BAB I PENDAHULUAN 1.1 LATAR BELAKANG PENULISAN Seiring perkembangan zaman yang semakin pesat serta industri - industri yang persainganya semakin ketat, seorang mahasiswa dituntut untuk bisa menciptakan pemikiran - pemikiran yang mengarah pada pengembangan kreativitas, inovasi perekayasaan dengan kebutuhan dan perkembangan sains teknologi. Dalam industri – industri besar di indonesia, pemikiran serta inovasi baru seperti itu sangat dibutuhkan karena bertujuan untuk mempermudah kerja manusia. Untuk itu perlu dipelajari ilmu teknik, khususnya teknik mesin selalu dihadapkan pada kebutuhan akan benda atau peralatan yang berfungsi untuk mempermudah suatu proses pada elemen – elemen dasar. Disamping dapat menghasilkan serta mempermudah pengerjaan produk, juga diharapkan dapat mengefisienkan waktu kerja. Sebelum pembuatan suatu alat perlu sebuah perancangan terlebih dahulu. Menganalisa setiap masalah yang timbul dari berbagai kendala – kendala di setiap pengerjaan proses produksi sehingga bisa 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAB I
PENDAHULUAN
1.1 LATAR BELAKANG PENULISAN
Seiring perkembangan zaman yang semakin pesat
serta industri - industri yang persainganya semakin
ketat, seorang mahasiswa dituntut untuk bisa
menciptakan pemikiran - pemikiran yang mengarah pada
pengembangan kreativitas, inovasi perekayasaan
dengan kebutuhan dan perkembangan sains teknologi.
Dalam industri – industri besar di indonesia,
pemikiran serta inovasi baru seperti itu sangat
dibutuhkan karena bertujuan untuk mempermudah kerja
manusia. Untuk itu perlu dipelajari ilmu teknik,
khususnya teknik mesin selalu dihadapkan pada
kebutuhan akan benda atau peralatan yang berfungsi
untuk mempermudah suatu proses pada elemen – elemen
dasar. Disamping dapat menghasilkan serta
mempermudah pengerjaan produk, juga diharapkan dapat
mengefisienkan waktu kerja.
Sebelum pembuatan suatu alat perlu sebuah
perancangan terlebih dahulu. Menganalisa setiap
masalah yang timbul dari berbagai kendala – kendala
di setiap pengerjaan proses produksi sehingga bisa
1
menyimpulkan dan membuat gambaran tentang alat yang
tepat untuk mempermudah pengerjaan banda tersebut.
Tooling design merupakan proses perancangan
perkakas untuk pembuatan alat bantu yang hemat dan
efisien dalam pembuatan suatu produk. Proses
tersebut meliputi desain dan perencanaan dari
peralatan serta pembuatan gambar kerja dari perkakas
yang akan dibuat.Jig and fixture merupakan “perkakas bantu” yang
berfungsi untuk memegang dan atau mengarahkan benda
kerja sehingga proses manufaktur suatu produk dapat
lebih efisien. Selain itu jig and fixture juga dapat
berfungsi agar kualitas produk dapat terjaga seperti
kualitas yang telah ditentukan. Dalam laporan ini
penulis akan menjelaskan tentang jig dan fixture
serta bagian – bagian lain yang berhubungan dengan
perencanaan jig dan fixture.
1.2 TUJUAN PENULISAN
Tujuan dari penulisan tentang tugas tooling desain
ini yaitu supaya penulis dapat mendesain serta
merencanakan suatu jig drilling. Selain itu tujuan
dari penulisan ini yaitu :
Mahasiswa mampu mengetahui cara kerja jig dan
fixture.
2
Mahasiswa mampu mengaplikasikan materi kuliah
tooling design dan menggambar CAD/CAM/CATIA.
Mahasiswa mampu menganalisa segala
permasalahan yang timbul pada proses
perencanaan jig dan fixture serta dapat
mencari solusi yang tepat untuk memecahkan
masalah tersebut.
1.3 PEMBATASAN MASALAH
Didalam perencanaan tugas tooling ini penulis
membatasi masalah hanya akan membahas tentang
perencanaan serta desain dari sebuah jig dan fixture
menurut klasifikasi pemakaiannya yaitu digunakan
untuk frais dan jig drilling yang digunakan untuk
proses bor. Penulis akan menjelaskan jig drilling
yaitu alat bantu proses pengeboran.
1.4 SISTEMATIKA PENULISAN
Dalam perencanaan tugas tooling desain ini
terdiri dari beberapa bab, antara lain :
BAB I Pendahuluan
Berisi tentang latar belakang, tujuan
penulisan, pembatasan masalah serta
sistematika penulisan.
BAB II Dasar Teori
3
Menjelaskan serta menguraikan tentang hal –
hal yang berhubungan dengan jig dan
fixture.
BAB III Analisa Perhitungan
Menguraikan tentang perhitungan gaya yang
timbul akibat dari tegangan benda kerja
terhadap jig yang menjepit benda kerja
tersebut.
BAB IV Penutup
Berisi tentang kesimpulan dan saran.
Daftar Pustaka
Lampiran
4
BAB II
DASAR TEORI
2.1 JIG DAN FIXTURE
Hampir setiap proses produksi didukung oleh
pemakaian mesin perkakas. Penggunaan mesin ini
tergantung kepada spesifikasi produk yang akan
dibuat. Semakin komplek bentuk produk tersebut, maka
akan semakin rumit pula perkakas yang digunakan.
Mesin perkakas akan lebih berfungsi bila dilengkapi
pula dengan perkakas bantu. Jenis perkakas bantu
tersebut antara lain jig dan fixture. Penggunaan jig
dan fixture ini disesuaikan dengan fungsi dan
karakteristiknya. Dimana Jig adalah suatu alat
penuntun dari pahat dan sebagai pemegang benda kerja
yang tidak terikat secara tetap pada mesin tempat
alat itu dipakai. Sedangkan fixture adalah perkakas
5
pemegang benda kerja yang terikat secara tetap pada
mesin dimana alat tersebut berada.
Jig and fixture merupakan perkakas bantu yang
berfungsi untuk memegang dan atau mengarahkan benda
kerja sehingga proses manufaktur suatu produk dapat
lebih efisien. Selain itu jig and fixture juga dapat
berfungsi agar kualitas produk dapat terjaga seperti
kualitas yang telah ditentukan. Dan juga, Jig dan
fixture berfungsi membantu atau menolong pelaksanaan
proses produksi, tetapi tidak merubah geometris dari
benda kerja. Dengan menggunakan perkakas bantu ini
diharapkan produk yang dihasilkan memiliki ketelitian
yang tinggi, kepresisian yang tepat, akurasi, dan
sesuai dengan bentuk produk yang diinginkan. Dengan
adanya jig & fixtures, tidak diperlukan lagi skill
operator dalam melakukan operasi manufaktur, dengan
kata lain pengerjaan proses manufaktur akan lebih
mudah untuk mendapatkan kualitas produk yang lebih
tinggi ataupun laju produksi yang lebih tinggi pula.
Dengan demikian, efisiensi proses manufaktur suatu
produk dapat ditingkatkan melalui perancangan jig and
fixture pada proses manufaktur sekelompok produk.
2.2 MANFAAT PENGGUNAAN JIG DAN FIXTURE
Manfaat dari penggunaan Jig dan Fixture adalah:
Aspek Teknis / Fungsi:
6
Mendapatkan ketepatan ukuran
Mendapatkan keseragaman ukuran
Aspek Ekonomi:
Mengurangi ongkos produksi dengan memperpendek
waktu proses
Menurunkan ongkos produksi dengan pemakaian
bukan operator ahli / trampil
Meningkatkan efisiensi penggunaan alat atau
mesin
Optimalisasi mesin yang kurang teliti
Mengurangi waktu inspeksi dan alat ukur
Meniadakan kesalahan pengerjaan (reject)
Aspek Sosial / Keamanan:
Mengurangi beban kerja fisik operator
Mengurangi resiko kecelakaan kerja
Sebelum jig & fixture dibuat, perlu sekali
dilakukan kajian dari sisi ekonomi, karena hasil
akhir dari penggunaan jig & fixture tidak lain
adalah keuntungan secara ekonomi.
2.3 PERTIMBANGAN UMUM PEMBUATAN JIG DAN FIXTURE
7
Sebelum memutuskan penggunaan jig dan fixture
pada suatu proses produksi, harus mempertimbangkan
beberapa tuntutan – tuntutan di bawah ini:
a) Tuntutan Fungsi
Tuntutan fungsi yang utama dalam penggunaan
jig dan fixture adalah bentukan dan
toleransi yang diharapkan dapat tercapai.
Keseragaman ukuran pada produk masal dapat
tercapai.
Waktu proses sebelum penggunaan jig dan
fixture yang panjang akibat penyetingan dan
penanganan benda kerja berkurang secara
nyata.
Pada penggunaan checking fixture, ukuran
atau bentukan yang diterima dan tidak dapat
segera dikenali.
b) Tuntutan Penanganan/Pengoperasian
Jig dan fixture harus dapat dioperasikan
dengan cepat dan mudah walaupun dengan
operator awam sekalipun.
Penggunaan aspek ergonomi diperhatikan.
8
Elemen operasi mudah dikenali dan
dimengerti cara kerjanya.
Perlu mempertimbangkan aspek pengguna.
c) Tuntutan Ekonomi
Biaya penggunaan jig dan fixture tidak
terlampaui.
Target pencapaian BEP (Break Even Point)
tercapai.
d) Tuntutan Konstruksi
Optimalisasi penggunaan elemen standar.
Rancangan hendaknya logis dan tidak
berlebihan (over design).
Penggunaan elemen yang lepas pasang
mempertimbangkan waktu penanganan.
Elemen yang lepas pasang harus diikat agar
tidak jatuh atau hilang.
Jig dan fixture yang bergerak atau berputar
harus diseimbangkan terlebih dahulu.
Penggunaan elemen yang mengunci sendiri
(self locking) pada mesin yang memiliki
getaran tinggi atau tergesernya benda kerja
9
akibat kerusakan alat potong sangat perlu
dipertimbangkan.
e) Tuntutan Keamanan
Aspek umum keselamatan di tempat kerja
diperhatikan.
Pengamanan terhadap bahaya listrik,
mekanik, dan tekanan yang berlebihan.
Pengamanan pada saat proses pemesinan atau
kegagalan pemesinan.
Pengamanan terhadap kegagalan sumber tenaga
pencekaman.
Keamanan terhadap benda kerja akibat
kesalahan peletakan, pencekaman, dan saat
proses.
2.4 PROSEDUR PERANCANGAN JIG DAN FIXTURE
Sebelum memutuskan penggunaan jig dan fixture
pada suatu proses produksi, sangat perlu di
pertimbangkan pemenuhan tuntutan – tuntutan di bawah
ini:
1) Peletakan Benda Kerja (Location)
10
Benda kerja memiliki ruang yang cukup pada
peletakannya dan tidak memungkinkan benda
terbalik atau salah pasang untuk menghindari
kesalahan pengerjaan. Titik peletakan cukup
jelas terlihat oleh operator. Dalam hal benda
kerja memiliki ukuran mentah seperti benda
tuangan (casting) dimungkinkan peletakan yang
dapat diatur (adjustable) untuk menjaga keausan
locator atau variasi ukuran benda kerja.
2) Pencekaman (Clamping)
Penyusunan atau peletakan pencekam dan
besarnya gaya pencekaman benar – benar
meniadakan gaya reaksi akibat gaya – gaya luar
akibat pemotongan benda kerja / proses. Gaya
pencekaman tidak menyebabkan benda kerja
terdeformasi atau merusak permukaannya.
Pencekaman harus logis dan mudah.
3) Penanganan (Handling)
Komponen control dan jig dan fixture
keseluruhan harus ringan dan mudah untuk dinaik-
turunkan dari mesin. Untuk itu elemen untuk
memegang dan memindahkan jig dan fixture harus
tersedia. Tidak ada sisi tajam pada jig dan
11
fixture. Benda kerja yang kecil dan sulit dalam
pemasangan / pelepasan, di berikan kemudahan.
4) Kelonggaran (Clearance)
Tersedia cukup ruang untuk pembuangan beram
hasil pemotongan jika beram tidak diinginkan
terbuang keluar melaui arah yang sama dengan
pemotongan. Penggunaan celah untuk tangan
operator / alat bantu yang dimaksudkan untuk
mengeluarkan beram yang tersumbat sangat
dimungkinkan.
5) Kekakuan / Stabilitas (Rigidity / Stability)
Meskipun jig dan fixture diharapkan
seringan mungkin, kestabilan juga sangat
diperlukan, proporsional terhadap besar benda
kerja dan gaya luar yang bekerja. Jika perlu di
gunakan pengikatan baut – mur terhadap mesin.
6) Bahan (Material)
Komponen utama yang mendapatkan gesekan dan
atau tumbukan gaya menggunakan material Tool
Steel atau mendapatkan perlakuan pengerasan.
Penggunaan material sisipan (insert) pada
komponen yang bergesekan dimaksudkan untuk
penggantian. Jika digunakan komponen yang di
12
las, perlu dilakukan perlakuan stress relief
setelah pengelasan atau sebelum pemesinan untuk
menghindari tegangan dalam maupun pelentingan
akibat las.
