the Spanish economy would be exposed in the event of a Eurozone exit. The report has predicted that the apparent consumption (Euro) in 2014-2015 will be 9.0%-9.5% while the industrial production and investment for the years will be 3.9%-3.9% and 9.1%-8.7%. ■
Courtesy: AFM, and ‘Global Outlook on Machine Tools Industry’ by Oxford Economics
Investment in machine tool purchasing industries
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 23 |
Emerges the 3rd largest producerAmid fears that there is uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions may damage the investment environment, Spain’s machine tool industry has emerged as the 3rd largest producer.
Spain is the third largest producer and exporter of machine tools in the European Union and the
ninth largest in the world. The Spanish machine tool industry is famous for huge accessories, components and cutting tools for machines. Spanish products are hugely incorporated into machines tools and used in machinised process in different industries which include automotive, aeronautical and aerospace industries, railroads, energy production, machine tools, micro-nanotechnology, etc.
Machine tool classification
Spanish Institute for Foreign Trade (ICEX) has classified Spanish machine tools sector in three parts; accessories for machines tools which denote fixtures and clamp elements, tool holders, parts holders & other accessories and machine tool components and equipments which include transmission elements, machine components, gears, etc, and rest is the cutting and shaping tools.
Innovations and R&D
According to ICEX, Spanish companies in the sector always tend to spend a significant portion of their resources on R&D+i (investment).
Most interestingly, significant manufacturers always want to differenciate their products proving them as the best providers who gave solutions that meet the expectation of clients. Apart from these, the continuous effort for day to day innovations and investment & proper training have helped the country to make a considerable position in the world market.
3rd largest producer and exporter in EU
Spain with all it’s effort has been able to rank the third largest producer and exporter of machine tools in the European Union and the ninth largest in the world. Significantly, in 2011, turnover from the machine tool and manufacturing technology sector, which includes machine tool, accessory, component and tool manufacturers, increased by 22.7% to reach an overall figure of €1,250.1 million.
O V E R A L L S E C T O R D ATA
Promising 2012
Machine tools accounted for €771.3 million, a 22.06% increase on the previous year’s figure of €631.92 million. Accessories, components and tools, which accounted for €320.4 million in 2011, rose by 10.8% with respect to €289.1 million earned in 2010. There has also been a 56.3% increase in the group consisting of other machines and technologies. €180.3 million euros were earned in 2011, as
SPAIN
TOTAL FOR SECTOR 2011 2010 % 11/10
TOTAL PRODUCTION* 1,250.06 1,018.73 25.88
Metalworking 495.45 393.60 15.76
Deformation 275.88 238.32 12.60
Accessories 27.26 24.21 2.53
Components 194.38 189.58 2.53
Cutting and deforming tools 98.78 75.38 31.04
Other machines and technologies 180.31 115.34 56.33
TOTAL EXPORTS 1,003.07 727.99 37.79
Exports for Metalworking 460.71 297.51 54.86
Exports for Deformation 234.22 186.64 25.49
Exports for Accessories* 13.10 13.78 -4.95
Exports for Components* 131.69 130.59 0.84
Exports for cutting and deforming tools* 57.37 36.22 58.39
Exports for other machines and technologies 105.98 63.25 67.56
Domestic sales 246.99 290.74 -15.05
Export / Production 80.24% 71.46% 12.29
MACHINE TOOLS 2011 2010 % 11/10
TOTAL PRODUCTION 771.34 631.92 22.06
Metalworking 495.46 393.60 25.88
Deformation 275.88 238.32 15.76
TOTAL EXPORT 694.92 484.20 43.52
Source: AFM
compared to the 2010 figure of €115.34 million. Total exports for the sector accounted for over 80% of the sector’s overall production figures. In all, exports yielded €1,003 million, 37.8% more than €728 million for 2011.
Meeting expectation by sub-sectors
Breaking these figures down by sub-sectors, international machine tool sales amounted to €694.9 million, which is a 43.52% increase on the previous year’s figures. One particularly impressive figure is that over 90% of all machine tools produced in Spain in 2011 were exported to the foreign markets. As regards accessories, components and tools, export figures reached €202.16 million, which is a 12% increase on the figure for 2010, €180.6 million. In this case, 63% of the production was for export. Also, the group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. The group consisting of other machines and technologies underwent a 67.6% increase, from €63.25 million in 2010 to €105.98 in 2011. By markets, China became the top machine tool export destination for the first time (15.6%), relegating Germany to second place with 15.2%. After China and Germany, the top five export destinations are Mexico (7.1%), India (5.7%) and France (5.4%), together representing 49% of total exports. Next on the list are Portugal (5.1%), Hungary (4.8%), Brazil (4.5%), the USA (4.3%) and Italy (3.8%).
Analysis of accessory, component and tool export destinations places France in pole position with 16.1%, followed by Germany (12.7%) and Italy (8.4%). Portugal (6.7%) and Sweden (5.3%) rank fourth and fifth respectively. The top five companies in the ranking also represent 49% of the total. They are followed by the USA (5%), China (4.9%), Belgium (3.7%), Mexico (3%) and the Netherlands (2.9%).
Risks to forecasts
According to the ‘Global Machine Tool Outlook 2012’ by Oxford Economics, Spain has not been spared from the risks to the forecasts which are skewed to the downside. The report fears there is still
much uncertainty concerning fiscal austerity measures and the extent to which deteriorating credit conditions will damage the investment environment.
Prediction
In addition, the report believes that the Spanish economy would be exposed in the event of a Eurozone exit. The report has predicted that the apparent consumption (Euro) in 2014-2015 will be 9.0%-9.5% while the industrial production and investment for the years will be 3.9%-3.9% and 9.1%-8.7%. ■
Courtesy: AFM, and ‘Global Outlook on Machine Tools Industry’ by Oxford Economics
Investment in machine tool purchasing industries
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 24 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Growth to return in 2014There is an increased level of caution about demand, especially related to UK-based machine tool purchasers who are exporting to Europe where demand is likely to be weaker in the coming year, though growth is expected to return in 2014 as the general economic situation improves.
According to Manufacturing Technologies Association (MTA), the estimates of the UK
market can be made using the formula “production minus exports plus imports”. By most international benchmarks, UK manufacturing is doing well and leading the way in its export push. But with better, more focused and directed support and investment, UK plc could do even better. This is not necessarily about ploughing in more funds; it is more about enabling existing investments to be better targeted and spent, on training, genuine partnership between companies and research institutions, and the development of the manufacturing intellectual property that will power UK economy.
As per the association’s report, there was a small trade deficit for the UK in the machine tools, cutting tools and toll/work holding equipment sector while this is not true for other aspects of the manufacturing technology sector, especially metrology equipment (although the situation here is also confused by indirect exports and imports of equipment which is fitted to machinery when it is traded), where the UK has a significant trade surplus. Based on this, MTA has estimated that the UK market for manufacturing technology equipment is about £1 billion.
2011, a remarkable year for UK
2011 was the most remarkable year for the machine tools industry of UK. As per a report by Manufacturing Technologies Association (MTA), the turnover for the manufacturing technology sector in the UK in 2011 was about £1.2 billion, of which more than 80% is exported. Data on the output of machine tools, cutting tools
and tool/work-holding equipment gives a total of around £800 million, of which just under £750 million was exported. Beyond this, the output of metrology equipment was worth in the region of £300 million, again with a high export ratio; finally, the turnover for other manufacturing technology was estimated at £100 million, giving the total of £1.2 billion
In 2011, the UK machine tool industry is estimated to have been 14th in the world league table for production, according to figures compiled by Gardner Publications Inc. (Metalworking Insiders’ Report), although changes in exchange rates do affect some of the positions.
The UK is 12th in the league table of exporters and is the 16th largest importer. As a result, the UK was the 17th largest machine tool market having, like some other traditional markets such as Canada,
France and Switzerland, slipped down this list in recent years, being overtaken by emerging markets such as India, Brazil, Russia and Turkey.
Business sequence
The customers of the manufacturing technology suppliers are concentrated, although not exclusively, in the metal goods, machinery, automotive, aerospace and other transport equipment sectors. This means that those who supply capital goods (i.e. machine tools and some aspects of the metrology industry) suffer more than most from cycles of demand in the economy.
According to MTA, being dependent on investment means that confidence (which is hard to predict), finance and capacity utilisation are the principal
UK
Apparent Consumption
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 25 |
Growth to return in 2014 drivers of demand. In addition, there is often a time lag between the cycles for demand and investment, as well as one between orders and shipments within the industry. This makes large parts of the manufacturing technology sector highly cyclical and, therefore, significant percentage changes in business from year to year are common, even under “normal” business conditions. Demand for cutting tools and other “consumable items within the sector” is more closely related to the output levels of the user industries.
Different outlook
Amidst all positive results from 2011, ‘Global Machine Tool Outlook 2012’ by Oxford Economics has projected a different outlook for UK machines tools sector. As per the report, the worsening situation in Eurozone and drag from fiscal consolidation has resulted in a downward revision to UK growth projection.
Weaker investment
Industrial production forecasts have been downgraded also and activity in 5 of the 8 key machines consuming sectors was expected to contract. The hardest hit sectors include basic metals and precision instruments. As a result of lower production forecasts and a weaker investment environment projections for investment by the MT sectors have been revised down. MT-weighted investment is expected to grow by 2.3% in 2012. Machines tools investment are expected to accelerate in 2013 as output picks up.
Future prediction
The very latest data from the machine tools sector still paints a fairly solid picture for order intake. Orders were up 28% year-on-year in Q42011. However, given the expected deceleration in investment by key machine tools sectors, Oxford Economics does not expect such strong momentum in order activity to be maintained although order backlogs should provide some support to consumption this year. Consumption was also expected to grow by 5.6% in 2012, slowing to growth of 3.0% in 2013 as order backlogs will have been worked through.
The MTA is forecasting an uncertain environment for the UK machine tool
F o r e c a s t 2 013 -2 015
sector over the next year. At the MTA’s annual Forecast Seminar, held at the University of Warwick’s International Digital Laboratory, it was anticipated that the outlook for 2013 will be uncertain, though 2012 was predicted to be stronger than 2011. According to the MTA prediction, there is an increased level of caution about demand, especially related to UK based machine tool purchasers who are exporting to Europe where demand is likely to be weaker in the coming year. Growth is expected to return in 2014 as the general economic situation improves. ■ Courtesy: MTA (The Manufacturing Technologies Association), and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
Investment in machine tool purchasing industries
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 24 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Growth to return in 2014There is an increased level of caution about demand, especially related to UK-based machine tool purchasers who are exporting to Europe where demand is likely to be weaker in the coming year, though growth is expected to return in 2014 as the general economic situation improves.
According to Manufacturing Technologies Association (MTA), the estimates of the UK
market can be made using the formula “production minus exports plus imports”. By most international benchmarks, UK manufacturing is doing well and leading the way in its export push. But with better, more focused and directed support and investment, UK plc could do even better. This is not necessarily about ploughing in more funds; it is more about enabling existing investments to be better targeted and spent, on training, genuine partnership between companies and research institutions, and the development of the manufacturing intellectual property that will power UK economy.
As per the association’s report, there was a small trade deficit for the UK in the machine tools, cutting tools and toll/work holding equipment sector while this is not true for other aspects of the manufacturing technology sector, especially metrology equipment (although the situation here is also confused by indirect exports and imports of equipment which is fitted to machinery when it is traded), where the UK has a significant trade surplus. Based on this, MTA has estimated that the UK market for manufacturing technology equipment is about £1 billion.
2011, a remarkable year for UK
2011 was the most remarkable year for the machine tools industry of UK. As per a report by Manufacturing Technologies Association (MTA), the turnover for the manufacturing technology sector in the UK in 2011 was about £1.2 billion, of which more than 80% is exported. Data on the output of machine tools, cutting tools
and tool/work-holding equipment gives a total of around £800 million, of which just under £750 million was exported. Beyond this, the output of metrology equipment was worth in the region of £300 million, again with a high export ratio; finally, the turnover for other manufacturing technology was estimated at £100 million, giving the total of £1.2 billion
In 2011, the UK machine tool industry is estimated to have been 14th in the world league table for production, according to figures compiled by Gardner Publications Inc. (Metalworking Insiders’ Report), although changes in exchange rates do affect some of the positions.
The UK is 12th in the league table of exporters and is the 16th largest importer. As a result, the UK was the 17th largest machine tool market having, like some other traditional markets such as Canada,
France and Switzerland, slipped down this list in recent years, being overtaken by emerging markets such as India, Brazil, Russia and Turkey.
Business sequence
The customers of the manufacturing technology suppliers are concentrated, although not exclusively, in the metal goods, machinery, automotive, aerospace and other transport equipment sectors. This means that those who supply capital goods (i.e. machine tools and some aspects of the metrology industry) suffer more than most from cycles of demand in the economy.
According to MTA, being dependent on investment means that confidence (which is hard to predict), finance and capacity utilisation are the principal
UK
Apparent Consumption
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 25 |
Growth to return in 2014 drivers of demand. In addition, there is often a time lag between the cycles for demand and investment, as well as one between orders and shipments within the industry. This makes large parts of the manufacturing technology sector highly cyclical and, therefore, significant percentage changes in business from year to year are common, even under “normal” business conditions. Demand for cutting tools and other “consumable items within the sector” is more closely related to the output levels of the user industries.
Different outlook
Amidst all positive results from 2011, ‘Global Machine Tool Outlook 2012’ by Oxford Economics has projected a different outlook for UK machines tools sector. As per the report, the worsening situation in Eurozone and drag from fiscal consolidation has resulted in a downward revision to UK growth projection.
Weaker investment
Industrial production forecasts have been downgraded also and activity in 5 of the 8 key machines consuming sectors was expected to contract. The hardest hit sectors include basic metals and precision instruments. As a result of lower production forecasts and a weaker investment environment projections for investment by the MT sectors have been revised down. MT-weighted investment is expected to grow by 2.3% in 2012. Machines tools investment are expected to accelerate in 2013 as output picks up.
Future prediction
The very latest data from the machine tools sector still paints a fairly solid picture for order intake. Orders were up 28% year-on-year in Q42011. However, given the expected deceleration in investment by key machine tools sectors, Oxford Economics does not expect such strong momentum in order activity to be maintained although order backlogs should provide some support to consumption this year. Consumption was also expected to grow by 5.6% in 2012, slowing to growth of 3.0% in 2013 as order backlogs will have been worked through.
The MTA is forecasting an uncertain environment for the UK machine tool
F o r e c a s t 2 013 -2 015
sector over the next year. At the MTA’s annual Forecast Seminar, held at the University of Warwick’s International Digital Laboratory, it was anticipated that the outlook for 2013 will be uncertain, though 2012 was predicted to be stronger than 2011. According to the MTA prediction, there is an increased level of caution about demand, especially related to UK based machine tool purchasers who are exporting to Europe where demand is likely to be weaker in the coming year. Growth is expected to return in 2014 as the general economic situation improves. ■ Courtesy: MTA (The Manufacturing Technologies Association), and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
Investment in machine tool purchasing industries
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 26 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
TAIWAN
Technology key to growth For the US machine tool industry, new technology is critical, but that technology must be partnered with strong commitments to customer’s success. Also, the emerging need for skilled labour and need for renewed domestic manufacturing capacity should be addressed.
Despite shortage of skilled labour and a widely held misconception that manufacturing is a dying
industry in the United States, as per Association for Manufacturing Technology (AMT) the US manufacturing technology orders totaled $410.42 million. This total, as reported by companies participating in the USMTO program, was down 17.0% from March but up 2.9% when compared with the total of $398.73 million reported for April 2011. With a year-to-date total of $1,763.77 million, 2012 is up 10.2% compared with 2011.
Orders up 4.8% from 2011
As per the November 2012 records, the US manufacturing technology orders totaled $421.83 million according to AMT - The Association For Manufacturing Technology. This total, as reported by companies participating in the USMTO programme, was down 11.0% from October and down 8.5% when compared with the total of $460.86 million reported for November 2011. With a year-to-date total of $5,212.17 million, 2012 was up 4.8% compared with 2011. The United States Manufacturing Technology Orders
(USMTO) report, compiled by the trade association representing the production and distribution of manufacturing technology, provides regional and national US orders data of domestic and imported machine tools and related equipment. Analysis of manufacturing technology orders provides a reliable leading economic indicator as manufacturing industries invest in capital metalworking equipment to increase capacity and improve productivity.
“Orders for all of 2012 remain full steam ahead, likely on pace to pass the totals of 2011 and echoing the overall strength of manufacturing for the year,” said Douglas Woods, President, AMT. “While economic uncertainty remains a concern for both businesses and consumers, we anticipate a steady, albeit slower growth for manufacturing as we begin 2013.” US manufacturing technology orders are also reported on a regional basis - Northeast Region order $66.02 million; Southern Region orders $65.47 million; Midwest Region $129.36 million; Central Region orders $109.15 million; while Western Region orders stood at $51.82 million. The $615.22 million year-to-date total was 6.7% above the
total for the same period in 2011.
Prediction
Although the US economy strengthened at the end of 2011, a weak first half of the year meant growth for the year as a whole was just 1.7%. Activity is forecast to pick up as the recovery in economic activity gathers steam – labour markets are gradually improving, boosting consumer confidence and spending. However, the forecast for business investment has been cut as investment was pulled forward to 2011 to take advantage of tax breaks. Nevertheless, it is still forecast to grow at a faster pace than much of the developed world. The machine tool sector will also consider manufacturing more machines that offer increased ergonomic and environmental performance and new systems designed to ramp up machine tool productivity, performance, reliability, and durability. The industry is likely to expand and build upon multi-tasking machine technology. ■ Courtesy: Association for Manufacturing Technology (AMT) and ‘Global Machine Tool Outlook’ by Oxford Economics
USA
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 27 |
Double digit growth in 2013Long-term investment by Taiwanese firms in the development of key machine tool parts and components has successfully boosted the industry’s performance and technological expertise, apart from creating cheaper cost benefits in competitive markets.
According to a TAITRA (Taiwan External Trade Development Council) report, Taiwan’s
machine tool suppliers are likely to play a major role in the global machine tool market. As of 2011, Taiwan ranked the world’s 4th largest machine tool exporter. Moreover, government’s large-scale support with steady effort of companies has helped Taiwan’s machinery industry to accumulate capabilities in R&D, manufacturing and marketing.
Positive growth
According to statistics compiled by the Taiwan Association of Machinery Industry (TAMI), Taiwan’s exports of machine tools were estimated to hit a record high of US$4.2 billion by revenue in 2012. That’s after the local industry’s revenue for the first half rose 9.40% year on year to US$2.09 billion.
Taiwan’s machine tool industry currently has the highest production among all categories in the machinery industry, with 75% of the island’s machine tool production goes to the export market.
According to TAMI, China, the European Union, ASEAN nations and the USA make up about 75% of Taiwan’s total machine tool exports, with Germany forming the biggest market in the EU.
Excellent growth and profitability
Taiwan has built up its machine tool industry over more than four decades. Local manufacturers that in the past chiefly supplied domestic machine assembly companies have been successful in developing international markets. As a result, Taiwan machine tool parts companies have enjoyed excellent growth and profitability.
Prediction
As per the report, ‘Global Machine Tool Outlook 2012’ by Oxford Economics, after a rapid rebound in industrial production, with growth remaining robust through 2011H1, deteriorating global conditions forced Taiwan into a technical recession in 2011Q4. Moving ahead the report forecasts GDP growth of 3.0% and 4.2%
in 2012 and 2013, respectively.According to the report, industrial
production, hit by global headwinds, decreased by 0.4% year-on-year in 2011H2. Furthermore, the report expects rebound growth of 6% in 2013. Activity in key sectors was expected to follow a similar trend in 2013. Investment in the machines tools sector was likely to be suppressed in 2012, rising only 2.1%, before seeing double-digit growth of 12.4% in 2013 as industrial output rebounds. Meanwhile, apparent consumption growth will slow only slightly to 3.0% in 2012 from 3.3% in 2011.
Expectation
Next year consumption is expected to rebound sharply before easing back in 2014 and 2015. Despite such strong growth, however, the 2015 level of consumption is till almost 30% below that in 2007. ■
Courtesy: Taiwan External Trade Development Council, Taiwan Association of Machinery Industry, and ‘Global Machine Tool Outlook 2012’ by Oxford Economics.
TAIWAN
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 26 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
TAIWAN
Technology key to growth For the US machine tool industry, new technology is critical, but that technology must be partnered with strong commitments to customer’s success. Also, the emerging need for skilled labour and need for renewed domestic manufacturing capacity should be addressed.
Despite shortage of skilled labour and a widely held misconception that manufacturing is a dying
industry in the United States, as per Association for Manufacturing Technology (AMT) the US manufacturing technology orders totaled $410.42 million. This total, as reported by companies participating in the USMTO program, was down 17.0% from March but up 2.9% when compared with the total of $398.73 million reported for April 2011. With a year-to-date total of $1,763.77 million, 2012 is up 10.2% compared with 2011.
Orders up 4.8% from 2011
As per the November 2012 records, the US manufacturing technology orders totaled $421.83 million according to AMT - The Association For Manufacturing Technology. This total, as reported by companies participating in the USMTO programme, was down 11.0% from October and down 8.5% when compared with the total of $460.86 million reported for November 2011. With a year-to-date total of $5,212.17 million, 2012 was up 4.8% compared with 2011. The United States Manufacturing Technology Orders
(USMTO) report, compiled by the trade association representing the production and distribution of manufacturing technology, provides regional and national US orders data of domestic and imported machine tools and related equipment. Analysis of manufacturing technology orders provides a reliable leading economic indicator as manufacturing industries invest in capital metalworking equipment to increase capacity and improve productivity.
“Orders for all of 2012 remain full steam ahead, likely on pace to pass the totals of 2011 and echoing the overall strength of manufacturing for the year,” said Douglas Woods, President, AMT. “While economic uncertainty remains a concern for both businesses and consumers, we anticipate a steady, albeit slower growth for manufacturing as we begin 2013.” US manufacturing technology orders are also reported on a regional basis - Northeast Region order $66.02 million; Southern Region orders $65.47 million; Midwest Region $129.36 million; Central Region orders $109.15 million; while Western Region orders stood at $51.82 million. The $615.22 million year-to-date total was 6.7% above the
total for the same period in 2011.
Prediction
Although the US economy strengthened at the end of 2011, a weak first half of the year meant growth for the year as a whole was just 1.7%. Activity is forecast to pick up as the recovery in economic activity gathers steam – labour markets are gradually improving, boosting consumer confidence and spending. However, the forecast for business investment has been cut as investment was pulled forward to 2011 to take advantage of tax breaks. Nevertheless, it is still forecast to grow at a faster pace than much of the developed world. The machine tool sector will also consider manufacturing more machines that offer increased ergonomic and environmental performance and new systems designed to ramp up machine tool productivity, performance, reliability, and durability. The industry is likely to expand and build upon multi-tasking machine technology. ■ Courtesy: Association for Manufacturing Technology (AMT) and ‘Global Machine Tool Outlook’ by Oxford Economics
USA
F o r e c a s t 2 013 -2 015
Source: Oxford Economics
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 27 |
Double digit growth in 2013Long-term investment by Taiwanese firms in the development of key machine tool parts and components has successfully boosted the industry’s performance and technological expertise, apart from creating cheaper cost benefits in competitive markets.
According to a TAITRA (Taiwan External Trade Development Council) report, Taiwan’s
machine tool suppliers are likely to play a major role in the global machine tool market. As of 2011, Taiwan ranked the world’s 4th largest machine tool exporter. Moreover, government’s large-scale support with steady effort of companies has helped Taiwan’s machinery industry to accumulate capabilities in R&D, manufacturing and marketing.
Positive growth
According to statistics compiled by the Taiwan Association of Machinery Industry (TAMI), Taiwan’s exports of machine tools were estimated to hit a record high of US$4.2 billion by revenue in 2012. That’s after the local industry’s revenue for the first half rose 9.40% year on year to US$2.09 billion.
Taiwan’s machine tool industry currently has the highest production among all categories in the machinery industry, with 75% of the island’s machine tool production goes to the export market.
According to TAMI, China, the European Union, ASEAN nations and the USA make up about 75% of Taiwan’s total machine tool exports, with Germany forming the biggest market in the EU.
Excellent growth and profitability
Taiwan has built up its machine tool industry over more than four decades. Local manufacturers that in the past chiefly supplied domestic machine assembly companies have been successful in developing international markets. As a result, Taiwan machine tool parts companies have enjoyed excellent growth and profitability.
Prediction
As per the report, ‘Global Machine Tool Outlook 2012’ by Oxford Economics, after a rapid rebound in industrial production, with growth remaining robust through 2011H1, deteriorating global conditions forced Taiwan into a technical recession in 2011Q4. Moving ahead the report forecasts GDP growth of 3.0% and 4.2%
in 2012 and 2013, respectively.According to the report, industrial
production, hit by global headwinds, decreased by 0.4% year-on-year in 2011H2. Furthermore, the report expects rebound growth of 6% in 2013. Activity in key sectors was expected to follow a similar trend in 2013. Investment in the machines tools sector was likely to be suppressed in 2012, rising only 2.1%, before seeing double-digit growth of 12.4% in 2013 as industrial output rebounds. Meanwhile, apparent consumption growth will slow only slightly to 3.0% in 2012 from 3.3% in 2011.
Expectation
Next year consumption is expected to rebound sharply before easing back in 2014 and 2015. Despite such strong growth, however, the 2015 level of consumption is till almost 30% below that in 2007. ■
Courtesy: Taiwan External Trade Development Council, Taiwan Association of Machinery Industry, and ‘Global Machine Tool Outlook 2012’ by Oxford Economics.
TAIWAN
F o r e c a s t 2 013 -2 015
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 28 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Eurozone debt crisis and a more marked slowdown in China, which is Korea’s key export market, could impact investment and consumption of machine tools industry in Korea. However, recovery in global trade will put this industry on a growth stride.
According to the Korea machines Tool Manufacturers’ Association (KOMMA), after playing catch-
up for the past decade, the Korean machines tool industry is ready to join the ranks of global brands. Ranking fifth at present in terms of machine tool production, Korean machine tool producers are rapidly pulling even with traditional industry kingpins like Japan and Germany in terms of capability and quality. Considering the dynamic nature and vitality of the Korean machine tool industry, ‘striding’ may be the word that best captures the industry’s advancement in terms of performance to date and its future outlook.
Creative management innovation
Under the guiding principle of ‘client-first’ custom-tailored business activities, Korean machine tool producers supply gold quality products at a silver price. The high-end product, medium-price strategy has been effective in generating client loyalty as well as new demand, contributing to
sustainable and dynamic growth while pursuing common prosperity for all. To realise best quality at attractive prices, Korean machine tool enterprises have continuously pushed ahead with creative management innovation. According to the association’s report, this cost-reduction drive has been pursued in parallel with enhanced product performance, quality, convenience, safety and service, upholding the ‘client-first, client-tailored’ philosophy.
Technology convergence & combination
Korean machine tool enterprises, blessed with Korea’s strength in the IT sector, have been taking fleet-footed steps to respond to technology convergence & combination, the new paradigm of industrial landscape. Technological convergence is also embracing next-gen growth engines such as nanotechnology, robotics, and green systems, contributing to the machine tool industry’s rebirth as a total goods industry and significantly expanding its business arena. Convergence and combination mega-trends
Like in other countries, the Korean machine tool industry
is weathering stormy business conditions arising from the
Eurozone economic crisis. However, armed with creative
innovation, Korean machine builders are geared
to overcome the difficult times in the firm belief that it will
provide momentum for a new take-off. Orders Korea’s receipt of
machine tool orders in the first half of 2012 amounted to 2.01
trillion won, a 21.3% decrease over the corresponding period of last
year. The figure, however, represented a 13.9% gain compared to the
second half of 2011. Domestic machine tool orders declined 30.5%
year-on-year, while export orders slowed 9.3%. By product, NC cutting
machine orders plunged 24.3% to 1.62 trillion won, while general
purpose machines plummeted 29.9% to 78.8 billion won. On the other
hand, orders for forming machines increased 3.0% to 310.8 billion
won.By end-user industry, orders from the automotive sector in the
January-June period dropped 28% year-on-year to 371.4 billion won,
while those from the general machinery industry fell 29.7% to 161.1
billion won.
Korea geared up to overcome Eurozone crisis
I n t h e n e w s
are emphasised & most notably associated with environment-friendly energy devices, smart fibre machinery, design/system engineering, high-precision micro fabrication systems, intelligent manufacturing systems, etc.
Focus on eco-friendliness
Another interesting step from the Korean machines tools industry is that the industry is being rebuilt with a focus on eco-friendliness in responding to the climate change issue which has becoming a flaming topic in the global village. Environment-friendly manufacturing encompasses reduction, recycling and reuse to leverage sustainable growth.
Overall positive results
According to the report by Korea Machine Tool Manufacturers’ Association, machine tool production in January-June 2012 posted about 1.81 trillion won, up 3.6% year on-Year, while shipments also rose 10.3%
SOUTH KOREA
Come back expected from 2013
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 29 |
to about 2.01 trillion won. In terms of production by item, year-on-year growth in orders was realized for NC cutting machines (about 1.56 trillion won, 7.8%) and general purpose cutting machines (71.7 billion won, 35.1%). But orders for metal forming machines decreased 28.5% to 174.5 billion won. Korean machine tool exports recorded an impressive 30.8% jump year-on-year in the first half of 2012, reaching US$1.32 billion. This spurt was fuelled by a significant increase in North America-bound shipment coupled with a stable flow to Asian markets. Korea‘s import of machine tools in the January-June 2012 period declined 6.5% to US$808 million. The drop is attributed to a slowdown in domestic
facility investment and to a plunge in imports of Japanese machine tools.
Expectation
However, even the global economy is still labouring under a lingering recession, the trade data of Korean machines tools industry in 2012 have been positive. As per ‘Global Machine Tool Outlook 2012’ by Oxford Economics, following a poor performance in 2011Q4, industrial production shrank by 0.2% on t he quarter. Overall, it expects GDP growth 4.9% in 2013. Despite a reassuring start, annual industrial production growth in 2012 had decelerated markedly compared to 2011. Following this, most sectors are likely to
F o r e c a s t 2 013 -2 015
experience a relatively quick bounce back from 2013.
Prediction
As per the report, the key risk to the forecast is that a worsening of the Eurozone debt crisis and/or a more marked slowdown in China, S Korea’s key export market, could impact investment and consumption of machine tools. However, there is an upside if a competitive KRW allows manufacturers to gain a greater global market share in key industries than currently envisaged.■ Courtesy: Korea Machine Tool Manufacturers’ Association (KOMMA), and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
Apparent consumption Investment in machine tool purchasing industries
Source: Oxford Economics

EM KOMPENDIUM | 2013
| 28 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Eurozone debt crisis and a more marked slowdown in China, which is Korea’s key export market, could impact investment and consumption of machine tools industry in Korea. However, recovery in global trade will put this industry on a growth stride.
According to the Korea machines Tool Manufacturers’ Association (KOMMA), after playing catch-
up for the past decade, the Korean machines tool industry is ready to join the ranks of global brands. Ranking fifth at present in terms of machine tool production, Korean machine tool producers are rapidly pulling even with traditional industry kingpins like Japan and Germany in terms of capability and quality. Considering the dynamic nature and vitality of the Korean machine tool industry, ‘striding’ may be the word that best captures the industry’s advancement in terms of performance to date and its future outlook.
Creative management innovation
Under the guiding principle of ‘client-first’ custom-tailored business activities, Korean machine tool producers supply gold quality products at a silver price. The high-end product, medium-price strategy has been effective in generating client loyalty as well as new demand, contributing to
sustainable and dynamic growth while pursuing common prosperity for all. To realise best quality at attractive prices, Korean machine tool enterprises have continuously pushed ahead with creative management innovation. According to the association’s report, this cost-reduction drive has been pursued in parallel with enhanced product performance, quality, convenience, safety and service, upholding the ‘client-first, client-tailored’ philosophy.
Technology convergence & combination
Korean machine tool enterprises, blessed with Korea’s strength in the IT sector, have been taking fleet-footed steps to respond to technology convergence & combination, the new paradigm of industrial landscape. Technological convergence is also embracing next-gen growth engines such as nanotechnology, robotics, and green systems, contributing to the machine tool industry’s rebirth as a total goods industry and significantly expanding its business arena. Convergence and combination mega-trends
Like in other countries, the Korean machine tool industry
is weathering stormy business conditions arising from the
Eurozone economic crisis. However, armed with creative
innovation, Korean machine builders are geared
to overcome the difficult times in the firm belief that it will
provide momentum for a new take-off. Orders Korea’s receipt of
machine tool orders in the first half of 2012 amounted to 2.01
trillion won, a 21.3% decrease over the corresponding period of last
year. The figure, however, represented a 13.9% gain compared to the
second half of 2011. Domestic machine tool orders declined 30.5%
year-on-year, while export orders slowed 9.3%. By product, NC cutting
machine orders plunged 24.3% to 1.62 trillion won, while general
purpose machines plummeted 29.9% to 78.8 billion won. On the other
hand, orders for forming machines increased 3.0% to 310.8 billion
won.By end-user industry, orders from the automotive sector in the
January-June period dropped 28% year-on-year to 371.4 billion won,
while those from the general machinery industry fell 29.7% to 161.1
billion won.
Korea geared up to overcome Eurozone crisis
I n t h e n e w s
are emphasised & most notably associated with environment-friendly energy devices, smart fibre machinery, design/system engineering, high-precision micro fabrication systems, intelligent manufacturing systems, etc.
Focus on eco-friendliness
Another interesting step from the Korean machines tools industry is that the industry is being rebuilt with a focus on eco-friendliness in responding to the climate change issue which has becoming a flaming topic in the global village. Environment-friendly manufacturing encompasses reduction, recycling and reuse to leverage sustainable growth.
Overall positive results
According to the report by Korea Machine Tool Manufacturers’ Association, machine tool production in January-June 2012 posted about 1.81 trillion won, up 3.6% year on-Year, while shipments also rose 10.3%
SOUTH KOREA
Come back expected from 2013
EM KOMPENDIUM | 2013
G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T | 29 |
to about 2.01 trillion won. In terms of production by item, year-on-year growth in orders was realized for NC cutting machines (about 1.56 trillion won, 7.8%) and general purpose cutting machines (71.7 billion won, 35.1%). But orders for metal forming machines decreased 28.5% to 174.5 billion won. Korean machine tool exports recorded an impressive 30.8% jump year-on-year in the first half of 2012, reaching US$1.32 billion. This spurt was fuelled by a significant increase in North America-bound shipment coupled with a stable flow to Asian markets. Korea‘s import of machine tools in the January-June 2012 period declined 6.5% to US$808 million. The drop is attributed to a slowdown in domestic
facility investment and to a plunge in imports of Japanese machine tools.
Expectation
However, even the global economy is still labouring under a lingering recession, the trade data of Korean machines tools industry in 2012 have been positive. As per ‘Global Machine Tool Outlook 2012’ by Oxford Economics, following a poor performance in 2011Q4, industrial production shrank by 0.2% on t he quarter. Overall, it expects GDP growth 4.9% in 2013. Despite a reassuring start, annual industrial production growth in 2012 had decelerated markedly compared to 2011. Following this, most sectors are likely to
F o r e c a s t 2 013 -2 015
experience a relatively quick bounce back from 2013.
Prediction
As per the report, the key risk to the forecast is that a worsening of the Eurozone debt crisis and/or a more marked slowdown in China, S Korea’s key export market, could impact investment and consumption of machine tools. However, there is an upside if a competitive KRW allows manufacturers to gain a greater global market share in key industries than currently envisaged.■ Courtesy: Korea Machine Tool Manufacturers’ Association (KOMMA), and ‘Global Machine Tool Outlook 2012’ by Oxford Economics
Apparent consumption Investment in machine tool purchasing industries
Source: Oxford Economics
EM KOMPENDIUM | 2013
| 30 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
Apparent consumption to climbThe Japanese machine tool industry has witnessed a slow order book in 2012. Order backlogs are higher than last year but consumption forecasts are considerably lower. Therefore, there is a risk that order backlogs could push consumption on the higher side.
Japanese metal-cutting machine tool manufacturers have rapidly stepped up their offshore manufacturing
operations in recent years.
Machine tool industry
In the machine tool industry, in terms of the value production, the total 2011 value of production of machine tools amounted to ¥1,172.9 billion. This accounted for about 9% of the value of production of the general machinery industry, which amounted to 13,146.9 billion, and only about 2.0% of the value of production of the entire machinery industry, which amounted to ¥59,646.0 billion. However, superior machine tools are the crucial factor in manufacturing a wide range of machinery. This is why machine tools are viewed within all sectors of the machinery industry as having a critical presence far greater than their share alone would indicate.
The total value of production of machine tools in 2011 increased 41% from the level of the previous year, and reached to close the performance of 2008 which was the peak. Compared from year 2009 the production fell sharply, they increased about 2.4 times.
Trends in machine tool orders
The total amount of orders has been increasing for two consecutive years. In 2011, the total amount of orders amounted to 1,326.2 billion yen, up 35.5% over the previous year and topping 1 trillion yen for the first time in three years. Demand continued to be driven by foreign orders, propelled largely by the Asian region, led by China, with demand from the United States remaining steady. In addition, there was reconstruction demand from the Great East Japan earthquake and the floods in Thailand. The total amount of orders remained around the 100 billion yen per month level throughout the year. Domestic orders have been increasing for two consecutive years. In 2011, domestic orders amounted to 421.6 billion yen, up 37.1% over the previous year. Products for general machinery posted 188.9 billion yen, up 50.5%, for automobiles posted 122.3 billion yen, up 36.8%, for electrical equipment and precision instruments posted 46.5 billion yen, up14.2%, and for products for aircraft, shipbuilding and transport equipment posted 13.7 billion yen, down 2.8%. Although gradual increases were seen, mainly in products for general machinery and for automobiles,
the recovery in orders is slow. This is attributable to the harsh domestic climate for capital investments.
Foreign orders have been increasing for two consecutive years. In 2011, the total amount of foreign orders amounted to 904.6 billion yen, up 34.8% over the previous year.
Although Europe had begun to show a growing trend towards recovery, backed by the weakening Euro, it soon suffered from the debt crisis triggered by debt problems in Greece. Orders from Europe amounted to 156.9 billion yen, up 47.8% over the previous year. However, this figure was only about 60% of the 276.9 billion yen posted in the peak year of 2007. Orders from North America amounted to 221.9 billion yen, up 56.5%, showing a steady trend in orders for products related to automobiles, energy, and aircraft.
Machine tool orders November 2012
According to the Japan Machine Tool Builders’ Association (JMTBA), “The order intake for the Japanese Machine Tool Industry in May 2012 was -2.9%, compared to May 2011 and -2.2% compared to the previous month, April 2012.” The total value of machine tool
JAPAN
Japanese Prime Minister Shinzo Abe has recently unveiled a Y10.3tn
($116 billion) economic stimulus package to reflate the Japanese
economy. This package is expected to lift the gross domestic product
by 2 per cent and create approximately 600,000 new jobs. The Prime
Minister also increased pressure on the Bank of Japan (BoJ), saying that
‘a bold monetary policy’ was crucial to regain economic growth and
called upon the central bank to do its part to boost job creation. In
addition to achieving a 2 per cent target for price inflation, which the
government is pressing the BoJ to commit to, the PM has also asked
BoJ to take responsibility for the real economy.
Japanese PM releases economic stimulus package I n t h e n e w s


EM KOMPENDIUM | 2013
| 32 | G L O B A L M A C H I N E T O O L I N D U S T R Y R E P O R T
orders in November 2012 was 88.2 billion yen. This was a decrease of 6.5% compared to October and marked the second consecutive month-on-month decline. In addition, this figure represented a decrease of 21.3% compared to the same month of the previous year, with November posting the seventh consecutive month of year-on-year decline. Total orders fell below 90 billion yen for the first time in 25 months and marked the smallest monthly order volume of this year for two consecutive months. Meanwhile, the industry continues to keep a close watch on risk factors caused by instability in the European economy and concerns related to the fiscal cliff issue in the U.S. economy. Domestic orders rose by 8.5% over October, amounting to 29.9 billion yen. This marked the first month-on-month increase in two months. However, this figure was a decrease of 20.9% from the same month of the previous year and marked six consecutive months of year-on-year decline. Looking at major industries, orders compared to October rose by 17.0% in industrial machinery and 9.3% in motor vehicles but fell by 12.2% in electrical and precision machinery and 13.9% in aircraft, shipbuilding and transport equipment. Foreign orders fell by 12.7% from October to 58.31 billion yen. This marked the second consecutive month-on-month decline. At the same time, foreign orders showed a decrease of 21.5% from the same month of the previous year, with November posting the second consecutive year-on-year decline. By region, orders from Asia fell by 14.4% from the previous month to 31.51 billion yen. This was a decrease of 26.4% from the same month of the previous
year. Orders from Europe rose by 22.2% over October to 10.50 billion yen. This was a decrease of 23.6% from the same month of the previous year. Orders from North America fell to 15.30 billion yen, a decrease of 25.2% from October. This was also a decrease of 5.5% from the same month of the previous year.
Prediction
As per Oxford Economics report, the post-tsunami boost to activity is now being offset to some extent by lacklustre exports, arising from weaker underlying demand in external markets but also a stronger yen. Unsurprisingly, projections for activity in the key MT sectors have been revised down.
Activity in 3 of the 8 sectors is to set decline. As a result, lower capacity utilisation in the MT-sectors and a weaker outlook for underlying demand more generally has resulted in a downgrade to
weighted investment forecast. Investment by the key MT sectors
is forecast to grow. As a result of strong order intake, order backlogs remain high, suggesting strong support for production. Apparent consumption is expected to grow at a quicker pace than investment in key sectors as a result.
For the year as a whole, MT consumption is expected to grow by 5%, a significant downward revision owing to weaker investment projections. The risks to the forecasts are skewed to the downside although some upside risk remains. On the downside, external conditions could worsen considerably. On the upside, order backlogs are now higher than last year but consumption forecasts are considerably lower. Therefore there is a risk that order backlogs could push consumption on the higher side. ■ Courtesy: Japan Machine Tool Builder’s Association (JMTBA), and ‘Global Machine Tool Outlook’ by Oxford Economics
F o r e c a s t 2 013 -2 015
Apparent consumption
Source: Oxford Economics

World_Image_200x263_IND_0113.indd 1 09.01.13 10:48

| 34 | C O M P A N Y P R O F I L E M A N A G E M E N T
Witness technology in action!Leading machine tool manufacturers DMG (Deckel Maho Gildemeister) from Germany and Mori Seiki from Japan have combined their sales and service activities under the brand DMG / Mori Seiki India, since 2010. Headquartered in Bangalore, DMG / Mori Seiki India is responsible for the complete sales, service and support of the entire product portfolios for both manufacturers.
EM KOMPENDIUM | 2013
W hile DMG and Mori Seiki are also known for providing high-end quality CNC
lathes, 5-axis milling machines, turning and milling, ULTRASONIC / LASERTEC, both companies also provide a wide range of entry level machining solutions. The core business areas of machine tools are complemented by automation, software solutions for machine tools and the sector of energy solutions. The machines from DMG and Mori Seiki solve the most diverse processing tasks on a daily basis throughout the world. They fabricate e.g.
Pune and headquarter in Bangalore, DMG / Mori Seiki India has built up a strong and reliable sales and service network. The first and foremost goal is to be close to the customer and their needs, whether for a sales consultation, application support or fast service response. The company has established a network of more than 50 well trained service technicians and application engineers located throughout India. Furthermore, a team of sales managers and engineers are ready to support and consult close to manufacturing sites all over the country. A toll-free service hotline
| 34 |
precision parts for the automotive industry and machine mobile telephone casings for the telecommunications industry. They produce moulded parts for ski bindings, high precision artificial hip joints for medical technology, laser micro cavities for the electronics industry or machine engine parts for the aerospace industry, to mention just a few.
Nationwide sales and service network: quickly on-site!
With its offices in Ahmedabad, Delhi,
| 35 |
Industry expertise & technology leadership
Service for the whole lifecycle of a machine tool
> Advertorial
EM KOMPENDIUM | 2013
Tool change time
0.9 sec
MILLTAP 700Highly productive compact
machining centre with a
fast tool changer
“As a total solutions provider, we strive to serve our customers from all angles of manufacturing, over the complete LifeCycle of a machine tool and in close cooperation with our experienced partners to master the challenges together”
Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
| 35 |

| 34 | C O M P A N Y P R O F I L E M A N A G E M E N T
Witness technology in action!Leading machine tool manufacturers DMG (Deckel Maho Gildemeister) from Germany and Mori Seiki from Japan have combined their sales and service activities under the brand DMG / Mori Seiki India, since 2010. Headquartered in Bangalore, DMG / Mori Seiki India is responsible for the complete sales, service and support of the entire product portfolios for both manufacturers.
EM KOMPENDIUM | 2013
W hile DMG and Mori Seiki are also known for providing high-end quality CNC
lathes, 5-axis milling machines, turning and milling, ULTRASONIC / LASERTEC, both companies also provide a wide range of entry level machining solutions. The core business areas of machine tools are complemented by automation, software solutions for machine tools and the sector of energy solutions. The machines from DMG and Mori Seiki solve the most diverse processing tasks on a daily basis throughout the world. They fabricate e.g.
Pune and headquarter in Bangalore, DMG / Mori Seiki India has built up a strong and reliable sales and service network. The first and foremost goal is to be close to the customer and their needs, whether for a sales consultation, application support or fast service response. The company has established a network of more than 50 well trained service technicians and application engineers located throughout India. Furthermore, a team of sales managers and engineers are ready to support and consult close to manufacturing sites all over the country. A toll-free service hotline
| 34 |
precision parts for the automotive industry and machine mobile telephone casings for the telecommunications industry. They produce moulded parts for ski bindings, high precision artificial hip joints for medical technology, laser micro cavities for the electronics industry or machine engine parts for the aerospace industry, to mention just a few.
Nationwide sales and service network: quickly on-site!
With its offices in Ahmedabad, Delhi,
| 35 |
Industry expertise & technology leadership
Service for the whole lifecycle of a machine tool
> Advertorial
EM KOMPENDIUM | 2013
Tool change time
0.9 sec
MILLTAP 700Highly productive compact
machining centre with a
fast tool changer
“As a total solutions provider, we strive to serve our customers from all angles of manufacturing, over the complete LifeCycle of a machine tool and in close cooperation with our experienced partners to master the challenges together”
Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
| 35 |

“Learn, unlearn and relearn”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?In terms of productive manufacturing solutions, Indian machine tool builders are still behind the Japanese/ German manufacturers. Still a holistic system-driven approach is a need of time to improve productivity across Indian manufacturers. Again, lack of proper infrastructure contributes significantly as a barrier of efficient productivity. We have observed that there could be hurdles due to weak supply chains also, as still today we as an Indian manufacturer are heavily dependent on foreign imports. However, awareness and importance of supply chain is well accepted by the manufacturers and Indian manufacturers are keen enough to strengthen weak links in supply. Further to that, proper adaptation and implementation of ERP across manufacturing has helped to restrict the inventories at an optimal level. Lots of productivity improvement initiatives are taking place through implementat ion of automation technologies which can counter the challenges in productivity improvement and ultimately cost reductions.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Achieving manufacturing excellence is a gradual process and cannot be achieved overnight. Right from proper infrastructure (in terms of mother machineries), efficient processes and adaptation of tools such as 5s / Six Sigma / Kanban can be a recommendation. Further, various soft aspects like proper training to the manpower can play a crucial role in manufacturing excellence. Adaptation of the best shopfloor practices across the manufacturing cycle and sustaining these processes through periodical audits can also help a lot.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?What we foresee is that only and only those organisations can sustain a place in longer run which are willing to adopt a change which is constant. Indian organisations are found to be hesitant to adapt to new innovations. Organisations should benchmark only with those organisations which are pro-innovation and innovative in all aspects. New product development is a part and
parcel of this change process. Organisations have to learn, unlearn and relearn at each of the stages. Premiums can only be earned through consistent innovations which could be the entire new product development or an enhancement through innovation.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?If we talk about only Indian machine tool industry, the major challenge starts from improper/insufficient infrastructure for the industry to operate. Also, the product basket is limited with lesser variants. In fact, Indian machine tool industry is still a net importer and nearly 65 per cent of the consumption today is catered through imports. If we look at it in another way there is a huge potential in India itself, provided we have a proper product basket and quality at par with import substitute. Focus on
new product development (substitute to the imports) and constant thrive on quality could be on the immediate agenda for any Indian machine tool builder.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Unfortunately, the answer is no. Except for a very few companies, rest of the manufacturers can’t be counted at par with their global counterparts in terms of adapting hi-tech machine tools / cutting tools and multi-tasking machines. This is mainly because of the poor infrastructure and training facilities. However, the scenario is changing rapidly and the level of acceptance of such high profile machine tools and multi-tasking machines is increasing day-by-day. All these aspects will play a vital role in the journey of uplifting India from a developing nation to a developed nation.
“There is a huge potential in India itself, provided we have a proper product basket and quality at par with import substitute.”
Parakramsinh Jadeja, CMD, Jyoti CNC Automation Pvt Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 37 || 46 | F O C U S P L A S M A C U T T I N G
Companies operating all over the world are compelled to achieve operational excellence and enhance the productivity of their production processes if they are to remain competitive. At the same time, the product range must also be expanded and the possibilities for simplifying the creation of variants should be multiplied in the interest of customers. Moreover, the costs also need to be under control. These contradictions
between the compulsion to raise productivity to maintain competitiveness keeping the costs low and a growing number of variants as a result of
individual customisations runs like a thread through all the work on new technologies and research projects. The question is – how to
create an appropriate balance between operational excellence, productivity, flexibility and cost. EM interacted with
a eminent industry leaders to understand their views and success stories in these areas. Here
are the excerpts of these interviews which address the challenges of
productivity improvement, cost reduction, efficient processes, etc,
and recommend measures on achieving manufacturing
excellence and sustaining the growth momentum in today’s uncertain market.
Learning from experts

“Learn, unlearn and relearn”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?In terms of productive manufacturing solutions, Indian machine tool builders are still behind the Japanese/ German manufacturers. Still a holistic system-driven approach is a need of time to improve productivity across Indian manufacturers. Again, lack of proper infrastructure contributes significantly as a barrier of efficient productivity. We have observed that there could be hurdles due to weak supply chains also, as still today we as an Indian manufacturer are heavily dependent on foreign imports. However, awareness and importance of supply chain is well accepted by the manufacturers and Indian manufacturers are keen enough to strengthen weak links in supply. Further to that, proper adaptation and implementation of ERP across manufacturing has helped to restrict the inventories at an optimal level. Lots of productivity improvement initiatives are taking place through implementat ion of automation technologies which can counter the challenges in productivity improvement and ultimately cost reductions.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Achieving manufacturing excellence is a gradual process and cannot be achieved overnight. Right from proper infrastructure (in terms of mother machineries), efficient processes and adaptation of tools such as 5s / Six Sigma / Kanban can be a recommendation. Further, various soft aspects like proper training to the manpower can play a crucial role in manufacturing excellence. Adaptation of the best shopfloor practices across the manufacturing cycle and sustaining these processes through periodical audits can also help a lot.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?What we foresee is that only and only those organisations can sustain a place in longer run which are willing to adopt a change which is constant. Indian organisations are found to be hesitant to adapt to new innovations. Organisations should benchmark only with those organisations which are pro-innovation and innovative in all aspects. New product development is a part and
parcel of this change process. Organisations have to learn, unlearn and relearn at each of the stages. Premiums can only be earned through consistent innovations which could be the entire new product development or an enhancement through innovation.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?If we talk about only Indian machine tool industry, the major challenge starts from improper/insufficient infrastructure for the industry to operate. Also, the product basket is limited with lesser variants. In fact, Indian machine tool industry is still a net importer and nearly 65 per cent of the consumption today is catered through imports. If we look at it in another way there is a huge potential in India itself, provided we have a proper product basket and quality at par with import substitute. Focus on
new product development (substitute to the imports) and constant thrive on quality could be on the immediate agenda for any Indian machine tool builder.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Unfortunately, the answer is no. Except for a very few companies, rest of the manufacturers can’t be counted at par with their global counterparts in terms of adapting hi-tech machine tools / cutting tools and multi-tasking machines. This is mainly because of the poor infrastructure and training facilities. However, the scenario is changing rapidly and the level of acceptance of such high profile machine tools and multi-tasking machines is increasing day-by-day. All these aspects will play a vital role in the journey of uplifting India from a developing nation to a developed nation.
“There is a huge potential in India itself, provided we have a proper product basket and quality at par with import substitute.”
Parakramsinh Jadeja, CMD, Jyoti CNC Automation Pvt Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 37 || 46 | F O C U S P L A S M A C U T T I N G
Companies operating all over the world are compelled to achieve operational excellence and enhance the productivity of their production processes if they are to remain competitive. At the same time, the product range must also be expanded and the possibilities for simplifying the creation of variants should be multiplied in the interest of customers. Moreover, the costs also need to be under control. These contradictions
between the compulsion to raise productivity to maintain competitiveness keeping the costs low and a growing number of variants as a result of
individual customisations runs like a thread through all the work on new technologies and research projects. The question is – how to
create an appropriate balance between operational excellence, productivity, flexibility and cost. EM interacted with
a eminent industry leaders to understand their views and success stories in these areas. Here
are the excerpts of these interviews which address the challenges of
productivity improvement, cost reduction, efficient processes, etc,
and recommend measures on achieving manufacturing
excellence and sustaining the growth momentum in today’s uncertain market.
Learning from experts

“Develop vision, capability and management bandwidth”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?Reduction in cycle time & machining cost plays an important role in enhancing productivity especially in large volume production. In the highly competitive market scenario, customers determine the price of a product and entrepreneurs need to continuously fine-tune the costs to realise profits. Machine utilisation has a major impact in reducing the manufacturing cost of components. Most CNC machines are underutilised with only 20 per cent time effectively spent in cutting & the rest in non-value adding operations. Although the material cost cannot be reduced, the cycle time & machining cost can be reduced drastically. Modern machine tools are characterised by high reliability, flexibility and quick change capabilities to meet diverse production needs. Concepts of material and energy efficiency, environmental standards, life-cycle costs, end-of-life recycling, etc are being applied to machine tools, especially in Europe and other advanced nations. While developing new technologies/products, the Indian machine tool industry will have to respond to these challenges.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Indian companies need to emerge stronger in the domestic market, and also challenge MNCs in their international turf. They need to achieve global size and competitiveness to establish a broader market position and to sustain a strong position in the global markets. To achieve global size, they need to look at growth opportunities outside the domestic borders. In order to succeed they need to expand their global reach by developing vision, capability and management bandwidth.In case of policy makers, they need to re-examine the present policy of permitting 100 per cent subsidiaries of foreign companies in the manufacturing sector. They need to encourage joint ventures and collaborations to identify technologies needed by the country from the point of view not only of general technological development but also from the strategic point of view; and identify specific areas of technology in which the FDI should be attracted along with appropriate conditions including of transfer of technology. They need to formulate suitable financial schemes to attract investment in the manufacturing sector.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?The Indian machine tool industry has developed through a mix of collaborations, joint ventures and its own development efforts at different periods. At present, the industry has a good design and development capability and is able to develop most machines in the mid-level applications. The machines produced by the industry are predominantly of its own design. There are virtually no product/technology collaborations although a few joint ventures with Indian investments have come up in some areas. A large number of foreign companies have opened marketing offices/tech centres and a few have also set up manufacturing operations. The result of this is that Indian machine tool companies meet the medium applications, while the high-end machines are mostly imported. This has
resulted in the market share for Indian manufacturers shrinking to around 35 per cent.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?Among many possibilities, we may look at how materials are purchased, suppliers are paid, inventories are managed, employees are trained, or payrolls are processed; how fast the company can get new products to market; how the quality control function is performed; how customer orders are filled and shipped; and how maintenance is performed. In case of product development, many organisations face a frequent problem - the lack of a common framework of the best practices of product development. With extensive investment of time, an organisation can develop the broad, internal expertise necessary to produce an effective improvement plan for product development.
“Indian companies need to emerge stronger in the domestic market, and also challenge MNCs in their international turf. ”
Vikram Sirur, President, IMTMA & CMD, Miven Mayfran Conveyors Pvt Ltd
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 38 |


M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 40 |
“Stimulate the growth of domestic consumption”■How do today’s machine tools / cutting tools with highly productive manufacturing solutions a d d r e s s c u r r e n t manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?The cutting tool industry today offers a bouquet of highly advanced tool materials, coating & geometries to address emerging market needs. There are many emerging challenges in the manufacturing industry. For example, machining allowances are coming down drastically; strength of material and heat treatment process are getting upgraded. In automotive industry, volume of production has also increased over the last 10 years. However, challenges in general engineering industry are different since batches are small. Many organisations have both older generation manufacturing equipments together with new generation machining tool. All the above pose continuously new challenges in the manufacturing industry to optimise tool-cutting parameters and performance.
But the industry is gearing up well to meet the challenges of market. The only way to stay ahead is to continuously improve the machining process with cutting tools to leverage on opportunities.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?With high growth of emerging economy, commodity prices are always going to be increasing. Against this background, end-users are going to be demanding more and more of cost competitive solutions. In this context, the only way to stay ahead will be to upgrade cutting tool processes continuously to reduce the overall cost of manufacturing. We believe market conditions will continue to remain un-predictive and volatile although overall growth momentum will continue in India. This will mean that manufacturing industry will have to be more flexible to accommodate challenges in demand from the market.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Indian manufacturing establishments have good intellectual and management capability. As a country, we are not leveraging on our potential and growing to international scales and size. If we stimulate the growth of domestic consumption,
investments will come in and options of more high-technology equipments will be locally available. Low demand is one of the reasons why such equipments are not currently being made and used in the country.
■ In what way an o r g a n i s a t i o n s h o u l d benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?In my opinion, organisations need to benchmark for various performance matrix against the best in the business coming across industrial segments. This means we may have to benchmark against our logistical performance against leading logistic company, etc. The current mindset of benchmarking against competing industries in the same business has limitations and does not challenge adequately.
■What are the immediate concerns and challenges according to you, to be addressed in the near future
in the Indian manufacturing sector?The immediate concerns in the Indian manufacturing industry would be the issues related to slackening of demand in many sectors of economy. A country of our size and latent potential should grow much faster than what we are experiencing today. In addition to this, we require many structural reforms including GST, better infrastructural facility in terms of road connectivity and power to grow.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?While Indian economy remains as good long-term bet, our near-term uncertainties are playing on the minds of domestic companies. This is currently affecting on capacity creations and investments in new plants and equipments. The Government needs to take specific *steps to overcome this significantly negative sentiment by decisive rapid fire action to spur the growth.
“If we stimulate the growth of domestic consumption, investments will come in and options of more high-technology equipments will be locally available.”
L Krishnan, Managing Director, TaeguTec India P Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 41 |
“Bringing in the global technology”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?Thanks to the technological advancements in IT and computers & digital processing, which have been successfully adapted by machine tool industry to provide solutions for productivity improvements. For example, in Mazak, CNC systems introduced 30 years back are today fused with the PC technology to provide advanced CAD/CAM features and networking capabilities. Mazak also provides comprehensive factory management software. By using a network, this software can manage the factory in real-time by providing accessibility to machine data machining programs, fixture data, tool data, production schedules and other data. Machine programs can be made in the office & checked for tool interference sitting in the office and directly transferred to the machine without any time & data loss or error. All these advancements lead to improvements in productivity & cost reduction.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?Today’s market condition is not only uncertain but rapidly changing due to diversification
of consumer requirements, constantly shorter product life cycles and instant economic changes on worldwide scale. All these lead to difficulty in forecasting demand in the future, shorter lead time for product to market and therefore manufacturing, shorter product life and batch size and increase in complexity & precision of parts. As a result, we are moving from one extreme manufacturing condition of very high quality mass production to other extreme manufacturing condition of very high quality but value-added small batch production. As the introduction of CNC machines has improved the flexibility & adaptability for change in new parts, today the typical issues faced by manufacturing industry are the paucity for qualified & experienced labour, frequent set-up changes and small batch production runs. Therefore, further developments have occurred to reduce the number of set-ups and also to minimise the set-up change times and other non-productive times.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Innovations & new product developments can be catagorised into two forms. One is the incremental product development and the second is the change in
technology. While incremental product developments are easier to handle and less time-consuming, organisations cannot survive only with it. Introduction of new technology or innovative adaption of the technical developments is the key to long-term success and survival. For example, introduction of the smart phone technology had created a big dent in Nokia’s market share. Hence, any organisation that is into product business should benchmark not only incremental product developments but the technological developments. The competitive marketing strategy therefore totally depends upon the long-term policy of the organisation in terms of the product technology they plan to adopt or pursue.
■ What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?Sustaining the long-term global cost effectiveness on the face of rising manpower
costs is one of the key issues to be addressed in medium-term. This requires the second line of reforms to be introduced by the Government. The first set of reforms had exposed Indian manufacturing to global competition which has helped the industry to improve the quality levels and cost effectiveness by bringing in the global technology. The second line of reforms was in terms of labour law amendments and permitting FDI. At the same time, the Government should focus on providing more opportunities for educational & research organisations to increase the research & improve the education & knowledge levels of the students coming out of educational institutions so that they become readily employable. On the other hand, industries should employ more fresh people and train them sufficiently The Government can provide some incentives for the organisations that set up training facilities and employ fresh manpower. These measures will help to maintain stability in the labour market & costs can be controlled & talent can be made easily available.
“Sustaining the long-term global cost effectiveness on the face of rising manpower costs is one of the key issues to be addressed in medium-term. ”
S Ravishankar, Dy Managing Director, Yamazaki Mazak India Pvt Ltd

M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 40 |
“Stimulate the growth of domestic consumption”■How do today’s machine tools / cutting tools with highly productive manufacturing solutions a d d r e s s c u r r e n t manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?The cutting tool industry today offers a bouquet of highly advanced tool materials, coating & geometries to address emerging market needs. There are many emerging challenges in the manufacturing industry. For example, machining allowances are coming down drastically; strength of material and heat treatment process are getting upgraded. In automotive industry, volume of production has also increased over the last 10 years. However, challenges in general engineering industry are different since batches are small. Many organisations have both older generation manufacturing equipments together with new generation machining tool. All the above pose continuously new challenges in the manufacturing industry to optimise tool-cutting parameters and performance.
But the industry is gearing up well to meet the challenges of market. The only way to stay ahead is to continuously improve the machining process with cutting tools to leverage on opportunities.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?With high growth of emerging economy, commodity prices are always going to be increasing. Against this background, end-users are going to be demanding more and more of cost competitive solutions. In this context, the only way to stay ahead will be to upgrade cutting tool processes continuously to reduce the overall cost of manufacturing. We believe market conditions will continue to remain un-predictive and volatile although overall growth momentum will continue in India. This will mean that manufacturing industry will have to be more flexible to accommodate challenges in demand from the market.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Indian manufacturing establishments have good intellectual and management capability. As a country, we are not leveraging on our potential and growing to international scales and size. If we stimulate the growth of domestic consumption,
investments will come in and options of more high-technology equipments will be locally available. Low demand is one of the reasons why such equipments are not currently being made and used in the country.
■ In what way an o r g a n i s a t i o n s h o u l d benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?In my opinion, organisations need to benchmark for various performance matrix against the best in the business coming across industrial segments. This means we may have to benchmark against our logistical performance against leading logistic company, etc. The current mindset of benchmarking against competing industries in the same business has limitations and does not challenge adequately.
■What are the immediate concerns and challenges according to you, to be addressed in the near future
in the Indian manufacturing sector?The immediate concerns in the Indian manufacturing industry would be the issues related to slackening of demand in many sectors of economy. A country of our size and latent potential should grow much faster than what we are experiencing today. In addition to this, we require many structural reforms including GST, better infrastructural facility in terms of road connectivity and power to grow.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?While Indian economy remains as good long-term bet, our near-term uncertainties are playing on the minds of domestic companies. This is currently affecting on capacity creations and investments in new plants and equipments. The Government needs to take specific *steps to overcome this significantly negative sentiment by decisive rapid fire action to spur the growth.
“If we stimulate the growth of domestic consumption, investments will come in and options of more high-technology equipments will be locally available.”
L Krishnan, Managing Director, TaeguTec India P Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 41 |
“Bringing in the global technology”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?Thanks to the technological advancements in IT and computers & digital processing, which have been successfully adapted by machine tool industry to provide solutions for productivity improvements. For example, in Mazak, CNC systems introduced 30 years back are today fused with the PC technology to provide advanced CAD/CAM features and networking capabilities. Mazak also provides comprehensive factory management software. By using a network, this software can manage the factory in real-time by providing accessibility to machine data machining programs, fixture data, tool data, production schedules and other data. Machine programs can be made in the office & checked for tool interference sitting in the office and directly transferred to the machine without any time & data loss or error. All these advancements lead to improvements in productivity & cost reduction.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?Today’s market condition is not only uncertain but rapidly changing due to diversification
of consumer requirements, constantly shorter product life cycles and instant economic changes on worldwide scale. All these lead to difficulty in forecasting demand in the future, shorter lead time for product to market and therefore manufacturing, shorter product life and batch size and increase in complexity & precision of parts. As a result, we are moving from one extreme manufacturing condition of very high quality mass production to other extreme manufacturing condition of very high quality but value-added small batch production. As the introduction of CNC machines has improved the flexibility & adaptability for change in new parts, today the typical issues faced by manufacturing industry are the paucity for qualified & experienced labour, frequent set-up changes and small batch production runs. Therefore, further developments have occurred to reduce the number of set-ups and also to minimise the set-up change times and other non-productive times.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Innovations & new product developments can be catagorised into two forms. One is the incremental product development and the second is the change in
technology. While incremental product developments are easier to handle and less time-consuming, organisations cannot survive only with it. Introduction of new technology or innovative adaption of the technical developments is the key to long-term success and survival. For example, introduction of the smart phone technology had created a big dent in Nokia’s market share. Hence, any organisation that is into product business should benchmark not only incremental product developments but the technological developments. The competitive marketing strategy therefore totally depends upon the long-term policy of the organisation in terms of the product technology they plan to adopt or pursue.
■ What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?Sustaining the long-term global cost effectiveness on the face of rising manpower
costs is one of the key issues to be addressed in medium-term. This requires the second line of reforms to be introduced by the Government. The first set of reforms had exposed Indian manufacturing to global competition which has helped the industry to improve the quality levels and cost effectiveness by bringing in the global technology. The second line of reforms was in terms of labour law amendments and permitting FDI. At the same time, the Government should focus on providing more opportunities for educational & research organisations to increase the research & improve the education & knowledge levels of the students coming out of educational institutions so that they become readily employable. On the other hand, industries should employ more fresh people and train them sufficiently The Government can provide some incentives for the organisations that set up training facilities and employ fresh manpower. These measures will help to maintain stability in the labour market & costs can be controlled & talent can be made easily available.
“Sustaining the long-term global cost effectiveness on the face of rising manpower costs is one of the key issues to be addressed in medium-term. ”
S Ravishankar, Dy Managing Director, Yamazaki Mazak India Pvt Ltd

“We need a flexible manufacturing system”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?In most of the organisations, costs are being monitored very minutely. A product is split into its sub-assemblies and finally into the component levels and cost reduction programs are taken up on a massive scale across the organisation. Whenever, we speak of the cost, the major factor after the material cost is the cost of processing the material into the required form wherein the machine tools have a major role. Today’s machine tools are built keeping the above factor in the mind. As is well known, of the total time the component is on a machine, part of the time is wasted during which the actual material removal is not happening. This is called as the non–cutting time. Most of the machine tool manufacturers have brought in features that would reduce this wasteful time to bare minimum, and in certain cases also eliminate it.
■ W h a t a r e y o u r re co m m e n d at i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?Manufacturing excellence is achieved if we are able to achieve, a single-piece flow, but at the same time are able to cater to the varied need of the market in terms of
product variety and product features without disturbing the flow. This kind of uncertain demand requires a flexible manufacturing system through which the manufacturer is in a position to handle the ups and downs in the quantity demanded by the market and also the wide variety of product demands in a very short time. The more flexible the manufacturing system, the faster will be the response time for the changes in the market demands & the organisation will be better placed to even out the uncertainties of the market more effectively. One key player in a flexible manufacturing system is the machine tool which determines the process flow in the organisation. On one end of the spectrum, we have the special machines, which cannot change the process; on the other end, there are new developments in the machine tools whereby we have the modular machines or the universal machines which are very flexible in the operations. Through these flexible manufacturing systems the organisations are well-prepared to handle the changes in the market efficiently & thereby sustain the growth momentum in their organisation.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?The problems faced by
the Indian machine tool manufacturers & by Indian manufacturing sector are same or almost similar. First and foremost is the high level of inefficiency in the entire system. Though this varies from organisation to organisation, with the best of the organisations having invested huge time and effort in bringing about cultural changes in their organisation leading to lesser inefficiencies. On a one-on-one scale, the productivity of man/machine/money/time is much lower in India than advanced countries like Germany, Japan or even China. This one single factor makes us highly uncompetitive in the world market. With an open market system in place, there is a level playing field for all the companies across the globe. For the Indian companies, it is not enough to be better than their nearest competitor in the country, but they have to be better than the best of the companies across the world. A look at the number of machine tools imported into India would give you a good idea of this situation. More than 70 per cent of the consumption of machine tools in India is met
by foreign suppliers with the Indian manufacturers supplying less than 30 per cent.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Every organisation has to kill its best-selling products periodically and bring in new products at higher platform. It is only through constant development that new technology gets introduced in the market. Ultimately, any new technology that is developed has a market, if & only if there is a need for the same and there are customers who are willing to pay for the same. So, one of the ways to develop new products, is to do it jointly with the customer. The unsatisfied needs of the customer forms the basis for the development of new products. Additionally, joint development programs with universities help the organisations to develop products on new platforms which are a big step ahead of the current technology levels.
“The more flexible the manufacturing system, the faster will be the response time for the changes in the market demands”
Sreekanteswar S, President, Körber Schleifring GmbH,
India Branch Office & Technology Center
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 42 |
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 43 |
“Being close to the customers”“We see an increasing demand for today’s machine tools to be equipped with IT solutions to ensure seamless process data flow from shopfloor to all other levels.”
Satish Godbole, Vice President Motion Control Systems, Siemens Ltd
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?In today’s challenging times, one of the key measures is about having the right product life cycle management process integrated with enterprise network. There is a need for virtual simulation technologies. Machines have to be introduced in the real world faster than the traditional sequential development approach. This will ensure that prototypes are introduced with a reduced time to market. The flow of information should be seamless across all level viz. shopfloor, equipment control, operation planning and management. Building flexibility into the manufacturing process is equally important to respond quickly to the changing market requirements. Secondly, it is also important to focus on “life cycle costs” more than “purchase price” at the time of planning investments in capital goods. Today, with many organisations, there is a strong focus to achieve environmental sustainability. Solutions with “Green” technologies viz. Ctrl E* functions in SINUMERIK is a set of powerful and technically sophisticated functions that increase the energy efficiency of machines by reducing energy consumption.
■In what way an organisation should benchmark its performance with other
successful corporations in terms of new product development, innovations, & competitive marketing strategy? Market share and profitability are easily the overall indicators for an organisation to benchmark its performance. In product development, the key indicators would be the value proposition for the customer, time-to-market along with a sharp focus on manufacturing excellence. Companies should benchmark innovation by creating a “pioneering” effect. Many global corporations have introduced “disruptive technologies”, created new markets and set new standards. Innovative product positioning strategies and being close to the customers creates the differentiation factor. Being best-in-class, creating a difference by means of sales or service approach and creating value for the customer are areas where corporations strive hard to create performance benchmarks.
■How are you progressing towards building your company brand for the future?Our focus is on sustainable growth, innovation and environmental solutions. In 2012, Siemens was ranked as a Supersector Leader in the Dow Jones Sustainability Index (DJSI) for the first time, leading the category Industrial Goods and Services. Globally, we hold nearly 58,000 active patents – more than 18,000 of them in “green”
technologies. Siemens has always been known for being an inventor and innovator Along with leveraging our strong presence in the high-end technology segment, we will also build on our SMART (simple-to-use, maintenance-friendly, affordable, reliable and timely-to-market) base-level products.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?One of the key challenges for the Indian manufacturing sector is the dearth of skilled manpower. This skill gap if not addressed quickly can have a bearing on the productivity. The cost basis and the competitiveness of the sector will suffer. Also, Indian manufacturers are building capacity considering only the demand from the domestic markets with very less focus on the global demand. This situation makes it difficult to scale up. Also, the Indian machine tool sector in particular, seems to have
more focus on standard and mid-range machines & less on high-end complex machines. Consequently, this is leading to heavy dependence on imports.
■Can you comment on the trends in your business sector – technology & customer needs? Currently in India, there is an increasing awareness about the use of energy-efficient products. Indian customers now want high quality products at an affordable price. The dynamics of operation are constantly changing. We are seeing faster growth rates in high-end and mid-range segment of machines. Standard segment however, is demonstrating a moderate growth. The demand is inching more towards multi-function and multi-axis segments of machines. We see an increasing demand for today’s machine tools to be equipped with IT solutions to ensure seamless process data flow from shopfloor to all other levels. Customers are demanding higher operation flexibility and high uptimes. Basically, they want to improve productivity along with profitability.

