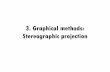
QUICKGUIDE SIGMA SELECT GRAPHICAL 1 2 3 12 9 10 11 13 4 5 6 7 1. Indstilling af svejsestrøm Drej på knappen for at indstille den ønskede svejsestrøm. 2. Visning af svejsestrøm 3. Visning af strøm/lysbueområde: - kortbue - blandbue med risiko for svejsesprøjt - spraybue 4. Visning af trådhastighed 5. Visning af materialetykkelse 6. Indstilling af svejsespænding Drej på knappen for at indstille den ønskede svejsespænding. 7. Visning af svejsespænding 8. Visning af +/- område for spændingstrim 9. Visning af valgt program/MigaJob 10. Menu 11. Visning af aktuel sekvens/ sekvenser i alt Skift til næste sekvens ved tryk på tast. 12. Valg af proces Tilgængelige svejseprocesser. Tryk på tast for at skifte proces. 13. DUO Plus TM Pulserende tråd i forbindelse med synergisk MIG. 14. Hæftefunktion Sekvens, hotstart og slope down er frakoblet, når funktionen er aktiveret. 15. Valg af tastemetode Skift mellem 2-takt og 4-takt. 2-takt: Svejseforløbet begynder, når brændertasten aktiveres og afsluttes, når brændertasten slippes. 4-takt: Svejseforløbet begynder, når brændertasten aktiveres og slippes (hotstart er aktivt, indtil brændertasten slippes). Afsluttes når brændertasten atter aktiveres. 16. Informationslinje 17. Symbol for MMA 14 15 Driftsbillede MIG/MMA 8 17 1. Indstilling af parametre Drej på knappen for at indstille den ønskede parameterværdi. 2. Valg af svejseparameter Drej på knappen for at vælge den ønskede svejseparameter. 3. Forgas (sek.) 4. krybestart (m/min) 5. Hotstart (%) 6. Hotstarttid (sek.) 7. Slope-down (sek.) 8. Stopstrøm-tid (sek.) 9. Stopstrøm (%) 10. Eftergas (sek.) 11. Punkttid (sek.) 12. Indstillet strøm/spænding/proces 13. Retur Retur til menu. 14. Aktuel sekvens/sekvenser i alt Maks. antal sekvenser i normal mode = 9 Maks. antal sekvenser i job mode = 99 15. Bekræft ændringer Retur til driftsbillede. 16. Arc Power (%) 17. Fabriksindstillinger 6 3 14 9 12 13 15 4 5 2 Indstilling af MIG/MMA svejseforløbet - Procesindstil. 7 8 11 10 2 3 7 9 10 16 2 5 6 12 13 12 15 16 Licensafhængig DK 50113801 B1 16 1 1 17 1 17

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
QUICKGUIDESIGMA SELECT GRAPHICAL
12
3
12
9
10
11
134 5
6
7
1. Indstilling af svejsestrømDrej på knappen for at indstille den ønskedesvejsestrøm.
2. Visning af svejsestrøm
3. Visning af strøm/lysbueområde:- kortbue- blandbue med risiko for svejsesprøjt- spraybue
4. Visning af trådhastighed
5. Visning af materialetykkelse
6. Indstilling af svejsespændingDrej på knappen for at indstille den ønskedesvejsespænding.
7. Visning af svejsespænding
8. Visning af +/- område forspændingstrim
9. Visning af valgtprogram/MigaJob
10. Menu
11. Visning af aktuel sekvens/sekvenser i altSkift til næste sekvens ved tryk på tast.
12. Valg af procesTilgængelige svejseprocesser. Tryk på tast forat skifte proces.
13. DUO PlusTMPulserende tråd i forbindelse med synergiskMIG.
14. HæftefunktionSekvens, hotstart og slope down erfrakoblet, når funktionen er aktiveret.
15. Valg af tastemetodeSkift mellem 2-takt og 4-takt.2-takt: Svejseforløbet begynder, nårbrændertasten aktiveres og afsluttes, nårbrændertasten slippes.4-takt: Svejseforløbet begynder, nårbrændertasten aktiveres og slippes (hotstarter aktivt, indtil brændertasten slippes).Afsluttes når brændertasten atter aktiveres.
16. Informationslinje
17. Symbol for MMA
14
15
Driftsbillede MIG/MMA
8
17
1. Indstilling af parametreDrej på knappen for at indstille den ønskedeparameterværdi.
2. Valg af svejseparameterDrej på knappen for at vælge den ønskedesvejseparameter.
3. Forgas (sek.)
4. krybestart (m/min)
5. Hotstart (%)
6. Hotstarttid (sek.)
7. Slope-down (sek.)
8. Stopstrøm-tid (sek.)
9. Stopstrøm (%)
10. Eftergas (sek.)
11. Punkttid (sek.)
12. Indstillet strøm/spænding/proces
13. ReturRetur til menu.
14. Aktuel sekvens/sekvenser i altMaks. antal sekvenser i normal mode = 9Maks. antal sekvenser i job mode = 99
15. Bekræft ændringerRetur til driftsbillede.
16. Arc Power (%)
17. Fabriksindstillinger
6
3
149
12
13
15
4
5 2
Indstilling af MIG/MMA svejseforløbet -Procesindstil.
78
1110
2
3
7
9
10
16
25
6
12
13
12
15
16
Licensafhængig
DK 50113801 B1
16
1
1
17
1
17
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Home/returRetur til driftsbillede.
2. Sprogvalg
3. Indstilling af brænderBrændertype. Valg af vandkøling.
4. Maskinopsætning- Sekvens trigger- kabelkompensering- Låseniveau- Klokkeslet & dato- RCI (ikke alle modeller)- Opsætningsguide- Service- Om (software og licenser)
Menu - Maskinopsætning Menu - Trådfremføring
1. Home/returRetur til driftsbillede
2. Trådrangering frem
3. Trådrangering tilbage
4. Gastest
5. Skift aktiv trådfremføring
6. Gas- Indstilling af manuel gas/IGC (ikke alle
modeller) - Gastest- Kalibrering af IGC
1. Home/returRetur til driftsbillede
2. Indstilling af svejseforløb
3. SekvenserIndstilling af antal sekvenser.(Sequence Repeat function = 2 sekvenser).
4. Indstilling af DUO PlusTM (1-50)
5. Arc adjust
Menu - Procesindstil.
1. Home/returRetur til driftsbillede.
2. Valg af programmer- Programinformation- Programliste- Programguide
3. Genkald af fabriksindstillingReset det valgte program tilfabriksindstilling.
4. Favoritliste- Liste over seneste programmer
Menu - Program
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
Licensafhængig
4
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Setting welding currentTurn the control knob to set the desiredwelding current.
