Intumescent-like behavior of polystyrene synthetic clay nanocomposites Michael R. Schütz a , Hussein Kalo a , Thomas Lunkenbein a , Josef Breu a, * , Charles A. Wilkie b a Lehrstuhl für Anorganische Chemie I, Universität Bayreuth, 95440 Bayreuth, Germany b Department of Chemistry and Fire Retardant Research Facility, Marquette University, PO Box 1881, Milwaukee, WI 53201, USA article info Article history: Received 21 March 2011 Received in revised form 18 May 2011 Accepted 19 May 2011 Available online 27 May 2011 Keywords: Fluorohectorite Exfoliation MMT abstract A synthetic Li-fluorohectorite with typical aspect ratios around 1000 shows superior thermal, fire and mechanical properties. A comparison between Li-fluorohectorite and MMT underlines the crucial role of the aspect ratio in particular for flame retardancy. Furthermore, solution blending yields a better dispersion of the filler, as compared to melt compounding, which directly transforms into superior properties. Quite surprisingly, the homogenous clay surface layer built during burning of the PS fluo- rohectorite nanocomposite has such a high gas barrier that an intumescent-like behavior of the char is detectable. Ó 2011 Elsevier Ltd. All rights reserved. 1. Introduction Polymer-clay nanocomposites have attracted considerable attention in the last decade because of their ability to enhance properties of commodity polymers [1]. More precisely, very small amounts (about 3 wt%) of clay can improve mechanical, thermal, and flame retardant properties of the polymer matrix [2]. The mechanism of flame retardancy is based on the formation of a clay barrier at the surface during the degradation of the polymer [3]. This barrier inhibits mass transfer and thermally insulates the underlying polymer from the radiated energy [4]. For polystyrene (PS) nanocomposites the char mainly consists of clay residues with a small amount of carbonaceous material [3]. Consequently, the thickness of the char residue is comparable with the height of the burned sample. Contrary to this behavior, intumescent systems form a highly foamed carbonaceous char and this char prevents mass and heat transfer from the polymer [5]. While the char volume at best stays constant in PS filled with natural clays, intumescent systems expand considerably in volume upon burning. The expansion ratio is defined as the sample thickness after burning divided by the thickness before burning. A significant expansion of the char in PS-clay nanocomposites has not yet been reported. The effects observed in cone calorimetry in both flame retardant systems, clay-filled and intumescent, are almost the same: the peak heat release rate is reduced and this reduction occurs because the mass loss rate decreases. Two factors influence the flame retardant properties. First the dispersion of the clay platelets in the polymer and hence the specific interface area of matrix and filler is impor- tant and second the shape of the filler (aspect ratio) has a signifi- cant impact on the properties [6]. Therefore, the exfoliation method and the organic modification of the clay are crucial to obtain improved properties [7]. Zhu et al. [8] described the properties of bulk polymerized nanocomposites with a clay loading of 3 wt%, which show higher thermal stabilities and reduced peak of heat release rates (PHRRs) of about 60%. The homogeneity of the dispersion reported by Zhu et al. was very good, probably because in situ polymerization was used to prepare the samples. Many other PS-clay nanocomposites show lower reduction of PHRR, typically about 30%, at clay loadings of 3 wt%; this discrepancy is most likely due to the poorer dispersion that has been obtained. These latter composites are often melt blended and agglomerates are formed during drying steps applied prior to compounding [9]. The agglomerates are not destroyed during melt mixing, resulting in heterogeneities within the nanocomposite. These heterogeneities induce discontinuities in the clay layer formed at the surface during decomposition and consequently increased permeabilities and a lower reduction of PHRRs are observed. As already stated, particle size and morphology have a crucial influence on the barrier properties. For this mechanism the aspect ratio, i.e. the diameter divided by the thickness of the anisotropic * Corresponding author. Tel.: þ49 921 552531; fax: þ49 921 552788. E-mail address: [email protected] (J. Breu). Contents lists available at ScienceDirect Polymer journal homepage: www.elsevier.com/locate/polymer 0032-3861/$ e see front matter Ó 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.polymer.2011.05.030 Polymer 52 (2011) 3288e3294

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

lable at ScienceDirect
Polymer 52 (2011) 3288e3294
Contents lists avai
Polymer
journal homepage: www.elsevier .com/locate/polymer
Intumescent-like behavior of polystyrene synthetic clay nanocomposites
Michael R. Schütz a, Hussein Kalo a, Thomas Lunkenbein a, Josef Breu a,*, Charles A. Wilkie b
a Lehrstuhl für Anorganische Chemie I, Universität Bayreuth, 95440 Bayreuth, GermanybDepartment of Chemistry and Fire Retardant Research Facility, Marquette University, PO Box 1881, Milwaukee, WI 53201, USA
a r t i c l e i n f o
Article history:Received 21 March 2011Received in revised form18 May 2011Accepted 19 May 2011Available online 27 May 2011
Keywords:FluorohectoriteExfoliationMMT
* Corresponding author. Tel.: þ49 921 552531; fax:E-mail address: [email protected] (J. Bre
0032-3861/$ e see front matter � 2011 Elsevier Ltd.doi:10.1016/j.polymer.2011.05.030
a b s t r a c t
A synthetic Li-fluorohectorite with typical aspect ratios around 1000 shows superior thermal, fire andmechanical properties. A comparison between Li-fluorohectorite and MMT underlines the crucial role ofthe aspect ratio in particular for flame retardancy. Furthermore, solution blending yields a betterdispersion of the filler, as compared to melt compounding, which directly transforms into superiorproperties. Quite surprisingly, the homogenous clay surface layer built during burning of the PS fluo-rohectorite nanocomposite has such a high gas barrier that an intumescent-like behavior of the char isdetectable.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Polymer-clay nanocomposites have attracted considerableattention in the last decade because of their ability to enhanceproperties of commodity polymers [1]. More precisely, very smallamounts (about 3 wt%) of clay can improve mechanical, thermal,and flame retardant properties of the polymer matrix [2]. Themechanism of flame retardancy is based on the formation of a claybarrier at the surface during the degradation of the polymer [3].This barrier inhibits mass transfer and thermally insulates theunderlying polymer from the radiated energy [4]. For polystyrene(PS) nanocomposites the char mainly consists of clay residues witha small amount of carbonaceous material [3]. Consequently, thethickness of the char residue is comparable with the height of theburned sample.
