26 LAMIERA APRILE 2015 www.lamieranews.it approfondimento tecnico approfondimento tecnico L’UNICA CONOSCENZA CHE POSSIAMO AVERE DELLE TENSIONI RESIDUE INDOTTE DA UN PROCESSO DI SALDATURA PASSA ATTRAVERSO LA LORO MISURAZIONE, UNA OPERAZIONE CHE NON È MAI BANALE, COME AVREMO MODO DI VEDERE NELLE PROSSIME RIGHE. N ello scorso numero di “La- miera” abbiamo affronta- to il tema delle tensioni residue indotte dal pro- cesso di saldatura, evi- denziando quali siano i meccanismi termici e metallurgici respon- sabili dell’instaurarsi di tali tensioni per poi illustrare quanto tali tensioni possano esse- re deleterie per la affidabilità in esercizio del componente saldato. A costo di essere ripetitivi, voglio ribadire ancora una volta come la massima pericolosità degli sta- ti tensionali interni indotti dalla salda- tura non è quando tali stati tensionali si manifestano macroscopicamente at- traverso crepe, fessurazioni o deformazio- ni del componente, ma piuttosto quando rimangono per così dire “nascosti” nel componente (non a caso nella terminolo- Ing. Francesco Chichi, direttore tecnico 2Effelab srl gia anglosassone si parla di “lock-in stress”), causando uno stato tensionale statico che in combinazione con tutte le sollecitazio- ni statiche e dinamiche di esercizio, dimi- nuisce drasticamente la resistenza a fatica del componente. Una ricerca condotta alcu- ni anni fa nel settore della carpenteria pe- sante evidenziava come più del 70 % delle rotture precoci a fatica di componenti saldati fosse da attribuirsi proprio al- le tensioni residue. Purtroppo le tensioni residue, oltre alla deleteria caratteristica di poter abbattere drasticamente la resistenza a fatica di un componente, hanno anche una seconda caratteristica altrettanto deleteria: quella di non essere modellizzabili analitica- mente e quindi di non essere realisticamen- te quantificabili a priori. Questo in quanto i fattori che possono influenzare gli stati ten- sionali in un giunto saldato non solo sono La misurazione delle tensioni RESIDUE INDOTTE DA SALDATURA

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
26 LAMIERA APR ILE 2015www.lamieranews.it
approfondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnico
L’UNICA CONOSCENZA CHE POSSIAMO AVERE
DELLE TENSIONI RESIDUE INDOTTE DA UN PROCESSO
DI SALDATURA PASSA ATTRAVERSO LA LORO
MISURAZIONE, UNA OPERAZIONE CHE NON È
MAI BANALE, COME AVREMO MODO DI VEDERE NELLE
PROSSIME RIGHE.
Nello scorso numero di “La-miera” abbiamo affronta-to il tema delle tensioni residue indotte dal pro-cesso di saldatura, evi-denziando quali siano i
meccanismi termici e metallurgici respon-sabili dell’instaurarsi di tali tensioni per poi illustrare quanto tali tensioni possano esse-re deleterie per la affidabilità in esercizio del componente saldato. A costo di essere ripetitivi, voglio ribadire ancora una volta come la massima pericolosità degli sta-ti tensionali interni indotti dalla salda-tura non è quando tali stati tensionali si manifestano macroscopicamente at-traverso crepe, fessurazioni o deformazio-ni del componente, ma piuttosto quando rimangono per così dire “nascosti” nel componente (non a caso nella terminolo-
Ing. Francesco Chichi, direttore tecnico 2Effelab srl
gia anglosassone si parla di “lock-in stress”), causando uno stato tensionale statico che in combinazione con tutte le sollecitazio-ni statiche e dinamiche di esercizio, dimi-nuisce drasticamente la resistenza a fatica del componente. Una ricerca condotta alcu-ni anni fa nel settore della carpenteria pe-sante evidenziava come più del 70 % delle rotture precoci a fatica di componenti saldati fosse da attribuirsi proprio al-le tensioni residue. Purtroppo le tensioni residue, oltre alla deleteria caratteristica di poter abbattere drasticamente la resistenza a fatica di un componente, hanno anche una seconda caratteristica altrettanto deleteria: quella di non essere modellizzabili analitica-mente e quindi di non essere realisticamen-te quantificabili a priori. Questo in quanto i fattori che possono influenzare gli stati ten-sionali in un giunto saldato non solo sono
La misurazione delle tensioni RESIDUE INDOTTE DA SALDATURA
[email protected] 26 20/03/15 15:13

27 APR ILE 2015 LAMIERA www.lamieranews.it
molteplici, ma sono difficilmente esprimi-bili analiticamente anche quando conside-rati singolarmente: la geometria del giunto, le condizioni di vincolo interne ed esterne, i pre-esistenti stati tensionali del materiale da saldare, l’esecuzione manuale della sal-datura sono tutti elementi la cui combina-zione e interazione determina gli stati ten-sionali interni.