“We need a flexible manufacturing system”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?In most of the organisations, costs are being monitored very minutely. A product is split into its sub-assemblies and finally into the component levels and cost reduction programs are taken up on a massive scale across the organisation. Whenever, we speak of the cost, the major factor after the material cost is the cost of processing the material into the required form wherein the machine tools have a major role. Today’s machine tools are built keeping the above factor in the mind. As is well known, of the total time the component is on a machine, part of the time is wasted during which the actual material removal is not happening. This is called as the non–cutting time. Most of the machine tool manufacturers have brought in features that would reduce this wasteful time to bare minimum, and in certain cases also eliminate it.
■ W h a t a r e y o u r re co m m e n d at i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?Manufacturing excellence is achieved if we are able to achieve, a single-piece flow, but at the same time are able to cater to the varied need of the market in terms of
product variety and product features without disturbing the flow. This kind of uncertain demand requires a flexible manufacturing system through which the manufacturer is in a position to handle the ups and downs in the quantity demanded by the market and also the wide variety of product demands in a very short time. The more flexible the manufacturing system, the faster will be the response time for the changes in the market demands & the organisation will be better placed to even out the uncertainties of the market more effectively. One key player in a flexible manufacturing system is the machine tool which determines the process flow in the organisation. On one end of the spectrum, we have the special machines, which cannot change the process; on the other end, there are new developments in the machine tools whereby we have the modular machines or the universal machines which are very flexible in the operations. Through these flexible manufacturing systems the organisations are well-prepared to handle the changes in the market efficiently & thereby sustain the growth momentum in their organisation.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?The problems faced by
the Indian machine tool manufacturers & by Indian manufacturing sector are same or almost similar. First and foremost is the high level of inefficiency in the entire system. Though this varies from organisation to organisation, with the best of the organisations having invested huge time and effort in bringing about cultural changes in their organisation leading to lesser inefficiencies. On a one-on-one scale, the productivity of man/machine/money/time is much lower in India than advanced countries like Germany, Japan or even China. This one single factor makes us highly uncompetitive in the world market. With an open market system in place, there is a level playing field for all the companies across the globe. For the Indian companies, it is not enough to be better than their nearest competitor in the country, but they have to be better than the best of the companies across the world. A look at the number of machine tools imported into India would give you a good idea of this situation. More than 70 per cent of the consumption of machine tools in India is met
by foreign suppliers with the Indian manufacturers supplying less than 30 per cent.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Every organisation has to kill its best-selling products periodically and bring in new products at higher platform. It is only through constant development that new technology gets introduced in the market. Ultimately, any new technology that is developed has a market, if & only if there is a need for the same and there are customers who are willing to pay for the same. So, one of the ways to develop new products, is to do it jointly with the customer. The unsatisfied needs of the customer forms the basis for the development of new products. Additionally, joint development programs with universities help the organisations to develop products on new platforms which are a big step ahead of the current technology levels.
“The more flexible the manufacturing system, the faster will be the response time for the changes in the market demands”
Sreekanteswar S, President, Körber Schleifring GmbH,
India Branch Office & Technology Center
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 42 |
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 43 |
“Being close to the customers”“We see an increasing demand for today’s machine tools to be equipped with IT solutions to ensure seamless process data flow from shopfloor to all other levels.”
Satish Godbole, Vice President Motion Control Systems, Siemens Ltd
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?In today’s challenging times, one of the key measures is about having the right product life cycle management process integrated with enterprise network. There is a need for virtual simulation technologies. Machines have to be introduced in the real world faster than the traditional sequential development approach. This will ensure that prototypes are introduced with a reduced time to market. The flow of information should be seamless across all level viz. shopfloor, equipment control, operation planning and management. Building flexibility into the manufacturing process is equally important to respond quickly to the changing market requirements. Secondly, it is also important to focus on “life cycle costs” more than “purchase price” at the time of planning investments in capital goods. Today, with many organisations, there is a strong focus to achieve environmental sustainability. Solutions with “Green” technologies viz. Ctrl E* functions in SINUMERIK is a set of powerful and technically sophisticated functions that increase the energy efficiency of machines by reducing energy consumption.
■In what way an organisation should benchmark its performance with other
successful corporations in terms of new product development, innovations, & competitive marketing strategy? Market share and profitability are easily the overall indicators for an organisation to benchmark its performance. In product development, the key indicators would be the value proposition for the customer, time-to-market along with a sharp focus on manufacturing excellence. Companies should benchmark innovation by creating a “pioneering” effect. Many global corporations have introduced “disruptive technologies”, created new markets and set new standards. Innovative product positioning strategies and being close to the customers creates the differentiation factor. Being best-in-class, creating a difference by means of sales or service approach and creating value for the customer are areas where corporations strive hard to create performance benchmarks.
■How are you progressing towards building your company brand for the future?Our focus is on sustainable growth, innovation and environmental solutions. In 2012, Siemens was ranked as a Supersector Leader in the Dow Jones Sustainability Index (DJSI) for the first time, leading the category Industrial Goods and Services. Globally, we hold nearly 58,000 active patents – more than 18,000 of them in “green”
technologies. Siemens has always been known for being an inventor and innovator Along with leveraging our strong presence in the high-end technology segment, we will also build on our SMART (simple-to-use, maintenance-friendly, affordable, reliable and timely-to-market) base-level products.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?One of the key challenges for the Indian manufacturing sector is the dearth of skilled manpower. This skill gap if not addressed quickly can have a bearing on the productivity. The cost basis and the competitiveness of the sector will suffer. Also, Indian manufacturers are building capacity considering only the demand from the domestic markets with very less focus on the global demand. This situation makes it difficult to scale up. Also, the Indian machine tool sector in particular, seems to have
more focus on standard and mid-range machines & less on high-end complex machines. Consequently, this is leading to heavy dependence on imports.
■Can you comment on the trends in your business sector – technology & customer needs? Currently in India, there is an increasing awareness about the use of energy-efficient products. Indian customers now want high quality products at an affordable price. The dynamics of operation are constantly changing. We are seeing faster growth rates in high-end and mid-range segment of machines. Standard segment however, is demonstrating a moderate growth. The demand is inching more towards multi-function and multi-axis segments of machines. We see an increasing demand for today’s machine tools to be equipped with IT solutions to ensure seamless process data flow from shopfloor to all other levels. Customers are demanding higher operation flexibility and high uptimes. Basically, they want to improve productivity along with profitability.

“Update, improve, & deliver faster”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing s o l u t i o n s a d d r e s s current manufacturing c h a l l e n g e s s u c h a s productivity improvement, cost reduction, efficient processes, etc?If one compares the scenario five years ago and the conditions prevailing today, the progress appears to be marvellous. However, if one considers the consumers’ point of view, gaps become apparent. I attended an industry meeting at Lavasa in the last year, where senior representatives from some top manufacturing companies expressed their “high level” of satisfaction with the machine tools as available today. “High level” must not be confused with “total”. Obviously, scope exists to enhance customer delight. How can there be a limitation to technological improvement? One must constantly update, improve, deliver faster, and with lower financial involvement.
■ W h a t a r e y o u r re co m m e n d at i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Market conditions are never too predictable. Market is sometimes favourable, sometimes unfavourable. It is in the nature of the market to behave in such a fashion.
Market keeps fluctuating even for the most basic items such as food, clothes, education, etc. Customer has the right to experiment even when fully satisfied with the existing offering; he has the right to guard the outflow of money; he has the right to change his mind; and he has the right to be never satisfied! The age-old dictum of not keeping all eggs in one basket, being ahead of the market, listening to the gut-feeling, etc, still hold good! Many sellers underestimate the size, location and preference of the market, and end up serving much less than what they should have. Having a balanced portfolio helps in sustaining the growth momentum.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?The copyrights and patents held by an organisation indicate its innovativeness. It may not be an exact indicator, but still provides with a good indication. For example, IBM, Samsung Electronics and Canon K K had very high numbers of patents registered last year, and this can be safely presumed to be an indicator of the intellectual capability of these companies. Another way could be gauging the effect of the new products
and services launched. For example, BFW machining centre Agni, milling machine Akshara and high-speed machining centre Dhruva, launched in different years, were a rage. But the market adopted so well to these products that we had a tough time in introducing improved versions of all the three! So, as far as deciding the marketing strategy is concerned, I prefer each good manufacturer to have a unique strategy. There is no point in being a follower; market respects leaders. One can even have a single company sporting different successful brands, each pursuing a characteristic strategy. Crest toothpaste, Pantene shampoo, Gillette shaving cream, Pringles potato chips and Duracell batteries appear to have distinct strategies, but are related to a single company – Proctor & Gamble.
■ What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian machine tool industry?The Indian machine tool industry continues to
be severely fragmented, seemingly content with serving sundry orders for the run-of-the-mill products; surrendering the larger and more rewarding chunk to the international players. There is a crowd of about 400 machine tool builders, but hardly ten stand out. With limited resources and an obligation to provide sustenance, the machine tool builders work in silos, each dealing differently with the same four or five international suppliers of accessories. Sharing technology is beyond imagination. As a result, the technological growth leaves much to be demanded, and the products cost more than they should.
■ Can you comment on the trends in your business sector – technology & customer needs? Machine tool industry in India is experiencing the trend for combination technology such as milling and turning together, multi-tasking, simultaneous multiple axes machining, and multiple spindles. The emphasis is upon error-free fast production with least consumption of resources.
“The age-old dictum of not keeping all eggs in one basket, being ahead of the market, listening to the gut-feeling, etc, still hold good!”
S N Mishra Vice Chairman, Bharat Fritz Werner (BFW)
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 44 |


M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 46 |
“The need for hi-tech machines will grow”■ How do you look at the current business scenario in India, and the confidence level in the machine tool industry? What is your outlook for the future?In the current business scenario, especially in the manufacturing space, the demand slowdown is sweeping across most of the sectors. While it hurts, it is not that bad as in 2008-09. Most of the companies have learnt to manage the downturn. Machine tool industry situation is inline with the above. We had a very high growth in the last two years and now there is a sudden slowdown. I expect this to improve in the next few quarters. The Indian share of machine tool consumption is around one-third essentially on account of inadequate capacity. We need to continue to invest in capacity addition to increase our share.
■ How is the overall trend in the Indian machine tool industry?India industry has been tuned to low cost manufacturing practices on account of high interest rate and low investment capacity. Also, the manpower cost in India is lower compared to that in advanced countries. It is also lower than the cost in China currently. However, of late, the availability of skilled manpower is lower than the need and hence the industry is in a mood to invest in advanced, automated and sophisticated
production equipment and processes. This trend is clearly seen in the last few years and it is here to stay. Certainly, the need for hi-tech machine tools will grow. Just to give an example, in our plant, we use high-end flexible manufacturing and automated systems very effectively.
■ W h a t a r e y o u r re co m m e n d at i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Using modern machines with advanced technologies that offer high productivity and quality is the answer to achieving manufacturing excellence. Another requirement in current times is that we need to get productivity even in small batches. These machines lend themselves effective for lean production. This should help in sustaining the growth momentum in today’s uncertain market conditions.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?As regards to benchmarking for new product development and innovation, good company’s share of its sales from new products (of less than 3 years) should be more than 25 to 30 per cent. As regards
to competitive strategy, every company must have a clear well-articulated strategy document depicting how it will compete in the market place, what area it will operate and how it will differentiate itself against competition. The benchmark of good strategy is the Return on Invested Capital (ROIC). Return of 30 per cent or more is a benchmark for deployment of good competitive strategy.
■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc? Let me define highly productive machines. They have features like multi-tasking performing a number of operations, like turning, milling and even grinding. These machines are more and more fitted with automatic handling of components such as gantry loaders, multiple pallets or even flexible manufacturing systems. Consequent to multiple operations, the machines have stack of large number of
tools or grinding wheels, etc. These machines can perform most of the operations required on a component in the same set-up resulting in superior dimension and form accuracies. This enables getting high quality components by process. Also, there is no waiting time between operations. The Overall Equipment Efficiency (OEE) can be high. Typical OEE figures in normal shops can be anywhere in 30 to 50 per cent range. With automated and sophisticated machines the OEEs can be in the range of 75 to 85 per cent, provided the production is managed well. Also many of these machines can run unmanned in one of the shifts for higher output. While the above capabilities are great, to realise these results we need excellent process planning, optimum programming, and good fixtures and above all, manage the production to get high productivity and quality. This is certainly a challenge and few companies have these capabilities and we need skilled and qualified operators and good engineering support.
“Using modern machines with advanced technologies that offer high productivity & quality is the answer to achieving manufacturing excellence.”
S G Shirgurkar, Managing Director, Ace Designers Ltd
“Listen to customer”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?With the fierce competition, every company focuses on improvement with varying success. The methodologies and strategies are well-known and documented. Agencies like Confederation of Indian Industry (CII) help in implementation. Events like Productivity Summit and Championship, pioneered by Indian Machine Tool Manufacturers’ Association (IMTMA), encourage success and sharing in productivity. Moreover, the success of any company varies with the commitment of the top management.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?The top management team should consciously devote 80 per cent of their time for improvement and innovation. Day-to-day operations can be managed in 20 per cent of the time, if processes are in place. So, the first step is to put process in place, which releases time for improvement and innovation. iPhone and iPod demonstrated how brilliance can defy market gloom. ‘Blue Ocean’ shows how innovation can make sunset industries
rise like the Phoenix!
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Apple! Facebook! even the homegrown Flipkarts! are inspiring examples of new product development, technology innovation, and competitive marketing strategy to benchmark. Whether it’s product or service – there is a fine divide – the key is innovation.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?We know the enemy. It is “we”. The aphorism holds good across a wide spectrum of industries. The primary issue is mindset – willingness to step out of the comfort zone; delegate; take risks; try new ideas; invest in R&D, listen to customer. Some concerns and challenges facing the Indian manufacturing sector are - attracting talent back from IT industry; planning for aggressive growth and investment; welcoming venture capital, FDI & IPOs to raise capital. This requires a change from “Maalik” to “professional management”, and willingness to share control.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?Even during the pre-reform thralldom of License and Baburaj, India maintained the ‘Hindu’ rate of growth of 3.5 per cent. Post reform, burdened with poor governance and infrastructure, and rapacious corruption, we can still manage 5 per cent. In recent months the Government has made positive, bold moves, which are encouraging. With good governance and an industry-friendly policy regime - a stable 10-12 per cent growth is possible within 3 years. The virtuous cycle of Consumption >> Investment >> Growth will accelerate.
■Can you comment on the trends in your business sector – technology & customer needs? There is an increasing use of electronics for energy conservation and improving productivity. End-users are ever more knowledgeable and demanding. Environment consciousness and shortage of energy is impacting business
decisions. Value engineering, standardisation, ‘just enough’ design and shrinking footprint are gaining attention. Also, appearance and maintainability are valued.
■How do you look at the demand trends globally & locally in the manufacturing sector, in general?The potential has barely been tapped. We need to create demand. Products and solutions must address the real needs of the customer. Customers must be educated on technology and solutions available. More than two thirds of world population is in need of food, health, education and housing, and 10 per cent of the humans control 80 per cent of the wealth. Hence, huge funds are stagnating or frittered pursuing luxury. Only a miniscule portion of the Government spend remains for creation of productive assets. The problem is channeling the funds into productive investments. If this can be resolved and the needs of the less privileged addressed, I see no limit to the demand for manufacturing, directly and indirectly, for the next three decades.
“The top management team should consciously devote 80 per cent of their time for improvement and innovation.”
C P Rangachar, Managing Director, Yuken India
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 47 |

M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 46 |
“The need for hi-tech machines will grow”■ How do you look at the current business scenario in India, and the confidence level in the machine tool industry? What is your outlook for the future?In the current business scenario, especially in the manufacturing space, the demand slowdown is sweeping across most of the sectors. While it hurts, it is not that bad as in 2008-09. Most of the companies have learnt to manage the downturn. Machine tool industry situation is inline with the above. We had a very high growth in the last two years and now there is a sudden slowdown. I expect this to improve in the next few quarters. The Indian share of machine tool consumption is around one-third essentially on account of inadequate capacity. We need to continue to invest in capacity addition to increase our share.
■ How is the overall trend in the Indian machine tool industry?India industry has been tuned to low cost manufacturing practices on account of high interest rate and low investment capacity. Also, the manpower cost in India is lower compared to that in advanced countries. It is also lower than the cost in China currently. However, of late, the availability of skilled manpower is lower than the need and hence the industry is in a mood to invest in advanced, automated and sophisticated
production equipment and processes. This trend is clearly seen in the last few years and it is here to stay. Certainly, the need for hi-tech machine tools will grow. Just to give an example, in our plant, we use high-end flexible manufacturing and automated systems very effectively.
■ W h a t a r e y o u r re co m m e n d at i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Using modern machines with advanced technologies that offer high productivity and quality is the answer to achieving manufacturing excellence. Another requirement in current times is that we need to get productivity even in small batches. These machines lend themselves effective for lean production. This should help in sustaining the growth momentum in today’s uncertain market conditions.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?As regards to benchmarking for new product development and innovation, good company’s share of its sales from new products (of less than 3 years) should be more than 25 to 30 per cent. As regards
to competitive strategy, every company must have a clear well-articulated strategy document depicting how it will compete in the market place, what area it will operate and how it will differentiate itself against competition. The benchmark of good strategy is the Return on Invested Capital (ROIC). Return of 30 per cent or more is a benchmark for deployment of good competitive strategy.
■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc? Let me define highly productive machines. They have features like multi-tasking performing a number of operations, like turning, milling and even grinding. These machines are more and more fitted with automatic handling of components such as gantry loaders, multiple pallets or even flexible manufacturing systems. Consequent to multiple operations, the machines have stack of large number of
tools or grinding wheels, etc. These machines can perform most of the operations required on a component in the same set-up resulting in superior dimension and form accuracies. This enables getting high quality components by process. Also, there is no waiting time between operations. The Overall Equipment Efficiency (OEE) can be high. Typical OEE figures in normal shops can be anywhere in 30 to 50 per cent range. With automated and sophisticated machines the OEEs can be in the range of 75 to 85 per cent, provided the production is managed well. Also many of these machines can run unmanned in one of the shifts for higher output. While the above capabilities are great, to realise these results we need excellent process planning, optimum programming, and good fixtures and above all, manage the production to get high productivity and quality. This is certainly a challenge and few companies have these capabilities and we need skilled and qualified operators and good engineering support.
“Using modern machines with advanced technologies that offer high productivity & quality is the answer to achieving manufacturing excellence.”
S G Shirgurkar, Managing Director, Ace Designers Ltd
“Listen to customer”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?With the fierce competition, every company focuses on improvement with varying success. The methodologies and strategies are well-known and documented. Agencies like Confederation of Indian Industry (CII) help in implementation. Events like Productivity Summit and Championship, pioneered by Indian Machine Tool Manufacturers’ Association (IMTMA), encourage success and sharing in productivity. Moreover, the success of any company varies with the commitment of the top management.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence & sustaining the growth momentum in today’s uncertain market conditions?The top management team should consciously devote 80 per cent of their time for improvement and innovation. Day-to-day operations can be managed in 20 per cent of the time, if processes are in place. So, the first step is to put process in place, which releases time for improvement and innovation. iPhone and iPod demonstrated how brilliance can defy market gloom. ‘Blue Ocean’ shows how innovation can make sunset industries
rise like the Phoenix!
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?Apple! Facebook! even the homegrown Flipkarts! are inspiring examples of new product development, technology innovation, and competitive marketing strategy to benchmark. Whether it’s product or service – there is a fine divide – the key is innovation.
■What are the immediate concerns & challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general & the Indian machine tool industry in particular?We know the enemy. It is “we”. The aphorism holds good across a wide spectrum of industries. The primary issue is mindset – willingness to step out of the comfort zone; delegate; take risks; try new ideas; invest in R&D, listen to customer. Some concerns and challenges facing the Indian manufacturing sector are - attracting talent back from IT industry; planning for aggressive growth and investment; welcoming venture capital, FDI & IPOs to raise capital. This requires a change from “Maalik” to “professional management”, and willingness to share control.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?Even during the pre-reform thralldom of License and Baburaj, India maintained the ‘Hindu’ rate of growth of 3.5 per cent. Post reform, burdened with poor governance and infrastructure, and rapacious corruption, we can still manage 5 per cent. In recent months the Government has made positive, bold moves, which are encouraging. With good governance and an industry-friendly policy regime - a stable 10-12 per cent growth is possible within 3 years. The virtuous cycle of Consumption >> Investment >> Growth will accelerate.
■Can you comment on the trends in your business sector – technology & customer needs? There is an increasing use of electronics for energy conservation and improving productivity. End-users are ever more knowledgeable and demanding. Environment consciousness and shortage of energy is impacting business
decisions. Value engineering, standardisation, ‘just enough’ design and shrinking footprint are gaining attention. Also, appearance and maintainability are valued.
■How do you look at the demand trends globally & locally in the manufacturing sector, in general?The potential has barely been tapped. We need to create demand. Products and solutions must address the real needs of the customer. Customers must be educated on technology and solutions available. More than two thirds of world population is in need of food, health, education and housing, and 10 per cent of the humans control 80 per cent of the wealth. Hence, huge funds are stagnating or frittered pursuing luxury. Only a miniscule portion of the Government spend remains for creation of productive assets. The problem is channeling the funds into productive investments. If this can be resolved and the needs of the less privileged addressed, I see no limit to the demand for manufacturing, directly and indirectly, for the next three decades.
“The top management team should consciously devote 80 per cent of their time for improvement and innovation.”
C P Rangachar, Managing Director, Yuken India
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 47 |

“Faster, cheaper and better”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?I will give an example of highly productive manufacturing solutions. For machining of every component, normally, out of 100 per cent cycle-time, 30 per cent is actual cutting time and rest is idle time which consists of rapid travels, acceleration, tool change time, etc. To lower the floor to floor time for every component the highly productive machine will be the one which reduces the idle times. This in turn means, lowest ATC time, higher acceleration, high rapid, etc. So, ultimately to achieve the lower idle times, high class technology / highly efficient and reliable components have to be utilised. This increases the cost. High productive solutions with lower costs will be an ideal match for the market requirements. One has to work out a balanced approach in this.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?In this era of “faster, cheaper and better“, companies are focusing on improving the product development process. New business strategies, new
organisational approaches, new business processes and new enabling technology are being used by many forward-thinking companies to continually improve their product development process. An organisation must start by understanding what practices should be adopted. Next, it must consider its strategic direction (e.g. time-to-market, being the low cost producer, the most innovative producer, the highest quality/reliability producer, flexibility to respond to new products and markets) given its market, its objectives, and its competitors. Most importantly, the organisation must assess its strengths and weaknesses. By focusing on the “gap“ between where a company is and where it needs to be, priorities can be set for making improvements.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Manufacturing today is much more complex than ever before, requiring ample amounts of innovation and sophistication. To achieve manufacturing excellence, accuracy of manufacturing data needs to be very high. This data should deliver real-time shopfloor visibility with integrated Manufacturing Execution Systems (MES) and implementation of standard IT technology into operations. There is a need for accurate
and timely information about product and process quality, manufacturing operations, status and performance of manufacturing assets. From an ROI perspective, manufacturing is becoming the most critical area and “low-hanging fruit” for business intelligence. The continuous improvement (CI) programs such as Lean and Six-Sigma have long proven to deliver effective ROI and manufacturing intelligence is enabling these programs to deliver results at a much faster pace. In most of the high productive manufacturing plants that run multiple IT systems, information may be stored in transactional ERP systems, third party specific MES systems, laboratory systems and even in plain Excel spreadsheets. It is very important therefore, to connect these multiple systems and construct a single information repository for the single “source-of-truth”. Shopfloor information is often fragmented, available in raw form from multiple sources. It is very important that shop personnel have access to contextualised data in a timely
manner so that they can take necessary corrective action.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?One can mark the dramatic changes in Indian manufacturing sector in last 5 years. Technological demand on implementation of hi-tech solutions has grown too much higher extent. Demands for multi-axis, multi-tasking machines is increasing day-by-day. In 2005, total population of multi-axis machines installed in India was not more than 100. Now, more than 100 machines are installed in a year. However, the emphasis on training is the most important aspect. As there are less number of engineers who know the exact utilisation of any new technology, not many organisations are equipped to upgrade. We machine tool manufacturers should play a larger role in guiding organisations on new technologies to upgrade.
“There is a need for accurate and timely information about product and process quality, manufacturing operations, status and performance of manufacturing assets. ”
Parag Alekar, C E O, Nicolas Correa SA - India Branch
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 48 |
Job # PTC_IND_EFFMAN PTC_IND_EFFMAN_PG.indd 12-21-2012 10:21 AM
ClientBleedTrimLivePrinted AtColors Spec’dBy
PTC213 mm x 276 mm210 mm x 273 mm207 mm x 270 mm100%4/4Freelance User
Job info
None
Special Instructions
Effi cient Manufacturing
Job Description
Brand DirectorCreative DirectorStudio ArtistProduction Contact
jhjgthompclapp
Creative Team
FontsDIN Pro (Bold, Medium, Regular, Black, Bold Italic)Imagestest d3x_0250_4C_v3.tif (CMYK; 759 ppi; 39.5%), PTCgradients-8.56x11-blue.jpg (CMYK; 290 ppi; 103.1%)
Cyan Magenta Yellow Black
Fonts and Images Colors in Use

“A bottom-up approach towards manufacturing”■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counter parts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?I would say that our manufacturing establishments are more than capable and usually a step ahead in embracing productive and futuristic technologies. Their number though, is limited. There are often long and unending debates on automation and their adverse effects on employment. What amuses me is that none of these debates discuss that rather than waste time discussing the adverse effects, why not we look on the brighter side and take this as an opportunity to increase the number of entrepreneurs in the small scale sector! The ones that are well educated and have invested time and effort in training needs, are the successful businesses that we see and hear about today. These are the companies that I refer to, who are outshining their global competitors in both price competitiveness as well as timely delivery of quality products.
■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?Machine tools are increasingly
turning into miniature flexible manufacturing systems today. The day is past, when customers used to procure machine tools based on the optimal bed size, weight bearing capacity and spindle speed. Most productivity and quality conscious manufacturing houses are now looking at a value add much beyond heavy depth of cuts and high spindle speeds. To stay in tune with the market requirements, machine tool builders are now offering complete tooled-up solutions to end customers. This includes the liaising with tooling & fixture suppliers, CAD/CAM suppliers and the control system – with a view to optimise the machine for a variety of applications for a specific customer. The tooling up process includes the cost of optimising the machining of an agreed number of parts – that are programmed and machined with expert inputs from leading tooling, CAD/CAM and fixture companies. While this process may be considered slightly more expensive than buying a “no-frills” machine, it adds a lot of value to the buyer – and saves them a large chunk of money.
■ What are your recommendations on achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Keeping each micro process simple is the key to achieving
manufacturing excellence. In other words, I would like to quote the phrase “Take care of your pennies, and the pounds will take care of themselves.” A bottom-up approach towards manufacturing helps proper planning and aids optimisation. Another impor tant factor is the right choice of man and machine – and the degree of compatibility between both. Often the tools can be the best in class, but unless the true potential is harnessed for each process, there is a dilution in the overall output. Sustained growth is only possible, if each complex manufacturing process is reduced to simple binary logic and the owners of such processes are able to take quick decisions to turn the zeros into ones.Under the current volatile market condition, it is vital that investment is made in to such technologies that complement each other and are adaptable to a diverse application – hence my earlier comments on the mini FMS inclination of machine tools. Also, adaptable automation is another option to ensure stay productive in a changing environment.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?It is a strong belief by perfectionists, that there is only one way of making a product – and that is by making it exceed all known and perceived expectations for a good amount of time in the near future. Of course, many would debate the practicality of such a solution – but I would say that it is indeed the best option. However, the other alternative would be to benchmark critical parameters of a contemporary product and address the area for improvement, based on actual user feedback system. It is often simpler yet effective to saliently showcase those points that are able to capture the imagination of the target audience, when it comes to marketing strategy. Open house events or seminars are often a good way to show a known audience the effectiveness of your innovation. Trade shows can also be great opportunities to create a buzzword for any new innovation .
“our manufacturing establishments are more than capable and usually a step ahead in embracing productive and futuristic technologies”
Vineet Seth, Managing Director India & Middle East, Delcam Plc, UK
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 50 |
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 51 |
“Offer cutting edge solutions”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?The development has been going towards hard, fast, dry and multi-tasking. Today, both machines and tools are fully capable of machining of hardened materials in all machining operations. High-speed machining has been discussed for quite some time and is now common in manufacturing. Dry or machining with minimal lubrication for better efficiency and superior environmental friendliness is growing. Multi-tasking machine tools are available from manyt builders. All these trends address the current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?With the rapid and continuous technological development in CNC machines and workpiece materials to be machined and customers’ dynamic objectives, it ’s imperative for cutting tool supplier to continuously offer cutting
edge solutions, supported with best services to satisfy various customers objectives e.g. lower cost per component, higher MRR, customised solutions, application versatility, lowest inventory level, standardisation, etc. This will lead to achieving the necessary manufacturing excellence.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?Factors like productivity, quality and financial results will always be the benchmarks. However, we can see that other parameters are becoming more and more central, like speed in everything we do and environmental aspects are growing fast and the overall customer satisfaction is becoming an important benchmark.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?As the cost advantage will reduce over time it is imperative that the latest updated technology solutions are utilised in machine tools as well as in the use of the latest technology and methods
when it comes to the cutting tools used.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?I believe that the Indian manufacturing industry, in general, have some catching up to do. However, there are many clusters of producers that are well at par with global conditions.
■Can you comment on the trends in your business sector – technology & customer needs? The new trends and developments of cutting tool technologies are all aiming at improved productivity and lower cost per machined component. It is of outmost importance that the new technologies are adopted and applied in the correct machine tools, offering the right performance. The latest cutting tool technology and machining methods in combination
with the correct machining parameters, following the producer’s recommendations will offer the maximum benefit out of the products.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?We are experiencing a reduced growth during the last quarters. But we are now starting to see a slow recovery. I am convinced that the cutting tool market, both local as well as global, will continue to grow long-term going forward, which will improve the confidence level in the end-user industry.
■How do you look at the demand trends globally & locally in the manufacturing sector, in general?The demands are subject to cyclic effects, and for the moment we see some clouds in the sky. We feel confident that the situation will improve over time both globally as well as in India. I can see a definite increase in the demand in the near future.
“The new trends and developments of cutting tool technologies are all aiming at improved productivity and lower cost per machined component.”
Andres Fager, Managing Director, Seco Tools India (P) Ltd

“A bottom-up approach towards manufacturing”■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counter parts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?I would say that our manufacturing establishments are more than capable and usually a step ahead in embracing productive and futuristic technologies. Their number though, is limited. There are often long and unending debates on automation and their adverse effects on employment. What amuses me is that none of these debates discuss that rather than waste time discussing the adverse effects, why not we look on the brighter side and take this as an opportunity to increase the number of entrepreneurs in the small scale sector! The ones that are well educated and have invested time and effort in training needs, are the successful businesses that we see and hear about today. These are the companies that I refer to, who are outshining their global competitors in both price competitiveness as well as timely delivery of quality products.
■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?Machine tools are increasingly
turning into miniature flexible manufacturing systems today. The day is past, when customers used to procure machine tools based on the optimal bed size, weight bearing capacity and spindle speed. Most productivity and quality conscious manufacturing houses are now looking at a value add much beyond heavy depth of cuts and high spindle speeds. To stay in tune with the market requirements, machine tool builders are now offering complete tooled-up solutions to end customers. This includes the liaising with tooling & fixture suppliers, CAD/CAM suppliers and the control system – with a view to optimise the machine for a variety of applications for a specific customer. The tooling up process includes the cost of optimising the machining of an agreed number of parts – that are programmed and machined with expert inputs from leading tooling, CAD/CAM and fixture companies. While this process may be considered slightly more expensive than buying a “no-frills” machine, it adds a lot of value to the buyer – and saves them a large chunk of money.
■ What are your recommendations on achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Keeping each micro process simple is the key to achieving
manufacturing excellence. In other words, I would like to quote the phrase “Take care of your pennies, and the pounds will take care of themselves.” A bottom-up approach towards manufacturing helps proper planning and aids optimisation. Another impor tant factor is the right choice of man and machine – and the degree of compatibility between both. Often the tools can be the best in class, but unless the true potential is harnessed for each process, there is a dilution in the overall output. Sustained growth is only possible, if each complex manufacturing process is reduced to simple binary logic and the owners of such processes are able to take quick decisions to turn the zeros into ones.Under the current volatile market condition, it is vital that investment is made in to such technologies that complement each other and are adaptable to a diverse application – hence my earlier comments on the mini FMS inclination of machine tools. Also, adaptable automation is another option to ensure stay productive in a changing environment.
■ In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, & competitive marketing strategy?It is a strong belief by perfectionists, that there is only one way of making a product – and that is by making it exceed all known and perceived expectations for a good amount of time in the near future. Of course, many would debate the practicality of such a solution – but I would say that it is indeed the best option. However, the other alternative would be to benchmark critical parameters of a contemporary product and address the area for improvement, based on actual user feedback system. It is often simpler yet effective to saliently showcase those points that are able to capture the imagination of the target audience, when it comes to marketing strategy. Open house events or seminars are often a good way to show a known audience the effectiveness of your innovation. Trade shows can also be great opportunities to create a buzzword for any new innovation .
“our manufacturing establishments are more than capable and usually a step ahead in embracing productive and futuristic technologies”
Vineet Seth, Managing Director India & Middle East, Delcam Plc, UK
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 50 |
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 51 |
“Offer cutting edge solutions”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?The development has been going towards hard, fast, dry and multi-tasking. Today, both machines and tools are fully capable of machining of hardened materials in all machining operations. High-speed machining has been discussed for quite some time and is now common in manufacturing. Dry or machining with minimal lubrication for better efficiency and superior environmental friendliness is growing. Multi-tasking machine tools are available from manyt builders. All these trends address the current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?With the rapid and continuous technological development in CNC machines and workpiece materials to be machined and customers’ dynamic objectives, it ’s imperative for cutting tool supplier to continuously offer cutting
edge solutions, supported with best services to satisfy various customers objectives e.g. lower cost per component, higher MRR, customised solutions, application versatility, lowest inventory level, standardisation, etc. This will lead to achieving the necessary manufacturing excellence.
■In what way an organisation should benchmark its performance with other successful corporations in terms of new product development, innovations, and competitive marketing strategy?Factors like productivity, quality and financial results will always be the benchmarks. However, we can see that other parameters are becoming more and more central, like speed in everything we do and environmental aspects are growing fast and the overall customer satisfaction is becoming an important benchmark.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?As the cost advantage will reduce over time it is imperative that the latest updated technology solutions are utilised in machine tools as well as in the use of the latest technology and methods
when it comes to the cutting tools used.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?I believe that the Indian manufacturing industry, in general, have some catching up to do. However, there are many clusters of producers that are well at par with global conditions.
■Can you comment on the trends in your business sector – technology & customer needs? The new trends and developments of cutting tool technologies are all aiming at improved productivity and lower cost per machined component. It is of outmost importance that the new technologies are adopted and applied in the correct machine tools, offering the right performance. The latest cutting tool technology and machining methods in combination
with the correct machining parameters, following the producer’s recommendations will offer the maximum benefit out of the products.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?We are experiencing a reduced growth during the last quarters. But we are now starting to see a slow recovery. I am convinced that the cutting tool market, both local as well as global, will continue to grow long-term going forward, which will improve the confidence level in the end-user industry.
■How do you look at the demand trends globally & locally in the manufacturing sector, in general?The demands are subject to cyclic effects, and for the moment we see some clouds in the sky. We feel confident that the situation will improve over time both globally as well as in India. I can see a definite increase in the demand in the near future.
“The new trends and developments of cutting tool technologies are all aiming at improved productivity and lower cost per machined component.”
Andres Fager, Managing Director, Seco Tools India (P) Ltd

M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 52 |
“Manufacturing excellence through discipline & innovation”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing s o l u t i o n s a d d r e s s current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?Today’s machine tools help users to gain higher productivity, better machining results and also master challenging new machining tasks. There are several ways to achieve high levels of quality, productivity, reliability, and efficiency, for example, the right machine for the right purpose from entry level to high-end machining. Machine tool companies now offer consultations and expert advice to test cuts on the machines in their technology centres. Independent of its level, the technological excellence needs to be maintained in the machines – speed, precision, usability & reliability as well as productivity are the key factors in this regard. Features like high-speed cutting, the flexibility of multi-tasking machines and innovative manufacturing techniques enable manufacturing of parts in a faster way and with better quality. DMG / Mori Seiki offers these features in its machines, an entry level machine from the ECOLINE series or a high-end 5-axis milling machine with integrated new technologies such as laser texturing or a multi-turret turning machine.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Manufacturing excellence can be achieved through discipline and innovation in every step – the right equipment, right working practices, right material inputs and a skilled motivated workforce. For example, at DMG / Mori Seiki with our approach of a total solution provider, our huge and manifold portfolio for all kinds of machining challenges, we cater to not only different levels of manufacturing but also various industry sectors with specific global expertise. This also comprises our broad set of service solutions and energy saving products (Gilde Meister) energy solutions, DMG energy save) as well as our training academy.
■ What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?As India’s manufacturing sector strives to become a leading manufacturing country, the challenges of global manufacturing standards have to be met both for export and the growing domestic markets. This includes quality of manufacturing from machine tool to application and operation by skilled users.
Precision, quality as well as productivity are important in this regard.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Indian manufacturing is fortunate as there is a large human resource available which is relatively young. The organisations which hire and train the right operators for learning and implementing new technologies in their production, are successfully using such high-tech equipment. This is in fact felt as an advantage. Many Indian companies are supplementing the high technology equipment with necessary supporting infrastructure like CAD/CAM, tool management and presetting, inspection and measurement equipment, proper production control systems, etc and are able to realise the full benefit of such technologies. The machine tool supplier plays a major
role in advising and providing support while implementing the use of new machine tools such as 5-axis machines, multi-turret machines and multi-tasking machines.
■ How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?The Indian manufacturing base is going to grow because of its domestic market requirements and because of its potential to be a major supplier. We strongly sense the growing technological awareness in the manufacturing community. All possible alternative technological solutions are being evaluated carefully for their suitability in the long run and affordability today. Our customers know what they need and we are offering to partner with them as they enter the domestic as well as global manufacturing stage and with our strong engineering background and global expertise to help them grow their business successfully.
“Manufacturing excellence can be achieved through discipline and innovation in every step – the right equipment, right working practices, right material inputs & a skilled motivated workforce. ”
Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
“No room for trial and error”■How do today’s machine tools / cutting tools with highly productive manufacturing solutions address current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?In the current scenario, on one hand, we have high-end technology and on the other, we have the manufacturers who are in search of end-to-end solutions for their manufacturing processes, which will enhance quality, quantity and efficient output. To meet the same there should be one-stop solution for the customers, which will reduce snag time in order to deliver solutions constantly. The fast changing and challenging demands from customer should be addressed with the same pace and reliability by the machine tool / cutting tool industry. This needs a bridge between the technology and the business needs. For example, at Unique Tooling Solutions we provide one-stop solutions to metal cutting industry to stay cost-competitive and updated.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?In the swing of development, manufacturing facilities are enhanced to fulfil the needs of time. But as we all know that market conditions are dynamic, we should always be ready to face the odds. The
challenges in implying cutting edge technology are reliability, adaptability and sustainability. To gain excellence in manufacturing, we should have micro-level planning, not only at all levels but in run-off time to have minimum hassle during execution. This will help to sustain in odds. Another important aspect is that there is no room for trial and error. Hence, the decisions taken should be technically, financially and strategically perfect in order to meet the demands of the market, i.e. first time do it right approach.
■In what way an benchmark its performance with other successful corporations in terms of new product development, innovations? How is your company’s approach towards this?In this fast changing world, we have to continuously upgrade our benchmarks and keep on inventing innovative ways to give cost-effective solutions to our customers. The new products should address market needs rather than just pushing against competition. Our company’s approach is to give innovative technical solutions and services to our customers under one roof. We believe that every entity in this sector should be our customer, no matter whether it’s a manufacturer, supplier, service provider or end-user. Communicating with counterparts and addressing their needs in right way will definitely increase our performance. Customer-
centric approach, technical know-how, organisational experience, eager to develop & equipped to provide service will lead the organisation to the path of glory.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools?The Indian manufacturing industry is exploring new horizons. It is gearing up to become cost-competitive and reliable compared to the global industry. Moreover, the sector has seen very drastic changes in the last decade in terms of the use of modern machines, cutting tools and technologies. We are seeing a lot of modern machines used at our customers in recent times. However, many manufacturing units are still stuck at a basic or intermediate level of technology. We have to catch up with the rapid technological developments which are happening in the developed countries in terms of both hard skills as well as soft skills. Only installation or availability of
modern technology/machines will not give an edge over our competitor, manufacturer should equally focus on development of human resource and supporting environment to get maximum utilisation and benefit out of new technology.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector?A significant shortfall in the present skill development is likely to result in the demand-supply gap in human resources in near future. Sluggish development trends in the European economy as well as the US market is a concern especially for the export sector. Shrinking domestic growth rate also remains as a major challenge for the manufacturing sector. All these business environmental factors are putting pressure on machine tool / cutting tool industry to be more cost-competitive. And to achieve the same it needs continuous upgradation & innovation in technology and propagate the same.
“We have to catch up with the rapid technological developments which are happening in the developed countries in terms of both hard skills as well as soft skills. ”
V S Kulkarni, Managing Director, Unique Tooling Solutions Pvt Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 53 |

M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 52 |
“Manufacturing excellence through discipline & innovation”■ H o w d o t o d a y ’s machine tools with highly productive manufacturing s o l u t i o n s a d d r e s s current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?Today’s machine tools help users to gain higher productivity, better machining results and also master challenging new machining tasks. There are several ways to achieve high levels of quality, productivity, reliability, and efficiency, for example, the right machine for the right purpose from entry level to high-end machining. Machine tool companies now offer consultations and expert advice to test cuts on the machines in their technology centres. Independent of its level, the technological excellence needs to be maintained in the machines – speed, precision, usability & reliability as well as productivity are the key factors in this regard. Features like high-speed cutting, the flexibility of multi-tasking machines and innovative manufacturing techniques enable manufacturing of parts in a faster way and with better quality. DMG / Mori Seiki offers these features in its machines, an entry level machine from the ECOLINE series or a high-end 5-axis milling machine with integrated new technologies such as laser texturing or a multi-turret turning machine.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?Manufacturing excellence can be achieved through discipline and innovation in every step – the right equipment, right working practices, right material inputs and a skilled motivated workforce. For example, at DMG / Mori Seiki with our approach of a total solution provider, our huge and manifold portfolio for all kinds of machining challenges, we cater to not only different levels of manufacturing but also various industry sectors with specific global expertise. This also comprises our broad set of service solutions and energy saving products (Gilde Meister) energy solutions, DMG energy save) as well as our training academy.
■ What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector in general and the Indian machine tool industry in particular?As India’s manufacturing sector strives to become a leading manufacturing country, the challenges of global manufacturing standards have to be met both for export and the growing domestic markets. This includes quality of manufacturing from machine tool to application and operation by skilled users.
Precision, quality as well as productivity are important in this regard.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools & cutting tools, multi-tasking machines?Indian manufacturing is fortunate as there is a large human resource available which is relatively young. The organisations which hire and train the right operators for learning and implementing new technologies in their production, are successfully using such high-tech equipment. This is in fact felt as an advantage. Many Indian companies are supplementing the high technology equipment with necessary supporting infrastructure like CAD/CAM, tool management and presetting, inspection and measurement equipment, proper production control systems, etc and are able to realise the full benefit of such technologies. The machine tool supplier plays a major
role in advising and providing support while implementing the use of new machine tools such as 5-axis machines, multi-turret machines and multi-tasking machines.
■ How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?The Indian manufacturing base is going to grow because of its domestic market requirements and because of its potential to be a major supplier. We strongly sense the growing technological awareness in the manufacturing community. All possible alternative technological solutions are being evaluated carefully for their suitability in the long run and affordability today. Our customers know what they need and we are offering to partner with them as they enter the domestic as well as global manufacturing stage and with our strong engineering background and global expertise to help them grow their business successfully.
“Manufacturing excellence can be achieved through discipline and innovation in every step – the right equipment, right working practices, right material inputs & a skilled motivated workforce. ”
Ramisetti Sridhar, Managing Director, DMG / Mori Seiki India
“No room for trial and error”■How do today’s machine tools / cutting tools with highly productive manufacturing solutions address current manufacturing challenges such as productivity improvement, cost reduction, efficient processes, etc?In the current scenario, on one hand, we have high-end technology and on the other, we have the manufacturers who are in search of end-to-end solutions for their manufacturing processes, which will enhance quality, quantity and efficient output. To meet the same there should be one-stop solution for the customers, which will reduce snag time in order to deliver solutions constantly. The fast changing and challenging demands from customer should be addressed with the same pace and reliability by the machine tool / cutting tool industry. This needs a bridge between the technology and the business needs. For example, at Unique Tooling Solutions we provide one-stop solutions to metal cutting industry to stay cost-competitive and updated.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving manufacturing excellence and sustaining the growth momentum in today’s uncertain market conditions?In the swing of development, manufacturing facilities are enhanced to fulfil the needs of time. But as we all know that market conditions are dynamic, we should always be ready to face the odds. The
challenges in implying cutting edge technology are reliability, adaptability and sustainability. To gain excellence in manufacturing, we should have micro-level planning, not only at all levels but in run-off time to have minimum hassle during execution. This will help to sustain in odds. Another important aspect is that there is no room for trial and error. Hence, the decisions taken should be technically, financially and strategically perfect in order to meet the demands of the market, i.e. first time do it right approach.
■In what way an benchmark its performance with other successful corporations in terms of new product development, innovations? How is your company’s approach towards this?In this fast changing world, we have to continuously upgrade our benchmarks and keep on inventing innovative ways to give cost-effective solutions to our customers. The new products should address market needs rather than just pushing against competition. Our company’s approach is to give innovative technical solutions and services to our customers under one roof. We believe that every entity in this sector should be our customer, no matter whether it’s a manufacturer, supplier, service provider or end-user. Communicating with counterparts and addressing their needs in right way will definitely increase our performance. Customer-
centric approach, technical know-how, organisational experience, eager to develop & equipped to provide service will lead the organisation to the path of glory.
■ Do you think the Indian manufac turing establishments are well-equipped / at par with its global counterparts in terms of adapting to hi-tech machine tools?The Indian manufacturing industry is exploring new horizons. It is gearing up to become cost-competitive and reliable compared to the global industry. Moreover, the sector has seen very drastic changes in the last decade in terms of the use of modern machines, cutting tools and technologies. We are seeing a lot of modern machines used at our customers in recent times. However, many manufacturing units are still stuck at a basic or intermediate level of technology. We have to catch up with the rapid technological developments which are happening in the developed countries in terms of both hard skills as well as soft skills. Only installation or availability of
modern technology/machines will not give an edge over our competitor, manufacturer should equally focus on development of human resource and supporting environment to get maximum utilisation and benefit out of new technology.
■What are the immediate concerns and challenges according to you, to be addressed in the near future in the Indian manufacturing sector?A significant shortfall in the present skill development is likely to result in the demand-supply gap in human resources in near future. Sluggish development trends in the European economy as well as the US market is a concern especially for the export sector. Shrinking domestic growth rate also remains as a major challenge for the manufacturing sector. All these business environmental factors are putting pressure on machine tool / cutting tool industry to be more cost-competitive. And to achieve the same it needs continuous upgradation & innovation in technology and propagate the same.
“We have to catch up with the rapid technological developments which are happening in the developed countries in terms of both hard skills as well as soft skills. ”
V S Kulkarni, Managing Director, Unique Tooling Solutions Pvt Ltd
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 53 |

“Managing the changing growth drivers”■ H o w d o t o d a y ’s manufacturing solutions a d d r e s s c u r r e n t manufacturing challenges such as produc tivity improvement, cost reduction, efficient processes, etc?Needless to mention that technological innovation plays a vital role in the enhancement of productivity. The real challenge lies in producing more with fewer resources using various innovative concepts and ideas that lead to efficient manufacturing processes and considerable reduction in costs. In general, in today’s highly competitive environment it is a necessity to provide a little ‘extra’ that is over and above any product or a service to the customer and in the process the derivation of such an innovative solution using less resource certainly adds a true value for money resulting in customer delight.
■ W h a t a r e y o u r r e c o m m e n d a t i o n s o n achieving operational excellence and sustaining the growth momentum in today’s uncertain market conditions? How is your company’s approach towards this?A lot depends on the business model that one has adopted for a respective industry. In order to sustain the growth momentum, the analytical approach for all the parameters of business in general and for the revenue income in particular, at regular intervals is an absolute must. Fair amount of anticipation is essential to make necessary
alterations under prevailing market conditions. There is no substitute to the exercise of business de-risking whilst formulating the strategies and drawing up a business plan. For us, the major thrust has always been on three factors since inception: customers, HR & technology, and therefore, we are inclined and prefer to focus on managing the changing growth drivers for a long-term benefit rather than looking at short-term advantages.
■What are the current trends in the field of metal indentation marking technology & market requirements?The ‘marking’ operation is the most critical ingredient to capture any identification and traceability aspects in the manufacturing cycle of any product, and therefore, the demand varies based on the application whilst catering to a diverse marking need from automotive, engineering, defense, aerospace, and food & pharmaceuticals industry, etc. With quality certifications and systems credentials becoming a necessity for upward mobility in the supply chain, there is an increasing demand for permanent marking in engineering segments. The permanently marked 2 Data Matrix Code is required to be captured automatically without error of any sort and therefore even tier 1 & tier 2 suppliers are ready to invest in automated solutions. In addition, these days the demand for compact, portable and cordless markers is increasing. Last but not the
least, the demand for fully automated laser markers with vision system is becoming the need of the hour.
■How do you look at the current business scenario in India, and the confidence level in the industry? What is your outlook for the future?Although there is a slowdown currently on the domestic business front, with growth going down from 9 per cent rate prior to global financial crisis, the economy would be back on growth trajectory and India is likely to grow in the vicinity of 8 per cent for the next decade or two. With the remarkable paradigm shift in the global economic trends over the last few years, there has been a change in the world order and as a result, the developing world is becoming the fulcrum of growth. Given the huge demographic advantage and the talent pool of science & technology, India automatically becomes the knowledge hub of the entire world with incredible magnitude of human capital, which certainly provides us with a wide platter of opportunities. We have
witnessed that our economy has been impelled by the domestic demand, services and consumption.
■How is your experience so far in your joint venture with Edward Pryor and Son Ltd, UK? What were the learnings from this JV?It has been now over seven years that the JV is successfully functional. Having spent such a length of quality time in designing the roadmap and ways & means of capitalising the synergies of both the ends, has produced results with year-on-year positive growth. The knowledge & collective experience of both ends brings in a phenomenal strength to the table & in addition, it has created a massive platform for the employees to learn, grow & prosper. The free flow of knowledge & sharing of various developments across the globe in the metal indentation marking arena, gives us a unique advantage. The learning in real sense from the JV is the true meaning of “global supply – local support” that has won us a place in the ‘preferred supplier list’ of many big names across the globe.
“The real challenge lies in producing more with fewer resources using various innovative concepts & ideas that lead to efficient manufacturing processes & considerable reduction in costs”
Dhiren Gupte, Managing Director, Marks Pryor
M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 54 |


M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 56 |
“Creating awareness about measurement technology”■ H o w d o t o d a y ’s measurement solutions such as 3D measurement & 3D documentation address current manufacturing challenges such as efficient p ro d u c t i o n p l a n n i n g, simplified workflow, cost reduction, better product quality, etc?To suffice market requirements quick tools of 3D measurements are essential. Such measurement solutions not only help in streamlining the production process but also easing down complex mechanism. Also, cost reduction is a non-beatable factor where best quality is of utmost requirement with obligations of accuracy limits. Faro’s 3D portable systems are cost effective as they are portable, user-friendly, have automated temperature control mechanism and available with proper training structure.
■What are the current trends in the field of measurement technology?Unlike past, today, organisations are adopting portable solutions for their factory operations. This in turn is resulting into improved output, better quality and time-saving methods. Depending on need-based accuracy levels, organisations can now install measurements solutions (fixed or portable type). Since quality control is no longer just for finished products, measurement technologies now actively control the entire manufacturing process.
The importance of precision measurement is now a recognised reality in today’s manufacturing world. It is not just about accuracy. Since parts and components are becoming increasingly more complex as a result of faster, more accurate processing technique, measurement technologies need to keep pace with this reality. In modern manufacturing, a wide variety of products are produced in a single process. This is an additional challenge for measurement engineers as control must be maintained over manufacturing processes at all times. Such control is currently only possible with flexible co-ordinate measurement technologies.
■Tell us more about the laser tracker technology.Many industries, including the automotive and aerospace industries, are in need of precise measurement of the three-dimensional features of large objects. An increasingly popular way to do this is with the laser tracker, a device first introduced in the late 1980s. As its name suggests, the laser tracker measures 3D co-ordinates by tracking a laser beam to a retro-reflective target held in contact with the object of interest. Some laser trackers can measure object features up close and as far away as 60 metres. Some have typical single-point accuracy of about 0.001” (25 micrometre) at distances to several metres. Trackers collect co-ordinate data at high speed
and require just one operator. They offer improved methods of co-ordinate measurement and make entirely new manufacturing methods possible. They are used in all stages of manufacturing - inspecting large milling machines and the parts they produce; building and periodically inspecting manufacturing tools; and carrying out many other tasks. Due to their high accuracy, high speed, and ease of use, laser trackers have replaced many of the earlier systems of portable CMMs.
■How do you see the potential for 3D measurement & documentation technology in India?India is always a hub for transnational manufacturers, so is the reason why India is their favourite destination to open more branches. To meet such international standards organisations are accepting contemporary 3D measurement solutions for better quality and for meeting the target levels cost-effectively. But to some level, organisations need awareness workshops too, where layman technicians
can also be benefited. These documentations machines are applied on big projects, but not much on small and medium projects. A chunk of medium projects might be in need of a documentation technology or 3D portable solution. So, creating awareness is the key to make it possible.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?As mentioned earlier, India has the capability and equal deliverance level. But with more and more awareness about the measurement industry, services would be even better. The business will get into pace as the year has started with new hopes. Faro always focused on ‘building customers by delivering quality services’. To continue that we will keep our focus on customer satisfaction and quality deliverance. Faro has the best applications for each specified industrial segment; be it automotive, machine tools, aerospace, heavy machinery, shipping or surveying.
“Since quality control is no longer just for finished products, measurement technologies now actively control the entire manufacturing process. ”
Harkiran Sandhu, Country Manager, FARO, SEA & India
“Thinking out-of-the-box”■ H o w d o t o d a y ’s manufacturing automation solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, operational excellence, etc?Globalisation and the pressing demand for the best global products have compelled manufacturers to automate the production process to meet market and operational demands. In the last two decades we have also noticed that manufacturing companies are being offered industry-centric and efficient product technologies. Product technologies have become easier to use and implement, more scalable and collaborative in nature across geographies rather than departmental use. Solutions like Windchill PLM tool bolster the entire production process by allowing business leaders to achieve their goals through product excellence and adherence to regulatory and quality requirements. Constant pressure of time-to-market, product cost optimisation, increasing complexity of product development, and increasing customisation have driven leading manufacturers to focus on improving the manufacturing process as the only means to counter competition and achieve business objectives. They are seeking to digitise and automate the Manufacturing Process Management (MPM) process and electronically integrate it with engineering
and production. PTC‘s Manufacturing Process Management Solution enables manufacturing engineers to transform eBOM to the mBOM, define digital definitions of process plans with associative links to the mBOMs and manufacturing resources required for each operation.
■What are the current trends in the field of technology solutions for manufacturing vis-à-vis market dynamics?The Indian market is very dynamic. It has a very quick turnaround time to change. It is ready to get fresh perspective. The manufacturers now focus on working with customers to create better processes and services. They have the ability to accept the changes and are creating new robust products according to the new changes around. They are now thinking out-of-the-box. In the next year, we plan to integrate our product line that includes state-of-the-art offerings like Creo, Windchill, Mathcad, Arbortext and Integrity, into cutting-edge solutions for innovative, global product development.
■How do you see the potential for PLM in automotive and aerospace segments in India?Today, industrial automation is common to most companies, both SMBs and large companies. Manufacturers are increasingly depending on solutions that will help them manage the product content and process, and
which are fast and secure. Our solutions are extensively being used in verticals like automotive industry, heavy engineering, auto-ancillaries, OEMs, and SMEs. The solutions have helped them cut down the time to market and cost and improve quality of the products. Traditional aerospace, automotive and high-tech companies have been on the forefront of adoption of automation and continue to do so. In the last few years we have noticed a generational turnover in the automotive industry. Most automotive companies are facing a widening set of business and technical complexities like increasingly complex vehicles with more electronics and software, increasing consumer quality, functional and time to market demands. Leading passenger and heavy OEMs as well as HAL are heavily leveraging on PTC’s core Windchill PLM software as a backbone of their product development technology platform.
■What do you think are the challenges in the current
business scenario in India? To compete in today’s rapidly evolving global environment, manufacturers must contend with an ever-increasing number of product performance requirements, such as cost, weight, reliability, safety standards and environmental impact, as well as the new government regulations and shrinking delivery timeframes. Keeping up with frequent changes in product designs, regulations, suppliers and costs, while ensuring that targets are met, is an enormous data management challenge. Not keeping up means missing targets, reworking, recalling and blocking sales, which can quickly impact your bottomline. At PTC, we have strived to resolve this in our product suite. Windchill Product Analytics – formerly InSight – is a suite of component and bill-of-material analysis automation solutions that empower users to assess product compliance, performance and risk, beginning early in the innovation process and continuing throughout the product lifecycle.
“Product technologies have become easier to use and implement, more scalable and collaborative in nature across geographies rather than departmental use”
Jeffery Wilmot, India Country Manager, PTC
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 57 |