Contrary to this behavior, intumescent systems form a highlyfoamed carbonaceous char and this char prevents mass and heattransfer from the polymer [5]. While the char volume at best staysconstant in PS filled with natural clays, intumescent systemsexpand considerably in volume upon burning. The expansion ratiois defined as the sample thickness after burning divided by thethickness before burning. A significant expansion of the char inPS-clay nanocomposites has not yet been reported.
þ49 921 552788.u).
All rights reserved.
The effects observed in cone calorimetry in both flame retardantsystems, clay-filled and intumescent, are almost the same: the peakheat release rate is reduced and this reduction occurs because themass loss rate decreases. Two factors influence the flame retardantproperties. First the dispersion of the clay platelets in the polymerand hence the specific interface area of matrix and filler is impor-tant and second the shape of the filler (aspect ratio) has a signifi-cant impact on the properties [6]. Therefore, the exfoliationmethodand the organic modification of the clay are crucial to obtainimproved properties [7]. Zhu et al. [8] described the properties ofbulk polymerized nanocomposites with a clay loading of 3 wt%,which show higher thermal stabilities and reduced peak of heatrelease rates (PHRRs) of about 60%. The homogeneity of thedispersion reported by Zhu et al. was very good, probably becausein situ polymerizationwas used to prepare the samples. Many otherPS-clay nanocomposites show lower reduction of PHRR, typicallyabout 30%, at clay loadings of 3 wt%; this discrepancy is most likelydue to the poorer dispersion that has been obtained. These lattercomposites are often melt blended and agglomerates are formedduring drying steps applied prior to compounding [9]. Theagglomerates are not destroyed during melt mixing, resulting inheterogeneities within the nanocomposite. These heterogeneitiesinduce discontinuities in the clay layer formed at the surface duringdecomposition and consequently increased permeabilities anda lower reduction of PHRRs are observed.
As already stated, particle size and morphology have a crucialinfluence on the barrier properties. For this mechanism the aspectratio, i.e. the diameter divided by the thickness of the anisotropic
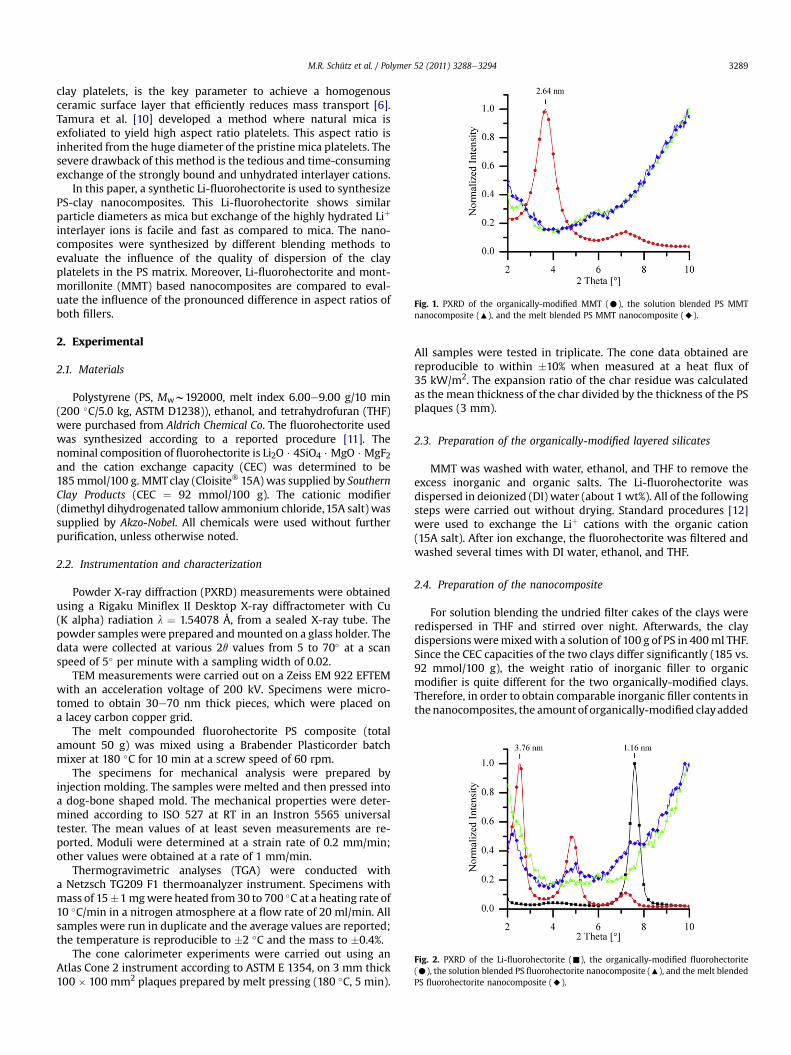
Fig. 1. PXRD of the organically-modified MMT (C), the solution blended PS MMTnanocomposite (:), and the melt blended PS MMT nanocomposite (A).
Fig. 2. PXRD of the Li-fluorohectorite (-), the organically-modified fluorohectorite(C), the solution blended PS fluorohectorite nanocomposite (:), and the melt blendedPS fluorohectorite nanocomposite (A).
M.R. Schütz et al. / Polymer 52 (2011) 3288e3294 3289
clay platelets, is the key parameter to achieve a homogenousceramic surface layer that efficiently reduces mass transport [6].Tamura et al. [10] developed a method where natural mica isexfoliated to yield high aspect ratio platelets. This aspect ratio isinherited from the huge diameter of the pristine mica platelets. Thesevere drawback of this method is the tedious and time-consumingexchange of the strongly bound and unhydrated interlayer cations.