2. Display of welding current
3. Display of current/transfer area- dip transfer- globular transfer (risk of weld spatter)- spray transfer
4. Display of wire feed speed
5. Display of material thickness
6. Setting welding voltageTurn the control knob to trim/set the desiredwelding voltage.
7. Display of welding voltage
8. Display of +/- voltage trim
9. Display of selectedprogram/MigaJOB
10. Menu
11. Display of present sequence/sequences in totalPress key to change to next sequence.
12. Selecting processAvailable welding processes. Press key tochange process.
13. DUO PlusTMPulsating wire in connection with synergicMIG.
14. Tack weldingWhen this function is activated, sequence,hotstart and slope down are off.
15. Selecting trigger modeChange between 2-stroke and 4-stroke.2-stroke: the welding process starts whenthe torch trigger is activated and ends whenthe torch trigger is released.4-stroke: the welding process starts whenthe torch trigger is activated and released(hotstart is active until release of torchtrigger) and ends when the torch trigger isactivated again.
16. Information bar
17. Symbol for MMA
Standard control panel MIG/MMA
1. Setting parametersTurn the control knob to set the desiredparameter value.
2. Selecting welding parameterTurn the control knob to select the desiredwelding parameter.
3. Pre-gas (sec.)
4. Softstart (m/min)
5. Hotstart (%)
6. Hotstart time (sec.)
7. Slope down (sec.)
8. Stop amp time (sec.)
9. Stop amp (%)
10. Post-gas (sec.)
11. Spot time (sec.)
12. Set current/voltage/process
13. ReturnReturn to menu.
14. Present sequence/sequences in totalMax. no. of sequences in normal mode = 9Max. no. of sequences in job mode = 99
15. Confirm modificationsReturn to standard control panel.
16. Arc Power (%)
17. Factory settings
Setting welding process MIG/MMA -Process setup
UK 50113801 B1
Licence-dependent
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Home/returnReturn to standard control panel.
2. Language selection
3. Torch settingsTorch type. Selection of water cooling.
4. Machine settings- Sequence trigger- Cable compensation- Lock level- Time & date- RCI (not all models)- Setup Wizard- Service- About (software and licenses)
Menu - Machine SetupMenu - Wire feeder
1. Home/returnReturn to standard control panel.
2. Wire inching forwards
3. Wire inching backwards
4. Gas test
5. Switch active wire feeder
6. Gas- Setting manual gas/IGC (not all versions)- Gas test- Calibration of IGC
1. Home/returnReturn to standard control panel.
2. Setting welding process
3. SequencesSetting number of sequences.(Sequence Repeat function =two sequences).
4. Setting DUO PlusTM (1-50)
5. Arc adjust
Menu - Process setup
1. Home/returnReturn to standard control panel.
2. Selecting programs- Program details- Program list- Program wizard
3. Recall of factory settingsReset the chosen program to factorysettings.
4. Favourite list- List of recently used programs.
Menu - Program
Licence-dependent
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Einstellung des SchweißstromsDen gewünschten Schweißstrom mittels desDrehknopfs einstellen.
2. Anzeige des Schweißstroms
3. Anzeige des Stroms/Lichtbogens:- Kurzbogen- Mischbogen (Risiko für Schweißspritzer)- Spraybogen
4. Anzeige derDrahtfördergeschwindigkeit
5. Anzeige der Materialstärke
6. Einstellung der SchweißspannungDie gewünschte Schweißspannung mittelsdes Drehknopfs einstellen.
7. Anzeige der Schweißspannung
8. Anzeige +/- Spannungstrimm
9. Anzeige des gewähltenProgramms/MigaJobs
10. Menü
11. Anzeige aktueller Sequenz/Sequenzen insgesamtWechsel zur nächsten Sequenz durch Tasten-druck.
12. Wahl des ProzessesVerfügbare Schweißprozesse. Zur Änderungder Prozesswahl die Taste drücken.
13. DUO PlusTMPulsierender Draht in Verbindung mitsynergischem MIG ein/aus.
14. HeftschweißenWenn die Funktion aktiv ist, sind Sequenz,Hotstart und Stromabsenkung ausgeschaltet.
15. Trigger-ModusWechsel zwischen 2-Takt und 4-Takt.2-Takt: Der Schweißvorgang beginnt, wennder Trigger gedrückt wird und endet, wenner wieder losgelassen wird.4-Takt: Der Schweißvorgang beginnt, wennder Trigger gedrückt und losgelassen wird(Hotstart ist aktiv, bis der Trigger losgelassenwird) und endet, wenn er wiederumgedrückt wird.
16. Informationsleiste
17. Symbol für MMA
Betriebsanzeige MIG/MMA
1. Einstellung der ParameterDen gewählten Wert mittels des Drehknopfseinstellen.
2. Wahl der SekundärparameterDie Parameter mittels des Drehknopfswählen.
3. Vorgas (Sek.)
4. Softstart (m/min)
5. Hotstart (%)
6. Hotstartzeit (Sek.)
7. Stromabsenkung (Sek.)
8. Stopstromzeit (Sek.)
9. Stopstrom (%)
10. Nachgas (Sek.)
11. Punktschweißzeit (Sek.)
12. Eingestellter Strom / Prozess /eingestellte Spannung
13. ZurückZurück zum Menü.
14. Aktuelle Sequenz/Sequenzen insgesamtMax. Anzahl Sequenzen inNormal Modus = 9Max. Anzahl Sequenzen in Job Modus = 99
15. Bestätigung der ÄnderungenZurück zur Betriebsanzeige.
16. Arc Power (%)
17. Werkseitige Einstellung
Einstellung des MIG/MMA-Schweißvorgangs - Prozessaufbau
DE 50113801 B1
Lizenzanhängig
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Home/zurückZurück zur Betriebsanzeige.