M A N A G E M E N T I N T E R V I E W
EM KOMPENDIUM I 2013
| 56 |
“Creating awareness about measurement technology”■ H o w d o t o d a y ’s measurement solutions such as 3D measurement & 3D documentation address current manufacturing challenges such as efficient p ro d u c t i o n p l a n n i n g, simplified workflow, cost reduction, better product quality, etc?To suffice market requirements quick tools of 3D measurements are essential. Such measurement solutions not only help in streamlining the production process but also easing down complex mechanism. Also, cost reduction is a non-beatable factor where best quality is of utmost requirement with obligations of accuracy limits. Faro’s 3D portable systems are cost effective as they are portable, user-friendly, have automated temperature control mechanism and available with proper training structure.
■What are the current trends in the field of measurement technology?Unlike past, today, organisations are adopting portable solutions for their factory operations. This in turn is resulting into improved output, better quality and time-saving methods. Depending on need-based accuracy levels, organisations can now install measurements solutions (fixed or portable type). Since quality control is no longer just for finished products, measurement technologies now actively control the entire manufacturing process.
The importance of precision measurement is now a recognised reality in today’s manufacturing world. It is not just about accuracy. Since parts and components are becoming increasingly more complex as a result of faster, more accurate processing technique, measurement technologies need to keep pace with this reality. In modern manufacturing, a wide variety of products are produced in a single process. This is an additional challenge for measurement engineers as control must be maintained over manufacturing processes at all times. Such control is currently only possible with flexible co-ordinate measurement technologies.
■Tell us more about the laser tracker technology.Many industries, including the automotive and aerospace industries, are in need of precise measurement of the three-dimensional features of large objects. An increasingly popular way to do this is with the laser tracker, a device first introduced in the late 1980s. As its name suggests, the laser tracker measures 3D co-ordinates by tracking a laser beam to a retro-reflective target held in contact with the object of interest. Some laser trackers can measure object features up close and as far away as 60 metres. Some have typical single-point accuracy of about 0.001” (25 micrometre) at distances to several metres. Trackers collect co-ordinate data at high speed
and require just one operator. They offer improved methods of co-ordinate measurement and make entirely new manufacturing methods possible. They are used in all stages of manufacturing - inspecting large milling machines and the parts they produce; building and periodically inspecting manufacturing tools; and carrying out many other tasks. Due to their high accuracy, high speed, and ease of use, laser trackers have replaced many of the earlier systems of portable CMMs.
■How do you see the potential for 3D measurement & documentation technology in India?India is always a hub for transnational manufacturers, so is the reason why India is their favourite destination to open more branches. To meet such international standards organisations are accepting contemporary 3D measurement solutions for better quality and for meeting the target levels cost-effectively. But to some level, organisations need awareness workshops too, where layman technicians
can also be benefited. These documentations machines are applied on big projects, but not much on small and medium projects. A chunk of medium projects might be in need of a documentation technology or 3D portable solution. So, creating awareness is the key to make it possible.
■How do you look at the current business scenario in India, and the confidence level in your end-user industry segment? What is your outlook for the future?As mentioned earlier, India has the capability and equal deliverance level. But with more and more awareness about the measurement industry, services would be even better. The business will get into pace as the year has started with new hopes. Faro always focused on ‘building customers by delivering quality services’. To continue that we will keep our focus on customer satisfaction and quality deliverance. Faro has the best applications for each specified industrial segment; be it automotive, machine tools, aerospace, heavy machinery, shipping or surveying.
“Since quality control is no longer just for finished products, measurement technologies now actively control the entire manufacturing process. ”
Harkiran Sandhu, Country Manager, FARO, SEA & India
“Thinking out-of-the-box”■ H o w d o t o d a y ’s manufacturing automation solutions address current manufacturing challenges such as produc tivity improvement, cost reduction, operational excellence, etc?Globalisation and the pressing demand for the best global products have compelled manufacturers to automate the production process to meet market and operational demands. In the last two decades we have also noticed that manufacturing companies are being offered industry-centric and efficient product technologies. Product technologies have become easier to use and implement, more scalable and collaborative in nature across geographies rather than departmental use. Solutions like Windchill PLM tool bolster the entire production process by allowing business leaders to achieve their goals through product excellence and adherence to regulatory and quality requirements. Constant pressure of time-to-market, product cost optimisation, increasing complexity of product development, and increasing customisation have driven leading manufacturers to focus on improving the manufacturing process as the only means to counter competition and achieve business objectives. They are seeking to digitise and automate the Manufacturing Process Management (MPM) process and electronically integrate it with engineering
and production. PTC‘s Manufacturing Process Management Solution enables manufacturing engineers to transform eBOM to the mBOM, define digital definitions of process plans with associative links to the mBOMs and manufacturing resources required for each operation.
■What are the current trends in the field of technology solutions for manufacturing vis-à-vis market dynamics?The Indian market is very dynamic. It has a very quick turnaround time to change. It is ready to get fresh perspective. The manufacturers now focus on working with customers to create better processes and services. They have the ability to accept the changes and are creating new robust products according to the new changes around. They are now thinking out-of-the-box. In the next year, we plan to integrate our product line that includes state-of-the-art offerings like Creo, Windchill, Mathcad, Arbortext and Integrity, into cutting-edge solutions for innovative, global product development.
■How do you see the potential for PLM in automotive and aerospace segments in India?Today, industrial automation is common to most companies, both SMBs and large companies. Manufacturers are increasingly depending on solutions that will help them manage the product content and process, and
which are fast and secure. Our solutions are extensively being used in verticals like automotive industry, heavy engineering, auto-ancillaries, OEMs, and SMEs. The solutions have helped them cut down the time to market and cost and improve quality of the products. Traditional aerospace, automotive and high-tech companies have been on the forefront of adoption of automation and continue to do so. In the last few years we have noticed a generational turnover in the automotive industry. Most automotive companies are facing a widening set of business and technical complexities like increasingly complex vehicles with more electronics and software, increasing consumer quality, functional and time to market demands. Leading passenger and heavy OEMs as well as HAL are heavily leveraging on PTC’s core Windchill PLM software as a backbone of their product development technology platform.
■What do you think are the challenges in the current
business scenario in India? To compete in today’s rapidly evolving global environment, manufacturers must contend with an ever-increasing number of product performance requirements, such as cost, weight, reliability, safety standards and environmental impact, as well as the new government regulations and shrinking delivery timeframes. Keeping up with frequent changes in product designs, regulations, suppliers and costs, while ensuring that targets are met, is an enormous data management challenge. Not keeping up means missing targets, reworking, recalling and blocking sales, which can quickly impact your bottomline. At PTC, we have strived to resolve this in our product suite. Windchill Product Analytics – formerly InSight – is a suite of component and bill-of-material analysis automation solutions that empower users to assess product compliance, performance and risk, beginning early in the innovation process and continuing throughout the product lifecycle.
“Product technologies have become easier to use and implement, more scalable and collaborative in nature across geographies rather than departmental use”
Jeffery Wilmot, India Country Manager, PTC
EM KOMPENDIUM I 2013
I N T E R V I E W M A N A G E M E N T | 57 |
R O U N D - T A B L E M A N A G E M E N T
EM KOMPENDIUM I 2013
Learning from the learnedWith companies re-sketching their manufacturing strategies and operations as per changing times, we @ EM spoke to various industry thought leaders to understand their manufacturing mantras in the highly competitive global manufacturing landscape. Here are the learnings from these interactions for the Indian manufacturing world.
| 58 |
EM KOMPENDIUM I 2013
M A N A G E M E N T R O U N D - T A B L E
Learning from the learned W ith efficient manufacturing practices, heightened productivity & innovation
becoming the new buzz in the global manufacturing sector, Indian manufacturing giants are increasingly looking at these practices to gain competitive advantages as well as sustain profits in the long run. Sharing their insights with EM on strategies for efficient manufacturing operations, innovation, adoption of advanced technology, achieving competitive excellence, industry challenges, and market conditions are some of the biggest names in the manufacturing sector.
These thought leaders include Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd; Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology, and Advisor – IMTMA; S Sandilya, Chairman, Eicher Group and President, Society of Indian Automobile Manufacturers (SIAM); Naushad Forbes, Director, Forbes Marshall & Chairman, CII Innovation Council; Dr V Sumantran, Chairman, Defiance Tech and Member of the Board, Ashok Leyland; Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd; A K Taneja, Managing Director & CEO, Shriram Pistons & Rings Ltd; Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd; and Dr Arun Jaura, Vice President & Head - India Engineering Center, Eaton Corporation.
Arriving at efficient manufacturing How do manufacturing giants arrive
at the best fit efficient manufacturing operation depends on years of experience, innovation on the shop floor, efficient use of technology as well as skilled labour. Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd believes that the Indian manufacturing sector has been on the back seat for a long time and therefore, the best engineers do not want to partake in this segment. He says, “In order to make manufacturing efficient, the first thing that one needs is a deep understanding of the technology. If that is not there, it becomes very
difficult to proceed further.” Elaborating further, he notes, “Forgings is a very technocrat driven business and one that highly depends on people skills. Having the right kind of skills and retaining them is very important. In India, we are short of talent so retaining is an uphill task. Research is another important aspect. Research happens in academic institutions & in India we have a pathetic situation with our industry-institute relation. There is no interaction between the engineering colleges and the industry. Whichever country figures out the above mentioned pointers will have an extremely strong & efficient manufacturing base, for example, Germany & Japan.”
Advising on achieving exceptional productivity figures is S Sandilya, Chairman, Eicher Group and President, Society of Indian Automobile Manufacturers (SIAM). According to him, a company should visualise its manufacturing unit from the point of
view of both layout and process, and start with an approach in such a manner which results in the least amount of waste in the whole process flow. He explains, “It is important to keep on continuously re-evaluating the waste that can be eliminated from the processes. There is more scope for improvement only through continuous re-evaluation.”
Highlighting on Toyoto Production System to achieve this, he avers, “In the Toyota system, there is always an openness to look at new avenues. It is not just for the sake of making changes. The changes are towards making improvements. One must continuously improve the process, productivity, quality, ways of delivery to the customer.” Also, the process does not end after manufacturing a product. It also includes maintenance and servicing. This is where the concept of intelligent call centres come into picture. It is also a part of lean application. Sandilya elaborates, “A company’s image depends
“Indian industry really needs to wake up & replicate what their counterparts are doing in various parts of the world. It needs to focus on technology, use technology to drive its business, create a lean, highly technology oriented manufacturing base & indeed is capable of doing all of this”
Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd
“A company’s image depends on how the product delivers value and is serviced at the customer’s end. To sum it up, one should look at the entire product life cycle and see how lean can be practiced at each and every step.”
S Sandilya, Chairman, Eicher Group and President, SIAM
“India must plan to double the contribution of manufacturing from 15 to 30 per cent of GDP, to transform from an emerging market to a developed nation”
A K Taneja, Managing Director & CEO, Shriram Pistons & Rings Ltd
| 59 |

R O U N D - T A B L E M A N A G E M E N T
EM KOMPENDIUM I 2013
Learning from the learnedWith companies re-sketching their manufacturing strategies and operations as per changing times, we @ EM spoke to various industry thought leaders to understand their manufacturing mantras in the highly competitive global manufacturing landscape. Here are the learnings from these interactions for the Indian manufacturing world.
| 58 |
EM KOMPENDIUM I 2013
M A N A G E M E N T R O U N D - T A B L E
Learning from the learned W ith efficient manufacturing practices, heightened productivity & innovation
becoming the new buzz in the global manufacturing sector, Indian manufacturing giants are increasingly looking at these practices to gain competitive advantages as well as sustain profits in the long run. Sharing their insights with EM on strategies for efficient manufacturing operations, innovation, adoption of advanced technology, achieving competitive excellence, industry challenges, and market conditions are some of the biggest names in the manufacturing sector.
These thought leaders include Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd; Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology, and Advisor – IMTMA; S Sandilya, Chairman, Eicher Group and President, Society of Indian Automobile Manufacturers (SIAM); Naushad Forbes, Director, Forbes Marshall & Chairman, CII Innovation Council; Dr V Sumantran, Chairman, Defiance Tech and Member of the Board, Ashok Leyland; Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd; A K Taneja, Managing Director & CEO, Shriram Pistons & Rings Ltd; Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd; and Dr Arun Jaura, Vice President & Head - India Engineering Center, Eaton Corporation.
Arriving at efficient manufacturing How do manufacturing giants arrive
at the best fit efficient manufacturing operation depends on years of experience, innovation on the shop floor, efficient use of technology as well as skilled labour. Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd believes that the Indian manufacturing sector has been on the back seat for a long time and therefore, the best engineers do not want to partake in this segment. He says, “In order to make manufacturing efficient, the first thing that one needs is a deep understanding of the technology. If that is not there, it becomes very
difficult to proceed further.” Elaborating further, he notes, “Forgings is a very technocrat driven business and one that highly depends on people skills. Having the right kind of skills and retaining them is very important. In India, we are short of talent so retaining is an uphill task. Research is another important aspect. Research happens in academic institutions & in India we have a pathetic situation with our industry-institute relation. There is no interaction between the engineering colleges and the industry. Whichever country figures out the above mentioned pointers will have an extremely strong & efficient manufacturing base, for example, Germany & Japan.”
Advising on achieving exceptional productivity figures is S Sandilya, Chairman, Eicher Group and President, Society of Indian Automobile Manufacturers (SIAM). According to him, a company should visualise its manufacturing unit from the point of
view of both layout and process, and start with an approach in such a manner which results in the least amount of waste in the whole process flow. He explains, “It is important to keep on continuously re-evaluating the waste that can be eliminated from the processes. There is more scope for improvement only through continuous re-evaluation.”
Highlighting on Toyoto Production System to achieve this, he avers, “In the Toyota system, there is always an openness to look at new avenues. It is not just for the sake of making changes. The changes are towards making improvements. One must continuously improve the process, productivity, quality, ways of delivery to the customer.” Also, the process does not end after manufacturing a product. It also includes maintenance and servicing. This is where the concept of intelligent call centres come into picture. It is also a part of lean application. Sandilya elaborates, “A company’s image depends
“Indian industry really needs to wake up & replicate what their counterparts are doing in various parts of the world. It needs to focus on technology, use technology to drive its business, create a lean, highly technology oriented manufacturing base & indeed is capable of doing all of this”
Baba Kalyani, Chairman & Managing Director, Bharat Forge Ltd
“A company’s image depends on how the product delivers value and is serviced at the customer’s end. To sum it up, one should look at the entire product life cycle and see how lean can be practiced at each and every step.”
S Sandilya, Chairman, Eicher Group and President, SIAM
“India must plan to double the contribution of manufacturing from 15 to 30 per cent of GDP, to transform from an emerging market to a developed nation”
A K Taneja, Managing Director & CEO, Shriram Pistons & Rings Ltd
| 59 |

R O U N D - T A B L E M A N A G E M E N T
EM KOMPENDIUM I 2013
on how the product delivers value and is serviced at the customer’s end. To sum it up, one should look at the entire product life cycle and see how lean can be practiced at each and every step.”
But do all the above measures to achieve efficiency and productivity help companies manage their bottom-line profits amid increasing competition? Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd, asserts, “There has been a considerable pressure on the bottom-line of companies at a time when increase in price of imports and other commodities are galloping. There is enormous scope in improving productivity and reducing production costs while remaining competitive. It is not unusual for companies to reduce their costs significantly every year. There are many techniques such as energy efficiency investments, low cost automation, skill development, among other initiatives, to grow profitably.”
Manufacturing growth strategies The global manufacturing sector has
changed over the years. Dr V Sumantran, Chairman, Defiance Tech, and member of the Board, Ashok Leyland, asserts, “It is true that manufacturing has changed significantly over time. Even in my career, I have seen the acceleration of product launches by the US industry where they have gone from 48 months development cycles to 24 or even 18 months cycles. We have seen the global adoption of Japanese best practices such as Lean Manufacturing, Just-In-Time and Lean Inventory. We have seen the huge increase in productivity enabled by technology and IT, covering advanced robotic systems, new processes such as laser welding and enormous advances in plant layout optimisation, enabled by digital manufacturing simulations. Finally, it is resulting into flexible manufacturing systems, although complicated.” But this growth has not percolated in the Indian manufacturing sector.
Despite 360 degree efforts, the contribution of the Indian manufacturing sector to GDP has shown incremental increase over the decade. Discussing this scenario, A K Taneja, Managing Director
& CEO, Shriram Pistons & Rings Ltd, points out, “India must plan to double the contribution of manufacturing from 15 to 30 per cent of GDP, to transform from an emerging market to a developed nation. Manufacturing has to become the centerpiece of our economic resurgence, as in the case of China. There are several reasons for this. Manufacturing alone can provide jobs to the millions of people who are entering the job market from rural and semi-urban backgrounds. Neither service sector nor agriculture can absorb the huge number of young people seeking employment.”
Manufacturing is also the way forward to achieve more inclusive growth. Incidentally, manufacturing has a huge multiplier effect on the economy. Taneja adds, “To make manufacturing the major employment-creating engine, several reforms are essential. These are not earthshaking and within the realm of competitive politics that prevails in India. This includes accelerated investment in power generation and creating a national grid that supplies good quality power at reasonable prices to the industry. Similarly, we cannot delay any more the introduction of goods and services tax (GST), which will not only reduce cost of manufacturing, but also lead to better compliance and higher revenues for the Government. GST
can also be a potent weapon to reduce corruption, and reduce transaction costs, giving India a sharper competitive edge. With serious investment in infrastructure, incentives to foreign companies to relocate manufacturing in India, and a simplified tax structure, India can become the skill-centric manufacturing destination for the world, and manufacturing sector could double its contribution to the GDP.”
Despite multiple internal challenges, Indian manufacturing has made its mark on the global front. But is this worth global competition? Kalyani avers, “The external world looks at India very differently than what it did 10 years ago. India, our managerial skills and Indian entrepreneurs are being highly regarded and recognised. But as far as the Indian industry is concerned, I think it is largely oblivious to all this. They are still in their cocoon and either do not have the drive to get out of it and try something adventurous or they have not yet felt the heat of global competition. Indian industry really needs to wake up and replicate what their counterparts are doing in various parts of the world. It needs to focus on technology, use technology to drive its business, create a lean, highly technology oriented manufacturing base and indeed is capable of doing all of this.”
“Today, everything is strategy-driven; product positioning & market requirements have become crucial. Today, one requires more of all the five ‘M’s - men, machines, method, money, materials and he has to manage all these together effectively.”
Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology and Advisor - IMTMA
‘The challenge for manufacturing will lie in developing innovative products and services while at the same time inventing business models”
Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd
| 60 |
EM KOMPENDIUM I 2013
M A N A G E M E N T R O U N D - T A B L E
Challenges In today’s scenario, the challenges
lie on both – thrust on policy as well as industry’s readiness to accept hi-end technology. Briefing on the future of this challenge, Godrej avers, “The challenge for manufacturing will lie in developing innovative products and services while at the same time inventing business models. All this is to be done in an environmentally sustainable manner so that development adds to human well-being and contributes to improving India’s miserable human development index.”
While on the complexities that arise out of collaborative manufacturing, outsourcing, innovation compulsion, flexibility and risk management, Dr Sumantran believes that the answer to these challenges lie in establishing stable company philosophies that promote long-term relationship across the supply chain and therefore more efficient communication across the supply chain. Secondly, starting at the design phase, one must adopt manufacturing view point so that the desired level of modularity is preserved without adversely impacting overall cost. Finally, even the best of manufacturing enterprises will admit to having a lot more opportunity to extract value out of their productivity tools including IT. Any organisation that is able to push further on these three fronts will be able to address the complexities and risks of globally distributed collaborative manufacturers.
Commenting on the challenges that are faced by SMEs, Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology, and Advisor – IMTMA notes, “The issues, challenges and opportunities that companies face today are completely different from what they faced 20 years ago. The key differentiation to the advice given then and now is that of action and tactics on one side and strategy on the other. In today’s context, if I evaluate all my advices given earlier then they were all implementation-driven with plenty of do’s and don’ts, mainly in operations. Today, everything is strategy-driven; product positioning and market requirements have become crucial. The
customer & his expectations too have changed. The gap between generation of information and its dissemination to people has become extremely narrow to the point of instantaneous.
The customer no longer looks at me for any technical information in manufacturing because he is probably well-informed than me due to easy access to technology. A lot of companies have exploded in size concurrently with the growth of economy and competition. However, the change in company size is also changing the size of problems and challenges. Today, one requires more of all the five ‘M’s - men, machines, method, money, materials and he has to manage all these together effectively.”
Becoming sustainableWhile achieving global standards,
staying upbeat on global competition as well as banking on domestic opportunities, manufacturing companies also need to adhere to sustainable development activities. Godrej highlights, “Sustainable development is not only about energy but also about urbanisation. Urbanisation is one of the biggest challenges facing India. Sustainable urban development is a combination of smart policies that minimise personal transport, energy use and encourages alternate means of
transport such as walking and cycling.” On green manufacturing strategies
and its implementation for the future, Dr Arun Jaura, Vice President & Head - India Engineering Center, Eaton Corporation, says, “Green manufacturing is a wide canvas that speaks on waste treatment, water treatment, efficient energy, tack time, etc, and how efficiently and quickly all these can be pulled together.” In terms of green mobility it’s a pull and push factor in India. Jaura adds, “It is a catch 22 situation where on one hand OEMs reflect that customers are not willing to pay extra money to buy electric or hybrid cars. On the other hand, customers complain about the cost. A customer will certainly love to have a ‘green’ car at the end of the day. But he also looks at fuel economy benefits. He is not bothered much about lesser tail pipe emission. So if we can provide an affordable ‘green’ car in a convenient time that will make a difference to the customer.”
In mature markets tax benefits are given to people owning ‘green’ cars. But if a customer buys a car with a larger footprint he has to pay a carbon fee to the government. This creates a lot of positive initiatives from the green mobility perspective.
RecommendationsAs we speak of building the
“Catering to and responding to the global markets and technology space has made Indian manufacturing sector very amenable to global integration”
Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd
“The only question for India for the next 25 years is whether we would be growing at 7-8 % or at 9-10%. If we do all the right things on the reforms side, whether it is in the remaining part of FDI, financial sectors, education & skills development, various infrastructure reforms, etc, we will grow at 9-10, if we don’t we will still be at 7-8 %.”
Naushad Forbes, Director, Forbes Marshall & Chairman, CII Innovation Council
| 61 |

R O U N D - T A B L E M A N A G E M E N T
EM KOMPENDIUM I 2013
on how the product delivers value and is serviced at the customer’s end. To sum it up, one should look at the entire product life cycle and see how lean can be practiced at each and every step.”
But do all the above measures to achieve efficiency and productivity help companies manage their bottom-line profits amid increasing competition? Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd, asserts, “There has been a considerable pressure on the bottom-line of companies at a time when increase in price of imports and other commodities are galloping. There is enormous scope in improving productivity and reducing production costs while remaining competitive. It is not unusual for companies to reduce their costs significantly every year. There are many techniques such as energy efficiency investments, low cost automation, skill development, among other initiatives, to grow profitably.”
Manufacturing growth strategies The global manufacturing sector has
changed over the years. Dr V Sumantran, Chairman, Defiance Tech, and member of the Board, Ashok Leyland, asserts, “It is true that manufacturing has changed significantly over time. Even in my career, I have seen the acceleration of product launches by the US industry where they have gone from 48 months development cycles to 24 or even 18 months cycles. We have seen the global adoption of Japanese best practices such as Lean Manufacturing, Just-In-Time and Lean Inventory. We have seen the huge increase in productivity enabled by technology and IT, covering advanced robotic systems, new processes such as laser welding and enormous advances in plant layout optimisation, enabled by digital manufacturing simulations. Finally, it is resulting into flexible manufacturing systems, although complicated.” But this growth has not percolated in the Indian manufacturing sector.
Despite 360 degree efforts, the contribution of the Indian manufacturing sector to GDP has shown incremental increase over the decade. Discussing this scenario, A K Taneja, Managing Director
& CEO, Shriram Pistons & Rings Ltd, points out, “India must plan to double the contribution of manufacturing from 15 to 30 per cent of GDP, to transform from an emerging market to a developed nation. Manufacturing has to become the centerpiece of our economic resurgence, as in the case of China. There are several reasons for this. Manufacturing alone can provide jobs to the millions of people who are entering the job market from rural and semi-urban backgrounds. Neither service sector nor agriculture can absorb the huge number of young people seeking employment.”
Manufacturing is also the way forward to achieve more inclusive growth. Incidentally, manufacturing has a huge multiplier effect on the economy. Taneja adds, “To make manufacturing the major employment-creating engine, several reforms are essential. These are not earthshaking and within the realm of competitive politics that prevails in India. This includes accelerated investment in power generation and creating a national grid that supplies good quality power at reasonable prices to the industry. Similarly, we cannot delay any more the introduction of goods and services tax (GST), which will not only reduce cost of manufacturing, but also lead to better compliance and higher revenues for the Government. GST
can also be a potent weapon to reduce corruption, and reduce transaction costs, giving India a sharper competitive edge. With serious investment in infrastructure, incentives to foreign companies to relocate manufacturing in India, and a simplified tax structure, India can become the skill-centric manufacturing destination for the world, and manufacturing sector could double its contribution to the GDP.”
Despite multiple internal challenges, Indian manufacturing has made its mark on the global front. But is this worth global competition? Kalyani avers, “The external world looks at India very differently than what it did 10 years ago. India, our managerial skills and Indian entrepreneurs are being highly regarded and recognised. But as far as the Indian industry is concerned, I think it is largely oblivious to all this. They are still in their cocoon and either do not have the drive to get out of it and try something adventurous or they have not yet felt the heat of global competition. Indian industry really needs to wake up and replicate what their counterparts are doing in various parts of the world. It needs to focus on technology, use technology to drive its business, create a lean, highly technology oriented manufacturing base and indeed is capable of doing all of this.”
“Today, everything is strategy-driven; product positioning & market requirements have become crucial. Today, one requires more of all the five ‘M’s - men, machines, method, money, materials and he has to manage all these together effectively.”
Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology and Advisor - IMTMA
‘The challenge for manufacturing will lie in developing innovative products and services while at the same time inventing business models”
Jamshyd Godrej, Chairman, Godrej & Boyce Mfg Co Ltd
| 60 |
EM KOMPENDIUM I 2013
M A N A G E M E N T R O U N D - T A B L E
Challenges In today’s scenario, the challenges
lie on both – thrust on policy as well as industry’s readiness to accept hi-end technology. Briefing on the future of this challenge, Godrej avers, “The challenge for manufacturing will lie in developing innovative products and services while at the same time inventing business models. All this is to be done in an environmentally sustainable manner so that development adds to human well-being and contributes to improving India’s miserable human development index.”
While on the complexities that arise out of collaborative manufacturing, outsourcing, innovation compulsion, flexibility and risk management, Dr Sumantran believes that the answer to these challenges lie in establishing stable company philosophies that promote long-term relationship across the supply chain and therefore more efficient communication across the supply chain. Secondly, starting at the design phase, one must adopt manufacturing view point so that the desired level of modularity is preserved without adversely impacting overall cost. Finally, even the best of manufacturing enterprises will admit to having a lot more opportunity to extract value out of their productivity tools including IT. Any organisation that is able to push further on these three fronts will be able to address the complexities and risks of globally distributed collaborative manufacturers.
Commenting on the challenges that are faced by SMEs, Shailesh Sheth, Corporate Strategy Advisor, Management & Manufacturing Technology, and Advisor – IMTMA notes, “The issues, challenges and opportunities that companies face today are completely different from what they faced 20 years ago. The key differentiation to the advice given then and now is that of action and tactics on one side and strategy on the other. In today’s context, if I evaluate all my advices given earlier then they were all implementation-driven with plenty of do’s and don’ts, mainly in operations. Today, everything is strategy-driven; product positioning and market requirements have become crucial. The
customer & his expectations too have changed. The gap between generation of information and its dissemination to people has become extremely narrow to the point of instantaneous.
The customer no longer looks at me for any technical information in manufacturing because he is probably well-informed than me due to easy access to technology. A lot of companies have exploded in size concurrently with the growth of economy and competition. However, the change in company size is also changing the size of problems and challenges. Today, one requires more of all the five ‘M’s - men, machines, method, money, materials and he has to manage all these together effectively.”
Becoming sustainableWhile achieving global standards,
staying upbeat on global competition as well as banking on domestic opportunities, manufacturing companies also need to adhere to sustainable development activities. Godrej highlights, “Sustainable development is not only about energy but also about urbanisation. Urbanisation is one of the biggest challenges facing India. Sustainable urban development is a combination of smart policies that minimise personal transport, energy use and encourages alternate means of
transport such as walking and cycling.” On green manufacturing strategies
and its implementation for the future, Dr Arun Jaura, Vice President & Head - India Engineering Center, Eaton Corporation, says, “Green manufacturing is a wide canvas that speaks on waste treatment, water treatment, efficient energy, tack time, etc, and how efficiently and quickly all these can be pulled together.” In terms of green mobility it’s a pull and push factor in India. Jaura adds, “It is a catch 22 situation where on one hand OEMs reflect that customers are not willing to pay extra money to buy electric or hybrid cars. On the other hand, customers complain about the cost. A customer will certainly love to have a ‘green’ car at the end of the day. But he also looks at fuel economy benefits. He is not bothered much about lesser tail pipe emission. So if we can provide an affordable ‘green’ car in a convenient time that will make a difference to the customer.”
In mature markets tax benefits are given to people owning ‘green’ cars. But if a customer buys a car with a larger footprint he has to pay a carbon fee to the government. This creates a lot of positive initiatives from the green mobility perspective.
RecommendationsAs we speak of building the
“Catering to and responding to the global markets and technology space has made Indian manufacturing sector very amenable to global integration”
Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd
“The only question for India for the next 25 years is whether we would be growing at 7-8 % or at 9-10%. If we do all the right things on the reforms side, whether it is in the remaining part of FDI, financial sectors, education & skills development, various infrastructure reforms, etc, we will grow at 9-10, if we don’t we will still be at 7-8 %.”
Naushad Forbes, Director, Forbes Marshall & Chairman, CII Innovation Council
| 61 |

R O U N D - T A B L E M A N A G E M E N T
EM KOMPENDIUM I 2013
manufacturing sector for global competition, through use of efficient technologies and strategies, one also needs to consider the changes in industrial culture due to entry of MNCs in the domestic market. Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd, points out, “Catering to and responding to the global markets and technology space has made Indian manufacturing sector very amenable to global integration. In this journey, however, Indian companies have not ‘lost’ their unique mix of ‘innovation and compliance’. Thinking globally and acting locally is the underlying concoction of many successful manufacturing companies in India.”
Amid this influx of MNCs and fluctuations in the economy, how should the industry respond to changing market dynamics? Sandilya recommends, “Tracking month-to-month fluctuations is alright to some extent but drawing conclusions out of it may not always reflect the right economic situation. This is because the data is many times looked at from sector specific point of view. We must look at the longer term to understand the overall performance. So, cycles of fluctuation must be anticipated. The economy in the country is growing at 6.5 to 7 per cent and is slated to grow around 8 to 9 per cent in the coming years which is much higher than what it used to be 20 years ago. So, we should be happy about it rather than fretting. The same time, focus on planning and implementing growth oriented strategies, both at the government and the individual enterprise level is important.”
While sharing his thoughts on key success factors for the Indian industry, Kalyani suggests, “Indian manufacturing needs to start using more brain than muscle power. That is the mantra for Indian manufacturing. There are many learning from the economic downturn too. Number one being, anybody who is planning a business must take into account in the long run the cyclicity of the business. Therefore, one must plan the business and make it as risk-free as possible. In order to do this, one must make sure that the fixed costs are minimum; one has a flexible
manufacturing plant, which means he can operate it at 50 per cent capacity or at 100 per cent capacity without going through huge problems.” Adding further, he says, “One must also diversify their product base. Financial meltdown of 2008 has taught all of us to become lean, flexible and diversified. We became very lean and since we were already flexible we leveraged on it and pursued markets in the non-automotive segment aggressively. Today, in spite of North America and Europe not being where they were, our exports are at record levels because we had the flexibility to pursue these markets.”
Looking at the long-term view of the Indian manufacturing story, Naushad Forbes, Director, Forbes Marshall & Chairman, CII Innovation Council, articulates, “The only question for India for the next 25 years is whether we would be growing at 7-8 per cent or at 9-10 per cent. If we do all the right things on the reforms side, whether it is in the remaining part of FDI, financial sectors, education & skills development, various infrastructure reforms, etc, we will grow at 9-10, if we don’t we will still be at 7-8 per cent. If one indeed has the
view of growing at 7-10 per cent over 25 years then that says invest. Invest in manufacturing, capacity, in getting better and on the basis that you would be confident of the future. Fear of failure would creep in but at the worst, what will happen is that we will have some capacity ahead of demand but we will have it for a year or two, which is okay. A much more potential serious problem, which we have been coping with for several years, is that we have less capacity than the demand. This is a bigger danger than the former. I think as a country we have the potential to grow at 10-12 per cent for 25 years and it can come about if manufacturing grows at somewhere between 15-18 per cent y-o-y for 25 years.”
With such strong views from the industry thought leaders on how to build the manufacturing sector for the next decade, the Indian industry needs to come up with innovative solutions to their problems to stand up to global competition. At the same time, the government needs to draft policy frameworks in a manner that will not only boost the Indian manufacturing sector in the long run but also build it in a sustainable way. ■
“In mature markets tax benefits are given to people owning ‘green’ cars. But if a customer buys a car with a larger footprint he has to pay a carbon fee to the government. This creates a lot of positive initiatives from the green mobility perspective.“
Dr Arun Jaura, Vice President & Head - India Engineering Center, Eaton Corporation
“We have seen the huge increase in productivity enabled by technology and IT, covering advanced robotic systems, new processes such as laser welding and enormous advances in plant layout optimisation, enabled by digital manufacturing simulations. Finally, it is resulting into flexible manufacturing systems, although complicated.”
Dr V Sumantran, Chairman, Defiance Tech and Member of the Board, Ashok Leyland
| 62|


| 64 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y
A pragmatic approachSeven keys to become a worldclass manufacturer distill broad, commonly known concepts into specific actions that can be addressed and accomplished in a company. ■ Kevin Prouty
EM KOMPENDIUM | 2013
hat does it take to be worldclass? Richard Schonberger, a leading manufacturing consultant,
created the term ‘worldclass manufacturing.’ According to Schonberger, “manufacturing is gained by marshalling the resources for continual rapid improvement.” To achieve worldclass status, companies must change procedures and concepts, which in turn leads to transforming relations among suppliers, purchasers, producers and customers. Enterprise automation is indispensable to manufacturing innovators who aim to gain
market share, operate at peak efficiency and exceed customer expectations so they can be worldclass in their industry.
The keys to success are discussed here in no particular order. Each of these objectives is important in itself; however, taken together, they describe the focus of the activities and attitudes that define worldclass.
Reduce lead times
In many markets, the ability to deliver sooner will win business away from competitors
W
Kevin Prouty Director – Discrete Manufacturing [email protected]
| 64 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y | 65 |
Deploying capabilities to improve manufacturing operations and processes
EM KOMPENDIUM | 2013
with similar product features, quality and price. In other markets, quick delivery can justify a premium price and will certainly enhance customer satisfaction. In all cases, shorter lead times increase flexibility and agility, reduce the need for inventory buffers and lowers obsolescence risk. Lead times are cumulative and bi-directional – that is, order handling, planning, procurement, inspection, manufacturing, handling, picking, packing, and delivery all contribute to the lead time; and the time it takes to get signals down the supply chain to initiate each activity adds to the overall time it takes to get the job done.
The best combination of price and lead time often comes from a stable buyer-supplier collaborative relationship, based on long-term contracts, with deliveries according to a forecast that is shared with the supplier and updated frequently. The same is true on the customer side. Instead of focusing on securing large, one-time, single orders that clog up the supply chain, companies must focus on creating long-term contracts with customers and sharing forecast information with customers to reduce lead times.
The same issues concerning large lot sizes also apply to internally produced parts and products. Large lots, driven by a focus on lowest unit cost, raise inventory and lengthen lead times while reducing flexibility and responsiveness, increasing eventual cost through premium expediting instead of using large fixed lots, companies must dynamically adjust the lot size based on market demand, product mix and capacity. Ongoing continuous improvement efforts focused on reducing setup times can help companies reduce lot sizes, which provides flexibility in responding to market demand.
On-time shipment and inventory turns are good examples of high-level measures that tie to company objectives. Focusing on isolated measurements like equipment utilisation on non-constraining resources encourages ‘busy work’ that creates excess inventory and longer lead-times. Shop floor measurements must encourage overall performance – shipping orders on time at minimal total cost and minimal total cycle times.
Performing manual transactions often slows down the supply chain and adds to lead time. In addition, manual transaction reporting often introduces errors and impacts work productivity. Companies must
eliminate non-value added transactions and automate transactions to speed up the supply chain. For example, back-flushing can be used on the shop floor, and supplier purchase orders can be electronically sent or completely eliminated using supplier relationship management (SRM) solutions.
Cut operations costs
Although recent developments in planning and customer relationship management (CRM) have focused more on top-line benefits – growing revenue – the bottom line is still greatly dependent on controlling costs. Companies with a lower operational cost structure enjoy an obvious advantage in profitability, and the ability to adjust pricing to meet competitive pressures if necessary, to maintain or gain market share.
Costs are really just part of the scoreboard. When a company implements worldclass operational processes, it improves multiple measurements simultaneously, including cost, lead times, inventory and customer service. This approach is superior to a pure cost reduction focus without associated business process change, which can negatively impact other operational measurements. Localised cost reduction efforts can often increase costs in other areas.
Most manufactured products today have relatively little direct labour content, generally less than 20 per cent and often less than 10 per cent, whereas the material content of
most products is more than one-half the cost-of-goods sold (COGS). The rest is ‘overhead.’ Since most direct labour costs tend to be fixed, effective deployment of these resources can reduce unplanned manufacturing overtime, premium expediting and outsourcing, as well as dramatically reduce cycle times. Overhead reduction is always a fertile area for cost reduction, using automation to streamline the procurement, manufacturing and customer management processes.
Additionally, fulfilment costs have not received as much attention as it deserves; inventory cost, transportation, admin costs, electronic communications, and storage account for a significant part of the cost of doing business. Fortunately, improving customer service can also generate cost benefits at the same time.
Improve business performance visibility
A well-implemented and effective business solution delivers overall visibility into the health of the company and its operations and provides detailed information for performance measurement, process management, and problem identification and remediation. Such a system can help improve revenue through competitive advantage, help you understand your business and therefore, manage it better, reduce operational costs, improve performance and improve results for all stakeholders – owners, executives, managers and employees.

| 64 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y
A pragmatic approachSeven keys to become a worldclass manufacturer distill broad, commonly known concepts into specific actions that can be addressed and accomplished in a company. ■ Kevin Prouty
EM KOMPENDIUM | 2013
hat does it take to be worldclass? Richard Schonberger, a leading manufacturing consultant,
created the term ‘worldclass manufacturing.’ According to Schonberger, “manufacturing is gained by marshalling the resources for continual rapid improvement.” To achieve worldclass status, companies must change procedures and concepts, which in turn leads to transforming relations among suppliers, purchasers, producers and customers. Enterprise automation is indispensable to manufacturing innovators who aim to gain
market share, operate at peak efficiency and exceed customer expectations so they can be worldclass in their industry.
The keys to success are discussed here in no particular order. Each of these objectives is important in itself; however, taken together, they describe the focus of the activities and attitudes that define worldclass.
Reduce lead times
In many markets, the ability to deliver sooner will win business away from competitors
W
Kevin Prouty Director – Discrete Manufacturing [email protected]
| 64 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y | 65 |
Deploying capabilities to improve manufacturing operations and processes
EM KOMPENDIUM | 2013
with similar product features, quality and price. In other markets, quick delivery can justify a premium price and will certainly enhance customer satisfaction. In all cases, shorter lead times increase flexibility and agility, reduce the need for inventory buffers and lowers obsolescence risk. Lead times are cumulative and bi-directional – that is, order handling, planning, procurement, inspection, manufacturing, handling, picking, packing, and delivery all contribute to the lead time; and the time it takes to get signals down the supply chain to initiate each activity adds to the overall time it takes to get the job done.
The best combination of price and lead time often comes from a stable buyer-supplier collaborative relationship, based on long-term contracts, with deliveries according to a forecast that is shared with the supplier and updated frequently. The same is true on the customer side. Instead of focusing on securing large, one-time, single orders that clog up the supply chain, companies must focus on creating long-term contracts with customers and sharing forecast information with customers to reduce lead times.
The same issues concerning large lot sizes also apply to internally produced parts and products. Large lots, driven by a focus on lowest unit cost, raise inventory and lengthen lead times while reducing flexibility and responsiveness, increasing eventual cost through premium expediting instead of using large fixed lots, companies must dynamically adjust the lot size based on market demand, product mix and capacity. Ongoing continuous improvement efforts focused on reducing setup times can help companies reduce lot sizes, which provides flexibility in responding to market demand.
On-time shipment and inventory turns are good examples of high-level measures that tie to company objectives. Focusing on isolated measurements like equipment utilisation on non-constraining resources encourages ‘busy work’ that creates excess inventory and longer lead-times. Shop floor measurements must encourage overall performance – shipping orders on time at minimal total cost and minimal total cycle times.
Performing manual transactions often slows down the supply chain and adds to lead time. In addition, manual transaction reporting often introduces errors and impacts work productivity. Companies must
eliminate non-value added transactions and automate transactions to speed up the supply chain. For example, back-flushing can be used on the shop floor, and supplier purchase orders can be electronically sent or completely eliminated using supplier relationship management (SRM) solutions.
Cut operations costs
Although recent developments in planning and customer relationship management (CRM) have focused more on top-line benefits – growing revenue – the bottom line is still greatly dependent on controlling costs. Companies with a lower operational cost structure enjoy an obvious advantage in profitability, and the ability to adjust pricing to meet competitive pressures if necessary, to maintain or gain market share.
Costs are really just part of the scoreboard. When a company implements worldclass operational processes, it improves multiple measurements simultaneously, including cost, lead times, inventory and customer service. This approach is superior to a pure cost reduction focus without associated business process change, which can negatively impact other operational measurements. Localised cost reduction efforts can often increase costs in other areas.
Most manufactured products today have relatively little direct labour content, generally less than 20 per cent and often less than 10 per cent, whereas the material content of
most products is more than one-half the cost-of-goods sold (COGS). The rest is ‘overhead.’ Since most direct labour costs tend to be fixed, effective deployment of these resources can reduce unplanned manufacturing overtime, premium expediting and outsourcing, as well as dramatically reduce cycle times. Overhead reduction is always a fertile area for cost reduction, using automation to streamline the procurement, manufacturing and customer management processes.
Additionally, fulfilment costs have not received as much attention as it deserves; inventory cost, transportation, admin costs, electronic communications, and storage account for a significant part of the cost of doing business. Fortunately, improving customer service can also generate cost benefits at the same time.
Improve business performance visibility
A well-implemented and effective business solution delivers overall visibility into the health of the company and its operations and provides detailed information for performance measurement, process management, and problem identification and remediation. Such a system can help improve revenue through competitive advantage, help you understand your business and therefore, manage it better, reduce operational costs, improve performance and improve results for all stakeholders – owners, executives, managers and employees.

| 66 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y
Management information and analysis is only as good as the data it is based on. Therefore, data must be collected as quickly as possible and with the least amount of human intervention, which tends to introduce delays and errors. It is equally important to collect data from supply chain partners through automation as much as possible. Electronic data interchange (EDI) is the most commonly used method today but EDI is rapidly being replaced by XML-based e-commerce communications and Web-based portal technologies.
All systems should be integrated so information can pass freely between them without manual re-entry. Many manufacturers are left with ‘islands of automation’ after implementation of specialised information systems in isolated portions of the business over the years. While each of these contains valuable information, absence of integration prevents the effective use of that information for overall management and coordination of effort toward company objectives.
Speed time-to-market
Good ideas are not enough; well-managed processes for bringing new products to market can lead to significant competitive advantages. In addition to new product development, the same processes and resources are applied to product improvements, corrections and variations throughout the product lifecycle. Based on market research, products are often subject to frequent engineering changes
EM KOMPENDIUM | 2013
Technology-based solutions help improve flexibility and agility
due to customer requests, technological advances, regulatory concerns or competitive pressures.
It is good business practice to collaborate with all operational areas of the business while the product and process are still being designed. Cooperation should be focused on making sure the new product meets market needs (marketing and sales), that it is priced to sell and generate a profit (marketing and accounting), that it can be manufactured efficiently (production, production engineering, quality, purchasing and key suppliers), and that the product can be maintained and serviced (service).
Because customer expectations are increasing, and competition is coming from new players around the world, bringing better and less expensive products quickly to market is more crucial than ever. Research and development is a key success factor in a manufacturer’s survival and growth. Efficiency and responsiveness of R&D processes will impact the top line as well as the bottom line.
Exceed customer expectations
Successful manufacturers manage the entire customer relationship – from prospect to post-sales service and support – involving the entire organisation in a customer focus. Whether or not they have direct contact with customers, contributors must keep the customers’ needs in mind as they plan and carry out day-to-day operations.
Manufacturers must truly understand the customers’ goals and objectives. Products and services must strive to support the customers’ vision. Communication is very important; neglect is the number one reason that customers terminate a relationship. The key is to give customers access to all appropriate information about this relationship and make it readily available whenever and wherever they might need it – the Web is an important ally in achieving this objective.
As most companies have painfully learned in recent years, customers often change their mind. To be fair, market conditions are such that product cycles and demand patterns are constantly changing. Agility is extremely important. A solid, collaborative partnership with customers will provide the most reliable advanced information and therefore the earliest warning of upcoming changes. In short, the best strategy is to make the customer want to do business with you. Strive to be the preferred supplier through competitive products, high quality, the right price and superior customer service.
Arguably, the most important aspect of customer service is on-time performance. There are two sides to on-time delivery: promising a realistic date; then delivering on that promise. It is not unusual for companies to consistently have 98 – 99 per cent success in meeting agreed-to shipment dates.
Quality must be considered a given. Working with customers and engineering as early as possible in the product development cycle helps determine the required measurements. Measuring and improving all processes through the order and fulfilment cycles, with an eye toward continuous improvement, will allow manufacturers to achieve or even surpass expectations.
Streamline outsourcing processes
Outsourcing of manufacturing operations is a common practice today because it offers flexibility – the ability to change products or processes rapidly – and can often save money by exploiting economies of scale or other favourable cost factors offered by the contractor. There are two approaches to outsourcing: a single process step or group of steps may be performed by an outside resource (heat treating, for example, or electroplating) or the entire manufacturing process might
EM KOMPENDIUM | 2013
| 67 |
be contracted to a third party. In either case, the manufacturer relieves demand on its own plant and can concentrate on its core competencies – which might not include volume manufacturing – while the partner(s) provide the resources for producing products.
Depending upon a manufacturer’s current resources and circumstances, outsourcing a part of the manufacturing process could spare the need to expand the manufacturing space (perhaps even adding a new plant), search for and hire experienced resources, train the new resources and pay various expenses involved in ramping up a new production line or process. Capital assets can become a liability in a fast-changing marketplace. As customer demands and technologies change the nature and makeup of products, it can be an advantage to not be tied to a relatively inflexible physical plant.
For companies large and small, the goal is to become a worldclass organisation and to be able to compete in today’s global markets. For manufacturers, the fastest and easiest way to achieve this goal is through partnerships with companies that have attained superior capabilities in particular phases of the process – like production. By partnering with worldclass contract manufacturers, one can reap the benefits almost immediately – well-managed processes, high quality, on-time deliveries – and increase your performance and expectations. At the same time, resources can be focussed on the things that they do best – product innovation, design, marketing, distribution, sales or manufacturing.
Manage the global enterprise
The world in which we do business is shrinking, and virtually every enterprise is now involved in some form of international trade, whether marketing and selling to customers in other countries, or simply using parts or materials that are produced elsewhere. We can either thank or blame the internet for opening markets to product and services almost without regard to time and distance.
Design products to appeal to international markets. Search for suppliers in other geographies. Understand local regulations and expectations, import/
export processes and requirements. Consider language challenges in labelling, documentation and marketing. Establish new sales channels or coordinate manufacturing operations across geographies and time zones.
Manufacturers often grow and enter new markets by acquiring or merging with other companies. This usually means, however, that different facilities within the newly merged enterprise are using several applications on different hardware platforms, applying different part numbers for the same items and using different operating procedures. The challenge is to bring as much uniformity to the varied facilities as practical without destroying the uniqueness and competitive edge that the individual units had before the merger.
A natural consequence of having operations scattered through multiple locations, whether around the world or in a specific region, is the need to gain visibility across all sites. Visibility can lead to more negotiating power for purchased parts, more efficient centralised credit and collections and accounts payable, and opportunities for improved customer service by gaining access to world-wide inventories and production capabilities.
Unlocking the potential
The keys to becoming a worldclass manufacturer are not a secret – they are not even especially profound – they are simply a distillation of the experiences of leading companies and how they have managed to excel in their chosen markets. Any company can take advantage of the wisdom and the practices developed in more than 100 years of manufacturing since the industrial revolution, but many simply do not have the insight or the will to recognise what must be done and to accomplish it.
The keys to worldclass manufacturing dictate a requirement to deploy capabilities to improve manufacturing operations and processes. Subsequently, technology-based solutions must then be built around the functional processes of design, sell, plan, source, make, deliver, service and finance. Being worldclass is all about being as good as any competitor in the world, and just a little bit better, quicker, smarter, or more responsive than the rest. Worldclass manufacturers can choose their battles and compete on their own terms. They are in control of their own destiny. ■
outsourcing a part of the manufacturing process could spare the need to expand the manufacturing space
Further information at
> www.efficientmanufacturing.in

| 66 | W O R L D C L A S S M A N U F A C T U R I N G T E C H N O L O G Y
Management information and analysis is only as good as the data it is based on. Therefore, data must be collected as quickly as possible and with the least amount of human intervention, which tends to introduce delays and errors. It is equally important to collect data from supply chain partners through automation as much as possible. Electronic data interchange (EDI) is the most commonly used method today but EDI is rapidly being replaced by XML-based e-commerce communications and Web-based portal technologies.
All systems should be integrated so information can pass freely between them without manual re-entry. Many manufacturers are left with ‘islands of automation’ after implementation of specialised information systems in isolated portions of the business over the years. While each of these contains valuable information, absence of integration prevents the effective use of that information for overall management and coordination of effort toward company objectives.
Speed time-to-market
Good ideas are not enough; well-managed processes for bringing new products to market can lead to significant competitive advantages. In addition to new product development, the same processes and resources are applied to product improvements, corrections and variations throughout the product lifecycle. Based on market research, products are often subject to frequent engineering changes
EM KOMPENDIUM | 2013
Technology-based solutions help improve flexibility and agility
due to customer requests, technological advances, regulatory concerns or competitive pressures.
It is good business practice to collaborate with all operational areas of the business while the product and process are still being designed. Cooperation should be focused on making sure the new product meets market needs (marketing and sales), that it is priced to sell and generate a profit (marketing and accounting), that it can be manufactured efficiently (production, production engineering, quality, purchasing and key suppliers), and that the product can be maintained and serviced (service).
Because customer expectations are increasing, and competition is coming from new players around the world, bringing better and less expensive products quickly to market is more crucial than ever. Research and development is a key success factor in a manufacturer’s survival and growth. Efficiency and responsiveness of R&D processes will impact the top line as well as the bottom line.
Exceed customer expectations
Successful manufacturers manage the entire customer relationship – from prospect to post-sales service and support – involving the entire organisation in a customer focus. Whether or not they have direct contact with customers, contributors must keep the customers’ needs in mind as they plan and carry out day-to-day operations.
Manufacturers must truly understand the customers’ goals and objectives. Products and services must strive to support the customers’ vision. Communication is very important; neglect is the number one reason that customers terminate a relationship. The key is to give customers access to all appropriate information about this relationship and make it readily available whenever and wherever they might need it – the Web is an important ally in achieving this objective.
As most companies have painfully learned in recent years, customers often change their mind. To be fair, market conditions are such that product cycles and demand patterns are constantly changing. Agility is extremely important. A solid, collaborative partnership with customers will provide the most reliable advanced information and therefore the earliest warning of upcoming changes. In short, the best strategy is to make the customer want to do business with you. Strive to be the preferred supplier through competitive products, high quality, the right price and superior customer service.
Arguably, the most important aspect of customer service is on-time performance. There are two sides to on-time delivery: promising a realistic date; then delivering on that promise. It is not unusual for companies to consistently have 98 – 99 per cent success in meeting agreed-to shipment dates.
Quality must be considered a given. Working with customers and engineering as early as possible in the product development cycle helps determine the required measurements. Measuring and improving all processes through the order and fulfilment cycles, with an eye toward continuous improvement, will allow manufacturers to achieve or even surpass expectations.
Streamline outsourcing processes
Outsourcing of manufacturing operations is a common practice today because it offers flexibility – the ability to change products or processes rapidly – and can often save money by exploiting economies of scale or other favourable cost factors offered by the contractor. There are two approaches to outsourcing: a single process step or group of steps may be performed by an outside resource (heat treating, for example, or electroplating) or the entire manufacturing process might
EM KOMPENDIUM | 2013
| 67 |
be contracted to a third party. In either case, the manufacturer relieves demand on its own plant and can concentrate on its core competencies – which might not include volume manufacturing – while the partner(s) provide the resources for producing products.
Depending upon a manufacturer’s current resources and circumstances, outsourcing a part of the manufacturing process could spare the need to expand the manufacturing space (perhaps even adding a new plant), search for and hire experienced resources, train the new resources and pay various expenses involved in ramping up a new production line or process. Capital assets can become a liability in a fast-changing marketplace. As customer demands and technologies change the nature and makeup of products, it can be an advantage to not be tied to a relatively inflexible physical plant.
For companies large and small, the goal is to become a worldclass organisation and to be able to compete in today’s global markets. For manufacturers, the fastest and easiest way to achieve this goal is through partnerships with companies that have attained superior capabilities in particular phases of the process – like production. By partnering with worldclass contract manufacturers, one can reap the benefits almost immediately – well-managed processes, high quality, on-time deliveries – and increase your performance and expectations. At the same time, resources can be focussed on the things that they do best – product innovation, design, marketing, distribution, sales or manufacturing.
Manage the global enterprise
The world in which we do business is shrinking, and virtually every enterprise is now involved in some form of international trade, whether marketing and selling to customers in other countries, or simply using parts or materials that are produced elsewhere. We can either thank or blame the internet for opening markets to product and services almost without regard to time and distance.
Design products to appeal to international markets. Search for suppliers in other geographies. Understand local regulations and expectations, import/
export processes and requirements. Consider language challenges in labelling, documentation and marketing. Establish new sales channels or coordinate manufacturing operations across geographies and time zones.
Manufacturers often grow and enter new markets by acquiring or merging with other companies. This usually means, however, that different facilities within the newly merged enterprise are using several applications on different hardware platforms, applying different part numbers for the same items and using different operating procedures. The challenge is to bring as much uniformity to the varied facilities as practical without destroying the uniqueness and competitive edge that the individual units had before the merger.
A natural consequence of having operations scattered through multiple locations, whether around the world or in a specific region, is the need to gain visibility across all sites. Visibility can lead to more negotiating power for purchased parts, more efficient centralised credit and collections and accounts payable, and opportunities for improved customer service by gaining access to world-wide inventories and production capabilities.
Unlocking the potential
The keys to becoming a worldclass manufacturer are not a secret – they are not even especially profound – they are simply a distillation of the experiences of leading companies and how they have managed to excel in their chosen markets. Any company can take advantage of the wisdom and the practices developed in more than 100 years of manufacturing since the industrial revolution, but many simply do not have the insight or the will to recognise what must be done and to accomplish it.
The keys to worldclass manufacturing dictate a requirement to deploy capabilities to improve manufacturing operations and processes. Subsequently, technology-based solutions must then be built around the functional processes of design, sell, plan, source, make, deliver, service and finance. Being worldclass is all about being as good as any competitor in the world, and just a little bit better, quicker, smarter, or more responsive than the rest. Worldclass manufacturers can choose their battles and compete on their own terms. They are in control of their own destiny. ■
outsourcing a part of the manufacturing process could spare the need to expand the manufacturing space
Further information at
> www.efficientmanufacturing.in

| 68 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
A holistic approachBuilding a machine requires a holistic approach of analysing operational efficiency, safety, functionality, productivity, material use, ease of operation and maintenance. By following the tenfold practices to competence, machine builders can deliver cost-effective, sustainable machines. ■ Steve Ludwig and John Pritchard
EM KOMPENDIUM | 2013
of sustainable, cost-effective design, machine builders can ensure building a safer and more efficient machine.
Eliminate non-essential mechanical drive components
Simplified machine designs with fewer components run more efficiently and are less expensive to build. Older mechanical power transmission and actuator
| 68 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
M anufacturers across many industries are placing incre as ed emphas is
on machine designs that support sustainability initiatives and drive economic prosperity. Machines that improve safety, minimise waste, consume less energy and deliver maximum return on investment are critical to the success of any sustainable production program. Following ten best principles
John Pritchard, Product Manager, Rockwell Automation
John Pritchard Product Manager Rockwell Automation
Steve Ludwig Programs Manager Rockwell Automation
| 69 |
technologies, such as chain, rack and pinion and worm drives, often stand in the way of designs that are more efficient. These older devices use components that wear over time and demand frequent maintenance, including lubrication and tensioning. Machine builders increasingly rely on sophisticated performance and simulation software to help eliminate many of these unnecessary components, including line shafts, and costly pneumatics and hydraulics. With these mechatronic tools, engineers can analyse energy usage, build virtual prototypes and select the best mechanical design to maximise machine performance. This approach results in reduced energy consumption and maintenance costs, and improved uptime and reliability, which together reduce the machine’s total cost of ownership over its useful life. Machine builders also use direct drive motion technology to improve mechanical efficiencies. The use of this technology creates more reliable, energy-efficient and accurate machines that are less expensive to maintain. For example, in a company, replacing a motor-worm gearbox with a direct drive servo motor helped improve mechanical efficiency from 29 per cent to 98 per cent. The increased efficiency realised with direct drive technology allows designers to use smaller servo drives, which in turn, use less energy.
Minimise mass of essential mechanical components
After eliminating all non-essential mechanical items, the next step is to minimise the mass of all remaining essential components. The availability of a wider breadth of analytical, modeling and development tools makes this task easier, including the ability to test the machine’s mechanical performance envelope using advanced stress and strain analysis technique. This allows designers to evaluate potential alternative materials (other than steel) that are lighter and more energy efficient. These design techniques, popularised by the aerospace industry, minimise the weight of structural components without compromising on the strength. At the same time, with more complex shapes of structural elements, machine builders can use 3-D computer-aided design and finite element analysis tools, and employ more advanced fabrication equipment to shape and mill contours of structural components. This approach produces a more optimal mechanical design because the structural components represent the critical juncture where waste can be eliminated. Furthermore, it directly reduces the forces required to move the mass of the structure, resulting in the ability to use smaller motors and drives that consume less energy.
Substitute fluid power with electric actuation
Wherever possible, machine builders should design machines to use electrical actuation rather than hydraulic and pneumatic systems. Though hydraulic and pneumatic solutions may have slightly lower initial purchase prices, they are typically associated with high and hidden costs, such as expensive recycling fees for hydraulic fluids and energy costs. Pneumatic systems in particular also can contribute significantly to factory noise levels, increasing hearing hazards and reducing employee comfort. Any opportunity to deploy electrical actuation also will help end users avoid significant energy losses associated with pneumatic air leaks. As end-users increasingly seek energy efficiency in their manufacturing, new high-performance electric cylinders offer an ideal alternative. Electric cylinders combine high speed with high accuracy, repeatability and reliability and recent electric cylinder technology advances provide improved versatility. Furthermore, their modular design allows them to fit a wide range of machines. Controls for electric cylinders range from simple indexers to more complex programmable multi-axis motion controllers, giving designers more choices and allowing them to better weigh the cost and benefit of each solution.
IT connectivity into the machine Perform a safety audit before control system design
EM KOMPENDIUM | 2013

| 68 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
A holistic approachBuilding a machine requires a holistic approach of analysing operational efficiency, safety, functionality, productivity, material use, ease of operation and maintenance. By following the tenfold practices to competence, machine builders can deliver cost-effective, sustainable machines. ■ Steve Ludwig and John Pritchard
EM KOMPENDIUM | 2013
of sustainable, cost-effective design, machine builders can ensure building a safer and more efficient machine.
Eliminate non-essential mechanical drive components
Simplified machine designs with fewer components run more efficiently and are less expensive to build. Older mechanical power transmission and actuator
| 68 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
M anufacturers across many industries are placing incre as ed emphas is
on machine designs that support sustainability initiatives and drive economic prosperity. Machines that improve safety, minimise waste, consume less energy and deliver maximum return on investment are critical to the success of any sustainable production program. Following ten best principles
John Pritchard, Product Manager, Rockwell Automation
John Pritchard Product Manager Rockwell Automation
Steve Ludwig Programs Manager Rockwell Automation
| 69 |
technologies, such as chain, rack and pinion and worm drives, often stand in the way of designs that are more efficient. These older devices use components that wear over time and demand frequent maintenance, including lubrication and tensioning. Machine builders increasingly rely on sophisticated performance and simulation software to help eliminate many of these unnecessary components, including line shafts, and costly pneumatics and hydraulics. With these mechatronic tools, engineers can analyse energy usage, build virtual prototypes and select the best mechanical design to maximise machine performance. This approach results in reduced energy consumption and maintenance costs, and improved uptime and reliability, which together reduce the machine’s total cost of ownership over its useful life. Machine builders also use direct drive motion technology to improve mechanical efficiencies. The use of this technology creates more reliable, energy-efficient and accurate machines that are less expensive to maintain. For example, in a company, replacing a motor-worm gearbox with a direct drive servo motor helped improve mechanical efficiency from 29 per cent to 98 per cent. The increased efficiency realised with direct drive technology allows designers to use smaller servo drives, which in turn, use less energy.
Minimise mass of essential mechanical components
After eliminating all non-essential mechanical items, the next step is to minimise the mass of all remaining essential components. The availability of a wider breadth of analytical, modeling and development tools makes this task easier, including the ability to test the machine’s mechanical performance envelope using advanced stress and strain analysis technique. This allows designers to evaluate potential alternative materials (other than steel) that are lighter and more energy efficient. These design techniques, popularised by the aerospace industry, minimise the weight of structural components without compromising on the strength. At the same time, with more complex shapes of structural elements, machine builders can use 3-D computer-aided design and finite element analysis tools, and employ more advanced fabrication equipment to shape and mill contours of structural components. This approach produces a more optimal mechanical design because the structural components represent the critical juncture where waste can be eliminated. Furthermore, it directly reduces the forces required to move the mass of the structure, resulting in the ability to use smaller motors and drives that consume less energy.
Substitute fluid power with electric actuation
Wherever possible, machine builders should design machines to use electrical actuation rather than hydraulic and pneumatic systems. Though hydraulic and pneumatic solutions may have slightly lower initial purchase prices, they are typically associated with high and hidden costs, such as expensive recycling fees for hydraulic fluids and energy costs. Pneumatic systems in particular also can contribute significantly to factory noise levels, increasing hearing hazards and reducing employee comfort. Any opportunity to deploy electrical actuation also will help end users avoid significant energy losses associated with pneumatic air leaks. As end-users increasingly seek energy efficiency in their manufacturing, new high-performance electric cylinders offer an ideal alternative. Electric cylinders combine high speed with high accuracy, repeatability and reliability and recent electric cylinder technology advances provide improved versatility. Furthermore, their modular design allows them to fit a wide range of machines. Controls for electric cylinders range from simple indexers to more complex programmable multi-axis motion controllers, giving designers more choices and allowing them to better weigh the cost and benefit of each solution.
IT connectivity into the machine Perform a safety audit before control system design
EM KOMPENDIUM | 2013

| 70 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
Perform a safety audit after mechanical design, but before control system design
Performing a safety audit before control system design helps engineers chart the course for an effective safety solution, and evaluate and investigate risks early in the development process. This saves critical time and helps machine builders get their equipment to market faster. In addition, the machine end-users gain optimised production, thanks to an automation system that helps operate machinery and processes in the most efficient way. A safety audit identifies the required safety control system integrity level and helps guide the selection of the overall control architecture to achieve the optimum level of safety.
Guard or control access to moving parts
Where hazards cannot be removed through design, machine builders typically will install a fixed physical barrier that protects users from the hazard. When frequent access to the hazardous area is required, non-fixed guards are used, such as removable, swinging or sliding doors. In areas where non-fixed guards are impractical, guarding solutions that monitor the presence of the operator rather than the status of the gate can be used. While relays and other devices prove effective, many safety applications require a level of programming or more sophisticated safety logic that is best met through a safety controller. Safety controllers offer significant benefits in multistep shutdown or ramp-down sequences, such as transfer line applications, because they provide the necessary logic through software rather than the hard-wired logic of relays. An integrated safety controller is an ideal solution for any application requiring advanced functionality, such as zone control. With properly designed safety controls and guarding, designers reduce access time, thus making machines safer and more efficient.
Use integrated safety systems to reduce control system complexity
The more designers integrate the standard
and safety control functions of a system, the better the opportunity to reduce equipment redundancies, and improve productivity and economic factors. This integrated control functionality reduces the number of unique components in use on the factory floor, which in turn, reduces crib inventory costs, as well as maintenance team training requirements. End users also benefit from less waste with fewer parts to maintain and replace throughout the machine life cycle. In addition, integrated control systems, having broader intelligence regarding machine operation and status, reduce nuisance shutdowns and prolonged restarts, further improving machine efficiency and productivity. New safe-speed control solutions provide a great example of effective control integration. With safe-speed control, safety input devices, such as guard-locking switches, light curtains and emergency stops, connect directly to the speed-monitoring core of the control solution. This eliminates the need for a separate, dedicated safety controller. Enabling use across multiple platforms, safe-speed control solutions help reduce overall system cost and improve flexibility because they allow operators to perform maintenance and other tasks while a machine is in motion. Safe-speed control also helps increase uptime and decrease energy costs because
a machine need not be completely shut down and then restarted. Networking offers another way to integrate safety and standard controls. The introduction of networks to the plant floor brought many benefits to manufacturers, including increased productivity, reduced wiring and installation, improved diagnostics and easier access to plant-floor data. Using an existing network to include safety information extends those same benefits, allowing seamless communication of the complete automation process on one standard network with one set of hardware and wiring.
Distribute control and interface devices near point of use
While some control components traditionally were located on the machine, technological advancements make it possible to house entire control systems more closely to the application point. Standard automation components including controllers, motor starters, drives, sensors, contactors, network media, distribution boxes, I/O and HMI devices are designed for on-machine applications. With an on-machine design approach, machine builders reduce design and installation time, and associated labour costs required to assemble a system. This approach also
Using diagnostics effectively
EM KOMPENDIUM | 2013 EM KOMPENDIUM | 2013
| 71 |
helps reduce many common machine installation mistakes, since there are fewer wires to run and connections to manually assemble. In fact, some machine builders have seen their total machine teardown and reinstallation time decrease more than 50 per cent. For end-users, the compact nature of on-machine controls results in significant plant-floor space savings, helping to reduce overhead, and conserve energy and resources.
Develop modular code
Depending on the level of sophistication, programming alone can consume up to 80 per cent of a control system’s design budget. To remain competitive, many machine builders employ standardised tools and modular programming concepts designed to speed development and installation, and improve reuse of engineering investments. An integrated, modular design approach to application development generates and reuses code modules, based on standardised programming methods and models such as ISA-88. Using the same specification document throughout the process helps significantly reduce engineering time and improve the quality and consistency of the machine design. In addition, having the same program structure, from concept to coding, helps simplify maintenance and troubleshooting. Information is consistent and exactly where the engineer expects it to be. Simplification of the troubleshooting process correlates directly to greater uptime and cost savings. Moreover, when programs possess the same look and feel, customer training is much faster and easier, making problem-solving more intuitive.
Make better use of diagnostics
With the ability to embed intelligence-gathering devices into machines without redesign or retooling, machine builders provide customers with self-diagnostic equipment capable of predicting and preventing failures, thereby boosting productivity and reducing repair costs. Moreover, this technology relays the machine condition information back to the machine builder for value-added
monitoring and analysis services without compromising existing resources or hindering profitability. From the end-user’s perspective, turning the maintenance function over to the machine builder makes good business sense as it improves machine performance, maximises capital investments and allows for more cost-efficient use of internal resources. Machines designed with EtherNet/IP connectivity allow remote troubleshooting and thus provide end users with improved diagnostic benefits. The ability to remotely monitor equipment from a distant location helps reduce fuel usage and related emissions, as well as associated travel time and costs of maintenance personnel who otherwise would go to the machine’s location.
Design IT connectivity into the machine
Building information-enabled machines capable of connecting into an end-user’s IT infrastructure provides them with critical operational insight, including energy efficiency and overall equipment effectiveness (OEE) calculations. This insight, in turn, helps plant managers reduce waste and optimise productivity.
A machine’s IT connectivity also helps maximise the benefits of a machine’s track-and-trace capabilities. Using advanced information software, manufacturers track and record relevant data at every step of the process to identify when and where resources were used. This visibility offers end users a wealth of data for waste reduction and other improvement programs. In addition, these systems also help automate track-and-trace procedures of product genealogy through the full chain of custody. In doing so, these systems help companies comply with regulations, document required data, identify potential product quality issues before they reach the market, and, if necessary, respond to recalls faster and more efficiently. Thanks to advancements in technology and best practices, machine builders can play an important role in helping companies implement sustainable production practices. By following the above core design principles and leveraging, the best of today’s advanced technologies, machine builders can create safer, more cost-effective and reliable equipment. ■
With mechatronic tools, engineers can analyse energy usage
Further information at
> www.efficientmanufacturing.in