In this paper, a synthetic Li-fluorohectorite is used to synthesizePS-clay nanocomposites. This Li-fluorohectorite shows similarparticle diameters as mica but exchange of the highly hydrated Liþ
interlayer ions is facile and fast as compared to mica. The nano-composites were synthesized by different blending methods toevaluate the influence of the quality of dispersion of the clayplatelets in the PS matrix. Moreover, Li-fluorohectorite and mont-morillonite (MMT) based nanocomposites are compared to eval-uate the influence of the pronounced difference in aspect ratios ofboth fillers.
2. Experimental
2.1. Materials
Polystyrene (PS, Mww192000, melt index 6.00e9.00 g/10 min(200 �C/5.0 kg, ASTM D1238)), ethanol, and tetrahydrofuran (THF)were purchased from Aldrich Chemical Co. The fluorohectorite usedwas synthesized according to a reported procedure [11]. Thenominal composition of fluorohectorite is Li2O $ 4SiO4 $MgO $MgF2and the cation exchange capacity (CEC) was determined to be185mmol/100 g. MMTclay (Cloisite� 15A) was supplied by SouthernClay Products (CEC ¼ 92 mmol/100 g). The cationic modifier(dimethyl dihydrogenated tallow ammonium chloride,15A salt) wassupplied by Akzo-Nobel. All chemicals were used without furtherpurification, unless otherwise noted.
2.2. Instrumentation and characterization
Powder X-ray diffraction (PXRD) measurements were obtainedusing a Rigaku Miniflex II Desktop X-ray diffractometer with Cu(K alpha) radiation l ¼ 1.54078 Å, from a sealed X-ray tube. Thepowder samples were prepared andmounted on a glass holder. Thedata were collected at various 2q values from 5 to 70� at a scanspeed of 5� per minute with a sampling width of 0.02.
TEM measurements were carried out on a Zeiss EM 922 EFTEMwith an acceleration voltage of 200 kV. Specimens were micro-tomed to obtain 30e70 nm thick pieces, which were placed ona lacey carbon copper grid.
The melt compounded fluorohectorite PS composite (totalamount 50 g) was mixed using a Brabender Plasticorder batchmixer at 180 �C for 10 min at a screw speed of 60 rpm.
The specimens for mechanical analysis were prepared byinjection molding. The samples were melted and then pressed intoa dog-bone shaped mold. The mechanical properties were deter-mined according to ISO 527 at RT in an Instron 5565 universaltester. The mean values of at least seven measurements are re-ported. Moduli were determined at a strain rate of 0.2 mm/min;other values were obtained at a rate of 1 mm/min.
Thermogravimetric analyses (TGA) were conducted witha Netzsch TG209 F1 thermoanalyzer instrument. Specimens withmass of 15�1mgwere heated from30 to 700 �C at a heating rate of10 �C/min in a nitrogen atmosphere at a flow rate of 20 ml/min. Allsamples were run in duplicate and the average values are reported;the temperature is reproducible to �2 �C and the mass to �0.4%.
The cone calorimeter experiments were carried out using anAtlas Cone 2 instrument according to ASTM E 1354, on 3 mm thick100 � 100 mm2 plaques prepared by melt pressing (180 �C, 5 min).
All samples were tested in triplicate. The cone data obtained arereproducible to within �10% when measured at a heat flux of35 kW/m2. The expansion ratio of the char residue was calculatedas the mean thickness of the char divided by the thickness of the PSplaques (3 mm).
2.3. Preparation of the organically-modified layered silicates
MMT was washed with water, ethanol, and THF to remove theexcess inorganic and organic salts. The Li-fluorohectorite wasdispersed in deionized (DI) water (about 1 wt%). All of the followingsteps were carried out without drying. Standard procedures [12]were used to exchange the Liþ cations with the organic cation(15A salt). After ion exchange, the fluorohectorite was filtered andwashed several times with DI water, ethanol, and THF.
2.4. Preparation of the nanocomposite
For solution blending the undried filter cakes of the clays wereredispersed in THF and stirred over night. Afterwards, the claydispersionsweremixedwith a solution of 100 g of PS in 400ml THF.Since the CEC capacities of the two clays differ significantly (185 vs.92 mmol/100 g), the weight ratio of inorganic filler to organicmodifier is quite different for the two organically-modified clays.Therefore, in order to obtain comparable inorganic filler contents inthenanocomposites, the amount of organically-modified clayadded
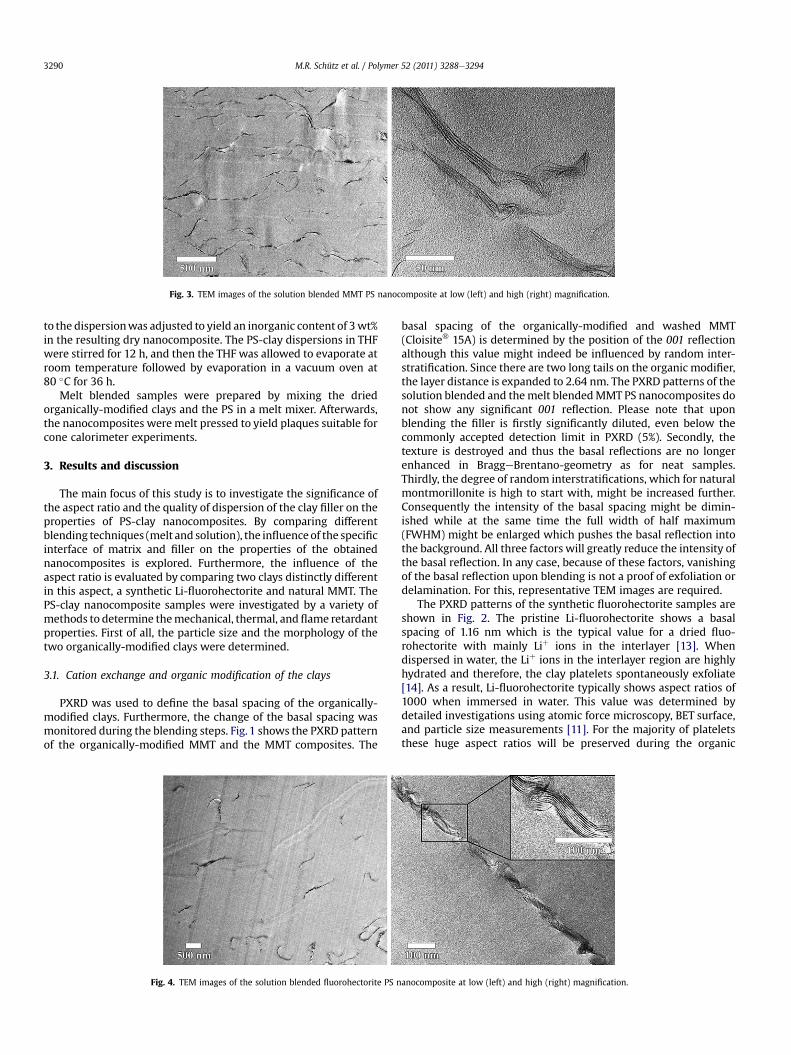
Fig. 3. TEM images of the solution blended MMT PS nanocomposite at low (left) and high (right) magnification.