7) Toleransi (Tolerance)
Toleransi pengerjaan komponen jig dan
fixture yang berhubungan dengan hasil proses
adalah sepertiga dari toleransi benda kerja.
Misalnya jarak lubang yang akan diproses pada
benda kerja memiliki toleransi ± 0.3 mm, maka
toleransi pada jignya untuk setting jarak antar
pengarah (bush) adalah 0.1 mm.
2.5 JENIS – JENIS JIG
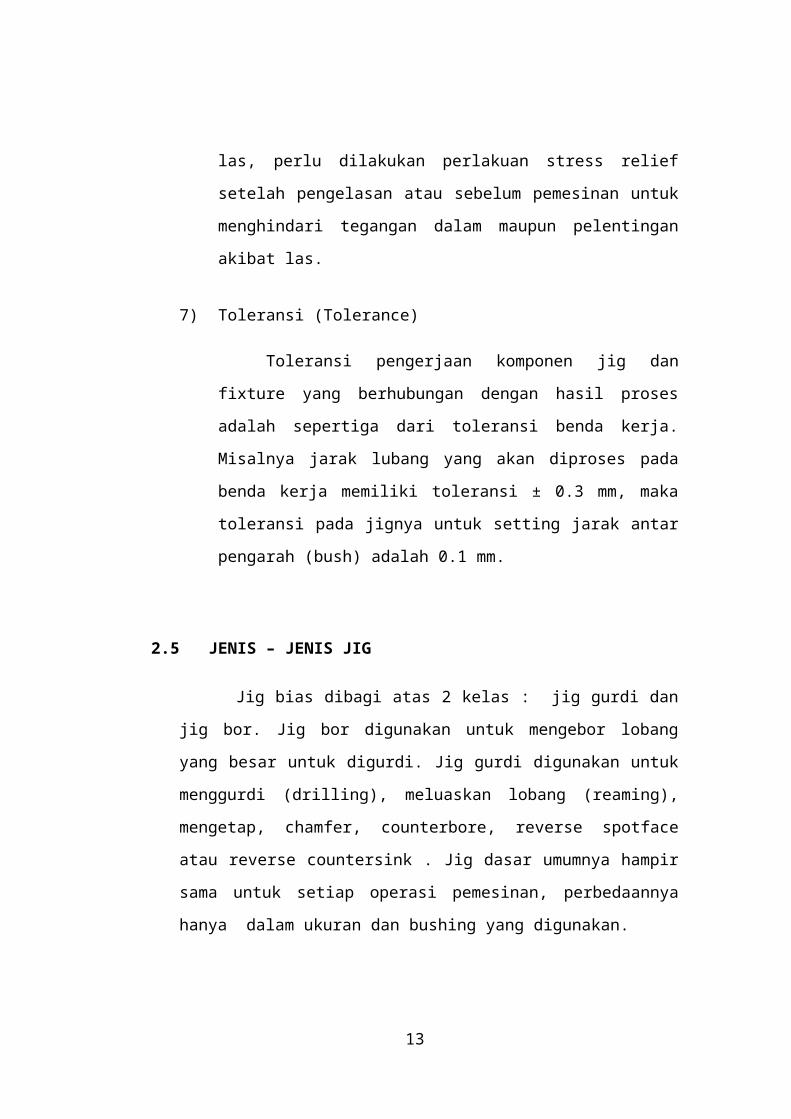
Jig bias dibagi atas 2 kelas : jig gurdi dan
jig bor. Jig bor digunakan untuk mengebor lobang
yang besar untuk digurdi. Jig gurdi digunakan untuk
menggurdi (drilling), meluaskan lobang (reaming),
mengetap, chamfer, counterbore, reverse spotface
atau reverse countersink . Jig dasar umumnya hampir
sama untuk setiap operasi pemesinan, perbedaannya
hanya dalam ukuran dan bushing yang digunakan.
13
Jig gurdi bisa dibagi atas 2 tipe umum yaitu
tipe terbuka dan tipe tertutup. Jig terbuka adalah
14
Gambar 2.1 Referensi alat bantu
Gambar 2.2 Jig
Gambar 2.3 Operasi umum jig gurdi
untuk operasi sederhana dimana benda kerja dimesin
pada hanya satu sisi. Jig tertutup atau kotak
digunakan untuk komponen yang dimesin lebih dari
satu sisi.
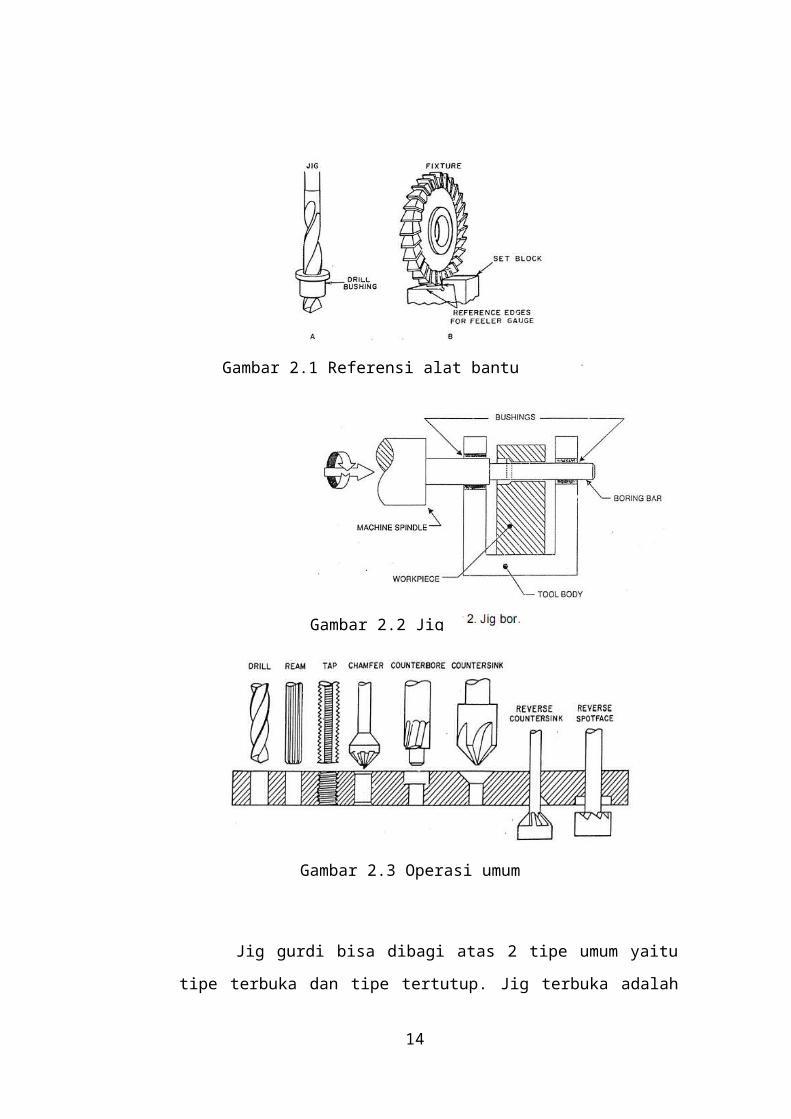
Jig template adalah jig yang digunakan untuk
keperluan akurasi. Jig tipe ini terpasang diatas,
pada atau didalam benda kerja dan tidak diklem
(gambar 2.4). Template bentuknya paling sederhana
dan tidak mahal. Jig jenis ini bisa mempunyai
bushing atau tidak.
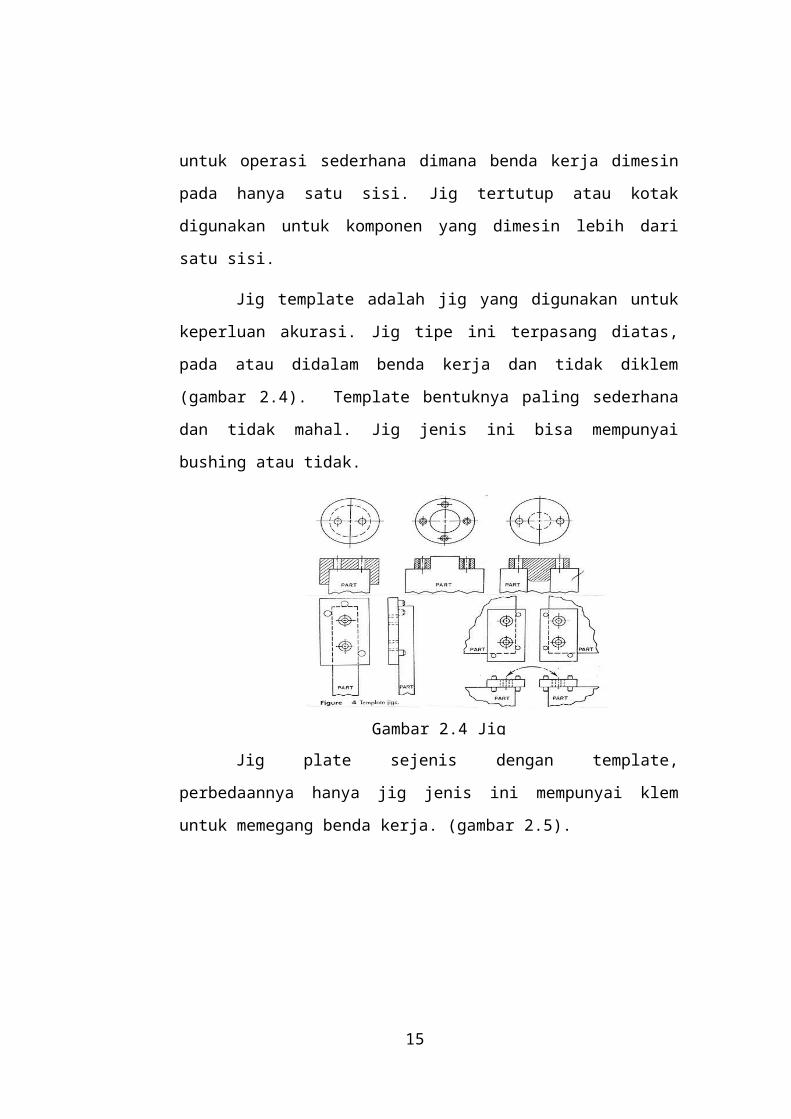
Jig plate sejenis dengan template,
perbedaannya hanya jig jenis ini mempunyai klem
untuk memegang benda kerja. (gambar 2.5).
15
Gambar 2.4 Jig
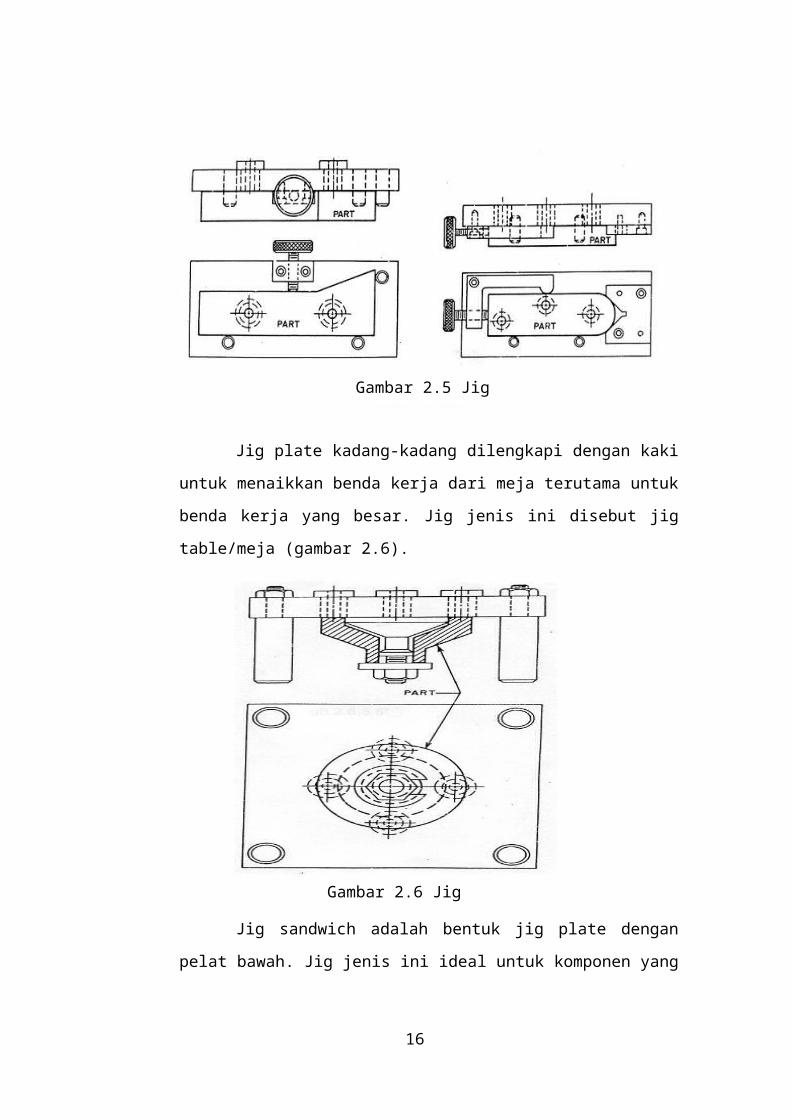
Jig plate kadang-kadang dilengkapi dengan kaki
untuk menaikkan benda kerja dari meja terutama untuk
benda kerja yang besar. Jig jenis ini disebut jig
table/meja (gambar 2.6).