| 70 | E F F I C I E N T M A N U F A C T U R I N G T E C H N O L O G Y
Perform a safety audit after mechanical design, but before control system design
Performing a safety audit before control system design helps engineers chart the course for an effective safety solution, and evaluate and investigate risks early in the development process. This saves critical time and helps machine builders get their equipment to market faster. In addition, the machine end-users gain optimised production, thanks to an automation system that helps operate machinery and processes in the most efficient way. A safety audit identifies the required safety control system integrity level and helps guide the selection of the overall control architecture to achieve the optimum level of safety.
Guard or control access to moving parts
Where hazards cannot be removed through design, machine builders typically will install a fixed physical barrier that protects users from the hazard. When frequent access to the hazardous area is required, non-fixed guards are used, such as removable, swinging or sliding doors. In areas where non-fixed guards are impractical, guarding solutions that monitor the presence of the operator rather than the status of the gate can be used. While relays and other devices prove effective, many safety applications require a level of programming or more sophisticated safety logic that is best met through a safety controller. Safety controllers offer significant benefits in multistep shutdown or ramp-down sequences, such as transfer line applications, because they provide the necessary logic through software rather than the hard-wired logic of relays. An integrated safety controller is an ideal solution for any application requiring advanced functionality, such as zone control. With properly designed safety controls and guarding, designers reduce access time, thus making machines safer and more efficient.
Use integrated safety systems to reduce control system complexity
The more designers integrate the standard
and safety control functions of a system, the better the opportunity to reduce equipment redundancies, and improve productivity and economic factors. This integrated control functionality reduces the number of unique components in use on the factory floor, which in turn, reduces crib inventory costs, as well as maintenance team training requirements. End users also benefit from less waste with fewer parts to maintain and replace throughout the machine life cycle. In addition, integrated control systems, having broader intelligence regarding machine operation and status, reduce nuisance shutdowns and prolonged restarts, further improving machine efficiency and productivity. New safe-speed control solutions provide a great example of effective control integration. With safe-speed control, safety input devices, such as guard-locking switches, light curtains and emergency stops, connect directly to the speed-monitoring core of the control solution. This eliminates the need for a separate, dedicated safety controller. Enabling use across multiple platforms, safe-speed control solutions help reduce overall system cost and improve flexibility because they allow operators to perform maintenance and other tasks while a machine is in motion. Safe-speed control also helps increase uptime and decrease energy costs because
a machine need not be completely shut down and then restarted. Networking offers another way to integrate safety and standard controls. The introduction of networks to the plant floor brought many benefits to manufacturers, including increased productivity, reduced wiring and installation, improved diagnostics and easier access to plant-floor data. Using an existing network to include safety information extends those same benefits, allowing seamless communication of the complete automation process on one standard network with one set of hardware and wiring.
Distribute control and interface devices near point of use
While some control components traditionally were located on the machine, technological advancements make it possible to house entire control systems more closely to the application point. Standard automation components including controllers, motor starters, drives, sensors, contactors, network media, distribution boxes, I/O and HMI devices are designed for on-machine applications. With an on-machine design approach, machine builders reduce design and installation time, and associated labour costs required to assemble a system. This approach also
Using diagnostics effectively
EM KOMPENDIUM | 2013 EM KOMPENDIUM | 2013
| 71 |
helps reduce many common machine installation mistakes, since there are fewer wires to run and connections to manually assemble. In fact, some machine builders have seen their total machine teardown and reinstallation time decrease more than 50 per cent. For end-users, the compact nature of on-machine controls results in significant plant-floor space savings, helping to reduce overhead, and conserve energy and resources.
Develop modular code
Depending on the level of sophistication, programming alone can consume up to 80 per cent of a control system’s design budget. To remain competitive, many machine builders employ standardised tools and modular programming concepts designed to speed development and installation, and improve reuse of engineering investments. An integrated, modular design approach to application development generates and reuses code modules, based on standardised programming methods and models such as ISA-88. Using the same specification document throughout the process helps significantly reduce engineering time and improve the quality and consistency of the machine design. In addition, having the same program structure, from concept to coding, helps simplify maintenance and troubleshooting. Information is consistent and exactly where the engineer expects it to be. Simplification of the troubleshooting process correlates directly to greater uptime and cost savings. Moreover, when programs possess the same look and feel, customer training is much faster and easier, making problem-solving more intuitive.
Make better use of diagnostics
With the ability to embed intelligence-gathering devices into machines without redesign or retooling, machine builders provide customers with self-diagnostic equipment capable of predicting and preventing failures, thereby boosting productivity and reducing repair costs. Moreover, this technology relays the machine condition information back to the machine builder for value-added
monitoring and analysis services without compromising existing resources or hindering profitability. From the end-user’s perspective, turning the maintenance function over to the machine builder makes good business sense as it improves machine performance, maximises capital investments and allows for more cost-efficient use of internal resources. Machines designed with EtherNet/IP connectivity allow remote troubleshooting and thus provide end users with improved diagnostic benefits. The ability to remotely monitor equipment from a distant location helps reduce fuel usage and related emissions, as well as associated travel time and costs of maintenance personnel who otherwise would go to the machine’s location.
Design IT connectivity into the machine
Building information-enabled machines capable of connecting into an end-user’s IT infrastructure provides them with critical operational insight, including energy efficiency and overall equipment effectiveness (OEE) calculations. This insight, in turn, helps plant managers reduce waste and optimise productivity.
A machine’s IT connectivity also helps maximise the benefits of a machine’s track-and-trace capabilities. Using advanced information software, manufacturers track and record relevant data at every step of the process to identify when and where resources were used. This visibility offers end users a wealth of data for waste reduction and other improvement programs. In addition, these systems also help automate track-and-trace procedures of product genealogy through the full chain of custody. In doing so, these systems help companies comply with regulations, document required data, identify potential product quality issues before they reach the market, and, if necessary, respond to recalls faster and more efficiently. Thanks to advancements in technology and best practices, machine builders can play an important role in helping companies implement sustainable production practices. By following the above core design principles and leveraging, the best of today’s advanced technologies, machine builders can create safer, more cost-effective and reliable equipment. ■
With mechatronic tools, engineers can analyse energy usage
Further information at
> www.efficientmanufacturing.in

| 72 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
Trend-setting vistas Today, Indian manufacturing has become the launch pad for various strategic ventures and has risen above the numerous societal and bureaucratic hurdles. Still, it is widely felt that the Indian industry lacks sufficient depth. To increase its rate as well as to shape its growth, we need to look at the strategies for re-inventing manufacturing. This was clearly revealed at the recent 9th CII Manufacturing Summit. ■ Team EM
EM KOMPENDIUM | 2013
situation of what is it that has propelled this growth? How is it sustainable given that market dynamics and value propositions are now entirely different? The markets are changing like never before. In this new state of affairs, a rethink of the strategies of manufacturing sector is on the cards, involving a holistic approach to the very
| 72 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
T he Indian manufacturing sector has ably supported the robust growth of the Indian economy
by expanding at the rate of 12.4 per cent, as against the rate of 3.8 per cent last year. Indian economy has grown by around 8.8 per cent, in spite of withdrawal of various financial stimuli by the
Government. In the future too, growth is expected on similar lines. This is especially commendable if it is perceived that encouraging news comes at the heels of the spectre of a global meltdown and its hesitant recovery, which implies that things are not the same as before. Interestingly this brings us to the very core of the
| 73 |
concept of manufacturing. India could do well with a manufacturing agenda/strategy. This strategy/agenda would in turn determine the choices that the Indian industry has to make in order to achieve the desired results.
Frugal engineering
One of the agenda’s/strategies would be frugal engineering. The term ‘frugal engineering’ was coined in 2006 by Carlos Ghosn, President and CEO, Renault and Nissan, to describe the competency of Indian engineers. Ghosn saw the skill in Indian engineers to develop products through innovative approaches to meet the customer requirement at a cost unthinkable through conventional means. Explaining the concept of frugal engineering, Naushad Forbes, Director, Forbes Marshall, avers, “frugal engineering is one of the key strategies that can lead to development. According to me, frugal engineering is largely a reflection of necessity and that is the best kind of strategy. A great example of frugal engineering application is the pharmaceutical industry. If one takes a look at the total amount that is spent on R&D by every Indian pharmaceutical company put together, plus whatever is spent by the government, the total amount is much less than the sum of the R&D budget of the 20th largest pharmaceutical firm worldwide. Now, with that kind of a difference in scale of R&D, frugal engineering is the only choice. This is the way forward for Indian manufacturing.” He further adds, “frugal engineering costs much less – it’s being frugal in the engineering not in the outcome. The distinctive aspect of frugal engineering is that it should actually take less time to come up with the same outcome.” The point about frugal engineering is not about throwing things together. It is about reducing the time to market and the number of steps to manufacturing. Jamshyd N Godrej, Chairman, Godrej & Boyce Mfg Co Ltd, too agrees, “frugal engineering is a different word for efficiency. For example, Toyota used to talk about cutting the time to produce a new car down to two years, which used to take five or six years in actual. That
can be called frugal engineering because basically it is reducing the time and the complexity. Frugal definitely does not mean a cheap put together product for a down market audience. Lean manufacturing and frugal engineering are the same; it is just that people give it different names.” What one needs to understand is that frugal engineering is an over arching philosophy that enables a true ‘clean sheet’ approach to product development, setting up new factories, developing new processes. Cost discipline is an intrinsic part of the process. Rather than simply cutting existing cost, frugal engineering seeks to avoid needless cost in the first place. “It is a new approach to cross the barriers in the entire chain from product development to supply chain in an innovative way to deliver products and services at ‘new cost’ levels, which is unthinkable in the conventional approach. The approach is more relevant to a developing world to serve the customers at the ‘bottom of the pyramid’”, opines Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd.
The Indian manufacturing way
After having defined what frugal engineering is and the numerous
benefits it holds for a population of a billion like us, it strikes one if this could be the answer to the ‘Indian way of manufacturing’. Elaborating on this concept, Shailesh Sheth, Corporate Strategy Adviser, Management & Manufacturing Technology, asserts, “instead of India following other people’s systems like Japan’s Toyota Production System (TPS) or The American or the German systems, we wanted to come up with something wherein the Americans, Japanese and the Germans could follow and learn something from the Indian frugal engineering system, in order to draw a manufacturing advantage. If we can document this system properly we could export it. So the challenge currently is to first define what frugal engineering is, then to define the strategic inputs in frugal engineering, to define the truths that help one to practice the strategic inputs in frugal engineering and to put all of this in one holistic basket and declare that this is the Indian manufacturing way.” The approach adapted in frugal engineering is basically, ‘organisational innovation’. In order to master this engineering one has to understand the learnings of the process and methodologies that a company goes through. Sanjeev Kulkarni, Head Operations, Cummins Generator Technologies India Ltd, summarises
One needs to not only create an environment where fostering experimentation is fine but also create one where not experimenting is not fine. One needs to not punish if somebody fails, but punish if they do not even think about trying to experiment.”
Naushad Forbes, Director, Forbes Marshall
“It is crucial to transform manufacturing through innovation. For innovation one has to discover what people want but are not talking about.”
Jamshyd N Godrej, Chairman, Godrej & Boyce Mfg Co Ltd
EM KOMPENDIUM | 2013

| 72 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
Trend-setting vistas Today, Indian manufacturing has become the launch pad for various strategic ventures and has risen above the numerous societal and bureaucratic hurdles. Still, it is widely felt that the Indian industry lacks sufficient depth. To increase its rate as well as to shape its growth, we need to look at the strategies for re-inventing manufacturing. This was clearly revealed at the recent 9th CII Manufacturing Summit. ■ Team EM
EM KOMPENDIUM | 2013
situation of what is it that has propelled this growth? How is it sustainable given that market dynamics and value propositions are now entirely different? The markets are changing like never before. In this new state of affairs, a rethink of the strategies of manufacturing sector is on the cards, involving a holistic approach to the very
| 72 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
T he Indian manufacturing sector has ably supported the robust growth of the Indian economy
by expanding at the rate of 12.4 per cent, as against the rate of 3.8 per cent last year. Indian economy has grown by around 8.8 per cent, in spite of withdrawal of various financial stimuli by the
Government. In the future too, growth is expected on similar lines. This is especially commendable if it is perceived that encouraging news comes at the heels of the spectre of a global meltdown and its hesitant recovery, which implies that things are not the same as before. Interestingly this brings us to the very core of the
| 73 |
concept of manufacturing. India could do well with a manufacturing agenda/strategy. This strategy/agenda would in turn determine the choices that the Indian industry has to make in order to achieve the desired results.
Frugal engineering
One of the agenda’s/strategies would be frugal engineering. The term ‘frugal engineering’ was coined in 2006 by Carlos Ghosn, President and CEO, Renault and Nissan, to describe the competency of Indian engineers. Ghosn saw the skill in Indian engineers to develop products through innovative approaches to meet the customer requirement at a cost unthinkable through conventional means. Explaining the concept of frugal engineering, Naushad Forbes, Director, Forbes Marshall, avers, “frugal engineering is one of the key strategies that can lead to development. According to me, frugal engineering is largely a reflection of necessity and that is the best kind of strategy. A great example of frugal engineering application is the pharmaceutical industry. If one takes a look at the total amount that is spent on R&D by every Indian pharmaceutical company put together, plus whatever is spent by the government, the total amount is much less than the sum of the R&D budget of the 20th largest pharmaceutical firm worldwide. Now, with that kind of a difference in scale of R&D, frugal engineering is the only choice. This is the way forward for Indian manufacturing.” He further adds, “frugal engineering costs much less – it’s being frugal in the engineering not in the outcome. The distinctive aspect of frugal engineering is that it should actually take less time to come up with the same outcome.” The point about frugal engineering is not about throwing things together. It is about reducing the time to market and the number of steps to manufacturing. Jamshyd N Godrej, Chairman, Godrej & Boyce Mfg Co Ltd, too agrees, “frugal engineering is a different word for efficiency. For example, Toyota used to talk about cutting the time to produce a new car down to two years, which used to take five or six years in actual. That
can be called frugal engineering because basically it is reducing the time and the complexity. Frugal definitely does not mean a cheap put together product for a down market audience. Lean manufacturing and frugal engineering are the same; it is just that people give it different names.” What one needs to understand is that frugal engineering is an over arching philosophy that enables a true ‘clean sheet’ approach to product development, setting up new factories, developing new processes. Cost discipline is an intrinsic part of the process. Rather than simply cutting existing cost, frugal engineering seeks to avoid needless cost in the first place. “It is a new approach to cross the barriers in the entire chain from product development to supply chain in an innovative way to deliver products and services at ‘new cost’ levels, which is unthinkable in the conventional approach. The approach is more relevant to a developing world to serve the customers at the ‘bottom of the pyramid’”, opines Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd.
The Indian manufacturing way
After having defined what frugal engineering is and the numerous
benefits it holds for a population of a billion like us, it strikes one if this could be the answer to the ‘Indian way of manufacturing’. Elaborating on this concept, Shailesh Sheth, Corporate Strategy Adviser, Management & Manufacturing Technology, asserts, “instead of India following other people’s systems like Japan’s Toyota Production System (TPS) or The American or the German systems, we wanted to come up with something wherein the Americans, Japanese and the Germans could follow and learn something from the Indian frugal engineering system, in order to draw a manufacturing advantage. If we can document this system properly we could export it. So the challenge currently is to first define what frugal engineering is, then to define the strategic inputs in frugal engineering, to define the truths that help one to practice the strategic inputs in frugal engineering and to put all of this in one holistic basket and declare that this is the Indian manufacturing way.” The approach adapted in frugal engineering is basically, ‘organisational innovation’. In order to master this engineering one has to understand the learnings of the process and methodologies that a company goes through. Sanjeev Kulkarni, Head Operations, Cummins Generator Technologies India Ltd, summarises
One needs to not only create an environment where fostering experimentation is fine but also create one where not experimenting is not fine. One needs to not punish if somebody fails, but punish if they do not even think about trying to experiment.”
Naushad Forbes, Director, Forbes Marshall
“It is crucial to transform manufacturing through innovation. For innovation one has to discover what people want but are not talking about.”
Jamshyd N Godrej, Chairman, Godrej & Boyce Mfg Co Ltd
EM KOMPENDIUM | 2013

| 74 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
these processes as: ■ Bottoms-up innovation: This
approach aims at probing the structured cost by addressing the needs of the customers.
■ Organisational agility: This involves non-traditional supply chains, as frugal engineering treats suppliers as an extension of enterprise which is typically a lean concept and is not new. Frugal engineering pushes the concept further by demanding new levels of cost transparency and ascertains that suppliers grant genuine authority to their core product teams. Generally, targets on cost, quality, timeliness and delivery are so high that conventional suppliers may not fulfil the requirement. It also includes having dedicated cross-functional teams, which is the foundation of the success of innovation for frugality, unlike functional silos which act as a barrier to this approach.”
Collaborative innovation
India is often referred to as a ‘nation of entrepreneurs’ and the innovation energy is tremendous in the country. So much so that innovative companies from around the world are discovering the R&D advantages in India. Highlighting the role of innovation, Godrej says, “one of the important things for innovation is the linkages between academia, industry and constant looking for more functionality in products.” Remembering Prof C K Prahlad’s mention of sustainability and innovation in the future products, he elaborates, “no company in future will ever be able to be competitive unless they have got both these aspects.” Quoting the philosophy of Prof Shoji Shiba, Godrej points out that it is crucial to transform manufacturing through innovation. For innovation one has to discover what people want but are not talking about. Echoing similar sentiments, Arun Maira, Member, Planning Commission, Government of India, reflects, “the skills and innovations in manufacturing must be very high. There has to be scale and depth in terms of manufacturing.”
India is increasingly becoming a top global innovator for high-tech products
and services. Still, the country is under performing relative to its innovation potential with direct implications for long-term industrial competitiveness and economic growth. For some though, India has been considered as a fountain head of innovation and R&D. To this, Forbes orates, “India is a potential fountain head of innovation and R&D. I don’t think we are there yet. Today, Indian companies are spending more on R&D but the percentage of sales spent is still low by international standards. We spend less because engineers are cheaper but we also spend less in absolute terms. The percentage of turnover spent on R&D is around 0.8 or 0.9 per cent, which is really low compared to international firms, where it is almost four per cent.” One of the important features of innovation would be to focus on inclusive innovation i.e, knowledge creation and absorption efforts. This means, getting more people involved in the innovation process. Throwing light on a very interesting concept of ‘rewarding and punishing innovation’, Forbes adds, “people generally reward success, which is very easy to do. The key part of innovation is experimentation. One needs to not only create an environment where fostering experimentation is fine but also create one where not experimenting is not fine.
We should punish those who do not try. In order to foster experimentation you need to not punish if somebody fails, but punish if they do not even think about trying to experiment.” It is a popular understanding that SMEs usually do not innovate because they do not have the required capital. This however need not be true. SMEs generally lack confidence and this is where cluster approach plays an important role as it integrates the growth objective of the SMEs to their innovative spirit.
Leveraging clusters
Clusters give rise to collective benefits and favour the creation of providers of specialised technical, administrative and financial services, and also create a conducive environment for productivity. A cluster programme aims at strengthening Indian SMEs and component suppliers to meet the requirements of global competitiveness. Explaining the concept of cluster approach further, Bhargava professes, “a cluster approach is a group approach of sharing, learning, teaching together with a common focus on developing capabilities in an organisation. It involves adapting newer management skills and provides an interesting approach to excel in performance and
“In order to take the bigger leap forward in Indian manufacturing we need frugal engineering. Efficient manufacturing means the shortest time to market and lowest cost of R&D per unit production.”
Shailesh Sheth, Corporate Strategy Adviser, Management & Manufacturing Technology
“The skills and innovations in manufacturing must be very high. There has to be scale and depth in terms of manufacturing.”
Arun Maira, Member, Planning Commission, Government of India
EM KOMPENDIUM | 2013 EM KOMPENDIUM | 2013
| 75 |
exceed customer needs and expectations.” The cluster approach was started by CII and has made a significant progress in developing SME suppliers in India. The approach which initially focused only on the automotive sector today has extended to other sectors such as foundry, rubber, textile, leather, engineering etc. The Government of India too is supporting the approach through incentives and sponsorships. “The theme of learning in a cluster is mainly through lean/efficient manufacturing. The aim is to form a synchronous workflow with an objective of excelling in all operating parameters and mainly meeting/exceeding the customer expectations on quality, cost, delivery; and aiming at improving work culture through employee involvement, safety and environmental initiatives,” adds Kulkarni. The Indian experience has shown that it is possible to design targeted interventions, be it an area specific like in clusters or be they sector/subsector or product specific. The need of the hour is to learn from each other, drawing upon experiences and identifying the best practice policies to make India strong on a global platform.
The take-away
The overall effect of path-breaking changes is literally visible in the present times. India has emerged as one of the world’s top ten countries in industrial production as per UNIDO in its Report titled ‘Yearbook of Industrial Statistics 2010’. Further, the HSBC Markit Purchasing Managers’ Index (PMI), based on a survey of 500 companies, recorded a 27 month high in May 2010 to 59 from 57.2 in April 2010. This assumes importance since a figure above 50 would imply that manufacturing activity in the country is expanding. In this scenario, if there would come a situation wherein other countries would emulate and follow an Indian way of manufacturing then, “they would learn from India how they could look at providing some potential product attributes and not necessarily all the requirements that a customer needs. Thus, slimming down the actual engineering process, and reducing the scope of time,” opines Forbes. Elaborating
further on what other countries would ‘take-away’ from India, Sheth suggests, “they would learn how to compress a tighter market, how to leverage on youth and their energy and channelise this energy into making their product. What they could also learn from us is how to overcome external roadblocks. This is one of the biggest lessons Indian entrepreneurs have learnt having worked under the red tape of license and control raj and poor infrastructure. If our country could produce such good results under those circumstances then obviously countries with better economies and infrastructure can do the same. Another important thing is the alignment between the vision of the company and the smallest man of who is going to help deliver the end product. This alignment is missing in foreign companies.”
Building competencies
The biggest challenge for any business is to sustain and grow. In order to compete, it is essential to know what competencies a business needs and often that people are more critical than the plan. Strategies can only be effectively implemented if organisations have a competent force of employees. “Manufacturing competencies is extremely important. Building skills, process and capabilities are important to sustain growth. If one observes the present machine tool industry closely, the imports are much more than the domestic production. That we are not keeping up in terms of the level of quantity and production technology, etc, is a matter of great concern,” confesses Godrej. Indian industry, faced with severe talent shortages in recent times, has to rethink of the initiatives to retain skills and build
competencies in their systems. This would involve the development of ability to turn workers into specialists, catering to various areas of manufacturing, so that they could compete skillfully in the global arena. It also involves adapting the best practices by most companies, improving and improvising on these techniques and methods and refining and integrating them into a unified system. Subscribing to the same, Bharagava affirms, “we cannot pretend to be boutique manufacturers. We cannot say that we would come out with only high-end intricate products. The aim should be to cater to the needs of India’s one billion population. We should address the issue of skill development and stop outsourcing things to the government.” Indian engineering skills are of very high order and this coupled with comparatively lower wages gives India a very unique advantage. Given the excellent environment, India has to now look for something new that carries it into the future. “India has to look at something big that can take manufacturing from say 16-17 per cent of GDP to somewhere around 25-30 per cent. This cannot be achieved by incremental improvements in operations or competitiveness. This requires what I call a big leap forward. In order to take the bigger leap forward we need frugal engineering. Efficient manufacturing means the shortest time to market and lowest cost of R&D per unit production. It is now for us to acknowledge and capitalise on our skilled labour that is educated, knowledge driven and it is this that could give India an added advantage over the others,” concludes Sheth. ■
“A cluster approach involves adapting newer management skills, providing an interesting approach to excel in performance and exceed customer needs and expectations”
Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd
Further information at
> www.efficientmanufacturing.in

| 74 | M A N U F A C T U R I N G M A N A G E M E N T T E C H N O L O G Y
these processes as: ■ Bottoms-up innovation: This
approach aims at probing the structured cost by addressing the needs of the customers.
■ Organisational agility: This involves non-traditional supply chains, as frugal engineering treats suppliers as an extension of enterprise which is typically a lean concept and is not new. Frugal engineering pushes the concept further by demanding new levels of cost transparency and ascertains that suppliers grant genuine authority to their core product teams. Generally, targets on cost, quality, timeliness and delivery are so high that conventional suppliers may not fulfil the requirement. It also includes having dedicated cross-functional teams, which is the foundation of the success of innovation for frugality, unlike functional silos which act as a barrier to this approach.”
Collaborative innovation
India is often referred to as a ‘nation of entrepreneurs’ and the innovation energy is tremendous in the country. So much so that innovative companies from around the world are discovering the R&D advantages in India. Highlighting the role of innovation, Godrej says, “one of the important things for innovation is the linkages between academia, industry and constant looking for more functionality in products.” Remembering Prof C K Prahlad’s mention of sustainability and innovation in the future products, he elaborates, “no company in future will ever be able to be competitive unless they have got both these aspects.” Quoting the philosophy of Prof Shoji Shiba, Godrej points out that it is crucial to transform manufacturing through innovation. For innovation one has to discover what people want but are not talking about. Echoing similar sentiments, Arun Maira, Member, Planning Commission, Government of India, reflects, “the skills and innovations in manufacturing must be very high. There has to be scale and depth in terms of manufacturing.”
India is increasingly becoming a top global innovator for high-tech products
and services. Still, the country is under performing relative to its innovation potential with direct implications for long-term industrial competitiveness and economic growth. For some though, India has been considered as a fountain head of innovation and R&D. To this, Forbes orates, “India is a potential fountain head of innovation and R&D. I don’t think we are there yet. Today, Indian companies are spending more on R&D but the percentage of sales spent is still low by international standards. We spend less because engineers are cheaper but we also spend less in absolute terms. The percentage of turnover spent on R&D is around 0.8 or 0.9 per cent, which is really low compared to international firms, where it is almost four per cent.” One of the important features of innovation would be to focus on inclusive innovation i.e, knowledge creation and absorption efforts. This means, getting more people involved in the innovation process. Throwing light on a very interesting concept of ‘rewarding and punishing innovation’, Forbes adds, “people generally reward success, which is very easy to do. The key part of innovation is experimentation. One needs to not only create an environment where fostering experimentation is fine but also create one where not experimenting is not fine.
We should punish those who do not try. In order to foster experimentation you need to not punish if somebody fails, but punish if they do not even think about trying to experiment.” It is a popular understanding that SMEs usually do not innovate because they do not have the required capital. This however need not be true. SMEs generally lack confidence and this is where cluster approach plays an important role as it integrates the growth objective of the SMEs to their innovative spirit.
Leveraging clusters
Clusters give rise to collective benefits and favour the creation of providers of specialised technical, administrative and financial services, and also create a conducive environment for productivity. A cluster programme aims at strengthening Indian SMEs and component suppliers to meet the requirements of global competitiveness. Explaining the concept of cluster approach further, Bhargava professes, “a cluster approach is a group approach of sharing, learning, teaching together with a common focus on developing capabilities in an organisation. It involves adapting newer management skills and provides an interesting approach to excel in performance and
“In order to take the bigger leap forward in Indian manufacturing we need frugal engineering. Efficient manufacturing means the shortest time to market and lowest cost of R&D per unit production.”
Shailesh Sheth, Corporate Strategy Adviser, Management & Manufacturing Technology
“The skills and innovations in manufacturing must be very high. There has to be scale and depth in terms of manufacturing.”
Arun Maira, Member, Planning Commission, Government of India
EM KOMPENDIUM | 2013 EM KOMPENDIUM | 2013
| 75 |
exceed customer needs and expectations.” The cluster approach was started by CII and has made a significant progress in developing SME suppliers in India. The approach which initially focused only on the automotive sector today has extended to other sectors such as foundry, rubber, textile, leather, engineering etc. The Government of India too is supporting the approach through incentives and sponsorships. “The theme of learning in a cluster is mainly through lean/efficient manufacturing. The aim is to form a synchronous workflow with an objective of excelling in all operating parameters and mainly meeting/exceeding the customer expectations on quality, cost, delivery; and aiming at improving work culture through employee involvement, safety and environmental initiatives,” adds Kulkarni. The Indian experience has shown that it is possible to design targeted interventions, be it an area specific like in clusters or be they sector/subsector or product specific. The need of the hour is to learn from each other, drawing upon experiences and identifying the best practice policies to make India strong on a global platform.
The take-away
The overall effect of path-breaking changes is literally visible in the present times. India has emerged as one of the world’s top ten countries in industrial production as per UNIDO in its Report titled ‘Yearbook of Industrial Statistics 2010’. Further, the HSBC Markit Purchasing Managers’ Index (PMI), based on a survey of 500 companies, recorded a 27 month high in May 2010 to 59 from 57.2 in April 2010. This assumes importance since a figure above 50 would imply that manufacturing activity in the country is expanding. In this scenario, if there would come a situation wherein other countries would emulate and follow an Indian way of manufacturing then, “they would learn from India how they could look at providing some potential product attributes and not necessarily all the requirements that a customer needs. Thus, slimming down the actual engineering process, and reducing the scope of time,” opines Forbes. Elaborating
further on what other countries would ‘take-away’ from India, Sheth suggests, “they would learn how to compress a tighter market, how to leverage on youth and their energy and channelise this energy into making their product. What they could also learn from us is how to overcome external roadblocks. This is one of the biggest lessons Indian entrepreneurs have learnt having worked under the red tape of license and control raj and poor infrastructure. If our country could produce such good results under those circumstances then obviously countries with better economies and infrastructure can do the same. Another important thing is the alignment between the vision of the company and the smallest man of who is going to help deliver the end product. This alignment is missing in foreign companies.”
Building competencies
The biggest challenge for any business is to sustain and grow. In order to compete, it is essential to know what competencies a business needs and often that people are more critical than the plan. Strategies can only be effectively implemented if organisations have a competent force of employees. “Manufacturing competencies is extremely important. Building skills, process and capabilities are important to sustain growth. If one observes the present machine tool industry closely, the imports are much more than the domestic production. That we are not keeping up in terms of the level of quantity and production technology, etc, is a matter of great concern,” confesses Godrej. Indian industry, faced with severe talent shortages in recent times, has to rethink of the initiatives to retain skills and build
competencies in their systems. This would involve the development of ability to turn workers into specialists, catering to various areas of manufacturing, so that they could compete skillfully in the global arena. It also involves adapting the best practices by most companies, improving and improvising on these techniques and methods and refining and integrating them into a unified system. Subscribing to the same, Bharagava affirms, “we cannot pretend to be boutique manufacturers. We cannot say that we would come out with only high-end intricate products. The aim should be to cater to the needs of India’s one billion population. We should address the issue of skill development and stop outsourcing things to the government.” Indian engineering skills are of very high order and this coupled with comparatively lower wages gives India a very unique advantage. Given the excellent environment, India has to now look for something new that carries it into the future. “India has to look at something big that can take manufacturing from say 16-17 per cent of GDP to somewhere around 25-30 per cent. This cannot be achieved by incremental improvements in operations or competitiveness. This requires what I call a big leap forward. In order to take the bigger leap forward we need frugal engineering. Efficient manufacturing means the shortest time to market and lowest cost of R&D per unit production. It is now for us to acknowledge and capitalise on our skilled labour that is educated, knowledge driven and it is this that could give India an added advantage over the others,” concludes Sheth. ■
“A cluster approach involves adapting newer management skills, providing an interesting approach to excel in performance and exceed customer needs and expectations”
Pradeep Bhargava, Managing Director, Cummins Generator Technologies India Ltd
Further information at
> www.efficientmanufacturing.in

| 88 | M A N A G E M E N T S T R A T E G I E S
The lean workforceLean manufacturing has proven to be a cost-effective, time saving production approach. Applying the principle to workforce management can also translate to a handsome bottom line. ■ Gregg Gordon
Business and other organisations use lean principles, practices, and tools to create precise customer value
- goods and services with higher quality and fewer defects – with less human effort, less space, less capital, and less time than the traditional system of mass production. Using lean principles, manufacturers have made significant improvements to their operations, from improved productivity, increased resource utilisation, to a more accurate understanding of product costs. One area where manufacturers may not have thought to apply lean is the workforce. But as labour pressures increase and margins tighten, savvy manufacturers are turning their attention to the workforce, and discovering that lean can help them increase workforce flexibility and agility, and improve their bottom line.A flexible, motivated workforce is the
central component of a successful lean programme. Applying lean principles to the workforce can play a critical role in ensuring that labour is aligned to demand, which in turn can result in lower costs and shorter lead times. There are three primary areas of improvement that manufacturers should focus on to achieve lean improvement in the workforce:■ identifying non value-added labour■ measuring and managing variability■ motivating the workforce
Non value-added labour
In lean manufacturing waste is anything that adds to the time and cost of making a product, but does not add value from the customer’s point of view. Value-added activities transform products into something the customer wants. Non value-added
Gregg GordonSenior DirectorIndustry Marketing, ManufacturingKronos Incorporated
Gregg Gordon Senior Director Kronos [email protected]
| 88 |
EM KOMPENDIUM | 2013
| 89 |
activities are meaningless to customers, and as a result, customers are not willing to pay for them. Examples of non value-added activities include moving WIP between departments that are organised functionally, or building a defective product. The labour wasted in non value-added activities can be significant, and unless manufacturers are able to accurately measure this waste, it can be difficult to identify and eradicate. There are two areas where manufacturers can look for this waste: documented and undocumented non value-added steps and events.
Documented non value-added steps
Documented waste is the easier type to identify and eliminate. Often tracked in an ERP or other manufacturing system, its impact can be easily measured and corrective action taken. But even documented waste can represent significant challenges to manufacturers.
The small amounts of waste that occur when worn tooling or declining raw material quality creates longer setup times may seem insignificant, but over time, this waste can add up and can result in large variances. And depending on how variances are captured and measured, this waste may be lost between the manual capture process and general ledger labour allocation. For most manufacturers, these minor variances are summarised as the difference between payroll and earned hours and are allocated to overhead in the next fiscal year.
Undocumented non value-added steps
Undocumented waste is more difficult to identify. While no one intentionally adds these steps, they are incorporated into a process over time, often in conjunction with value-added steps that are required. For example, as changes are made to a production line but not to the routing, operators are forced to add steps and indirect employees may pick up additional tasks. Since the steps performed by indirect employees often go undocumented, these additional steps aren’t measured and don’t impact hours earned, a common value metric on the shop floor. But costs are still being incurred, and they will show up as increased overhead applied to all products.
A good way to identify and quantify this undocumented waste is to use value stream mapping, a proven method for finding both value-added and non value-added steps in a manufacturing process. A properly executed value stream map shows the current flow of materials and information needed to make a product. By looking at a process in a value stream map, a manufacturer can diagnose problems and identify significant opportunities for cost and time savings. The figure illustrates the before and after for the organisation, Grant Forest Products, world’s leading producers of OSB and Engineered wood products, who used value stream mapping to identify significant savings opportunities in one of its processes.
Measuring and managing variability
Daily changes on the shop floor such as material delays, unscheduled machine downtime, absenteeism, changing customer due dates, processing issues, overcommitted resources, and fluctuating productivity create variability and increase lead times and costs. It is important for manufacturers to be able to manage and display information on these variables in real-time, so that managers can make proactive decisions to improve operational efficiency. In addition to helping manufacturers improve on-time performance and resource utilisation, the ability to better manage variability gives manufacturers the data they need to cost
products more accurately, resulting in better product mix and pricing decisions.
Labour not aligned with demand
When labour is not aligned with demand, manufacturers find themselves with over- and under-scheduled employees and a labour allocation that is out of sync with rising and falling demand. This type of variability can be particularly challenging for manufacturers facing supply challenges and volatile customer demand. Too often, the connection between workload, employee schedules, and shop floor processes is managed by supervisors who are forced to rely on a combination of their own experience and limited information. Even when this information exists in an ERP system, it’s often summarised at too high a level to aid decision making and corrective action. To be truly effective, labour allocation information must be more granular and available in real time.
No real-time shop floor visibility
A real-time view of what is actually happening on the shop floor is important for manufacturers seeking to apply lean to the workforce. Unscheduled machine downtime and delayed orders are a reality for every manufacturer; the challenge is to quickly identify the problem and react appropriately. For example, when a machine
Value stream map showing current state and future state for Grant Forest Products
EM KOMPENDIUM | 2013

| 88 | M A N A G E M E N T S T R A T E G I E S
The lean workforceLean manufacturing has proven to be a cost-effective, time saving production approach. Applying the principle to workforce management can also translate to a handsome bottom line. ■ Gregg Gordon
Business and other organisations use lean principles, practices, and tools to create precise customer value
- goods and services with higher quality and fewer defects – with less human effort, less space, less capital, and less time than the traditional system of mass production. Using lean principles, manufacturers have made significant improvements to their operations, from improved productivity, increased resource utilisation, to a more accurate understanding of product costs. One area where manufacturers may not have thought to apply lean is the workforce. But as labour pressures increase and margins tighten, savvy manufacturers are turning their attention to the workforce, and discovering that lean can help them increase workforce flexibility and agility, and improve their bottom line.A flexible, motivated workforce is the
central component of a successful lean programme. Applying lean principles to the workforce can play a critical role in ensuring that labour is aligned to demand, which in turn can result in lower costs and shorter lead times. There are three primary areas of improvement that manufacturers should focus on to achieve lean improvement in the workforce:■ identifying non value-added labour■ measuring and managing variability■ motivating the workforce
Non value-added labour
In lean manufacturing waste is anything that adds to the time and cost of making a product, but does not add value from the customer’s point of view. Value-added activities transform products into something the customer wants. Non value-added
Gregg GordonSenior DirectorIndustry Marketing, ManufacturingKronos Incorporated
Gregg Gordon Senior Director Kronos [email protected]
| 88 |
EM KOMPENDIUM | 2013
| 89 |
activities are meaningless to customers, and as a result, customers are not willing to pay for them. Examples of non value-added activities include moving WIP between departments that are organised functionally, or building a defective product. The labour wasted in non value-added activities can be significant, and unless manufacturers are able to accurately measure this waste, it can be difficult to identify and eradicate. There are two areas where manufacturers can look for this waste: documented and undocumented non value-added steps and events.
Documented non value-added steps
Documented waste is the easier type to identify and eliminate. Often tracked in an ERP or other manufacturing system, its impact can be easily measured and corrective action taken. But even documented waste can represent significant challenges to manufacturers.
The small amounts of waste that occur when worn tooling or declining raw material quality creates longer setup times may seem insignificant, but over time, this waste can add up and can result in large variances. And depending on how variances are captured and measured, this waste may be lost between the manual capture process and general ledger labour allocation. For most manufacturers, these minor variances are summarised as the difference between payroll and earned hours and are allocated to overhead in the next fiscal year.
Undocumented non value-added steps
Undocumented waste is more difficult to identify. While no one intentionally adds these steps, they are incorporated into a process over time, often in conjunction with value-added steps that are required. For example, as changes are made to a production line but not to the routing, operators are forced to add steps and indirect employees may pick up additional tasks. Since the steps performed by indirect employees often go undocumented, these additional steps aren’t measured and don’t impact hours earned, a common value metric on the shop floor. But costs are still being incurred, and they will show up as increased overhead applied to all products.
A good way to identify and quantify this undocumented waste is to use value stream mapping, a proven method for finding both value-added and non value-added steps in a manufacturing process. A properly executed value stream map shows the current flow of materials and information needed to make a product. By looking at a process in a value stream map, a manufacturer can diagnose problems and identify significant opportunities for cost and time savings. The figure illustrates the before and after for the organisation, Grant Forest Products, world’s leading producers of OSB and Engineered wood products, who used value stream mapping to identify significant savings opportunities in one of its processes.
Measuring and managing variability
Daily changes on the shop floor such as material delays, unscheduled machine downtime, absenteeism, changing customer due dates, processing issues, overcommitted resources, and fluctuating productivity create variability and increase lead times and costs. It is important for manufacturers to be able to manage and display information on these variables in real-time, so that managers can make proactive decisions to improve operational efficiency. In addition to helping manufacturers improve on-time performance and resource utilisation, the ability to better manage variability gives manufacturers the data they need to cost
products more accurately, resulting in better product mix and pricing decisions.
Labour not aligned with demand
When labour is not aligned with demand, manufacturers find themselves with over- and under-scheduled employees and a labour allocation that is out of sync with rising and falling demand. This type of variability can be particularly challenging for manufacturers facing supply challenges and volatile customer demand. Too often, the connection between workload, employee schedules, and shop floor processes is managed by supervisors who are forced to rely on a combination of their own experience and limited information. Even when this information exists in an ERP system, it’s often summarised at too high a level to aid decision making and corrective action. To be truly effective, labour allocation information must be more granular and available in real time.
No real-time shop floor visibility
A real-time view of what is actually happening on the shop floor is important for manufacturers seeking to apply lean to the workforce. Unscheduled machine downtime and delayed orders are a reality for every manufacturer; the challenge is to quickly identify the problem and react appropriately. For example, when a machine
Value stream map showing current state and future state for Grant Forest Products
EM KOMPENDIUM | 2013
| 90 | M A N A G E M E N T S T R A T E G I E S
goes down, qualified employees can be deployed elsewhere on the shop floor. Unfortunately it may take hours for machine and labour downtime to be reported to supervisors, and by then the labour waste has already occurred. With real-time shop floor visibility, supervisors can react immediately to production disruptions. And because the shop floor information is being collected over time, managers can identify and evaluate shop floor trends and recommend improvements.
Wage variability
Manufacturers often use a wage standard to cost an operation. But differences in actual wages paid and premium pay used can have a significant impact on the actual cost of production. Reconciling actual wages to a product or production line can uncover startling trends of overtime abuse, absenteeism, and inefficient use of premium wages.
Motivating the workforce
Understanding what motivates the workforce and then accurately measuring those drivers are critical components of integrating lean with a successful workforce strategy. Every technology solution requires a motivated workforce to leverage all the benefits offered by increased automation and access to information. Increased productivity, quality, innovation, and agility are hallmarks of a motivated workforce that can embrace business process change and help sustain competitive differentiation.
The Bama Companies is an example of a manufacturer that is using an integrated strategy to enable a motivated workforce. By linking the strategic outcomes of growth, innovation, and profitability to its work-force, Bama has created processes to support a motivated workforce. For its efforts, the company was awarded a 2004 Malcolm Baldrige National Quality Award.
A lean checklist
Find out if your organisation has the processes and technology in place to support a best practices lean program by answering these questions. If you identify areas
where your processes could be improved, a professional consultancy can help assess your process and make recommendations for improvement.
■ How does your company reconcile payroll to labour hours?Many manufacturers manually reconcile their direct labour hours to production in order to measure workforce productivity against a particular line or work order. This tends to be a cumbersome process that results in information that is either too summarised or not accurate.
■ Does reconciliation accurately capture indirect hours?While most manufacturers are able to capture direct hours, many have difficulty capturing indirect hours resulting from activities that do not directly affect production or are variances from expected times to execute an operation.
■ Can you measure your workforce not only by hours, but also by actual wages, to gain true cost performance? While some manufacturers have put technology and processes in place to measure labour hours against work, they have not been able to measure the cost of those hours in terms of wages. Different wages to accomplish the same work can have a significant impact on costs. More effective use of overtime hours is a common benefit we encounter in companies that reconcile
the cost of labour in addition to the labour hours against work.
■ Are you measuring the status of your machines, WIP, and labour at the same frequency with which your demand signals are changing?If your company is moving toward make-to-order or demand-pull operations, increasing the frequency of status on your shop floor is the only way you can sustain efficient operations. While this is different for every manufacturer based on its market and operations, status of the shop floor should align with the ability to change according to the rate of change in your demand signals.
■ How flexible is your workforce, and are you able to take advantage of that flexibility?Manufacturers are moving toward more flexible workforces, in the ability to both schedule the correct number of staff for a daily and weekly workload, as well as the ability to redeploy operators throughout the day. The ability to translate production demand signals into labour requirements, and then schedule and redeploy labour while still meeting company, union, and regulatory constraints is how leading manufacturers are able to evolve their operations into true make-to-order production environments. ■ Courtesy: Kronos Incorporated
The shop floor is prone to unforseen changes
EM KOMPENDIUM | 2013
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 91 |
How to choose a right machine?In order to choose the most appropriate type of machining centre and to pick the right optional features, a thorough study of the production parameters and product specifications is necessary. The article outlines the choices available. ■ H S Ramprakash
M achining centre is essentially a milling machine fitted with a CNC system, an automatic
tool changer and having independent axes movements along all three axes (X/Y/Z) with infinitely variable feed rates. The spindle has infinitely variable speeds.
There are two varieties of machining centres – vertical machining centre (VMC) and horizontal machining centre (HMC). The HMC has the spindle mounted along the horizontal axis (parallel to table) and invariably has an index table or rotary table with pallet changer as a standard optional feature of the machine. The VMC has the spindle mounted along the vertical axis (perpendicular to the table) and is only a 3-axis machine with a 12/20/24/30 tool magazine. An index table, rotary table and pallet changer are offered as optional features on a VMC.
By design and construction, the VMC is
much lower in cost compared to the HMC, generally 50% to 60%.
The following varieties of machining centres are available to users.
Machines with BT30 (ISO 30) taper These machines are predominantly used in the two-wheeler industry to produce small components of aluminium and cast-iron material with light machining operations. Milling cutters and boring bars of up to 63 mm can be used for milling operations (up to about 1 to 2 mm depth of cut). Drilling of holes up to 20 mm in aluminium and 12 mm in cast iron can be done on these machines. These machines are much faster in operation with lower chip-to-chip time, and use smaller tools weighing less than 3 kgs. These machines are not generally recommended for machining steel components.
In a machining operation, the idle (non-machining) time is invariably 50% to 60%
H S Ramprakash Vice President - Engineering
| 91 |M A C H I N I N G C E N T R E S T E C H N O L O G Y

| 78 | M E T A L W O R K I N G T E C H N O L O G Y
and mechatronic concepts requires solutions with which one can continuously improve and optimise the productivity of machine.
Automation
Automation in forming and cutting technologies comes in the form of handling systems and robots integrated in the process chain. Specifically on the segment of folding presses, various manufacturers are offering new robot-based handling of workpieces. For example, sensors in the stops and an image processing system for aligning the parts are in demand today. Centring stations therefore become unnecessary, and productivity rises as a result.
In general, image processing systems together with quality control applications are increasingly gaining in significance on the manufacturing sector as well. For instance, first capturing the geometry of every single workpiece can be analysed for the geometry-dependent infeed to gear grinding, reducing as a result the machining time.
In case of a robot application for bending tubes, to simplify the programming of such automated installations the manufacturers provide the same controller interface for all elements in the manufacturing line from the robot to the machine, meaning that the robot no longer needs to be taught.
Drive technology
Besides the classical ball screws, linear drives have become an established trend in machine tools. These can help achieve high dynamics and traverse speeds as well as extremely long
traverse paths. In other words, the drives no longer limit the machine’s movements, but the process is the decisive factor through the maximum machining speed. For example, during grinding and milling processes only those speeds can be reached that do not exceed the tool’s rated load bearing capacity. Used along the axes linear drives average 80 m/min in rapid traverse. Handling tasks can therefore fully exploit the possibilities offered by linear motor accelerations and speeds, reducing idle times as a consequence.
Nevertheless, the conventional ball screws remain a genuine alternative. For example, machine and plant manufacturers can choose from two drive systems the option best suited for the respective application. The convincing features of linear drives are their higher dynamics, better controllability, superior positioning precision, zero backlash, and low wearing - with higher system costs, higher peak currents, and greater cooling requirements. On the other hand, ball screws, although featuring lower dynamics and worse positioning properties owing to backlash and wearing, are however cheaper to acquire and operate and make do with simple electricity and coolant supplies. And it is just these latter measures that play an important role on manufacturing plants with a large number of individual machines: it is not the supply to each and every machine, but the supply to the entire system that matters. Also, linear drives hitherto cannot generate adequately high forces for certain processes, a drawback especially along the z-axis. As a result, some parts of the sector are talking of a reverse trend to conventional drives on standard machines.
Micro-machining
Years before, micro-machining had already achieved a positioning precision of far less than one micrometre, so that talk was increasingly about nanotechnology. Such precisions can no longer be determined with conventional measuring machines that capture precisions in the micrometre range only. High-precision machining on larger workpieces is enjoying a growing demand from the tool and mould construction segments, so the utilisable working chamber has grown considerably. Surface qualities of fifty nanometres are now possible and so in many cases workpieces no longer have to be polished. The smallest tools used at present in micro-machining
have a diameter of 30 µm for drills and 100 µm for milling cutters. Initial experiments are being conducted with miller diameters of 30 µm and 10 µm. Machining with such tools is possible only with modern and adapted machine concepts exhibiting a corresponding temperature control and superior damping properties.
In case of grinding machines, high-precision and miniaturised machines is the trend today. Thanks to new concepts, small grinding machines are just about a fifth of the size of a conventional machine.
Services
On the sector of machine tool services, a number of approaches to supporting the development of machines have reached market maturity. At the same time various simulation methods like the vibration analysis of a machine frame or runtime simulations of machining programs can be linked together to form holistic models. For example, a mechatronic simulation approach lets manufacturers utilise the dynamic modelling of a machine frame by linking it with simulated NC axes including their controllers and with modelled machining processes for determining machine properties like natural oscillations, resilience, and the maximum possible infeed without chatter vibrations.
Imaging the machine with all sensors, switches, and NC elements also allows links between a genuine PLC and the simulation environment. In this manner, PLC programs can be generated and debugged (eg collision control) without the need for the actual machine. Investigating the runtime performance is therefore just as possible as the simulation of component failure and malfunctions. This combination of genuine PLC and simulated machine can also help to train personnel. It is expected that such machine and controller models will be delivered in future together with the machine.
In addition, machine tool manufacturers are already providing services that inform their customers of the extent of expanding machine functionalities and advise them in process designs. Consequently, users can integrate this know-how as early as the design phase of components and utilise the optimal potential of their production facilities. ■
EM KOMPENDIUM | 2013
Multi-channel programming provides flexibility
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 79 |
Finer machiningComputer-aided manufacturing (CAM) is playing an important role in the automotive and aerospace sectors. High efficiency manufacturing is the new mantra for these industries ■ Vineet Seth
s we step into the new year, hopes are pegged on the automotive domain, who are
about to launch small and midsized cars, later during the month. Cost is a major factor here, since many auto majors are now working on the bottom-up approach. The same is true for the aerospace sector too, where newer norms that have come up for reducing carbon footprints, have given rise to
the requirement of the usage of lighter materials like composites.
In both the above cases, there is one area that is of paramount importance – machining. When we work from the bottom-up approach, we are targeting a set cost factor that needs to be achieved and newer materials mean new machining strategies/features.
Computer-Aided manufacturing (CAM), amongst others, now holds the
AVineet Seth
Managing Director Delcam India and Middle East
Delcam Plc, [email protected]
| 79 |C A D / C A M T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 80 | C A D / C A M T E C H N O L O G Y
High-speed machining showing automatic trochoidal path
H i g h - s p e e d m a c h i n i n g
key to make these sectors competitive. The ability to machine components in the shortest possible time is an issue of ever increasing importance.
High-speed machining
Efficient CAM software is often respected for features like tool path computation time (lesser the better), minimal air moves during the cutting operation, availability of many effective & gouge-free strategies (2.5d thru multi-axis), powerful simulation (to verify collisions with many parts on the machine) and robust post-processing. In addition, specialist milling and turn-milling features like high-speed machining (HSM), spline machining, port machining, blades/blisks & impeller machining, combination of turning and milling with sub-spindle support in major CAM software packages, which also contribute to the high efficiency machining (HEM) principle.
High-speed machining (HSM) strategies use a combination of techniques to ensure rapid delivery of high quality machined components. There are many elements to efficient HSM including the cutting tool, the CNC machine, the material being cut and the use of a high quality CAM system.
Towards better cutting
Modern developments in cutting tool technology have led to a revolution in the way CNC programmers now tackle jobs. These specialist tools have totally
different cutting characteristics to traditional tooling. Whereas traditional programming methods would consider machining a component from the top down, modern HSM tooling can sometimes prefer to cut from the bottom up.
The main requirements of these machining strategies are to keep the load on the cutter as consistent as possible and minimise any sudden changes in the cutting direction. One of the basic changes in strategy needed to achieve these conditions is the use of offset machining for roughing rather than the traditional raster approach.
High-speed machining does not mean running older CNC programs at a faster rate, but it represents a better method of metal cutting. The key here, is the machining strategy, where contrary to older methods, we take lighter cuts and run the machine a lot faster than before.
Factors affecting HSM
Now, since we are speaking speed, we also have to consider the factors that affect HSM: machine tool and control, tooling accuracy and balance, choice of cutting tool, correct selection of machining strategy and CAM system.
If any element is overlooked, the process would be defeated. It is very essential, in this case, to ensure that all of the above elements mutually complement each other. Once this is accomplished, HSM would help in reducing machining time, reduce or eliminate slower processes like electro discharge eroding,
polishing, material hardening etc. HSM will also help in achieving a higher overall material removal rate – due to lighter cuts at higher speed & feed, accuracy & reduced distortion – due to lower cutting forces, improved surface finish – due to reduced vibration on the machine tool, reduced thermal effects on the part – as heat leaves with the chips. It also allows the machining of thin-walled parts and direct machining of hard materials.
HSM finds extensive applications in the direct machining of hardened die cavities, die casting dies, forging dies, injection/blow moulds, graphite/copper electrodes, modelling and prototype tooling in soft materials, light alloys and thin walled components.
Raceline machining, trochoidal machining, automatic trochoidal machining, rest roughing, constant Z, 3D offset finishing, optimised constant Z are a few HSM strategies for the roughing and finishing operations during milling.
Prominent HSM strategies
Raceline machining smooths out passes as they move away from the features in a part and minimises sharp direction changes - which allows faster machining and longer cutter life. The principle that is applied here is similar to what we see in race tracks – where the racer adheres to the race line – which gives the driver the fastest possible speeds on that specific track.
Trochoidal / automatic trochoidal machining uses a ‘shaving’ approach to machine narrow regions in a
High-speed machining showing patented race line machining
High-speed machining showing roughing ‘tails’
EM KOMPENDIUM | 2013
| 81 |
component. It avoids full-width cuts and hence protects cutter at higher speeds. Trochoidal machining is characterised by circular passes (known as trochoidal paths) instead of linear passes in areas of high concentration of cutter loads. This helps in reducing the area of engagement of the tool in such areas thus reducing the overall tangential loads on the cutting tool, while increasing the overall material removal rate. Automatic trochoidal strategy automatically avoids high-load cuts that could occur with conventional offset strategies, by switching to a trochoidal motion when the cutter encounters large amounts of material. Using a shaving action to remove material in these areas reduces the load on the tool to a more consistent level, allowing higher machining speeds to be maintained.
Rest roughing removes material left by a previous larger tool allowing only areas which require smaller cutters to be re-machined, and so reducing milling times. This also helps in reducing tool breakages in slender cutters - which are less tolerant to undue loads, in comparison to the shorter and larger cutters.
HEM in aerospace
Another element of high efficiency manufacturing, five axis machining has been used in aerospace applications for many years; but it is only recently that other industries like tool making,
automotive, medical and dental, shoe and electronics industries have shown similar interest. The main advantage of five axis machining is the ability to save time by machining complex shapes in a single set-up. Additional benefit comes from allowing the use of shorter cutters that permit more accurate machining.
Positional five axis machining and continuous five axis machining are the two possibilities within this technology. Positional five axis machining allows creating three axis tool paths using different work planes for alignment – thus requiring multiple setups, while continuous five axis machining allows the user to create continuous five axis tool paths across complex surface, solid and triangulated models, in a single setup. Each comes with its benefits.
Benefits of positional five axis machining:■ ideal for machining deep cores and
cavities ■ short cutters give increased
accuracy and higher quality surface finish
■ allows the machining of undercuts ■ significant time benefits through
use of only one set up
Benefits of continuous five axis machining:■ Ideal for Profiling parts ■ Ideal for machining deep corners
and cavities ■ Shorter cutters give increased
accuracy and higher quality surface finish
■ Allows for machining with the flank or bottom of the tool
■ Can be used with a full range of tool types
■ Full gouge protection ■ Can be used with models in STL
format (with the exception of profiling)
Wider possibilities
Improvisations in multi-axis machining, such as port machining and blade/blisk/impeller machining have empowered the programmer to create efficient tool paths on complex profiles that are typical in high precision industries such as aerospace and automotive.With the help of these simplified strategies, it is now far easier to key in data into the interface and generate complex tool paths that required a seasoned programmer earlier, due to the various possibilities that needed to be considered in the areas of strategy, tool selection, fixturing, etc.
In the early era of CNC machines, all of the above did not exist, but in recent times, CNC machines have evolved exponentially as well as have become cost efficient. Cutting tools too, have turned many chapters in the recent times with many innovations in tool geometry and tool profiles. High efficiency manufacturing is now meaningful and practical.. ■
Impeller machining showing vane finishing
M a c h i n i n g w i t h C A D / C A M
Port machining showing finishing tool path Blade repair using adaptive machining
Further information at
> www.efficientmanufacturing.in

EM KOMPENDIUM | 2013
| 80 | C A D / C A M T E C H N O L O G Y
High-speed machining showing automatic trochoidal path
H i g h - s p e e d m a c h i n i n g
key to make these sectors competitive. The ability to machine components in the shortest possible time is an issue of ever increasing importance.
High-speed machining
Efficient CAM software is often respected for features like tool path computation time (lesser the better), minimal air moves during the cutting operation, availability of many effective & gouge-free strategies (2.5d thru multi-axis), powerful simulation (to verify collisions with many parts on the machine) and robust post-processing. In addition, specialist milling and turn-milling features like high-speed machining (HSM), spline machining, port machining, blades/blisks & impeller machining, combination of turning and milling with sub-spindle support in major CAM software packages, which also contribute to the high efficiency machining (HEM) principle.
High-speed machining (HSM) strategies use a combination of techniques to ensure rapid delivery of high quality machined components. There are many elements to efficient HSM including the cutting tool, the CNC machine, the material being cut and the use of a high quality CAM system.
Towards better cutting
Modern developments in cutting tool technology have led to a revolution in the way CNC programmers now tackle jobs. These specialist tools have totally
different cutting characteristics to traditional tooling. Whereas traditional programming methods would consider machining a component from the top down, modern HSM tooling can sometimes prefer to cut from the bottom up.
The main requirements of these machining strategies are to keep the load on the cutter as consistent as possible and minimise any sudden changes in the cutting direction. One of the basic changes in strategy needed to achieve these conditions is the use of offset machining for roughing rather than the traditional raster approach.
High-speed machining does not mean running older CNC programs at a faster rate, but it represents a better method of metal cutting. The key here, is the machining strategy, where contrary to older methods, we take lighter cuts and run the machine a lot faster than before.
Factors affecting HSM
Now, since we are speaking speed, we also have to consider the factors that affect HSM: machine tool and control, tooling accuracy and balance, choice of cutting tool, correct selection of machining strategy and CAM system.
If any element is overlooked, the process would be defeated. It is very essential, in this case, to ensure that all of the above elements mutually complement each other. Once this is accomplished, HSM would help in reducing machining time, reduce or eliminate slower processes like electro discharge eroding,
polishing, material hardening etc. HSM will also help in achieving a higher overall material removal rate – due to lighter cuts at higher speed & feed, accuracy & reduced distortion – due to lower cutting forces, improved surface finish – due to reduced vibration on the machine tool, reduced thermal effects on the part – as heat leaves with the chips. It also allows the machining of thin-walled parts and direct machining of hard materials.
HSM finds extensive applications in the direct machining of hardened die cavities, die casting dies, forging dies, injection/blow moulds, graphite/copper electrodes, modelling and prototype tooling in soft materials, light alloys and thin walled components.
Raceline machining, trochoidal machining, automatic trochoidal machining, rest roughing, constant Z, 3D offset finishing, optimised constant Z are a few HSM strategies for the roughing and finishing operations during milling.
Prominent HSM strategies
Raceline machining smooths out passes as they move away from the features in a part and minimises sharp direction changes - which allows faster machining and longer cutter life. The principle that is applied here is similar to what we see in race tracks – where the racer adheres to the race line – which gives the driver the fastest possible speeds on that specific track.
Trochoidal / automatic trochoidal machining uses a ‘shaving’ approach to machine narrow regions in a
High-speed machining showing patented race line machining
High-speed machining showing roughing ‘tails’
EM KOMPENDIUM | 2013
| 81 |
component. It avoids full-width cuts and hence protects cutter at higher speeds. Trochoidal machining is characterised by circular passes (known as trochoidal paths) instead of linear passes in areas of high concentration of cutter loads. This helps in reducing the area of engagement of the tool in such areas thus reducing the overall tangential loads on the cutting tool, while increasing the overall material removal rate. Automatic trochoidal strategy automatically avoids high-load cuts that could occur with conventional offset strategies, by switching to a trochoidal motion when the cutter encounters large amounts of material. Using a shaving action to remove material in these areas reduces the load on the tool to a more consistent level, allowing higher machining speeds to be maintained.
Rest roughing removes material left by a previous larger tool allowing only areas which require smaller cutters to be re-machined, and so reducing milling times. This also helps in reducing tool breakages in slender cutters - which are less tolerant to undue loads, in comparison to the shorter and larger cutters.
HEM in aerospace
Another element of high efficiency manufacturing, five axis machining has been used in aerospace applications for many years; but it is only recently that other industries like tool making,
automotive, medical and dental, shoe and electronics industries have shown similar interest. The main advantage of five axis machining is the ability to save time by machining complex shapes in a single set-up. Additional benefit comes from allowing the use of shorter cutters that permit more accurate machining.
Positional five axis machining and continuous five axis machining are the two possibilities within this technology. Positional five axis machining allows creating three axis tool paths using different work planes for alignment – thus requiring multiple setups, while continuous five axis machining allows the user to create continuous five axis tool paths across complex surface, solid and triangulated models, in a single setup. Each comes with its benefits.
Benefits of positional five axis machining:■ ideal for machining deep cores and
cavities ■ short cutters give increased
accuracy and higher quality surface finish
■ allows the machining of undercuts ■ significant time benefits through
use of only one set up
Benefits of continuous five axis machining:■ Ideal for Profiling parts ■ Ideal for machining deep corners
and cavities ■ Shorter cutters give increased
accuracy and higher quality surface finish
■ Allows for machining with the flank or bottom of the tool
■ Can be used with a full range of tool types
■ Full gouge protection ■ Can be used with models in STL
format (with the exception of profiling)
Wider possibilities
Improvisations in multi-axis machining, such as port machining and blade/blisk/impeller machining have empowered the programmer to create efficient tool paths on complex profiles that are typical in high precision industries such as aerospace and automotive.With the help of these simplified strategies, it is now far easier to key in data into the interface and generate complex tool paths that required a seasoned programmer earlier, due to the various possibilities that needed to be considered in the areas of strategy, tool selection, fixturing, etc.
In the early era of CNC machines, all of the above did not exist, but in recent times, CNC machines have evolved exponentially as well as have become cost efficient. Cutting tools too, have turned many chapters in the recent times with many innovations in tool geometry and tool profiles. High efficiency manufacturing is now meaningful and practical.. ■
Impeller machining showing vane finishing
M a c h i n i n g w i t h C A D/ C A M
Port machining showing finishing tool path Blade repair using adaptive machining
Further information at
> www.efficientmanufacturing.in

| 82 | L A S E R C U T T I N G T E C H N O L O G Y
Making the cutToday’s low cost laser cutting systems made from less expensive components have far superior capabilities to the expensive systems that were designed and engineered only a few years ago. ■ Paul Dirienzo
EM KOMPENDIUM | 2013
aser cutting or digital die cutting uses high-powered lasers to vaporise materials in
the lasers’ beam path. The powering on and off of the laser beam and the way in which the beam path is directed towards the substrate effects the specific cuts that the artwork requires. Because cut away parts are vaporised the hand labour or complicated extraction methods otherwise needed for small part scrap removal is eliminated.
State-of-art laser cutting systems are now able to consistently cut far more intricate designs, in a wider range of substrates, and with tighter tolerances than ever before. The challenge to those making investments in laser cutting technology is to source machines that are well-matched to application requirements. One can still find laser cutting systems in the marketplace that force compromises in quality or production output that should not be
L
Paul Dirienzo Director of Engineering [email protected]
| 82 | | 83 |
EM KOMPENDIUM | 2013
brooked in light of engineering advances in laser cutting technology. On the other hand, those with more straightforward application requirements are often well-served by lower cost models of laser cutting systems that are powerful and versatile enough for the jobs at hand.
Making the choice
A preliminary step to sourcing the right laser cutting technology is to first determine if laser cutting capabilities are a good addition to the finishing department. There are numerous advantages to laser cutters as compared to tool-based die cutting systems. Most of these advantages derive from the tool-free nature of laser cutters. Because if there are no tools, there are no costs for tools or production delays for time to make tools. This is the major reason why laser cutters provide a rapid prototyping niche for those that use them. Laser cutting systems are called digital die cutters because they can take any vector-based digital image and import it into their operating software to set up a job. Today’s best-in-class laser cutting systems can complete set up from these imported digital images in just a few minutes. The ‘digital die cutter’ term that is used interchangeably with laser cutting speaks to this advantage that tool-free cutting systems provide, especially when used in combination with digital printers. This combination allows one to move from artwork to finished product in just a few hours, or even less for very short runs.
In tool-based mechanical cutting there are always intrinsic limitations from the physical contact between the cutting edge and the material being cut. Laser cutting systems bypasses that situation, which makes them able to cut many materials that are very difficult or impossible for tool-based cutting systems to handle. For example, cutting adhesives is far easier with laser cutting systems because of the tendency of adhesives to literally gum up the works in mechanical cutting systems. Similarly, the ability of tool-free laser cutting systems to reliably handle thin substrates is a big advantage. In these
thin substrate applications, cut-to-print registration is not constrained by the physical limitations of weighty dies interacting with flimsy substrates. Another example is in the better handling of abrasive materials, which literally wear mechanical dies down such that cutting abrasives with mechanical cutting systems is often prohibitively expensive because dies have to be continuously replaced. Here too, tool-free laser cutting systems sidesteps this problem altogether.
Better control
The relative ease with which laser cutting systems create special features is also a considerable advantage. Perforations, score lines, kiss cuts, consecutive numbering, creasing, personalising and other special features are done as a matter of course by laser cutting systems. This is especially the case with today’s laser cutting technology that uses far superior software engineering
to precisely control the movement of laser beams making cuts. In fact, the only relevant physical limitation in laser cutting systems is the width of the laser beam. For example, in 200 x 200mm working fields or greater the spot size can be as small as 210 microns in best-in-class systems. While any die-based cutting system would have difficulties in producing corners that are less than 300, this is not in any way challenging for a laser cutting system. And, laser cutting technology also allows one to skip the step of creating mechanical knicks to facilitate parts extraction as is typically required with a tool-based cutting mechanism.
Correcting the perceptions
There are limitations to laser cutting systems, as with any technology, but there are also mistaken notions as to what these limitations are. In some quarters laser cutters are thought of only as prototyping tools and not up
Laser cutting technology comparison chart
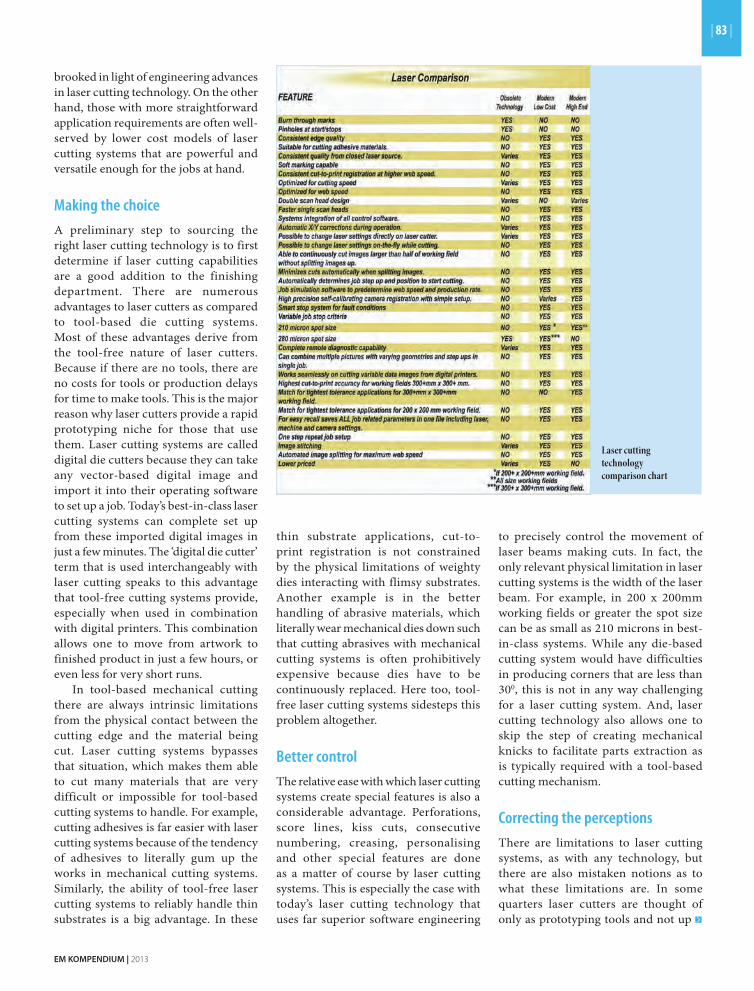
| 82 | L A S E R C U T T I N G T E C H N O L O G Y
Making the cutToday’s low cost laser cutting systems made from less expensive components have far superior capabilities to the expensive systems that were designed and engineered only a few years ago. ■ Paul Dirienzo
EM KOMPENDIUM | 2013
aser cutting or digital die cutting uses high-powered lasers to vaporise materials in
the lasers’ beam path. The powering on and off of the laser beam and the way in which the beam path is directed towards the substrate effects the specific cuts that the artwork requires. Because cut away parts are vaporised the hand labour or complicated extraction methods otherwise needed for small part scrap removal is eliminated.
State-of-art laser cutting systems are now able to consistently cut far more intricate designs, in a wider range of substrates, and with tighter tolerances than ever before. The challenge to those making investments in laser cutting technology is to source machines that are well-matched to application requirements. One can still find laser cutting systems in the marketplace that force compromises in quality or production output that should not be
L
Paul Dirienzo Director of Engineering [email protected]
| 82 | | 83 |
EM KOMPENDIUM | 2013
brooked in light of engineering advances in laser cutting technology. On the other hand, those with more straightforward application requirements are often well-served by lower cost models of laser cutting systems that are powerful and versatile enough for the jobs at hand.
Making the choice
A preliminary step to sourcing the right laser cutting technology is to first determine if laser cutting capabilities are a good addition to the finishing department. There are numerous advantages to laser cutters as compared to tool-based die cutting systems. Most of these advantages derive from the tool-free nature of laser cutters. Because if there are no tools, there are no costs for tools or production delays for time to make tools. This is the major reason why laser cutters provide a rapid prototyping niche for those that use them. Laser cutting systems are called digital die cutters because they can take any vector-based digital image and import it into their operating software to set up a job. Today’s best-in-class laser cutting systems can complete set up from these imported digital images in just a few minutes. The ‘digital die cutter’ term that is used interchangeably with laser cutting speaks to this advantage that tool-free cutting systems provide, especially when used in combination with digital printers. This combination allows one to move from artwork to finished product in just a few hours, or even less for very short runs.
In tool-based mechanical cutting there are always intrinsic limitations from the physical contact between the cutting edge and the material being cut. Laser cutting systems bypasses that situation, which makes them able to cut many materials that are very difficult or impossible for tool-based cutting systems to handle. For example, cutting adhesives is far easier with laser cutting systems because of the tendency of adhesives to literally gum up the works in mechanical cutting systems. Similarly, the ability of tool-free laser cutting systems to reliably handle thin substrates is a big advantage. In these
thin substrate applications, cut-to-print registration is not constrained by the physical limitations of weighty dies interacting with flimsy substrates. Another example is in the better handling of abrasive materials, which literally wear mechanical dies down such that cutting abrasives with mechanical cutting systems is often prohibitively expensive because dies have to be continuously replaced. Here too, tool-free laser cutting systems sidesteps this problem altogether.
Better control
The relative ease with which laser cutting systems create special features is also a considerable advantage. Perforations, score lines, kiss cuts, consecutive numbering, creasing, personalising and other special features are done as a matter of course by laser cutting systems. This is especially the case with today’s laser cutting technology that uses far superior software engineering
to precisely control the movement of laser beams making cuts. In fact, the only relevant physical limitation in laser cutting systems is the width of the laser beam. For example, in 200 x 200mm working fields or greater the spot size can be as small as 210 microns in best-in-class systems. While any die-based cutting system would have difficulties in producing corners that are less than 300, this is not in any way challenging for a laser cutting system. And, laser cutting technology also allows one to skip the step of creating mechanical knicks to facilitate parts extraction as is typically required with a tool-based cutting mechanism.
Correcting the perceptions
There are limitations to laser cutting systems, as with any technology, but there are also mistaken notions as to what these limitations are. In some quarters laser cutters are thought of only as prototyping tools and not up
Laser cutting technology comparison chart