M.R. Schütz et al. / Polymer 52 (2011) 3288e32943290
to the dispersionwas adjusted to yield an inorganic content of 3wt%in the resulting dry nanocomposite. The PS-clay dispersions in THFwere stirred for 12 h, and then the THF was allowed to evaporate atroom temperature followed by evaporation in a vacuum oven at80 �C for 36 h.
Melt blended samples were prepared by mixing the driedorganically-modified clays and the PS in a melt mixer. Afterwards,the nanocomposites were melt pressed to yield plaques suitable forcone calorimeter experiments.
3. Results and discussion
The main focus of this study is to investigate the significance ofthe aspect ratio and the quality of dispersion of the clay filler on theproperties of PS-clay nanocomposites. By comparing differentblending techniques (melt and solution), the influenceof the specificinterface of matrix and filler on the properties of the obtainednanocomposites is explored. Furthermore, the influence of theaspect ratio is evaluated by comparing two clays distinctly differentin this aspect, a synthetic Li-fluorohectorite and natural MMT. ThePS-clay nanocomposite samples were investigated by a variety ofmethods to determine themechanical, thermal, andflame retardantproperties. First of all, the particle size and the morphology of thetwo organically-modified clays were determined.
3.1. Cation exchange and organic modification of the clays
PXRD was used to define the basal spacing of the organically-modified clays. Furthermore, the change of the basal spacing wasmonitored during the blending steps. Fig.1 shows the PXRD patternof the organically-modified MMT and the MMT composites. The
Fig. 4. TEM images of the solution blended fluorohectorite PS n
basal spacing of the organically-modified and washed MMT(Cloisite� 15A) is determined by the position of the 001 reflectionalthough this value might indeed be influenced by random inter-stratification. Since there are two long tails on the organic modifier,the layer distance is expanded to 2.64 nm. The PXRD patterns of thesolution blended and themelt blendedMMT PS nanocomposites donot show any significant 001 reflection. Please note that uponblending the filler is firstly significantly diluted, even below thecommonly accepted detection limit in PXRD (5%). Secondly, thetexture is destroyed and thus the basal reflections are no longerenhanced in BraggeBrentano-geometry as for neat samples.Thirdly, the degree of random interstratifications, which for naturalmontmorillonite is high to start with, might be increased further.Consequently the intensity of the basal spacing might be dimin-ished while at the same time the full width of half maximum(FWHM) might be enlarged which pushes the basal reflection intothe background. All three factors will greatly reduce the intensity ofthe basal reflection. In any case, because of these factors, vanishingof the basal reflection upon blending is not a proof of exfoliation ordelamination. For this, representative TEM images are required.
The PXRD patterns of the synthetic fluorohectorite samples areshown in Fig. 2. The pristine Li-fluorohectorite shows a basalspacing of 1.16 nm which is the typical value for a dried fluo-rohectorite with mainly Liþ ions in the interlayer [13]. Whendispersed in water, the Liþ ions in the interlayer region are highlyhydrated and therefore, the clay platelets spontaneously exfoliate[14]. As a result, Li-fluorohectorite typically shows aspect ratios of1000 when immersed in water. This value was determined bydetailed investigations using atomic force microscopy, BET surface,and particle size measurements [11]. For the majority of plateletsthese huge aspect ratios will be preserved during the organic
anocomposite at low (left) and high (right) magnification.
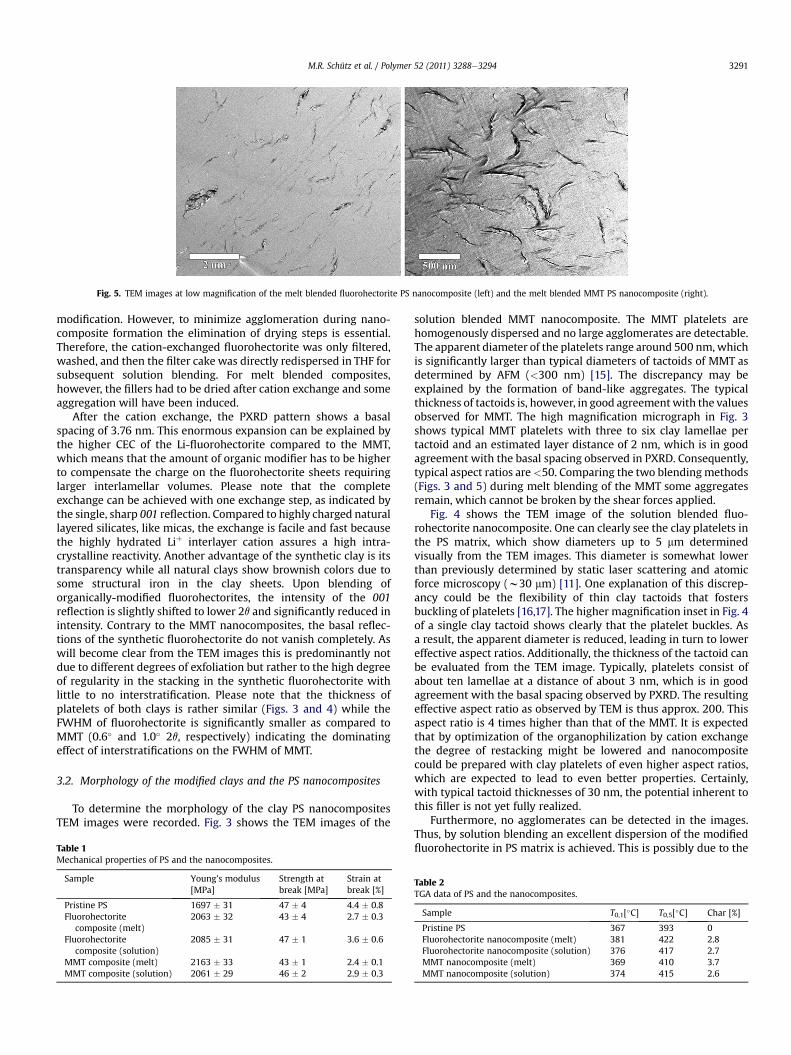
Fig. 5. TEM images at low magnification of the melt blended fluorohectorite PS nanocomposite (left) and the melt blended MMT PS nanocomposite (right).
