
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Process
• What is the Process?• is defined as any activity involving the use, storage,
manufacture, handling or movement of highly hazardouschemicals, or combination of these activities.
• Process Variables1.Flow Rate2.Pressure3.Temperature4.Level5.Composition6.Phases7.Time…….etc
Hazard
• Hazard is defined as “chemical or physicalcharacteristic having any potential to cause asignificant undesired event may resulted inharm to the people, environment orproperties”
• A hazard is generally anything that can hurtyou or make you ill.
• The application of one or more analytical methodsto identify and evaluate process hazards for thepurpose of determining the adequacy of need forcontrol measures.
• It is used to analyze potential causes andconsequences of fires, explosions, releases of toxicor flammable chemicals, and major spills ofhazardous chemicals.
• It focuses on equipment, instrumentation, utilities,routine and non-routine human actions, andexternal factors that might impact a process.
PHA Required Information• Information About Process Technology(1)Block flow diagrams or simplified process flow
diagrams PFD.(2)Process parameters limits that, when exceeded,
are considered an upset condition.(3)Qualitative estimates of the consequences of
deviations that could occur if established processlimits are exceeded.
• The PHA must be in place prior to process startup.
Purpose of PHA• PHA is a method to identify and analyze the
significance of potential hazards associated withprocessing or handling highly hazardous chemicals.
• PHA helps employers and workers to makedecisions for improving safety and reducing theconsequences of undesired or unplanned releasesof hazardous chemicals.
• PHA helps to create a way of thinking among allmanagers, employees and contractors so that theywill recognize process hazards during the normalwork.
PHA Direction• Identification of very low probability scenarios that could
cause fatalities• A process hazard is chemical or physical characteristic with
the energy potential for damaging people, property, and/orthe environment.
• The key word in this definition is potential.• In a process or system, hazards are not always obvious.
Energy may be stored in many different forms, includingchemical (reactivity, flammability, corrosivity, toxicity),mechanical and thermal.
• PHAs are usually directed toward the identification of verylow probability scenarios that could cause fatalities, seriousinjuries or major economic loss.
PHA Direction• PHA helps understand that unlikely events
can occur.• Since such undesired events occur only
rarely, even the most experienced personnelmay not have considered the possibility oftheir occurrence, so a PHA is needed to helpthem understand and appreciate that suchevents can occur.
• PHA May be considered as an incidentinvestigation conducted prior the incidenttakes place
ELEMENTS OF A PHA• Hazard Identification• Focus on Process Hazards• High Risk Hazards
Identifying the hazards
Steps to be taken to identify the hazards
List all obvious hazards.
Examine all process parameters. ( pressure,
temperature , flow rate, level)
Document the identified hazards. T
ELEMENTS OF A PHA
ELEMENTS OF A PHAHigh Risk Hazards• It is required that, processes posing the
greatest risk to workers to be analyzed first.• A methodology for ranking is not specified, but
any method chosen must account for• (1) the degree of the process hazards.• (2) the number of potentially affected
employees.• (3) the age of the process.• (4) the operating history of the process.
OCCUPATIONAL SAFETY• Purpose of a Process Hazards.
• Purpose of Occupational safety
• Overall System Safety
Challenging Roles of PHA
• Imaginative Thinking of the team• Challenge statements of “I have
never seen that happen”
Team Formation• Team Size• Aware of PHA method conducted• Team members must be compatible
and Interactive
Recommendations / Findings
• It is not the purpose of a PHA toissue specific recommendations.
• Purpose of PHA is to find thepotential of problems not to solvethem
PHA Assumptions• Process Design Calculations are Correct• Equipments are fit for purpose• Competent staff will be used• Current operating procedures are accurate• Organization polices will be enforced
Safe Operating Limits• Safe Upper Limit (SUL) and Safe Lower Limit
(SLL).• The Normal operating value lies inside this
Safe Operating Range.• The PHA team needs to know what the safe
limits are in order to have definitions for theword “safe” and “deviation.”