EM KOMPENDIUM | 2013
| 84 | L A S E R C U T T I N G T E C H N O L O G Y
to the requirements of full production runs. While there are many applications where laser cutting may be slower as compared to platen presses, rotary die cutters or optically-registered gap presses, they are considerably faster than the earlier laser cutting systems that used to predominate. In fact, most users of today’s laser cutting systems are using them for full production line capabilities. For one thing, today’s laser cutters are generally (galvanometer) galvo type lasers that make minute adjustments in mirror angles to move laser beams around artwork. This galvo mechanism is considerably faster than gantry systems with XY plotters that physically move lasers as a whole or the whole sheet of material being cut, not just the laser beams. Newer galvo technology takes this speed improvement to the next level by fine tuning software to shave milliseconds off of most operations, with a combined effect of significant speed improvements. The higher the wattage of the laser, the faster the cutting proceeds in most applications. The difference today is that faster 200 and 400 W lasers that were prohibitively
when technicians leave tiny screws in a cutting area that end up destroying the custom tooling.
It is also thought, and correctly so, that laser cutting systems cannot handle any and all substrates. However, the boundaries of that limitation continue to shift along with better engineering of laser cutting technology. For example, polycarbonate substrates used to be beyond the reach of laser cutting technology because of the laser cutters’ tendency to leave poorly cut edges with a heavy brown discoloration on the substrate. This is still true of the thickest polycarbonates, but not so with the thin polycarbonate substrates that older systems couldn’t tackle. Many still think that polyvinyl chloride (PVC) is not a good match with laser cutting technology, but that notion too is a bit out-of-date. It is possible to cut PVC materials so long as additional components are added to protect the existing machine components near the laser beam from the corrosive action of PVC cutting by-products and that appropriate filtering systems are added to protect operators from noxious fumes.
Limitations
The real disadvantage of laser cutting technology – and the reason that most companies that use laser cutters do so in conjunction with one or another tool-based cutting system—is that it is less cost-effective for many relatively straightforward long run applications which are not beyond the reach of mechanical cutting. If part geometries are easy for a physical tool to achieve, if the substrate is not too thin, too sticky, too abrasive or in some other way troublesome for a physical die, and especially if it involves a relatively long run length where the cost of the die becomes a negligible factor, tool-based cutters (platen presses, rotary die cutters, electro-optically controlled gap press technology) often prove the better finishing tool. ■
Display of many applications that can be laser cut
expensive five or so years ago are now available at competitive prices. These new lasers also make a higher quality laser beam, which in turn ensures that cutting quality is maintained even at higher cutting speeds. The upshot of all these combined speed improvements is that today’s laser cutters do far more than prototype samples; they are used for full production runs without creating production bottlenecks.
Another misconception that one still finds is that laser cutting is a dangerous operation that burdens a workplace with safety risks. Though it may seem counterintuitive to some, laser cutting systems are in many ways a safer alternative to tool-based cutting systems. The initial installation of a laser cutting system takes care to eliminate the chance of stray beams creating workplace hazards if workers do not wear safety glasses. Tool-based systems, on the other hand, pose a continual risk of severe worker injury if they are not operated properly. Although such accidents are rare, they can be catastrophic. Costly injuries to tooling are somewhat more common, such as > www.efficientmanufacturing.in
Further information at
EM KOMPENDIUM | 2013
I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y | 85 |
Ensuring plant integrity & reliabilityTPM is a new philosophy of continuous improvement and teamwork that creates a sense of ownership in the operators of each machine as well as in their supervisor and the maintenance people involved. ■ Shekhar Jitkar
ouldn’t it be great if you had a maintenance programme that fixed your equipment
before it broke? Because when your equipment is running as it should, you make products, deadlines and money while making customers happy. But if a machine breaks, it’s not making you money – it is costing you money.
The solution is total productive
The biggest benefit of implementing TPM is the reduction in maintenance costs along with the reduction of machine downtime. The TPM programme closely resembles the popular total quality management (TQM) programme. Many of the same tools such as employee empowerment, benchmarking, documentation, etc are used to implement and optimise TPM.
W
| 85 |
maintenance (TPM). TPM addresses production operation with a solid, team-based programme that is proactive instead of reactive. It helps eliminate losses, whether from breakdowns, defects or accidents.
The goal of the TPM programme is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.

EM KOMPENDIUM | 2013
| 84 | L A S E R C U T T I N G T E C H N O L O G Y
to the requirements of full production runs. While there are many applications where laser cutting may be slower as compared to platen presses, rotary die cutters or optically-registered gap presses, they are considerably faster than the earlier laser cutting systems that used to predominate. In fact, most users of today’s laser cutting systems are using them for full production line capabilities. For one thing, today’s laser cutters are generally (galvanometer) galvo type lasers that make minute adjustments in mirror angles to move laser beams around artwork. This galvo mechanism is considerably faster than gantry systems with XY plotters that physically move lasers as a whole or the whole sheet of material being cut, not just the laser beams. Newer galvo technology takes this speed improvement to the next level by fine tuning software to shave milliseconds off of most operations, with a combined effect of significant speed improvements. The higher the wattage of the laser, the faster the cutting proceeds in most applications. The difference today is that faster 200 and 400 W lasers that were prohibitively
when technicians leave tiny screws in a cutting area that end up destroying the custom tooling.
It is also thought, and correctly so, that laser cutting systems cannot handle any and all substrates. However, the boundaries of that limitation continue to shift along with better engineering of laser cutting technology. For example, polycarbonate substrates used to be beyond the reach of laser cutting technology because of the laser cutters’ tendency to leave poorly cut edges with a heavy brown discoloration on the substrate. This is still true of the thickest polycarbonates, but not so with the thin polycarbonate substrates that older systems couldn’t tackle. Many still think that polyvinyl chloride (PVC) is not a good match with laser cutting technology, but that notion too is a bit out-of-date. It is possible to cut PVC materials so long as additional components are added to protect the existing machine components near the laser beam from the corrosive action of PVC cutting by-products and that appropriate filtering systems are added to protect operators from noxious fumes.
Limitations
The real disadvantage of laser cutting technology – and the reason that most companies that use laser cutters do so in conjunction with one or another tool-based cutting system—is that it is less cost-effective for many relatively straightforward long run applications which are not beyond the reach of mechanical cutting. If part geometries are easy for a physical tool to achieve, if the substrate is not too thin, too sticky, too abrasive or in some other way troublesome for a physical die, and especially if it involves a relatively long run length where the cost of the die becomes a negligible factor, tool-based cutters (platen presses, rotary die cutters, electro-optically controlled gap press technology) often prove the better finishing tool. ■
Display of many applications that can be laser cut
expensive five or so years ago are now available at competitive prices. These new lasers also make a higher quality laser beam, which in turn ensures that cutting quality is maintained even at higher cutting speeds. The upshot of all these combined speed improvements is that today’s laser cutters do far more than prototype samples; they are used for full production runs without creating production bottlenecks.
Another misconception that one still finds is that laser cutting is a dangerous operation that burdens a workplace with safety risks. Though it may seem counterintuitive to some, laser cutting systems are in many ways a safer alternative to tool-based cutting systems. The initial installation of a laser cutting system takes care to eliminate the chance of stray beams creating workplace hazards if workers do not wear safety glasses. Tool-based systems, on the other hand, pose a continual risk of severe worker injury if they are not operated properly. Although such accidents are rare, they can be catastrophic. Costly injuries to tooling are somewhat more common, such as > www.efficientmanufacturing.in
Further information at
EM KOMPENDIUM | 2013
I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y | 85 |
Ensuring plant integrity & reliabilityTPM is a new philosophy of continuous improvement and teamwork that creates a sense of ownership in the operators of each machine as well as in their supervisor and the maintenance people involved. ■ Shekhar Jitkar
ouldn’t it be great if you had a maintenance programme that fixed your equipment
before it broke? Because when your equipment is running as it should, you make products, deadlines and money while making customers happy. But if a machine breaks, it’s not making you money – it is costing you money.
The solution is total productive
The biggest benefit of implementing TPM is the reduction in maintenance costs along with the reduction of machine downtime. The TPM programme closely resembles the popular total quality management (TQM) programme. Many of the same tools such as employee empowerment, benchmarking, documentation, etc are used to implement and optimise TPM.
W
| 85 |
maintenance (TPM). TPM addresses production operation with a solid, team-based programme that is proactive instead of reactive. It helps eliminate losses, whether from breakdowns, defects or accidents.
The goal of the TPM programme is to markedly increase production while, at the same time, increasing employee morale and job satisfaction.

EM KOMPENDIUM | 2013
| 86 |
The 8-pillar approach
Over the past 50 years, TPM has evolved in a highly structured manner, and in its latest form is represented by 8 pillars as shown in the figure and quantifies 20 major losses as against 16 losses in the third generation. TPM must evolve in five directions concurrently: ■ as a business strategy ■ in areas of operation - from
equipment to product on system and further to encompass company-wide activities
■ number of measures / performance indicators
■ skills to be built in each phase, and finally
■ behavioural improvement for a cultural transformation.
The 8-pillar approach is comprehensive and total in the way that it encompasses all activities and all employees, top to bottom in the company, towards the improvements.
How TPM works
TPM begins by measuring and analysing the overall equipment effectiveness (OEE). This not only helps diagnose problems, but also becomes the measurement to determine how successful TPM efforts are.
TPM then introduces the concept of autonomous maintenance, with machine operators as key members of the maintenance team. Historically, maintenance has been done by dedicated, highly skilled employees, not machine operators. But machine operators know their machines better than anyone. They can tell if their machine is not working
perfectly, often from just the sound or feel. They can alert maintenance people and provide excellent information. Also, when they perform routine maintenance and lubrication, they become ‘process owners’ while relieving skilled trades of simple yet time-consuming jobs.
Finally, TPM shows how equipment can be modified and preventative and predictive tools can be applied to make daily maintenance quick and easy, without tools or ladders.
The ‘Big Six’ wastes
TPM will also teach you how to recognise the ‘Big Six’ equipment-related wastes and how to minimise them. They include: setup and adjustment, breakdowns, idling and minor stoppages, reduced speed, start-up, and defects.
Properly implemented, TPM eliminates
machine-related bottlenecks that hold up your processes and torpedo your productivity. In addition, TPM will help you achieve: ■ improved machine reliability ■ extended machine life ■ increased capacity without purchasing
additional machines or sacrificing additional floor space
■ improved teamwork between machine operators and maintenance people
■ improved safety ■ employees knowledgeable in machine-
related processes ■ a more involved, creative workforce ■ the ability to re-allocate your skilled
workforce by having machine operators perform daily and routine maintenance
TPM for machine tools
Reducing machine tool downtime and assuring quality have become increasingly important as the demand for higher production rates and closer tolerances continues to grow. To assure maximum performance from machine tools, manufacturers are increasingly recommending TPM-friendly machine tools.
More companies are embracing TPM as a means of keeping key machines up and running. TPM encompasses all of the key aspects of machine maintenance (reactive, preventive, predictive and so
■ Establishing a corporate culture that will maximise production system effectiveness ■ Organising a practical shop-floor system to prevent losses before they occur
throughout the entire production system life cycle, with a view to achieving zero accidents, zero defects and zero breakdowns
■ Involving all the functions of an organisation including production, development, sales and management
■ Involving every employee, from top management down to front-line operators ■ Achieving zero losses through the activities of ‘overlapping small group’
T P M a i m s a t
The 8-pillar approach of TPM
EM KOMPENDIUM | 2013
I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y | 87 |
“Strategy of TPM is to change the attitude from “I use, you maintain” to “I use, I maintain”. The objective should be to improve productivity and reduce cost by eliminating or reducing loss.”
Sueo Yamaguchi, TPM Consultant, Japan Institute of Plant Maintenance (JIPM) &
Advisor to TPM Club India
forth) with one key addition - it uses the skills of the machine operator to identify the need for maintenance early on.
TPM requires a partnership between many branches of the organisation, including machine operators, manufacturing engineers and other technical service personnel, maintenance technicians, and even equipment suppliers. This partnership focuses on a long-term approach to machine performance, rather than just fixing problems. With TPM, machine operators must accept new responsibilities, such as daily maintenance checks, minor adjustments, lubrication and minor part changes. Even extensive overhauls and breakdowns handled by plant maintenance personnel should be assisted by machine operators.
TPM involves analysing equipment performance and identifying the root causes of problems. Operator input is critical, as the operator knows the equipment best and is in an ideal position to analyse performance. Once the root causes of problems are identified, permanent corrective action plans must be established and implemented.
Critical steps
The following steps are critical to an effective TPM programme. Each can complement existing machine maintenance practices. ■ Collect detailed data on equipment
downtime. When a machine is under warranty, equipment manufacturers maintain detailed service records of all maintenance calls. The records will vary by company, but at a minimum, they should include: date of problem, description of problem, time the machine was inoperable, problem resolution steps, final solution, and permanent corrective action plans
■ Ensure that the equipment is thoroughly cleaned on a regular basis, and that during this cleaning, critical components are inspected. Typical things to look for are cracks, wear marks, loose connections, leaks from fittings, etc.
■ Create a team to manage the machine. This cross-functional team
will take steps to ensure that the TPM plan remains on track.
■ Generate standards for cleaning, lubrication and replacement of filters and other consumable items. Standards should also include a daily check of the machine, with critical items being reviewed to ensure good working order.
Implementation of TPM
To begin applying TPM concepts to plant maintenance activities, the entire workforce must first be convinced that upper level management is committed to the program.
The first step is to either hire or appoint a TPM coordinator. It is the responsibility of the coordinator to sell the TPM concepts to the workforce through an educational programme. Once the coordinator is convinced that the workforce understand it and its implications, the first study and action teams are formed. These teams are usually made up of people who directly have an impact on the problem being addressed. Operators, maintenance personnel, shift supervisors, and upper management might all be included in a team. Each person becomes a “stakeholder” in the process and is encouraged to do his or her best to contribute to the success of the team effort.
The action teams are charged with the responsibility of pinpointing problem areas, detailing a course of corrective action, and initiating the corrective process. In well run TPM programmes, team members often visit cooperating plants to observe and compare TPM
methods, techniques, and observe work in progress. This comparative process is part of an overall measurement technique called ‘benchmarking’ and is one of the greatest assets of the TPM programme.
Sueo Yamaguchi, TPM Consultant, Japan Institute of Plant Maintenance (JIPM) & Advisor to TPM Club India, says - Strategy of TPM is to change the attitude from “I use, you maintain” to “I use, I maintain”. In TPM, the operator is required to take an active part in the maintenance of the machine. Routine daily maintenance checks, minor adjustments, lubrication, and minor part change out become the responsibility of the operator. Extensive overhauls and major breakdowns are handled by plant maintenance personnel with the operator assisting. Even if outside maintenance or factory experts have to be called in, the equipment operator must play a significant part in the repair process.
Training for TPM coordinators is available from several sources. In India, the TPM movement is spearheaded by TPM Club India, a CII organisation.
Conclusion
TPM has been proven to be a programme that works. It can be adapted to work not only in industrial plants, but also in construction, building maintenance, transportation, sales and marketing, and in a variety of other situations. If everyone involved in a TPM programme does his part, an unusually high rate of return compared to resources invested may be expected. ■
Further information at
> www.efficientmanufacturing.in

EM KOMPENDIUM | 2013
| 86 |
The 8-pillar approach
Over the past 50 years, TPM has evolved in a highly structured manner, and in its latest form is represented by 8 pillars as shown in the figure and quantifies 20 major losses as against 16 losses in the third generation. TPM must evolve in five directions concurrently: ■ as a business strategy ■ in areas of operation - from
equipment to product on system and further to encompass company-wide activities
■ number of measures / performance indicators
■ skills to be built in each phase, and finally
■ behavioural improvement for a cultural transformation.
The 8-pillar approach is comprehensive and total in the way that it encompasses all activities and all employees, top to bottom in the company, towards the improvements.
How TPM works
TPM begins by measuring and analysing the overall equipment effectiveness (OEE). This not only helps diagnose problems, but also becomes the measurement to determine how successful TPM efforts are.
TPM then introduces the concept of autonomous maintenance, with machine operators as key members of the maintenance team. Historically, maintenance has been done by dedicated, highly skilled employees, not machine operators. But machine operators know their machines better than anyone. They can tell if their machine is not working
perfectly, often from just the sound or feel. They can alert maintenance people and provide excellent information. Also, when they perform routine maintenance and lubrication, they become ‘process owners’ while relieving skilled trades of simple yet time-consuming jobs.
Finally, TPM shows how equipment can be modified and preventative and predictive tools can be applied to make daily maintenance quick and easy, without tools or ladders.
The ‘Big Six’ wastes
TPM will also teach you how to recognise the ‘Big Six’ equipment-related wastes and how to minimise them. They include: setup and adjustment, breakdowns, idling and minor stoppages, reduced speed, start-up, and defects.
Properly implemented, TPM eliminates
machine-related bottlenecks that hold up your processes and torpedo your productivity. In addition, TPM will help you achieve: ■ improved machine reliability ■ extended machine life ■ increased capacity without purchasing
additional machines or sacrificing additional floor space
■ improved teamwork between machine operators and maintenance people
■ improved safety ■ employees knowledgeable in machine-
related processes ■ a more involved, creative workforce ■ the ability to re-allocate your skilled
workforce by having machine operators perform daily and routine maintenance
TPM for machine tools
Reducing machine tool downtime and assuring quality have become increasingly important as the demand for higher production rates and closer tolerances continues to grow. To assure maximum performance from machine tools, manufacturers are increasingly recommending TPM-friendly machine tools.
More companies are embracing TPM as a means of keeping key machines up and running. TPM encompasses all of the key aspects of machine maintenance (reactive, preventive, predictive and so
■ Establishing a corporate culture that will maximise production system effectiveness ■ Organising a practical shop-floor system to prevent losses before they occur
throughout the entire production system life cycle, with a view to achieving zero accidents, zero defects and zero breakdowns
■ Involving all the functions of an organisation including production, development, sales and management
■ Involving every employee, from top management down to front-line operators ■ Achieving zero losses through the activities of ‘overlapping small group’
T P M a i m s a t
The 8-pillar approach of TPM
EM KOMPENDIUM | 2013
I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y | 87 |
“Strategy of TPM is to change the attitude from “I use, you maintain” to “I use, I maintain”. The objective should be to improve productivity and reduce cost by eliminating or reducing loss.”
Sueo Yamaguchi, TPM Consultant, Japan Institute of Plant Maintenance (JIPM) &
Advisor to TPM Club India
forth) with one key addition - it uses the skills of the machine operator to identify the need for maintenance early on.
TPM requires a partnership between many branches of the organisation, including machine operators, manufacturing engineers and other technical service personnel, maintenance technicians, and even equipment suppliers. This partnership focuses on a long-term approach to machine performance, rather than just fixing problems. With TPM, machine operators must accept new responsibilities, such as daily maintenance checks, minor adjustments, lubrication and minor part changes. Even extensive overhauls and breakdowns handled by plant maintenance personnel should be assisted by machine operators.
TPM involves analysing equipment performance and identifying the root causes of problems. Operator input is critical, as the operator knows the equipment best and is in an ideal position to analyse performance. Once the root causes of problems are identified, permanent corrective action plans must be established and implemented.
Critical steps
The following steps are critical to an effective TPM programme. Each can complement existing machine maintenance practices. ■ Collect detailed data on equipment
downtime. When a machine is under warranty, equipment manufacturers maintain detailed service records of all maintenance calls. The records will vary by company, but at a minimum, they should include: date of problem, description of problem, time the machine was inoperable, problem resolution steps, final solution, and permanent corrective action plans
■ Ensure that the equipment is thoroughly cleaned on a regular basis, and that during this cleaning, critical components are inspected. Typical things to look for are cracks, wear marks, loose connections, leaks from fittings, etc.
■ Create a team to manage the machine. This cross-functional team
will take steps to ensure that the TPM plan remains on track.
■ Generate standards for cleaning, lubrication and replacement of filters and other consumable items. Standards should also include a daily check of the machine, with critical items being reviewed to ensure good working order.
Implementation of TPM
To begin applying TPM concepts to plant maintenance activities, the entire workforce must first be convinced that upper level management is committed to the program.
The first step is to either hire or appoint a TPM coordinator. It is the responsibility of the coordinator to sell the TPM concepts to the workforce through an educational programme. Once the coordinator is convinced that the workforce understand it and its implications, the first study and action teams are formed. These teams are usually made up of people who directly have an impact on the problem being addressed. Operators, maintenance personnel, shift supervisors, and upper management might all be included in a team. Each person becomes a “stakeholder” in the process and is encouraged to do his or her best to contribute to the success of the team effort.
The action teams are charged with the responsibility of pinpointing problem areas, detailing a course of corrective action, and initiating the corrective process. In well run TPM programmes, team members often visit cooperating plants to observe and compare TPM
methods, techniques, and observe work in progress. This comparative process is part of an overall measurement technique called ‘benchmarking’ and is one of the greatest assets of the TPM programme.
Sueo Yamaguchi, TPM Consultant, Japan Institute of Plant Maintenance (JIPM) & Advisor to TPM Club India, says - Strategy of TPM is to change the attitude from “I use, you maintain” to “I use, I maintain”. In TPM, the operator is required to take an active part in the maintenance of the machine. Routine daily maintenance checks, minor adjustments, lubrication, and minor part change out become the responsibility of the operator. Extensive overhauls and major breakdowns are handled by plant maintenance personnel with the operator assisting. Even if outside maintenance or factory experts have to be called in, the equipment operator must play a significant part in the repair process.
Training for TPM coordinators is available from several sources. In India, the TPM movement is spearheaded by TPM Club India, a CII organisation.
Conclusion
TPM has been proven to be a programme that works. It can be adapted to work not only in industrial plants, but also in construction, building maintenance, transportation, sales and marketing, and in a variety of other situations. If everyone involved in a TPM programme does his part, an unusually high rate of return compared to resources invested may be expected. ■
Further information at
> www.efficientmanufacturing.in

| 76 | M E T A L W O R K I N G T E C H N O L O G Y
Enhancing productivityWith user industries becoming more demanding, the machine tools manufacturers have a challenging task of developing complex machines with greater reliability, flexibility & innovative capabilities. ■ Shekhar Jitkar
EM KOMPENDIUM | 2013
Cour
tesy
: Gild
meis
ter
he need to increase efficiency at all costs is forcing manufacturing companies to invest in and focus
attention on new technologies and high-tech equipment. Hence, in addition to greater precisions, customers of machine tool builders are now attaching particular importance to enhancing productivity and flexibility when it comes to the machining operation. At the same time, there is an increasing pressure on product development cycle times getting crunched. As a result, the gap between the experimental stage and market entry is reducing.
Overall, there has been an increasing focus on critical areas such as reduction of idle time, increased asset utilisation, productivity through quality improvement,
Multifunctionality
The integration of more manufacturing technologies in fewer machines is gaining a lot of demand among the machine tool users. And especially the individual steps of material cutting is providing good opportunities for integrating these processes in one machine and therefore shortening significantly the process chains. For example, turning centres whose turning, milling, thread cutting, reaming, grinding, gear cutting, and laser machining functions replace up to five machines, reducing machining times in some cases to a tenth. This is primarily achieved by reductions to retooling times and the associated logistics, at the same time with greater precision. Not only the enhanced
T
| 76 |
optimising processes, leveraging IT to increase productivity, and better management of productivity through appropriate performance metrics. This indicates that it is imperative for players to invest in R&D and develop robust design and innovation capabilities.
The strong customer demands for new machines and a wide range of machine tool functions have led to close cooperation between machine developer, IT solutions provider and machine user. Afterall, we know that innovation accelerates when people or organisations collaborate. And we have seen that technology can enable and enhance the collaboration that drives innovation. Here’s an overview of the latest technology trends in machining.
| 77 |
EM KOMPENDIUM | 2013
productivity, but also the achieved space savings offer a great advantage. Also, in sheet metal working, complete machining is par for the course. Linked together in this case are the processes forming, punching, bending, thread forming, and countersinking.
Cutting
The cutting operations today are characterised by a high and mature level of development with respect to high-performance, high-speed, and dry machining with modern five-axis machining centres incorporating various manufacturing methods for the most diverse workpiece sizes, from the micro-machining of clockwork parts to the manufacture of aircraft engine components. Machining such high-strength steels and titanium alloys needs highly developed precision tools. These cutting tools are fitted, for example, with PCD-coated replaceable inserts.
There are significant technological advances in the cutting tool industry in recent years in terms of better cutting tools, better raw materials, and better coatings. Cutting tool manufacturers have been introducing new geometries, coatings and substrates as per the customer requirements. As a result, customers are getting tools that can cut faster, last longer, or both. They are able to get better finishes and tolerances on parts. The new technology examples include miniature and micro-size tooling, including some with long reaches or extended reaches for deep-pocket milling, machining of graphite electrodes, etc. There are also a lot of developments happening on new coatings, mostly diamond coatings for machining nonferrous materials.
Precision tools
Over the past years new linings have helped to achieve a considerable improvement in the wear resistance of precision tools. The contributions to this development are as varied as the linings themselves and include the integration of additional alloy elements like silicon, molybdenum, or tungsten, an increase in the number and thicknesses of coatings, the use of nanocrystalline coatings, and the post treatment of coated tools in the form of polishing, brushing, and blasting. Depending on the application, the enhanced wear resistance is utilised in two ways. In
many cases the cutting speeds can be raised to raise productivity and therefore output and to lower piece costs. For example, steel can be milled today approximately 30 to 40 per cent faster, with identically long tool lives. Where the machining speed has not been raised, this is true for the tool lives, which owing to the new coatings have doubled on many sectors. At present, new, hard-to-machine materials and highly fluctuating material properties are challenging the manufacturers of precision tools to provide optimised products for specific application cases.
High-speed machining
The ability to machine components in the shortest possible time is an issue of ever increasing importance. Recently, there have been many interesting developments in high-speed machining technology. Behind the sleek enclosures of the new high-speed machining centers are stiffer improved structures that set new standards for high-speed machining performance while offering better ergonomics; smarter, more capable spindles; intelligent control systems; automation capabilities to keep the machines running around the clock; and an advancement of the process itself to true high-speed machining in all five axes for applications known and those yet to be discovered. Nowadays, high-speed machining does not mean machining at a higher speed, but instead means machining at a higher metal removal rate by machining at just the right speed. What it actually does is bringing more productivity to the machining process by making it more stable, mainly confined to milling.
Forming machines
The technology is changing very fast for both hot and cold solid forming machines for working on sheet metal and tubes. For example, in some of the latest machines, an increase in manufacturing precision has been attained in the bending of sheet metal. This can be put down on the one hand to the enhanced precision in tool positioning. On the other, machines are now available whose bending tools are fitted with sensors to capture the springback of sheet metal. The measured deviation is corrected by a second bending process.
Laser welding is gaining in importance, characterised as it is by low distortion and little reworking. New challenges on this sector are found in the manufacture of tailored blanks whose joints exhibit nonlinear contours. Over the last few years, for example, new lenses were instrumental in doubling laser cutting speeds, e.g. on aluminium. The manufacturers of sheet metal machines are also integrating such laser machining stations in their process chains.
Some of the machines available today can bend sheet metal sections in the cold state without giving rise to folds. With this, induced flow processes, generated by small rolling mechanisms at the heart of bending, will revolutionise the bending method.
In addition, the technologies for metal forming machines are placing very high demands on automation and drive engineering. The need for ever faster individual solutions with innovative technologies, ever more productivity through the use of powerful control and drive components, ever more flexibility through the use of modular
Automation in turning and milling machines

| 76 | M E T A L W O R K I N G T E C H N O L O G Y
Enhancing productivityWith user industries becoming more demanding, the machine tools manufacturers have a challenging task of developing complex machines with greater reliability, flexibility & innovative capabilities. ■ Shekhar Jitkar
EM KOMPENDIUM | 2013
Cour
tesy
: Gild
meis
ter
he need to increase efficiency at all costs is forcing manufacturing companies to invest in and focus
attention on new technologies and high-tech equipment. Hence, in addition to greater precisions, customers of machine tool builders are now attaching particular importance to enhancing productivity and flexibility when it comes to the machining operation. At the same time, there is an increasing pressure on product development cycle times getting crunched. As a result, the gap between the experimental stage and market entry is reducing.
Overall, there has been an increasing focus on critical areas such as reduction of idle time, increased asset utilisation, productivity through quality improvement,
Multifunctionality
The integration of more manufacturing technologies in fewer machines is gaining a lot of demand among the machine tool users. And especially the individual steps of material cutting is providing good opportunities for integrating these processes in one machine and therefore shortening significantly the process chains. For example, turning centres whose turning, milling, thread cutting, reaming, grinding, gear cutting, and laser machining functions replace up to five machines, reducing machining times in some cases to a tenth. This is primarily achieved by reductions to retooling times and the associated logistics, at the same time with greater precision. Not only the enhanced
T
| 76 |
optimising processes, leveraging IT to increase productivity, and better management of productivity through appropriate performance metrics. This indicates that it is imperative for players to invest in R&D and develop robust design and innovation capabilities.
The strong customer demands for new machines and a wide range of machine tool functions have led to close cooperation between machine developer, IT solutions provider and machine user. Afterall, we know that innovation accelerates when people or organisations collaborate. And we have seen that technology can enable and enhance the collaboration that drives innovation. Here’s an overview of the latest technology trends in machining.
| 77 |
EM KOMPENDIUM | 2013
productivity, but also the achieved space savings offer a great advantage. Also, in sheet metal working, complete machining is par for the course. Linked together in this case are the processes forming, punching, bending, thread forming, and countersinking.
Cutting
The cutting operations today are characterised by a high and mature level of development with respect to high-performance, high-speed, and dry machining with modern five-axis machining centres incorporating various manufacturing methods for the most diverse workpiece sizes, from the micro-machining of clockwork parts to the manufacture of aircraft engine components. Machining such high-strength steels and titanium alloys needs highly developed precision tools. These cutting tools are fitted, for example, with PCD-coated replaceable inserts.
There are significant technological advances in the cutting tool industry in recent years in terms of better cutting tools, better raw materials, and better coatings. Cutting tool manufacturers have been introducing new geometries, coatings and substrates as per the customer requirements. As a result, customers are getting tools that can cut faster, last longer, or both. They are able to get better finishes and tolerances on parts. The new technology examples include miniature and micro-size tooling, including some with long reaches or extended reaches for deep-pocket milling, machining of graphite electrodes, etc. There are also a lot of developments happening on new coatings, mostly diamond coatings for machining nonferrous materials.
Precision tools
Over the past years new linings have helped to achieve a considerable improvement in the wear resistance of precision tools. The contributions to this development are as varied as the linings themselves and include the integration of additional alloy elements like silicon, molybdenum, or tungsten, an increase in the number and thicknesses of coatings, the use of nanocrystalline coatings, and the post treatment of coated tools in the form of polishing, brushing, and blasting. Depending on the application, the enhanced wear resistance is utilised in two ways. In
many cases the cutting speeds can be raised to raise productivity and therefore output and to lower piece costs. For example, steel can be milled today approximately 30 to 40 per cent faster, with identically long tool lives. Where the machining speed has not been raised, this is true for the tool lives, which owing to the new coatings have doubled on many sectors. At present, new, hard-to-machine materials and highly fluctuating material properties are challenging the manufacturers of precision tools to provide optimised products for specific application cases.
High-speed machining
The ability to machine components in the shortest possible time is an issue of ever increasing importance. Recently, there have been many interesting developments in high-speed machining technology. Behind the sleek enclosures of the new high-speed machining centers are stiffer improved structures that set new standards for high-speed machining performance while offering better ergonomics; smarter, more capable spindles; intelligent control systems; automation capabilities to keep the machines running around the clock; and an advancement of the process itself to true high-speed machining in all five axes for applications known and those yet to be discovered. Nowadays, high-speed machining does not mean machining at a higher speed, but instead means machining at a higher metal removal rate by machining at just the right speed. What it actually does is bringing more productivity to the machining process by making it more stable, mainly confined to milling.
Forming machines
The technology is changing very fast for both hot and cold solid forming machines for working on sheet metal and tubes. For example, in some of the latest machines, an increase in manufacturing precision has been attained in the bending of sheet metal. This can be put down on the one hand to the enhanced precision in tool positioning. On the other, machines are now available whose bending tools are fitted with sensors to capture the springback of sheet metal. The measured deviation is corrected by a second bending process.
Laser welding is gaining in importance, characterised as it is by low distortion and little reworking. New challenges on this sector are found in the manufacture of tailored blanks whose joints exhibit nonlinear contours. Over the last few years, for example, new lenses were instrumental in doubling laser cutting speeds, e.g. on aluminium. The manufacturers of sheet metal machines are also integrating such laser machining stations in their process chains.
Some of the machines available today can bend sheet metal sections in the cold state without giving rise to folds. With this, induced flow processes, generated by small rolling mechanisms at the heart of bending, will revolutionise the bending method.
In addition, the technologies for metal forming machines are placing very high demands on automation and drive engineering. The need for ever faster individual solutions with innovative technologies, ever more productivity through the use of powerful control and drive components, ever more flexibility through the use of modular
Automation in turning and milling machines

| 78 | M E T A L W O R K I N G T E C H N O L O G Y
and mechatronic concepts requires solutions with which one can continuously improve and optimise the productivity of machine.
Automation
Automation in forming and cutting technologies comes in the form of handling systems and robots integrated in the process chain. Specifically on the segment of folding presses, various manufacturers are offering new robot-based handling of workpieces. For example, sensors in the stops and an image processing system for aligning the parts are in demand today. Centring stations therefore become unnecessary, and productivity rises as a result.
In general, image processing systems together with quality control applications are increasingly gaining in significance on the manufacturing sector as well. For instance, first capturing the geometry of every single workpiece can be analysed for the geometry-dependent infeed to gear grinding, reducing as a result the machining time.
In case of a robot application for bending tubes, to simplify the programming of such automated installations the manufacturers provide the same controller interface for all elements in the manufacturing line from the robot to the machine, meaning that the robot no longer needs to be taught.
Drive technology
Besides the classical ball screws, linear drives have become an established trend in machine tools. These can help achieve high dynamics and traverse speeds as well as extremely long
traverse paths. In other words, the drives no longer limit the machine’s movements, but the process is the decisive factor through the maximum machining speed. For example, during grinding and milling processes only those speeds can be reached that do not exceed the tool’s rated load bearing capacity. Used along the axes linear drives average 80 m/min in rapid traverse. Handling tasks can therefore fully exploit the possibilities offered by linear motor accelerations and speeds, reducing idle times as a consequence.
Nevertheless, the conventional ball screws remain a genuine alternative. For example, machine and plant manufacturers can choose from two drive systems the option best suited for the respective application. The convincing features of linear drives are their higher dynamics, better controllability, superior positioning precision, zero backlash, and low wearing - with higher system costs, higher peak currents, and greater cooling requirements. On the other hand, ball screws, although featuring lower dynamics and worse positioning properties owing to backlash and wearing, are however cheaper to acquire and operate and make do with simple electricity and coolant supplies. And it is just these latter measures that play an important role on manufacturing plants with a large number of individual machines: it is not the supply to each and every machine, but the supply to the entire system that matters. Also, linear drives hitherto cannot generate adequately high forces for certain processes, a drawback especially along the z-axis. As a result, some parts of the sector are talking of a reverse trend to conventional drives on standard machines.
Micro-machining
Years before, micro-machining had already achieved a positioning precision of far less than one micrometre, so that talk was increasingly about nanotechnology. Such precisions can no longer be determined with conventional measuring machines that capture precisions in the micrometre range only. High-precision machining on larger workpieces is enjoying a growing demand from the tool and mould construction segments, so the utilisable working chamber has grown considerably. Surface qualities of fifty nanometres are now possible and so in many cases workpieces no longer have to be polished. The smallest tools used at present in micro-machining
have a diameter of 30 µm for drills and 100 µm for milling cutters. Initial experiments are being conducted with miller diameters of 30 µm and 10 µm. Machining with such tools is possible only with modern and adapted machine concepts exhibiting a corresponding temperature control and superior damping properties.
In case of grinding machines, high-precision and miniaturised machines is the trend today. Thanks to new concepts, small grinding machines are just about a fifth of the size of a conventional machine.
Services
On the sector of machine tool services, a number of approaches to supporting the development of machines have reached market maturity. At the same time various simulation methods like the vibration analysis of a machine frame or runtime simulations of machining programs can be linked together to form holistic models. For example, a mechatronic simulation approach lets manufacturers utilise the dynamic modelling of a machine frame by linking it with simulated NC axes including their controllers and with modelled machining processes for determining machine properties like natural oscillations, resilience, and the maximum possible infeed without chatter vibrations.
Imaging the machine with all sensors, switches, and NC elements also allows links between a genuine PLC and the simulation environment. In this manner, PLC programs can be generated and debugged (eg collision control) without the need for the actual machine. Investigating the runtime performance is therefore just as possible as the simulation of component failure and malfunctions. This combination of genuine PLC and simulated machine can also help to train personnel. It is expected that such machine and controller models will be delivered in future together with the machine.
In addition, machine tool manufacturers are already providing services that inform their customers of the extent of expanding machine functionalities and advise them in process designs. Consequently, users can integrate this know-how as early as the design phase of components and utilise the optimal potential of their production facilities. ■
EM KOMPENDIUM | 2013
Multi-channel programming provides flexibility
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 79 |
Finer machiningComputer-aided manufacturing (CAM) is playing an important role in the automotive and aerospace sectors. High efficiency manufacturing is the new mantra for these industries ■ Vineet Seth
s we step into the new year, hopes are pegged on the automotive domain, who are
about to launch small and midsized cars, later during the month. Cost is a major factor here, since many auto majors are now working on the bottom-up approach. The same is true for the aerospace sector too, where newer norms that have come up for reducing carbon footprints, have given rise to
the requirement of the usage of lighter materials like composites.
In both the above cases, there is one area that is of paramount importance – machining. When we work from the bottom-up approach, we are targeting a set cost factor that needs to be achieved and newer materials mean new machining strategies/features.
Computer-Aided manufacturing (CAM), amongst others, now holds the
AVineet Seth
Managing Director Delcam India and Middle East
Delcam Plc, [email protected]
| 79 |C A D / C A M T E C H N O L O G Y

| 90 | M A N A G E M E N T S T R A T E G I E S
goes down, qualified employees can be deployed elsewhere on the shop floor. Unfortunately it may take hours for machine and labour downtime to be reported to supervisors, and by then the labour waste has already occurred. With real-time shop floor visibility, supervisors can react immediately to production disruptions. And because the shop floor information is being collected over time, managers can identify and evaluate shop floor trends and recommend improvements.
Wage variability
Manufacturers often use a wage standard to cost an operation. But differences in actual wages paid and premium pay used can have a significant impact on the actual cost of production. Reconciling actual wages to a product or production line can uncover startling trends of overtime abuse, absenteeism, and inefficient use of premium wages.
Motivating the workforce
Understanding what motivates the workforce and then accurately measuring those drivers are critical components of integrating lean with a successful workforce strategy. Every technology solution requires a motivated workforce to leverage all the benefits offered by increased automation and access to information. Increased productivity, quality, innovation, and agility are hallmarks of a motivated workforce that can embrace business process change and help sustain competitive differentiation.
The Bama Companies is an example of a manufacturer that is using an integrated strategy to enable a motivated workforce. By linking the strategic outcomes of growth, innovation, and profitability to its work-force, Bama has created processes to support a motivated workforce. For its efforts, the company was awarded a 2004 Malcolm Baldrige National Quality Award.
A lean checklist
Find out if your organisation has the processes and technology in place to support a best practices lean program by answering these questions. If you identify areas
where your processes could be improved, a professional consultancy can help assess your process and make recommendations for improvement.
■ How does your company reconcile payroll to labour hours?Many manufacturers manually reconcile their direct labour hours to production in order to measure workforce productivity against a particular line or work order. This tends to be a cumbersome process that results in information that is either too summarised or not accurate.
■ Does reconciliation accurately capture indirect hours?While most manufacturers are able to capture direct hours, many have difficulty capturing indirect hours resulting from activities that do not directly affect production or are variances from expected times to execute an operation.
■ Can you measure your workforce not only by hours, but also by actual wages, to gain true cost performance? While some manufacturers have put technology and processes in place to measure labour hours against work, they have not been able to measure the cost of those hours in terms of wages. Different wages to accomplish the same work can have a significant impact on costs. More effective use of overtime hours is a common benefit we encounter in companies that reconcile
the cost of labour in addition to the labour hours against work.
■ Are you measuring the status of your machines, WIP, and labour at the same frequency with which your demand signals are changing?If your company is moving toward make-to-order or demand-pull operations, increasing the frequency of status on your shop floor is the only way you can sustain efficient operations. While this is different for every manufacturer based on its market and operations, status of the shop floor should align with the ability to change according to the rate of change in your demand signals.
■ How flexible is your workforce, and are you able to take advantage of that flexibility?Manufacturers are moving toward more flexible workforces, in the ability to both schedule the correct number of staff for a daily and weekly workload, as well as the ability to redeploy operators throughout the day. The ability to translate production demand signals into labour requirements, and then schedule and redeploy labour while still meeting company, union, and regulatory constraints is how leading manufacturers are able to evolve their operations into true make-to-order production environments. ■ Courtesy: Kronos Incorporated
The shop floor is prone to unforseen changes
EM KOMPENDIUM | 2013
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 91 |
How to choose a right machine?In order to choose the most appropriate type of machining centre and to pick the right optional features, a thorough study of the production parameters and product specifications is necessary. The article outlines the choices available. ■ H S Ramprakash
M achining centre is essentially a milling machine fitted with a CNC system, an automatic
tool changer and having independent axes movements along all three axes (X/Y/Z) with infinitely variable feed rates. The spindle has infinitely variable speeds.
There are two varieties of machining centres – vertical machining centre (VMC) and horizontal machining centre (HMC). The HMC has the spindle mounted along the horizontal axis (parallel to table) and invariably has an index table or rotary table with pallet changer as a standard optional feature of the machine. The VMC has the spindle mounted along the vertical axis (perpendicular to the table) and is only a 3-axis machine with a 12/20/24/30 tool magazine. An index table, rotary table and pallet changer are offered as optional features on a VMC.
By design and construction, the VMC is
much lower in cost compared to the HMC, generally 50% to 60%.
The following varieties of machining centres are available to users.
Machines with BT30 (ISO 30) taper These machines are predominantly used in the two-wheeler industry to produce small components of aluminium and cast-iron material with light machining operations. Milling cutters and boring bars of up to 63 mm can be used for milling operations (up to about 1 to 2 mm depth of cut). Drilling of holes up to 20 mm in aluminium and 12 mm in cast iron can be done on these machines. These machines are much faster in operation with lower chip-to-chip time, and use smaller tools weighing less than 3 kgs. These machines are not generally recommended for machining steel components.
In a machining operation, the idle (non-machining) time is invariably 50% to 60%
H S Ramprakash Vice President - Engineering
| 91 |M A C H I N I N G C E N T R E S T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 92 | M A C H I N I N G C E N T R E S T E C H N O L O G Y
of the total cycle time. Hence, to reduce the cycle time (when using more number of tools), it is always recommended to choose the machine with lower chip-to-chip time and faster acceleration/deceleration. The machines with lower chip-to-chip time and higher rapid traverse are more expensive. Finally, it is the cost per component that will decide whether to go in for a faster machine or a normal machine. Wherever the labour cost is higher, a faster machine than the less expensive slower machine is recommended.
VMCs with BT40 (ISO 40) Taper The maximum number of machines produced in the world belong to this category, accounting for about 65% of the machining centre population. These are mid-sized machines with a range of tables and traverse that are used for most general engineering & automotive part production.
Machines with BT50 (ISO 50) taperThese machines are generally bigger in size with the spindle power being more than 11 kW. They are meant for heavy machining of steel forgings and big castings. The population of these machines is less than 10% of the total machining centre population. These categories are valid for both VMCs and HMCs. As the machine sizes increase, spindle power also rises.
Selection of spindle speed and power
This is a very important feature to be considered, depending upon the application. Generally, if the machine is meant for aluminium machining, the spindle speed should be 80-8000 rpm with direct drive of the spindle. The full spindle power will be available from 100 rpm to 8000 rpm. This will also give higher acceleration/deceleration to the spindle.
The spindle run-out will be very good since there is no side load on the spindle due to the belt drive. For precision machining on cast-iron/steel, direct drive with higher power spindle motor is recommended. For special applications, spindle speed of 10000 rpm and 12000 rpm can be supplied. This will entail longer lead time. If the machine is for general applications, where the component material is steel, cast-iron or aluminium, then speed range of 60-6000 rpm is selected. In this range, the full power is available
from 1000 to 6000 rpm, thus facilitating higher material removal at lower speeds for rough milling and rough boring operation. If higher spindle power is selected (which is optional), the material removal will be still higher at lower spindle speeds.
For example, the use of 80/100/125 milling cutters and spindle speeds of less than 1000 rpm, where the spindle power gets reduced linearly with respect to the spindle speed. A typical spindle power/torque diagram is given with normal power and higher power. As can be seen, 1: 1.5 speed ratio between motor and spindle provides 50% more torque. This will be helpful for bigger size tapping operation done at lower speeds on tougher materials like stainless steel and hardened material. Sometimes even higher power spindle motor may have to be selected with 1: 1.5 speed ratios to provide still higher torques and power at lower speeds. Understanding of the metal removal requirements is very important to select the appropriate spindle power and spindle speed range.
Selection of spindle bearing
For exclusively machining steel components, it is recommended to select 70 dia bearing spindle with medium pre-load. However, medium pre-loaded 70 dia bearing spindle cannot run beyond 4000 rpm. Direct drive spindles come with light pre-loaded 60 or 70 dia (optional) bearings. Normally these are not suitable for heavy machining on steel components. Very special executions can be done with spindle cooling and light to medium pre-load for such applications with 8,000 rpm.
Axes rapid traverse
Higher the rapid traverse, lower will be the idle time, and higher is the cost of the machine. As mentioned earlier, where labour cost and overheads are higher, it is preferable to select a machine with higher rapid traverse with lower chip-to-chip time. Generally, the small-scale industries select low-speed versions of machines to keep the initial investment low.
Size of the spindle
This depends upon the size of the
component, number of set-ups for each component, number of components to be loaded for each set-up, type of fixture - plain fixture or cradle fixture - with index/rotary table with tailstock.
Increased daylight area (IDL)
Lower daylight area is better for machining. But when index tables or rotary tables are used with cradle fixture, increased daylight area (IDL) of 160 mm is recommended so that 200 mm length of tool can be used on a component of 150 mm height mounted on the cradle plate. In case of twin-arm tool-changer machines, IDL of 160 mm can help to reduce the tool change time without taking the table to XY reference points, thus saving 1 sec in chip-to-chip time. This feature is preferred whenever many tool changes are required for producing the same component and is a major cause of idle time. Sometimes for machining a tall component, a special daylight area of 320 mm could be an advantage. This is generally selected on the basis of component and fixturing.
Coolant through spindle (CTS)
This feature is given in the machine to do deep-hole drilling (up to L/D ratio of 10) and provide coolant to the cutting point to improve cutting parameters and tool life. There are several systems to achieve this.
In the Indian manufacturing industry, VMCs using index/rotary tables are more cost-effective in the manufacture of components for both the domestic and export markets. For precision applications, HMCs are generally selected. The APC design in HMC provides the feature to clamp the component hydraulically. But this feature is very expensive. Most of the features relevant to VMCs are applicable for HMCs also.
The machining centres can be used either for cell manufacturing systems or as standalone machines. Of late, automatic loading and unloading of components on the machine through gantry robots or stand-alone robots and interconnection of the machine with a conveyor system is picking up. This may become a common requirement within the next few years time, as the trend is towards unmanned machining. ■
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 93 |
Safe grip on handling bearingsThe useful life of any bearing depends to a great extent on the care and maintenance it receives. Bearing problems can result in costly downtime, equipment damage and breakdowns. Therefore, it is imperative to efficiently handle bearings as it is a vital component in major industrial equipment. ■ Shyamal Gupta
S pherical roller bearings are inherently self-aligning and very robust and are designed to manage
high radial loads even when misalignment, poor lubrication, contamination, extreme speeds or critical application stresses are present. But if not maintained properly it can even damage the equipment. This is especially true in industrial applications, where operating conditions tend to be harsh, loads are heavy and contamination from dirt and scale are common. In order to attain reliable operation with high equipment performance and the lowest possible maintenance costs, it is essential to follow proper handling practices. This includes bearing storage, removal, cleaning, inspection and installation.
Bearing storage
Bearings with special anti–corrosion coatings are available, but most bearings are not manufactured from corrosion-resistant materials. When handling and storing bearings, care must be taken to ensure that they will not rust or corrode. Even a small amount of moisture or chemical left on an unprotected bearing by a glove or hand can result in a small etched area, which may initiate bearing fatigue. When receiving a new or re-manufactured bearing, do not remove it from its packaging until ready to install in the application. Do not store bearings directly on concrete floors, where water can condense and collect on the bearing. Store the bearings on a pallet or
Shyamal Gupta General Manager -
Service Business Timken India
| 93 |I N D U S T R I A L B E A R I N G S T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 92 | M A C H I N I N G C E N T R E S T E C H N O L O G Y
of the total cycle time. Hence, to reduce the cycle time (when using more number of tools), it is always recommended to choose the machine with lower chip-to-chip time and faster acceleration/deceleration. The machines with lower chip-to-chip time and higher rapid traverse are more expensive. Finally, it is the cost per component that will decide whether to go in for a faster machine or a normal machine. Wherever the labour cost is higher, a faster machine than the less expensive slower machine is recommended.
VMCs with BT40 (ISO 40) Taper The maximum number of machines produced in the world belong to this category, accounting for about 65% of the machining centre population. These are mid-sized machines with a range of tables and traverse that are used for most general engineering & automotive part production.
Machines with BT50 (ISO 50) taperThese machines are generally bigger in size with the spindle power being more than 11 kW. They are meant for heavy machining of steel forgings and big castings. The population of these machines is less than 10% of the total machining centre population. These categories are valid for both VMCs and HMCs. As the machine sizes increase, spindle power also rises.
Selection of spindle speed and power
This is a very important feature to be considered, depending upon the application. Generally, if the machine is meant for aluminium machining, the spindle speed should be 80-8000 rpm with direct drive of the spindle. The full spindle power will be available from 100 rpm to 8000 rpm. This will also give higher acceleration/deceleration to the spindle.
The spindle run-out will be very good since there is no side load on the spindle due to the belt drive. For precision machining on cast-iron/steel, direct drive with higher power spindle motor is recommended. For special applications, spindle speed of 10000 rpm and 12000 rpm can be supplied. This will entail longer lead time. If the machine is for general applications, where the component material is steel, cast-iron or aluminium, then speed range of 60-6000 rpm is selected. In this range, the full power is available
from 1000 to 6000 rpm, thus facilitating higher material removal at lower speeds for rough milling and rough boring operation. If higher spindle power is selected (which is optional), the material removal will be still higher at lower spindle speeds.
For example, the use of 80/100/125 milling cutters and spindle speeds of less than 1000 rpm, where the spindle power gets reduced linearly with respect to the spindle speed. A typical spindle power/torque diagram is given with normal power and higher power. As can be seen, 1: 1.5 speed ratio between motor and spindle provides 50% more torque. This will be helpful for bigger size tapping operation done at lower speeds on tougher materials like stainless steel and hardened material. Sometimes even higher power spindle motor may have to be selected with 1: 1.5 speed ratios to provide still higher torques and power at lower speeds. Understanding of the metal removal requirements is very important to select the appropriate spindle power and spindle speed range.
Selection of spindle bearing
For exclusively machining steel components, it is recommended to select 70 dia bearing spindle with medium pre-load. However, medium pre-loaded 70 dia bearing spindle cannot run beyond 4000 rpm. Direct drive spindles come with light pre-loaded 60 or 70 dia (optional) bearings. Normally these are not suitable for heavy machining on steel components. Very special executions can be done with spindle cooling and light to medium pre-load for such applications with 8,000 rpm.
Axes rapid traverse
Higher the rapid traverse, lower will be the idle time, and higher is the cost of the machine. As mentioned earlier, where labour cost and overheads are higher, it is preferable to select a machine with higher rapid traverse with lower chip-to-chip time. Generally, the small-scale industries select low-speed versions of machines to keep the initial investment low.
Size of the spindle
This depends upon the size of the
component, number of set-ups for each component, number of components to be loaded for each set-up, type of fixture - plain fixture or cradle fixture - with index/rotary table with tailstock.
Increased daylight area (IDL)
Lower daylight area is better for machining. But when index tables or rotary tables are used with cradle fixture, increased daylight area (IDL) of 160 mm is recommended so that 200 mm length of tool can be used on a component of 150 mm height mounted on the cradle plate. In case of twin-arm tool-changer machines, IDL of 160 mm can help to reduce the tool change time without taking the table to XY reference points, thus saving 1 sec in chip-to-chip time. This feature is preferred whenever many tool changes are required for producing the same component and is a major cause of idle time. Sometimes for machining a tall component, a special daylight area of 320 mm could be an advantage. This is generally selected on the basis of component and fixturing.
Coolant through spindle (CTS)
This feature is given in the machine to do deep-hole drilling (up to L/D ratio of 10) and provide coolant to the cutting point to improve cutting parameters and tool life. There are several systems to achieve this.
In the Indian manufacturing industry, VMCs using index/rotary tables are more cost-effective in the manufacture of components for both the domestic and export markets. For precision applications, HMCs are generally selected. The APC design in HMC provides the feature to clamp the component hydraulically. But this feature is very expensive. Most of the features relevant to VMCs are applicable for HMCs also.
The machining centres can be used either for cell manufacturing systems or as standalone machines. Of late, automatic loading and unloading of components on the machine through gantry robots or stand-alone robots and interconnection of the machine with a conveyor system is picking up. This may become a common requirement within the next few years time, as the trend is towards unmanned machining. ■
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 93 |
Safe grip on handling bearingsThe useful life of any bearing depends to a great extent on the care and maintenance it receives. Bearing problems can result in costly downtime, equipment damage and breakdowns. Therefore, it is imperative to efficiently handle bearings as it is a vital component in major industrial equipment. ■ Shyamal Gupta
S pherical roller bearings are inherently self-aligning and very robust and are designed to manage
high radial loads even when misalignment, poor lubrication, contamination, extreme speeds or critical application stresses are present. But if not maintained properly it can even damage the equipment. This is especially true in industrial applications, where operating conditions tend to be harsh, loads are heavy and contamination from dirt and scale are common. In order to attain reliable operation with high equipment performance and the lowest possible maintenance costs, it is essential to follow proper handling practices. This includes bearing storage, removal, cleaning, inspection and installation.
Bearing storage
Bearings with special anti–corrosion coatings are available, but most bearings are not manufactured from corrosion-resistant materials. When handling and storing bearings, care must be taken to ensure that they will not rust or corrode. Even a small amount of moisture or chemical left on an unprotected bearing by a glove or hand can result in a small etched area, which may initiate bearing fatigue. When receiving a new or re-manufactured bearing, do not remove it from its packaging until ready to install in the application. Do not store bearings directly on concrete floors, where water can condense and collect on the bearing. Store the bearings on a pallet or
Shyamal Gupta General Manager -
Service Business Timken India
| 93 |I N D U S T R I A L B E A R I N G S T E C H N O L O G Y
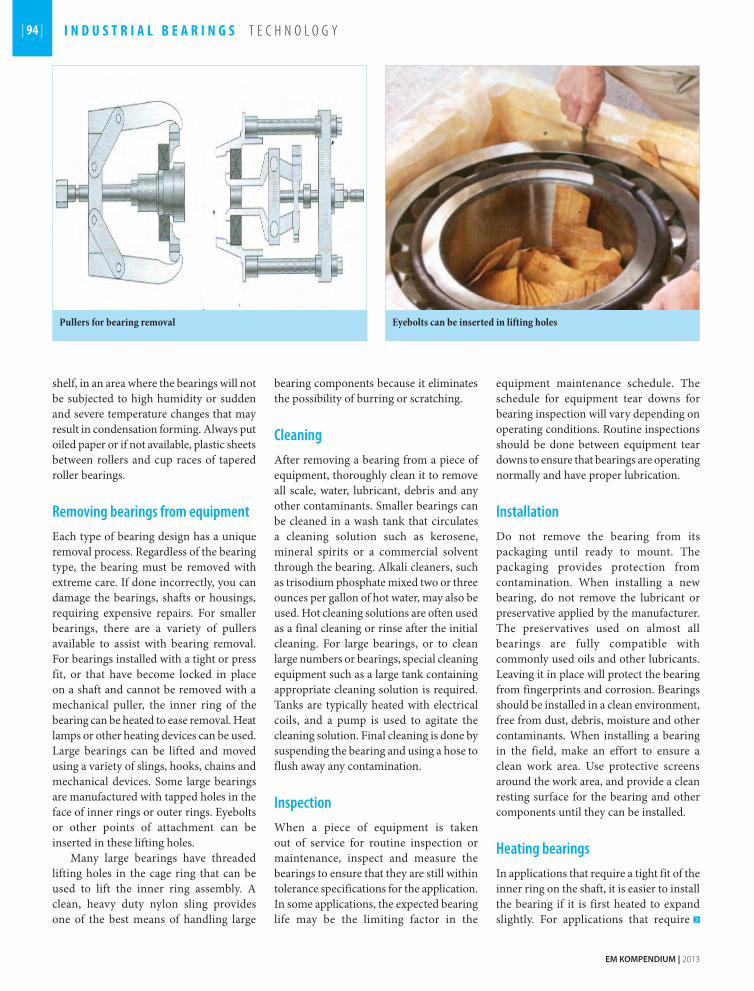
EM KOMPENDIUM | 2013
| 94 | I N D U S T R I A L B E A R I N G S T E C H N O L O G Y
shelf, in an area where the bearings will not be subjected to high humidity or sudden and severe temperature changes that may result in condensation forming. Always put oiled paper or if not available, plastic sheets between rollers and cup races of tapered roller bearings.
Removing bearings from equipment
Each type of bearing design has a unique removal process. Regardless of the bearing type, the bearing must be removed with extreme care. If done incorrectly, you can damage the bearings, shafts or housings, requiring expensive repairs. For smaller bearings, there are a variety of pullers available to assist with bearing removal. For bearings installed with a tight or press fit, or that have become locked in place on a shaft and cannot be removed with a mechanical puller, the inner ring of the bearing can be heated to ease removal. Heat lamps or other heating devices can be used. Large bearings can be lifted and moved using a variety of slings, hooks, chains and mechanical devices. Some large bearings are manufactured with tapped holes in the face of inner rings or outer rings. Eyebolts or other points of attachment can be inserted in these lifting holes.
Many large bearings have threaded lifting holes in the cage ring that can be used to lift the inner ring assembly. A clean, heavy duty nylon sling provides one of the best means of handling large
bearing components because it eliminates the possibility of burring or scratching.
Cleaning
After removing a bearing from a piece of equipment, thoroughly clean it to remove all scale, water, lubricant, debris and any other contaminants. Smaller bearings can be cleaned in a wash tank that circulates a cleaning solution such as kerosene, mineral spirits or a commercial solvent through the bearing. Alkali cleaners, such as trisodium phosphate mixed two or three ounces per gallon of hot water, may also be used. Hot cleaning solutions are often used as a final cleaning or rinse after the initial cleaning. For large bearings, or to clean large numbers or bearings, special cleaning equipment such as a large tank containing appropriate cleaning solution is required. Tanks are typically heated with electrical coils, and a pump is used to agitate the cleaning solution. Final cleaning is done by suspending the bearing and using a hose to flush away any contamination.
Inspection
When a piece of equipment is taken out of service for routine inspection or maintenance, inspect and measure the bearings to ensure that they are still within tolerance specifications for the application. In some applications, the expected bearing life may be the limiting factor in the
equipment maintenance schedule. The schedule for equipment tear downs for bearing inspection will vary depending on operating conditions. Routine inspections should be done between equipment tear downs to ensure that bearings are operating normally and have proper lubrication.
Installation
Do not remove the bearing from its packaging until ready to mount. The packaging provides protection from contamination. When installing a new bearing, do not remove the lubricant or preservative applied by the manufacturer. The preservatives used on almost all bearings are fully compatible with commonly used oils and other lubricants. Leaving it in place will protect the bearing from fingerprints and corrosion. Bearings should be installed in a clean environment, free from dust, debris, moisture and other contaminants. When installing a bearing in the field, make an effort to ensure a clean work area. Use protective screens around the work area, and provide a clean resting surface for the bearing and other components until they can be installed.
Heating bearings
In applications that require a tight fit of the inner ring on the shaft, it is easier to install the bearing if it is first heated to expand slightly. For applications that require
Eyebolts can be inserted in lifting holesPullers for bearing removal
EM KOMPENDIUM | 2013
| 95 |
a tight fit of the outer ring in housing, it may also be possible to heat the housing to expand it, allowing the bearing to install more easily. Small bearings can be heated in a pan or metal container filled with oil. A screen or platform should be used to keep the bearing from resting on the bottom of the pan where heat is applied. A heat lamp can also be used to heat rings, and the temperature regulated by adjusting the distance from the light to the ring. The fastest method of safely heating bearings is an induction heater. For larger bearings, one may need to use an oil bath to heat the bearing. Maximum temperature of the oil bath should not exceed 120C. Keep the bearings away from any localised high heat source that may raise the bearing temperature too high, resulting in race hardness reduction. When heating bearings, be sure that they have enough time to fully heat. Bearings typically require 20 to 30 minutes of soak time per inch of inner ring cross section to fully heat in an oil tank. While the bearing is still warm, remove it from the heater or tank and place it on the shaft. Slide the bearing up the shaft until it squarely contacts the shaft shoulder. Then install the lock nut/ washer or clamping plate to prevent the bearing from backing off the shoulder while cooling. As the bearing cools, the locknut or clamping plate should be tightened.
Thermal growth of components can be calculated using the formula: d x ∆T x = thermal growth
where: d = bearing bore diameter∆T = maximum temperature after heating
minus ambient temperatureα = coefficient of linear expansion: 11x
10^-6/degree Celsius (6.1 x 106-9/degree Fahrenheit) for ferrous metal shaft and housing materials.
Mounting procedures
Depending on the size of the bearing and the application, there are different methods for mounting roller bearings. In all methods, certain basic rules must be followed.Cleanliness: The installer should make every effort to ensure cleanliness by use of protective screens and clean clothes.Inspection and preparation: All component parts of the machine should be on hand and thoroughly cleaned before processing. On original installations, all component parts should be checked against the detail specification prints for dimensional accuracy. The shaft and housing should be carefully checked for size and form.Shaft and housing finish: Shaft surfaces on which the bearing will be mounted must be clean and free from nicks and burrs. For applications with a stationary housing and a rotating shaft, it is suggested that the bearing seat on the shaft be ground to 1.6 μm (65R µin) maximum. If it is impractical to use a ground finish, a machined finish of 3.2 µm is acceptable in many cases, but the amount of interference
fit should be slightly increased. For a stationary outer ring, which is required to float (e.g.: slide axially in the housing), a housing finish of 1.6 µm maximum is suggested.
Shaft mounting tapered bore spherical roller bearings
Position the individual roller assemblies so that a roller is at the top of the inner ring on both sides of the bearing.With the roller in the correct position, insert a thin blade of the feeler gage between the roller and the outer ring. Move it carefully along the top roller, between the roller and outer ring raceway. Repeat this procedure, using thicker feeler gage blades, until one is found that will not go through. The blade of thickness that preceded the ‘no-go’ blade is a measure of radial internal clearance (RIC) before installation. Start the mounting procedure by lubricating the tapered shaft with a light coat of machine oil. Periodically measure to keep track of the reduction in RIC. Continue the procedure until the proper amount of reduction is obtained. As a final check, make sure that the remaining RIC equals or exceeds the minimum mounted clearance. When the suggested amount of reduction of RIC has been accomplished, the bearing is properly fitted. Complete the procedure by peening the lock washer tang into the locknut slot or securing the lock plate. ■
The fastest method of safely heating bearings is an induction heaterCleaning the bearings
Further information at
> www.efficientmanufacturing.in