M.R. Schütz et al. / Polymer 52 (2011) 3288e3294 3291
modification. However, to minimize agglomeration during nano-composite formation the elimination of drying steps is essential.Therefore, the cation-exchanged fluorohectorite was only filtered,washed, and then the filter cake was directly redispersed in THF forsubsequent solution blending. For melt blended composites,however, the fillers had to be dried after cation exchange and someaggregation will have been induced.
After the cation exchange, the PXRD pattern shows a basalspacing of 3.76 nm. This enormous expansion can be explained bythe higher CEC of the Li-fluorohectorite compared to the MMT,which means that the amount of organic modifier has to be higherto compensate the charge on the fluorohectorite sheets requiringlarger interlamellar volumes. Please note that the completeexchange can be achieved with one exchange step, as indicated bythe single, sharp 001 reflection. Compared to highly charged naturallayered silicates, like micas, the exchange is facile and fast becausethe highly hydrated Liþ interlayer cation assures a high intra-crystalline reactivity. Another advantage of the synthetic clay is itstransparency while all natural clays show brownish colors due tosome structural iron in the clay sheets. Upon blending oforganically-modified fluorohectorites, the intensity of the 001reflection is slightly shifted to lower 2q and significantly reduced inintensity. Contrary to the MMT nanocomposites, the basal reflec-tions of the synthetic fluorohectorite do not vanish completely. Aswill become clear from the TEM images this is predominantly notdue to different degrees of exfoliation but rather to the high degreeof regularity in the stacking in the synthetic fluorohectorite withlittle to no interstratification. Please note that the thickness ofplatelets of both clays is rather similar (Figs. 3 and 4) while theFWHM of fluorohectorite is significantly smaller as compared toMMT (0.6� and 1.0� 2q, respectively) indicating the dominatingeffect of interstratifications on the FWHM of MMT.
3.2. Morphology of the modified clays and the PS nanocomposites
To determine the morphology of the clay PS nanocompositesTEM images were recorded. Fig. 3 shows the TEM images of the
Table 1Mechanical properties of PS and the nanocomposites.
Sample Young’s modulus[MPa]
Strength atbreak [MPa]
Strain atbreak [%]
Pristine PS 1697 � 31 47 � 4 4.4 � 0.8Fluorohectorite
composite (melt)2063 � 32 43 � 4 2.7 � 0.3
Fluorohectoritecomposite (solution)
2085 � 31 47 � 1 3.6 � 0.6
MMT composite (melt) 2163 � 33 43 � 1 2.4 � 0.1MMT composite (solution) 2061 � 29 46 � 2 2.9 � 0.3
solution blended MMT nanocomposite. The MMT platelets arehomogenously dispersed and no large agglomerates are detectable.The apparent diameter of the platelets range around 500 nm,whichis significantly larger than typical diameters of tactoids of MMT asdetermined by AFM (<300 nm) [15]. The discrepancy may beexplained by the formation of band-like aggregates. The typicalthickness of tactoids is, however, in good agreementwith the valuesobserved for MMT. The high magnification micrograph in Fig. 3shows typical MMT platelets with three to six clay lamellae pertactoid and an estimated layer distance of 2 nm, which is in goodagreement with the basal spacing observed in PXRD. Consequently,typical aspect ratios are<50. Comparing the two blendingmethods(Figs. 3 and 5) during melt blending of the MMT some aggregatesremain, which cannot be broken by the shear forces applied.
Fig. 4 shows the TEM image of the solution blended fluo-rohectorite nanocomposite. One can clearly see the clay platelets inthe PS matrix, which show diameters up to 5 mm determinedvisually from the TEM images. This diameter is somewhat lowerthan previously determined by static laser scattering and atomicforce microscopy (w30 mm) [11]. One explanation of this discrep-ancy could be the flexibility of thin clay tactoids that fostersbuckling of platelets [16,17]. The higher magnification inset in Fig. 4of a single clay tactoid shows clearly that the platelet buckles. Asa result, the apparent diameter is reduced, leading in turn to lowereffective aspect ratios. Additionally, the thickness of the tactoid canbe evaluated from the TEM image. Typically, platelets consist ofabout ten lamellae at a distance of about 3 nm, which is in goodagreement with the basal spacing observed by PXRD. The resultingeffective aspect ratio as observed by TEM is thus approx. 200. Thisaspect ratio is 4 times higher than that of the MMT. It is expectedthat by optimization of the organophilization by cation exchangethe degree of restacking might be lowered and nanocompositecould be prepared with clay platelets of even higher aspect ratios,which are expected to lead to even better properties. Certainly,with typical tactoid thicknesses of 30 nm, the potential inherent tothis filler is not yet fully realized.
Furthermore, no agglomerates can be detected in the images.Thus, by solution blending an excellent dispersion of the modifiedfluorohectorite in PS matrix is achieved. This is possibly due to the
Table 2TGA data of PS and the nanocomposites.