LA “LUNGHEZZA CARATTERISTICA” DELLE TENSIONI RESIDUE Come dovrebbe essere ormai chiaro, le ten-sioni residue sono tensioni presenti all’in-terno di un corpo quando questo è in condi-zioni di equilibrio con l’ambiente circostan-
te, e trovano origine da elementi di diso-mogeneità nelle catteristiche meccaniche e/o metallurgiche del materiale costituen-te quel corpo. Caratteristica intrinseca delle tensioni re-sidue è quindi quella di auto equilibrar-si all’interno del corpo in cui sono presen-ti: questo però non vuol dire che la condi-zione di equilibrio debba essere riferita al corpo nella sua interessa: anzi la situazio-ne più comune è che la dimensione spazia-le entro cui le tensioni residue raggiungo-no la compensazione sia molto più piccola della dimensione del componente: tale di-mensione spaziale prende il nome di “lun-ghezza caratteristica” [1]. Nel caso dei pro-
cessi di saldatura le tensioni si presentano omogenee su porzioni di materiale superio-ri al mm, rientrando quindi nelle cosiddet-te “macro” tensioni residue o tensioni resi-due del° I tipo, e pertanto la loro analisi può essere svolta utilizzando i tradizionali mo-delli continui, senza tenere in considerazio-ne le caratteristiche cristalline o multifasi del materiale. Detto questo, rimane comun-que fondamentale calibrare con cura le di-mensioni e il posizionamento della superfi-cie su cui eseguire la misurazione degli sta-ti tensionali, pena la perdita di significativi-tà della misurazione ottenuta. Nella figura 1 è rappresentata un’ipotetica barra caratte-rizzata da una zona soggetta a tensione in-terna in trazione +10 Mpa (in rosso), a cui ovviamente deve corrispondere una secon-da zona soggetta a tensione interna in com-pressione -10Mpa (blu):- Eseguendo una misurazione sulla dimen-sione dell’intero componente (lunghezza A) ovviamente il risultato sarebbe 0, dovendo le tensioni residue essere comunque equili-brate all’interno del corpo;- Eseguendo la misurazione sul segmento B o su una sua frazione comunque interamen-te contenuta nella parte in trazione, il risul-tato sarebbe +10 Mpa;-Eseguendo la misurazione sul segmento C o su una sua frazione comunque interamen-te contenuta nella parte in compressione, il risultato sarebbe -10 Mpa;- Eseguendo la misurazione sul segmento D che abbraccia al 50 una parte in trazione e
Con tecnica ring core viene misurato lo stato tensionale della superficie interna al tratteggio bianco
Con tecnica hole drill viene misurato lo stato tensionale della superficie interna al tratteggio giallo
-15
-10
-5
0
5
10
15
0 2 4 6 8 10 12 14 16
Foto 1 - Differenziando le dimensioni della rosetta estensimetrica è possibile differenziare il volume di materiale entro cui viene la tensione residua: nel caso della tecnica ring core la possibilità di utilizzare anche estensimetri “generici” permette eventualmente di aumentare a piacimento tali dimensioni.
Foto 2 - A parità di rosetta estensimetrica utilizzata, la tecnica ring core esegue la misura su una superfi cie molto più ampia, mentre con la tecnica hole drill è
possibile ricavare informazioni molto più puntuali.