Jig sandwich adalah bentuk jig plate dengan
pelat bawah. Jig jenis ini ideal untuk komponen yang
16
Gambar 2.5 JigPlate
Gambar 2.6 Jigmeja
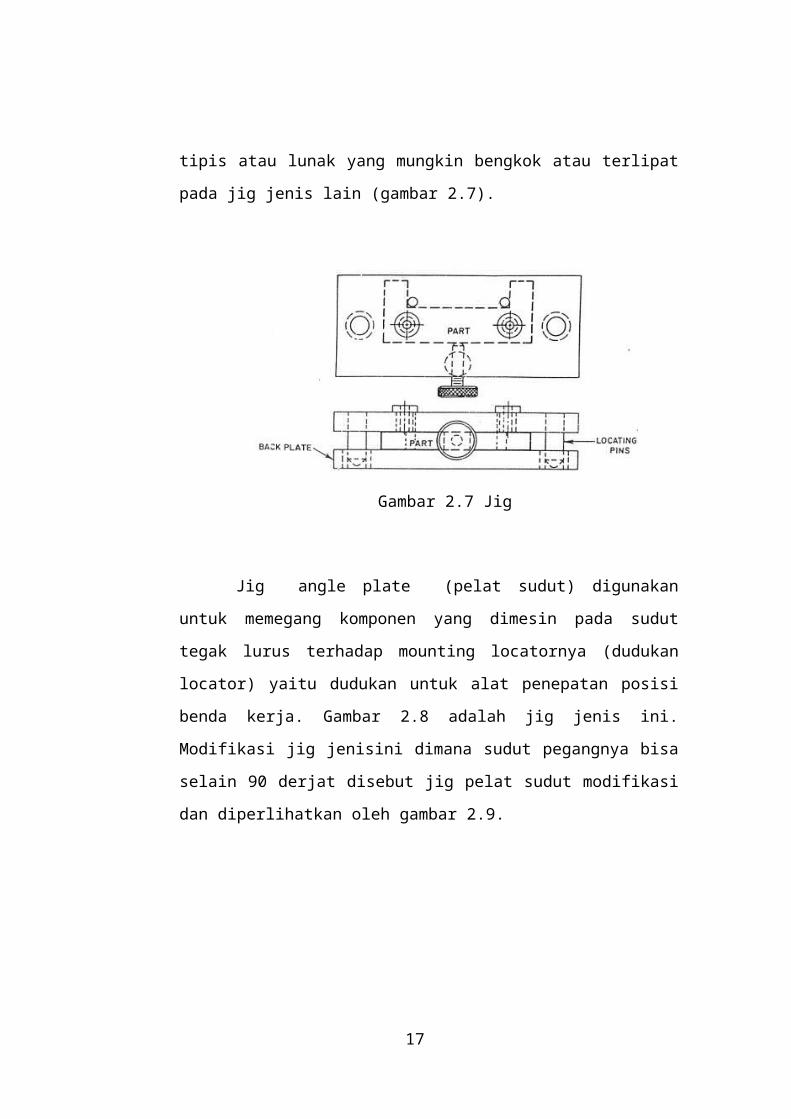
tipis atau lunak yang mungkin bengkok atau terlipat
pada jig jenis lain (gambar 2.7).
Jig angle plate (pelat sudut) digunakan
untuk memegang komponen yang dimesin pada sudut
tegak lurus terhadap mounting locatornya (dudukan
locator) yaitu dudukan untuk alat penepatan posisi
benda kerja. Gambar 2.8 adalah jig jenis ini.
Modifikasi jig jenisini dimana sudut pegangnya bisa
selain 90 derjat disebut jig pelat sudut modifikasi
dan diperlihatkan oleh gambar 2.9.
17
Gambar 2.7 Jigsandwich
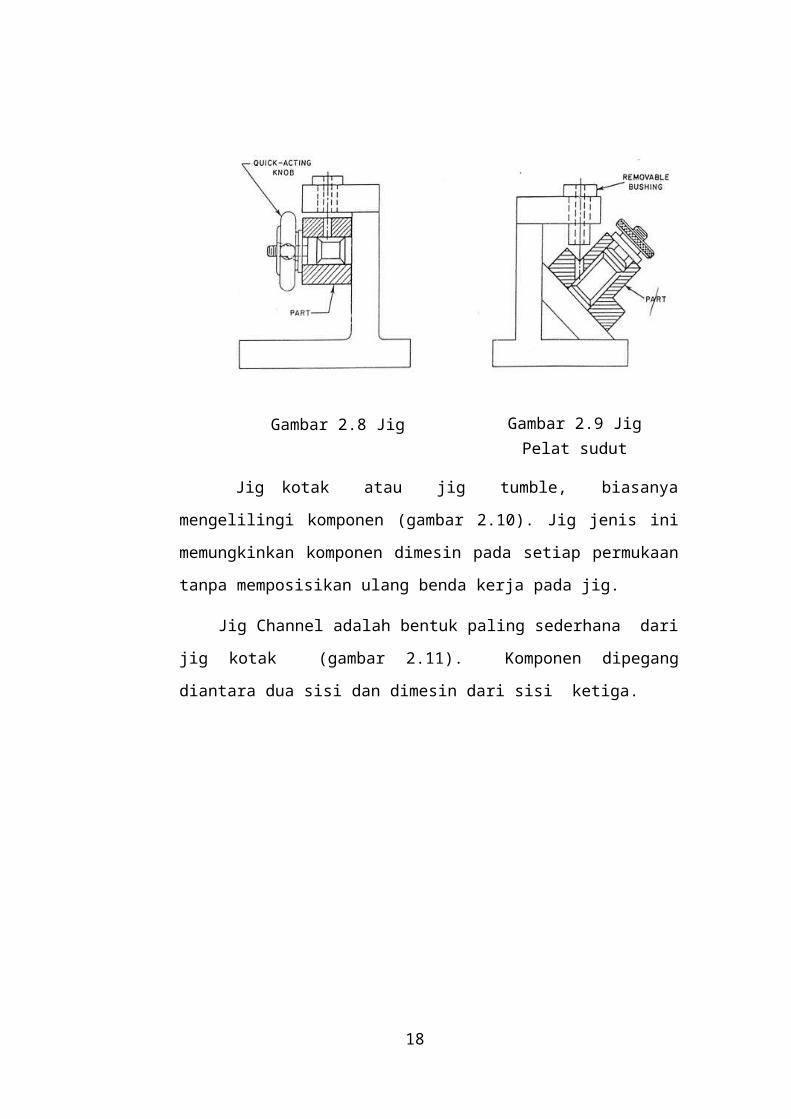
Jig kotak atau jig tumble, biasanya
mengelilingi komponen (gambar 2.10). Jig jenis ini
memungkinkan komponen dimesin pada setiap permukaan
tanpa memposisikan ulang benda kerja pada jig.
Jig Channel adalah bentuk paling sederhana dari
jig kotak (gambar 2.11). Komponen dipegang
diantara dua sisi dan dimesin dari sisi ketiga.
18
Gambar 2.8 Jigpelat sudut
Gambar 2.9 JigPelat sudut
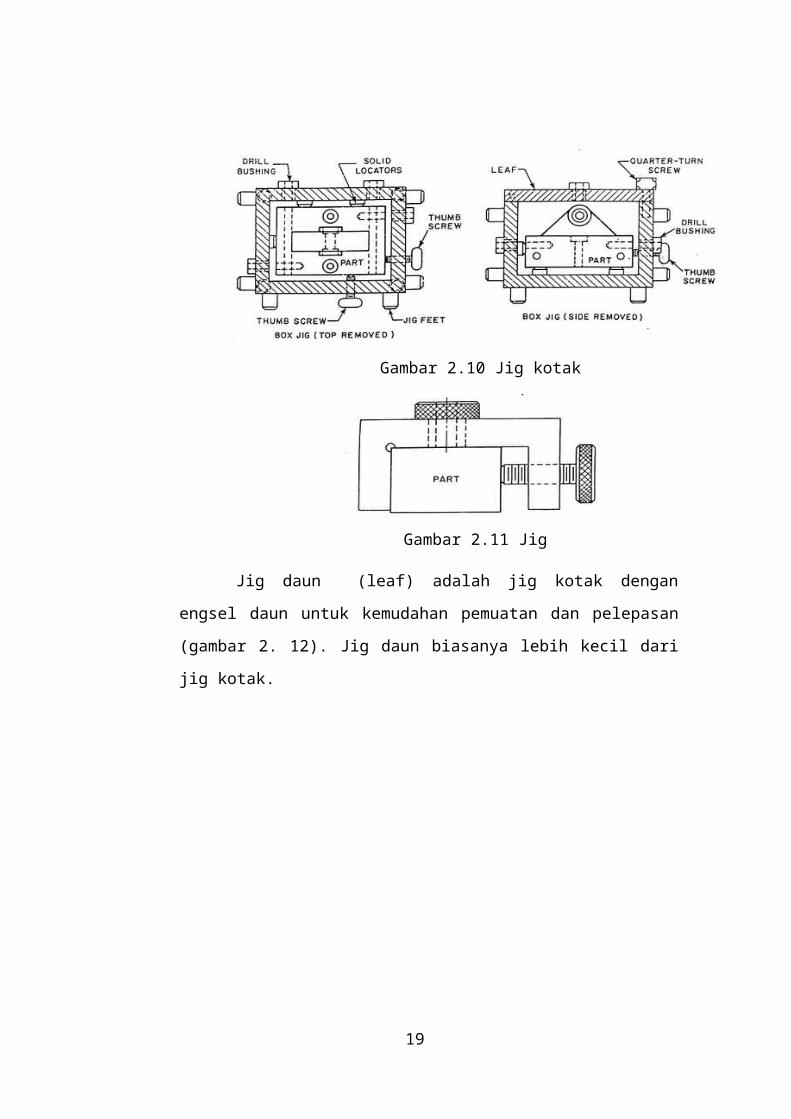
Jig daun (leaf) adalah jig kotak dengan
engsel daun untuk kemudahan pemuatan dan pelepasan
(gambar 2. 12). Jig daun biasanya lebih kecil dari
jig kotak.
19
Gambar 2.10 Jig kotakatau tumble
Gambar 2.11 Jigkanal
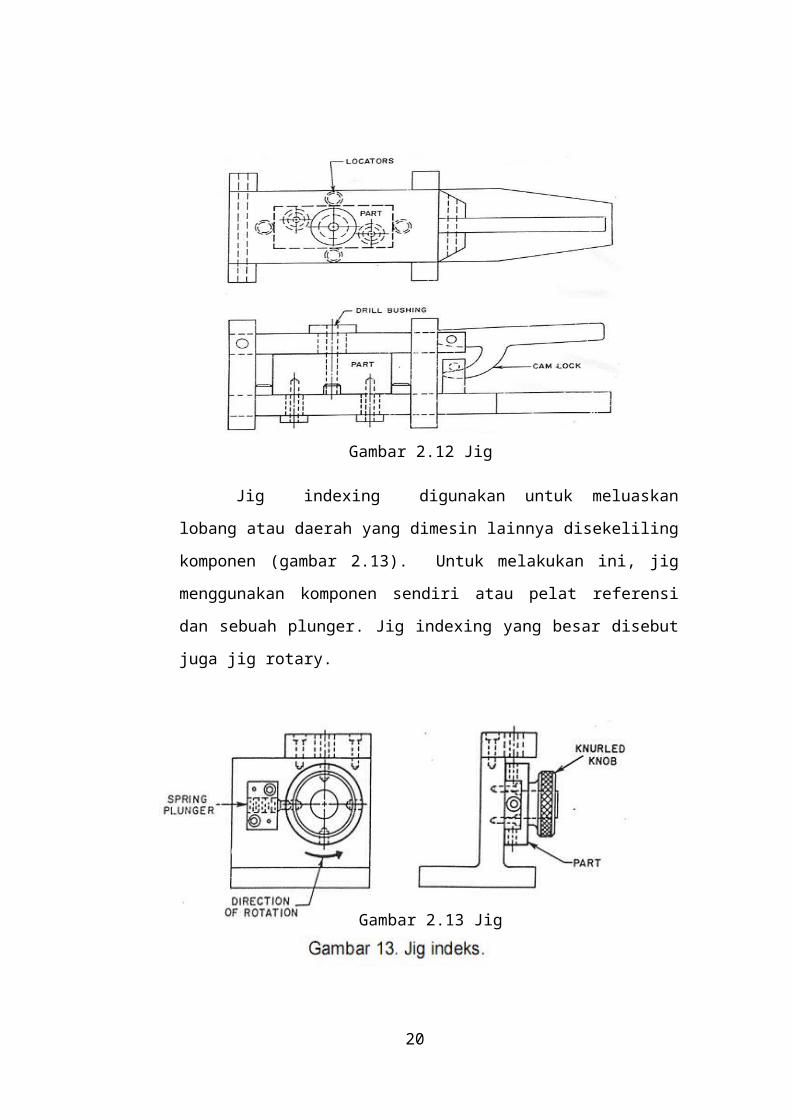
Jig indexing digunakan untuk meluaskan
lobang atau daerah yang dimesin lainnya disekeliling
komponen (gambar 2.13). Untuk melakukan ini, jig
menggunakan komponen sendiri atau pelat referensi
dan sebuah plunger. Jig indexing yang besar disebut
juga jig rotary.