RISK• COMPONENTS OF RISK
Risk hazard = Consequence * Frequency
High risk hazards Vs Highconsequence hazards.
• PHA teams concentrate so much on highconsequence hazards.
• High consequence hazards are the mostemotionally affecting
• Higher frequency incident may be fixed moreeasily
• Higher consequences scenarios are difficult to beimagined or visualized
• The degree of control over the risk.– over speed and chemical plant
• The familiarity of the consequence.– Road accident vs. chemicals
• Ready to accept risk if there aredirect benefits
• High-consequence accidents lessacceptable than more frequent, lowconsequence accidents.
Factors affecting the publicawareness of risk
SAFEGUARDS• PSV is a safeguard against high
pressure• Procedure and Training are safe guards.• Fire fighting not safe guard .
HAZARDS OfSAFEGUARDS
• PSV protect equipment but may harm theenvironment .
• Active and Passive Safeguards
• An active safeguard– would be a device such as an interlock that
responds to an unsafe condition.– It is need an action/actions to be performed in
order to be activated like PSHH.• A passive safeguard
– would be a device such as an overflow drain on atank, no action is required to make it work.
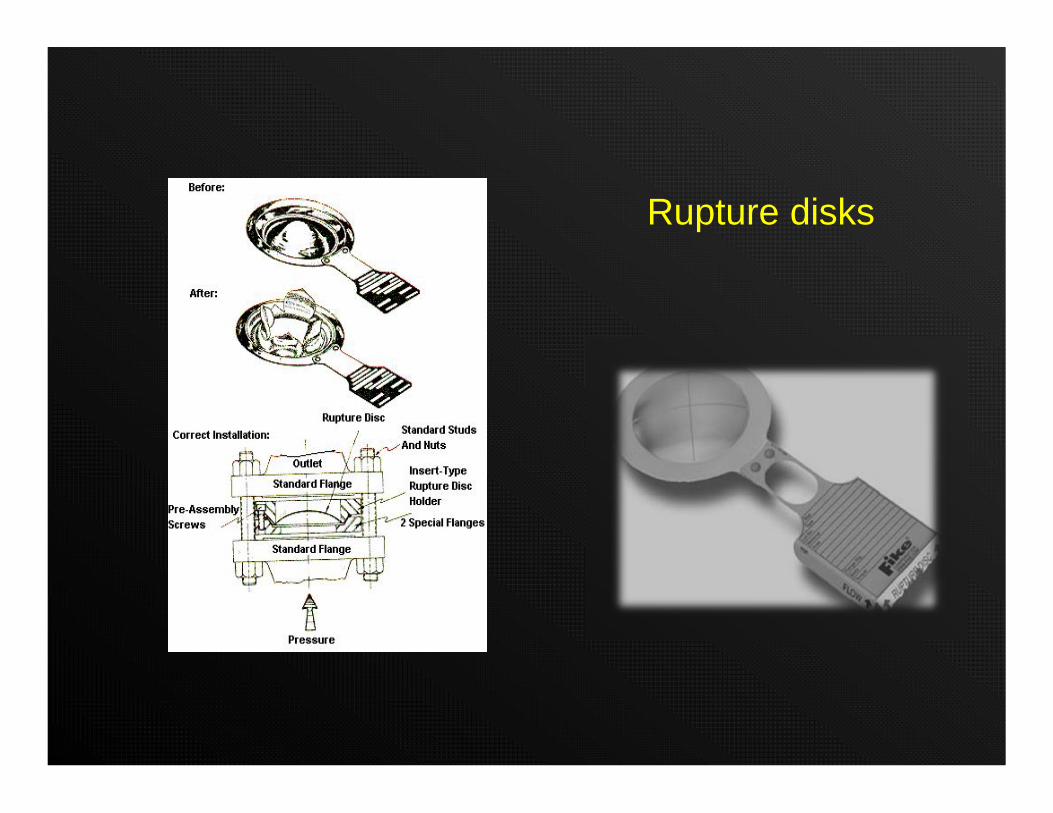
Rupture disks
LEVELS OF PROTECTION
• Operational Systems• Safety Instrumented Systems (SIS)• Mechanical Safety Systems
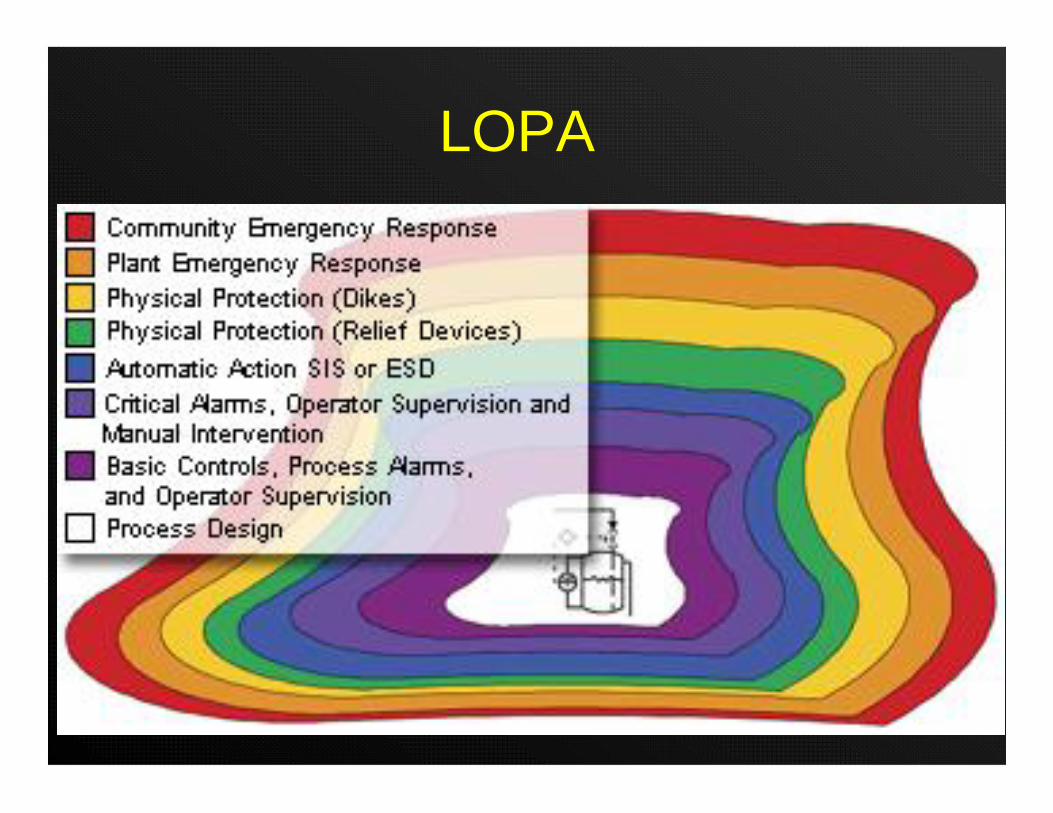
LOPA
PHA TECHNIQUES1. Hazard & Operability Method (HAZOP)2. What-If3. Checklist4. What-If / Checklist5. Failure Modes &Effects Analysis (FMEA)6. Fault Tree Analysis
HAZARD AND OPERABILITY(HAZOP)
• technique that identifies thepotential hazards andoperating issues .
• Used simply to ensurecompliance with regulations
WHAT-IF METHOD
• Loosely structured PHAtechniques
• Requires a team composed ofexperienced members
CHECKLISTS• Uses a set of pre-written questions to
stimulate discussion and thinking.• The list of questions should be long
enough.• Powerful in case of analyzing typical
process section(s)
WHAT-IF / CHECKLIST• Approach combines the two
methods
FAILURE MODES & EFFECTSANALYSIS (FMEA)
• For determining the ways in whichequipment items can fail
• Used primarily in the aerospace andnuclear power industries
• But not so much by the process industriesbecause single equipment failures do notusually have catastrophic results.