2. Wahl der Sprache
3. SchweißbrennereinstellungBrennertyp. Wahl der Wasserkühlung.
4. Maschinen-Setup- Sequenz-Trigger- Kabelkompensierung- Sperrniveau- Uhrzeit & Datum- RCI (nicht alle Modelle)- Installationsassistent- Service- Über (Software und Lizenzen)
Menü - Maschinen-SetupMenü - DV-Einheit
1. Home/zurückZurück zur Betriebsanzeige.
2. Drahtförderung vorwärts
3. Drahtförderung zurück
4. Gastest
5. Aktive DV-Einheit wechseln
6. Gas- Gas-/IGC-Einstellung
(nicht alle Ausführungen) - Gastest- Kalibrierung von IGC
1. Home/zurückZurück zur Betriebsanzeige.
2. Einstellung des Schweißvorgangs
3. SequenzenEinstellung der Anzahl der Sequenzen(Sequence Repeat-Funktion = 2 Sequenzen)
4. Einstellung von DUO PlusTM (1-50)
5. Drossel
Menü - Prozess-Setup
1. Home/zurückZurück zur Betriebsanzeige.
2. Programmwahl- Programmdetails- Programmliste- Programmassistent
3. Zurücksetzung auf werkseitigeEinstellungDas gewählte Programm auf werkseitigeEinstellung zurücksetzen.
4. Favoritenliste- Liste der zuletzt benutzten Programme
Menü - Programm
Lizenzanhängig
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
GUIDE RAPIDESIGMA SELECT GRAPHICAL
1. Réglage du courant de soudageTourner le bouton de réglage sur le courantde soudage souhaité.
2. Affichage du courant de soudage
3. Affichage de la zonedu courant/de transfert:- transfert par court-circuit- transfert globulaire (risque de projections)- transfert par pulvérisation
4. Affichage de la vitesse de dévidage
5. Affichage de l’épaisseur de matériau
6. Réglage de la tension de soudageTourner le bouton de réglage sur la tensionde soudage souhaitée.
7. Affichage de la tension de soudage
8. Affichage du réglage de la tension (+/-)
9. Affichage du programme oude la tâche sélectionnée (MigaJOB)
10. Menu
11. Affichage de la séquence en cours/séquences totalesAppuyer sur la touche pour passer à laséquence suivante.
12. Sélection du procédéProcédés de soudage disponibles. Appuyersur la touche pour changer de procédé.
13. DUO PlusTMVariation du courant de soudage en fonctiondu programme MIG synergique.
14. PointageLorsque cette fonction est activée, lesfonctions d’affichage de séquences, dedémarrage à chaud et d’évanouissement sontdésactivées.
15. Sélection du mode gâchetteBasculer entre 2 temps et 4 temps.Deux temps : le procédé de soudage démarrelorsque la gâchette de la torche est activée ets’arrête lorsqu’elle est relâchée.Quatre temps : le procédé de soudagedémarre lorsque la gâchette de la torcheest activée puis relâchée (la fonction dedémarrage à chaud est active jusqu’aurelâchement de la gâchette) et s’arrêtelorsque la gâchette est réactivée.
16. Barre d’information
17. Symbole MMA
Panneau de commande standard MIG/MMA
1. Réglage des paramètresTourner le bouton de réglage sur la valeursouhaitée.
2. Sélection du paramètre de soudageTourner le bouton de réglage sur leparamètre de soudage souhaité.
3. Pré-gaz (s)
4. Amorçage progressif (m/min)
5. Démarrage à chaud (%)
6. Temps de démarrage à chaud (s)
7. Évanouissement (s)
8. Temps d’arrêt courant (s)
9. Arrêt courant (%)
10. Post-gaz (s)
11. Temps de pointage (s)
12. Courant réglé/tension/processus
13. RetourRetour au menu.
14. Séquence en cours/séquences totalesNombre maximum de séquencesen mode normal = 9
Nombre maximum de séquencesen mode emploi = 99
15. Confirmation des modificationsRetour au panneau de commande standard.
16. Puissance de l’arc (%)
17. Réglages d’usine
Réglage du procédé de soudage MIG/MMA - Configuration du procédé
FR 50113801 B1
Nécessite une licence
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
GUIDE RAPIDESIGMA SELECT GRAPHICAL
1. Page d’accueil/retourRetour au panneau de commande standard.
2. Choix de la langue
3. Paramètres de la torcheType de torche. Sélection du refroidissementpar eau.
4. Paramètres de la machine- Mode gâchette- Compensation câble- Niveau verrouillage- Heure et date- RCI (disponible sur certains modèles
uniquement)- Assistant de config.- Service- À propos de (logiciel et licences)
Menu - Config. machineMenu - Dévidoir
1. Page d’accueil/retourRetour au panneau de commande standard.
2. Déroulement du fil
3. Enroulement du fil
4. Test gaz
5. Commutateur de fil actif
6. Gaz- Réglage manuel du gaz/IGC (disponible sur
certains modèles uniquement)- Test gaz- Calibrage IGC
1. Page d’accueil/retourRetour au panneau de commande standard.
2. Sélection du procédé de soudage
3. SéquencesRéglage du nombre de séquences.Fonction de répétition des séquences =deux séquences.
4. Réglage de DUO PlusTM (1-50)
5. Réglage de l’arc
Menu - Config. procédé
1. Page d’accueil/retourRetour au panneau de commande standard.
2. Sélection des programmes- Infos programmes- Liste des programmes- Assistant de programmes
3. Rappel des réglages d’usineRéinitialiser les programmes choisis à lavaleur des réglages d’usine.
4. Liste des favoris- Liste des programmes récemment utilisés.
Menu - Programme
Nécessite une licence
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Inställning av svetsströmVrid på knappen för att ställa in denönskade svetsströmmen.
2. Visning av svetsström
3. Visning av ström/ljusbågeområde:- kortbåge- blandbåge med risk för svetssprut- spraybåge
4. Visning av trådhastighet
5. Visning av materialetjocklek
6. Inställning av svetsspänningVrid på knappen för att ställa in denönskade svetsspänningen.
7. Visning av svetsspänning
8. Visning av +/- område forspänningstrim
9. Visning av valtprogram/MigaJob
10. Meny
11. Visning av aktuell sekvens/sekvenser i alltSkifta till nästa sekvens genom att trycka påknappen.
12. Val av processTillgängliga svetsprocesser.Tryck på knappen för att ändra process.
13. DUO PlusTMPulserande tråd i samband med synergiskMIG.
14. HäftfunktionSekvens, hotstart och slope down ärfrånkopplat, när funktionen är aktiverad.
15. Val av avtryckarmetodSkifta mellan 2-takt och 4-takt.2-takt: Svetsförloppet startar när brännar-avtryckaren aktiveras och avslutas, näravtryckaren släpps.4-takt: Svetsförloppet startar när brännar-avtryckaren aktiveras och släpps (hotstartär aktivt, tills brännaravtryckaren släpps).Avslutas när brännaravtryckaren återaktiveras.