20
Gambar 2.12 Jigdaun
Gambar 2.13 JigIndeks
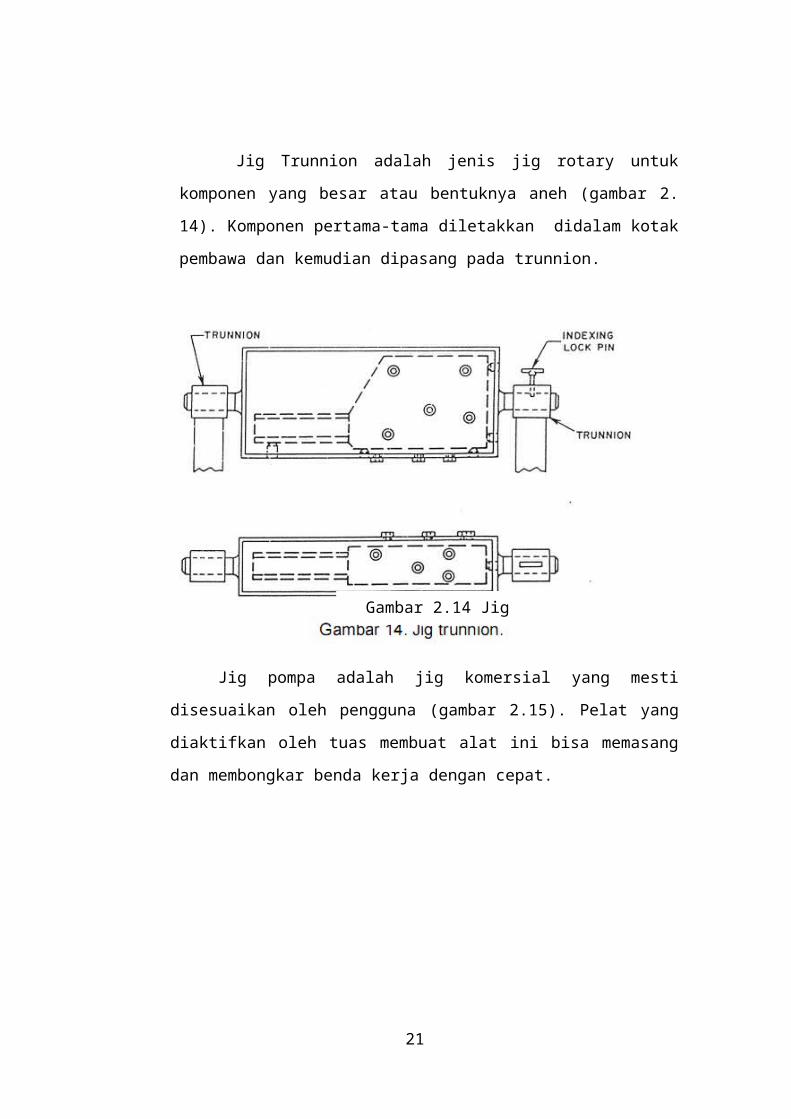
Jig Trunnion adalah jenis jig rotary untuk
komponen yang besar atau bentuknya aneh (gambar 2.
14). Komponen pertama-tama diletakkan didalam kotak
pembawa dan kemudian dipasang pada trunnion.
Jig pompa adalah jig komersial yang mesti
disesuaikan oleh pengguna (gambar 2.15). Pelat yang
diaktifkan oleh tuas membuat alat ini bisa memasang
dan membongkar benda kerja dengan cepat.
21
Gambar 2.14 Jigtrunnion
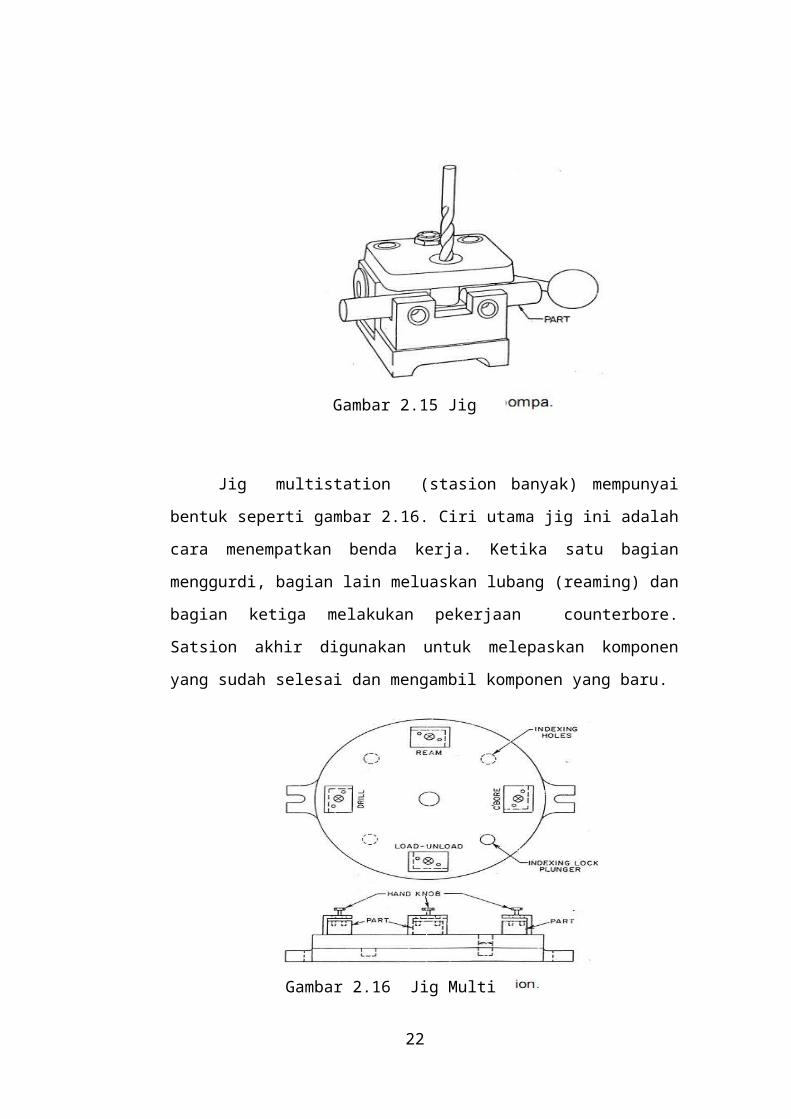
Jig multistation (stasion banyak) mempunyai
bentuk seperti gambar 2.16. Ciri utama jig ini adalah
cara menempatkan benda kerja. Ketika satu bagian
menggurdi, bagian lain meluaskan lubang (reaming) dan
bagian ketiga melakukan pekerjaan counterbore.
Satsion akhir digunakan untuk melepaskan komponen
yang sudah selesai dan mengambil komponen yang baru.
22
Gambar 2.15 JigPompa
Gambar 2.16 Jig MultiStasion
2.6 JENIS – JENIS FIXTURE
Jenis fixture dibedakan terutama oleh
bagaimana alat bantu ini dibuat. Perbedaan utama
dengan jig adalah beratnya. Fixture dibuat lebih
kuat dan berat dari jig dikarenakan gaya perkakas
yang lebih tinggi.
Fixture pelat adalah bentuk paling sederhana
dari fixture (gambar 2.17). Fixture dasar dibuat
dari pelat datar yang mempunyai variasi klem dan
locator untuk memegang dan memposisikan benda kerja.
Konstruksi fixture ini sederhana sehingga bisa
digunakan pada hampir semua proses pemesinan.
23
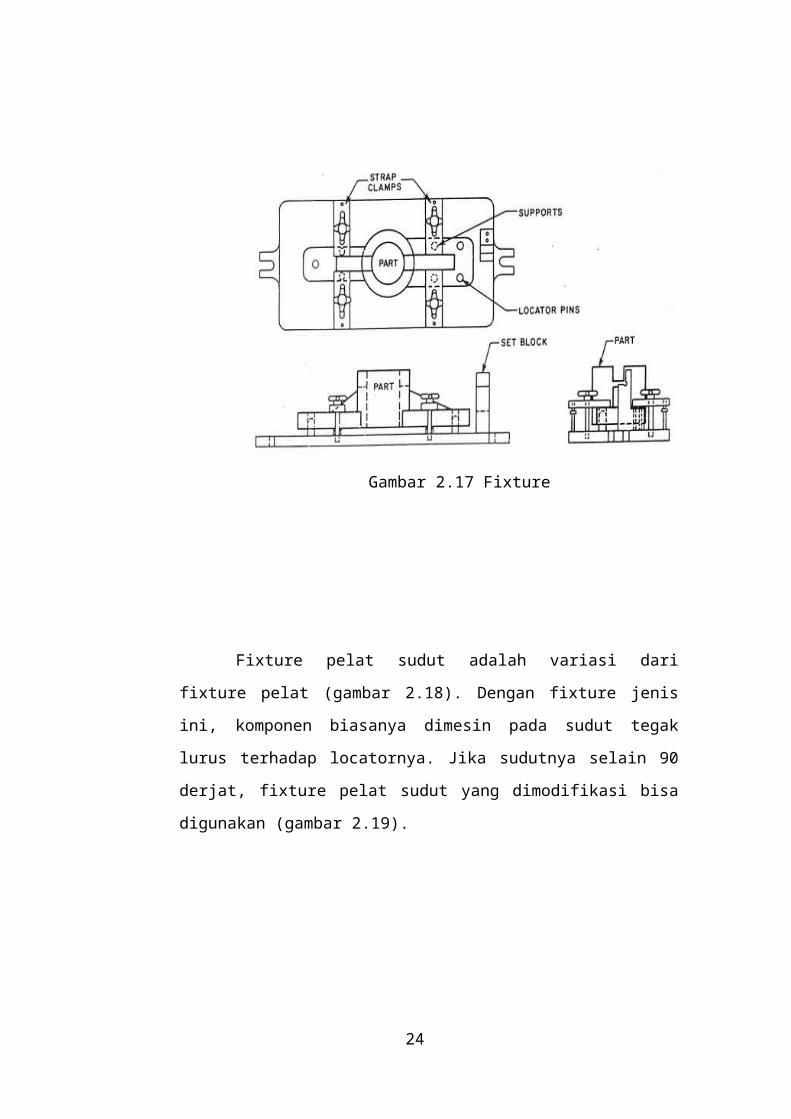
Fixture pelat sudut adalah variasi dari
fixture pelat (gambar 2.18). Dengan fixture jenis
ini, komponen biasanya dimesin pada sudut tegak
lurus terhadap locatornya. Jika sudutnya selain 90
derjat, fixture pelat sudut yang dimodifikasi bisa
digunakan (gambar 2.19).
24
Gambar 2.17 FixturePlate
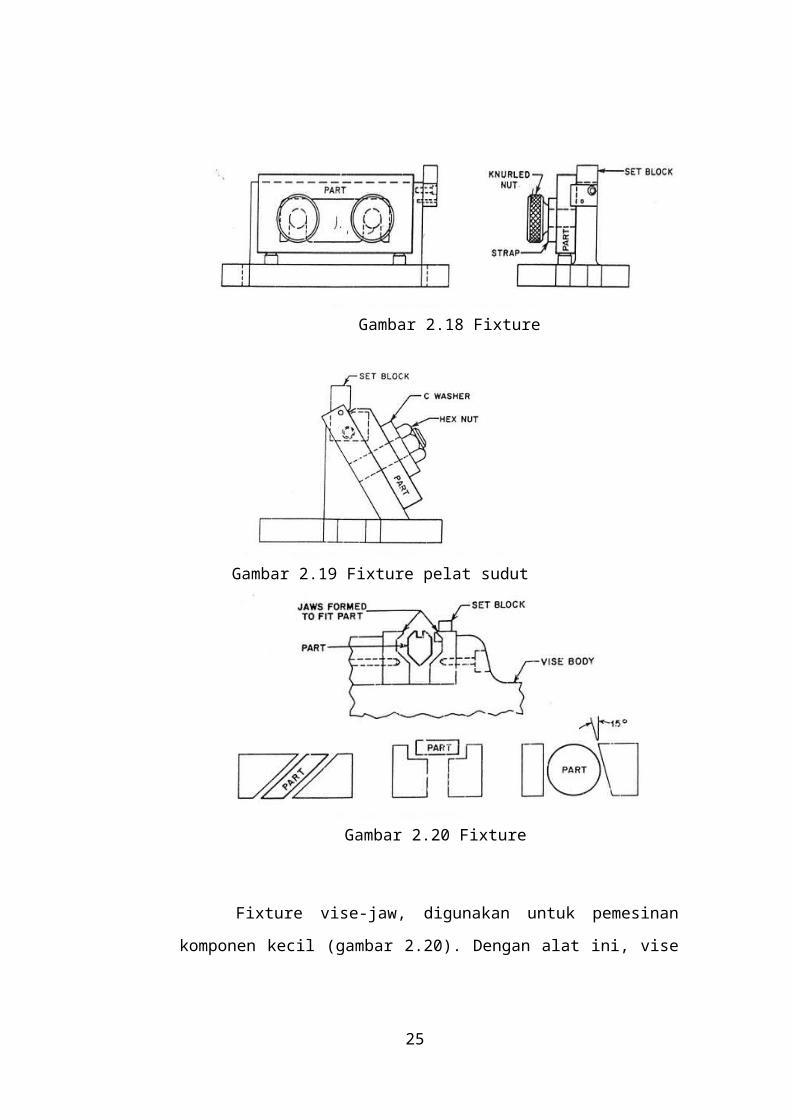
Fixture vise-jaw, digunakan untuk pemesinan
komponen kecil (gambar 2.20). Dengan alat ini, vise
25
Gambar 2.18 FixturePelat sudut
Gambar 2.19 Fixture pelat sudutmodifikasi
Gambar 2.20 Fixturevise-jaw
jaw standar digantikan dengan jaw yang dibentuk
sesuai dengan bentuk komponen.