Fig.1 – Un’ipotetica barra caratterizzata da una zona soggetta a tensione interna in trazione +10 Mpa, a cui ovviamente deve corrispondere una seconda zona soggetta a tensione interna in compressione -10Mpa.
[email protected] 27 20/03/15 15:13
28 LAMIERA APR ILE 2015www.lamieranews.it
approfondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnico
al 50 una parte non tensionata, il risultato sarebbe +10/2 = +5 Mpa.È quindi evidente come la dimensione del-la superficie di misura debba essere deter-minata mediando la l’opportunità di aver-la il più possibile ridotta per non cadere nel rischio di “mediare” i picchi di sollecitazio-ne con le zone meno stressate, ma al tem-po stesso sufficientemente grande da poter sfruttare quello stesso “effetto media” per eliminare gli effetti di discontinuità localiz-zate e non rappresentative del reale stato tensionale del materiale (es microporosità).
PELLE O CUORE?Altro elemento fondamentale per la scelta della metodologia di misura è se l’interesse è per determinare lo stato tensionale com-plessivamente presente nella zona di salda-tura o se invece si è interessati a conosce-re nel dettaglio la distribuzione delle ten-sioni residue funzione della profondità. Ge-
neralmente l’interesse tecnico è per la par-te esterna dei componenti, che comunque rimane la parte maggiormente critica e sol-lecitata, sia da un punto di vista delle solle-citazioni meccaniche che dal punto dei vi-sta delle sollecitazioni termiche o chimiche (es tensio-corrosione). Nel caso specifico della saldatura ci sono però alcuni casi in cui diventa significativo anche verificare