16. Informationslinje
17. Symbol för MMA
Driftsbild MIG/MMA
1. Inställning av parametrarVrid på knappen för att ställa in det önskadeparametervärdet.
2. Val av svetsparameterVrid på knappen för att välja den önskadesvetsparametern.
3. Förgas (sek.)
4. Krypstart (m/min)
5. Hotstart (%)
6. Hotstarttid (sek.)
7. Slope-down (sek.)
8. Stopström-tid (sek.)
9. Stopström (%)
10. Eftergas (sek.)
11. Punkttid (sek.)
12. Inställd ström/spänning/process
13. ReturRetur till meny.
14. Aktuell sekvens/sekvenser i alltMax antal sekvenser i normal mode = 9Max antal sekvenser i job mode = 99
15. Bekräfta ändringarRetur till driftsbild.
16. Arc Power (%)
17. Fabriksinställning
Inställning av MIG/MMA -svetsförloppet Processinställ.
Licensberoende
SE 50113801 B1
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Home/returRetur till driftsbild.
2. Språkval
3. Inställning av brännareBrännartyp. Val av vattenkylning.
4. Maskininställning- Sequence trigger- kabelkompensation- Låsnivå- Tid & datum- RCI (ej alla modeller)- Installationsguide- Service- Om (software och licenser)
Meny - Maskininställ.Meny - Trådmotor
1. Home/returRetur till driftsbild.
2. Trådrangering fram
3. Trådrangering tillbaka
4. Gastest
5. Skifta aktiv trådmatning
6. Gas- Inställning av manuell gas/IGC
(ej alla modeller) - Gastest- Kalibrering av IGC
1. Home/returRetur till driftsbild.
2. Inställning av svetsförlopp
3. SekvenserInställning av antal sekvenser.(Sequence Repeat funktion = 2 sekvenser).
4. Inställning av DUO PlusTM (1-50)
5. Arc adjust
Meny - Processinställ.
1. Home/returRetur till driftsbild.
2. Programval- Programinformation- Programlista- Program Wizard
3. Återkallelse av fabriksinställningReset det valda programmet tillfabriksinställning.
4. Favoritlista- Lista över senaste programmen
Meny - Program
Licensberoende
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
GUIDA RAPIDASIGMA SELECT GRAPHICAL
1. Regolazione corrente di saldaturaGirare la manopola per impostare lacorrente desiderata.
2. Visualizzazione corrente saldatura
3. Visualizzazione area ditrasferimento/corrente:- short- globulare (rischio di spruzzi)- spray
4. Visualizzazione velocità filo
5. Visualizzazione spessore materiale
6. Impostazione tensione saldaturaGirare la manopola per impostare latensione desiderata.
7. Visualizzazione tensione saldatura
8. Visualizzazione lunghezza arco +/-
9. Visualizzazioneprogramma/MigaJOB selezionato
10. Menu
11. Visualizzazionesequenza presente/totale sequenzeSeleziona la sequenza successivaschiacciando il tasto.
12. Selezione del processoProcessi di saldatura disponibile. Premere iltasto per cambiare il processo.
13. DUO PlusTMPulsazione filo in saldatura MIG sinergica.
14. PuntaturaQuando la funzione è attivata sequenze,hotstart e rampa di discesa sono OFF.
15. Modalità pulsante torciaCambia tra 2 tempi a 4 tempi.2 tempi: il processo di saldatura iniziaquando il pulsante viene schiacciato etermina quando viene rilasciato.4 tempi: il processo di saldatura iniziaquando il pulsante viene schiacciato erilasciato (l’hotstart è attivo fino al rilascio)e termina quando il pulsante è attivatonuovamente.
16. Barra informazioni
17. Simbolo per MMA
Pannello di controllo Standard MIG/MMA
1. Regolazione parametriGirare la manopola per impostare il valoredesiderato.
2. Selezione parametro di saldaturaGirare la manopola per selezionare ilparametro desiderato.
3. Pre-gas (sec.)
4. Softstart (m/min)
5. Hotstart (%)
6. Tempo Hotstart (sec.)
7. Rampa (sec.)
8. Tempo corrente finale (sec.)
9. Corrente finale (%)
10. Post-gas (sec.)
11. Puntatura (sec.)
12. Corrente/Tensione/Processoimpostati
13. ReturnRitorno al menu.
14. Sequenza presente/sequenze totaliNumero max di sequenze inmodalità normale = 9Numero max di sequenze inmodalità Job = 99
15. Conferma le modificheRitorna al pannello di controllo standard.
16. Arc Power (%)
17. valore di fabbrica
Regolazione procedimento saldaturaMIG/MMA - Impostazione Processo
IT 50113801 B1
Dipendente da licenza
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
GUIDA RAPIDASIGMA SELECT GRAPHICAL
1. Home/returnRitorna al pannello di controllo standard.
2. Scelta della lingua
3. Impostazioni della torciaTipo di torcia. Selezione del raffreddamentoad acqua.
4. Impostazioni della macchiana- Sequence trigger- Compensazione cavo- Livelli di blocco- Data e ora- RCI (non tutti i modelli)- Configurazione guidata- Service- Informazioni (software e licenze)
Menu - Configurazione macchinaMenu – Traina filo
1. Home/returnRitorna al pannello di controllo standard.
2. Avanzamento filo avanti
3. Avanzamento filo indietro
4. Prova gas
5. Passa all’altro trainafilo
6. Gas- Impostazione gas manuale/IGC
(non tutte le versioni)- Prova gas- Calibrazione di IGC
1. Home/returnRitorna al pannello di controllo standard.
2. Impostazione processo di saldatura
3. SequenzeImpostazione numero sequenze.(Funzione Sequence Repeat = due sequenze)
4. Impostazione DUO PlusTM (1-50)
5. Reattanza
Menu - Impostazione processo
1. Home/returnRitorna al pannello di controllo standard.
2. Selezione programmi- Dettaglio programmi- Lista programmi- Wizard
3. Richiamo delle impostazionidi fabbricaResetta il programma scelto alleimpostazioni di fabbrica.
4. Elenco dei preferiti- Elenco dei programmi utilizzati di recente.
Menu - Programma
Dipendente da licenza
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Instellen lasstroomDraai de besturingsknop om de gewenstelasstroom in te stellen.