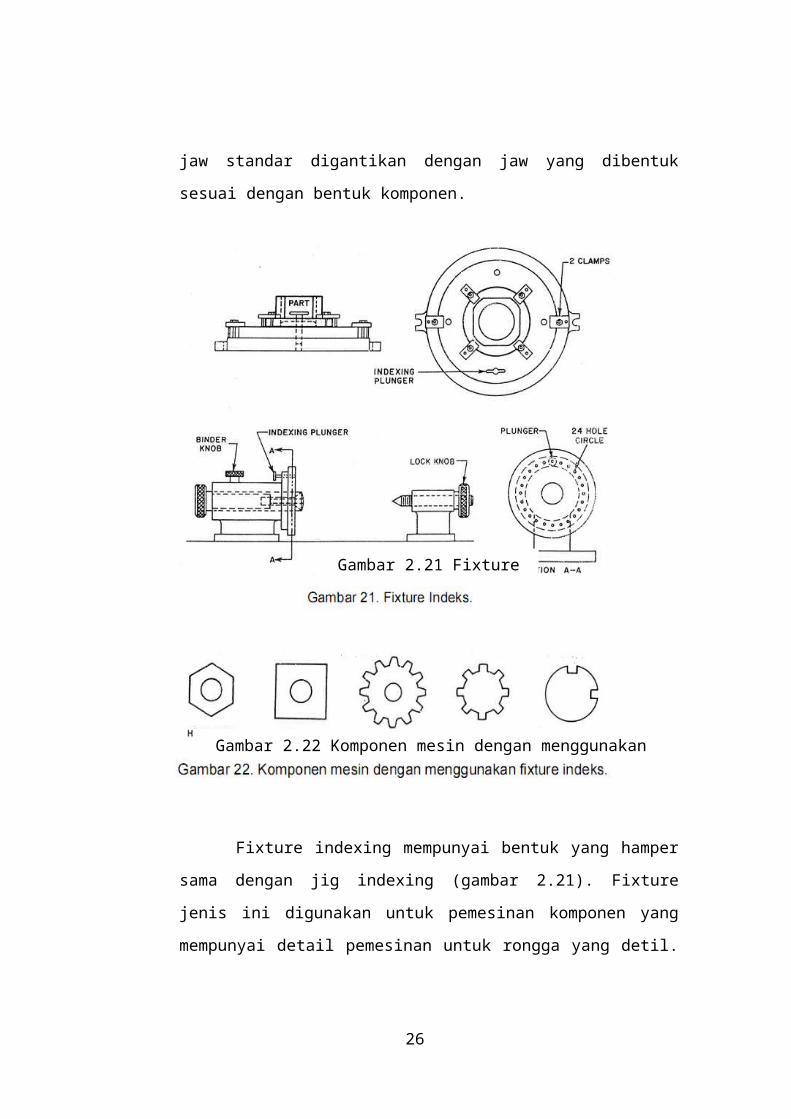
Fixture indexing mempunyai bentuk yang hamper
sama dengan jig indexing (gambar 2.21). Fixture
jenis ini digunakan untuk pemesinan komponen yang
mempunyai detail pemesinan untuk rongga yang detil.
26
Gambar 2.21 Fixtureindeks
Gambar 2.22 Komponen mesin dengan menggunakanfixture indeks.
Gambar 2.22 adalah contoh komponen yang menggunakan
fixture jenis ini.
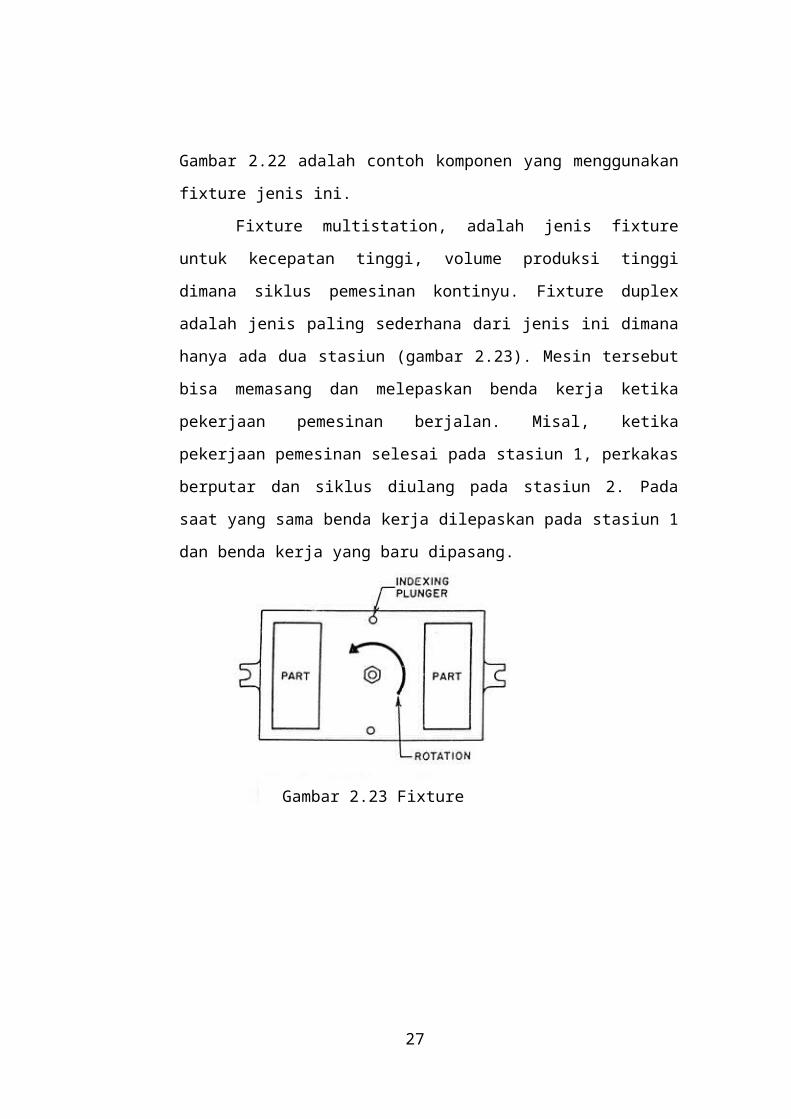
Fixture multistation, adalah jenis fixture
untuk kecepatan tinggi, volume produksi tinggi
dimana siklus pemesinan kontinyu. Fixture duplex
adalah jenis paling sederhana dari jenis ini dimana
hanya ada dua stasiun (gambar 2.23). Mesin tersebut
bisa memasang dan melepaskan benda kerja ketika
pekerjaan pemesinan berjalan. Misal, ketika
pekerjaan pemesinan selesai pada stasiun 1, perkakas
berputar dan siklus diulang pada stasiun 2. Pada
saat yang sama benda kerja dilepaskan pada stasiun 1
dan benda kerja yang baru dipasang.
27
Gambar 2.23 Fixtureduplek.
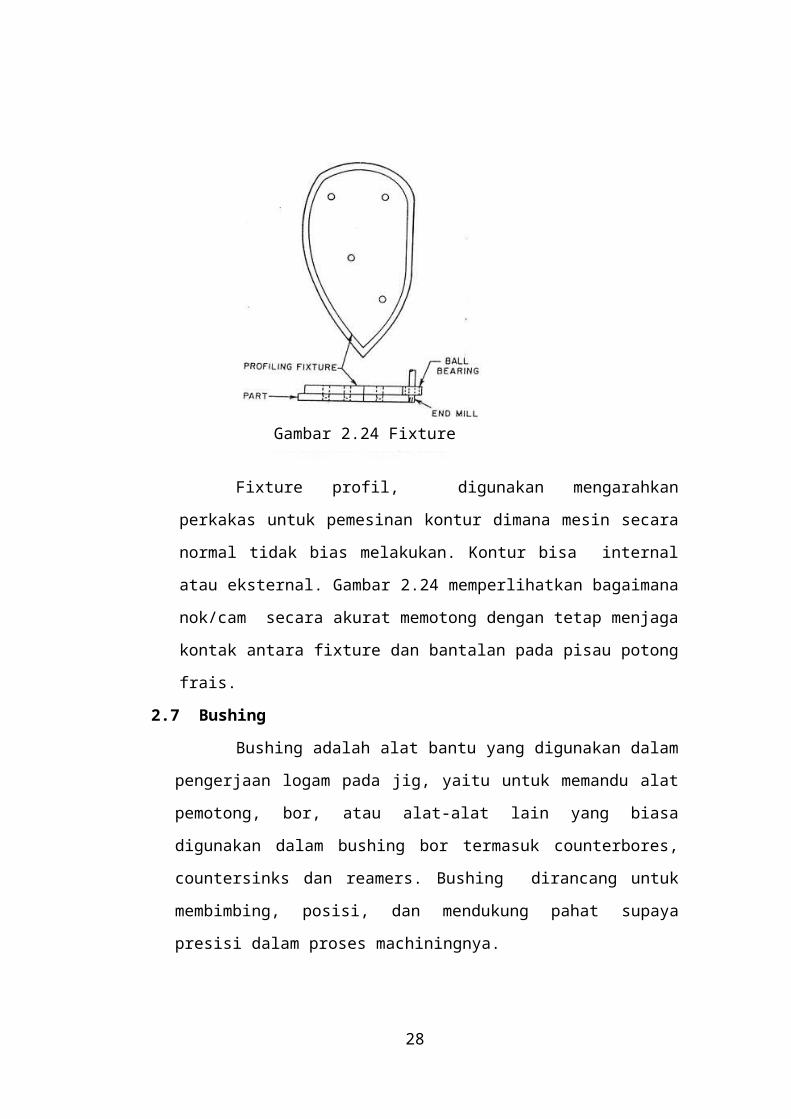
Fixture profil, digunakan mengarahkan
perkakas untuk pemesinan kontur dimana mesin secara
normal tidak bias melakukan. Kontur bisa internal
atau eksternal. Gambar 2.24 memperlihatkan bagaimana
nok/cam secara akurat memotong dengan tetap menjaga
kontak antara fixture dan bantalan pada pisau potong
frais.
2.7 Bushing
Bushing adalah alat bantu yang digunakan dalam
pengerjaan logam pada jig, yaitu untuk memandu alat
pemotong, bor, atau alat-alat lain yang biasa
digunakan dalam bushing bor termasuk counterbores,
countersinks dan reamers. Bushing dirancang untuk
membimbing, posisi, dan mendukung pahat supaya
presisi dalam proses machiningnya.