l’andamento delle tensio-ni interne in funzione della profondità, per esempio come strumento di controllo qua-lità dell’esecuzione di saldature multi pas-sata, o magari per individuare le cause ef-fettive di uno stato tensionale presente nel-la parte esterna. In considerazione del fat-to che comunque le tecniche di misurazio-ne che andremo a illustrare si applicano alla superficie del materiale, il problema di de-terminare la distribuzione in profondità del-le tensioni interne sembra un problema di difficile soluzione.
Fortunatamente non è così: è infatti ben noto come lo stato tensionale della superfi-cie di un materiale sia funzione cumulativa anche degli stati tensionali dei piani sotto-stanti [2] che trasmettono il loro effetto fi-no alla superficie mediante meccanismi di taglio: vedremo in seguito come tale mec-canismo sia sfruttabile per ricostruire l’an-damento delle tensioni residue in profondi-tà responsabili di un determinato stato ten-sionale in superficie.
LA SCELTA DELLA TECNICA DI MISURAZIONECome abbiamo avuto modo di vedere, le tensioni residue non sono un fenomeno esclusivo dei processi di saldatura ma so-no praticamente indotte da ogni processo di lavorazione industriale, motivo per cui nel corso del tempo sono state sviluppate diverse metodologie di misurazione di ta-li tensioni, ciascuna delle quali particolar-
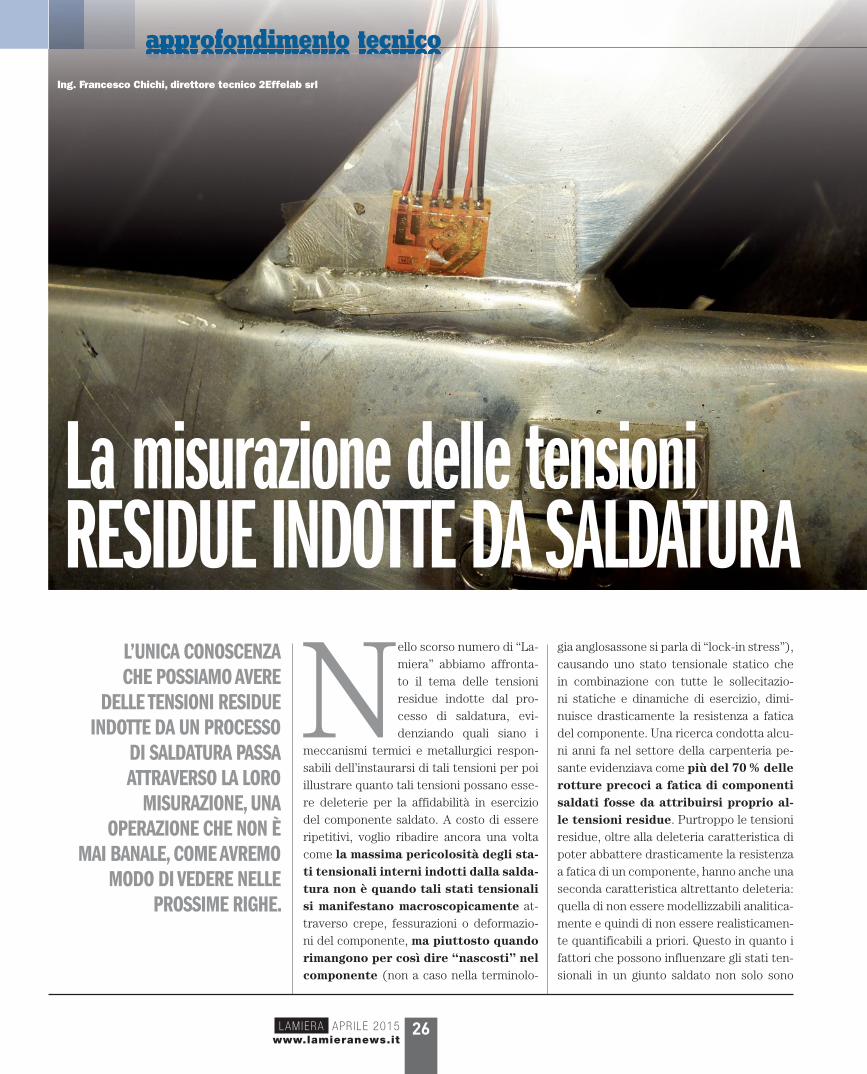
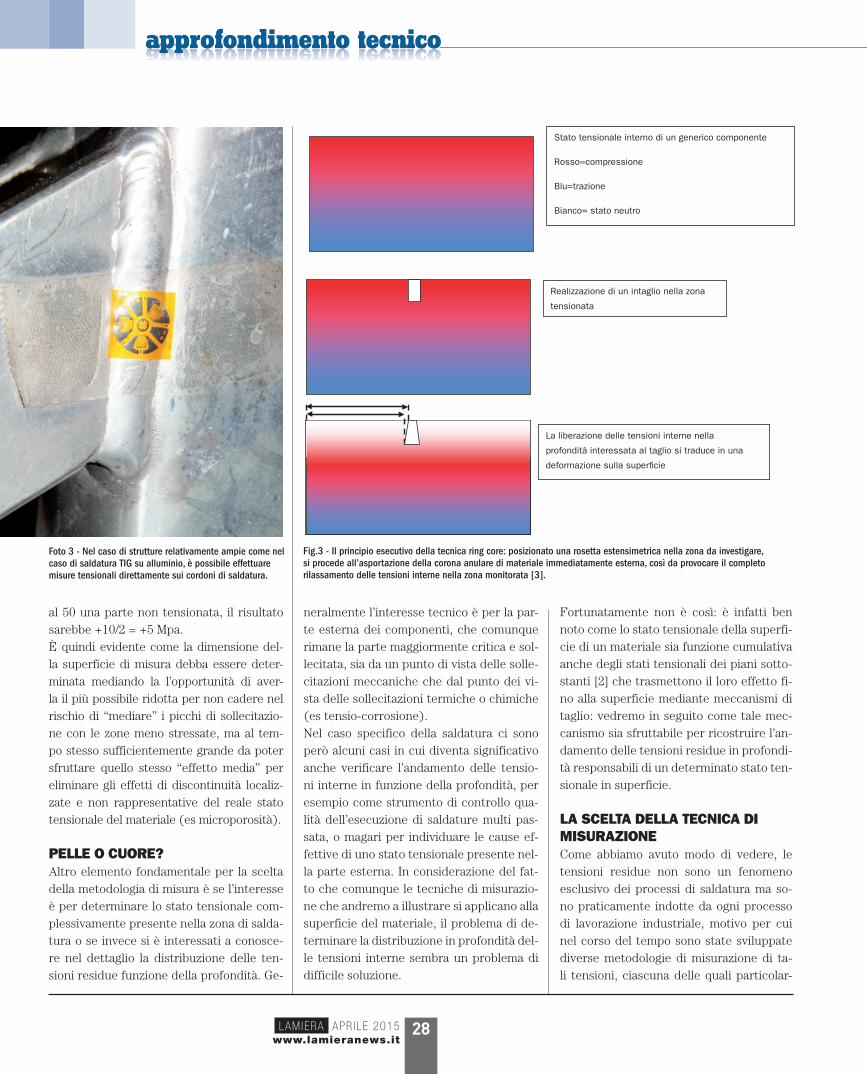
Foto 3 - Nel caso di strutture relativamente ampie come nel caso di saldatura TIG su alluminio, è possibile effettuare misure tensionali direttamente sui cordoni di saldatura.