Sample T0,1[�C] T0,5[�C] Char [%]
Pristine PS 367 393 0Fluorohectorite nanocomposite (melt) 381 422 2.8Fluorohectorite nanocomposite (solution) 376 417 2.7MMT nanocomposite (melt) 369 410 3.7MMT nanocomposite (solution) 374 415 2.6
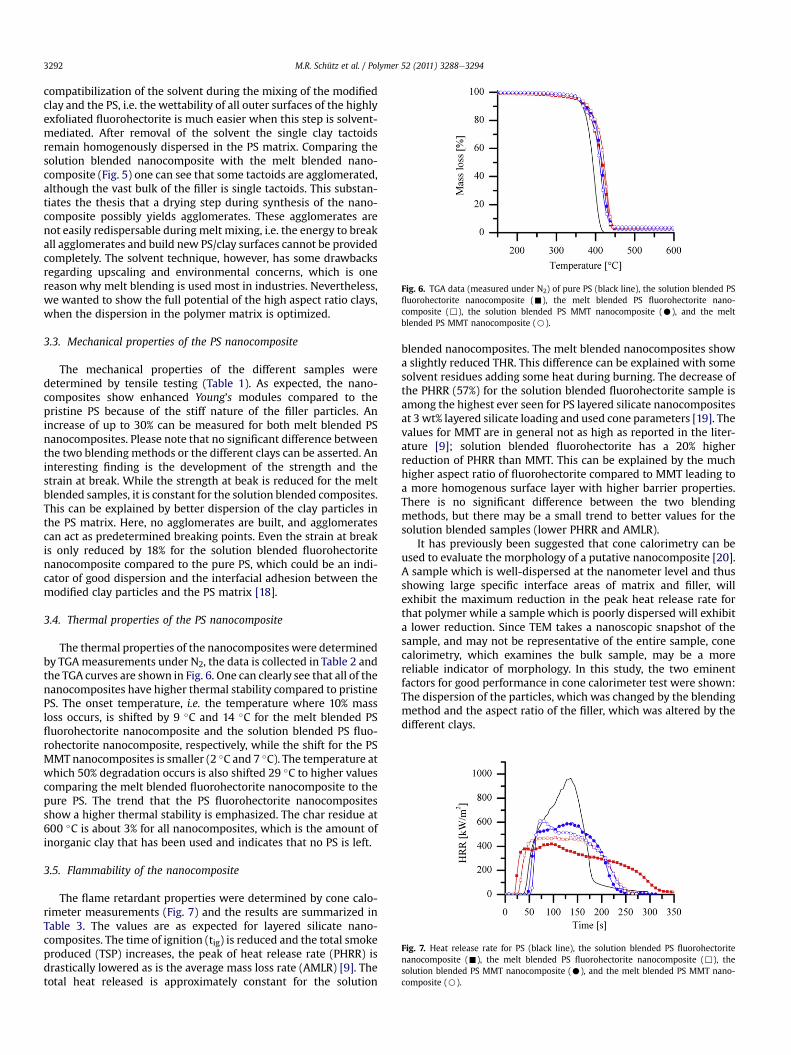
Fig. 6. TGA data (measured under N2) of pure PS (black line), the solution blended PSfluorohectorite nanocomposite (-), the melt blended PS fluorohectorite nano-composite (,), the solution blended PS MMT nanocomposite (C), and the meltblended PS MMT nanocomposite (B).
Fig. 7. Heat release rate for PS (black line), the solution blended PS fluorohectoritenanocomposite (-), the melt blended PS fluorohectorite nanocomposite (,), thesolution blended PS MMT nanocomposite (C), and the melt blended PS MMT nano-composite (B).
M.R. Schütz et al. / Polymer 52 (2011) 3288e32943292
compatibilization of the solvent during the mixing of the modifiedclay and the PS, i.e. the wettability of all outer surfaces of the highlyexfoliated fluorohectorite is much easier when this step is solvent-mediated. After removal of the solvent the single clay tactoidsremain homogenously dispersed in the PS matrix. Comparing thesolution blended nanocomposite with the melt blended nano-composite (Fig. 5) one can see that some tactoids are agglomerated,although the vast bulk of the filler is single tactoids. This substan-tiates the thesis that a drying step during synthesis of the nano-composite possibly yields agglomerates. These agglomerates arenot easily redispersable during melt mixing, i.e. the energy to breakall agglomerates and build new PS/clay surfaces cannot be providedcompletely. The solvent technique, however, has some drawbacksregarding upscaling and environmental concerns, which is onereason why melt blending is used most in industries. Nevertheless,we wanted to show the full potential of the high aspect ratio clays,when the dispersion in the polymer matrix is optimized.
3.3. Mechanical properties of the PS nanocomposite
The mechanical properties of the different samples weredetermined by tensile testing (Table 1). As expected, the nano-composites show enhanced Young’s modules compared to thepristine PS because of the stiff nature of the filler particles. Anincrease of up to 30% can be measured for both melt blended PSnanocomposites. Please note that no significant difference betweenthe two blending methods or the different clays can be asserted. Aninteresting finding is the development of the strength and thestrain at break. While the strength at beak is reduced for the meltblended samples, it is constant for the solution blended composites.This can be explained by better dispersion of the clay particles inthe PS matrix. Here, no agglomerates are built, and agglomeratescan act as predetermined breaking points. Even the strain at breakis only reduced by 18% for the solution blended fluorohectoritenanocomposite compared to the pure PS, which could be an indi-cator of good dispersion and the interfacial adhesion between themodified clay particles and the PS matrix [18].