28
Gambar 2.24 Fixtureprofil
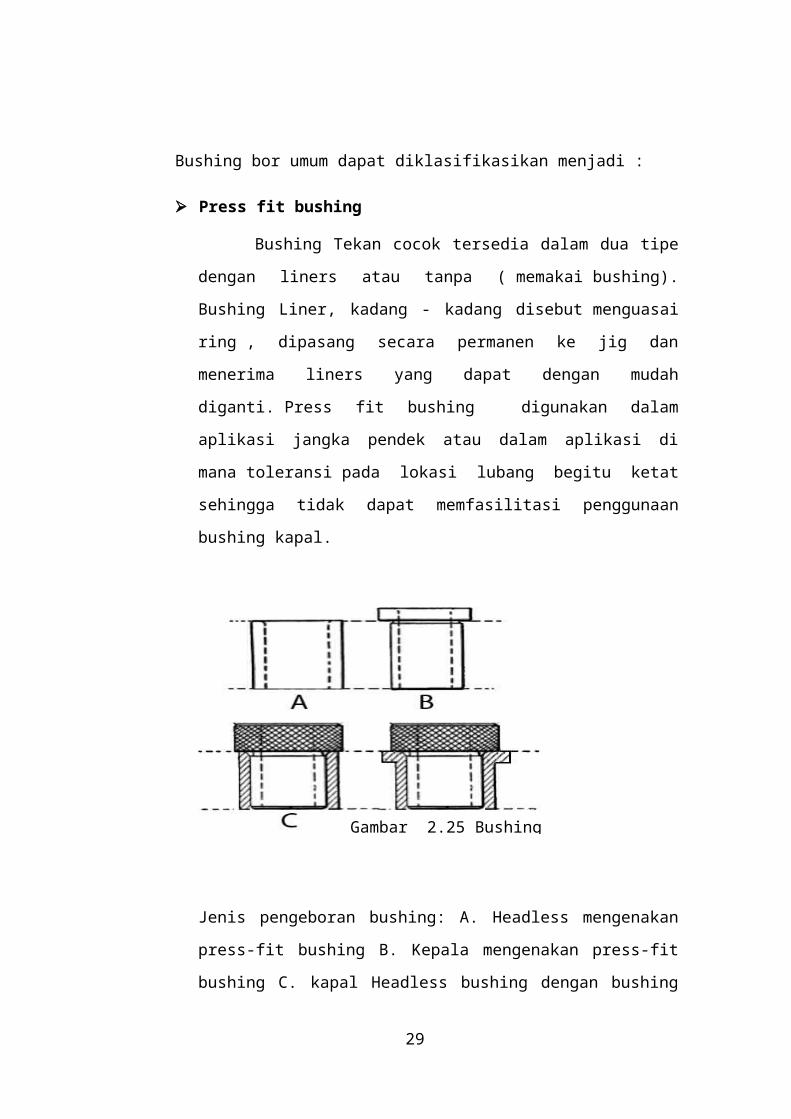
Bushing bor umum dapat diklasifikasikan menjadi :
Press fit bushing
Bushing Tekan cocok tersedia dalam dua tipe
dengan liners atau tanpa ( memakai bushing).
Bushing Liner, kadang - kadang disebut menguasai
ring , dipasang secara permanen ke jig dan
menerima liners yang dapat dengan mudah
diganti. Press fit bushing digunakan dalam
aplikasi jangka pendek atau dalam aplikasi di
mana toleransi pada lokasi lubang begitu ketat
sehingga tidak dapat memfasilitasi penggunaan
bushing kapal.
Jenis pengeboran bushing: A. Headless mengenakan
press-fit bushing B. Kepala mengenakan press-fit
bushing C. kapal Headless bushing dengan bushing
29
Gambar 2.25 Bushing
terbarukan D. Kepala kapal bushing dengan busing
terbarukan.
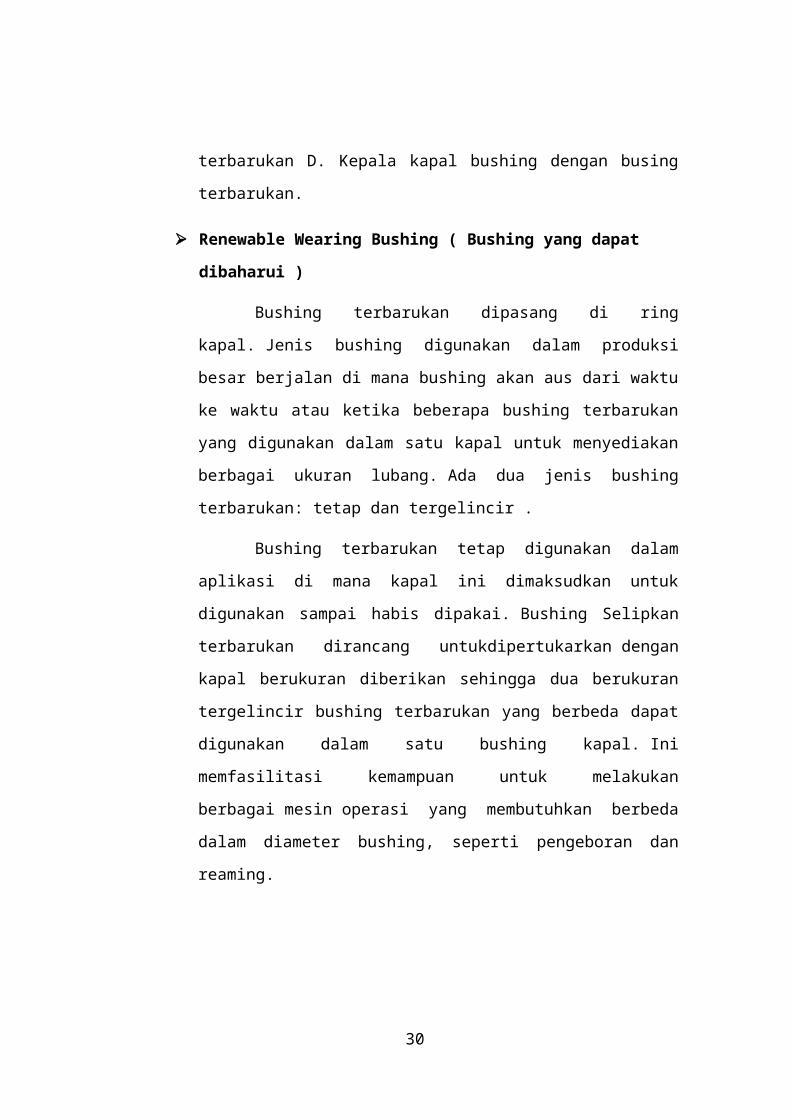
Renewable Wearing Bushing ( Bushing yang dapat
dibaharui )
Bushing terbarukan dipasang di ring
kapal. Jenis bushing digunakan dalam produksi
besar berjalan di mana bushing akan aus dari waktu
ke waktu atau ketika beberapa bushing terbarukan
yang digunakan dalam satu kapal untuk menyediakan
berbagai ukuran lubang. Ada dua jenis bushing
terbarukan: tetap dan tergelincir .
Bushing terbarukan tetap digunakan dalam
aplikasi di mana kapal ini dimaksudkan untuk
digunakan sampai habis dipakai. Bushing Selipkan
terbarukan dirancang untukdipertukarkan dengan
kapal berukuran diberikan sehingga dua berukuran
tergelincir bushing terbarukan yang berbeda dapat
digunakan dalam satu bushing kapal. Ini
memfasilitasi kemampuan untuk melakukan
berbagai mesin operasi yang membutuhkan berbeda
dalam diameter bushing, seperti pengeboran dan
reaming.
30
Gambar 2.26 Renewable Wearing Bushing
2.8 Clamping
Clamping merupakan bagian dari jig atau
fixture yang berfungsi untuk mencekam benda kerja
sehingga posisi benda kerja tidak berubah selama
proses pemesinan berlangsung. Dalam proses
pencekaman, clamping harus memenuhi kriteria –
kriteria sehingga bisa mencekam benda kerja dengan
benar .
Kondisi yang harus dipenuhi dalam
workholding/pencekaman :
31
Cukup kuat untuk memegang benda kerja dan
menahan pergeseran benda kerja.
Tidak merusak/mendeformasi benda kerja dengan
cepat.
Menjamin loading dan unloading benda kerja
dengan cepat.
Aturan Dasar Clamping
Untuk mendesain pencekaman yang baik, desainer
harus memahami dasar-dasar pencekaman dan
peralatan yang umum digunakan.
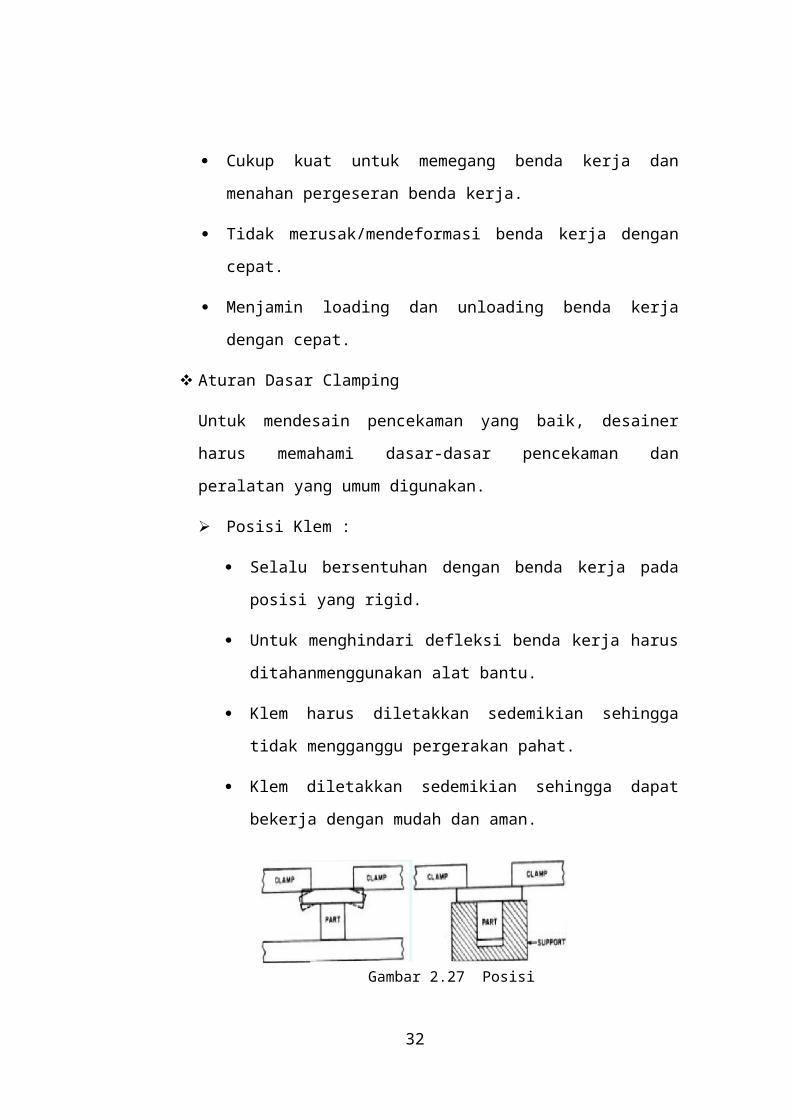
Posisi Klem :
Selalu bersentuhan dengan benda kerja pada
posisi yang rigid.
Untuk menghindari defleksi benda kerja harus
ditahanmenggunakan alat bantu.
Klem harus diletakkan sedemikian sehingga
tidak mengganggu pergerakan pahat.
Klem diletakkan sedemikian sehingga dapat
bekerja dengan mudah dan aman.
32
Gambar 2.27 Posisi
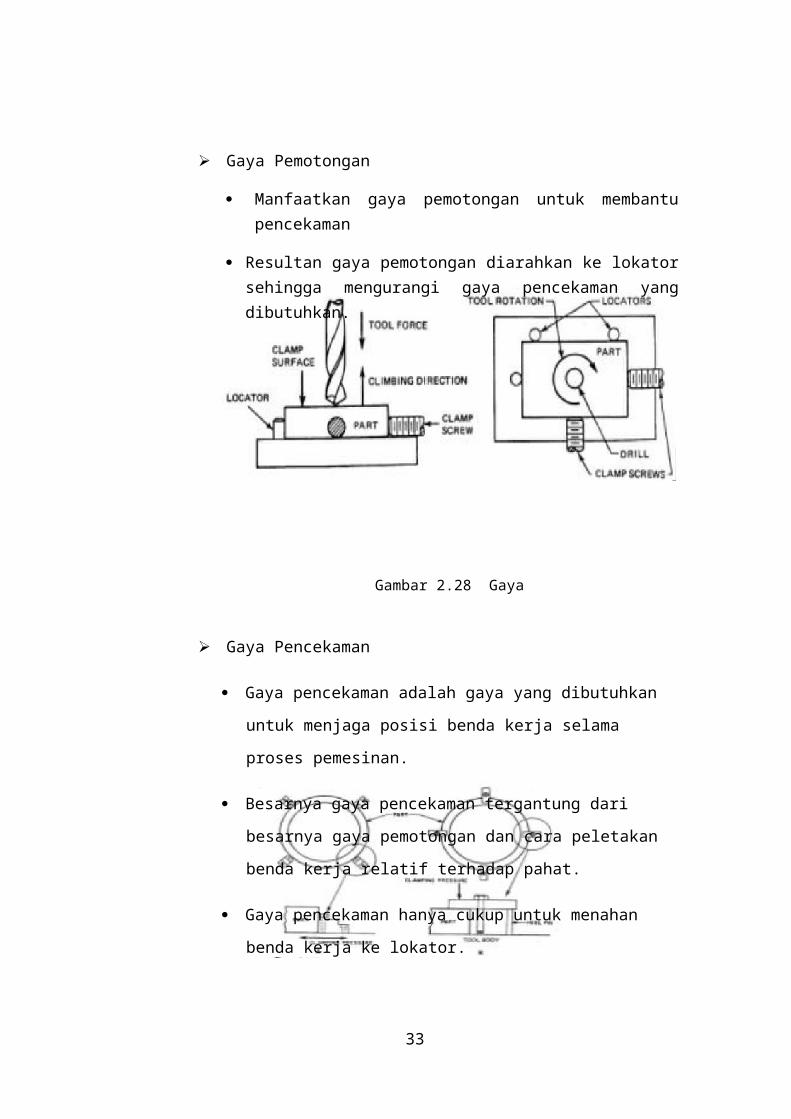
Gaya Pemotongan
Manfaatkan gaya pemotongan untuk membantupencekaman
Resultan gaya pemotongan diarahkan ke lokatorsehingga mengurangi gaya pencekaman yangdibutuhkan.