EM KOMPENDIUM | 2013
| 94 | I N D U S T R I A L B E A R I N G S T E C H N O L O G Y
shelf, in an area where the bearings will not be subjected to high humidity or sudden and severe temperature changes that may result in condensation forming. Always put oiled paper or if not available, plastic sheets between rollers and cup races of tapered roller bearings.
Removing bearings from equipment
Each type of bearing design has a unique removal process. Regardless of the bearing type, the bearing must be removed with extreme care. If done incorrectly, you can damage the bearings, shafts or housings, requiring expensive repairs. For smaller bearings, there are a variety of pullers available to assist with bearing removal. For bearings installed with a tight or press fit, or that have become locked in place on a shaft and cannot be removed with a mechanical puller, the inner ring of the bearing can be heated to ease removal. Heat lamps or other heating devices can be used. Large bearings can be lifted and moved using a variety of slings, hooks, chains and mechanical devices. Some large bearings are manufactured with tapped holes in the face of inner rings or outer rings. Eyebolts or other points of attachment can be inserted in these lifting holes.
Many large bearings have threaded lifting holes in the cage ring that can be used to lift the inner ring assembly. A clean, heavy duty nylon sling provides one of the best means of handling large
bearing components because it eliminates the possibility of burring or scratching.
Cleaning
After removing a bearing from a piece of equipment, thoroughly clean it to remove all scale, water, lubricant, debris and any other contaminants. Smaller bearings can be cleaned in a wash tank that circulates a cleaning solution such as kerosene, mineral spirits or a commercial solvent through the bearing. Alkali cleaners, such as trisodium phosphate mixed two or three ounces per gallon of hot water, may also be used. Hot cleaning solutions are often used as a final cleaning or rinse after the initial cleaning. For large bearings, or to clean large numbers or bearings, special cleaning equipment such as a large tank containing appropriate cleaning solution is required. Tanks are typically heated with electrical coils, and a pump is used to agitate the cleaning solution. Final cleaning is done by suspending the bearing and using a hose to flush away any contamination.
Inspection
When a piece of equipment is taken out of service for routine inspection or maintenance, inspect and measure the bearings to ensure that they are still within tolerance specifications for the application. In some applications, the expected bearing life may be the limiting factor in the
equipment maintenance schedule. The schedule for equipment tear downs for bearing inspection will vary depending on operating conditions. Routine inspections should be done between equipment tear downs to ensure that bearings are operating normally and have proper lubrication.
Installation
Do not remove the bearing from its packaging until ready to mount. The packaging provides protection from contamination. When installing a new bearing, do not remove the lubricant or preservative applied by the manufacturer. The preservatives used on almost all bearings are fully compatible with commonly used oils and other lubricants. Leaving it in place will protect the bearing from fingerprints and corrosion. Bearings should be installed in a clean environment, free from dust, debris, moisture and other contaminants. When installing a bearing in the field, make an effort to ensure a clean work area. Use protective screens around the work area, and provide a clean resting surface for the bearing and other components until they can be installed.
Heating bearings
In applications that require a tight fit of the inner ring on the shaft, it is easier to install the bearing if it is first heated to expand slightly. For applications that require
Eyebolts can be inserted in lifting holesPullers for bearing removal
EM KOMPENDIUM | 2013
| 95 |
a tight fit of the outer ring in housing, it may also be possible to heat the housing to expand it, allowing the bearing to install more easily. Small bearings can be heated in a pan or metal container filled with oil. A screen or platform should be used to keep the bearing from resting on the bottom of the pan where heat is applied. A heat lamp can also be used to heat rings, and the temperature regulated by adjusting the distance from the light to the ring. The fastest method of safely heating bearings is an induction heater. For larger bearings, one may need to use an oil bath to heat the bearing. Maximum temperature of the oil bath should not exceed 120C. Keep the bearings away from any localised high heat source that may raise the bearing temperature too high, resulting in race hardness reduction. When heating bearings, be sure that they have enough time to fully heat. Bearings typically require 20 to 30 minutes of soak time per inch of inner ring cross section to fully heat in an oil tank. While the bearing is still warm, remove it from the heater or tank and place it on the shaft. Slide the bearing up the shaft until it squarely contacts the shaft shoulder. Then install the lock nut/ washer or clamping plate to prevent the bearing from backing off the shoulder while cooling. As the bearing cools, the locknut or clamping plate should be tightened.
Thermal growth of components can be calculated using the formula: d x ∆T x = thermal growth
where: d = bearing bore diameter∆T = maximum temperature after heating
minus ambient temperatureα = coefficient of linear expansion: 11x
10^-6/degree Celsius (6.1 x 106-9/degree Fahrenheit) for ferrous metal shaft and housing materials.
Mounting procedures
Depending on the size of the bearing and the application, there are different methods for mounting roller bearings. In all methods, certain basic rules must be followed.Cleanliness: The installer should make every effort to ensure cleanliness by use of protective screens and clean clothes.Inspection and preparation: All component parts of the machine should be on hand and thoroughly cleaned before processing. On original installations, all component parts should be checked against the detail specification prints for dimensional accuracy. The shaft and housing should be carefully checked for size and form.Shaft and housing finish: Shaft surfaces on which the bearing will be mounted must be clean and free from nicks and burrs. For applications with a stationary housing and a rotating shaft, it is suggested that the bearing seat on the shaft be ground to 1.6 μm (65R µin) maximum. If it is impractical to use a ground finish, a machined finish of 3.2 µm is acceptable in many cases, but the amount of interference
fit should be slightly increased. For a stationary outer ring, which is required to float (e.g.: slide axially in the housing), a housing finish of 1.6 µm maximum is suggested.
Shaft mounting tapered bore spherical roller bearings
Position the individual roller assemblies so that a roller is at the top of the inner ring on both sides of the bearing.With the roller in the correct position, insert a thin blade of the feeler gage between the roller and the outer ring. Move it carefully along the top roller, between the roller and outer ring raceway. Repeat this procedure, using thicker feeler gage blades, until one is found that will not go through. The blade of thickness that preceded the ‘no-go’ blade is a measure of radial internal clearance (RIC) before installation. Start the mounting procedure by lubricating the tapered shaft with a light coat of machine oil. Periodically measure to keep track of the reduction in RIC. Continue the procedure until the proper amount of reduction is obtained. As a final check, make sure that the remaining RIC equals or exceeds the minimum mounted clearance. When the suggested amount of reduction of RIC has been accomplished, the bearing is properly fitted. Complete the procedure by peening the lock washer tang into the locknut slot or securing the lock plate. ■
The fastest method of safely heating bearings is an induction heaterCleaning the bearings
Further information at
> www.efficientmanufacturing.in

| 96 | M E T A L C U T T I N G F O C U S
All-inclusive packages with flexibility With a broad spectrum of upto the future products and innovations for production technology, machine tool manufacturers today offer machines for complete machining of workpieces using 5 axes or combination machines. Offering a wide range of products for machining sophisticated materials and ultra small structures tool manufacturers help enable a better and flexible workforce. ■ Christian Machai
EM KOMPENDIUM | 2013
O ne continuing trend observable among the manufacturers of machine tools is that they are
offering all-inclusive production packages, e.g. featuring complete machining of workpieces on a single machine tool, while simultaneously retaining the requisite manufacturing flexibility. Besides the combination of turning and milling operations, process integration has been progressed for machine tools used in high-precision surface finishing as well. As exemplified by a manufacture of artificial knee joints, it is obvious that a combination of milling and grinding processes in a single machine tool is a sensible move for the expanding market of medical technology. Machine tool control systems, and the
generation of NC data, are becoming more and more complex, so that the use of harmonised software support is a boon to the process planning engineer. The manufacturers are offering appropriately configured tools, designed to meet the requirements involved in machining sophisticated biocompatible materials. Additionally, the steadily growing demand for energy entails the use of ever larger components in water and energy technology, so that high-precision machining of large parts gains in perceived importance.
5-axis complete machining
For machining medium-sized integral components, today’s 5-axis machining
| 96 |
Christian Machai Institute of Machining Technology, Dortmund, [email protected]
| 97 |
All-inclusive packages with flexibility
centre is able to accommodate workpieces weighing up to 1,400 kg. Travel distances in the X and Y axes of 800 mm and in the direction of the Z axis of 1,000 mm, in combination with a swivel head offered specifically for heavy machining to HPC criteria enable workpieces from the aviation sector to be machined or in tool and mould manufacturing processes, exhibiting as they do high time-cutting volumes. A collision monitoring feature incorporated in the control system, factoring in the shape of the unmachined part, supports frictionless 5-axis simultaneous machining. If the tool breaks or collides with something during the machining process under 5-axis tool adjustment, the machine’s control system offers tool withdrawal strategies.
There are also 5-axis machining centres that implement the traversing movements of the tool and the headstock using parallel kinematics. By using five struts, swivelling angles of over 90° can be achieved. The ball screw spindles permit a speed of 45 m/min and an acceleration of max 10 m/s2 in rapid traverse mode. There is a modified variant available in gantry construction for machining sizeable workpieces weighing up to 7 t; there is also a mobile variant on offer, which can be used for machining fixed position workpieces, e.g. for purposes of repair.
Boring and milling units in travelling column design enable large structural and connecting parts for energy and water supply installations to be machined. There is a production system for medium-sized workpieces, which with a hydrostatic mounting featuring very small gap dimensions reaches fast-traversing speeds of up to 30 m/min. Misalignments of the
drill spindle caused by thermal or elasticity related factors can be compensated for in real-time using position corrections handled by the control system.
Harmonised CAD/CAM
For machining workpieces with 5-axis simultaneously controlled tool orienta-tion, it is essential to use harmonised CAD-CAM software in order to utilise the machine tools’ performance capabilities to the full. The software packages available offer for NC data generation not only the CAD interface but also an option for surface reconstruction and scan data processing. If feature elements are already being used in the CAD data model at the design stage, these can be detected by the CAM software. Appropriate NC sets are selected, and incorporated in the NC program. Meanwhile, upgrade software packages are also available for machine tools featuring more than one machining spindle, process combinations, such as rotary milling, laser cutting or trimming milling of composite components made of fibre reinforced plastics.
Tool modifications
Tools based on diamond and boron nitride provide plenty of options for reducing the main process times for machining. To enable chip breakers and chip grooves to be incorporated in these cutting materials, a laser machining system can be integrated into a machining centre. Either a fibre, a vanadat or an alternative laser operating in the picosecond range can be used for cutting the tool shape from the diamond or boron nitride blanks, creating chip
grooves and generating defined clearance angles. The picosecond laser, thanks to its high rate of pulsation, promises a lower thermal loading in the marginal zones of the component concerned.
Filigree structures and small workpieces require appropriately modified tools. For materials based on chromium cobalt or titanium, micro tools consisting of ultra fine and ultra ultra fine grained hard metal are prepared in the areas of the cutting edge to suit the particular application concerned.
When dealing with higher strength materials that are difficult to machine, such as titanium alloys or nickel-based materials, the use of high pressure cooling lubricant systems offers advantages in terms of useful tool lifetimes and swarf monitoring. During the turning process, the jet of cooling lubricant is directed over the tool’s face as close as possible to the point desired using high-pressure cooling lubrication sprayed through fixed feed nozzles in the clamping claw of the indexable insert holder, which enables cooling and lubrication of the tool’s free surface to be selectively targeted. In addition, feed on the face side has been optimised by swivelling feed nozzles that can be positionally matched to the process involved.
For inserting deep boreholes into steel materials that are difficult to machine, the use of solid hard metal single lip deep drilling tools are useful. In comparison to conventional single lip deep drilling tools, the use of a tool construction based on hard metal throughout offers increased tool rigidity and a reduced tendency towards torsion. Compared to helically grooved deep-drilling tools, higher feed rates of up to
There are also 5-axis machining centres that implement the traversing move-ments of the tool
During the turning process, the jet of cooling lubricant is directed over the tool’s face as close as possible
It is essential to use harmonised CAD-CAM software in order to utilise the machine tools’ performance capabilities to the full
EM KOMPENDIUM | 2013

| 96 | M E T A L C U T T I N G F O C U S
All-inclusive packages with flexibility With a broad spectrum of upto the future products and innovations for production technology, machine tool manufacturers today offer machines for complete machining of workpieces using 5 axes or combination machines. Offering a wide range of products for machining sophisticated materials and ultra small structures tool manufacturers help enable a better and flexible workforce. ■ Christian Machai
EM KOMPENDIUM | 2013
O ne continuing trend observable among the manufacturers of machine tools is that they are
offering all-inclusive production packages, e.g. featuring complete machining of workpieces on a single machine tool, while simultaneously retaining the requisite manufacturing flexibility. Besides the combination of turning and milling operations, process integration has been progressed for machine tools used in high-precision surface finishing as well. As exemplified by a manufacture of artificial knee joints, it is obvious that a combination of milling and grinding processes in a single machine tool is a sensible move for the expanding market of medical technology. Machine tool control systems, and the
generation of NC data, are becoming more and more complex, so that the use of harmonised software support is a boon to the process planning engineer. The manufacturers are offering appropriately configured tools, designed to meet the requirements involved in machining sophisticated biocompatible materials. Additionally, the steadily growing demand for energy entails the use of ever larger components in water and energy technology, so that high-precision machining of large parts gains in perceived importance.
5-axis complete machining
For machining medium-sized integral components, today’s 5-axis machining
| 96 |
Christian Machai Institute of Machining Technology, Dortmund, [email protected]
| 97 |
All-inclusive packages with flexibility
centre is able to accommodate workpieces weighing up to 1,400 kg. Travel distances in the X and Y axes of 800 mm and in the direction of the Z axis of 1,000 mm, in combination with a swivel head offered specifically for heavy machining to HPC criteria enable workpieces from the aviation sector to be machined or in tool and mould manufacturing processes, exhibiting as they do high time-cutting volumes. A collision monitoring feature incorporated in the control system, factoring in the shape of the unmachined part, supports frictionless 5-axis simultaneous machining. If the tool breaks or collides with something during the machining process under 5-axis tool adjustment, the machine’s control system offers tool withdrawal strategies.
There are also 5-axis machining centres that implement the traversing movements of the tool and the headstock using parallel kinematics. By using five struts, swivelling angles of over 90° can be achieved. The ball screw spindles permit a speed of 45 m/min and an acceleration of max 10 m/s2 in rapid traverse mode. There is a modified variant available in gantry construction for machining sizeable workpieces weighing up to 7 t; there is also a mobile variant on offer, which can be used for machining fixed position workpieces, e.g. for purposes of repair.
Boring and milling units in travelling column design enable large structural and connecting parts for energy and water supply installations to be machined. There is a production system for medium-sized workpieces, which with a hydrostatic mounting featuring very small gap dimensions reaches fast-traversing speeds of up to 30 m/min. Misalignments of the
drill spindle caused by thermal or elasticity related factors can be compensated for in real-time using position corrections handled by the control system.
Harmonised CAD/CAM
For machining workpieces with 5-axis simultaneously controlled tool orienta-tion, it is essential to use harmonised CAD-CAM software in order to utilise the machine tools’ performance capabilities to the full. The software packages available offer for NC data generation not only the CAD interface but also an option for surface reconstruction and scan data processing. If feature elements are already being used in the CAD data model at the design stage, these can be detected by the CAM software. Appropriate NC sets are selected, and incorporated in the NC program. Meanwhile, upgrade software packages are also available for machine tools featuring more than one machining spindle, process combinations, such as rotary milling, laser cutting or trimming milling of composite components made of fibre reinforced plastics.
Tool modifications
Tools based on diamond and boron nitride provide plenty of options for reducing the main process times for machining. To enable chip breakers and chip grooves to be incorporated in these cutting materials, a laser machining system can be integrated into a machining centre. Either a fibre, a vanadat or an alternative laser operating in the picosecond range can be used for cutting the tool shape from the diamond or boron nitride blanks, creating chip
grooves and generating defined clearance angles. The picosecond laser, thanks to its high rate of pulsation, promises a lower thermal loading in the marginal zones of the component concerned.
Filigree structures and small workpieces require appropriately modified tools. For materials based on chromium cobalt or titanium, micro tools consisting of ultra fine and ultra ultra fine grained hard metal are prepared in the areas of the cutting edge to suit the particular application concerned.
When dealing with higher strength materials that are difficult to machine, such as titanium alloys or nickel-based materials, the use of high pressure cooling lubricant systems offers advantages in terms of useful tool lifetimes and swarf monitoring. During the turning process, the jet of cooling lubricant is directed over the tool’s face as close as possible to the point desired using high-pressure cooling lubrication sprayed through fixed feed nozzles in the clamping claw of the indexable insert holder, which enables cooling and lubrication of the tool’s free surface to be selectively targeted. In addition, feed on the face side has been optimised by swivelling feed nozzles that can be positionally matched to the process involved.
For inserting deep boreholes into steel materials that are difficult to machine, the use of solid hard metal single lip deep drilling tools are useful. In comparison to conventional single lip deep drilling tools, the use of a tool construction based on hard metal throughout offers increased tool rigidity and a reduced tendency towards torsion. Compared to helically grooved deep-drilling tools, higher feed rates of up to
There are also 5-axis machining centres that implement the traversing move-ments of the tool
During the turning process, the jet of cooling lubricant is directed over the tool’s face as close as possible
It is essential to use harmonised CAD-CAM software in order to utilise the machine tools’ performance capabilities to the full
EM KOMPENDIUM | 2013

EM KOMPENDIUM | 2013
| 98 | M E T A L C U T T I N G F O C U S
f = 0.18 mm/m can be achieved, depending on the material involved. For larger borehole diameters of 15 to 30 mm, a single-lip deep-drilling tool with replaceable indexable inserts and guide strips is available. To suit the material being machined, the cutting material pairing and the guide strip material can be changed.
The energy-efficient machine tool
Nowadays, energy costs are already accounting for approximately 6 per cent of a company’s total costs. Whereas in the past it was high costs for raw materials and supplies that constituted a particularly significant cost driver in production operations. A proportion amounting to of 21 per cent of a machine tool’s operating costs makes it clear that energy economical production processes are becoming increasingly imperative.
Due to the complex concatenation of production units in users’ facilities, intelligent interaction of the production system’s individual constituents is essential, thus enabling the energy consumption to be reduced in dependence on the actual situation involved. It is accordingly possible simply to switch off individual systems in order to reduce the base load, within the overall context of the desired system availability, e.g. by providing various standby modes. The energy efficiency of existing production systems can be
iteratively enhanced: visualise a circuit of energy consumers, identify components with the potential for energy savings, and purposefully modify these constituents of the system.
Some manufacturers of machines tools and function modules offer products in which modified units do save energy. Regenerative capability spindle and axle motors with an efficiency of up to 96 per cent pass the braking energy into storage, where it is available for subsequent traversing movements or, if not utilised, is fed back into the grid. Hydraulic units can be operated in reservoir charging mode with modified valves and a power consumption of 8 W.
In the field of clamping devices, lightweight chucks made of carbon feature not only a reduced mass, but also enhanced mechanical strength and rigidity values. The reduced rotational mass moment of inertia produces an improved acceleration and braking capability, so that a spindle’s working speed is reached up to 30 per cent more quickly.
The additional costs in terms of machinery investment for using energy saving, energy efficient systems will be recouped very quickly, thanks to the reduced operating costs of a production system. In the case of the tool spindle seals, for instance, using grease relubrication in comparison to oil air lubrication enables the operating costs for lubrication to be
reduced to 0 euros a year. This is also true for the use of brush seals in comparison to sealing air systems.
Fine surface finishing
Today, the vendors of machines for fine surface finishing are integrating a variety of production processes in a single machine, thus offering complete system solutions.
These are exemplified by a machine tool for combination machining: turning, cylindrical surface grinding and the newly developed interior rotary cut grinding have been integrated. The last named has been developed for interior and face machining with high time cutting volumes coupled with maximised surface quality. For the users of multiple axis machine tools, programming support is very important for grinding applications as well, enabling the system’s full potential to be utilised. Integration of additional functions in a manufacturing cell, e.g. metrology, cleaning or additional machining such as deburring or brushing processes, is in large series production essential if workpieces are to be cost efficiently machined. Achieving low machine purchase costs is in this context not always the determinant consideration. On the contrary, the total costs of ownership have to be given due consideration when it comes to selecting a machine.
The same also applies for the peripherals used in grinding processes, as exemplified by a cooling lubricant, a water based fluid that can be used in an application for deep grinding hard metal tools. The cooling lubrication concept scores in terms of doing without constituents featuring a mineral oil content, and permits its viscosity to be matched to the process concerned. Despite the additional costs for the cooling lubricant, cost advantages are obtained thanks to dispensing with fire protection equipment, simpler component cleaning, and the opportunity to achieve significantly larger time cutting volumes in comparison to an oil-based cooling lubricant. ■Courtesy: VDW - German Machine Tool Builders’ Association
Upgrade software packages are also available for machine tools featuring more than one machining spindle, process combinations
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 99 |
Maintaining production in totality Zero breakdowns and 30 per cent reduction in maintenance cost can be achieved by practicing total productive maintenance (TPM) in all types of companies. TPM philosophy with its many methodologies and structured approach has formed the basis of transforming many companies primarily the Indian industry. ■ Yogesh Munjal
Cou
rtes
y: R
aym
ond
Borg
to learn and adopt. TPM is one such philosophy which has transformed the Indian industry. It made Kaizens (improvements) as a way of life for many companies. Two of its eight pillars namely autonomous maintenance and planned maintenance (TPM is a unique 8-pillar approach) focuses on how maintenance of machines should be structurally changed from the current practices to achieve zero breakdowns.
The machine breakdowns in any company would be due to important factors called forced deterioration and natural deterioration. More than 80 per
Yogesh Munjal Chairman, TPM Club India
Managing Director, Munjal Showa Ltd [email protected]
TPM is a Japanese concept developed by Japan Institute of Plant Maintenance and is being
extensively used in companies across the world for becoming competitive. Since 1991, with the opening up of the Indian economy, Indian industry started to face severe competition from overseas companies. Competitiveness was tested. Many methods were adopted such as 5S, Six Sigma, TQM, TPM, lean, disruptive management to be competitive. Many competitiveness and leadership programmes were considered as an important measure for the companies
| 99 |I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 98 | M E T A L C U T T I N G F O C U S
f = 0.18 mm/m can be achieved, depending on the material involved. For larger borehole diameters of 15 to 30 mm, a single-lip deep-drilling tool with replaceable indexable inserts and guide strips is available. To suit the material being machined, the cutting material pairing and the guide strip material can be changed.
The energy-efficient machine tool
Nowadays, energy costs are already accounting for approximately 6 per cent of a company’s total costs. Whereas in the past it was high costs for raw materials and supplies that constituted a particularly significant cost driver in production operations. A proportion amounting to of 21 per cent of a machine tool’s operating costs makes it clear that energy economical production processes are becoming increasingly imperative.
Due to the complex concatenation of production units in users’ facilities, intelligent interaction of the production system’s individual constituents is essential, thus enabling the energy consumption to be reduced in dependence on the actual situation involved. It is accordingly possible simply to switch off individual systems in order to reduce the base load, within the overall context of the desired system availability, e.g. by providing various standby modes. The energy efficiency of existing production systems can be
iteratively enhanced: visualise a circuit of energy consumers, identify components with the potential for energy savings, and purposefully modify these constituents of the system.
Some manufacturers of machines tools and function modules offer products in which modified units do save energy. Regenerative capability spindle and axle motors with an efficiency of up to 96 per cent pass the braking energy into storage, where it is available for subsequent traversing movements or, if not utilised, is fed back into the grid. Hydraulic units can be operated in reservoir charging mode with modified valves and a power consumption of 8 W.
In the field of clamping devices, lightweight chucks made of carbon feature not only a reduced mass, but also enhanced mechanical strength and rigidity values. The reduced rotational mass moment of inertia produces an improved acceleration and braking capability, so that a spindle’s working speed is reached up to 30 per cent more quickly.
The additional costs in terms of machinery investment for using energy saving, energy efficient systems will be recouped very quickly, thanks to the reduced operating costs of a production system. In the case of the tool spindle seals, for instance, using grease relubrication in comparison to oil air lubrication enables the operating costs for lubrication to be
reduced to 0 euros a year. This is also true for the use of brush seals in comparison to sealing air systems.
Fine surface finishing
Today, the vendors of machines for fine surface finishing are integrating a variety of production processes in a single machine, thus offering complete system solutions.
These are exemplified by a machine tool for combination machining: turning, cylindrical surface grinding and the newly developed interior rotary cut grinding have been integrated. The last named has been developed for interior and face machining with high time cutting volumes coupled with maximised surface quality. For the users of multiple axis machine tools, programming support is very important for grinding applications as well, enabling the system’s full potential to be utilised. Integration of additional functions in a manufacturing cell, e.g. metrology, cleaning or additional machining such as deburring or brushing processes, is in large series production essential if workpieces are to be cost efficiently machined. Achieving low machine purchase costs is in this context not always the determinant consideration. On the contrary, the total costs of ownership have to be given due consideration when it comes to selecting a machine.
The same also applies for the peripherals used in grinding processes, as exemplified by a cooling lubricant, a water based fluid that can be used in an application for deep grinding hard metal tools. The cooling lubrication concept scores in terms of doing without constituents featuring a mineral oil content, and permits its viscosity to be matched to the process concerned. Despite the additional costs for the cooling lubricant, cost advantages are obtained thanks to dispensing with fire protection equipment, simpler component cleaning, and the opportunity to achieve significantly larger time cutting volumes in comparison to an oil-based cooling lubricant. ■Courtesy: VDW - German Machine Tool Builders’ Association
Upgrade software packages are also available for machine tools featuring more than one machining spindle, process combinations
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 99 |
Maintaining production in totality Zero breakdowns and 30 per cent reduction in maintenance cost can be achieved by practicing total productive maintenance (TPM) in all types of companies. TPM philosophy with its many methodologies and structured approach has formed the basis of transforming many companies primarily the Indian industry. ■ Yogesh Munjal
Cou
rtes
y: R
aym
ond
Borg
to learn and adopt. TPM is one such philosophy which has transformed the Indian industry. It made Kaizens (improvements) as a way of life for many companies. Two of its eight pillars namely autonomous maintenance and planned maintenance (TPM is a unique 8-pillar approach) focuses on how maintenance of machines should be structurally changed from the current practices to achieve zero breakdowns.
The machine breakdowns in any company would be due to important factors called forced deterioration and natural deterioration. More than 80 per
Yogesh Munjal Chairman, TPM Club India
Managing Director, Munjal Showa Ltd [email protected]
TPM is a Japanese concept developed by Japan Institute of Plant Maintenance and is being
extensively used in companies across the world for becoming competitive. Since 1991, with the opening up of the Indian economy, Indian industry started to face severe competition from overseas companies. Competitiveness was tested. Many methods were adopted such as 5S, Six Sigma, TQM, TPM, lean, disruptive management to be competitive. Many competitiveness and leadership programmes were considered as an important measure for the companies
| 99 |I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y
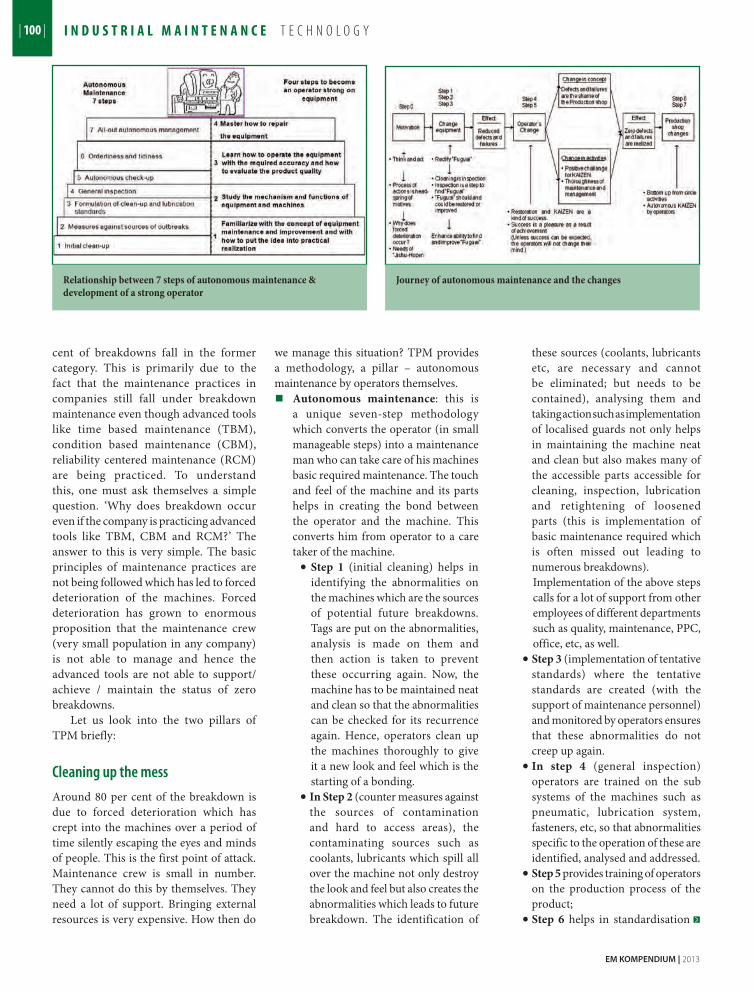
EM KOMPENDIUM | 2013
| 100 | I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y
cent of breakdowns fall in the former category. This is primarily due to the fact that the maintenance practices in companies still fall under breakdown maintenance even though advanced tools like time based maintenance (TBM), condition based maintenance (CBM), reliability centered maintenance (RCM) are being practiced. To understand this, one must ask themselves a simple question. ‘Why does breakdown occur even if the company is practicing advanced tools like TBM, CBM and RCM?’ The answer to this is very simple. The basic principles of maintenance practices are not being followed which has led to forced deterioration of the machines. Forced deterioration has grown to enormous proposition that the maintenance crew (very small population in any company) is not able to manage and hence the advanced tools are not able to support/ achieve / maintain the status of zero breakdowns.
Let us look into the two pillars of TPM briefly:
Cleaning up the mess
Around 80 per cent of the breakdown is due to forced deterioration which has crept into the machines over a period of time silently escaping the eyes and minds of people. This is the first point of attack. Maintenance crew is small in number. They cannot do this by themselves. They need a lot of support. Bringing external resources is very expensive. How then do
we manage this situation? TPM provides a methodology, a pillar – autonomous maintenance by operators themselves.■ Autonomous maintenance: this is
a unique seven-step methodology which converts the operator (in small manageable steps) into a maintenance man who can take care of his machines basic required maintenance. The touch and feel of the machine and its parts helps in creating the bond between the operator and the machine. This converts him from operator to a care taker of the machine.
Step 1 (initial cleaning) helps in identifying the abnormalities on the machines which are the sources of potential future breakdowns. Tags are put on the abnormalities, analysis is made on them and then action is taken to prevent these occurring again. Now, the machine has to be maintained neat and clean so that the abnormalities can be checked for its recurrence again. Hence, operators clean up the machines thoroughly to give it a new look and feel which is the starting of a bonding.
In Step 2 (counter measures against the sources of contamination and hard to access areas), the contaminating sources such as coolants, lubricants which spill all over the machine not only destroy the look and feel but also creates the abnormalities which leads to future breakdown. The identification of
these sources (coolants, lubricants etc, are necessary and cannot be eliminated; but needs to be contained), analysing them and taking action such as implementation of localised guards not only helps in maintaining the machine neat and clean but also makes many of the accessible parts accessible for cleaning, inspection, lubrication and retightening of loosened parts (this is implementation of basic maintenance required which is often missed out leading to numerous breakdowns). Implementation of the above steps calls for a lot of support from other employees of different departments such as quality, maintenance, PPC, office, etc, as well.
Step 3 (implementation of tentative standards) where the tentative standards are created (with the support of maintenance personnel) and monitored by operators ensures that these abnormalities do not creep up again.
In step 4 (general inspection) operators are trained on the sub systems of the machines such as pneumatic, lubrication system, fasteners, etc, so that abnormalities specific to the operation of these are identified, analysed and addressed.
Step 5 provides training of operators on the production process of the product;
Step 6 helps in standardisation
Relationship between 7 steps of autonomous maintenance & development of a strong operator
Journey of autonomous maintenance and the changes
EM KOMPENDIUM | 2013
| 101 |
of all the activities being carried out and in Step 7, complete autonomous maintenance activities are established on the machines. A machine, on which these activities are carried out, will never ever breakdown due to forced deterioration. Autonomous maintenance activities not only prevent breakdowns but also support in defect reduction and some cost loss as well.
Introduction of maintenance practices
With the clearing of the mess, 80 per cent of the future breakdowns evaporate as there is no forced deterioration taking place. Any breakdown occurring at this stage is only because of natural deterioration, i.e. wear and tear of the machine due to usage. At this stage, the maintenance people do not run behind breakdowns. They have time to sit down and plan the activities of planned maintenance pillar.■ Planned maintenance: There are two
major activities in planned maintenance pillar with each of them having five points to be taken care of.Major activities:
i. activities to enhance equipment availability
ii. activities to efficiently conduct maintenance
Activities to enhance equipment availability■ Guidance and support for Jishu Hozen
(autonomous maintenance) For conducting the different steps of autonomous maintenance as described in the previous section, the support from planned maintenance is a must. It must be remembered that operators are supporting maintenance departments in the upkeep of the machines but they do not know how. Hence, the maintenance personnel should train the operators and be a part of the team conducting the autonomous maintenance and shoulder some responsibility.
■ Planned maintenance 7-step activities Natural deterioration would also lead to breakdowns. For each such breakdown, a critical analysis should be carried out in a structured 7-step method and TBM or CBM schedules
for such components should be arrived at.
■ Corrective maintenance activities During the designing of the machines or due to subsequent usage some components may become weak and may tend to fail. Such components need to be identified and their strength increased so as to extend their life.
■ Maintenance prevention (MP) activities During the TPM journey, many Kaizens would have been implemented which leads to increasing reliability, maintainability, autonomous main-tainability, energy saving, operability and safety. Such Kaizens can be incorporated in similar machines which are to be manufactured / purchased in the future. It would be unnecessary to reinvent the wheel. Hence, such Kaizens are converted into MP sheets and given to the development management pillar for use.
■ Study of predictive maintenance With successful implementation of the activities described above, the life of the parts of equipment would become more or less stable. Under this condition, TBM and CBM would provide an effective solution for replacing the parts before they fail (or a breakdown occurs). TBM and CBM should be implemented only when the component life is stable, else they will not give the desired result of zero breakdown.
Activities to efficiently conduct maintenance■ It is very important to understand
how the above activities, namely activities to enhance equipment availability is being carried out. There is a lot of support that is required to efficiently conduct the maintenance activities. In brief, the maintenance work planning and management is of great importance to the maintenance personnel to give them the direction along with maintenance information management . C omputer ised maintenance management system (CMMS) would be very supportive in the maintenance process. Having prevented the breakdowns from occurring, the next step is to understand, maintain and manage the spare parts, lubricants as well as to study how the maintenance cost can be reduced in total. To make all the above happen, the knowledge and skill of maintenance manpower should be enhanced through education and training pillar activities. Thus, with successful implementation of all the above, we can say that the company has established a ‘planned maintenance’. Under this situation, any new practices can be incorporated with ease and great success. ■
Establishing a planned maintenance system
Further information at
> www.efficientmanufacturing.in

EM KOMPENDIUM | 2013
| 100 | I N D U S T R I A L M A I N T E N A N C E T E C H N O L O G Y
cent of breakdowns fall in the former category. This is primarily due to the fact that the maintenance practices in companies still fall under breakdown maintenance even though advanced tools like time based maintenance (TBM), condition based maintenance (CBM), reliability centered maintenance (RCM) are being practiced. To understand this, one must ask themselves a simple question. ‘Why does breakdown occur even if the company is practicing advanced tools like TBM, CBM and RCM?’ The answer to this is very simple. The basic principles of maintenance practices are not being followed which has led to forced deterioration of the machines. Forced deterioration has grown to enormous proposition that the maintenance crew (very small population in any company) is not able to manage and hence the advanced tools are not able to support/ achieve / maintain the status of zero breakdowns.
Let us look into the two pillars of TPM briefly:
Cleaning up the mess
Around 80 per cent of the breakdown is due to forced deterioration which has crept into the machines over a period of time silently escaping the eyes and minds of people. This is the first point of attack. Maintenance crew is small in number. They cannot do this by themselves. They need a lot of support. Bringing external resources is very expensive. How then do
we manage this situation? TPM provides a methodology, a pillar – autonomous maintenance by operators themselves.■ Autonomous maintenance: this is
a unique seven-step methodology which converts the operator (in small manageable steps) into a maintenance man who can take care of his machines basic required maintenance. The touch and feel of the machine and its parts helps in creating the bond between the operator and the machine. This converts him from operator to a care taker of the machine.
Step 1 (initial cleaning) helps in identifying the abnormalities on the machines which are the sources of potential future breakdowns. Tags are put on the abnormalities, analysis is made on them and then action is taken to prevent these occurring again. Now, the machine has to be maintained neat and clean so that the abnormalities can be checked for its recurrence again. Hence, operators clean up the machines thoroughly to give it a new look and feel which is the starting of a bonding.
In Step 2 (counter measures against the sources of contamination and hard to access areas), the contaminating sources such as coolants, lubricants which spill all over the machine not only destroy the look and feel but also creates the abnormalities which leads to future breakdown. The identification of
these sources (coolants, lubricants etc, are necessary and cannot be eliminated; but needs to be contained), analysing them and taking action such as implementation of localised guards not only helps in maintaining the machine neat and clean but also makes many of the accessible parts accessible for cleaning, inspection, lubrication and retightening of loosened parts (this is implementation of basic maintenance required which is often missed out leading to numerous breakdowns). Implementation of the above steps calls for a lot of support from other employees of different departments such as quality, maintenance, PPC, office, etc, as well.
Step 3 (implementation of tentative standards) where the tentative standards are created (with the support of maintenance personnel) and monitored by operators ensures that these abnormalities do not creep up again. In step 4 (general inspection) operators are trained on the sub systems of the machines such as pneumatic, lubrication system, fasteners, etc, so that abnormalities specific to the operation of these are identified, analysed and addressed. Step 5 provides training of operators on the production process of the product; Step 6 helps in standardisation
Relationship between 7 steps of autonomous maintenance & development of a strong operator
Journey of autonomous maintenance and the changes
EM KOMPENDIUM | 2013
| 101 |
of all the activities being carried out and in Step 7, complete autonomous maintenance activities are established on the machines. A machine, on which these activities are carried out, will never ever breakdown due to forced deterioration. Autonomous maintenance activities not only prevent breakdowns but also support in defect reduction and some cost loss as well.
Introduction of maintenance practices
With the clearing of the mess, 80 per cent of the future breakdowns evaporate as there is no forced deterioration taking place. Any breakdown occurring at this stage is only because of natural deterioration, i.e. wear and tear of the machine due to usage. At this stage, the maintenance people do not run behind breakdowns. They have time to sit down and plan the activities of planned maintenance pillar.■ Planned maintenance: There are two
major activities in planned maintenance pillar with each of them having five points to be taken care of.Major activities:
i. activities to enhance equipment availability
ii. activities to efficiently conduct maintenance
Activities to enhance equipment availability■ Guidance and support for Jishu Hozen
(autonomous maintenance) For conducting the different steps of autonomous maintenance as described in the previous section, the support from planned maintenance is a must. It must be remembered that operators are supporting maintenance departments in the upkeep of the machines but they do not know how. Hence, the maintenance personnel should train the operators and be a part of the team conducting the autonomous maintenance and shoulder some responsibility.
■ Planned maintenance 7-step activities Natural deterioration would also lead to breakdowns. For each such breakdown, a critical analysis should be carried out in a structured 7-step method and TBM or CBM schedules
for such components should be arrived at.
■ Corrective maintenance activities During the designing of the machines or due to subsequent usage some components may become weak and may tend to fail. Such components need to be identified and their strength increased so as to extend their life.
■ Maintenance prevention (MP) activities During the TPM journey, many Kaizens would have been implemented which leads to increasing reliability, maintainability, autonomous main-tainability, energy saving, operability and safety. Such Kaizens can be incorporated in similar machines which are to be manufactured / purchased in the future. It would be unnecessary to reinvent the wheel. Hence, such Kaizens are converted into MP sheets and given to the development management pillar for use.
■ Study of predictive maintenance With successful implementation of the activities described above, the life of the parts of equipment would become more or less stable. Under this condition, TBM and CBM would provide an effective solution for replacing the parts before they fail (or a breakdown occurs). TBM and CBM should be implemented only when the component life is stable, else they will not give the desired result of zero breakdown.
Activities to efficiently conduct maintenance■ It is very important to understand
how the above activities, namely activities to enhance equipment availability is being carried out. There is a lot of support that is required to efficiently conduct the maintenance activities. In brief, the maintenance work planning and management is of great importance to the maintenance personnel to give them the direction along with maintenance information management . C omputer ised maintenance management system (CMMS) would be very supportive in the maintenance process. Having prevented the breakdowns from occurring, the next step is to understand, maintain and manage the spare parts, lubricants as well as to study how the maintenance cost can be reduced in total. To make all the above happen, the knowledge and skill of maintenance manpower should be enhanced through education and training pillar activities. Thus, with successful implementation of all the above, we can say that the company has established a ‘planned maintenance’. Under this situation, any new practices can be incorporated with ease and great success. ■
Establishing a planned maintenance system
Further information at
> www.efficientmanufacturing.in
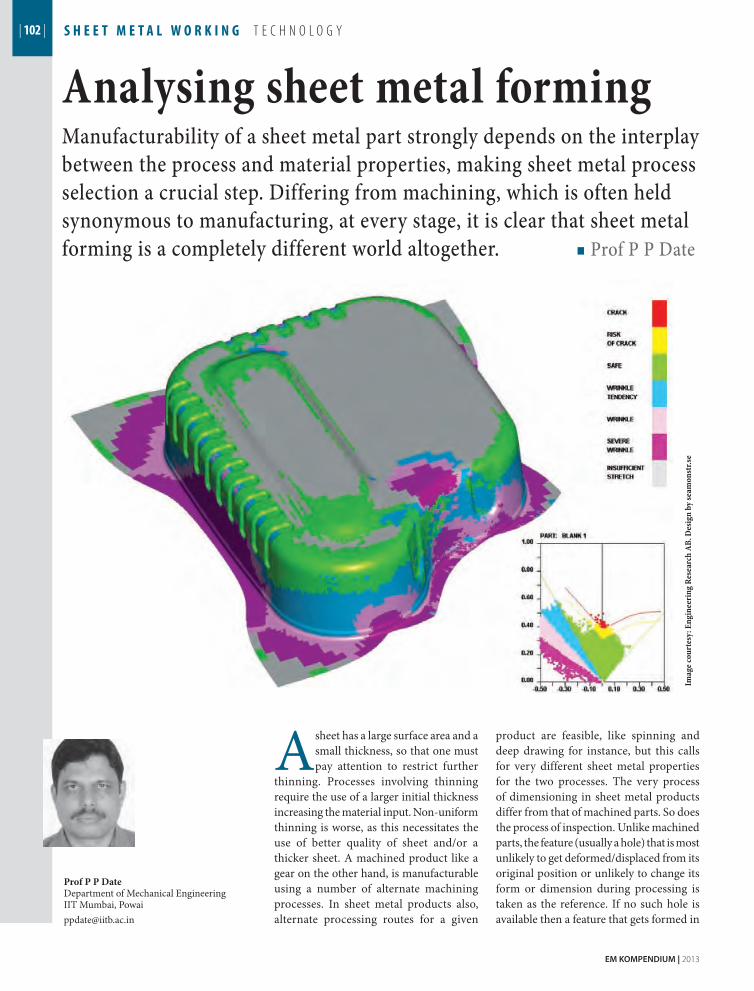
| 102 | S H E E T M E T A L W O R K I N G T E C H N O L O G Y
Analysing sheet metal forming
EM KOMPENDIUM | 2013
A sheet has a large surface area and a small thickness, so that one must pay attention to restrict further
thinning. Processes involving thinning require the use of a larger initial thickness increasing the material input. Non-uniform thinning is worse, as this necessitates the use of better quality of sheet and/or a thicker sheet. A machined product like a gear on the other hand, is manufacturable using a number of alternate machining processes. In sheet metal products also, alternate processing routes for a given
product are feasible, like spinning and deep drawing for instance, but this calls for very different sheet metal properties for the two processes. The very process of dimensioning in sheet metal products differ from that of machined parts. So does the process of inspection. Unlike machined parts, the feature (usually a hole) that is most unlikely to get deformed/displaced from its original position or unlikely to change its form or dimension during processing is taken as the reference. If no such hole is available then a feature that gets formed in
| 102 |
Prof P P Date Department of Mechanical Engineering IIT Mumbai, [email protected]
Manufacturability of a sheet metal part strongly depends on the interplay between the process and material properties, making sheet metal process selection a crucial step. Differing from machining, which is often held synonymous to manufacturing, at every stage, it is clear that sheet metal forming is a completely different world altogether. ■ Prof P P Date
Imag
e cou
rtes
y: E
ngin
eeri
ng R
esea
rch
AB. D
esig
n by
seam
onst
r.se
| 103 |
EM KOMPENDIUM | 2013
Sample of how sheet metal parts are dimensioned. Note that the edges do not get distorted, but still their position is controlled with reference to a hole
the very first stage and that remains with the product unchanged throughout, may be selected. All dimensions are specified in relation to this feature, and also inspected using the same as reference.
Sheet metal forming
The large diversity of shapes to which a sheet is deformed is largely asymmetric, while a large volume of machined products is axisymmetric. Process design (design of the processing route) is therefore crucial in sheet forming. One pays attention to the distribution of strain so as to monitor thinning of the sheet. For this, a grid of circles is etched/printed onto the sheet and the distortion of these circles is monitored. Unlike machining, sheet forming is a non-steady state process. The zone of deformation continuously evolves over time. For instance, initially the sheet wraps around the punch and even later the shape and size of the zone undergoing deformation changes continuously. The points of maximum and minimum strain shift from one location to another with deformation. Similarly, the cross section encompassing these two zones can also change as deformation progresses. The purpose of testing a raw material that can be machined for its properties is
largely for the in-service requirements, as the machinability of a material is not as sensitive to raw material properties as the sheet metal formability. Hence, wherever the properties to satisfy in-service requirements are in conflict with those needed for formability, special processing techniques and long processing routes are required. Excess material than what is necessary can similarly be damaging to the quality of the sheet formed parts while excess material to be machined would only need an extra cut and hence slow down a machining process. There is no finishing operation for sheet metal and the surface finish can be improved to a very limited extent. Hence, handling and storage of sheet metal coils as well as formed parts is important.
Machining vs sheet metal
Sheet metal parts with errors cannot be salvaged. They have to be discarded. Unlike machining wherein machining occurs only on the surface being machined and bulk of the raw material remains unaffected, the entire sheet metal blank participates in deformation. Selection of the machine tool (stiffness, the drive, etc,) for a sheet metal operation depends on the material and process being performed. For instance, the
| 103 |

| 102 | S H E E T M E T A L W O R K I N G T E C H N O L O G Y
Analysing sheet metal forming
EM KOMPENDIUM | 2013
A sheet has a large surface area and a small thickness, so that one must pay attention to restrict further
thinning. Processes involving thinning require the use of a larger initial thickness increasing the material input. Non-uniform thinning is worse, as this necessitates the use of better quality of sheet and/or a thicker sheet. A machined product like a gear on the other hand, is manufacturable using a number of alternate machining processes. In sheet metal products also, alternate processing routes for a given
product are feasible, like spinning and deep drawing for instance, but this calls for very different sheet metal properties for the two processes. The very process of dimensioning in sheet metal products differ from that of machined parts. So does the process of inspection. Unlike machined parts, the feature (usually a hole) that is most unlikely to get deformed/displaced from its original position or unlikely to change its form or dimension during processing is taken as the reference. If no such hole is available then a feature that gets formed in
| 102 |
Prof P P Date Department of Mechanical Engineering IIT Mumbai, [email protected]
Manufacturability of a sheet metal part strongly depends on the interplay between the process and material properties, making sheet metal process selection a crucial step. Differing from machining, which is often held synonymous to manufacturing, at every stage, it is clear that sheet metal forming is a completely different world altogether. ■ Prof P P Date
Imag
e cou
rtes
y: E
ngin
eeri
ng R
esea
rch
AB. D
esig
n by
seam
onst
r.se
| 103 |
EM KOMPENDIUM | 2013
Sample of how sheet metal parts are dimensioned. Note that the edges do not get distorted, but still their position is controlled with reference to a hole
the very first stage and that remains with the product unchanged throughout, may be selected. All dimensions are specified in relation to this feature, and also inspected using the same as reference.
Sheet metal forming
The large diversity of shapes to which a sheet is deformed is largely asymmetric, while a large volume of machined products is axisymmetric. Process design (design of the processing route) is therefore crucial in sheet forming. One pays attention to the distribution of strain so as to monitor thinning of the sheet. For this, a grid of circles is etched/printed onto the sheet and the distortion of these circles is monitored. Unlike machining, sheet forming is a non-steady state process. The zone of deformation continuously evolves over time. For instance, initially the sheet wraps around the punch and even later the shape and size of the zone undergoing deformation changes continuously. The points of maximum and minimum strain shift from one location to another with deformation. Similarly, the cross section encompassing these two zones can also change as deformation progresses. The purpose of testing a raw material that can be machined for its properties is
largely for the in-service requirements, as the machinability of a material is not as sensitive to raw material properties as the sheet metal formability. Hence, wherever the properties to satisfy in-service requirements are in conflict with those needed for formability, special processing techniques and long processing routes are required. Excess material than what is necessary can similarly be damaging to the quality of the sheet formed parts while excess material to be machined would only need an extra cut and hence slow down a machining process. There is no finishing operation for sheet metal and the surface finish can be improved to a very limited extent. Hence, handling and storage of sheet metal coils as well as formed parts is important.
Machining vs sheet metal
Sheet metal parts with errors cannot be salvaged. They have to be discarded. Unlike machining wherein machining occurs only on the surface being machined and bulk of the raw material remains unaffected, the entire sheet metal blank participates in deformation. Selection of the machine tool (stiffness, the drive, etc,) for a sheet metal operation depends on the material and process being performed. For instance, the
| 103 |

| 104 | S H E E T M E T A L W O R K I N G T E C H N O L O G Y
EM KOMPENDIUM | 2013
A sheet metal inspection fixture with sheet metal part clamped on it
Sr. no. Point of comparison Machined components Sheet metal parts
1 Rigidity of parts Non-compliant parts Compliant parts
2 Designing and dimensioning
Orthogonal machined datum planes for dimensional reference
Features that will not shift/get deformed required as reference. Holes usually serve as reference – edges / blank boundaries which no longer remain straight go into trim scrap.
3 Dimensional gradients / deviations
Unintended dimensional gradients can be avoided.
Unintended dimensional gradients eg., thinning of sheet metal and those from springback are a part and parcel of the process.
4 Tolerances achievable Close tolerances (in microns or nanometers) can be achieved.
Elastic after-effects, part compliance and variables not under complete control prevent close tolerances from being achieved.
5 Zone (volume) of metal affected by the process at a given time
Only the surface or a thickness of metal close to the surface participates in the machining process, the bulk of the material is relatively unaffected
The entire sheet metal blank gets deformed (eg., flows into the die)
6 Rework and ease of rework
Out of tolerance parts can be salvaged.
Salvaging an out-of tolerance part is not possible.
7 Diversity of shapes Any shape can be made with appropriate tool path.
Large diversity of tool designs and control variables.
8 Purpose of testing of raw material
Machinability, in service requirements.
Formability and in-service requirements.
9 Tool materials Machinability is strongly associated with tool life, which in turn strongly depends on tool material.
Tool material change does not ensure formability. Tool geometry and sheet metal properties together determine formability.
10 Standardisation of tool geometry and control parameters
Easy, standards on tool angles, standard tool geometries of single and multi-point cutting tools are widely available.
Only guidelines are feasible. Standardisation across components is impractical.
11 Cost of tooling Much lower. Single tool works to generate many shapes irrespective of complexity of the tool. Smaller lead time in procuring tools.
Tools are expensive as they are not mass produced. Change of tool is expensive and difficult. Lead time in making a new tool is large.
12 Machine tools Machine tool drives are mechanical drives which generate the requisite tool paths that can be very complex. Accuracy of tool path is crucial. Cutter compensation, collision checks are important. Forces involved are much lower than in forming.
Machine tool drives are primarily built for delivering power (heavy duty drives). The forces involved are large and machine tool frame stiffness is a major consideration. Avalability of drive force, speed and energy must be ensured after tool contact.
13 Springback and
residual stresses
Extremely small. Machining relieves surface residual stresses.
Un-released elastic stresses (springback) on account of product geometry appear as residual stresses. It is shape dependent and processing history dependent.
14 In-process
stability of shape
Stable shape throughout. Better form accuracy of holes as well as external surfaces.
In-process stability of shape is determined by an interplay between the residual stresses and separating operations like trimming and punching. Holes punched with a circular punch might not necessarily be round.
15 Inspection Form and dimensional errors of individual parts can be inspected. Assembly occurs by selective assembly.
Inspection is performed at well defined critical points only. Non-ideal, untoleranced parts are required to get the assembly to within dimensional tolerances.
16 Fixture design 1-2-3 principle used for location in fixtures.
n-2-1 principle (where n > 3) is required for sheet metal parts. Clamping sequence is more critical due to compliance of sheet metal parts.
S h e e t m e t a l v i s - a - v i s m a c h i n e d o n e s
variation / variability of velocity over the stroke is required for some processes (long stroke processes like deep drawing to ensure fast approach & return and slow working stroke) and materials (the rate sensitive ones in particular). Hence, what can be successfully formed on a hydraulic press might fail on a mechanical press. Stiffness of the machines used for separating processes is required to be much higher than those for long stroke operations. Comparatively, the machining process is not so sensitive to machine tool characteristics as the sheet forming process. The machinability does change with machining speed, but is not as sensitive to the machine tool characteristics as the formability is. Dies designed for steel as work material seldom work for aluminum as work material, other parameters (product design, machine tool, etc,) remaining the same. Hence a change in raw material might call for a complete change in the tool design or at least substantial rework of the existing dies. A change in work material to be machined may call for a change in tool geometry, but once standardised, all it requires is a change of tool. Elastic after-effects in the form of springback and residual stresses are prominent in sheet formed parts leading to inconsistent dimensions. Tolerances on the rolled sheet thickness and those on the yield strength introduce unpredictable variations in the springback, depending on the magnitudes of these two variables.
The given table gives a complete comparison between sheet metal parts and the machined ones with reference to a good number of manufacturing variables. ■
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 105 |
Handling, storing, dispensing lightThe proper handling, storing and dispensing of industrial lubricants is vital to help protect plant personnel against health hazards. Following certain measures would help one not only reduce health threats but also minimise the risk of environmental contamination… ■ Toby Hlad
Handling packaged & bulk products
The handling of lubricants include all the operations involved in the receipt of supplies of lubricants to a facility and the transfer of the lubricants to in-plant storage. The type of handling involved depends on how the lubricants are received - either in packages or in bulk. All shipments of oil, greases and associated petroleum products in containers up to and including 55-gallon (USA) oil drums and 400-lb
A mong the common problems plant managers and maintenance professionals encounter when
dealing with high volumes of lubricants and greases is the mislabeling of products and storing products in areas with extreme temperature. By following comprehensive guidelines stated below, plant managers, maintenance professionals and all other personnel can quickly learn how to properly handle, store, and dispense oils/greases.
Toby Hlad Industrial Lubricant Engineer
ExxonMobil Lubricants & [email protected]
| 105 |C O O L A N T S & L U B R I C A N T S T E C H N O L O G Y

| 104 | S H E E T M E T A L W O R K I N G T E C H N O L O G Y
EM KOMPENDIUM | 2013
A sheet metal inspection fixture with sheet metal part clamped on it
Sr. no. Point of comparison Machined components Sheet metal parts
1 Rigidity of parts Non-compliant parts Compliant parts
2 Designing and dimensioning
Orthogonal machined datum planes for dimensional reference
Features that will not shift/get deformed required as reference. Holes usually serve as reference – edges / blank boundaries which no longer remain straight go into trim scrap.
3 Dimensional gradients / deviations
Unintended dimensional gradients can be avoided.
Unintended dimensional gradients eg., thinning of sheet metal and those from springback are a part and parcel of the process.
4 Tolerances achievable Close tolerances (in microns or nanometers) can be achieved.
Elastic after-effects, part compliance and variables not under complete control prevent close tolerances from being achieved.
5 Zone (volume) of metal affected by the process at a given time
Only the surface or a thickness of metal close to the surface participates in the machining process, the bulk of the material is relatively unaffected
The entire sheet metal blank gets deformed (eg., flows into the die)
6 Rework and ease of rework
Out of tolerance parts can be salvaged.
Salvaging an out-of tolerance part is not possible.
7 Diversity of shapes Any shape can be made with appropriate tool path.
Large diversity of tool designs and control variables.
8 Purpose of testing of raw material
Machinability, in service requirements.
Formability and in-service requirements.
9 Tool materials Machinability is strongly associated with tool life, which in turn strongly depends on tool material.
Tool material change does not ensure formability. Tool geometry and sheet metal properties together determine formability.
10 Standardisation of tool geometry and control parameters
Easy, standards on tool angles, standard tool geometries of single and multi-point cutting tools are widely available.
Only guidelines are feasible. Standardisation across components is impractical.
11 Cost of tooling Much lower. Single tool works to generate many shapes irrespective of complexity of the tool. Smaller lead time in procuring tools.
Tools are expensive as they are not mass produced. Change of tool is expensive and difficult. Lead time in making a new tool is large.
12 Machine tools Machine tool drives are mechanical drives which generate the requisite tool paths that can be very complex. Accuracy of tool path is crucial. Cutter compensation, collision checks are important. Forces involved are much lower than in forming.
Machine tool drives are primarily built for delivering power (heavy duty drives). The forces involved are large and machine tool frame stiffness is a major consideration. Avalability of drive force, speed and energy must be ensured after tool contact.
13 Springback and
residual stresses
Extremely small. Machining relieves surface residual stresses.
Un-released elastic stresses (springback) on account of product geometry appear as residual stresses. It is shape dependent and processing history dependent.
14 In-process
stability of shape
Stable shape throughout. Better form accuracy of holes as well as external surfaces.
In-process stability of shape is determined by an interplay between the residual stresses and separating operations like trimming and punching. Holes punched with a circular punch might not necessarily be round.
15 Inspection Form and dimensional errors of individual parts can be inspected. Assembly occurs by selective assembly.
Inspection is performed at well defined critical points only. Non-ideal, untoleranced parts are required to get the assembly to within dimensional tolerances.
16 Fixture design 1-2-3 principle used for location in fixtures.
n-2-1 principle (where n > 3) is required for sheet metal parts. Clamping sequence is more critical due to compliance of sheet metal parts.
S h e e t m e t a l v i s - a - v i s m a c h i n e d o n e s
variation / variability of velocity over the stroke is required for some processes (long stroke processes like deep drawing to ensure fast approach & return and slow working stroke) and materials (the rate sensitive ones in particular). Hence, what can be successfully formed on a hydraulic press might fail on a mechanical press. Stiffness of the machines used for separating processes is required to be much higher than those for long stroke operations. Comparatively, the machining process is not so sensitive to machine tool characteristics as the sheet forming process. The machinability does change with machining speed, but is not as sensitive to the machine tool characteristics as the formability is. Dies designed for steel as work material seldom work for aluminum as work material, other parameters (product design, machine tool, etc,) remaining the same. Hence a change in raw material might call for a complete change in the tool design or at least substantial rework of the existing dies. A change in work material to be machined may call for a change in tool geometry, but once standardised, all it requires is a change of tool. Elastic after-effects in the form of springback and residual stresses are prominent in sheet formed parts leading to inconsistent dimensions. Tolerances on the rolled sheet thickness and those on the yield strength introduce unpredictable variations in the springback, depending on the magnitudes of these two variables.
The given table gives a complete comparison between sheet metal parts and the machined ones with reference to a good number of manufacturing variables. ■
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 105 |
Handling, storing, dispensing lightThe proper handling, storing and dispensing of industrial lubricants is vital to help protect plant personnel against health hazards. Following certain measures would help one not only reduce health threats but also minimise the risk of environmental contamination… ■ Toby Hlad
Handling packaged & bulk products
The handling of lubricants include all the operations involved in the receipt of supplies of lubricants to a facility and the transfer of the lubricants to in-plant storage. The type of handling involved depends on how the lubricants are received - either in packages or in bulk. All shipments of oil, greases and associated petroleum products in containers up to and including 55-gallon (USA) oil drums and 400-lb
A mong the common problems plant managers and maintenance professionals encounter when
dealing with high volumes of lubricants and greases is the mislabeling of products and storing products in areas with extreme temperature. By following comprehensive guidelines stated below, plant managers, maintenance professionals and all other personnel can quickly learn how to properly handle, store, and dispense oils/greases.
Toby Hlad Industrial Lubricant Engineer
ExxonMobil Lubricants & [email protected]
| 105 |C O O L A N T S & L U B R I C A N T S T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 106 | C O O L A N T S & L U B R I C A N T S T E C H N O L O G Y
Lubricants should be protected not only from sources of contamination but also from degradation
grease drums are considered to be packaged products. Most packaged lubricants can be unloaded without damage from trucks or freight cars by sliding them down through wood or metal skids. The skid should be securely attached to the truck or freight car bed. When lubricants in both drums and smaller packages are delivered to customers on pallets, these can be unloaded with a fork lift truck and transported directly to storage. After unloading, drums can be moved safely to the storage area by properly equipped forklift trucks, either on pallets or held in specially equipped fork jaws. If fork trucks are not available, the drums should be handled and moved with barrel trucks or drum handlers.
The term ‘bulk’ in this context refers not only to deliveries in tank cars, tank trucks, tank wagons, and special grease transporters, but also to deliveries in any container substantially larger than the conventional 55-gallons or 400-lb grease drums. Prior to the receipt of bulk deliveries of lubricants, certain precautions must be observed. The storage tanks should be gagged to ensure that there is sufficient capacity available for the scheduled delivery. Empty tanks should be inspected and flushed or cleaned if necessary, and a check should be made to be sure that the correct fill pipe is being used, the valves are set correctly, and any crossover valves between storage tanks are locked out. While it is desirable to have a separate fill line and hose for each product, when this is not possible, the fill line and hose should be drained thoroughly to minimise the risk of harmful cross contamination.
Storing products
Proper storage of lubricants requires that a few key guidelines be followed. First, the lubricants should be protected not only from sources of contamination but also from degradation, which can occur when lubricants are stored in excessive heat or cold temperature. Second, the lubricants should be stored in an area where they can be moved into and out of storage easily, and can be used on a ‘first in first out’ basis. Also, make sure the identification of the product is maintained and clearly visible. When selecting the proper location of petroleum product storage facilities,
it is extremely important to consider the applicable fire, safety, and insurance requirements. Packaged lubricants can be stored outdoors, in a warehouse, or in an oil house. In all cases, outdoor storage should be avoided whenever possible. Some of the potential hazards of this type of storage include contamination by water, dirt or rust or changes to the physical properties of the lubricants resulting from storage in extreme hot or cold temperature. Warehouse storage is desirable when the oil house lacks the space needed to stock the complete inventory required. In a warehouse, racks and shelving can be used to provide adequate protection for all containers and the aisle space should be adequate for maneuvering whatever type of mechanical handling equipment is used. The ‘first in, first out’ procedure should be maintained and the location should be considered on the basis of receiving and dispensing convenience. Nevertheless, a well arranged, properly constructed, and conveniently located oil house is the best storage area when trying to avoid contamination of lubricants.
Bulk storing
While the bulk storing of lubricants offers considerable economic and operating advantages, the full benefit of such an approach will be realised only when the complete system is properly planned and installed. Always remember, tanks and bins should be used for only one product to avoid the need for clean up or the risk of cross contamination. However, there are other factors to consider when using bulk storage. Inside storage locations are generally preferred, both to avoid the cycling temperature encountered in outside locations, and minimise exposure to atmospheric moisture and other contaminants. Storage locations should not be located in areas where plant equipment (such as high pressure steam lines or process vessels) will cause high ambient temperature or direct heating of the tanks. Excessively cold locations should also be avoided. Above grade locations are also preferred to minimise the suction head on the transfer pumps used to withdraw product for the tanks. In addition to choosing the right location for storage, it is important to remember that storage tanks should be
equipped with vents to allow breathing during filling and emptying. The vents should be equipped with filters to keep out dust, moisture, and other contaminants.
Dispensing
The dispensing of lubricants includes the withdrawal of the lubricant from the oil house or other storage, the transfer of the lubricant to its point of use, and the application of the lubricant at the point of use. When lubricants are dispensed by methods other than completely closed systems, containers or devices used to move lubricants and related products should be kept clean at all times. Each container or device should be clearly labelled for a particular product and used only for that product. The device used for the introduction of a product to the point of final use should be carefully cleaned before the filling operation is started. Also, sumps and reservoirs should be thoroughly cleaned and flushed before filling the first time, and should be checked when being refilled and cleaned as necessary.
By observing the above mentioned precautions and procedures in the handling, storing, and dispensing of lubricants, greases and associated petroleum products, plant managers can help preserve the integrity of their products, minimise the risk of potential staff injuries and achieve significant economic and operating benefits. ■Courtesy: ExxonMobil Lubricants & Specialties
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 107 |
Exploring solid carbide end mill systemsContrary to 25 years ago, when solid carbide tools were rather special tools and much more restricted in terms of application and machining performance, end mills today are well established and often very specialised. These tool solutions do, when selected and applied correctly, provide a vital contribution to component accuracy and quality. ■ Gisbert Roth
different from a solid carbide milling cutter in many ways. Different types of coatings and different types of substrates are used with solid carbide cutters as compared to insert based systems and that makes for a number of significant feature differences between these two main groups. If some of the features in one of these two groups becomes more important in a certain application, then that tool is perhaps more suitable
Gisbert Roth Manager, Marketing Operations, Asia-Pacific
Seco [email protected]
A basic question often asked when one has both an insert based cutter and a solid carbide
cutter is which one is the best and in what areas do they excel? This is not so much a question of one being superior over the other but rather a question regarding the features of a specific type of cutter and how that particular tool should be applied to deliver good results. An insert milling cutter is
| 107 |C U T T I N G T O O L S A P P L I C A T I O N