Realizzazione di un intaglio nella zona
tensionata
Stato tensionale interno di un generico componente
Rosso=compressione
Blu=trazione
Bianco= stato neutro
La liberazione delle tensioni interne nella
profondità interessata al taglio si traduce in una
deformazione sulla super�cie
Fig.3 - Il principio esecutivo della tecnica ring core: posizionato una rosetta estensimetrica nella zona da investigare, si procede all’asportazione della corona anulare di materiale immediatamente esterna, così da provocare il completo rilassamento delle tensioni interne nella zona monitorata [3].
[email protected] 28 20/03/15 15:13
29 APR ILE 2015 LAMIERA www.lamieranews.it
mente dedicata a specifici contesti applica-tivi. Relativamente alle tensioni residue in-dotte da processi di saldatura industriale, allo stato attuale la metodologia maggior-mente affermata si basa sulla misurazione mediante sensori estensimetrici del ri-lassamento della superficie del compo-nente conseguente a una asportazione controllata di materiale, da cui ricostru-ire lo stato tensionale applicando diretta-mente la relazione sforzo-deformazione ti-pica di quel materiale, seguendo il princi-pio illustrato in figura 2. Questa metodolo-gia di misurazione può avere diverse forme applicative, a seconda di come viene ese-guita l’asportazione del materiale e di dove vengono rilevate le conseguenti deformazio-ni, ma fondamentalmente le scelte possono essere 2: -Rimuovere una porzione anulare di mate-riale fino a realizzare un “isola” separata dal materiale circostante, ottenendo quindi un completo rilassamento degli stati tensio-nali pre-esistenti all’interno del materiale asportato. Dalla misurazione, mediante una rosetta estensi metrica posizionata sull’i-sola, della deformazione conseguente a ta-le rilassamento è poi possibile determinare direttamente il precedente stato tensionale passando attraverso la relazione sforzo –de-formazione propria del materiale utilizzato (tecnica ring core);
- Applicare 3 estensimetri in configurazio-ne radiale e procedere all’asportazione del materiale mediante un piccolo foro al cen-tro degli estensimetri, così da ottenere un parziale rilassamento degli stati tensio-nali pre-esistenti: dalla misura della defor-mazione esterna al foro si procede poi a ri-costruire analiticamente lo stato tensio-nale preesistente (tecnica hole drill);