Gaya Pencekaman
Gaya pencekaman adalah gaya yang dibutuhkan
untuk menjaga posisi benda kerja selama
proses pemesinan.
Besarnya gaya pencekaman tergantung dari
besarnya gaya pemotongan dan cara peletakan
benda kerja relatif terhadap pahat.
Gaya pencekaman hanya cukup untuk menahan
benda kerja ke lokator.
33
Gambar 2.28 GayaPemotongan

JENIS KLEM
Strap Clamp
Mekanisme kerja seperti tuas/pengungkit.
Gaya yang diterima benda kerja dan gaya yang
dibutuhkan sebanding dengan posisi tuas,
karena itu pemilihan posisi tuas menjadi
faktor yang sangat penting.
Dapat digerakkan manual maupun secara
mekanis.
Screw clamp
Menggunakan bentuk ulir.
34
Gambar 2.29 Gaya
Gambar 2.30 Strap
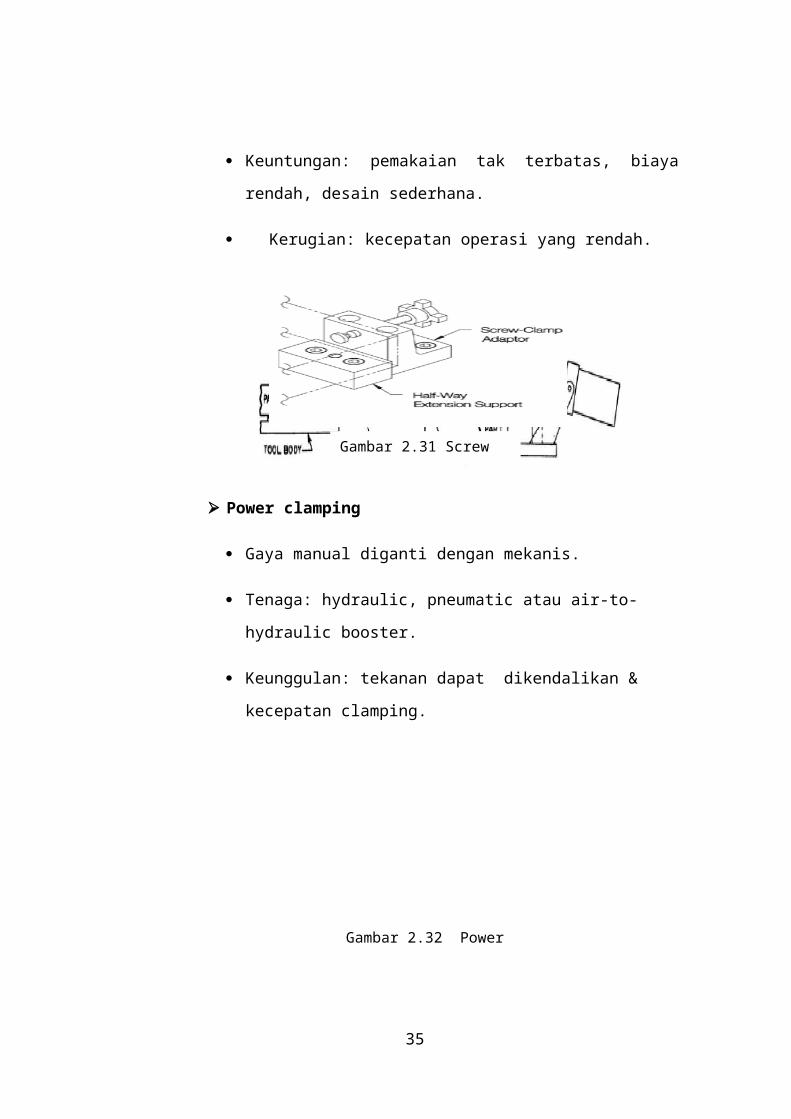
Keuntungan: pemakaian tak terbatas, biaya
rendah, desain sederhana.
Kerugian: kecepatan operasi yang rendah.
Power clamping
Gaya manual diganti dengan mekanis.
Tenaga: hydraulic, pneumatic atau air-to-
hydraulic booster.
Keunggulan: tekanan dapat dikendalikan &
kecepatan clamping.
35
Gambar 2.31 Screw
Gambar 2.32 Power Clamping
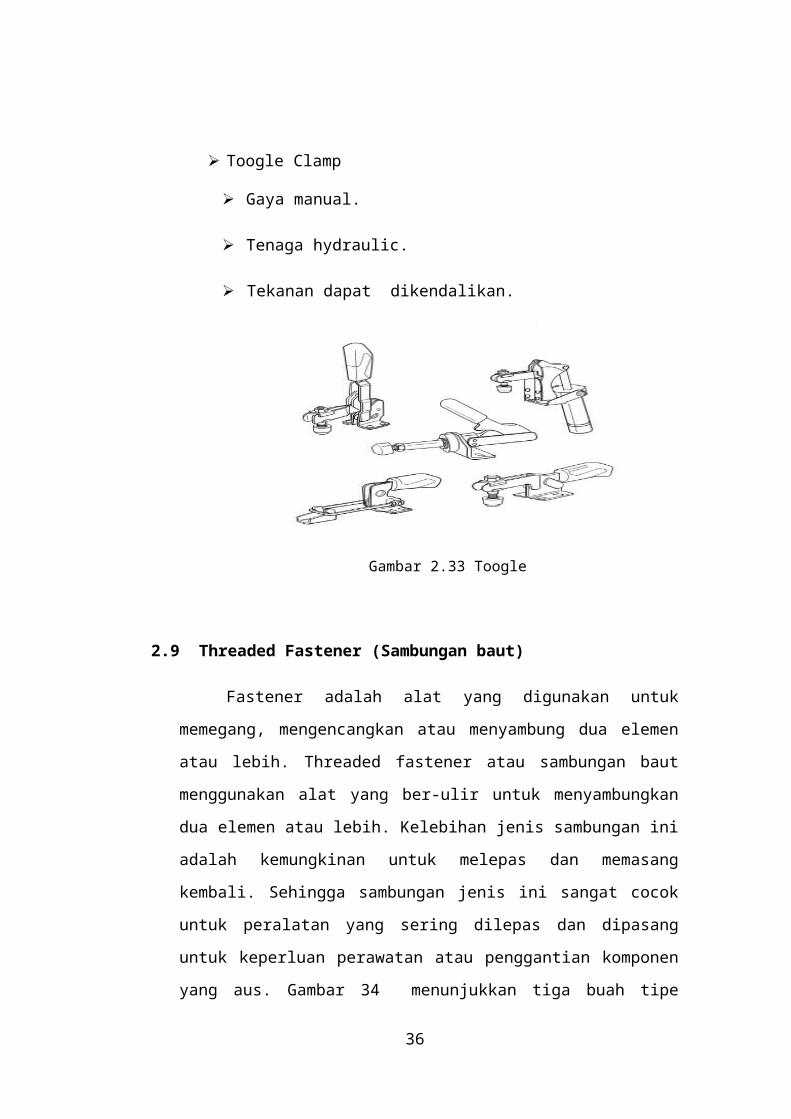
Toogle Clamp
Gaya manual.
Tenaga hydraulic.
Tekanan dapat dikendalikan.
2.9 Threaded Fastener (Sambungan baut)
Fastener adalah alat yang digunakan untuk
memegang, mengencangkan atau menyambung dua elemen
atau lebih. Threaded fastener atau sambungan baut
menggunakan alat yang ber-ulir untuk menyambungkan
dua elemen atau lebih. Kelebihan jenis sambungan ini
adalah kemungkinan untuk melepas dan memasang
kembali. Sehingga sambungan jenis ini sangat cocok
untuk peralatan yang sering dilepas dan dipasang
untuk keperluan perawatan atau penggantian komponen
yang aus. Gambar 34 menunjukkan tiga buah tipe
36
Gambar 2.33 Toogle
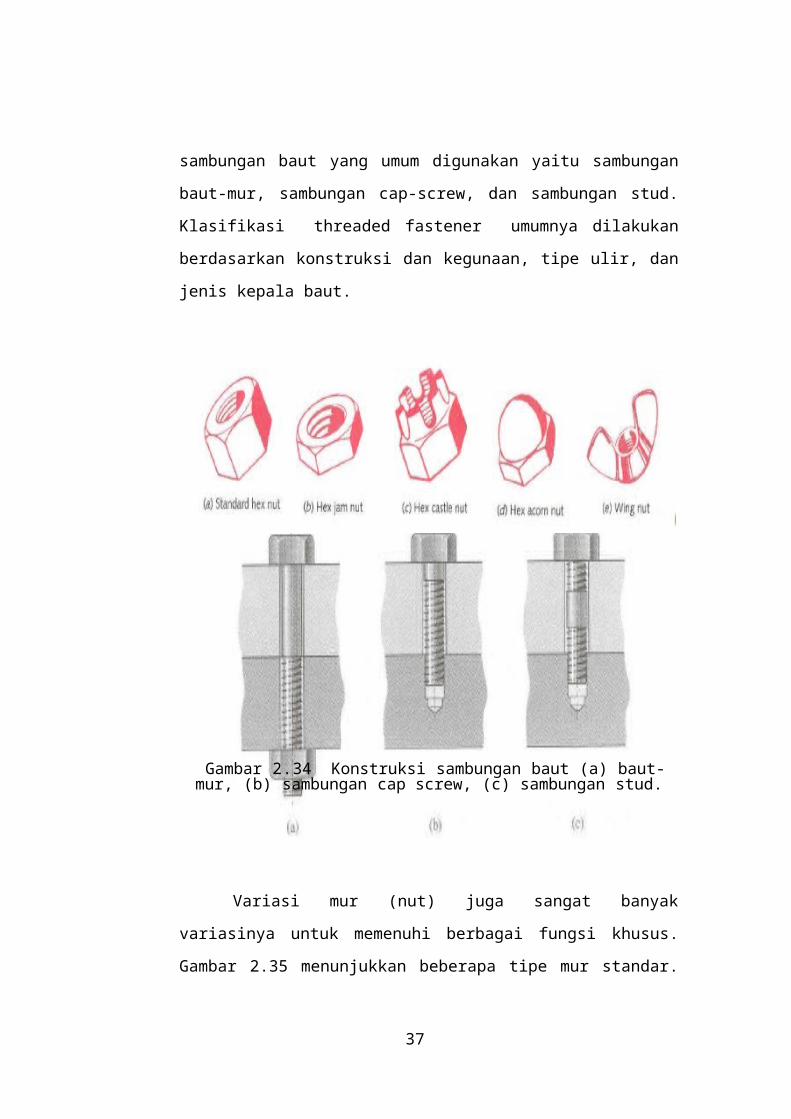
sambungan baut yang umum digunakan yaitu sambungan
baut-mur, sambungan cap-screw, dan sambungan stud.
Klasifikasi threaded fastener umumnya dilakukan
berdasarkan konstruksi dan kegunaan, tipe ulir, dan
jenis kepala baut.
Gambar 2.34 Konstruksi sambungan baut (a) baut-mur, (b) sambungan cap screw, (c) sambungan stud.
Variasi mur (nut) juga sangat banyak
variasinya untuk memenuhi berbagai fungsi khusus.
Gambar 2.35 menunjukkan beberapa tipe mur standar.
37
Washer adalah ring datar yang biasanya digunakan
pada sambungan baut mur. Fungsinya adalah untuk
memperluas bidang kontak antara mur dengan elemen
yang disambung. Teknologi pembuatan atau
manufacturing baut-mur saat ini umumnya dilakukan
dengan proses machining, rolling, dan head forming.
Gambar 2.35 Tipe-tipe mur standard
Standar dan Kekuatan Baut
Standar geometri baut tipe kepala segi enam
ditunjukkan pada gambar 2.36. Bagian yang akan
mengalami konsentrasi tegangan adalah pada fillet
kepala baut dan pada titik awal ulir.