2. Tonen van de lasstroom
3. Tonen van het lasstroom/lasgebied:- kortsluitbooggebied- overgangsgebied (risico op spatten)- sproeibooggebied
4. Tonen van draadsnelheid
5. Tonen van materiaaldikte
6. Instellen lasspanningDraai de besturingsknop om de gewenstelasspanning in te stellen.
7. Tonen van de lasspanning
8. Tonen van +/- fijnregeling spanning
9. Tonen van geselecteerdeprogramma/MigaJOB
10. Menu
11. Tonen van ingesteldesequentie/Het aantal sequentiesWijzigen naar volgende sequentie, knopindrukken.
12. Selecteer procesAanwezige lasprocessen. Druk knop omander proces te kiezen.
13. DUO PlusTMPulseren van de draad in combinatie metsynergisch MIG.
14. HechtlassenWanneer deze functie is geactiveerd,sequentie, hotstart en downslope staan uit.
15. Selecteren functie toortsschakelaarWijzigen van 2-takt en 4-takt.2-takt: Het lasproces start wanneer de toorts-schakelaar is geactiveerd en stopt wanneerde toortsschakelaar wordt losgelaten.4-takt: Het lasproces start wanneer detoortsschakelaar is geactiveeerd enlosgelaten (de hotstart is actief totdat detoortsschakelaar losgelaten wordt) en stoptwanneer de toortsschakelaar opnieuwwordt geactiveerd.
16. Informatiebalk
17. Symbool voor MMA
Standaard besturingspaneel MIG/MMA
1. Instellen parametersDraai de besturingsknop om de gewensteparameterwaarde in te stellen.
2. Geselecteerde lasparameterDraai de besturingsknop om de gewenstelasparameter in te stellen.
3. Gasvoorstroom (sec.)
4. Softstart (m/min)
5. Hotstart (%)
6. Hotstarttijd (sec.)
7. Kratervuller (sec.)
8. Eindstroomtijd (sec.)
9. Eindstroom (%)
10. Gasnastroom (sec.)
11. Hechtlastijd (sec.)
12. Ingesteldelasstroom / voltage / proces
13. TerugTerug naar menu.
14. Huidige sequentie/Totaal aantal sequentiesMax. aantal sequenties in normale stand = 9Max. aantal sequenties in bedrijfsstand = 99
15. Wijzigingen bevestigenTerug naar standaard besturingspaneel.
16. Arc Power (%)
17. Fabrieksinstellingen
Instellen lasproces MIG/MMA -Proces instellen
Migatronic Nederland B.V. • Ericssonstraat 2 • 5121 ML RijenTel. +31 (0)161-747840 • Email [email protected] • Homepage www.migatronic.nl
NL 50113801 B1
Licentie afhankelijk
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
QUICKGUIDESIGMA SELECT GRAPHICAL
1. Home/terugTerug naar standaard besturingspaneel.
2. Taalkeuze
3. Toorts instellingenType toorts. Selecteren van waterkoeling.
4. Machine instellingen- Sequence schakelaar- Kabelcompensatie- Vergrendelniveau- Tijd & datum- RCI (niet op elk model)- Configuratie Wizard- Service- Info (software en licenties)
Menu - Machine instellingMenu – Draadaanvoerunit
1. Home/terugTerug naar standaard besturingspaneel.
2. Draadtransport voorwaarts
3. Draadtransport achterwaarts
4. Gastest
5. Schakel actieve draadaanvoer
6. Gas- Instellen handmatig gas/IGC (Intelligent
Gas Control) (niet op alle versies) - Gastest- Kalibratie van IGC
1. Home/terugTerug naar standaard besturingspaneel.
2. Instellen lasproces
3. SequentiesInstellen aantal sequenties.Herhaalfunctie sequenties = twee sequenties.
4. Instellen DUO PlusTM (1-50)
5. Instellen smoorspoel
Menu - Process setup
1. Home/terugTerug naar standaard besturingspaneel.
2. Selecteer programma’s- Programma details- Programmalijst- Programmawizard
3. Fabrieksinstellingen terughalenReset de gekozen programma naar defabrieksinstellingen.
4. Favorieten lijst- Lijst met recent gebruikte programma’s.
Menu - programma
Licentie afhankelijk
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
SIGMA SELECT GRAPHICALPIKAKÄYTTÖOHJE
FI 50113801 B1
1. Hitsausvirran asetusHaluttu hitsausvirta asetetaan säädintäkääntämällä.
2. Hitsausvirran näyttö
3. Virta/kaarialueen näyttö:- Lyhytkaari- Välikaari (riski hitsausroiskeille)- Kuumakaari
4. Lankanopeuden näyttö
5. Materiaalin vahvuuden näyttö
6. Hitsausjännitteen asetusHalutun jännitteen asetus (Trim).
7. Hitsausjännitteen näyttö
8. +/- tasausjännitteen (trim) näyttö
9. Valitun ohjelman näyttö/MigaJOB
10. Menu - valikko
11. Sekvenssien näyttö/valittu sekvenssiVaihto seuraan sekvenssiin painamallanäppäintä.
12. MenetelmänvalintaSaatavilla olevat hitsausmenetelmät. Painapainiketta vaihtaaksesi menetelmää.
13. DUO PlusTMSykkivä langansyöttö synergisten MIG-ohjelmien kanssa.
14. SilloitushitsausTämän toiminnon ollessa aktivoituna,sekvenssi, hotstart ja slope down(virranlasku) ovat pois päältä.
15. Trigger-tilaVaihto 2-tahti ja 4-tahti välillä.2-tahti: Hitsausprosessi alkaa, kun polttimenliipaisinta painetaan ja päättyy, kun liipaisinvapautetaan.4-tahti: Hitsausprosessi alkaa, kun polttimenliipaisinta painetaan ja vapautetaan(hotstart on aktivoituna kunnes liipaisinvapautetaan) ja päättyy, kun liipaisintajälleen painetaan.