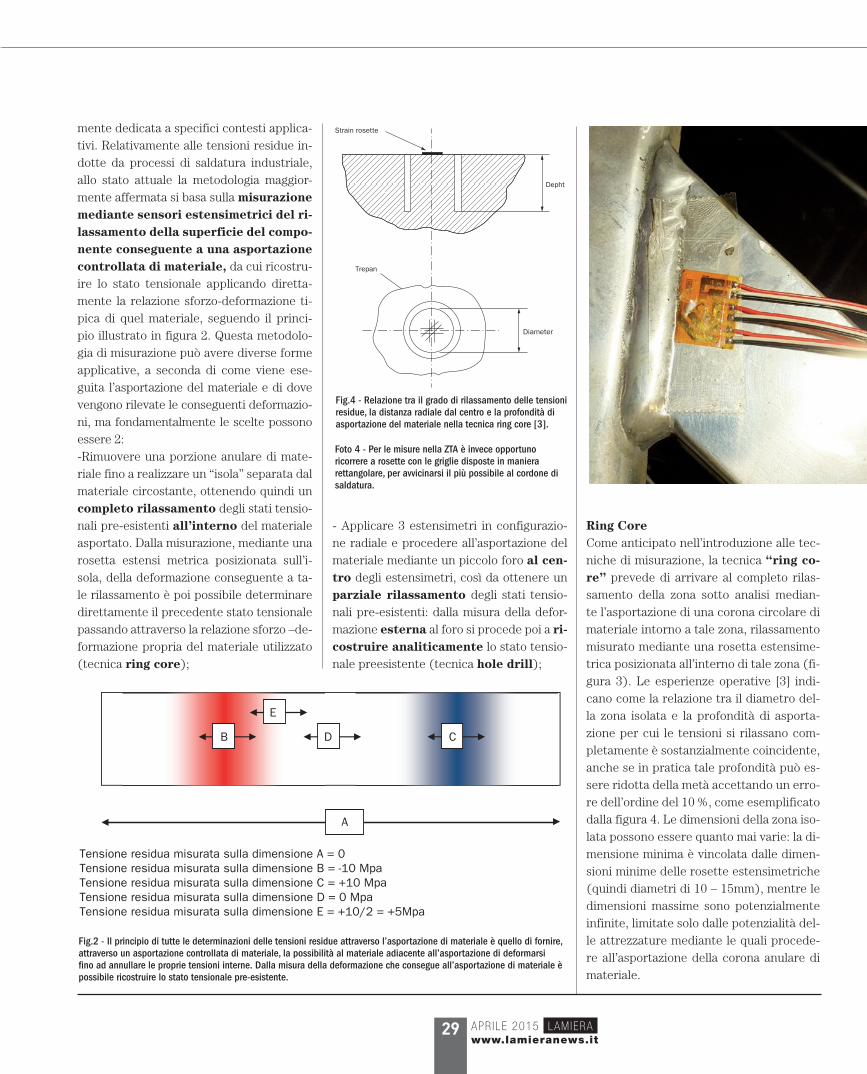
Ring CoreCome anticipato nell’introduzione alle tec-niche di misurazione, la tecnica “ring co-re” prevede di arrivare al completo rilas-samento della zona sotto analisi median-te l’asportazione di una corona circolare di materiale intorno a tale zona, rilassamento misurato mediante una rosetta estensime-trica posizionata all’interno di tale zona (fi-gura 3). Le esperienze operative [3] indi-cano come la relazione tra il diametro del-la zona isolata e la profondità di asporta-zione per cui le tensioni si rilassano com-pletamente è sostanzialmente coincidente, anche se in pratica tale profondità può es-sere ridotta della metà accettando un erro-re dell’ordine del 10 %, come esemplificato dalla figura 4. Le dimensioni della zona iso-lata possono essere quanto mai varie: la di-mensione minima è vincolata dalle dimen-sioni minime delle rosette estensimetriche (quindi diametri di 10 – 15mm), mentre le dimensioni massime sono potenzialmente infinite, limitate solo dalle potenzialità del-le attrezzature mediante le quali procede-re all’asportazione della corona anulare di materiale.
Diameter
Depht
Strain rosette
Trepan
Foto 4 - Per le misure nella ZTA è invece opportuno ricorrere a rosette con le griglie disposte in maniera rettangolare, per avvicinarsi il più possibile al cordone di saldatura.
Fig.4 - Relazione tra il grado di rilassamento delle tensioni residue, la distanza radiale dal centro e la profondità di asportazione del materiale nella tecnica ring core [3].
Tensione residua misurata sulla dimensione A = 0Tensione residua misurata sulla dimensione B = -10 MpaTensione residua misurata sulla dimensione C = +10 MpaTensione residua misurata sulla dimensione D = 0 MpaTensione residua misurata sulla dimensione E = +10/2 = +5Mpa
B CD
E
A
Fig.2 - Il principio di tutte le determinazioni delle tensioni residue attraverso l’asportazione di materiale è quello di fornire, attraverso un asportazione controllata di materiale, la possibilità al materiale adiacente all’asportazione di deformarsi fi no ad annullare le proprie tensioni interne. Dalla misura della deformazione che consegue all’asportazione di materiale è possibile ricostruire lo stato tensionale pre-esistente.