3.4. Thermal properties of the PS nanocomposite
The thermal properties of the nanocomposites were determinedby TGAmeasurements under N2, the data is collected in Table 2 andthe TGA curves are shown in Fig. 6. One can clearly see that all of thenanocomposites have higher thermal stability compared to pristinePS. The onset temperature, i.e. the temperature where 10% massloss occurs, is shifted by 9 �C and 14 �C for the melt blended PSfluorohectorite nanocomposite and the solution blended PS fluo-rohectorite nanocomposite, respectively, while the shift for the PSMMT nanocomposites is smaller (2 �C and 7 �C). The temperature atwhich 50% degradation occurs is also shifted 29 �C to higher valuescomparing the melt blended fluorohectorite nanocomposite to thepure PS. The trend that the PS fluorohectorite nanocompositesshow a higher thermal stability is emphasized. The char residue at600 �C is about 3% for all nanocomposites, which is the amount ofinorganic clay that has been used and indicates that no PS is left.
3.5. Flammability of the nanocomposite
The flame retardant properties were determined by cone calo-rimeter measurements (Fig. 7) and the results are summarized inTable 3. The values are as expected for layered silicate nano-composites. The time of ignition (tig) is reduced and the total smokeproduced (TSP) increases, the peak of heat release rate (PHRR) isdrastically lowered as is the average mass loss rate (AMLR) [9]. Thetotal heat released is approximately constant for the solution
blended nanocomposites. The melt blended nanocomposites showa slightly reduced THR. This difference can be explained with somesolvent residues adding some heat during burning. The decrease ofthe PHRR (57%) for the solution blended fluorohectorite sample isamong the highest ever seen for PS layered silicate nanocompositesat 3 wt% layered silicate loading and used cone parameters [19]. Thevalues for MMT are in general not as high as reported in the liter-ature [9]; solution blended fluorohectorite has a 20% higherreduction of PHRR than MMT. This can be explained by the muchhigher aspect ratio of fluorohectorite compared to MMT leading toa more homogenous surface layer with higher barrier properties.There is no significant difference between the two blendingmethods, but there may be a small trend to better values for thesolution blended samples (lower PHRR and AMLR).
It has previously been suggested that cone calorimetry can beused to evaluate the morphology of a putative nanocomposite [20].A sample which is well-dispersed at the nanometer level and thusshowing large specific interface areas of matrix and filler, willexhibit the maximum reduction in the peak heat release rate forthat polymer while a sample which is poorly dispersed will exhibita lower reduction. Since TEM takes a nanoscopic snapshot of thesample, and may not be representative of the entire sample, conecalorimetry, which examines the bulk sample, may be a morereliable indicator of morphology. In this study, the two eminentfactors for good performance in cone calorimeter test were shown:The dispersion of the particles, which was changed by the blendingmethod and the aspect ratio of the filler, which was altered by thedifferent clays.
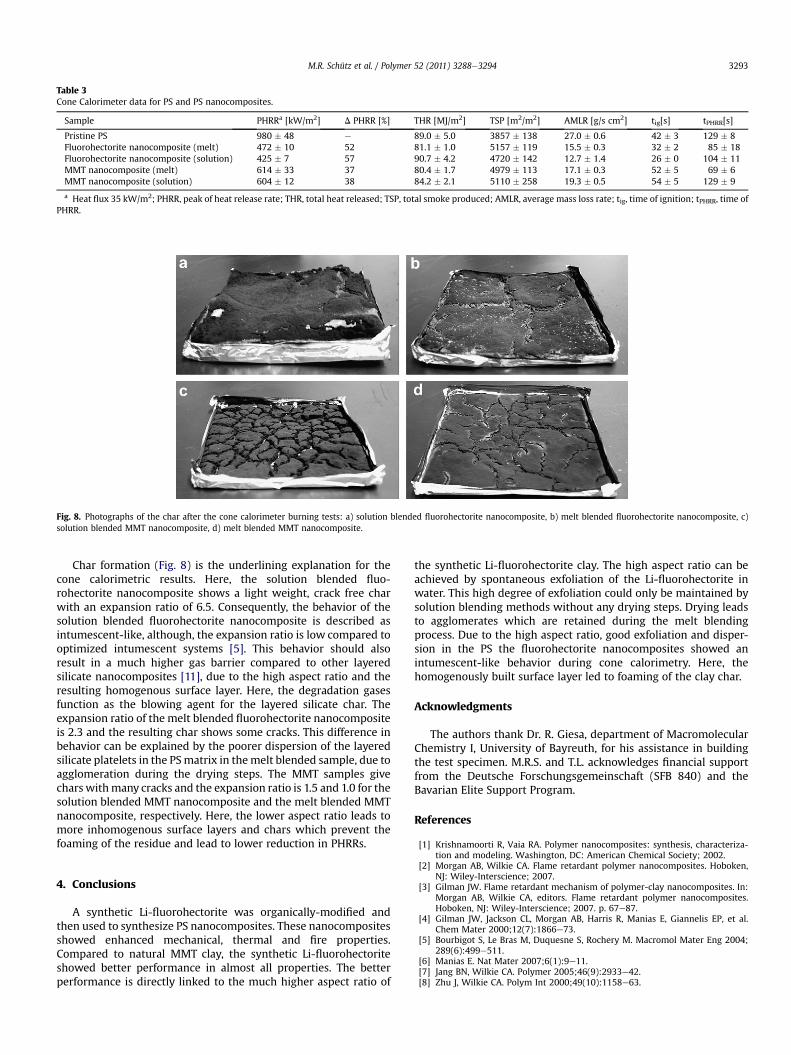
Fig. 8. Photographs of the char after the cone calorimeter burning tests: a) solution blended fluorohectorite nanocomposite, b) melt blended fluorohectorite nanocomposite, c)solution blended MMT nanocomposite, d) melt blended MMT nanocomposite.
Table 3Cone Calorimeter data for PS and PS nanocomposites.