FAULT TREE ANALYSIS• Tree is a logic diagram that
shows the combination of events• Normally used to analyze
systems rather than to identifyhazards
• Its application is for a singleindividual approach
Which method can be usedat which stage in the
process.
Conceptual (theoretical )DESIGN
• Conceptual Design PHA provides apreliminary safety analysis
• What-If method is probably the bestmethod for this phase of the PHA
PRELIMINARY DESIGN
• Once the basic process design is complete• What-If method works well at this stage• What-If/Checklist method is also a good
choice at this stage.
FINAL DESIGN
• The final design PHA is usually a fullHAZOP
PRE-STARTUP SAFETYREVIEW
• The last process safety evaluation tobe carried out before the start-up
• Pre-startup Safety Review PSSR is nota PHA
MANAGEMENT OF CHANGE(MOC)
• Any significant proposed change to aplant that is already running
• What-If or a brief HAZOP is a good choicefor the PHA.
DECOMMISSIONING /DEMOLITION
• Mothballed• Turn down and the site used for
something else• What-If is preferred in the case of the plant
that is being mothballed• If the plant is to be demolished, the
Checklist will used
PROCESS HAZARDSANALYSIS STRENGTHS
STRENGTHS OF PHA
Time to Thinksystematically and
thoroughly think
STRENGTHS OF PHACross-Discipline ThinkingAn effective PHA brings together people with
different skills and backgrounds, thus leadingto successful thinking.
The presence of persons from multipledisciplines is particularly helpful at flushing outpotentially hazardous assumptions.
STRENGTHS OF PHAProcess Training
PHAs provide an excellenttraining forum for those who areunfamiliar with the processbeing analyzed.
These people obtain an excellentoverall picture of the process
STRENGTHS OF PHA
Development ofProcess Safety
Information
PROCESS HAZARDSANALYSIS LIMITATIONS
LIMITATIONS OF PHA
False Confidence
LIMITATIONS OF PHA
Team Quality andComposition
LIMITATIONS OF PHA
Sophisticated Use OfLanguage
LIMITATIONS OF PHA
Difficulties withReporting
LIMITATIONS OF PHA
Qualitative / Circularity
LIMITATIONS OF PHATheoreticalThe focus on high consequence / low
probability accident scenarios cangive the impression that PHAs aretheoretical and irrelevant.
LIMITATIONS OF PHA
Boredom
Process Hazards Analyses arefrequently long-winded and boring
LIMITATIONS OF PHAEquipment Orientation
Most PHA teams are composed ofpersons who have a technicalbackground.
As such, they tend to view the plantin terms of equipment rather thanpeople or management systems.
Basic Causes for troubles or accident :
Personal Factors lack of knowledge or
skill improper motivation physical or mental
conditions Job Factors
physical environment sub-standard equipment abnormal usage inadequate standards design & maintenance
Supervisory Performance inadequate instructions rules not enforced hazards not corrected devices not provided
Management Policy &Decisions set measurable standards measure work in progress evaluate work-v-
standards
Trouble may lead to accident :
The effects of accident :1. On the Victim2. On the Supervisor3. On the Company4. On the Nation
1. The Victim Death Pain & suffering Permanent disability Effects on family & dependants Loss of earnings Extra payment Inability to resume work Psychological effects Feeling of uselessness Worry from further injury Loss of sports or hobby
2. The Supervisor• loss of trained worker• loss of production• Extra work• Investigations & reports• Training new employee• loss of prestige by:
– management– other workers– effects on promotion
• worry if he could prevented it .• Stress
3. The Company
• loss of trained worker• loss of production• damage to machinery• damage to equipment• wasted materials• increased insurance payment• legal costs• loss of prestige - customers
4. The Nation
• loss of section of workforce• loss of production• increased cost of production• effects on imports• effects on exports• effects on balance of trade
Related Documents