[email protected] 29 20/03/15 15:13

30 LAMIERA APR ILE 2015www.lamieranews.it
approfondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnicoapprofondimento tecnico
Il ring core è quindi una tecnica che per-mette di effettuare misurazioni su superfi-ci relativamente ampie, con la possibilità di ottimizzare la profondità di indagine sem-plicemente intervenendo sulla profondità dell’asportazione di materiale, sempre ov-viamente con il vincolo che tanto maggiore è la profondità di asportazione, tanto mag-giore la misurazione risulterà “distruttiva” sul componente.In ring core è quindi una tecnica partico-larmente indicata per stati tensionali diffusi e uniformi, come per esempio quelli indotti al di fuori della ZTA da condizioni di vincolo.
I vantaggi del ring core possono essere co-sì sintetizzati:-semplicità applicativa;-utilizzo di materiali non dedicati;-misura diretta dello stato tensionale; -possibilità di effettuare misure complessi-ve su ampie porzioni di materiale;-possibilità di prendere in considerazione gli effetti per stati tensionali anche signifi-cativamente profondi (>20 mm).
Mentre i limiti sono:-Semi-distruttiva nei confronti del componen-te (a seconda della profondità di asportazione in relazione allo spessore del materiale);-Impossibilità di eseguire misure puntuali;-Impossibilità di ricavare profili di stati ten-sionali residui in funzione della profondità.
Hole DrillNella tecnica “hole drill” l’asportazione del materiale avviene eseguendo un piccolo fo-ro calibrato e misurando il conseguente ri-lassamento del materiale all’esterno del fo-ro mediante una serie di (almeno) 3 esten-simetri disposti radialmente rispetto al fo-ro (figura 5). A differenza del metodo ring core, questo è un metodo da considerarsi “indiretto” in quanto le piccole dimensioni del foro non permettono il completo rilas-samento del materiale adiacente, per cui la ricostruzione dello stato tensionale pre-esi-stente a partire dalla deformazione rilevata non può essere ottenuta direttamente ma deve passare attraverso un complesso cal-colo analitico. Partendo dalla considerazio-ne che la deformazione rilasciata aumenta
all’aumentare del diametro del foro pratica-to e diminuisce all’aumentare della distan-za dal foro stesso, ne consegue che la pro-cedura analitica dovrà prendere in consid-erazione il diametro del foro, la sua profon-dità, la distanza dell’estensimetro dal pun-to di foratura, le dimensioni dell’estensime-tro stesso[3] [4]. E come se non bastasse, un ulteriore complicazione è costituita da una eventuale non uniformità dello stato ten-sionale in funzione della profondità: essen-do la misurazione basata su un rilassamen-to solo parziale degli stati tensionali inter-ni, ed essendo l’effetto in superficie di ta-li stati tensionali via via decrescente in fun-zione della profondità, per una corretta ap-plicazione degli algoritmi di calcolo elabora-ti in [3] [4] non può prescindere da informa-zioni sulla uniformità o meno degli stati ten-sionali interni. Ecco perché la corretta ap-plicazione della tecnica “hole drill” presup-pone che il foro non venga eseguito in un’u-nica operazione, ma la sua profondità venga incrementata progressivamente, registran-do le deformazioni progressivamente libe-rate (fino a 40 step per un foro da 2 mm di profondità!!), da cui ricostruire per via ana-litica non solo lo stato tensionale comples-sivo in superficie ma anche la distribuzione degli stati tensionali in funzione della pro-fondità. Una tale esecuzione presuppone ovviamente strumentazioni estremamen-te precise e assolutamente dedicate (figu-ra 6) Nonostante questa apparente limita-zione, in realtà la tecnica hole drill è quel-la più comunemente utilizzata, formalizzata anche dalla normativa statunitense ASTM “Standard test method E 837”, che mette a disposizione di tutti i tecnici gli strumen-ti di calcolo per una utilizzazione diretta dei risultati, senza passare attraverso quelle ta-rature personalizzate che la maggior parte degli altri metodi richiedono: una esaustiva trattazione analitica completa di indicazioni operative e formule di “data reduction” so-no per esempio disponibili anche nella Tech Note della Vishay “TN 503 – Measurement of residual stress by the hole drilling train gauge method” [4], liberamente scaricabile da Web. Questo anche perché la possibili-
Foto 5 - Il sistema Micro Measurement RS-200 in azione: è possibile osservare la microfresa che sta asportando il materiale al centro della rosetta.