16. Informaatiopalkki
17. MMA:n symboli
Näytön toiminnot MIG/MMA
1. Parametrin säätöSäätimellä valitaan haluttu arvo.
2. Hitsausparametrien valintaSäätimellä valitaan säädettävä parametri.
3. Kaasun etuvirtaus (Sek.)
4. Softstart (m/min)
5. Hotstart (%)
6. Hotstart aika (Sek.)
7. Virrranlasku (Sek.)
8. Lopetusvirta-aika (Sek.)
9. Lopetusvirta (%)
10. Jälkikaasu (Sek.)
11. Pistehitsausaika (Sek.)
12. Asetettu hitsausvirta/jännite/prosessi
13. PaluuPaluu Menu.
14. Valittu sekvenssi/Valitut sekvenssit yhteensäMax. sekvenssit norm.tilassa = 9Max. sekvenssit job tilassa = 99
15. Vahvista muutoksetPaluu perusnäyttöön.
16. Arc Power (%)
17. Tehdasasetukset
Hitsausprosessin MIG/MAG-asetukset -Prosessiasetukset
Lisenssistä riippuva
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
SIGMA SELECT GRAPHICALPIKAKÄYTTÖOHJE
1. Koti/PaluuPaluu perusnäyttöön.
2. Kielen valinta
3. Polttimen asetuksetPolttimen tyyppi. Vesijäähdytyksen valinta.
4. Koneen asetukset- Sekvenssiliipaisin- Kaapelikompensaatio- Lukitustaso- Aika & päivämäärä- RCI (ei kaikissa malleissa)- Ohjattu asennustoiminto- Huolto- Muuta (ohjelmistot ja lisenssit)
Menu - Koneen asennusMenu - Langansyöttölaite
1. Koti/PaluuPaluu perusnäyttöön.
2. Langansyöttö eteenpäin
3. Langansyöttö taaksepäin
4. Kaasutesti
5. Vaihda aktiivinen langansyöttölaite
6. Suojakaasu- Manuaalinen kaasunvirtaus-asetus/IGC
(lisävaruste, ei kaikissa malleissa) - Kaasutesti- IGC:n kalibrointi
1. Koti/PaluuPaluu perusnäyttöön.
2. Prosessin asetus
3. Sekvenssit (muistipaikat)Sekvenssien määrän asetus.Sekvenssitoisto = kaksi sekvenssiä toistetaanvuorotellen.
4. DUO PlusTM asetus (1-50)
5. Kaaren säätö (induktanssi)
Menu - Prosessi asetukset
1. Koti/PaluuPaluu perusnäyttöön.
2. Ohjelmavalinnat- Ohjelman yksityiskohdat- Ohjelmalista- Ohjelman sisältö - Wizard
3. Tehdasasetuksien palautusPalauttaa valitun ohjelman tehdasasetuksiin.
4. Suosikit- Lista äskettäin käytetyistä ohjelmista.
Menu - Ohjelma
Lisenssistä riippuva
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
GUÍA RÁPIDASIGMA SELECT GRAPHICAL
1. Ajuste de la corriente de soldaduraGire el botón de control para fijar la corrientede soldadura deseada.
2. Visualizaciónde la corriente de soldadura
3. Visualización del áreade corriente/transferencia:- transferencia spray- transferencia globular (riesgo de proyecciones)- transferencia spray
4. Visualización de la velocidad de hilo
5. Visualización del espesor de material
6. Ajuste del voltaje de soldaduraGire el botón de control para fijar el voltaje desoldadura deseado.
7. Visualización del voltaje de soldadura
8. Visualización de +/- ajuste de voltaje
9. Visualización delprograma/MigaJOB seleccionado
10. Menu
11. Visualización de lasecuencia actual/total de secuenciasCambia a la secuencia siguiente presionandoel botón.
12. Selección de procesoProcesos de Soldadura disponibles. Presione latecla para cambiar el proceso.
13. DUO PlusTMPulsación del hilo en conexión con MIGsinérgico.
14. Punteo de soldaduraCuando esta función está activada, la secuencia,el arranque en caliente y la rampa de bajada seapagan.
15. Seleción del modo gatilloCambio entre 2-tiempos y 4-tiempos.2-Tiempos: El proceso de soldadura empiezacuando presionamos el gatillo de la antorchay termina cuando soltamos el gatillo de laantorcha.4-Tiempos: El proceso de soldadura empiezacuando presionamos y soltamos el gatillo de laantorcha (el arranque en caliente está activohasta que soltamos el gatillo) y termina cuandopresionamos el gatillo de la antorcha otra vez.
16. Barra de información
17. Símbolo para MMA
Panel de control estándar MIG/MMA
1. Ajuste de parámetrosGire el botón de control para ajustar el valordel parámetro deseado.
2. Selección del parámetro de soldaduraGire el botón de control para seleccionar elparámetro de soldadura deseado.
3. Pre-gas (sec.)
4. Inicio suave (m/min)
5. Inicio caliente (%)
6. Tiempo de inicio caliente (sec.)
7. Rampa (sec.)
8. Tiempo de amperios finales (sec.)
9. Amperios finales (%)
10. Post-gas (sec.)
11. Tiempo de puntos (sec.)
12. Ajuste de corriente/voltaje/proceso
13. RetornoVuelve al menú.
14. Secuencia actual/total de secuenciasMáx. nº de secuencias en modo normal = 9Máx. nº de secuencias en modo job = 99
15. Confirmar modificacionesVuelve al panel de control estándar.
16. Potencia de Arco (%)
17. Ajustes de fábrica
Ajuste del proceso de soldadura MIG/MMA Proceso de ajuste inicial
ES 50113801 B1
Depende de la Licencia
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
GUÍA RÁPIDASIGMA SELECT GRAPHICAL
1. Inicio/retornoVuelve al panel de control estándar.
2. Selección de idioma
3. Configuración de la antorchaTipo de antorcha. Selección de refrigeraciónpor agua.
4. Configuración de la máquina- Secuencia mediante gatillo- Compensación de cable- Nivel de bloqueo- Hora & fecha- RCI (no todos los modelos)- Asistente de configuración- Servicio- Acerca de (software y licencias)