EM KOMPENDIUM | 2013
| 106 | C O O L A N T S & L U B R I C A N T S T E C H N O L O G Y
Lubricants should be protected not only from sources of contamination but also from degradation
grease drums are considered to be packaged products. Most packaged lubricants can be unloaded without damage from trucks or freight cars by sliding them down through wood or metal skids. The skid should be securely attached to the truck or freight car bed. When lubricants in both drums and smaller packages are delivered to customers on pallets, these can be unloaded with a fork lift truck and transported directly to storage. After unloading, drums can be moved safely to the storage area by properly equipped forklift trucks, either on pallets or held in specially equipped fork jaws. If fork trucks are not available, the drums should be handled and moved with barrel trucks or drum handlers.
The term ‘bulk’ in this context refers not only to deliveries in tank cars, tank trucks, tank wagons, and special grease transporters, but also to deliveries in any container substantially larger than the conventional 55-gallons or 400-lb grease drums. Prior to the receipt of bulk deliveries of lubricants, certain precautions must be observed. The storage tanks should be gagged to ensure that there is sufficient capacity available for the scheduled delivery. Empty tanks should be inspected and flushed or cleaned if necessary, and a check should be made to be sure that the correct fill pipe is being used, the valves are set correctly, and any crossover valves between storage tanks are locked out. While it is desirable to have a separate fill line and hose for each product, when this is not possible, the fill line and hose should be drained thoroughly to minimise the risk of harmful cross contamination.
Storing products
Proper storage of lubricants requires that a few key guidelines be followed. First, the lubricants should be protected not only from sources of contamination but also from degradation, which can occur when lubricants are stored in excessive heat or cold temperature. Second, the lubricants should be stored in an area where they can be moved into and out of storage easily, and can be used on a ‘first in first out’ basis. Also, make sure the identification of the product is maintained and clearly visible. When selecting the proper location of petroleum product storage facilities,
it is extremely important to consider the applicable fire, safety, and insurance requirements. Packaged lubricants can be stored outdoors, in a warehouse, or in an oil house. In all cases, outdoor storage should be avoided whenever possible. Some of the potential hazards of this type of storage include contamination by water, dirt or rust or changes to the physical properties of the lubricants resulting from storage in extreme hot or cold temperature. Warehouse storage is desirable when the oil house lacks the space needed to stock the complete inventory required. In a warehouse, racks and shelving can be used to provide adequate protection for all containers and the aisle space should be adequate for maneuvering whatever type of mechanical handling equipment is used. The ‘first in, first out’ procedure should be maintained and the location should be considered on the basis of receiving and dispensing convenience. Nevertheless, a well arranged, properly constructed, and conveniently located oil house is the best storage area when trying to avoid contamination of lubricants.
Bulk storing
While the bulk storing of lubricants offers considerable economic and operating advantages, the full benefit of such an approach will be realised only when the complete system is properly planned and installed. Always remember, tanks and bins should be used for only one product to avoid the need for clean up or the risk of cross contamination. However, there are other factors to consider when using bulk storage. Inside storage locations are generally preferred, both to avoid the cycling temperature encountered in outside locations, and minimise exposure to atmospheric moisture and other contaminants. Storage locations should not be located in areas where plant equipment (such as high pressure steam lines or process vessels) will cause high ambient temperature or direct heating of the tanks. Excessively cold locations should also be avoided. Above grade locations are also preferred to minimise the suction head on the transfer pumps used to withdraw product for the tanks. In addition to choosing the right location for storage, it is important to remember that storage tanks should be
equipped with vents to allow breathing during filling and emptying. The vents should be equipped with filters to keep out dust, moisture, and other contaminants.
Dispensing
The dispensing of lubricants includes the withdrawal of the lubricant from the oil house or other storage, the transfer of the lubricant to its point of use, and the application of the lubricant at the point of use. When lubricants are dispensed by methods other than completely closed systems, containers or devices used to move lubricants and related products should be kept clean at all times. Each container or device should be clearly labelled for a particular product and used only for that product. The device used for the introduction of a product to the point of final use should be carefully cleaned before the filling operation is started. Also, sumps and reservoirs should be thoroughly cleaned and flushed before filling the first time, and should be checked when being refilled and cleaned as necessary.
By observing the above mentioned precautions and procedures in the handling, storing, and dispensing of lubricants, greases and associated petroleum products, plant managers can help preserve the integrity of their products, minimise the risk of potential staff injuries and achieve significant economic and operating benefits. ■Courtesy: ExxonMobil Lubricants & Specialties
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 107 |
Exploring solid carbide end mill systemsContrary to 25 years ago, when solid carbide tools were rather special tools and much more restricted in terms of application and machining performance, end mills today are well established and often very specialised. These tool solutions do, when selected and applied correctly, provide a vital contribution to component accuracy and quality. ■ Gisbert Roth
different from a solid carbide milling cutter in many ways. Different types of coatings and different types of substrates are used with solid carbide cutters as compared to insert based systems and that makes for a number of significant feature differences between these two main groups. If some of the features in one of these two groups becomes more important in a certain application, then that tool is perhaps more suitable
Gisbert Roth Manager, Marketing Operations, Asia-Pacific
Seco [email protected]
A basic question often asked when one has both an insert based cutter and a solid carbide
cutter is which one is the best and in what areas do they excel? This is not so much a question of one being superior over the other but rather a question regarding the features of a specific type of cutter and how that particular tool should be applied to deliver good results. An insert milling cutter is
| 107 |C U T T I N G T O O L S A P P L I C A T I O N

EM KOMPENDIUM | 2013
| 108 | C U T T I N G T O O L S A P P L I C A T I O N
for the application. Tolerances on both tools can be equally narrow, statically, but since solid carbide as a material is much stiffer compared to a steel shank tool with a mounted insert, it is prone to less bending and thus has a higher level of precision under the influence of cutting forces during machining. Another important fact to remember is the arc of tool contact. The arc of tool contact or in other words the length of the circumference of a particular tool that is in contact with a machined part is directly linked to the amount of heat that is generated and absorbed into the tool, component or chips.
Solid carbide and steel based tools have completely different characteristics in temperature handling and this should be reflected in the cutting strategy selection. Considering these facts and putting things further in perspective one has to look at tool dimensions too. In the smaller diameter range below 10 mm there are very few insert based alternatives to solid carbide cutters and the choice is clearly going toward solid end mills. The opposite applies for tools with large diameters where solid carbide tools are not a viable choice for economical reasons. This leaves us with the intermediate range of sizes between 10 to approximately 25 mm where many system overlaps exist. The complexity of the shape to be machined, its accessibility and tolerances to be held are the guiding stars for initial tool selection here.
Coatings and edge preparations
Coatings are applied to solid carbide cutting tools to increase wear resistance and isolate the area where the heat is generated from the substrate of the tool, in which it could potentially accumulate and affect the tool life span negatively. Additionally, solid carbide tools have relatively sharp cutting edges, it is thus very important to have correct coating adhesion between the substrate material and the coating layers. In particular, with smaller diameter solid cutters, cutting edge sharpness is a crucial element contributing to tool performance. An ideal cutting edge would consist of a sharp cutting edge with the highest possible hardness without the risk for breakage. This can be in part achieved with an appropriate edge preparation. Most often, the style, shape and sharpness of the (cutting) edge preparation sets different solid carbide milling cutters apart both in terms of generated work quality and tool life levels reached. A relatively sharp cutting edge is achieved through grinding both the top rake face as well as the clearance face on the tool. The line where the two faces meet each other is referred to as the cutting edge. Cutting edges will need reinforcements or a so called edge treatment/honing in order for the coating to better adhere to it and prevent edge breakouts. In other words, some of the edge sharpness is traded
for stability and coating functionality, which in turn leads to longer tool life. It can even be discussed that the edge preparation has the highest importance of all followed by both substrate type and coating technology.
Machining strategy
The correct solid carbide cutter selection thus depends on many factors, the most important being the correct machining strategy. In reality, constraining factors cannot be changed in most cases, i.e. machine tool, CAM system and component size, material, tolerances and shape. However, within this existing framework, a correct strategy approach can still be set and there are many ways where one can influence the machining result and fine-tune the cutting conditions by changing feeds, speeds and depths of cut related to the overall machining objective. Related to the main direction and the technological strategy chosen, the selection of the tool can be accomplished. In this respect two possible avenues are evident: ■ performance driven selections with
highly specialised individual solid cutters for best performance in for example side milling, slot milling or 3D milling, each one of them covered with its own tool or
■ application driven selections with few cutters but with a wide range
Carbide grain size influence and functionalityApplication area mapping: solid carbide cutters vs. insert based systems
EM KOMPENDIUM | 2013
| 109 |
of applications and more broad based appeal. The choice of either path will direct the user to a more narrow part of the wide range of available solid carbide cutter available.
Cutter type choices
With approximately five distinct solid carbide milling cutter types in existence today for common applications in metallic materials, one generic tool type stands out as being somewhat outdated. It’s a solid carbide cutter that dates back to the days when small end mills were made of high speed steel (HSS). Historically referred to as the first generation of solid carbide end mills, it has the typical geometrical features that were used in HSS tools at the end of the 1970’s except that its base material has been switched to solid carbide which was found to be suitable for the task at that time. These types of cutters today define the lower end of the market both in terms of cost and performance. The second group of cutters which in contrast is highly contemporary is the high speed milling type (HSM) of cutters defined for high cutting speeds. These tools typically feature a rather short usable cutting edge length and their design is optimised for maximum stability. With the application of high cutting speeds, high temperatures are generated and this heat typically accumulates in the
tool corner. This is the reason why HSM end mills most often have larger corner radii for extra protection against plastic deformation in this area. The third group for high performance milling (HPM) that holds tools specifically designed for high depths of cut and larger arc of engagement. The depth of cut being the optimising factor here, the tool design reflects this with long cutting edge length and chip dividers to make large chip volumes more manageable. Helix angles and chip cavity capacity are other visible elements of importance. Increased cutter core diameters are also found with these tools. Their aim is to increase tool stability and again reduce deflection.
Modular solid tools with replaceable front ends
Besides, classic solid end mills and insert based small end mills; there is additional, highly interesting group of carbide milling cutters placed into the same field of applications. These systems essentially provide the same type of performance as classic solid carbide end mills yet they combine it with extra flexibility and modularity. It’s the replaceable solid carbide head end milling systems. Pioneered in the late 1980s, the latest generation of these tools incorporates the best features of classic solid end mills such as precision, strength and very advanced cutting edge
Edge preparation illustration on a solid carbide end millCoating effect on edge sharpness
designs and coatings with the possibility to add extra stability through steel shanks in various lengths. Tools of this kind can be configured in a near unlimited fashion from ultra stable short clamping to the very long, tapered setups designed to reach deep cavities or constrained component areas where standard solid carbide cutters will not be able to reach into. These systems allow for cutting head exchanges in the machine tool, eliminating the time needed for tool re-measuring and re-setting. Modular head systems overlap many of the solid carbide solutions outlined in this article in the diameter range of 8mm to approximately 16 mm in diameter and they provide a viable and flexible hybrid complement to traditional solid carbide end mills.
Summary
With all the solid carbide cutter and hybrid modular solutions available today, it is important to choose the correct strategic approach to both selection and application of the tools. In line with the overall machining goal, be it performance, maximised component output or lowest possible tool cost per component, correct tool selection and application is the key to profitable machining with quality solid carbide end milling systems. ■
Further information at
> www.efficientmanufacturing.in
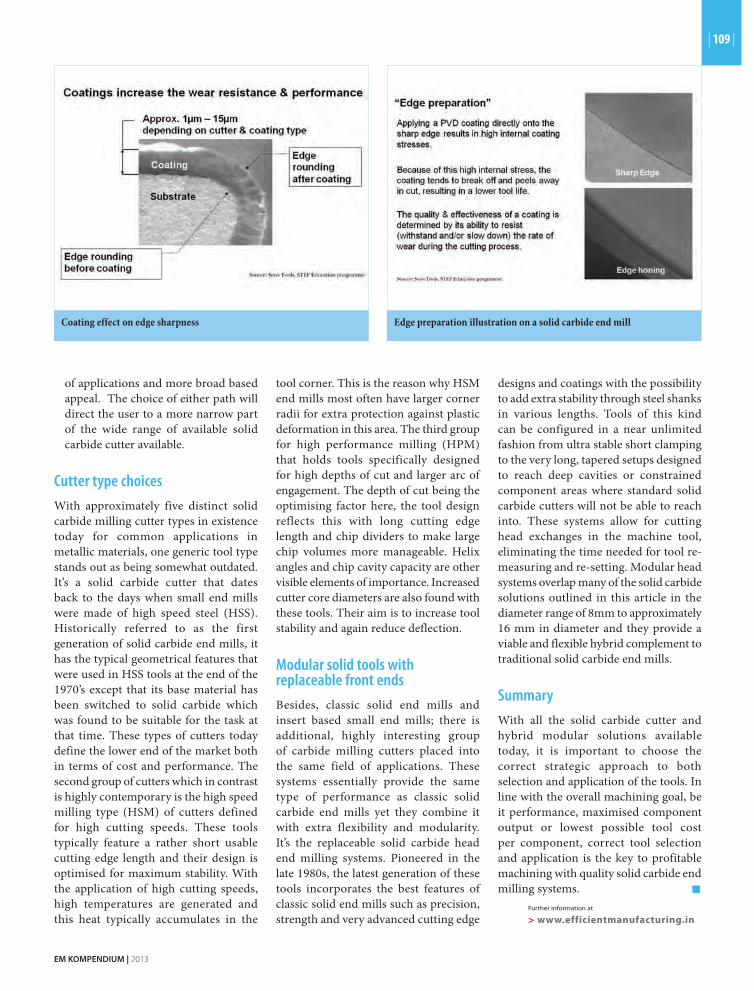
EM KOMPENDIUM | 2013
| 108 | C U T T I N G T O O L S A P P L I C A T I O N
for the application. Tolerances on both tools can be equally narrow, statically, but since solid carbide as a material is much stiffer compared to a steel shank tool with a mounted insert, it is prone to less bending and thus has a higher level of precision under the influence of cutting forces during machining. Another important fact to remember is the arc of tool contact. The arc of tool contact or in other words the length of the circumference of a particular tool that is in contact with a machined part is directly linked to the amount of heat that is generated and absorbed into the tool, component or chips.
Solid carbide and steel based tools have completely different characteristics in temperature handling and this should be reflected in the cutting strategy selection. Considering these facts and putting things further in perspective one has to look at tool dimensions too. In the smaller diameter range below 10 mm there are very few insert based alternatives to solid carbide cutters and the choice is clearly going toward solid end mills. The opposite applies for tools with large diameters where solid carbide tools are not a viable choice for economical reasons. This leaves us with the intermediate range of sizes between 10 to approximately 25 mm where many system overlaps exist. The complexity of the shape to be machined, its accessibility and tolerances to be held are the guiding stars for initial tool selection here.
Coatings and edge preparations
Coatings are applied to solid carbide cutting tools to increase wear resistance and isolate the area where the heat is generated from the substrate of the tool, in which it could potentially accumulate and affect the tool life span negatively. Additionally, solid carbide tools have relatively sharp cutting edges, it is thus very important to have correct coating adhesion between the substrate material and the coating layers. In particular, with smaller diameter solid cutters, cutting edge sharpness is a crucial element contributing to tool performance. An ideal cutting edge would consist of a sharp cutting edge with the highest possible hardness without the risk for breakage. This can be in part achieved with an appropriate edge preparation. Most often, the style, shape and sharpness of the (cutting) edge preparation sets different solid carbide milling cutters apart both in terms of generated work quality and tool life levels reached. A relatively sharp cutting edge is achieved through grinding both the top rake face as well as the clearance face on the tool. The line where the two faces meet each other is referred to as the cutting edge. Cutting edges will need reinforcements or a so called edge treatment/honing in order for the coating to better adhere to it and prevent edge breakouts. In other words, some of the edge sharpness is traded
for stability and coating functionality, which in turn leads to longer tool life. It can even be discussed that the edge preparation has the highest importance of all followed by both substrate type and coating technology.
Machining strategy
The correct solid carbide cutter selection thus depends on many factors, the most important being the correct machining strategy. In reality, constraining factors cannot be changed in most cases, i.e. machine tool, CAM system and component size, material, tolerances and shape. However, within this existing framework, a correct strategy approach can still be set and there are many ways where one can influence the machining result and fine-tune the cutting conditions by changing feeds, speeds and depths of cut related to the overall machining objective. Related to the main direction and the technological strategy chosen, the selection of the tool can be accomplished. In this respect two possible avenues are evident: ■ performance driven selections with
highly specialised individual solid cutters for best performance in for example side milling, slot milling or 3D milling, each one of them covered with its own tool or
■ application driven selections with few cutters but with a wide range
Carbide grain size influence and functionalityApplication area mapping: solid carbide cutters vs. insert based systems
EM KOMPENDIUM | 2013
| 109 |
of applications and more broad based appeal. The choice of either path will direct the user to a more narrow part of the wide range of available solid carbide cutter available.
Cutter type choices
With approximately five distinct solid carbide milling cutter types in existence today for common applications in metallic materials, one generic tool type stands out as being somewhat outdated. It’s a solid carbide cutter that dates back to the days when small end mills were made of high speed steel (HSS). Historically referred to as the first generation of solid carbide end mills, it has the typical geometrical features that were used in HSS tools at the end of the 1970’s except that its base material has been switched to solid carbide which was found to be suitable for the task at that time. These types of cutters today define the lower end of the market both in terms of cost and performance. The second group of cutters which in contrast is highly contemporary is the high speed milling type (HSM) of cutters defined for high cutting speeds. These tools typically feature a rather short usable cutting edge length and their design is optimised for maximum stability. With the application of high cutting speeds, high temperatures are generated and this heat typically accumulates in the
tool corner. This is the reason why HSM end mills most often have larger corner radii for extra protection against plastic deformation in this area. The third group for high performance milling (HPM) that holds tools specifically designed for high depths of cut and larger arc of engagement. The depth of cut being the optimising factor here, the tool design reflects this with long cutting edge length and chip dividers to make large chip volumes more manageable. Helix angles and chip cavity capacity are other visible elements of importance. Increased cutter core diameters are also found with these tools. Their aim is to increase tool stability and again reduce deflection.
Modular solid tools with replaceable front ends
Besides, classic solid end mills and insert based small end mills; there is additional, highly interesting group of carbide milling cutters placed into the same field of applications. These systems essentially provide the same type of performance as classic solid carbide end mills yet they combine it with extra flexibility and modularity. It’s the replaceable solid carbide head end milling systems. Pioneered in the late 1980s, the latest generation of these tools incorporates the best features of classic solid end mills such as precision, strength and very advanced cutting edge
Edge preparation illustration on a solid carbide end millCoating effect on edge sharpness
designs and coatings with the possibility to add extra stability through steel shanks in various lengths. Tools of this kind can be configured in a near unlimited fashion from ultra stable short clamping to the very long, tapered setups designed to reach deep cavities or constrained component areas where standard solid carbide cutters will not be able to reach into. These systems allow for cutting head exchanges in the machine tool, eliminating the time needed for tool re-measuring and re-setting. Modular head systems overlap many of the solid carbide solutions outlined in this article in the diameter range of 8mm to approximately 16 mm in diameter and they provide a viable and flexible hybrid complement to traditional solid carbide end mills.
Summary
With all the solid carbide cutter and hybrid modular solutions available today, it is important to choose the correct strategic approach to both selection and application of the tools. In line with the overall machining goal, be it performance, maximised component output or lowest possible tool cost per component, correct tool selection and application is the key to profitable machining with quality solid carbide end milling systems. ■
Further information at
> www.efficientmanufacturing.in

| 110 | M A N U F A C T U R I N G I T A P P L I C A T I O N
Breaking down barriers With manufacturing environment spanning multiple plants and time zones, and manufacturers, seeking to implement ‘design anywhere, build anywhere’ strategies, it’s difficult for manufactu-ring engineers to capture and share their know-ledge. Better knowledge management would enable enterprise-wide process consistency. Here’s how… ■ Rafiq Somani
EM KOMPENDIUM | 2013
productivity, enhancing product quality, driving innovation, and optimising operational efficiencies.
Manufacturers are continually pressured to design new products faster, and ramp them into production with minimal time-to-market, predictable cost, and high quality. Improving one’s manufacturing process management (MPM) process - defining how a product is to be produced is vital. Not only must the MPM process be reliable, it must be fast by being executed concurrently with product design. Everyday, manufacturing engineers are faced with the challenge of ensuring that their process plans, manufacturing bill of materials (mBOMs), routings, and work instructions accurately reflect the current engineering design. Typically, this has not been easy as the various procedures, systems and databases used by engineering and
Rafiq Somani Area Vice President PTC [email protected]
| 110 |
Global product development (GPD) is a dynamic initiative that today’s manufacturers
must seek to leverage with its worldwide networks of employees, partners, and suppliers across the design chain. When implemented successfully, GPD strategies promise compelling business benefits, so it is no wonder that organisations are scrutinising how to improve product design and manufacture on a global scale. Product lifecycle management (PLM) is a key component of GPD. PLM enables geographically dispersed individuals and groups to work collaboratively on products and product development processes through a seamless, integrated information flow. Manufacturers are reaping PLM business value on many fronts: accelerating time to market and process cycle times, reducing product development costs, maximising
| 111 |
Breaking down barriers manufacturing are disparate, disconnected or even non-existent.
What is the key to making PLM work on a global scale? It involves connecting product development processes with PLM technologies to master the following six challenges.
Make distributed design work
When design teams are located around the globe, it’s difficult to disperse and manage product development activities to deliver an accurate, workable, complete product definition. Organisations must architect the product in a way that enables greater design collaboration. Using PLM, the product data can be separated into manageable modules that have well-defined interfaces to foster efficient product development distribution and integration. When this is done correctly, managing the evolving product definition, including change management, eliminates costly surprises during integration. For example, take a designer of NRB Bearing, Thane plant working with outdated specifications. If the designer distributes components that are incompatible with the final product, it can result in design revisions and product delays at its Jalna manufacturing plant. NRB Bearings is using Windchill PLM for distributed design work between their HO Thane plant and manufacturing units at Jalna, Hyderabad and Thailand.
Extend collaboration across the enterprise
Collaboration is probably the most critical element in a successful global PLM strategy. Manufacturing customers report that using unreliable or outmoded communications methods such as manually transferring data between disconnected, disparate systems impedes information flow and, consequently, collaboration. How does PLM enable collaboration? It offers a single data source for quickly and accurately sharing design data. Digital manufacturing tools must be easy-to-use and designed for manufacturing engineers, not factory simulation specialists. Using a 3D environment makes it easy for manufacturing engineers to completely define operations with parts, resources, standard procedures, documents, and time breakdowns. It must also be easy to manage
resources in libraries and to reuse existing process plans. Leveraging a scalable, digital backbone infrastructure allows stakeholders throughout the company, no matter where they are located, to access the right information at the right time, and it keeps projects on schedule. For example, Kirloskar Oil Engines distributed teams representing multiple disciplines to provide continuous feedback to identify potential errors early in the design process through Windchill PLM. Thus, streamlining review cycles and avoiding costly and time-consuming delays downstream in the production phase.
Share data securely
The risk of inappropriate use or theft of intellectual property (IP) is greatly heightened in globally dispersed design environments. PLM helps companies institute IP protection controls to ensure that user access to data is tightly monitored and controlled. One of PTCs military customers has thousands of users involved throughout the design lifecycle and uses PLM to safeguard its IP in defense-related product development. PLM capabilities control access to sensitive information, meaning design data is delivered only to clearly designated and previously authorised users.
Manage complex programs
Complex, geographically dispersed product development programs generate huge volumes of data. To ensure success, managers need a reliable way to continuously monitor project status and activities, including tracking milestones, identifying issues, and measuring performance against defined objectives. PLM helps manufacturers define and implement uniform methodologies for driving product development processes. When projects with clear performance expectations are implemented consistently, team members are able to focus on quality assurance, key performance expectations, and risk mitigation.
Manage change throughout the lifecycle
Change is inevitable in product development and can occur at any stage of the lifecycle. The results are typical and problematic:
increased rework, cost overruns, delayed product launches, and possible loss of customers. How does PLM address change? It can enable fast and accurate communication via a reliable, repeatable, and web-based change and configuration management process to control how changes are proposed, analysed, planned, implemented, and released. As a result, for example at Kirloskar Oil Engines, engineering and manufacturing change activities are synchronised and connected to product configuration data to ensure overall process integrity.
Leverage scalable performance
If a company’s team members have to contend with limitations in IT infrastructure functionality such as being stranded behind a slow wide-area network (WAN), then their ability to access or share timely, accurate information can be severely compromised. Those limits can result in delays for design development and the time to market. Organisations need to adopt a PLM technology for data replication and WAN acceleration. It is no secret that increased globalisation and competition have converged to drive fundamental changes in the way manufacturers address GPD initiatives. PLM provides the ideal infrastructure for enabling GPD and makes possible a host of collaboration, productivity, cost-saving, and time-to-market benefits that only a well-conceived strategy can deliver. ■
Knowledge capture
EM KOMPENDIUM | 2013
Further information at
> www.efficientmanufacturing.in

| 110 | M A N U F A C T U R I N G I T A P P L I C A T I O N
Breaking down barriers With manufacturing environment spanning multiple plants and time zones, and manufacturers, seeking to implement ‘design anywhere, build anywhere’ strategies, it’s difficult for manufactu-ring engineers to capture and share their know-ledge. Better knowledge management would enable enterprise-wide process consistency. Here’s how… ■ Rafiq Somani
EM KOMPENDIUM | 2013
productivity, enhancing product quality, driving innovation, and optimising operational efficiencies.
Manufacturers are continually pressured to design new products faster, and ramp them into production with minimal time-to-market, predictable cost, and high quality. Improving one’s manufacturing process management (MPM) process - defining how a product is to be produced is vital. Not only must the MPM process be reliable, it must be fast by being executed concurrently with product design. Everyday, manufacturing engineers are faced with the challenge of ensuring that their process plans, manufacturing bill of materials (mBOMs), routings, and work instructions accurately reflect the current engineering design. Typically, this has not been easy as the various procedures, systems and databases used by engineering and
Rafiq Somani Area Vice President PTC [email protected]
| 110 |
Global product development (GPD) is a dynamic initiative that today’s manufacturers
must seek to leverage with its worldwide networks of employees, partners, and suppliers across the design chain. When implemented successfully, GPD strategies promise compelling business benefits, so it is no wonder that organisations are scrutinising how to improve product design and manufacture on a global scale. Product lifecycle management (PLM) is a key component of GPD. PLM enables geographically dispersed individuals and groups to work collaboratively on products and product development processes through a seamless, integrated information flow. Manufacturers are reaping PLM business value on many fronts: accelerating time to market and process cycle times, reducing product development costs, maximising
| 111 |
Breaking down barriers manufacturing are disparate, disconnected or even non-existent.
What is the key to making PLM work on a global scale? It involves connecting product development processes with PLM technologies to master the following six challenges.
Make distributed design work
When design teams are located around the globe, it’s difficult to disperse and manage product development activities to deliver an accurate, workable, complete product definition. Organisations must architect the product in a way that enables greater design collaboration. Using PLM, the product data can be separated into manageable modules that have well-defined interfaces to foster efficient product development distribution and integration. When this is done correctly, managing the evolving product definition, including change management, eliminates costly surprises during integration. For example, take a designer of NRB Bearing, Thane plant working with outdated specifications. If the designer distributes components that are incompatible with the final product, it can result in design revisions and product delays at its Jalna manufacturing plant. NRB Bearings is using Windchill PLM for distributed design work between their HO Thane plant and manufacturing units at Jalna, Hyderabad and Thailand.
Extend collaboration across the enterprise
Collaboration is probably the most critical element in a successful global PLM strategy. Manufacturing customers report that using unreliable or outmoded communications methods such as manually transferring data between disconnected, disparate systems impedes information flow and, consequently, collaboration. How does PLM enable collaboration? It offers a single data source for quickly and accurately sharing design data. Digital manufacturing tools must be easy-to-use and designed for manufacturing engineers, not factory simulation specialists. Using a 3D environment makes it easy for manufacturing engineers to completely define operations with parts, resources, standard procedures, documents, and time breakdowns. It must also be easy to manage
resources in libraries and to reuse existing process plans. Leveraging a scalable, digital backbone infrastructure allows stakeholders throughout the company, no matter where they are located, to access the right information at the right time, and it keeps projects on schedule. For example, Kirloskar Oil Engines distributed teams representing multiple disciplines to provide continuous feedback to identify potential errors early in the design process through Windchill PLM. Thus, streamlining review cycles and avoiding costly and time-consuming delays downstream in the production phase.
Share data securely
The risk of inappropriate use or theft of intellectual property (IP) is greatly heightened in globally dispersed design environments. PLM helps companies institute IP protection controls to ensure that user access to data is tightly monitored and controlled. One of PTCs military customers has thousands of users involved throughout the design lifecycle and uses PLM to safeguard its IP in defense-related product development. PLM capabilities control access to sensitive information, meaning design data is delivered only to clearly designated and previously authorised users.
Manage complex programs
Complex, geographically dispersed product development programs generate huge volumes of data. To ensure success, managers need a reliable way to continuously monitor project status and activities, including tracking milestones, identifying issues, and measuring performance against defined objectives. PLM helps manufacturers define and implement uniform methodologies for driving product development processes. When projects with clear performance expectations are implemented consistently, team members are able to focus on quality assurance, key performance expectations, and risk mitigation.
Manage change throughout the lifecycle
Change is inevitable in product development and can occur at any stage of the lifecycle. The results are typical and problematic:
increased rework, cost overruns, delayed product launches, and possible loss of customers. How does PLM address change? It can enable fast and accurate communication via a reliable, repeatable, and web-based change and configuration management process to control how changes are proposed, analysed, planned, implemented, and released. As a result, for example at Kirloskar Oil Engines, engineering and manufacturing change activities are synchronised and connected to product configuration data to ensure overall process integrity.
Leverage scalable performance
If a company’s team members have to contend with limitations in IT infrastructure functionality such as being stranded behind a slow wide-area network (WAN), then their ability to access or share timely, accurate information can be severely compromised. Those limits can result in delays for design development and the time to market. Organisations need to adopt a PLM technology for data replication and WAN acceleration. It is no secret that increased globalisation and competition have converged to drive fundamental changes in the way manufacturers address GPD initiatives. PLM provides the ideal infrastructure for enabling GPD and makes possible a host of collaboration, productivity, cost-saving, and time-to-market benefits that only a well-conceived strategy can deliver. ■
Knowledge capture
EM KOMPENDIUM | 2013
Further information at
> www.efficientmanufacturing.in

| 112 | T R E N D S T E C H N O L O G Y
Revving up new age manufacturing The article takes you through the important trends observed in METAV exhibition held recently in Düsseldorf, Germany. This covers the entire spectrum of manufacturing technology, including machine tools, production systems, high-precision tools, automated material flows, control technology, CAD/CAM and accessories.
EM KOMPENDIUM | 2013
Dipl-Ing Hendrik Abrahams Institute of Machining Technology Dortmund Technical University, [email protected]
| 112 | T R E N D S T E C H N O L O G Y
T he machine tool industry and its component suppliers all over the world are trying hard to cope
with the current challenges arising out of rapid technology changes and changing market requirements. Besides, they have to focus on products that enable them to make efficacious use of the resources available. In short, productivity, energy-efficiency and cost-effectiveness have become the innovation drivers, today.
This trend was quite obvious in the METAV exhibition held recently in Düsseldorf, Germany.
Machining of special materials
Sectors like aviation and power engineering now pose more stringent requirements for the design of machinery and tools. The goal is to ensure cost-efficient machining of special materials, which are being used
| 113 |
Revving up new age manufacturing
EM KOMPENDIUM | 2013
with increasing frequency, such as titanium or nickel-based alloys or CFRP materials. Another expanding market is medical technology, where medical implants are produced by micro-milling and drilling, for example. The relevant machines have to possess ultra-high-precision traversing and concentricity characteristics even at extremely high speeds. The tools concerned necessitate cutting-edge designs that have been responsively harmonised down to the very last micrometre. In addition, solutions are being targeted, using appropriate automation, for example, that enable a manufacturing operation to be performed directly in doctors’ practices by staff without any specialised training.
Irrespective of the application category involved, the focus continues to lie on complete machining. On the new machining centres, it’s meanwhile possible to run not only turning, milling and drilling functions, but also grinding and ramping as well. In terms of the tools required, several machining operations are likewise performed by a single tool, e.g. when drilling. The issue of energy-savings is a major focus, not only in regard to the workpieces but also the design of machines. Efforts are being made to steadily reduce their energy consumption. Examples include the recovery of the spindle’s braking energy, and maximally effective, requirement-driven use of ancillary units.
Energy-efficiency
In the automotive industry, particularly, energy-efficiency of the machines employed is an important criterion for a purchasing decision. This indicates that energy-efficiency is a vital sales argument for the machine tool manufacturers. In this context, abundant potential for savings is offered by hydraulic units, which are needed in clamping and drive systems, for example. In many cases, these components operate on an electro-mechanical basis. One machinery manufacturer is advertising a hydraulics-free machining centre in which both tools and workpieces are clamped electro-mechanically (Grob-Werke GmbH & Co KG, Germany). Regenerative drives and friction-reduced bearings are further approaches for reducing energy consumption. In training facilities too,
where conventional machine tools are used for learning purposes, measures are being taken to upgrade energy-efficiency. Under the name of the “E-Tim Saving System”, one manufacturer is enabling users to match deployment of ancillary units to actual needs and to recover braking energy to be used by the machine (Weiler Werkzeugmaschinen GmbH, Germany).
Upgrading productivity
In order to improve productivity levels, manufacturers are endeavouring to perform wherever possible all machining steps up the finished components on a single machine. New machining centres enable drilling, turning, milling, grinding and ramping jobs to be performed in single clamping. New tools mean that not only standard drilling processes, but also the classical ejector deep-drilling mode can be carried out in a single clamping setup as well, so that complex structures like aircraft landing gear struts can be manufactured (WFL Millturn Technologies GmbH & Co KG, Austria).
One manufacturer of deep-drilling machines, exhibited at the METV, what he claims to be the world’s first deep-drilling machine to simultaneously feature a turning unit, thus enabling deep-drilling and turning to be performed in a single clamping setup. Conventional in its basic construction, the deep-drilling machine for single-lip deep-drilling has been expanded to include a tool revolver with driven tools.
The control system has been appropriately modified, so that both processes can be used in succession. The driven tools in the tool revolver, moreover, enable both drilling and milling to be performed, which means that cross-bores and grooves can be incorporated in the workpieces (Auerbach Maschinenfabrik GmbH, Germany).
Outside the context of complete machining, the machines’ efficiency for upping productivity levels has paramount priority. One manufacturer of grinding machines showcased a high-performance model for plane and profile grinding. Using ultra-high-precision ball screw transmissions with digital drives enables significantly higher feedrates and accelerations to be achieved. This concept is supplemented by linear guides and high-performance grinding drives. An easy touch control system facilitates operator control of the machine (Blohm Jung GmbH, Germany).
Unmanned production, made possible by appropriate CAD/CAM software, is a perennial favourite as a result of rising wage costs. A horizontal machining centre in modularised construction was on the show, and thanks to appropriate software it could be largely operated in an unmanned mode. In the standard version, it possesses two pallets, though this can be expanded to six pallets when needed. With 220 tool positions, sufficient flexibility is assured in terms of tool diversity. It can be used as a 5-axis machining centre, as a lathe with
New measuring concepts
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf

| 113 |
Revving up new age manufacturing
EM KOMPENDIUM | 2013
with increasing frequency, such as titanium or nickel-based alloys or CFRP materials. Another expanding market is medical technology, where medical implants are produced by micro-milling and drilling, for example. The relevant machines have to possess ultra-high-precision traversing and concentricity characteristics even at extremely high speeds. The tools concerned necessitate cutting-edge designs that have been responsively harmonised down to the very last micrometre. In addition, solutions are being targeted, using appropriate automation, for example, that enable a manufacturing operation to be performed directly in doctors’ practices by staff without any specialised training.
Irrespective of the application category involved, the focus continues to lie on complete machining. On the new machining centres, it’s meanwhile possible to run not only turning, milling and drilling functions, but also grinding and ramping as well. In terms of the tools required, several machining operations are likewise performed by a single tool, e.g. when drilling. The issue of energy-savings is a major focus, not only in regard to the workpieces but also the design of machines. Efforts are being made to steadily reduce their energy consumption. Examples include the recovery of the spindle’s braking energy, and maximally effective, requirement-driven use of ancillary units.
Energy-efficiency
In the automotive industry, particularly, energy-efficiency of the machines employed is an important criterion for a purchasing decision. This indicates that energy-efficiency is a vital sales argument for the machine tool manufacturers. In this context, abundant potential for savings is offered by hydraulic units, which are needed in clamping and drive systems, for example. In many cases, these components operate on an electro-mechanical basis. One machinery manufacturer is advertising a hydraulics-free machining centre in which both tools and workpieces are clamped electro-mechanically (Grob-Werke GmbH & Co KG, Germany). Regenerative drives and friction-reduced bearings are further approaches for reducing energy consumption. In training facilities too,
where conventional machine tools are used for learning purposes, measures are being taken to upgrade energy-efficiency. Under the name of the “E-Tim Saving System”, one manufacturer is enabling users to match deployment of ancillary units to actual needs and to recover braking energy to be used by the machine (Weiler Werkzeugmaschinen GmbH, Germany).
Upgrading productivity
In order to improve productivity levels, manufacturers are endeavouring to perform wherever possible all machining steps up the finished components on a single machine. New machining centres enable drilling, turning, milling, grinding and ramping jobs to be performed in single clamping. New tools mean that not only standard drilling processes, but also the classical ejector deep-drilling mode can be carried out in a single clamping setup as well, so that complex structures like aircraft landing gear struts can be manufactured (WFL Millturn Technologies GmbH & Co KG, Austria).
One manufacturer of deep-drilling machines, exhibited at the METV, what he claims to be the world’s first deep-drilling machine to simultaneously feature a turning unit, thus enabling deep-drilling and turning to be performed in a single clamping setup. Conventional in its basic construction, the deep-drilling machine for single-lip deep-drilling has been expanded to include a tool revolver with driven tools.
The control system has been appropriately modified, so that both processes can be used in succession. The driven tools in the tool revolver, moreover, enable both drilling and milling to be performed, which means that cross-bores and grooves can be incorporated in the workpieces (Auerbach Maschinenfabrik GmbH, Germany).
Outside the context of complete machining, the machines’ efficiency for upping productivity levels has paramount priority. One manufacturer of grinding machines showcased a high-performance model for plane and profile grinding. Using ultra-high-precision ball screw transmissions with digital drives enables significantly higher feedrates and accelerations to be achieved. This concept is supplemented by linear guides and high-performance grinding drives. An easy touch control system facilitates operator control of the machine (Blohm Jung GmbH, Germany).
Unmanned production, made possible by appropriate CAD/CAM software, is a perennial favourite as a result of rising wage costs. A horizontal machining centre in modularised construction was on the show, and thanks to appropriate software it could be largely operated in an unmanned mode. In the standard version, it possesses two pallets, though this can be expanded to six pallets when needed. With 220 tool positions, sufficient flexibility is assured in terms of tool diversity. It can be used as a 5-axis machining centre, as a lathe with
New measuring concepts
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf

| 114 | T R E N D S T E C H N O L O G Y
Heavy and large-scale machining
New concepts for process monitoring
EM KOMPENDIUM | 2013
New cooling concepts
Design-enhanced tools Metal meets medical

| 114 | T R E N D S T E C H N O L O G Y
a counter-spindle or as an automatic lathe. The integrated minimal quantity lubrication system also enables dry-machining to be run (Kadigo Werkzeugmaschinen & Zubehör Handels GmbH, Germany).
Heavy and large-scale machining
Power technologies constitute a growing market for machine tool manufacturers. Both in the offshore category and in power plant construction, new and more efficient facilities are being built. The components required (e.g. for wind power installations) constitute a major challenge in terms of their dimensions alone. One manufacturer of lathes exhibited a horizontal lathe capable of machining turned diameters of up to 2 m and turned lengths of up to 12 m. This machine is used to manufacture hydraulic cylinders, for example (Weiler Werkzeugmaschinen GmbH, Germany).
Another manufacturer showcased a vertical lathe able to handle a turned diameter of 2 m. Driven tools enable large components to be efficiently machined. Good damping characteristics are achieved thanks to a heavy cast construction in conjunction with flat guides (Doosan Infracore Germany GmbH, Germany).
For special solutions, drilling/milling centres for diameters of up to 13,000 mm are on offer. For centre lathes, the same company produces solutions for a turned diameter of up to 3,000 mm and turned lengths of up to 24,000 mm and workpiece weights of 100 tonnes. For drilling and milling centres, travelling-column milling machines are available, which travel distances of 15,000 x 1,500 x 3,000 mm. With a positioning accuracy of 0.01 mm on a length of 4 m, ultra-high-precision machining jobs can be performed (Iberimex Werkzeugmaschinen GmbH, Germany & Goratu Machinas Herramienta, Spain).
New concepts for process monitoring
Assuring dependability of a machining process, i.e. stable machining of components to produce a high level of quality, is one of the paramount goals for machinery manufacturers. One concept for this is adoption of the airbag principle in machine tools similar to that in automobiles. Here, 3D acceleration sensors are used to
EM KOMPENDIUM | 2013
detect situations that are critical for the machine concerned and to react to them immediately.
In the specific application under discussion, vibrations of the tool spindle are detected during rough milling. The information recorded provides the machine operator with instructions for programming. In the control system, up to three limits can be defined. The first limit describes the increased loading for the tool if the wear and tear is too high. The feedrate will be reduced. If the second limit is exceeded, loading for dependable machining is no longer provided. Consequently, the NC program will be halted. If the third limit is exceeded, this means the tool has collided with the workpiece. In normal operation, the machine would in a matter of milliseconds attempt to maintain its speed and thus cause deformations in the main spindle if the control system does not provide a collision monitoring function. Thanks to acquisition of the vibrations using the acceleration sensor, however, the motor will switch off within 2 ms. The system thus provides an option for defining dependable processes and preventing damage to the machine as a result of collisions (Hommel CNC-Technik GmbH, Germany).
New cooling concepts
Machining special materials like nickel-based or titanium alloys is partly determined by high temperatures, due to the low thermal conductivity of the materials concerned. To enable machining to be carried out cost-
efficiently, alternatives to conventional emulsion-based flood lubrication are used.
One concept that has proved fit-for-purpose in the past is high-pressure cooling with emulsion. Reducing wear and tear on the tool depends crucially on the strategy and quantity of coolant feed. One manufacturer exhibited a holder with a tube that can be extended towards the cutting edge, designed specifically for this machining task. The design enables the emulsion to be discharged close to the point of action. The holder can be operated at a coolant pressure between 10 and 300 bar. The tube is replaceable. Its shape and the cross-sectional areas of the nozzle’s outlet aperture enable the coolant flow and the coverage of the cutting edge to be selectively varied with this holder (Iscar Germany GmbH, Germany).
In order to implement high-pressure cooling, suitable pumps are installed at the machine. Many machinery manufacturers are equipping their models as a standard feature with pumps rated for a coolant pressure of 50 bar. For specialised machining jobs, it may be advisable to use higher pressures. One pump manufacturer exhibited a new screw pump, which, thanks to specific frequency control, is very energy-efficient. The pressure relief valve can in this pump be variably actuated, so that the power consumption is reduced by 53 per cent compared to a conventional pump, irrespective of the pressure involved. The screw pump exhibited is able to provide pressures of up to 200 bar (K H Brinkmann GmbH & Co KG, Germany).
Another effective cooling option
Design-enhanced tools Metal meets medical
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf
EM KOMPENDIUM | 2013
| 115 |
when machining special materials is cryogenic process cooling with liquid nitrogen. One manufacturer of machine tools exhibited a machine-integrated solution at the fair. The machine concerned is fitted with a tank in which liquid nitrogen is stored at a temperature of -196°C. The coolant is passed via valves and vacuum-insulated pipe through the spindle into the machining compartment and to the tool, where it is fed directly through the cutting edge. In a cavity located behind the cutting edge, the process heat is transferred into the nitrogen. The warmed-up quantities of nitrogen are discharged into the surrounding air in gaseous form through openings in the tool. This principle enables the tool to be cooled down in the immediate vicinity of the point of action. According to the manufacturer, the consumption of nitrogen is approximately 0.1 to 0.2 kg/minute, with a significant reduction in wear and tear compared to flood lubrication with emulsion (MAG IAS GmbH, Germany).
Improvements in machinery concepts
Cryogenic process cooling for reducing wear and tear on the tool is not advisable for all machining jobs involving special materials. Machining brittle materials like ceramics, for example, poses major challenges to the user not only in terms of wear and tear on the tool, but also in terms of the component quality. In particular, the material has a low resistance to crack growth, which is why finishing is very important.
One machinery manufacturer showcased a process that largely bypasses this issue: laser-aided turning, where the material is warmed up locally by a laser in front of the cutting edge and softened. This enables wear and tear on the tool to be reduced and the surface quality to be substantially improved.
This concept, which had been installed on a lathe, can also be used for laser-beam hardening. In subsequent use, severely stressed shaft areas (e.g. bearing seats, feather keys, ...) can thus be martensitically hardened in order to reduce wear and tear. This process enables all material-specific degrees of hardness to be achieved (A Monforts Werkzeugmaschinen GmbH & Co KG, Germany).
Design-enhanced tools
In order to increase the efficiency of existing machining concepts, the tools are getting enhanced in design. Single-lip drilling tools are used to produce bores meeting stringent quality requirements. Typical applications include fuel injection technology in the automotive industry or drilling of transmission shafts. One disadvantage compared to twist drills is the lower feedrates that can be achieved. Thanks to innovative high-speed versions, this disadvantage can be largely compensated for. Chip-formers with a severely positive cutting angle of more than 20° bring about an improvement in chip-breaking and a reduction in cutting forces. With the new drills, feedrates can be run that are five to six times higher than is the case with conventional single-lip drilling tools (TBT Tiefbohrtechnik GmbH + Co, Germany).
Aviation and power technologies, both of them growth markets, pose new requirements for the tools involved, due to the construction materials being used. The high thermal stability of nickel-based alloys like Inconel 718 is used as a construction material for making turbines. High thermal stability, however, worsens the machining characteristics and accordingly requires new developments in terms of tools. One tool manufacturer exhibited customised
drilling tools with a new coating explicitly matched to the wear and tear problems encountered when drilling Inconel 718. This “RatiobohrerType RT 100 HF” is particularly useful in enhancing processdependability and performance capabilities. The sturdy cutting-edge geometries are constructed so as to assure very low thermal stresses. The signum layer also developed specifically for this application is exceptionally wear-resistant, thanks to its high thermal stability and its good diffusion-resistance. The drill is constructed for drilling depths of 3xD, 5xD and 7xD with an interior cooling feature. With a drilling depth of 3xD, interior cooling can alternatively be dispensed with (Gühring oHG, Germany).
Control systems
Metal-cutting in modern-day production processes poses stringent requirements for the control systems of the machinery concerned. One of the issues involved is the multi-tasking capability of control systems, ability to run several jobs in parallel. The new Sinumerik 840D sl from a control system vendor, for example, is used for turning, milling, drilling, grinding and sawing. Multi-tasking concepts of this kind aim to accelerate sequences in the production operation. Staff can be deployed at several
Composites machining
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf

EM KOMPENDIUM | 2013
| 116 | T R E N D S T E C H N O L O G Y
Increasing use of CAM systems
Efficient production organisation
‘Metal meets Medical’Courtesy: VDW - German Machine Tool Builders’ Association
Machining of special materials
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 117 |
Innovation & integration In the ongoing cyclical boom phase of the world’s metalworking industry, the exhibitors at EMO-Hannover 2011 showcased field-proven machinery concepts and innovative new products. Here is a technology report…
Christian Machai Institute of Machining Technology,
University of Applied Science, Dortmund, [email protected]
Dominik Brouwer Institute for Production Technology & Machine
Tools, Leibniz University, Hannover,
Dow
nload the
PDF file from
ww
w.efficientm
anufacturing.in
Vendors of machine tools are continuing to focus on complete machining of workpieces in
order to shorten throughput times. The top segment nowadays in terms of metal-cutting with a geometrically determined blade features machining centres operating in 5 axes, equipped with the technology for turning or toothing operations. There is a discernible trend towards integrating further processes from the field of metal-cutting with a geometrically undetermined blade for fine-machining of surfaces. Interfacing with material flow and handling systems, plus downstream metrological tasks are also available, depending on the production requirements involved. So as to offer several manufacturing processes in a single machine, the manufacturers
of machine tools are forming alliances in order to provide their individual core competences in a new production environment.
Integrated production processes
A machinery solution offered jointly by two exhibitors for machining chucked gear components shows how production processes can be fruitfully combined. In the first part of the machine, the reference surfaces are machined by rotary turning, with options for outer, inner and face turning of soft or already hardened gear components with protruding surface roughnesses (Rz = 1 µm) (J G Weisser Söhne Werkzeugmaschinenfabrik GmbH & Co KG, Germany). An integrated
| 117 |T R E N D S T E C H N O L O G Y

EM KOMPENDIUM | 2013
| 116 | T R E N D S T E C H N O L O G Y
different machines without any training measures being required (Siemens AG, Germany).
The energy-efficiency of machines already dealt with here also have to be incorporated in the control systems: the same manufacturer, for example, offers a key combination (‘Ctrl+E’) for his control systems that takes the machine operator to the energy-savings section. In this menu, need-matched utilisation of the ancillary units can be specified.
Increasing use of CAM systems
In the field of medical technology, CAM is used for metal-cutting production operations, e.g. when manufacturing implants. The goal is to automatically generate an NC program using an actual component. As exemplified by medical technology, this means that first of all, the damaged joint or tooth is scanned, so as to generate a CAD design, from which in turn the NC paths can be computed for the milling and grinding paths. This data is passed to a 5-axis machine, which manufactures a corresponding implant. Data computation between the scan and the actual production operation has to be automatic in medical technology applications, since the operators concerned are lay persons when it comes to metal-cutting (Geometric Technologies, India).
Efficient production organisation
In modern-day production facilities, upgrading productivity does not depend solely on the equipment involved, but also on how the manufacturing operation is organised. Production management methods in accordance with the Toyota production system thus gain in perceived importance for small and mid-tier companies as well. The introduction of a pull principle with the aid of kanban cards, or a continuous improvement process throughout the company, are fit-for-purpose instruments for an effective production operation. One exhibitor at the METAV showcased an aid for putting these principles into practice. The introduction of kanban cards renders it absolutely clear what quantities of which raw materials are needed and when. Staff can contribute their suggestions for improvement for specific processes or the organisation on CIP boards. The implementation of group work in a company’s everyday routines is an important tool for tackling problems in a team environment. One obvious option here is to install group boards, on which group-related data are posted (Weigang Vertriebs GmbH, Germany).
‘Metal meets Medical’
Medical technology is an attractive market
for vendors of machinery, tools and software, because it does not exhibit any major cyclical fluctuations. One of the challenges involved here is that the production technology involved is used not only in manufacturing facilities, but also, for example, directly in a dentist’s practice.
One machinery manufacturer exhibited dental machines that, thanks to attractive visual styling and operator control using a detachable Apple iPad, can be used directly by the dental technician. Since the machine enables 5-axis machining jobs with large angular degrees to be performed simultaneously, complex implants can be imaged. The machine can be fitted with a blank changer for up to eight blanks, which means it can operate for several days with automatic workpiece changeover. Due to an integrated minimal-quantity-lubrication capability, even materials not amenable to easy machining can be cut (Datron AG, Germany).
Moreover, at the ‘Metal meets Medical’ special show, research results from medical technology were presented that do not relate explicitly to metal-cutting. One example here is CFRP puncture needles for operations in magnetic resonance tomographs (MRTs). When metal instruments are used, what are called artefacts are formed, which impair the quality of the image. This problem is avoided by using CFRP puncture needles. Thanks to the good mechanical properties involved, a needle has been developed featuring three channels (for endoscope, laser and rinsing liquid), which has an outer diameter of 1.2 mm (Fraunhofer IPT, Germany).
In addition, there were implants on the show that had been manufactured by means of solid-forming. A process chain is explained as exemplified by a hip joint made of a titanium or cobalt-chromium alloy. The hip shaft, for example, is manufactured by means of drop-forging. This pressure forming process enables high mechanical strengths and dependabilities to be achieved for dynamically stressed parts (Fraunhofer IWU, Germany). ■ Courtesy: VDW - German Machine Tool Builders’ Association
Machining of special materials
Imag
e cou
rtes
y: M
esse
Due
ssel
dorf
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM | 2013
| 117 |
Innovation & integration In the ongoing cyclical boom phase of the world’s metalworking industry, the exhibitors at EMO-Hannover 2011 showcased field-proven machinery concepts and innovative new products. Here is a technology report…
Christian Machai Institute of Machining Technology,
University of Applied Science, Dortmund, [email protected]
Dominik Brouwer Institute for Production Technology & Machine
Tools, Leibniz University, Hannover,
Dow
nload the
PDF file from
ww
w.efficientm
anufacturing.in
Vendors of machine tools are continuing to focus on complete machining of workpieces in
order to shorten throughput times. The top segment nowadays in terms of metal-cutting with a geometrically determined blade features machining centres operating in 5 axes, equipped with the technology for turning or toothing operations. There is a discernible trend towards integrating further processes from the field of metal-cutting with a geometrically undetermined blade for fine-machining of surfaces. Interfacing with material flow and handling systems, plus downstream metrological tasks are also available, depending on the production requirements involved. So as to offer several manufacturing processes in a single machine, the manufacturers
of machine tools are forming alliances in order to provide their individual core competences in a new production environment.
Integrated production processes
A machinery solution offered jointly by two exhibitors for machining chucked gear components shows how production processes can be fruitfully combined. In the first part of the machine, the reference surfaces are machined by rotary turning, with options for outer, inner and face turning of soft or already hardened gear components with protruding surface roughnesses (Rz = 1 µm) (J G Weisser Söhne Werkzeugmaschinenfabrik GmbH & Co KG, Germany). An integrated
| 117 |T R E N D S T E C H N O L O G Y

EM KOMPENDIUM | 2013
T R E N D S T E C H N O L O G Y| 118 |
In machining centres, laser systems can be used in parallel to classical metal-cutting tools
For large workpieces, where multifarious machining tasks have to be carried out, one manufacturer is offering a manoeuvring-platform milling machine
component handling system is used to turn the workpiece and transport the material to the second part of the machine, where straight or helical toothing is given its final grinding (Kapp GmbH, Germany).
Lasers are gaining steadily in acceptance as a manufacturing instrument. In fields where ultra-hard ceramic materials could hitherto be machined only by grinding, laser systems can now be integrated. One exhibitor of lathes uses the laser for hybrid outer machining of silicone nitride ceramics. The energy of the laser beam focused in front of the blade lowers the flow moisture point of the material concerned, enabling turning operations to be performed with diamond tools. Using lasers opens up further options for metallic materials such as extra hardening, adding hard-aggregate particles or micro-structuring local component sections. If hard-aggregate particles are used, tungsten or titanium carbides are employed, which with their ceramic properties and in particular their extreme hardness improve resistance to wear and tear. Interior machining is currently at the development stage (A Monforts Werkzeugmaschinen GmbH & Co KG, Germany). In machining centres, laser systems can be used in parallel to classical metal-cutting tools, so as to provide 5-axis-machined component surfaces with micro-structures. Depending on the material being machined and the removal rate involved, users can choose between fibre, diode and pico-second lasers.
For large workpieces, where multifarious machining tasks have to be carried out, one manufacturer is offering a manoeuvring-platform milling machine
with a very reasonable price-performance ratio. Fast movements are assured by rapid traversing rates of up to 40 m/min. In the case of frequent position and tool changes, this means the nonproductive time can be reduced. The key performance data of the main spindle (speed up to 5,000 min-1, power up to 30 kW and a maximum torque of 850 Nm) suffice for general metal-cutting operations (Union Werkzeugmaschinen GmbH, Germany).
Specifically for difficult-to-machine materials, such as nickel and titanium alloys for the aerospace sector, one manufacturer is offering a machining centre that provides a cooling lubricant pressure of up to 150 bar. This means that even higher stock removal rates, where a large part of the power inputted is converted into thermal energy, are processed more efficiently. To enable turning operations to be carried out in the machining centre even on cubic workpieces that are not rotationally symmetrical, a round table has been integrated that permits workpiece diameters of up to 1,200 mm (Okuma Cor-poration, Japan).
Where the achievable speeds for round tables had hitherto been limited to 1,000 min-1, one exhibitor was showing a bearing system that in directly driven round tables enables limiting speeds of up to 2,000 min-1 to be achieved. While retaining the requisite rigidity and accuracy, the frictional torque and the temperature obtaining inside the bearing have been reduced. This doubling of the limiting speeds is of particular importance when small workpiece diameters are required to be turned in machining centres at technologically appropriate cutting speeds
(Schaeffler Technologies GmbH & Co KG, Germany, Ina Drives & Mechatronics GmbH & Co. oHG, Germany).
Energy-efficiency and sustainability
In recent years approaches to saving energy have been predominantly mapped out by the component suppliers of the machine tool manufacturers. These manufactureres have taken fully on board the necessity of upgrading their products’ energy-efficiency. In parallel to hydraulic units, e.g. in clamping and drive systems, new components on an electro-mechanical basis are now available, with the first machine featuring no hydraulics at all. In conjunction with regenerative-capability, high-efficiency drives, friction-reduced bearings and adaptive control systems, energy con-sumption can be meaningfully downsized.
One manufacturer exhibited a machining centre that manages without any hydraulics at all. The CNC control system is used here not only to control the axes, but also to control the components for clamping tool and workpiece. The latter is implemented by means of electro-mechanical components. Besides reducing energy consumption, the replacement of hydraulics is also designed to produce higher availability and a reduction in non-productive time (Grob-Werke GmbH & Co KG, Germany).
The energy-efficient components installed include a design-enhanced tool revolver for lathes. During machining, the revolver is locked in position entirely by electro-mechanical means. The revolver does not require any energy during the
There are machining centres that provide a cooling lubricant pressure of up to 150 bar
EM KOMPENDIUM | 2013
| 119 |
turning or milling operations in order to maintain the clamping configuration and possesses performance data well-nigh identical to its hydraulically operated counterparts (Sauter Feinmechanik GmbH, Germany).
In addition, one manufacturer of clamping aids was exhibiting a new, com-pactly dimensioned electric full clamper for lathes. The workpiece clamping system requires energy only when a movement is actually required. The energy consumption thus lies significantly below that of comparable hydraulically operated systems (Röhm GmbH, Germany). Another important element in lathes used for machining long, slim workpieces has always been the rests used to support the workpiece involved. At the EMO-Hannover, leading manufacturers showcased rests operated entirely in electro-mechanical mode. The field-proven mechanisms of the previously hydraulically operated self-centring rests were altered only insignificantly or not at all. Instead of a hydraulic cylinder, they are now driven by a high-ratio servo-drive. As further advantages over and above energy savings, one manufacturer of rests cites easy control system integration of the rest, self-locking in operation without any energy input, and the relatively low additional costs compared to a hydraulically operated rest (SMW-Autoblok Spannsysteme GmbH, Germany; Schunk GmbH & Co KG Spann- und Greiftechnik, Germany).
Innovations in forming & sheet-metal machining
In the field of forming technology, it is already clear that hydraulic drives will in future be at least partially replaced by electro-mechanical servo-drives. For instance, an electro-mechanical press was on show for solid-forming applications. Servo-drive technology enables higher forming speeds and better utilisation of the material’s potential to be achieved. Another exhibit was a horizontal forging machine with a pressing force of 500 kN. This press possesses for horizontal forging movements two servo-drives and one vertical knee-lever clamp drive (Schuler AG, Germany).
Laser cutting systems for machining
sheet-metal are now available with fibre lasers: one vendor exhibited a system able to machine not only steel materials but also non-ferrous materials like copper, brass and titanium. Linear drives enable positioning speeds of up to 240 m/min. to be achieved. In laser machining of stainless steel sheets in a thickness of 1 mm, cutting speeds of up to 60 m/min are possible. Using fibres means that elaborate and costly optics for beam guidance can be dispensed with, and the space requirement downsized (Amada Machine Tools Co Ltd, Japan).
Tool innovations
In response to the high price for hard-metal, most tool manufacturers are offer-ing base bodies that can be fitted with different hard-metal-based heads. Tool systems featuring interchangeable heads can constitute an alternative to using solid hard-metal tools, provided no technological disadvantages materialise during the metal-cutting operation. One tool manufacturer showcased an interchangeable-head system whose construction and design offer a high level of precision after a head change-over routine, thanks to radial centring and consistent overhang lengths. The trend towards modularised tool systems can also produce advantages in terms of productivity. By using the right head for the machining function desired, cutting materials can be purposefully changed
and the cutting data adjusted. In contrast to solid-hard-metal interchangeable head systems, tool base bodies with a modularised structure can also offer advantages in terms of productivity. A stepped-construction square shoulder milling cutter with a setting angle of 90°, which can be used for cutting depths of up to 4 mm, thanks to the use of smaller hard-metal cutting inserts, provides an option for fitting a higher number of cutting inserts to the circumference. The closer tooth pitch enables overall total feed rates to be increased (Seco Tools AB, Sweden). Restricted initially to hob cutters, one manufacturer is offering an innovative intermetallic cutting materials made from cobalt, molybdenum and iron. The intermetallic phases are separated by a secondary hardening function in the production process. Thanks to the increased ability compared to HSS for maintaining the mechanical strength at higher temperature, cutting speed increases and up to 50 per cent can be achieved and the throughput times of hob cutting can be reduced (LMT Tool Systems GmbH, Germany).
Reduced non-productive times
In order to reduce the proportions of non-productive times, a series of dynamic geared-motor units for linear movements were exhibited by a component manufacturer for rack-and-pinion systems. The gear unit’s dimensioning enables it
Cryogenic machining can crucially increase the stock removal rates involved