[email protected] 30 20/03/15 15:13

31 APR ILE 2015 LAMIERA www.lamieranews.it
© RIPRODUZIONE RISERVATA
tà di limitare la profondità di rilassamento del materiale fino a soli 0,5mm, la possibi-lità di limitare la superficie della zona ana-lizzata a una circonferenza di 0,8mm di dia-metro rende possibile procedere alla carat-terizzazione di stati tensionali caratterizza-ti da forti gradienti in senso spaziale, come nella ZTA di una saldatura.
I vantaggi dell’Hole Drill possono essere co-sì sintetizzati:- Praticamente non distruttivo, viste le mini-me dimensioni del foro- Strumentazione estremamente portatile- Possibilità di determinare il profilo degli stati tensionali in funzione della profondità del materiale- Possibilità di effettuare misure puntuali - Ampia bibliografia disponibile - Ampia disponibilità di materiali dedicati
Mentre i limiti sono:- Quantificazione delle tensioni residue che avviene per via indiretta- Misurazione di tipo puntuale- Estrema sensibilità a errori di posizionamen-to relativo del foro rispetto agli estensimetri
CONCLUSIONI Preso atto di come le tensioni residue siano un inevitabile e indesiderato effetto dei pro-cessi di saldatura, l’impossibilità di una loro previsione mediante modelli analitici rende fondamentale il problema della loro misura-zione. Relativamente ai metodi utilizzabili in ambito industriale per eseguire tali misura-zioni “sul campo” e in modo (relativamen-te) non distruttivo, quelli basati sulla misu-razione estensi metrica del rilassamento in-dotto nella zona di saldatura da una aspor-tazione controllata di materiale sono quelli maggiormente affermati. Nello specifico le due tecniche più utilizzate sono quelle de-nominate “ring core” e “hole drill”. Nel caso della tecnica “ring core” il materiale viene asportato sotto forma di corona circolare, così da realizzare il completo rilassamento delle tensioni residue nella porzione di ma-teriale interna a quella asportata. Si ottiene
così una misura diretta dello stato tensio-nale su superfici relativamente ampie, con la possibilità di prendere in considerazione gli effetti anche di stati tensionali profondi. Nel caso della tecnica “hole drill” il materia-le viene asportato sotto forma di un picco-lo foro calibrato che causa un parziale rilas-samento nella zona esternamente adiacen-te al foro, dalla cui deformazione è possibile ricostruire non solo lo stato tensionale re-siduo in superficie ma anche la distribuzio-ne in profondità degli stati tensionali interni che di tale tensione residua superficiale so-no responsabili. Con questa tecnica è quin-di possibile ottenere informazioni estrema-mente localizzate, anche se più limitate alle zone superficiali e sub superficiali dei com-ponenti saldati. ■
La bibliografia è disponibile su richiesta scrivendo a: [email protected]
2
1
3
0.4D
DD0
Estensimetro
Micro fresa
Piedini regolabili perl’allineamento deldispositivo con la super�ciedi misurazione
Cursore per la regolazionemicrometricadell’avanzamento della fresa
Dispositivo per la regolazionemicrometrica del puntodi foratura
Fig.6 - Esempio di attrezzatura portatile per l’esecuzione di misurazioni secondo tecnica hole drill (Micro Measurement RS 200).
Fig.5 - Posizionamento radiale degli estensimetri di misura rispetto al foro nella tecnica hole drill [4].
[email protected] 31 20/03/15 15:14
Related Documents