38
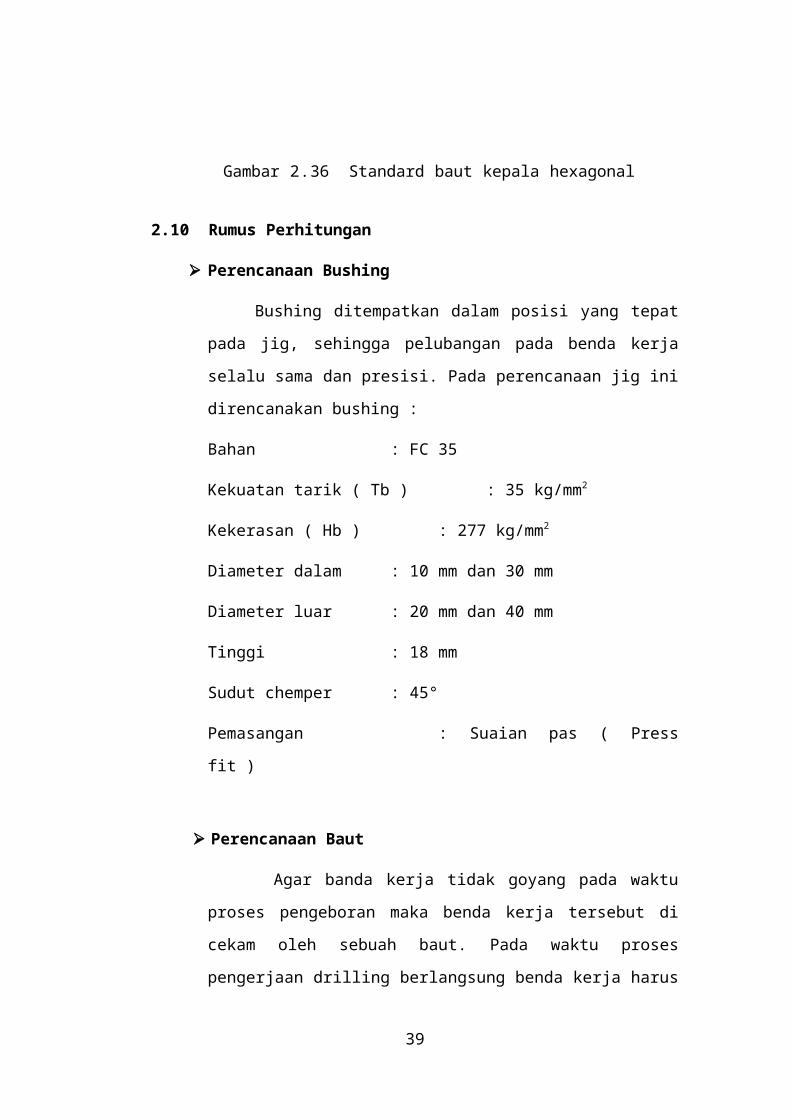
Gambar 2.36 Standard baut kepala hexagonal
2.10 Rumus Perhitungan
Perencanaan Bushing
Bushing ditempatkan dalam posisi yang tepat
pada jig, sehingga pelubangan pada benda kerja
selalu sama dan presisi. Pada perencanaan jig ini
direncanakan bushing :
Bahan : FC 35
Kekuatan tarik ( Tb ) : 35 kg/mm2
Kekerasan ( Hb ) : 277 kg/mm2
Diameter dalam : 10 mm dan 30 mm
Diameter luar : 20 mm dan 40 mm
Tinggi : 18 mm
Sudut chemper : 45°
Pemasangan : Suaian pas ( Press
fit )
Perencanaan Baut
Agar banda kerja tidak goyang pada waktu
proses pengeboran maka benda kerja tersebut di
cekam oleh sebuah baut. Pada waktu proses
pengerjaan drilling berlangsung benda kerja harus
39
diberi pencekaman, supaya tidak goyang dan
bergetar terlalu besar, karena dapat merubah
hasil dari pengeboran tersebut. Dalam jig
drilling ini pencekaman dilakukan oleh baut yang
menjepit benda kerja.
Beban rencana :
W = fc x Wo
dimana : W = Beban rencana
Wo = Beban yang terjadi
Fc = Faktor koreksi
Diameter inti yang diperlukan ( d1 )
d1 ≥ √ 4×W
π×σa
Keterangan :
d1 = diameter inti ( mm )
σa = tegangan tarik yang diizinkan ( kg/mm2
)
W= beban rencana ( kg )
Jumlah ulir yang diperlukan ( z )
40
Jumlah ulir ( Z ) dapat dihitung dengan
persamaan :
Z ≥
W(π×d2×h×qa )
Keterangan :
Z = Jumlah ulir ( mm )
W= Beban rencana ( kg )
D2 = Diameter efektif ( mm )
H= Tinggi kaitan ( mm )
qa = Tekanan permukaan yang diizinkan ≈ 3
kg/mm2
Tinggi mur ( H )
H = Z x P
Jumlah ulir mur ( Z )
Z =
HP
Keterangan :
H = Tinggi mur ( mm )
Z = Jumlah ulir ( mm )
P = Jarak bagi ( mm )
Tegangan geser
Untuk ulir metris besarnya K = 0,84 dan j =
0,75
41

Tegangan geser akar ulir baut ( τb )
τb =
W(π×d1×k×P×Z )
Tegangan geser akar ulir mur ( τa )
τb =
W(π×D×j×P×Z )
42
BAB III
ANALISA PERENCANAAN
3.1 Analisa Benda Kerja
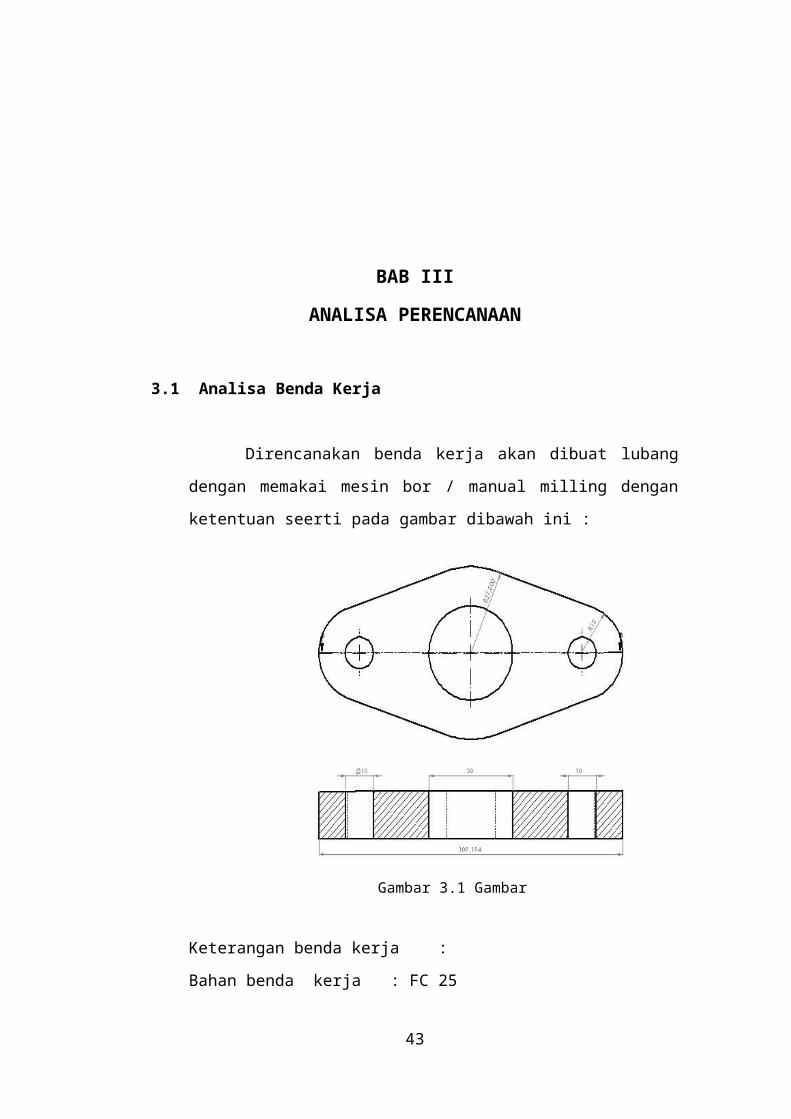
Direncanakan benda kerja akan dibuat lubang
dengan memakai mesin bor / manual milling dengan
ketentuan seerti pada gambar dibawah ini :
Keterangan benda kerja :
Bahan benda kerja : FC 25
43
Gambar 3.1 Gambar
Kekerasan ( HB ) : 25 kg/mm2
Kekuatan tarik ( Tb ): 24 kg/mm2
Diameter lubang : 10 mm dan 15 mm
Jumlah lubang : 3 buah
Tebal : 25 mm
3.2 Perencanaan Baut
Pada waktu proses pengerjaan drilling
berlangsung benda kerja harus diberi pencekaman,
supaya tidak goyang dan bergetar terlalu besar
karena dapat merubah hasil dari pengeboran tersebut.
Dalam jig drilling ini pencekaman dilakukan oleh
baut yang menjepit benda kerja.
Beban yang terjadi ( Wo )
Untuk beban disini diambil beban maksimum,
diasumsikan beban yang terjadi sebesar 300 kg.
Wo = 300 kg
Faktor koreksi ( fc )
Dalam merencanakan suatu alat produksi perlu
dipertimbangkan berbagai macam facam faktor
keamanan. Sehingga koreksi pertama dapat diambil
sebagai acuan.
Faktor koreksi ( fc ) = 0,8 – 1,2
44
Diambil angka 1,2 supaya didapat beban rencana
lebih besar dari pada beban yang terjadi,
sehingga keamanan lebih terjaga.
Beban rencana ( W )
W = Wo x fc
= 300 x 1,2
= 360 kg
Bahan baut
Bahan baut direncanakan dari besi cor jenis FC 25
dengan spesifikasi sebagi berikut :
Kekuatan tarik σb = 25 kg/mm2
Tegangan tarik yang diizinkan σa = 4,8 kg/mm2
Faktor keamanan ( Sf ) = 8
Diameter inti yang diperlukan ( d1 )
d1≥√ 4×Wπ×σa
d1≥√4×360π×4,8
d1 ≥ 9,77 mm ≈ jadi baut yang dipakai yaitu
M 12
45
Dipilih ulir kasar metris M 12
D1 = 10,106 mm
D2 = 10,863 mm
D = 12 mm
H = 0,947 mm
P = 1,75 mm
Keterangan :
D1 = Diameter inti ( mm )
D2 = Diameter efektif ( mm )
D = Diameter luar ( mm )
H = Tinggi kaitan ( mm )
P = Jarak bagi ( mm )
46
Bahan mur
Bahan mur dari besi cor jenis FC 25 dengan
spesifikasi sebagi berikut :
Kekuatan tarik σb = 25 kg/mm2
Tegangan geser yang diizinkan τa = 3 kg/mm2
Tekanan permukaan yang diizinkan qa = 3 kg/mm2
Jumlah ulir yang diperlukan ( z )
Jumlah ulir ( Z ) dapat dihitung dengan persamaan
:
Z ≥
W(π×d2×h×qa )
Z ≥
360(π×10,863×0,947×3 )
Z ≥
36096,955
Z ≥ 3,71 ≈ 4
Tinggi mur ( H )
H = Z x P
= 4 x 1,75
= 7 mm
Jumlah ulir mur ( Z )
47
Z = HP
Z = 7
1,75
= 4 ( sama )
Tegangan geser
Untuk ulir metris besarnya K = 0,84 dan j = 0,75
Tegangan geser akar ulir baut ( τb )
τb =
W(π×d1×k×P×Z )
=
360(3,14×10,106×0,84×1,75×4 )
=
360186,683
= 1,93 kg/mm2
Tegangan geser akar ulir mur ( τa )
48
τb =
W(π×D×j×P×Z )
=
360(3,14×12×0,75×1,75×4)
=
360197,82
= 1,82 kg/mm2
3.3 Momen Inersia V- Block
49
h
b
Gambar 3.2 Gambar V -
Momen inersia persegi
dimana : b = 40 mm = 4 cm
h = 60 mm = 6 cm
maka :
I = 12 x h x b3
= 12 x 6 x 43
= 32 cm4
Momen inersia segitiga
dimana : b = 25 mm = 2,5 cm
h = 30 mm = 3,0 cm
maka :
I = 12 x h x b3
= 12 x 3 x 2,53
= 3,91 cm4
Jadi momen inersia V- Block :
= momen inersia persegi – momen inersia segitiga
= 32 cm4 – 3,91 cm4
= 28,09 cm4
50
BAB IV
PENUTUP
4.1 Kesimpulan
Berdasarkan uraian teori dan hasil perencanaan
pembuatan jig drilling ini, ada beberapa kesimpulan
yang diperoleh yaitu :
1. Penggunaan jig
drilling dalam proses produksi akan menghemat
waktu serta mempercepat proses produksi lainnya.
2. Penggunaan jig
drilling sangat efisien untuk pengerjaan benda
kerja yang lebih dari satu lubang.
3. Satu buah jig
drilling digunakan untuk pengerjaan satu macam
benda kerja saja.
4.2 Saran
51
Dari perencanaan pembuatan jig drilling yang
mencakup tentang semua komponen tersebut, penulis
akan memberikan beberapa saran yaitu :
1. Dalam perhitungan
ukuran, ketepatan posisi dari tiap-tiap komponen
harus diperhatikan dengan cermat dan teliti.
2. Dalam perancangan
harus mempertimbangkan efisiansi dari pemasangan
serta pelepasan benda kerja pada jig tersebut.
3. Harus diperhatikan
tentang umur sampai berapa lama jig drilling yang
dibuat tetap bisa digunakan.
DAFTAR PUSTAKA
Sularso Kiyokatsu Suga, 1991, Dasar Perencanaan dan
Pemilihan Elemen Mesin, Cetakan ke-7, PT. Pradnya
Paramita.
52

Bambang Waluyo Febriantoko, 2012, Bahan Kuliah Tooling
Desain, Surakarta.
53

54
Related Documents