Menu - Ajuste inicial de máquinaMenu – Alimentador de hilo
1. Inicio/retornoVuelve al panel de control estándar.
2. Avance del hilo
3. Retroceso del hilo
4. Gastest
5. Cambiar devanadora de hilo activa
6. Gas- Ajuste manual del gas/IGC (no en todas las
versiones)- Gastest- Calibración de IGC
1. Inicio/retornoVuelve al panel de control estándar.
2. Ajuste del proceso de soldadura
3. SecuenciasAjuste del número de secuencias.Secuencia de la función de repetición =dos decuencias.
4. Ajuste de DUO PlusTM (1-50)
5. Ajuste de arco
Menu - Proceso de ajuste inicial
1. Inicio/retornoVuelve al panel de control estándar.
2. Selección de programas- Detalles del programa- Listado de programas- Programa Asistente
3. Reconfiguración a los ajustes de fábricaRestablecer el programa elegido a los ajustesde fábrica.
4. Lista favorita- Lista de programas usados recientemente
Menu - Programa
Depende de la Licencia
2
1
3
5
2
1
3
4
5
2
1
3
4
2
1
3
4
-
RYCHLÝ PRŮVODCESIGMA SELECT GRAPHICAL
1. Nastavení svařovacího prouduOtáčením knoflíku nastavte požadovanýsvařovací proud.
2. Zobrazení svařovacího proudu
3. Zobrazenínapětí/druhu oblouku:- zkratový přenos- globulární přenos (nebezpeční rozstřiku)- sprchový přenos
4. Zobrazení rychlosti podávání
5. Zobrazení tloušťky materiálu
6. Natavení svařovacího napětíOtáčením knoflíku nastavte požadovanésvařovací napětí.
7. Zobrazení svařovacího napětí
8. Zobrazení +/- doladění svařovacíhonapětí
9. Zobrazení vybranéhoprogramu/MigaJOB
10. Menu
11. Zobrazení sekvence/počtu sekvencíStiskem tlačítka volíte další sekvenci.
12. Výběr procesuDostupné svařovací procesu. Stiskem tlačítkazměníte proces.
13. DUO PlusTMPulsace podávání drátu při synergickém MIGsvařování.
14. StehováníPři aktivaci této funkce jsou sekvence,horký start a zaplňování koncového kráteruvypnuty.
15. Výběr spínáníVýběr mezi 2 taktním (černá kontrolka) a 4taktním (zelená kontrolka) spínáním.2 takt: Stiskem spouště na hořáku je zahájenosvařování, uvolněním spouště je ukončeno.4 takt: Stiskem a uvolněním spouště jezahájeno svařování (po dobu stisku běžíhorký start). Dalším stiskem a uvolněnímspouště dojde k ukončení svařování.
16. Informační řádek
17. Zobrazení symbolu MMA
Standardní řídící panel MIG/MMA
1. Nastavení parametrůOtáčením knoflíku nastavte velikostvybraného parametu.
2. Volba svařovacíh parametrůOtáčením knoflíku vyberte požadovanýparameter.
3. Předfuk plynu (s)
4. Měkký start (m/min)
5. Horký start, proud (%)
6. Horký start, čas (s)
7. Zaplňování koncového kráteru (s)
8. Doba zhasínání (s)
9 Zhasínací proud (%)
10. Dofuk plynu (s)
11. Čas bodu (s)
12. Zvolený proud / napětí / process
13. NávratNávrat do menu.
14. Zvolenásekvence/počet sekvencíMax. počet sekvencí v normálním módu = 9Max. počet sekvencí v módu job = 99
15. Potvrzení úpravNávrat ke standardnímu řídícímu panelu.
16. Arc Power (%)
17. Návrat do továrního nastavení
Nastavení svařovacího procesu -MIG/MMA
CZ 50113801 B1
Licence-přiřazení
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
RYCHLÝ PRŮVODCESIGMA SELECT GRAPHICAL
1. Domů / návratNávrat ke standardnímu řídícímu panelu.
2. Výběr jazyka
3. Nastavení hořákuDruh hořáku. Volba vodního chlazení.
4. Nastavení stroje- Spínání sekvencí- Kompenzace kabelů- Úroveň zamykání- Čas & datum- RCI (ne všechny verze)- Nastavení průvodce- Servis- Informace (software a licence)
Menu – Nastavení strojeMenu - Podavač
1. Domů / návratNávrat ke standardnímu řídícímu panelu.
2. Zavádění drátu vpřed
3. Zavádění drátu zpět
4. Plynový test
5. Výběr aktivního podavače
6. Plyn- Nastavení průtoku plynu manuální/IGC (ne
u všech variant)- Plynový test- Kalibrace IGC
1. Domů / návratNávrat ke standardnímu řídícímu panelu.
2. Nastavení svařovacího procesu
3. SekvenceNastavení počtu sekvencí.(Funkce Sequence Repeat = 2 sekvence).
4. Nastavení DUO PlusTM (1-50)
5. Tvrdost zdroje
Menu – Nastavení procesu
1. Domů / návratNávrat ke standardnímu řídícímu panelu.
2. Výběr programů- Detaily programu- Seznam programů- Vyhledání programů
3. Návrat do továrního nastaveníResetování vybraného programu dotovárního nastavení.
4. Oblíbené- Seznam často používaných programů.
Menu - Program
Licence-přiřazení
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
SIGMA SELECT IMPULZUSRÖVID ÚTMUTATÓ
1. Hegesztőáram beállításaA kívánt hegesztőáramot a forgatógombbalállítjuk be.
2. Hegesztőáram kijelzése
3. Áram/ív kijelzése:- rövid ív- kevert ív (fröcskölés veszély)- szórt ív
4. Huzaltoló sebesség kijelzése
5. Anyagvastagság kijelzése
6. Hegesztő-feszültség beállításaA kívánt hegesztő feszültséget aforgatógombbal állítjuk be.
7. Hegesztő-feszültség kijelzése
8. +/- feszültség-trimm kijelzése
9. A kiválasztottprogram/MigaJOB kijelzése
10. Menü
11. Aktuális szekvenciák/összes szekvencia kijelzéseA következő választása gombnyomással.
12. Eljárás kiválasztásaElérhető hegesztési eljárások. Az eljárásmódosításához nyomja meg a gombot.
13. DUO PlusTMPulzáló huzal, szinergikus MIG-gelösszekötve.
14. HeftelésHa ez a funktció aktív, a szekvencia,„Hotstart” és áram-lefutás ki van kapcsolva.
15. Távszabályzás-módVálasszon 2-ütem és 4-ütem között.2-ütem: A hegesztés elkezdődik, haa pisztoly-kapcsolót megnyomjuk ésbefejeződik, ha elengedjük.4-ütem: A hegesztés elkezdődik, ha apisztoly-kapcsolót megnyomjuk és ismételengedjük (a „Hotstart” aktív, ameddiga gombot nyomjuk) és befejeződik, ha agombot ismét megnyomjuk.
16. Információs sáv
17. MMA jel
Üzemi kijelző MIG/MMA
1. Paraméterek beállításaA kiválasztott értéket a forgatógombbalállítjuk be.
2. Másodlagos paraméterek választásaA paramétereket a forgatógombbalválasztjuk ki.
3. Gázelőáramlás (mp)
4. lágy indítás (m/perc)
5. Hotstart (%)
6. Hotstart idő (mp)
7. Áramlefutás (mp)
8. Befejező áram idő (mp)
9. Befejező áram (%)
10. Gáz után áramlás
11. Ponthegesztési idő (mp)
12. Beállított áram/eljárás/feszültség
13. VisszaVissza a menübe.
14. Aktuális szekvenciák/összes szekvenciaSzekvenciák max. száma normál módban = 9Szekvenciák max. száma „Job“ (feladat)módban = 99
15. Változtatások megerősítéseVissza az üzem kijelzőhöz.
16. „Arc power” (ív erő) (%)
17. Gyári beállítások
A MIG/MMA hegesztésifolyamat beállítása - „Process setup”
MAGYAR 50113801 B1
Licensz függő
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
SIGMA SELECT IMPULZUSRÖVID ÚTMUTATÓ
1. „Home”/visszaVissza az üzem kijelzőhöz.