Sample PHRRa [kW/m2] D PHRR [%] THR [MJ/m2] TSP [m2/m2] AMLR [g/s cm2] tig[s] tPHRR[s]
Pristine PS 980 � 48 e 89.0 � 5.0 3857 � 138 27.0 � 0.6 42 � 3 129 � 8Fluorohectorite nanocomposite (melt) 472 � 10 52 81.1 � 1.0 5157 � 119 15.5 � 0.3 32 � 2 85 � 18Fluorohectorite nanocomposite (solution) 425 � 7 57 90.7 � 4.2 4720 � 142 12.7 � 1.4 26 � 0 104 � 11MMT nanocomposite (melt) 614 � 33 37 80.4 � 1.7 4979 � 113 17.1 � 0.3 52 � 5 69 � 6MMT nanocomposite (solution) 604 � 12 38 84.2 � 2.1 5110 � 258 19.3 � 0.5 54 � 5 129 � 9
a Heat flux 35 kW/m2; PHRR, peak of heat release rate; THR, total heat released; TSP, total smoke produced; AMLR, average mass loss rate; tig, time of ignition; tPHRR, time ofPHRR.
M.R. Schütz et al. / Polymer 52 (2011) 3288e3294 3293
Char formation (Fig. 8) is the underlining explanation for thecone calorimetric results. Here, the solution blended fluo-rohectorite nanocomposite shows a light weight, crack free charwith an expansion ratio of 6.5. Consequently, the behavior of thesolution blended fluorohectorite nanocomposite is described asintumescent-like, although, the expansion ratio is low compared tooptimized intumescent systems [5]. This behavior should alsoresult in a much higher gas barrier compared to other layeredsilicate nanocomposites [11], due to the high aspect ratio and theresulting homogenous surface layer. Here, the degradation gasesfunction as the blowing agent for the layered silicate char. Theexpansion ratio of the melt blended fluorohectorite nanocompositeis 2.3 and the resulting char shows some cracks. This difference inbehavior can be explained by the poorer dispersion of the layeredsilicate platelets in the PSmatrix in themelt blended sample, due toagglomeration during the drying steps. The MMT samples givechars withmany cracks and the expansion ratio is 1.5 and 1.0 for thesolution blended MMT nanocomposite and the melt blended MMTnanocomposite, respectively. Here, the lower aspect ratio leads tomore inhomogenous surface layers and chars which prevent thefoaming of the residue and lead to lower reduction in PHRRs.
4. Conclusions
A synthetic Li-fluorohectorite was organically-modified andthen used to synthesize PS nanocomposites. These nanocompositesshowed enhanced mechanical, thermal and fire properties.Compared to natural MMT clay, the synthetic Li-fluorohectoriteshowed better performance in almost all properties. The betterperformance is directly linked to the much higher aspect ratio of
the synthetic Li-fluorohectorite clay. The high aspect ratio can beachieved by spontaneous exfoliation of the Li-fluorohectorite inwater. This high degree of exfoliation could only be maintained bysolution blending methods without any drying steps. Drying leadsto agglomerates which are retained during the melt blendingprocess. Due to the high aspect ratio, good exfoliation and disper-sion in the PS the fluorohectorite nanocomposites showed anintumescent-like behavior during cone calorimetry. Here, thehomogenously built surface layer led to foaming of the clay char.
Acknowledgments
The authors thank Dr. R. Giesa, department of MacromolecularChemistry I, University of Bayreuth, for his assistance in buildingthe test specimen. M.R.S. and T.L. acknowledges financial supportfrom the Deutsche Forschungsgemeinschaft (SFB 840) and theBavarian Elite Support Program.
References
[1] Krishnamoorti R, Vaia RA. Polymer nanocomposites: synthesis, characteriza-tion and modeling. Washington, DC: American Chemical Society; 2002.
[2] Morgan AB, Wilkie CA. Flame retardant polymer nanocomposites. Hoboken,NJ: Wiley-Interscience; 2007.
[3] Gilman JW. Flame retardant mechanism of polymer-clay nanocomposites. In:Morgan AB, Wilkie CA, editors. Flame retardant polymer nanocomposites.Hoboken, NJ: Wiley-Interscience; 2007. p. 67e87.
[4] Gilman JW, Jackson CL, Morgan AB, Harris R, Manias E, Giannelis EP, et al.Chem Mater 2000;12(7):1866e73.
[5] Bourbigot S, Le Bras M, Duquesne S, Rochery M. Macromol Mater Eng 2004;289(6):499e511.
[6] Manias E. Nat Mater 2007;6(1):9e11.[7] Jang BN, Wilkie CA. Polymer 2005;46(9):2933e42.[8] Zhu J, Wilkie CA. Polym Int 2000;49(10):1158e63.

M.R. Schütz et al. / Polymer 52 (2011) 3288e32943294
[9] Kiliaris P, Papaspyrides CD. Prog Polym Sci 2010;35(7):902e58.[10] Tamura K, Yokoyama S, Pascua CS, Yamada H. Chem Mater 2008;20(6):
2242e6.[11] Möller MW, Lunkenbein T, Kalo H, Schieder M, Kunz DA, Breu J. Adv Mater
2010;22(46):5245e9.[12] Carrado KA, Decarreau A, Petit S, Bergaya F, Lagaly G. Synthetic clay minerals
and purification of natural clays. In: Bergaya F, Theng BKG, Lagaly G, editors.Handbook of clay science. Amsterdam: Elsevier Ltd.; 2006. p. 115e39.
[13] Möller MW, Handge UA, Kunz DA, Lunkenbein T, Altstädt V, Breu J. ACS Nano2010;4(2):717e24.
[14] Lagaly G. Colloid clay science. In: Bergaya F, Theng BKG, Lagaly G, editors.Handbook of clay science. Amsterdam: Elsevier Ltd.; 2006. p. 141e245.
[15] Cadene A, Durand-Vidal S, Turq P, Brendle J. J Colloid Interface Sci 2005;285(2):719e30.
[16] Sato H, Yamagishi A, Kawamura K. J Phys Chem B 2001;105(33):7990e7.[17] Kunz DA, Max E, Weinkamer R, Lunkenbein T, Breu J, Fery A. Small 2009;
5(16):1816e20.[18] Noh MW, Lee DC. Polym Bull 1999;42(5):619e26.[19] Zhu J, Morgan AB, Lamelas FJ, Wilkie CA. Chem Mater 2001;13(10):3774e80.[20] Su SP, Jiang DD, Wilkie CA. J Vinyl Addit Technol 2004;10(1):44e51.
Related Documents