EM KOMPENDIUM | 2013
T R E N D S T E C H N O L O G Y| 118 |
In machining centres, laser systems can be used in parallel to classical metal-cutting tools
For large workpieces, where multifarious machining tasks have to be carried out, one manufacturer is offering a manoeuvring-platform milling machine
component handling system is used to turn the workpiece and transport the material to the second part of the machine, where straight or helical toothing is given its final grinding (Kapp GmbH, Germany).
Lasers are gaining steadily in acceptance as a manufacturing instrument. In fields where ultra-hard ceramic materials could hitherto be machined only by grinding, laser systems can now be integrated. One exhibitor of lathes uses the laser for hybrid outer machining of silicone nitride ceramics. The energy of the laser beam focused in front of the blade lowers the flow moisture point of the material concerned, enabling turning operations to be performed with diamond tools. Using lasers opens up further options for metallic materials such as extra hardening, adding hard-aggregate particles or micro-structuring local component sections. If hard-aggregate particles are used, tungsten or titanium carbides are employed, which with their ceramic properties and in particular their extreme hardness improve resistance to wear and tear. Interior machining is currently at the development stage (A Monforts Werkzeugmaschinen GmbH & Co KG, Germany). In machining centres, laser systems can be used in parallel to classical metal-cutting tools, so as to provide 5-axis-machined component surfaces with micro-structures. Depending on the material being machined and the removal rate involved, users can choose between fibre, diode and pico-second lasers.
For large workpieces, where multifarious machining tasks have to be carried out, one manufacturer is offering a manoeuvring-platform milling machine
with a very reasonable price-performance ratio. Fast movements are assured by rapid traversing rates of up to 40 m/min. In the case of frequent position and tool changes, this means the nonproductive time can be reduced. The key performance data of the main spindle (speed up to 5,000 min-1, power up to 30 kW and a maximum torque of 850 Nm) suffice for general metal-cutting operations (Union Werkzeugmaschinen GmbH, Germany).
Specifically for difficult-to-machine materials, such as nickel and titanium alloys for the aerospace sector, one manufacturer is offering a machining centre that provides a cooling lubricant pressure of up to 150 bar. This means that even higher stock removal rates, where a large part of the power inputted is converted into thermal energy, are processed more efficiently. To enable turning operations to be carried out in the machining centre even on cubic workpieces that are not rotationally symmetrical, a round table has been integrated that permits workpiece diameters of up to 1,200 mm (Okuma Cor-poration, Japan).
Where the achievable speeds for round tables had hitherto been limited to 1,000 min-1, one exhibitor was showing a bearing system that in directly driven round tables enables limiting speeds of up to 2,000 min-1 to be achieved. While retaining the requisite rigidity and accuracy, the frictional torque and the temperature obtaining inside the bearing have been reduced. This doubling of the limiting speeds is of particular importance when small workpiece diameters are required to be turned in machining centres at technologically appropriate cutting speeds
(Schaeffler Technologies GmbH & Co KG, Germany, Ina Drives & Mechatronics GmbH & Co. oHG, Germany).
Energy-efficiency and sustainability
In recent years approaches to saving energy have been predominantly mapped out by the component suppliers of the machine tool manufacturers. These manufactureres have taken fully on board the necessity of upgrading their products’ energy-efficiency. In parallel to hydraulic units, e.g. in clamping and drive systems, new components on an electro-mechanical basis are now available, with the first machine featuring no hydraulics at all. In conjunction with regenerative-capability, high-efficiency drives, friction-reduced bearings and adaptive control systems, energy con-sumption can be meaningfully downsized.
One manufacturer exhibited a machining centre that manages without any hydraulics at all. The CNC control system is used here not only to control the axes, but also to control the components for clamping tool and workpiece. The latter is implemented by means of electro-mechanical components. Besides reducing energy consumption, the replacement of hydraulics is also designed to produce higher availability and a reduction in non-productive time (Grob-Werke GmbH & Co KG, Germany).
The energy-efficient components installed include a design-enhanced tool revolver for lathes. During machining, the revolver is locked in position entirely by electro-mechanical means. The revolver does not require any energy during the
There are machining centres that provide a cooling lubricant pressure of up to 150 bar
EM KOMPENDIUM | 2013
| 119 |
turning or milling operations in order to maintain the clamping configuration and possesses performance data well-nigh identical to its hydraulically operated counterparts (Sauter Feinmechanik GmbH, Germany).
In addition, one manufacturer of clamping aids was exhibiting a new, com-pactly dimensioned electric full clamper for lathes. The workpiece clamping system requires energy only when a movement is actually required. The energy consumption thus lies significantly below that of comparable hydraulically operated systems (Röhm GmbH, Germany). Another important element in lathes used for machining long, slim workpieces has always been the rests used to support the workpiece involved. At the EMO-Hannover, leading manufacturers showcased rests operated entirely in electro-mechanical mode. The field-proven mechanisms of the previously hydraulically operated self-centring rests were altered only insignificantly or not at all. Instead of a hydraulic cylinder, they are now driven by a high-ratio servo-drive. As further advantages over and above energy savings, one manufacturer of rests cites easy control system integration of the rest, self-locking in operation without any energy input, and the relatively low additional costs compared to a hydraulically operated rest (SMW-Autoblok Spannsysteme GmbH, Germany; Schunk GmbH & Co KG Spann- und Greiftechnik, Germany).
Innovations in forming & sheet-metal machining
In the field of forming technology, it is already clear that hydraulic drives will in future be at least partially replaced by electro-mechanical servo-drives. For instance, an electro-mechanical press was on show for solid-forming applications. Servo-drive technology enables higher forming speeds and better utilisation of the material’s potential to be achieved. Another exhibit was a horizontal forging machine with a pressing force of 500 kN. This press possesses for horizontal forging movements two servo-drives and one vertical knee-lever clamp drive (Schuler AG, Germany).
Laser cutting systems for machining
sheet-metal are now available with fibre lasers: one vendor exhibited a system able to machine not only steel materials but also non-ferrous materials like copper, brass and titanium. Linear drives enable positioning speeds of up to 240 m/min. to be achieved. In laser machining of stainless steel sheets in a thickness of 1 mm, cutting speeds of up to 60 m/min are possible. Using fibres means that elaborate and costly optics for beam guidance can be dispensed with, and the space requirement downsized (Amada Machine Tools Co Ltd, Japan).
Tool innovations
In response to the high price for hard-metal, most tool manufacturers are offer-ing base bodies that can be fitted with different hard-metal-based heads. Tool systems featuring interchangeable heads can constitute an alternative to using solid hard-metal tools, provided no technological disadvantages materialise during the metal-cutting operation. One tool manufacturer showcased an interchangeable-head system whose construction and design offer a high level of precision after a head change-over routine, thanks to radial centring and consistent overhang lengths. The trend towards modularised tool systems can also produce advantages in terms of productivity. By using the right head for the machining function desired, cutting materials can be purposefully changed
and the cutting data adjusted. In contrast to solid-hard-metal interchangeable head systems, tool base bodies with a modularised structure can also offer advantages in terms of productivity. A stepped-construction square shoulder milling cutter with a setting angle of 90°, which can be used for cutting depths of up to 4 mm, thanks to the use of smaller hard-metal cutting inserts, provides an option for fitting a higher number of cutting inserts to the circumference. The closer tooth pitch enables overall total feed rates to be increased (Seco Tools AB, Sweden). Restricted initially to hob cutters, one manufacturer is offering an innovative intermetallic cutting materials made from cobalt, molybdenum and iron. The intermetallic phases are separated by a secondary hardening function in the production process. Thanks to the increased ability compared to HSS for maintaining the mechanical strength at higher temperature, cutting speed increases and up to 50 per cent can be achieved and the throughput times of hob cutting can be reduced (LMT Tool Systems GmbH, Germany).
Reduced non-productive times
In order to reduce the proportions of non-productive times, a series of dynamic geared-motor units for linear movements were exhibited by a component manufacturer for rack-and-pinion systems. The gear unit’s dimensioning enables it
Cryogenic machining can crucially increase the stock removal rates involved

EM KOMPENDIUM | 2013
T R E N D S T E C H N O L O G Y| 120 |
to be responsively matched to the masses being moved. In a typical case, a mass of 300 kg can be accelerated in 0.3 s to 360 m/min. With a weight of 20 t, a speed of 40 m/min is reached after 0.13 s. The pinion is connected directly to the gear unit by means of electron-beam welding, so that the unit is very compactly dimensioned (Wittenstein alpha GmbH, Germany). For turning operations involving large components a rest and a clamping chuck were exhibited. For instance, whose centres in their clamped state can be set down to the last micrometer by means of screws. The time-consuming make-ready adjustment of rests in the non-clamped state can thus be eliminated (SMW-Autoblok Spannsysteme GmbH, Germany).
For purposefully reducing make-ready times still further, a new clamping jaw replacement system with swivelling jaws was showcased. By turning these jaws and then letting them engage, they can be set to six different working positions. The operation can be completed significantly faster than manual replacement using the previous clamping-jaw change-over systems (MPC Automation Systems AB, Sweden). A system for monitoring the flatness of tool-holders at milling spindles serves to detect chips and soiling in a range of ten micrometers and in the event of a malfunction to communicate this to the control system.
Choice of process control
One approach for machining without cooling lubricants when machining difficult materials, while at the same time increasing productivity, can involve choosing an innovative mode of process control. Cryogenic machining, e.g. by low-temperature cooling with liquid nitrogen or with carbon-dioxide-based snow crystals, can crucially increase the stock removal rates involved. In order to upgrade efficiency when machining tempered steels, cast materials made from vermicular graphite or difficult-to-machine materials based on titanium and nickel, one machine tool manufacturer showed how the machining process can be cooled. For this purpose, liquid nitrogen at a temperature of 200°C is passed through the cutting insert of the
tool system to the actual working position. For rotating tools, the spindle system has been appropriately adapted to suit the supercooled temperatures (MAG IAS GmbH, Germany). At -78 C, the carbon-dioxide-based snow-jet cooling system provides an alter-native to liquid nitrogen. One advantage here is the less elaborate feed system, since liquid carbon dioxide exhibits room temperature and only cools down at the nozzle discharge. This provides an option for simple retrofittability on existing machine tools as well, enabling difficult materials to be machined (Global Retool Group GmbH, Germany).
Use of software in production
The devices used for presetting tools can not only determine the position of the cutting edge, but also the envelope contour of tools as well. One vendor of presetting devices showed how the 3D data generated can be stored in different formats and utilised for collision monitoring, e.g. in CAM packages. Work is proceeding on digitising non-rotationally-symmetrical tools, like turning tools. For purposeful digitisation of tools, a system was also showcased that no longer detects merely the envelope contour but the entire shape of the tool. The integration of strip light microscopy enables the complex structures of rotationally symmetrical tools to be determined for feedback. High-precision strip light projection also enables cutting-edge rounding to be detected (E Zoller GmbH & Co KG Einstell- und Messgeräte, Germany).
One producer of CAD-CAM software package focuses purposefully on opti-mising non-value-creating worksteps in order to shorten the throughput time. Mid-tier companies, in particular, who frequently have to process small batch sizes of high variance and with corresponding repetition cycles, benefit from shorter make-ready, run-in and standstill times. The CAD-CAM system not only ensures optimised, collision-free NC programs, which are particularly important in 5-axis machining, it also features an integrated tools and clamping aid management function, which synergises organisational details on status, scheduling and locations (Coscom Computer GmbH, Germany).
The machine tool’s control system can be used as a platform for visualising the energy flows involved: at the control panel from one manufacturer, the operator can use an easily memorable key combination to evaluate directly the energy consumption of the entire machine, during standstills, for example. This enables consumers to be easily identified and switched off. There is also an option for analysing the energy consumption for producing a particular workpiece, and to derive from this improved machining strategies (Siemens AG Industry Sector Drive Technology Division, Germany).
Growth through internationalisation
Currently on everyone’s lips are the BRIC countries of Brazil, Russia, India and China, all of whom were represented at the EMO-Hanover 2011. India’s machine tool industry is focusing on providing machines for its fast-growing domestic market, with exports playing a relatively insignificant role. In particular, machines are needed for automated production of components used in small cars and bicycles. China’s machine tool industry continues to essentially meet the demand in the low and mid-tech segments, and cannot at present show any technically innovative products or highlights. Future developments here, however, remain potentially exciting: one major Chinese machinery manufacturer says that in future joint ventures are in the pipeline with prestigious Western machinery manufacturers for progressing technological expertise. ■
Use of software in production
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM I 2013
| 121 | E V E N T S S C H E D U L E
IATF 2013
Feb 1-3, 2013Goregaon, MumbaiIndia Automation Technology Fair co-organised by Automation Industry Association (AIA)MMI India Pvt LtdMumbaiTel: 022-42554700 Fax: 022-42554719Email: [email protected]
VCCI 2013
Feb 14-18, 2013Vadodara, GujaratThe 8th exhibition of industrial and allied products and services, focusing on engineering, machinery, machine tools, electrical, electronics, instrumentation, industrial automation, etc.Vadodara Chamber of Commerce & IndustryVadodaraTel: 0265-2642291, 2636262 Fax: 0265-2638050Email: [email protected]
Glasspex India 2013
Mar 20-22, 2013MumbaiThe 3rd international exhibition for glass production, processing & productsMesse Duesseldorf India Pvt LtdNew DelhiTel: 011-269717545 Fax: 011-26971746Email: [email protected]
ENGIMACH 2013
Nov 27- DEC 1, 2013 University Ground, Ahmedabad, Gujarat Trade fair on engineering, machinery and machine tools industryK and D Communication LtdTel: + 91 - 79 - 26469725, 26460624, 26460453Fax: + 91 - 79 - 26403087Email: [email protected]
AUTOMACH 2013
February 15-17, 2013Pragati Maidan, New Delhi A show focused on latest technologies and equipments used for developing auto components and vehicle assemblyCIITel: +91-124-4013871 (D) / 4014060,Fax: +91-124-4234170/4014080/83Email: [email protected]
IA 2013
Mar 20-23, 2013Kuala Lumpur Convention Centre, MalaysiaThe 7th international exhibition on industrial automation, manufacturing process, control and measuring equipment & technologyMalaysian Exhibition Services Sdn BhdKuala Lumpur, MalaysiaTel: +603 4041 0311 Fax: +603 4043 7241Email: [email protected]
Hannover Messe 2013
April 8-12, 2013Hannover, GermanyThe world’s leading exhibition on industrial technology with 11 international trade showsHannover Milano Fairs India Pvt LtdMumbai Tel: 022-40050681 Fax: 022-40050683Email: [email protected]
MTA 2013
April 9-12, 2013Singapore Expo, SingaporeThe precision engineering industry event covering machine tools and manufacturing technology, with concurrent show – Metrology Asia 2013Singapore Exhibition Services Pte LtdSingaporeTel: +65 6233 6638 Fax: +65 6233 6633Email: [email protected]
PROPACK ASIA 2013
June 12-15, 2013BITEC, Bangkok, ThailandThe 21st international processing, filling & packaging technology event for AsiaBangkok Exhibition Services Ltd (BES)BangkokTel: +66 02 615 1255 Fax: +66 02 615 2991Email: [email protected]
TIMTOS 2013
March 5-10, 2013Exhibition on tools & tooling equipmentTaipei World Trade Center (TWTC) Taipei City, TaiwanContact: Paul ChengE-Mail:[email protected]: +886-2-2725 5200 ext. 2616Fax: +886-2-2725 1959

EM KOMPENDIUM | 2013
T R E N D S T E C H N O L O G Y| 120 |
to be responsively matched to the masses being moved. In a typical case, a mass of 300 kg can be accelerated in 0.3 s to 360 m/min. With a weight of 20 t, a speed of 40 m/min is reached after 0.13 s. The pinion is connected directly to the gear unit by means of electron-beam welding, so that the unit is very compactly dimensioned (Wittenstein alpha GmbH, Germany). For turning operations involving large components a rest and a clamping chuck were exhibited. For instance, whose centres in their clamped state can be set down to the last micrometer by means of screws. The time-consuming make-ready adjustment of rests in the non-clamped state can thus be eliminated (SMW-Autoblok Spannsysteme GmbH, Germany).
For purposefully reducing make-ready times still further, a new clamping jaw replacement system with swivelling jaws was showcased. By turning these jaws and then letting them engage, they can be set to six different working positions. The operation can be completed significantly faster than manual replacement using the previous clamping-jaw change-over systems (MPC Automation Systems AB, Sweden). A system for monitoring the flatness of tool-holders at milling spindles serves to detect chips and soiling in a range of ten micrometers and in the event of a malfunction to communicate this to the control system.
Choice of process control
One approach for machining without cooling lubricants when machining difficult materials, while at the same time increasing productivity, can involve choosing an innovative mode of process control. Cryogenic machining, e.g. by low-temperature cooling with liquid nitrogen or with carbon-dioxide-based snow crystals, can crucially increase the stock removal rates involved. In order to upgrade efficiency when machining tempered steels, cast materials made from vermicular graphite or difficult-to-machine materials based on titanium and nickel, one machine tool manufacturer showed how the machining process can be cooled. For this purpose, liquid nitrogen at a temperature of 200°C is passed through the cutting insert of the
tool system to the actual working position. For rotating tools, the spindle system has been appropriately adapted to suit the supercooled temperatures (MAG IAS GmbH, Germany). At -78 C, the carbon-dioxide-based snow-jet cooling system provides an alter-native to liquid nitrogen. One advantage here is the less elaborate feed system, since liquid carbon dioxide exhibits room temperature and only cools down at the nozzle discharge. This provides an option for simple retrofittability on existing machine tools as well, enabling difficult materials to be machined (Global Retool Group GmbH, Germany).
Use of software in production
The devices used for presetting tools can not only determine the position of the cutting edge, but also the envelope contour of tools as well. One vendor of presetting devices showed how the 3D data generated can be stored in different formats and utilised for collision monitoring, e.g. in CAM packages. Work is proceeding on digitising non-rotationally-symmetrical tools, like turning tools. For purposeful digitisation of tools, a system was also showcased that no longer detects merely the envelope contour but the entire shape of the tool. The integration of strip light microscopy enables the complex structures of rotationally symmetrical tools to be determined for feedback. High-precision strip light projection also enables cutting-edge rounding to be detected (E Zoller GmbH & Co KG Einstell- und Messgeräte, Germany).
One producer of CAD-CAM software package focuses purposefully on opti-mising non-value-creating worksteps in order to shorten the throughput time. Mid-tier companies, in particular, who frequently have to process small batch sizes of high variance and with corresponding repetition cycles, benefit from shorter make-ready, run-in and standstill times. The CAD-CAM system not only ensures optimised, collision-free NC programs, which are particularly important in 5-axis machining, it also features an integrated tools and clamping aid management function, which synergises organisational details on status, scheduling and locations (Coscom Computer GmbH, Germany).
The machine tool’s control system can be used as a platform for visualising the energy flows involved: at the control panel from one manufacturer, the operator can use an easily memorable key combination to evaluate directly the energy consumption of the entire machine, during standstills, for example. This enables consumers to be easily identified and switched off. There is also an option for analysing the energy consumption for producing a particular workpiece, and to derive from this improved machining strategies (Siemens AG Industry Sector Drive Technology Division, Germany).
Growth through internationalisation
Currently on everyone’s lips are the BRIC countries of Brazil, Russia, India and China, all of whom were represented at the EMO-Hanover 2011. India’s machine tool industry is focusing on providing machines for its fast-growing domestic market, with exports playing a relatively insignificant role. In particular, machines are needed for automated production of components used in small cars and bicycles. China’s machine tool industry continues to essentially meet the demand in the low and mid-tech segments, and cannot at present show any technically innovative products or highlights. Future developments here, however, remain potentially exciting: one major Chinese machinery manufacturer says that in future joint ventures are in the pipeline with prestigious Western machinery manufacturers for progressing technological expertise. ■
Use of software in production
> www.efficientmanufacturing.inFurther information at
EM KOMPENDIUM I 2013
| 121 | E V E N T S S C H E D U L E
IATF 2013
Feb 1-3, 2013Goregaon, MumbaiIndia Automation Technology Fair co-organised by Automation Industry Association (AIA)MMI India Pvt LtdMumbaiTel: 022-42554700 Fax: 022-42554719Email: [email protected]
VCCI 2013
Feb 14-18, 2013Vadodara, GujaratThe 8th exhibition of industrial and allied products and services, focusing on engineering, machinery, machine tools, electrical, electronics, instrumentation, industrial automation, etc.Vadodara Chamber of Commerce & IndustryVadodaraTel: 0265-2642291, 2636262 Fax: 0265-2638050Email: [email protected]
Glasspex India 2013
Mar 20-22, 2013MumbaiThe 3rd international exhibition for glass production, processing & productsMesse Duesseldorf India Pvt LtdNew DelhiTel: 011-269717545 Fax: 011-26971746Email: [email protected]
ENGIMACH 2013
Nov 27- DEC 1, 2013 University Ground, Ahmedabad, Gujarat Trade fair on engineering, machinery and machine tools industryK and D Communication LtdTel: + 91 - 79 - 26469725, 26460624, 26460453Fax: + 91 - 79 - 26403087Email: [email protected]
AUTOMACH 2013
February 15-17, 2013Pragati Maidan, New Delhi A show focused on latest technologies and equipments used for developing auto components and vehicle assemblyCIITel: +91-124-4013871 (D) / 4014060,Fax: +91-124-4234170/4014080/83Email: [email protected]
IA 2013
Mar 20-23, 2013Kuala Lumpur Convention Centre, MalaysiaThe 7th international exhibition on industrial automation, manufacturing process, control and measuring equipment & technologyMalaysian Exhibition Services Sdn BhdKuala Lumpur, MalaysiaTel: +603 4041 0311 Fax: +603 4043 7241Email: [email protected]
Hannover Messe 2013
April 8-12, 2013Hannover, GermanyThe world’s leading exhibition on industrial technology with 11 international trade showsHannover Milano Fairs India Pvt LtdMumbai Tel: 022-40050681 Fax: 022-40050683Email: [email protected]
MTA 2013
April 9-12, 2013Singapore Expo, SingaporeThe precision engineering industry event covering machine tools and manufacturing technology, with concurrent show – Metrology Asia 2013Singapore Exhibition Services Pte LtdSingaporeTel: +65 6233 6638 Fax: +65 6233 6633Email: [email protected]
PROPACK ASIA 2013
June 12-15, 2013BITEC, Bangkok, ThailandThe 21st international processing, filling & packaging technology event for AsiaBangkok Exhibition Services Ltd (BES)BangkokTel: +66 02 615 1255 Fax: +66 02 615 2991Email: [email protected]
TIMTOS 2013
March 5-10, 2013Exhibition on tools & tooling equipmentTaipei World Trade Center (TWTC) Taipei City, TaiwanContact: Paul ChengE-Mail:[email protected]: +886-2-2725 5200 ext. 2616Fax: +886-2-2725 1959

| 122 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ The IM-6500 Series from Keyence is a new type of measurement device. It is a completely new concept to established measuring equipment such as profile projectors, measuring microscopes or automatic CNC measuring machines. The dimensional measurement concept of the IM-6500 series utilises state-of-the-art imaging technology, thus enabling any user to perform reliable measurements in a minimum of time and with an increased accuracy.The IM-6500 measurement concept combines the flexibility of a vision system with the accurate execution of a double telecentric lens. The all new double telecentric lens, with a large diameter of 100mm,
captures the complete image of the target element, thus allowing the measurement of all the control points at once. With this technology it becomes possible to capture pixels without image distortion of the component that is placed around the lens circumference. Hence measurement is neither affected by distortion, nor by the distance.
Image dimension measurement system
■ The Super Keyless Drill Chuck SBF, manufactured by ALBRECHT are produced to very high standards and are 100% inspected for quality to ensure maximum clamping force and highest guaranteed concentricity, resulting in precise bore size and improved cutting tool life. Keyless drill chucks incorporate a unique self-tightening feature that automatically increases clamping force as the cutting force increases - however this works only with clockwise use. All the components are hardened & ground to exact tolerances to ensure that the chucks can be easily opened by hand after use. The SBF is available in 8 sizes ranging from 0 to 1.5 mm up to 1.5 to 16 mm
capacity. Mount choices include tapers according to DIN 239 or Jacobs standards, and a variety of UNF threads are also available. With the 1.5 mm capacity chuck companies will find a scale for presetting, thus even the smallest drill can be inserted and clamped with the highest precision. All drill chucks can be balanced on demand. For EDM machines especially, the chuck can be assembled with a spindle through hole.
Super keyless drill chuck■ Marshall Industries announces the launch of RIGIDTURN TM 400 turn mill centre and ROBOTURN DS 400 German design double spindle CNC lathe with 6-axis robot. The 400 turn mill centre comes with 60 degree slant bed with torque tube for high rigidity and A2-6 spindle & roller LM guideways. It also features 12 station Baruffaldi (Italy) servo turret. This turn mill centre is similar to European turn mill centres in performance but is much more economical. Another product ROBOTURN DS 400 German design double spindle CNC lathe with 6-axis robot provides 60 degree true slant
bed with torque tube which helps in better chip flow. It also has the capacity to have 6 tools each for both spindles. It can be used for high volume production of ‘chucking jobs’ like bearing rings, gear blanks, spacers, bushes, valves, etc. In this, machine doors always remain closed and are opened only to change tool or other such activity.
Turn mill centre & CNC lathe
■ Metrol brings to the Indian market Air Microswitch for work-piece seating check and gap detection. It claims to detect gaps up to 2 micron at 1 micron repeatability and is the most accurate air microswitch available in the market. With the principle of air micrometers & tested and proven Metrol mechanical design, the accuracy of the product at fast response speed is assured.The IP67 protective structure enables the installation inside the machine tools as compared to the conventional externally mounted air sensors. The advantage of internal installation is the shortened air piping required which translates into improved response speed and higher accuracy. Applications of the
air microswitch include in the tables of machine tools to confirm the seating of the work-piece, ensuring proper adhesion of moulds and other applications where high-accuracy and non-contact gap detection is required.
Air microswitch
| 123 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ Durr Ecoclean’s chamber cleaning system Universal 81W is an economic, highly efficient and environment friendly aqueous system which can be used for a very wide range of applications for parts cleaning. The system is suitable for removing water based coolants, oils, chips, particle from mass produced parts as well as for the fine cleaning of assembly parts. Its Modular 2 or 3 tank system can be used for best multistage washing rinsing, and preservation processes. The system provides best results with ultrasonic technique and selected filtration solutions. It is available in batch size 670x480x300 mm, 150 kg load. Another system non-halogenated hydrocarbons
cleaning – EcoCBase is a low cost cleaning machine with high capabilities. It uses non-halogenated hydrocarbons as highly effective cleaning media. Removal of large capacities of oil or swarf from mass produced parts or particles of dirt with a defined size in fine cleaning can be achieved by selecting the appropriate filtering system and other application-dependent optional [email protected]
Cleaning solutions■ Omira Marketing has introduced micro series drills from Mikron Tool, Switzerland. The CrazyDrill TM concept is used for sophisticated high-performance drilling requirements. It sets new standards in the diameter range from 0.4 to 6 mm; specialising in difficult materials and deep accurate drilling. It can be used for high-performance small drills for drilling depths up to 15 x Ø in the diameter range 0.4 - 6 mm. Other products include Crazydrill Pilot which are short drills for initiating holes and guiding the long drills in straight holes. While Crazydrill Crosspilot are short drills used for originating holes at an inclined surface and to initiate a pilot hole for deep drilling operations. Crazydrill
cool are high performance drills for depths upto 40x diameter. These drills are available from 1 mm to 6 mm as standard. The drill geometry and the internal cooling holes guarantee optimal chip flow. Crazymill are chamfering and deburring tools in solid carbide. While Miqudrill are econo series drills suitable for small batches and a rich variety of work pieces. This range consists of NC spot drill, Miqu short drills & the Miqu universal long drill.
Micro series drills
■ Norgren, an international market leader in pneumatic motion and fluid control technologies, has announced the launch of an innovative, high-performance range of cylinders, designed to significantly reduce energy usage and operating costs for OEMs and end users in a range of processing applications.Norgren has developed IVAC (integrated valve and actuator control) - an integrated unit which delivers engineering advantage by combining the valve, flow controls, cushioning and sensors in a single actuator package. IVAC is a weight and space optimised actuator, suitable for a range of bore sizes from 40 mm to 80 mm, featuring integrated valve and magnetically operated
■ NSK Limited has announced d e v e l o p m e n t of a double-nut cooling ball screw that has a cooling mechanism built into preload double nuts, a feature that was designed to accommodate the increasing speed and precision of large machine tools. The screw has cooling capacity equal to shaft cooling; optimisation of the cooling structure inside the nut provides cooling performance equivalent to shaft cooling and in addition, it is now possible to cool ball screws longer than 10 m, which is impossible with shaft cooling. The preload configuration has been also optimised for nut cooling. When
switches for complete actuator control. Able to be retrofitted or integrated within new systems, each unit requires only one pneumatic and one electrical connection, eliminating the need for multiple valve islands, components, tubing and accessories. This integrated platform lowers costs for users in many ways. Because it is easier to install, maintain and replace a single unit, scheduled and unplanned installation, commissioning and maintenance time and costs are reduced.
the nuts are cooled, they reach a temperature lower than the shaft, which increases preload. This product uses a preload system that is optimised for nut cooling, so preload does not increase when the nut performs cooling. The rotary joints and sliding seals required for shaft cooling are not necessary, and since the cooling circuits of each nut are independent, there is no concern about coolant leakage.
Double-nut cooling ball screwIVAC cylinder

| 122 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ The IM-6500 Series from Keyence is a new type of measurement device. It is a completely new concept to established measuring equipment such as profile projectors, measuring microscopes or automatic CNC measuring machines. The dimensional measurement concept of the IM-6500 series utilises state-of-the-art imaging technology, thus enabling any user to perform reliable measurements in a minimum of time and with an increased accuracy.The IM-6500 measurement concept combines the flexibility of a vision system with the accurate execution of a double telecentric lens. The all new double telecentric lens, with a large diameter of 100mm,
captures the complete image of the target element, thus allowing the measurement of all the control points at once. With this technology it becomes possible to capture pixels without image distortion of the component that is placed around the lens circumference. Hence measurement is neither affected by distortion, nor by the distance.
Image dimension measurement system
■ The Super Keyless Drill Chuck SBF, manufactured by ALBRECHT are produced to very high standards and are 100% inspected for quality to ensure maximum clamping force and highest guaranteed concentricity, resulting in precise bore size and improved cutting tool life. Keyless drill chucks incorporate a unique self-tightening feature that automatically increases clamping force as the cutting force increases - however this works only with clockwise use. All the components are hardened & ground to exact tolerances to ensure that the chucks can be easily opened by hand after use. The SBF is available in 8 sizes ranging from 0 to 1.5 mm up to 1.5 to 16 mm
capacity. Mount choices include tapers according to DIN 239 or Jacobs standards, and a variety of UNF threads are also available. With the 1.5 mm capacity chuck companies will find a scale for presetting, thus even the smallest drill can be inserted and clamped with the highest precision. All drill chucks can be balanced on demand. For EDM machines especially, the chuck can be assembled with a spindle through hole.
Super keyless drill chuck■ Marshall Industries announces the launch of RIGIDTURN TM 400 turn mill centre and ROBOTURN DS 400 German design double spindle CNC lathe with 6-axis robot. The 400 turn mill centre comes with 60 degree slant bed with torque tube for high rigidity and A2-6 spindle & roller LM guideways. It also features 12 station Baruffaldi (Italy) servo turret. This turn mill centre is similar to European turn mill centres in performance but is much more economical. Another product ROBOTURN DS 400 German design double spindle CNC lathe with 6-axis robot provides 60 degree true slant
bed with torque tube which helps in better chip flow. It also has the capacity to have 6 tools each for both spindles. It can be used for high volume production of ‘chucking jobs’ like bearing rings, gear blanks, spacers, bushes, valves, etc. In this, machine doors always remain closed and are opened only to change tool or other such activity.
Turn mill centre & CNC lathe
■ Metrol brings to the Indian market Air Microswitch for work-piece seating check and gap detection. It claims to detect gaps up to 2 micron at 1 micron repeatability and is the most accurate air microswitch available in the market. With the principle of air micrometers & tested and proven Metrol mechanical design, the accuracy of the product at fast response speed is assured.The IP67 protective structure enables the installation inside the machine tools as compared to the conventional externally mounted air sensors. The advantage of internal installation is the shortened air piping required which translates into improved response speed and higher accuracy. Applications of the
air microswitch include in the tables of machine tools to confirm the seating of the work-piece, ensuring proper adhesion of moulds and other applications where high-accuracy and non-contact gap detection is required.
Air microswitch
| 123 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ Durr Ecoclean’s chamber cleaning system Universal 81W is an economic, highly efficient and environment friendly aqueous system which can be used for a very wide range of applications for parts cleaning. The system is suitable for removing water based coolants, oils, chips, particle from mass produced parts as well as for the fine cleaning of assembly parts. Its Modular 2 or 3 tank system can be used for best multistage washing rinsing, and preservation processes. The system provides best results with ultrasonic technique and selected filtration solutions. It is available in batch size 670x480x300 mm, 150 kg load. Another system non-halogenated hydrocarbons
cleaning – EcoCBase is a low cost cleaning machine with high capabilities. It uses non-halogenated hydrocarbons as highly effective cleaning media. Removal of large capacities of oil or swarf from mass produced parts or particles of dirt with a defined size in fine cleaning can be achieved by selecting the appropriate filtering system and other application-dependent optional [email protected]
Cleaning solutions■ Omira Marketing has introduced micro series drills from Mikron Tool, Switzerland. The CrazyDrill TM concept is used for sophisticated high-performance drilling requirements. It sets new standards in the diameter range from 0.4 to 6 mm; specialising in difficult materials and deep accurate drilling. It can be used for high-performance small drills for drilling depths up to 15 x Ø in the diameter range 0.4 - 6 mm. Other products include Crazydrill Pilot which are short drills for initiating holes and guiding the long drills in straight holes. While Crazydrill Crosspilot are short drills used for originating holes at an inclined surface and to initiate a pilot hole for deep drilling operations. Crazydrill
cool are high performance drills for depths upto 40x diameter. These drills are available from 1 mm to 6 mm as standard. The drill geometry and the internal cooling holes guarantee optimal chip flow. Crazymill are chamfering and deburring tools in solid carbide. While Miqudrill are econo series drills suitable for small batches and a rich variety of work pieces. This range consists of NC spot drill, Miqu short drills & the Miqu universal long drill.
Micro series drills
■ Norgren, an international market leader in pneumatic motion and fluid control technologies, has announced the launch of an innovative, high-performance range of cylinders, designed to significantly reduce energy usage and operating costs for OEMs and end users in a range of processing applications.Norgren has developed IVAC (integrated valve and actuator control) - an integrated unit which delivers engineering advantage by combining the valve, flow controls, cushioning and sensors in a single actuator package. IVAC is a weight and space optimised actuator, suitable for a range of bore sizes from 40 mm to 80 mm, featuring integrated valve and magnetically operated
■ NSK Limited has announced d e v e l o p m e n t of a double-nut cooling ball screw that has a cooling mechanism built into preload double nuts, a feature that was designed to accommodate the increasing speed and precision of large machine tools. The screw has cooling capacity equal to shaft cooling; optimisation of the cooling structure inside the nut provides cooling performance equivalent to shaft cooling and in addition, it is now possible to cool ball screws longer than 10 m, which is impossible with shaft cooling. The preload configuration has been also optimised for nut cooling. When
switches for complete actuator control. Able to be retrofitted or integrated within new systems, each unit requires only one pneumatic and one electrical connection, eliminating the need for multiple valve islands, components, tubing and accessories. This integrated platform lowers costs for users in many ways. Because it is easier to install, maintain and replace a single unit, scheduled and unplanned installation, commissioning and maintenance time and costs are reduced.
the nuts are cooled, they reach a temperature lower than the shaft, which increases preload. This product uses a preload system that is optimised for nut cooling, so preload does not increase when the nut performs cooling. The rotary joints and sliding seals required for shaft cooling are not necessary, and since the cooling circuits of each nut are independent, there is no concern about coolant leakage.
Double-nut cooling ball screwIVAC cylinder

| 124 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ Rohit Industries Group offers supercut end mills which reduce hard die and mould machining cost & time to minimum level. The mill offers 50% more cutting edges with 6-Flute. These end mills are effective in 3D machining, helical ramping, circular interpolation, and face milling. The ‘Super-Cut’ also
changes machining process by taking very shallow depth of cuts at high feed rates. These mills are best suited for machining hardened dies and mould up to 65 HRc of hardness. It can cut hardened dies of D2, D3, H13, P20 and other die/tool steel material with ease.
Super-cut end mills
■ Precision Machine Tool offers high quality CNC cylindrical grinding machine, which is designed using high grade raw materials as per the latest technological advancements. This machine is available in different specifications and can be customised to meet the varied needs of the clients. The entire range of CNC cylindrical grinding machine
is well-reckoned in the market for its sturdy construction, optimum performance, easy installation and longer service life. The company also provides PLC, hydraulic, manual, cylindrical, bore, centreless and SPM grinding machines with different models which are tested as per IS: 2368 and ISO 2433. [email protected]
CNC cylindrical grinding machine■ Quaker 2PAQ technology eliminates the compatibility issues with oil and water phase product and focuses formulations on customer emulsion properties. This technology is the latest in India which is proved to be a winner in 37 central systems globally – some for nearly five years – in the automotive & heavy equipment manufacturing industries and component suppliers. Quaker 2PAQ produces outstanding finish by
reducing the cutting forces and subsequently reducing the tool wear and tear. Additionally, the alkaline component of Quaker 2PAQ acts as cleaning compound,
and cycled back into the machining operation which automatically reduces the overall operating cost.
Fluid Technolgy
■ Raj Petro Specialities offers a premium synthetic high speed grease with technology from UK for high speed CNC machine spindles which operate upto 12,00,000 Dmn value. ONWO High Speed Grease 2 is a blend of synthetic base oils with friction reducing additives. The product is trusted by major
textile & auto component manufacturers. Benefits of Pao base oils used in ONWO high speed grease includes excellent performance at low operating and startup temperatures; low viscosity base oil and additive package offers excellent lubricity even at high speeds; lower friction when operating therefore lower running temperatures; quiet running and suitable for silent running electric motors; extremely good protection against corrosion in wet/humid environments. The synthetic base oils also offer longer grease life. The grease is compatible with bearing seal materials like NBR, FKM, PTFE etc. ONWO High Speed Grease 2 is available in 1, 3 & 18 kg packs.
Synthetic high speed grease
| 125 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ Rollomatic has announced the addition of a 5-axis grinder model 528XW with a 6-station wheel changer. Particularly suited for grinding specialty cutting tools, modification/regrinding or continuous production grinding of rotary cutting tools, this machine shows promising potential for a highly popular Rollomatic machine that carries the well-appreciated class, value and quality of any Rollomatic product. Rollomatic has not deviated from its strategy of building the highest quality machine based on its reputation in the field. A unique feature of this machine is the fact that the wheel changer can replace wheel packs during the same time as the automatic loader places a
new blank into the machine without losing cycle time. The 6-station wheel changer with HSK50 arbors, is tested for repetitive concentricity of less than 2 microns. The tool grinder features 20 HP single-ended grinding spindle (peak) with 23 Nm torque, enlarged coolant supply 30 gal/min and runs new software platform VGPro for high-performance endmills, drills and step drills
5-axis CNC tool grinder■ Saacke offers 5-axis CNC grinding centre, Model UW ID with fully automatic wheel changer and tool loader. Features of the machine include maximum freedom of movement for the grinding of large tools; high automation due to the integrated automatic tool changing system in pick-up execution for the production/regrinding of tools; water cooled motor spindle with grinding wheel adaptors HSK-C50; and 3 dimensional measuring probe for positioning and measuring. Flexible set-up using the fully automatic grinding wheel changer with 4 magazine positions (8 optional); simultaneous and automatic changing of the cooling nozzles with the grinding wheel
packages; high automation due to the integrated tool changing system (optional); high accuracy due to positioning the grinding wheel in the center of the grinding head rotational axis; digital control and axis drives resulting in high dynamic in all axes; and high automation due to the integrated automatic tool changing system in pick-up execution for the production or regrinding of tools.
CNC grinding center
■ Turbo 10 has been added to Seco Tools’s range of high-performance helical cutters, offering high feeds, large depth of cut and high metal removal rates in contouring and profiling applications. It can be used for slotting, pocketing and ramping as well as circular and helical milling. Helical Turbo 10 has better depth of cut capabilities than those of conventional square shoulder mills. The tool features insert pockets with improved precision and axial support, to minimise mismatch between insert levels. Inserts come in XOMX10T3 and XOEX10T3 versions with geometries giving low cutting forces. Another new product is Seco‘s 335.25 disc milling cutter, released in a version adjustable in width. The
■ SMT is launching SMT-BMS R50 CF CNC centerless grinder. The grinder is built with high rigidity and designed for heavy stock removal along with precision. Both grinding wheel & regulating wheel slides of the grinder are hydrostatic & the travel of slides is by servo motors on an oil film of 20µ. Both, the grinding wheel & regulating wheel, are supported in front and rear, giving high rigidity to the spindle & have ability for the stock removal with better productivity. The base of the machine is welded with heavy steel plates, stress relieved & filled with anti- vibration concrete for better dampening effect. The workrest blade is fixed
cutting width can be adjusted with high precision from 21-26 mm with size 14 inserts. Cutters are available from diameter 125-315 mm with an optimised chip space and number of teeth to get a productive and reliable machining operation. All the inserts feature four cutting edges, optimised free cutting geometries and a built-in wiper flat.
centre so that, automation can be attached to the base and can be rigid and faster for better productivity. The workrest is designed for movement of blade in & out as well as up & down. The grinder is equipped with dual vacuum loader for engine valves. This ensures that the two valves stem diameter can be ground at the same time, cutting the cycle time to half or doubling the productivity.
Helical & disc milling cutter Centreless grinder

| 124 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ Rohit Industries Group offers supercut end mills which reduce hard die and mould machining cost & time to minimum level. The mill offers 50% more cutting edges with 6-Flute. These end mills are effective in 3D machining, helical ramping, circular interpolation, and face milling. The ‘Super-Cut’ also
changes machining process by taking very shallow depth of cuts at high feed rates. These mills are best suited for machining hardened dies and mould up to 65 HRc of hardness. It can cut hardened dies of D2, D3, H13, P20 and other die/tool steel material with ease.
Super-cut end mills
■ Precision Machine Tool offers high quality CNC cylindrical grinding machine, which is designed using high grade raw materials as per the latest technological advancements. This machine is available in different specifications and can be customised to meet the varied needs of the clients. The entire range of CNC cylindrical grinding machine
is well-reckoned in the market for its sturdy construction, optimum performance, easy installation and longer service life. The company also provides PLC, hydraulic, manual, cylindrical, bore, centreless and SPM grinding machines with different models which are tested as per IS: 2368 and ISO 2433. [email protected]
CNC cylindrical grinding machine■ Quaker 2PAQ technology eliminates the compatibility issues with oil and water phase product and focuses formulations on customer emulsion properties. This technology is the latest in India which is proved to be a winner in 37 central systems globally – some for nearly five years – in the automotive & heavy equipment manufacturing industries and component suppliers. Quaker 2PAQ produces outstanding finish by
reducing the cutting forces and subsequently reducing the tool wear and tear. Additionally, the alkaline component of Quaker 2PAQ acts as cleaning compound,
and cycled back into the machining operation which automatically reduces the overall operating cost.
Fluid Technolgy
■ Raj Petro Specialities offers a premium synthetic high speed grease with technology from UK for high speed CNC machine spindles which operate upto 12,00,000 Dmn value. ONWO High Speed Grease 2 is a blend of synthetic base oils with friction reducing additives. The product is trusted by major
textile & auto component manufacturers. Benefits of Pao base oils used in ONWO high speed grease includes excellent performance at low operating and startup temperatures; low viscosity base oil and additive package offers excellent lubricity even at high speeds; lower friction when operating therefore lower running temperatures; quiet running and suitable for silent running electric motors; extremely good protection against corrosion in wet/humid environments. The synthetic base oils also offer longer grease life. The grease is compatible with bearing seal materials like NBR, FKM, PTFE etc. ONWO High Speed Grease 2 is available in 1, 3 & 18 kg packs.
Synthetic high speed grease
| 125 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ Rollomatic has announced the addition of a 5-axis grinder model 528XW with a 6-station wheel changer. Particularly suited for grinding specialty cutting tools, modification/regrinding or continuous production grinding of rotary cutting tools, this machine shows promising potential for a highly popular Rollomatic machine that carries the well-appreciated class, value and quality of any Rollomatic product. Rollomatic has not deviated from its strategy of building the highest quality machine based on its reputation in the field. A unique feature of this machine is the fact that the wheel changer can replace wheel packs during the same time as the automatic loader places a
new blank into the machine without losing cycle time. The 6-station wheel changer with HSK50 arbors, is tested for repetitive concentricity of less than 2 microns. The tool grinder features 20 HP single-ended grinding spindle (peak) with 23 Nm torque, enlarged coolant supply 30 gal/min and runs new software platform VGPro for high-performance endmills, drills and step drills
5-axis CNC tool grinder■ Saacke offers 5-axis CNC grinding centre, Model UW ID with fully automatic wheel changer and tool loader. Features of the machine include maximum freedom of movement for the grinding of large tools; high automation due to the integrated automatic tool changing system in pick-up execution for the production/regrinding of tools; water cooled motor spindle with grinding wheel adaptors HSK-C50; and 3 dimensional measuring probe for positioning and measuring. Flexible set-up using the fully automatic grinding wheel changer with 4 magazine positions (8 optional); simultaneous and automatic changing of the cooling nozzles with the grinding wheel
packages; high automation due to the integrated tool changing system (optional); high accuracy due to positioning the grinding wheel in the center of the grinding head rotational axis; digital control and axis drives resulting in high dynamic in all axes; and high automation due to the integrated automatic tool changing system in pick-up execution for the production or regrinding of tools.
CNC grinding center
■ Turbo 10 has been added to Seco Tools’s range of high-performance helical cutters, offering high feeds, large depth of cut and high metal removal rates in contouring and profiling applications. It can be used for slotting, pocketing and ramping as well as circular and helical milling. Helical Turbo 10 has better depth of cut capabilities than those of conventional square shoulder mills. The tool features insert pockets with improved precision and axial support, to minimise mismatch between insert levels. Inserts come in XOMX10T3 and XOEX10T3 versions with geometries giving low cutting forces. Another new product is Seco‘s 335.25 disc milling cutter, released in a version adjustable in width. The
■ SMT is launching SMT-BMS R50 CF CNC centerless grinder. The grinder is built with high rigidity and designed for heavy stock removal along with precision. Both grinding wheel & regulating wheel slides of the grinder are hydrostatic & the travel of slides is by servo motors on an oil film of 20µ. Both, the grinding wheel & regulating wheel, are supported in front and rear, giving high rigidity to the spindle & have ability for the stock removal with better productivity. The base of the machine is welded with heavy steel plates, stress relieved & filled with anti- vibration concrete for better dampening effect. The workrest blade is fixed
cutting width can be adjusted with high precision from 21-26 mm with size 14 inserts. Cutters are available from diameter 125-315 mm with an optimised chip space and number of teeth to get a productive and reliable machining operation. All the inserts feature four cutting edges, optimised free cutting geometries and a built-in wiper flat.
centre so that, automation can be attached to the base and can be rigid and faster for better productivity. The workrest is designed for movement of blade in & out as well as up & down. The grinder is equipped with dual vacuum loader for engine valves. This ensures that the two valves stem diameter can be ground at the same time, cutting the cycle time to half or doubling the productivity.
Helical & disc milling cutter Centreless grinder

| 126 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ WIDIA™ announces the M200™ copy mill as its latest addition to the WIDIA Victory™ line of tooling. The new M200 series sets the standards for performance and productivity in the die and mould, energy, and aerospace industries and is engineered to outperform in roughing to semi-finishing applications.The revolutionary IC 12 mm double-sided inserts used with this platform are capable of running in multiple types of milling operations and workpiece materials. This series of milling inserts is available in three distinctive geometries that are specifically designed for multiple milling tasks: ML for stainless steel
and high-temp alloys; MM for general purpose milling, including steel; and MH for heavy applications like cast iron and high-strength steels. With 12 cutting edges, the M200 series offers a competitive cost per edge. Available in milling grades WK15PM, W P 2 5 P M , W U 3 5 P M , WP35CM, the M200 is designed to work effectively at high speeds and is engineered for longer tool life in finishing to heavy roughing operations.
Contact: +91 80 2219 8341
Copy mill
■ Stitch offers high speed and quick change boring bars from Nine9 which replace reamer and improve cycle time, roughness, position accuracy and true roundness. The boring bars can be adjusted to the required diameter and tolerance owing to their user-friendly design. In order to meet the requirements of wide range of engineering material the boring bars are compatible with ISO inserts to meet application on different materials such as cast iron, carbon steel, alloy steel, stainless steel, tool steel, etc, and non-ferrous as Al and Cu alloys too. The KIT of quick change boring bars save the cost of tools and inventory of tools tremendously. The
diameter range is from 5 mm to 50 mm in step of 1 mm – besides specials available in increments of 0.1 mm and different boring lengths, however, subject to certain design limitations. Both options are available for ‘roughing’ and ‘finishing’ applications and all boring bars are interchangeable to fit on same adapter.
High speed boring bars■ Taurlube Petrochemicals announces Taurlube HOBBSOL, a speciality water miscible fluid designed exclusively for gear hobbing operations. Traditionally gear hobbing operations employ neat cutting oils, which have their own pros & cons. These oils provide lubrication and extreme pressure resistance in hobbing, but on the down side, lead to excessive carry over losses, oil mist, oil burning leading to heavy smoke, etc. The company has developed HOBBSOL using high grade additives, with the specific intention of providing all the benefits of neat cutting oils along with the cleanliness and economy of water based emulsions. Clients, while
maintaining the same levels of quality, have been able to achieve a direct saving of 20-25% on their cost of purchase of oils. In addition, more clean and operator friendly working environment, lower housekeeping costs, elimination of exhausts and fume extractors, etc have led to savings in power cost and several other indirect benefits.
Speciality water miscible fluid
■ As the latest complement to the Mill 1™ platform for finishing operations, Mill 1-7™ is Kennametal’s solution for finishing in small diameter milling. This new line is specifically engineered to cover ramping, slotting, and plunging for aerospace, energy, and general engineering applications. Mill 1-7 is a diverse tool for roughing and finishing operations, where small diameter end mills are required.Multifunctional Mill 1-7 cutters can be used for shoulder, ramp, slot, plunge, and helical milling all while using a single insert to
improve productivity, reduce inventory, and decrease machining costs. The small Mill 1-7 inserts enable the use of higher density cutters rather than larger inserts, providing greater feed and higher metal removal rates. The super positive rake of these inserts provides soft action and low cutting forces for smooth entry and exit from the component. Mill 1-7 inserts are designed with elliptical cutting edges that are optimised with a straight 90° wall and true 0° lead, making them capable of replacing SCEM finish machining in
certain [email protected]
High-performance shoulder mill
| 127 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ The new release STARTEC XP-P product line from TYROLIT Schleifmittelwerke Swarovski KG includes high performance grinding tools with diamond and CBN. The area of application is solid carbide and HSS cutting tool production. This product line provides high performance for solid carbide and HSS as new diamond crystals are used for creep feed grinding in solid carbide. The new metallic bond system shows an optimum adhesion to the grain. This leads to improved life time at higher traverse speed. The same level of productivity is given with CBN as abrasive grit. The high cutting ability of the new STARTEC XP-P grinding wheels reduces the grinding forces.
The heat development is reduced at the same time. The high profile retention at full cutting depth is remarkable. These characteristics provide an enormous increase in productivity in flute grinding. The cutting tool quality is improved also due to high accuracy in the tool geometry. The dressing interval can be extended what will improve the machine capacity.
Flute grinding technology ■ Cutting/sawing being the first and primary operation in any manufacturing activity has immense potential and cannot be just ruled out. Unique Saws and Machinery, a producer of high-performance cutting bi metal band saw blades, circular saws blades, has introduced cost effective blades with positive and neutral rake angle tooth design for cutting variety of material.
M-42 edge provides high heat resistance giving extremely good tool life. Specially developed backing material alloyed with chromium gives durability. These blades are suitable for cutting all common steels. This high performance saw blade has been specially designed to cut variety of
■ igus GmbH has announced a production concept, Chainflex CC (Chainflex Custom Cable) for individually manufactured desired cables. It allows individual cable configuration and immediate price query within a few minutes; direct ordering from 300 metres cable length per mouse click and delivery of the ready-made cables as of three weeks. Core to this concept are newly coordinated processes in the cable production and the logistics, such as standardisation of proven components and lean processes to the very last detail. The personally desired cable will be completed with a wide choice of jacket materials, colours & an
material, including stainless steel, high alloy steel and tool steel. The long lasting backing material is developed with chrome. The teeth are made of alloyed HSS with 8% Cobalt & 10% Moly. Also, available in M-51 grade for sawing tough material with teeth having 10% Cobalt & 10% Tungsten.
individual printing.With it, the company can
deliver short cable length in a wide variety - individual and above other things, faster than market standard. The interface to the user is the new ‘Chainflex CC’ configurator.
Special tooth design blades
Online configurable cables
■Uptech Engineering is slated to introduce Series UL-822 ‘Ultra’ round permanent electric holding magnets with electrical switchoff. The permanent magnet system of these holding magnets creates a magnetic field between the centre pole and the outer border of the holding surface. In addition to the permanent magnet, which creates the holding force, a
coil is installed. When 24 V is applied to this switch-off coil, a counter pole magnetic field is set up to neutralise the permanent magnetic field. As a result, work-pieces can easily be removed. These holding magnets will preferably be used when long-term holding times are required and tools should be loosened by switching on the coil for a short period.
Electric holding magnets

| 126 | T E C H N O L O G Y N E W S
EM KOMPENDIUM I 2013
■ WIDIA™ announces the M200™ copy mill as its latest addition to the WIDIA Victory™ line of tooling. The new M200 series sets the standards for performance and productivity in the die and mould, energy, and aerospace industries and is engineered to outperform in roughing to semi-finishing applications.The revolutionary IC 12 mm double-sided inserts used with this platform are capable of running in multiple types of milling operations and workpiece materials. This series of milling inserts is available in three distinctive geometries that are specifically designed for multiple milling tasks: ML for stainless steel
and high-temp alloys; MM for general purpose milling, including steel; and MH for heavy applications like cast iron and high-strength steels. With 12 cutting edges, the M200 series offers a competitive cost per edge. Available in milling grades WK15PM, W P 2 5 P M , W U 3 5 P M , WP35CM, the M200 is designed to work effectively at high speeds and is engineered for longer tool life in finishing to heavy roughing operations.
Contact: +91 80 2219 8341
Copy mill
■ Stitch offers high speed and quick change boring bars from Nine9 which replace reamer and improve cycle time, roughness, position accuracy and true roundness. The boring bars can be adjusted to the required diameter and tolerance owing to their user-friendly design. In order to meet the requirements of wide range of engineering material the boring bars are compatible with ISO inserts to meet application on different materials such as cast iron, carbon steel, alloy steel, stainless steel, tool steel, etc, and non-ferrous as Al and Cu alloys too. The KIT of quick change boring bars save the cost of tools and inventory of tools tremendously. The
diameter range is from 5 mm to 50 mm in step of 1 mm – besides specials available in increments of 0.1 mm and different boring lengths, however, subject to certain design limitations. Both options are available for ‘roughing’ and ‘finishing’ applications and all boring bars are interchangeable to fit on same adapter.
High speed boring bars■ Taurlube Petrochemicals announces Taurlube HOBBSOL, a speciality water miscible fluid designed exclusively for gear hobbing operations. Traditionally gear hobbing operations employ neat cutting oils, which have their own pros & cons. These oils provide lubrication and extreme pressure resistance in hobbing, but on the down side, lead to excessive carry over losses, oil mist, oil burning leading to heavy smoke, etc. The company has developed HOBBSOL using high grade additives, with the specific intention of providing all the benefits of neat cutting oils along with the cleanliness and economy of water based emulsions. Clients, while
maintaining the same levels of quality, have been able to achieve a direct saving of 20-25% on their cost of purchase of oils. In addition, more clean and operator friendly working environment, lower housekeeping costs, elimination of exhausts and fume extractors, etc have led to savings in power cost and several other indirect benefits.
Speciality water miscible fluid
■ As the latest complement to the Mill 1™ platform for finishing operations, Mill 1-7™ is Kennametal’s solution for finishing in small diameter milling. This new line is specifically engineered to cover ramping, slotting, and plunging for aerospace, energy, and general engineering applications. Mill 1-7 is a diverse tool for roughing and finishing operations, where small diameter end mills are required.Multifunctional Mill 1-7 cutters can be used for shoulder, ramp, slot, plunge, and helical milling all while using a single insert to
improve productivity, reduce inventory, and decrease machining costs. The small Mill 1-7 inserts enable the use of higher density cutters rather than larger inserts, providing greater feed and higher metal removal rates. The super positive rake of these inserts provides soft action and low cutting forces for smooth entry and exit from the component. Mill 1-7 inserts are designed with elliptical cutting edges that are optimised with a straight 90° wall and true 0° lead, making them capable of replacing SCEM finish machining in
certain [email protected]
High-performance shoulder mill
| 127 |N E W S T E C H N O L O G Y
EM KOMPENDIUM I 2013
■ The new release STARTEC XP-P product line from TYROLIT Schleifmittelwerke Swarovski KG includes high performance grinding tools with diamond and CBN. The area of application is solid carbide and HSS cutting tool production. This product line provides high performance for solid carbide and HSS as new diamond crystals are used for creep feed grinding in solid carbide. The new metallic bond system shows an optimum adhesion to the grain. This leads to improved life time at higher traverse speed. The same level of productivity is given with CBN as abrasive grit. The high cutting ability of the new STARTEC XP-P grinding wheels reduces the grinding forces.
The heat development is reduced at the same time. The high profile retention at full cutting depth is remarkable. These characteristics provide an enormous increase in productivity in flute grinding. The cutting tool quality is improved also due to high accuracy in the tool geometry. The dressing interval can be extended what will improve the machine capacity.
Flute grinding technology ■ Cutting/sawing being the first and primary operation in any manufacturing activity has immense potential and cannot be just ruled out. Unique Saws and Machinery, a producer of high-performance cutting bi metal band saw blades, circular saws blades, has introduced cost effective blades with positive and neutral rake angle tooth design for cutting variety of material.
M-42 edge provides high heat resistance giving extremely good tool life. Specially developed backing material alloyed with chromium gives durability. These blades are suitable for cutting all common steels. This high performance saw blade has been specially designed to cut variety of
■ igus GmbH has announced a production concept, Chainflex CC (Chainflex Custom Cable) for individually manufactured desired cables. It allows individual cable configuration and immediate price query within a few minutes; direct ordering from 300 metres cable length per mouse click and delivery of the ready-made cables as of three weeks. Core to this concept are newly coordinated processes in the cable production and the logistics, such as standardisation of proven components and lean processes to the very last detail. The personally desired cable will be completed with a wide choice of jacket materials, colours & an
material, including stainless steel, high alloy steel and tool steel. The long lasting backing material is developed with chrome. The teeth are made of alloyed HSS with 8% Cobalt & 10% Moly. Also, available in M-51 grade for sawing tough material with teeth having 10% Cobalt & 10% Tungsten.
individual printing.With it, the company can
deliver short cable length in a wide variety - individual and above other things, faster than market standard. The interface to the user is the new ‘Chainflex CC’ configurator.
Special tooth design blades
Online configurable cables
■Uptech Engineering is slated to introduce Series UL-822 ‘Ultra’ round permanent electric holding magnets with electrical switchoff. The permanent magnet system of these holding magnets creates a magnetic field between the centre pole and the outer border of the holding surface. In addition to the permanent magnet, which creates the holding force, a
coil is installed. When 24 V is applied to this switch-off coil, a counter pole magnetic field is set up to neutralise the permanent magnetic field. As a result, work-pieces can easily be removed. These holding magnets will preferably be used when long-term holding times are required and tools should be loosened by switching on the coil for a short period.
Electric holding magnets

| 128 | H I G H L I G H T S / C O M P A N Y I N D E X / I M P R I N T
Publisher / Chief Editor Shekhar [email protected]
Deputy Editor Sumedha [email protected]
Feature Writer Priyanka [email protected]
Advertising SalesSagar Tamhane (Regional Manager - North)Contact: + 91 - 98 20 69 22 [email protected]
Dhiraj Bhalerao(Regional Manager - West & South)Contact: + 91 - 98 20 21 18 [email protected]
Advertising Sales (Germany)Caroline Häfner (+49 - 89 - 500 383 - 53)[email protected]
Design & LayoutSovan Lal Tudu (Designer)[email protected]
Vijay Pardeshi (Designer) [email protected]
Editorial & Business Office publish-industry India Pvt Ltd 302, Sarosh Bhavan,Dr Ambedkar Road, Camp, Pune 411 001, Maharashtra, IndiaPh: + 91 - 20 - 6451 5752
Board of DirectorsKilian Müller (CEO - Worldwide)Hanno Hardt (Head - Marketing & Business Development)Frank Wiegand (COO - Worldwide)Shekhar Jitkar (Publisher / Chief Editor)
Printing Kala Jyothi Process Pvt Ltd, S.No: 185, Kondapur, R R District AP 500 133, INDIA
Copyright/Reprinting The publishing company holds all publishing and usage rights. The publishing company and editorial staff are not liable for any unsolicited manuscripts, photos and illustrations which have been submitted. The reprinting, duplication and online publication of editorial contributions is only allowed with express written permission from the publishing company.
Internethttp://www.efficientmanufacturing.in
EM KOMPENDIUM | 2013
Highlights
C o m p a n i e s & o r g a n i s a t i o n s i n t h i s i s s u eName Page
Ace Designers . . . . . . . . . . . . . . . . . . . . . . . . . . . .46
AFM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
AMS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91
AMT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
BFW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44
Blaser Swisslube . . . . . . . . . . . . . . . . . Back Cover
Castrol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
CECIMO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
CMTBA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Cornos Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .76
Cummins Generator Technologies India . . . .75
Delcam India . . . . . . . . . . . . . . . . . . . . . . . . . .50,79
DMG / Mori Seiki India . . . . . . . . . . . . . . . . .34,52
Dortmund Technical University . . . . . . . . . . 112
ExxonMobil . . . . . . . . . . . . . Front Gate fold, 105
Faro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56, 55
Forbes Marshall . . . . . . . . . . . . . . . . . . . . . . . . . . .73
Godrej & Boyce . . . . . . . . . . . . . . . . . . . . . . . . . . .73
Name Page
IIT Mumbai, Powai . . . . . . . . . . . . . . . . . . . . . . 102
IMTMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Infor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .64
Ingersoll Rand . . . . . . . . . . . . . . . . . . . . . . . . . . . .63
Institute of Machining Technology Dortmund . . .96
Japan Institute of Plant Maintenance . . . . . .87
JMTBA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
Jyoti CNC Automation . .37, Back Inside Cover
KOMMA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28
Körber Schleifring GmbH . . . . . . . . . . . . . 42, 45
Kronos Inc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .76
Leibniz University, Hannover . . . . . . . . . . . . 117
Marks Pryor. . . . . . . . . . . . Front Inside Cover, 54
Miven Mayfran Conveyors . . . . . . . . . . . . . . . . .38
Mori Seiki India . . . . . . . . . . . . . . . . . 52, Cover, 35
MTA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Nicolas Correa SA . . . . . . . . . . . . . . . . . . . . . . . 48,1
PTC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57, 49
Name Page
PTC India . . . . . . . . . . . . . . . . . . . . . . . . . . 49,110,
Rockwell Automation . . . . . . . . . . . . . . . . . . . . .68
Schunk. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
Seco Tools India. . . . . . . . . . . . . . . . . . . . . . 107, 51
Siemens Ltd . . . . . . . . . . . . . . . . . . . . . . . . . . 43, 15
Spartanics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .82
TaeguTec. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
TAITRA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
Timken India. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .93
TPM Club India . . . . . . . . . . . . . . . . . . . . . . . 87, 99
UCIMU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Unique Tooling Solutions. . . . . . . . . . . . . . 39, 53
University of Applied Science, Dortmund 117
VDW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
VDW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Walter Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Yamazaki Mazak . . . . . . . . . . . . . . . . . . . . . . 41, 31
Yuken India . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47
I m p r i n t
EM - Jan/Feb 2013
Manufacturing IT »The current growth in manufacturing is accelerating the development of design and production layouts by increasing design automation and by leveraging design simulation technologies. Manufacturing IT plays an important role in this development. Get to know about the new technologies in Manufacturing IT in the next issue of EM
CAD/CAM »CAD/CAM is offering the designer much more direct control over the production process, creating the possibility of completely integrated design and manufacturing processes. Check out the next issue for more details.
Rapid Prototyping »The next issue will look closely at various strategies and technologies embraced by manufacturing leaders today to advance their product design and manufacturing processes with the help of rapid prototyping technologies.
Aerospace Machining »As production ramps up, aerospace manufacturers are facing demands to hold the line on costs, improve quality, and speed delivery. This presents an excellent opportunity for aircraft builders and subcontractors like machine tool builders to leverage on the recent manufacturing advances. These include techniques such as high-speed machining, CAM software for machining complex shapes, etc. EM will bring in the information on the technology advances in this sector in the next issue..
KOMPENDIUM

We look forward to welcoming you at F102, Hall 3A
When the coolant becomes a liquid tool.
Blaser Swisslube India Pvt. Ltd. Gurgaon, Pin – 122002, India T 0124 4994000 [email protected] www.blaser.com
Related Documents