2. Nyelv választása
3. Hegesztő pisztoly beállításPisztoly típus. Vízhűtés választása.
4. Gép beállítás- Szekvencia-gomb- Kábel kompenzálás- Zár szint- Óra & dátum- RCI (nem minden model)- Telepítési segéd- Szervíz- Egyéb (szoftver és licensz)
Menü - Gép beállításMenü-Huzaltoló egység
1. „Home”/visszaVissza az üzem kijelzőhöz.
2. Huzalelőtolás előre
3. Huzalelőtolás vissza
4. Gázteszt
5. Aktív huzaltoló egység csere
6. Gáz- Gáz/IGC-beállítás (nem minden kivitelnél)- Gázteszt- IGC kalibrálása
1. „Home”/visszaVissza az üzem kijelzőhöz.
2. A hegesztési folyamat beállítása
3. SzekvenciaA szekvenciák számának beállítása,(szekvencia-ismétlési funkció) = 2 szekvencia)
4. A „DUO PlusTM” beállítása (1-50)
5. Fojtás
Menü - Eljárás beállítás
1. „Home”/visszaVissza az üzem kijelzőhöz.
2. Program választás- Program részletek- Program lista- Program varázsló
3. Visszaállítás a gyári beállításraA választott program visszaállítása a gyáribeállításra.
4. Kedvencek listája- A legutoljára használt programok listája.
Menü - Program
Licensz függő
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
-
SKRÓCONA INSTRUKCJASIGMA SELECT GRAPHICAL
1. Wybór prądu spawaniaObracaj gałką sterowania, aby ustawićpożądany prąd spawania.
2. Wyświetl prąd spawania
3. Pole wyświetlania wartości prądu:- zwarciowy- mieszany (ryzyko odprysków)- natryskowy
4. Wyświetl pręd. podawania drutu
5. Wyświetl grubość materiału
6. Ustawianie napięcia spawaniaObracaj gałką, aby dostroić/ustawićpożądane napięcie spawania.
7. Wyświetl napięcie spawania
8. Wyświetl dostrojenie napięcia +/-
9. Wyświetl wybranyprogram/MigaJOB
10. Menu
11. Wyświetl obecną sekwencję/sekwencje ogółemNaciskając przełącznik zmieniaj sekwencje.
12. Wybór trybu spawaniaDostępne tryby spawania. Naciśnij abyzmienić tryb.
13. DUO PlusTMDrut pulsujący w połączeniu z synergicznymMIG.
14. SczepianiePo aktywacji tej funkcji, wyłączone zostająsekwencja, gorący start i opadanie prądu.
15. Wybór trybu pracy uchwytuWybieraj pomiędzy 2-taktem a 4-taktem.2-takt: Proces spawania zaczyna się wrazz uruchomieniem spustu palnika, a kończywraz ze zwolnieniem spustu.4-takt: Proces spawania zaczyna się wrazz uruchomieniem i zwolnieniem spustu(gorący start jest aktywny do chwilizwolnienia spustu palnika), a kończy wraz zponownym uruchomieniem spustu.
16. Pasek informacyjny
17. Symbol MMA
Standardowy panel sterowania MIG/MMA
1. Ustawianie parametrówObracaj gałką sterowania, aby ustawićpożądaną wartość parametru.
2. Wybór parametru spawaniaObracaj gałką sterowania, aby ustawićpożądany parametr spawania.
3. Gaz przed spawaniem (s)
4. Miękki start (m/min)
5. Gorący start (%)
6. Czas gorącego startu (s)
7. Opadanie (s)
8. Czas stop amp (s)
9. Stop amp (%)
10. Gaz po spawaniu (s)
11. Czas spaw. punktowego (s)
12. Ustawiony prąd/napięcie/proces
13. PowrótPowrót do menu.
14. Obecna sekwencja/sekwencje ogółemMaks. liczba sekwencji wtrybie normalnym = 9
Maks. liczba sekwencji wtrybie zadaniowym = 99
15. Potwierdzenie zmianPowrót do standardowego panelu.
16. Moc Łuku (%)
17. Ustawienia fabryczne
Ustawianie procesu spawaniaMIG/MMA – Konfiguracja procesu
Uzależniony od licencji
PL 50113801 B1
12
3
12
9
10
11
134 5
6
7
14
15
8
17
2
3
7
9
10
16
12
16
1
6
3
149
12
13
15
4
5 2
78
1110
25
6
12
13
15
16
1
17
1
17
-
SKRÓCONA INSTRUKCJASIGMA SELECT GRAPHICAL
1. PowrótPowrót do standardowego panelu.
2. Wybór języka
3. Ustawienia palnikaTyp palnika. Wybór systemu chłodzeniawodą.
4. Ustawienia spawarki- przycisk uruchamiania sekwencji- przewód kompensacyjny- poziom blokady- czas & data- RCI /interfejs komunikacyjny/ (nie we
wszystkich modelach) - Kreator konfiguracji- Serwis- Info - oprogramowanie i licencje
Menu - Konfiguracja SpawarkiMenu - podajnik drutu
1. PowrótPowrót do standardowego panelu.
2. Impulsowy przesuw drutudo przodu
3. Impulsowy przesuw drutu do tyłu
4. Test gazowy
5. Przełączanie aktywnegopodajnika drutu
6. Gaz- Ustawianie gazu ręczne/IGC (nie wszystkie
wersje) - Test gazowy- Kalibracja IGC
1. PowrótPowrót do standardowego panelu.
2. Ustawianie procesu spawania
3. SekwencjeUstawianie liczby sekwencji.Funkcja powtórzenia sekwencji =dwie sekwencje.
4. Ustawianie DUO PlusTM (1-50)
5. Regulacja łuku
Menu - Konfiguracja Procesu
1. PowrótPowrót do standardowego panelu.
2. Wybór programu- Szczegóły programu- Lista programów- Kreator programów
3. Przywrócenie ustawień fabrycznychResetowanie wybranego programu doustawień fabrycznych.
4. Ulubione- Lista ostatnio używanych programów.
Menu - Programów
Uzależniony od licencji
2
1
3
4
5
2
1
3
4
6
5
2
1
3
4
2
1
3
4
Related Documents